Detector: Radio Frequency Design - cmb-s4.org€¦Primer 2: Detector-RF 9/19/2016 3 Hubmayr, LTD16...
10
9/19/2016 1 Detector: Radio Frequency Design Total Bandwidth and Spectral Resolution Aritoki Suzuki U.C. Berkeley, LBNL Detector-RF Working Group September 19 th 2016 CMB-S4 Collaboration Meeting, Chicago
Transcript of Detector: Radio Frequency Design - cmb-s4.org€¦Primer 2: Detector-RF 9/19/2016 3 Hubmayr, LTD16...

9/19/2016 1
Detector: Radio Frequency DesignTotal Bandwidth and Spectral Resolution
Aritoki SuzukiU.C. Berkeley, LBNL
Detector-RF Working Group
September 19th 2016
CMB-S4 Collaboration Meeting, Chicago

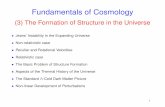
(1) Lenslets / Horn
~6 mm
Primer 1: Scope of Detector-RF Team
9/19/2016 2CMB-S4 Collaboration Meeting, Chicago
(2) Broadband Antenna / OMT/ Phase Array
#1 Telescope: (M. Niemack)
#2 Optics: (J. McMahon)
#3 Detector-RF: (A. Suzuki)
#4 Detector-Readout: (Z. Ahmed)
~2 meter
LensFilter
Window
Photon
Primary Mirror
SecondaryMirror
Cryogenic Receiver
Focal Plane / Detector Array
~150 mm
~1 mm
(3) Transmission Line
(4) Band Pass Filter
(5) RF Termination at TES Bolometer / MKID
Antenna
Cross-over
Lenslet
~3 meter

Primer 2: Detector-RF
9/19/2016 3
Hubmayr, LTD16
CMB-S4 Collaboration Meeting, Chicago
Austerman, LTD16
Spline Horn Array
OMT/ Bandpass Filter/ RF Termination
RF-Design:• Feed: Beam, polarization, and total bandwidth• Bandpass filter: Spectral response, spectral resolution
Beam Measurement
Spectra Measurement Polarization Response Measurement

Spectral Resolution
4
Motivation and Question• Astrophysical polarized foregrounds
Dust emission, Synchrotron radiation• Is sub-division of atmospheric bands
possible?• What are trade offs?
CMB-S4 Collaboration Meeting, Chicago
Spectral Resolution• Stage-2 & 3 experiments:
Single band for 90/150 GHz atm window• Sub-dividing atm window is possible
• High-order (more L and C’s) filter has steeper roll-off
Trade-Off and R&D• High-order filter has steeper roll-off,
but efficiency decreases• Low loss dielectric film mitigates this
problem (Si nitride, Single Crystal Si)• Demonstration of sub-diving filter
3-Pole 7-Pole
Atm TransmissionRMS Brightness
3-Pole7 pole
tanδ 3x10-4
tanδ 3x10-3
9/19/2016
Planck X am

Total Bandwidth
5CMB-S4 Collaboration Meeting, Chicago
Pixel Size Optimization Question• What should total bandwidth per pixel be?• Optimal pixel size scales as wavelength• How quickly does mapping speed fall off
from the optimal?
Additional Considerations• Finite RF component size• Interconnect density• Total bandwidth of optics• Available readout channels
• R&D: Integrate mux on wafer• R&D: New telescope design
Total Bandwidth• Mapping speed has broad optimum• Multi-choric pixel can take advantage of
this broad optimum• Collaborative study with foreground,
forecast, and instrument team• Study multiple scenarios and feed back to
global optimization
Large Pixel:• Each pixel is
more sensitive • Less pixels
Small Pixel:• Each pixel is
less sensitive • More pixels
100 μm pitch wire bonds, POLARBEAR
150/230 GHz AdvACTProto-type Pixel
~4.75 mm
9/19/2016

Antenna Comparison
9/19/2016 6
Spline Horn coupled OMT• Strengths
• Symmetric Beams• 2.3:1 Bandwidth (on sky)
• Areas for development• Mass fabrication of horns• Increase total bandwidth (6:1)
• Experiments: Advanced ACT, CLASS
CMB-S4 Collaboration Meeting, Chicago
Lenslet Coupled Sinuous• Strengths
• 5:1 Bandwidth (Lab demo)• Areas for development
• Lenslet: AR coatings/Meta-material/Mass Fab• Experimental demo (on sky data)
• Experiments: POLARBEAR/SA, SPT-3G
Phased-Array• Strengths
• Single-wafer construction (on sky)• Areas for development
• Total Bandwidth (Octave bandwidth)• Experiments: BICEP-2, KECK Array, BICEP-3
Direct KID Coupled Horn• Strengths
• Integrated detector + MUX• Areas for development
• On sky demo of 150 GHz kilo-pixel array • Experiments: NIKA
Different technologies have unique strength. Appropriate technology should be chosen for a given scenario
AdvACT horn &detector
BICEP-2 Detector
SPT-3G Lenslet ArrayPOLARBEAR Detector
Horn coupled LEKID

On-Chip RF Technology
9/19/2016 7CMB-S4 Collaboration Meeting, Chicago
Band Pass Filter• Lumped: Small size• Distributed: Large size• Channelizer: Contiguous bands• High-R: Spectrometer on chip
Cross-Over• No cross-over• With via - Broadband• Via-less - Simple fab, limited bandwidth
Termination• TES bolometer couples to RF
transmission line• MKID demonstration coming soon
Mode Filter• Rejects higher order mode to
retain Gaussian beam
RF technology is mature. Stable material property and accurate feedback is required
BICEP 3-pole lumped filter design SPT-3G spectra measurement
AdvACT 180 hybrid design CLASS 180 hybrid design
CLASS Via-less cross-overAdvACT cross-over
MKID to microstrip line couplingBICEP bolometer POLARBEAR bolometer

Developing Detector Mass Fabrication
8CMB-S4 Collaboration Meeting, Chicago
LBNL MICROSYSTEMS LABORATORY
FIRST MSL FABRICATED DEVICES: STRIP DETECTORS ON 100MM WAFERS
TRANSISTORS FABRICATED ON HIGH RESISTIVITY SILICON
PHOTODIODES FOR MEDICAL IMAGING
PROGRESSION OF CCD DEVELOPMENT IN THE MICROSYSTEMS LAB
1996 - FIRST MSL CCD 40K PIXELS
1998 - FIRST LARGE FORMAT CCD
4M PIXELS
2000 – 8M PIXEL CCD 2002 - FIRST MSL CCD ON 150MM WAFER
16M PIXELS FOR SNAP
2006 – 8M PIXEL CCD DARK ENERGY SURVEY
PRODUCTION BUILD
2007 – 16M PIXEL CCD FOR BARYON OSCILLATION
SPECTROSCOPIC SURVEY
SILICON ON INSULATOR DEVICE FABRICATION
90 DETECTORS SUPPLIED TO NASA THEMIS MISSION
THIN WINDOW ELECTRON DETECTORS FOR NASA
STEREO MISSION
2011 R&D RUN WITH 12 DIFFERENT DESIGNS FOR
FAST,LOW NOISE CCD READOUT AND SINGLE PHOTON DETECTION
MSL ACCOMPLISHMENTS AND GROWTH
Since its commissioning in 1990 under the leadership of Helmuth Spieler and David Nygren, the MSL has supported a variety of scientific projects with custom silicon devices. Initial work focused on pixel and strip detector development for high energy physics applications. These p-i-n diodes exhibited very low reverse leakage current (<1nA/cm2) and established the baseline for more complex future device designs. In the following years, the MSL continued to expand its process repertoire and tool set for pursuing more challenging device structures. By the mid-1990s, the MSL successfully fabricated transistors on high resistivity silicon for monolithic integration with p-i-n detectors and developed etching techniques for polysilicon gates on multilayer dielectric structures. Collaboration with Life Sciences for medical imaging applications led to the fabrication of photodiodes employing a patented process (Holland) for creating a low noise device with backside illumination and high quantum efficiency. These development efforts culminated in the successful design and fabrication of a backside illuminated charge-coupled device (CCD) on high resistivity silicon in 1996. The long wavelength sensitivity of these CCDs were well-suited to applications in astronomy and astrophysics and aligned with LBNL’s successful astrophysics group. Over the next decade, the MSL fabricated CCDs of larger size (16 megapixel) and complexity. LBNL high resistivity CCDs are now deployed in telescopes internationally, including a 570 megapixel focal plane for the Dark Energy Survey in Cerro Tololo, Chile. Interest in CCDs has expanded beyond astronomy with MSL CCDs being developed for x-ray detection at the LBNL Advanced Light Source. Other applications include homeland security and direct detection of positrons for possible medical imaging applications. In parallel with CCD fabrication, the MSL (Tindall) has fabricated detectors for a variety of space missions in collaboration with the UC Space Sciences Lab including the STEREO, THEMIS, CINEMA and MAVEN projects.
MSL CCD IMAGE OF DUMBELL NEBULA N27 FROM
THE WIYN OBSERVATORYPhoto credit: NOAO/AURA/NSF
Copyright WIYN Consortium Inc., all rights reserved
75 MSL CCDs ASSEMBLED INTO THE DES FOCAL PLANE BY FERMILAB
GROUND-BASED DEPLOYMENTS OF MSL CCDS
Keck 10m telescope LRIS spectrograph
Kitt Peak/Mayall 4m Mars and RC spectrographs
MMT 6.5m/Mt. Hopkins Red Channel spectrograph
Lick Obs./Mt. Hamilton Hamilton Echelle spectrograph
Palomar Hall 200” SWIFT spectrograph
SDSS 2.5m telescope BOSS spectrographs
FACILITY DESCRIPTION
The LBL Microsystems Laboratory (MSL) is a semiconductor processing facility specializing in the fabrication of various types of radiation detectors and integrated electronics on high resistivity silicon. The facility consists of 700 sq. ft. of Class 10 clean room space with a dedicated HVAC system providing environmental control of +/-1 F and +/- 2% relative humidity. Devices are fabricated using techniques common to the silicon wafer integrated circuit industry. Employment of established, mature processes using standard production equipment contributes to high device yields. Process capabilities include high temperature oxidation, deposition of thin films, and diffusion of impurity dopants, dry plasma etching, wet chemical etching and cleaning operations, and photolithography. Located in on the 4th floor of Building 70A, a schematic footbprint of the MSL is shown below highlighting processing equipment.
DRY ETCHING- Two Lam 4400 Series Etchers- Dedicated poly-Si and SiO2 etching tools- High selectivity processes for: polysilicon CCD gates silicon dioxide contacts
WATER PURIFICATION- 18 Mohm-cm resistivity- < 100 ppt metal impurities- 1500 gallon capacity- Continuously recirculating loop into MSL
WET CHEMISTRY- Santa Clara Plastics wet benches- Dedicated filtered and temperature controlled baths- Full RCA pre-furnace megasonic wafer cleaning- Photoresist develop and thin film wet etching of aluminum, silicon, silicon dioxide and nitride
THERMAL PROCESSING
- Thermco TMX horizontal furnaces - Six independent process chambers- Wet & dry oxidation and diffusion - Chemical vapor deposition poly-Si, silicon dioxide and nitride
ENTRANCE
PUREWATERSYSTEM
GOWNINGFILM DEPOSITION +CHARACTERIZATION
ETCHINGLITHOGRAPHYTHERMALPROCESSING
FURNACEAREA
GASVAULT
FURNACE TUBECLEANING, ETC.
0 10 20 ft
LAWRENCE BERKELEY NATIONAL LABORATORYMICROSYSTEMS LABORATORY
HELMUTH SPIELER7-FEB-89
THIN FILM DEPOSITION- KDF 603i batch sputter deposition system- Aluminum thin film metallization - Optical thin film coatings: indium tin oxide and silicon dioxide
PHOTOLITHOGRAPHY- Yield Engineering LP3 vapor priming- Rite Track photoresist coat and bake track- Beta Squared 1:1 projection mask aligner- 1.25 micron linewidth resolution- 0.5 micron layer-to-layer registration accuracy
PLASMA ENHANCED CVD- Advanced Vacuum Vision 300- Deposition of silicon dioxide and nitride- Films provide front and back side device protection
CLASS 10 CLEAN AREA
MSL P-I-N DETECTORS ON-BOARD THE
THEMIS MISSION
ANL LBNL SLAC
CMB-S4 requires ~1,000 detector wafers: Unprecedented in CMB!
Requirement: High throughput, tight control of parameters
Approach: • Long history of superconducting detectors for astrophysics: GSFC, JPL, NIST, Stanford, UCB• Developing dedicated facilities at DOE labs: ANL, LBNL, and SLAC• Hybrid detector fabrication with commercial foundries (LBNL, SLAC)
9/19/2016
100+ SPT-3G detector wafers fabricated 300+ POLARBEAR/ SPT-3G readout wafers fabricatedDetector array fabricated at commercial foundry
LEKIDs
Dedicated 5,000 sq ft Class 100 6” wafer facilityCDMS - TES instrument deployed for HEP project
CDMS, CDMS-II, SuperCDMS

Detector Characterization
9/19/2016 9
Reminder: CMB-S4 requires ~1,000 wafers!
Requirements & Approaches• High throughput
• Scale up on number of test facility• Automation to speed up repetitive tasks• Improve cryostat design to shorten cool down time• Should we test all wafers?
• Standardized test setup and metric• Allows comparison of results between different facilities• Share test setup and test methods
• Characterize detector to meet tight systematics requirement• Come up with requirement. • Design and demonstrate test setup that can characterize
detector at required level
CMB-S4 Collaboration Meeting, Chicago
100 mK test bed @ Princeton
6-axis beam mapper at Colorado

Next
9/19/2016 10CMB-S4 Collaboration Meeting, Chicago
Next:• Take step toward global optimization
• Coordinate among all subgroups (foreground, forecast, instrument)• What input should Detector-RF team provide for global optimization?
• Ex: Mapping speed calculations for multiple scenarios• Ex: Come up with notional detector-array designs to study constraints• Ex: Detector non-ideality for systematics study
• Demonstrate scalability - Detector fabrication, detector assembly, and test facility• How much to demonstrate? By when? 10 wafers? 100 wafers?• How to standardize test facility & metric? – Let’s collect information and ideas
• Push on basic R&D that is desirable for any scenario• Ex. Low loss dielectric film• Ex: Better test setup
We should continue to have monthly (?) meeting to coordinate/work on this
Schedule• Designing in FY19• Implementing in FY20