Design of RDF Refuse Fired Boilers B&W- BR1657- !998
8
J.S. Gittinger Babcock & Wilcox Barberton, Ohio, U.S.A. W .J. Arvan Palm Beach Resource Recovery Corporation West Palm Beach, Florida, U.S.A. Presented to: Power-Gen Europe ’98 June 9-11, 1998 Milan, Italy Considerations for the Design of RDF-Fired Refuse Boilers BR-1657 Abstract The use of municipal solid waste (MSW) as a fuel to gener- ate steam and electricity is receiving renewed attention from communities as a key component of an integrated waste man- agement program. One option for utilizing MSW as a fuel is to process the MSW into refuse derived fuel (RDF). RDF is gen- erally considered a higher quality fuel than MSW due to its more homogenous nature and its reduced amount of noncombustible material. In spite of these benefits, the combustion of RDF poses its own set of unique problems to a boiler designer in the areas of fuel handling, slagging, fouling, and corrosion which can be quite different from those encountered in a mass burn boiler system. The major pieces of equipment and design features in- fluenced by the RDF fuel properties include the fuel feeders, stoker, furnace configuration, and corrosion protection in the furnace and superheater. This paper will address the essential requirements of an ef- fective RDF-fired boiler design. The basis for this discussion will be the experience gained from the operation of two 815 tonne/day (900 US t/d) RDF-fired boilers located at the Palm Beach Resource Recovery Facility in West Palm Beach, Florida, USA which has been in operation since 1989. Refuse Combustion Alternatives Two technologies have traditionally been used for the com- bustion of refuse: mass burning and RDF-firing. The technolo- gies are distinguished by the degree of preparation the refuse undergoes before it is fed into the boiler. Mass burn technology burns the MSW in its as-received, unprepared state. Only large or noncombustible items such as tree stumps, discarded appli- ances, and other bulky items are removed. The MSW is stored in a large pit and overhead cranes equipped with grapples move the MSW from the pit into the stoker charging hopper. Hydrau- lic rams in the charging hopper move the refuse from the charg- ing hopper onto the reciprocating grate stoker. The combustible portion of the refuse is burned while the noncombustible por- tion travels along the grate and drops into the ash handling sys- tem for reclamation or disposal. The second burning technique uses processed refuse, or refuse derived fuel (RDF), where the as-received refuse is first separated, classified and reclaimed in various ways to yield sal- able or otherwise recyclable products. The remaining refuse material is then shredded into a relatively uniform fuel known as RDF. The RDF is conveyed from a storage building to the boiler and fed through multiple feeders onto a traveling grate stoker. The RDF is burned, partially in suspension and partially on the grate (Figure 1). RDF Combustion Technology RDF combustion technology was developed in North America by B&W in the early 1970s as an alternative to the mass burning method. The use of RDF combustion technology requires a rather significant investment in an RDF processing facility as well as the operating and maintenance expenses that are associated with this facility. The benefit received for this investment is the ability to use RDF rather than MSW as a boiler fuel. RDF is a much more uniform fuel than MSW with regard to fuel particle sizing and heating value resulting in a more effi- cient combustion process. In addition, a majority of the non- combustible material is removed from the RDF before the fuel is fed into the boiler which reduces the size of both the fuel and ash handling systems. These fuel characteristics result in a RDF boiler system which is generally less expensive than a mass- burn system, thereby offsetting the cost of the RDF processing equipment.
-
Upload
pawanumarji1 -
Category
Documents
-
view
446 -
download
8
Transcript of Design of RDF Refuse Fired Boilers B&W- BR1657- !998

Babcock & Wilcox 1
J.S. GittingerBabcock & Wilcox
Barberton, Ohio, U.S.A.
W.J. ArvanPalm Beach Resource Recovery Corporation
West Palm Beach, Florida, U.S.A.
Presented to:Power-Gen Europe ’98June 9-11, 1998Milan, Italy
Considerations for the Design of RDF-Fired RefuseBoilers
BR-1657
AbstractThe use of municipal solid waste (MSW) as a fuel to gener-
ate steam and electricity is receiving renewed attention fromcommunities as a key component of an integrated waste man-agement program. One option for utilizing MSW as a fuel is toprocess the MSW into refuse derived fuel (RDF). RDF is gen-erally considered a higher quality fuel than MSW due to its morehomogenous nature and its reduced amount of noncombustiblematerial. In spite of these benefits, the combustion of RDF posesits own set of unique problems to a boiler designer in the areasof fuel handling, slagging, fouling, and corrosion which can bequite different from those encountered in a mass burn boilersystem. The major pieces of equipment and design features in-fluenced by the RDF fuel properties include the fuel feeders,stoker, furnace configuration, and corrosion protection in thefurnace and superheater.
This paper will address the essential requirements of an ef-fective RDF-fired boiler design. The basis for this discussionwill be the experience gained from the operation of two 815tonne/day (900 US t/d) RDF-fired boilers located at the PalmBeach Resource Recovery Facility in West Palm Beach, Florida,USA which has been in operation since 1989.
Refuse Combustion AlternativesTwo technologies have traditionally been used for the com-
bustion of refuse: mass burning and RDF-firing. The technolo-gies are distinguished by the degree of preparation the refuseundergoes before it is fed into the boiler. Mass burn technologyburns the MSW in its as-received, unprepared state. Only largeor noncombustible items such as tree stumps, discarded appli-ances, and other bulky items are removed. The MSW is storedin a large pit and overhead cranes equipped with grapples movethe MSW from the pit into the stoker charging hopper. Hydrau-
lic rams in the charging hopper move the refuse from the charg-ing hopper onto the reciprocating grate stoker. The combustibleportion of the refuse is burned while the noncombustible por-tion travels along the grate and drops into the ash handling sys-tem for reclamation or disposal.
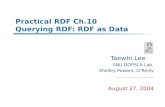
The second burning technique uses processed refuse, orrefuse derived fuel (RDF), where the as-received refuse is firstseparated, classified and reclaimed in various ways to yield sal-able or otherwise recyclable products. The remaining refusematerial is then shredded into a relatively uniform fuel knownas RDF. The RDF is conveyed from a storage building to theboiler and fed through multiple feeders onto a traveling gratestoker. The RDF is burned, partially in suspension and partiallyon the grate (Figure 1).
RDF Combustion TechnologyRDF combustion technology was developed in North
America by B&W in the early 1970s as an alternative to themass burning method. The use of RDF combustion technologyrequires a rather significant investment in an RDF processingfacility as well as the operating and maintenance expenses thatare associated with this facility. The benefit received for thisinvestment is the ability to use RDF rather than MSW as a boilerfuel.
RDF is a much more uniform fuel than MSW with regard tofuel particle sizing and heating value resulting in a more effi-cient combustion process. In addition, a majority of the non-combustible material is removed from the RDF before the fuelis fed into the boiler which reduces the size of both the fuel andash handling systems. These fuel characteristics result in a RDFboiler system which is generally less expensive than a mass-burn system, thereby offsetting the cost of the RDF processingequipment.

2 Babcock & Wilcox
Fuel Feed System: Metering Feeders and Air-Swept Fuel Spouts
The fuel feeding system is one of the most critical elementsof a successful RDF-fired boiler. Virtually all RDF feeders areof the volumetric type. In order to satisfy a boiler heat inputdemand in a controlled manner, the feeder must be capable ofvarying the mass flow rate of the fuel while maintaining theuniform bulk density (i.e., a uniform energy content per unit ofvolume) of the RDF. A successful RDF metering feeder mustalso provide liberal maintenance access to deal with pluggageproblems due to oversized material, be maintainable in place,and be equipped with fire detection and suppression devices.
Multiple RDF metering feeders (Figure 2) are used to pro-vide side-to-side distribution of RDF onto the grate. One feederis used for each air-swept fuel distributor spout. Each feederhas an upper feed bin which is kept full at all times by an over-running conveyor to ensure a continuous fuel supply. The fuelin this hopper is transferred to a lower hopper by a hydraulicram. The ram feed from the upper hopper is controlled by levelcontrol switches in the lower hopper. The RDF is fluffed into auniform density by a variable speed inclined pan conveyor whichtumbles the RDF in the lower hopper. The pan conveyor deliv-ers a constant volume of RDF per flight which is carried up thepan conveyor and deposited into the air-swept spout. The rateat which the fuel is deposited into the spout is based on fueldemand.
Multiple fuel spouts are installed across the furnace frontwall to provide a uniform side-to-side distribution of RDF onthe grate. Front-to-rear distribution of the RDF onto the grateis accomplished by continuously varying the pressure of the airsweeping the floor of the fuel spout. A major feature of the fuelspout design is its simplicity.
Traveling Grate StokerTo date, only traveling grates have been used for spreader-
stoker firing of RDF. These grates move from the rear of the
furnace to the front, into the direction of fuel distribution. Asingle undergrate air plenum is used. The traveling grate willhave a significantly smaller plan area than a reciprocating grate(typically used for mass burn applications) sized for the sameheat input. As the RDF is fed into the furnace by the air-swept
Figure 1 RDF burning schematic – Palm Beach Resource Recovery Facility.
Figure 2 RDF boiler and fuel feeding system.
Superheater Boiler Bank
Ram
Economizer
AuxiliaryBurner
Submerged ChainAsh Conveyors
From RDFStorageBuilding Feed Bin
AirHeater
Lower Hopper
Conveyor
To Air-SweptSpout
MSW
Ferrous Metal for Sale
Aluminum for Sale
Ash
RDFPlant
RDF RDFStorage
RDF
Ash
RDF
RDFBoiler
ElectrostaticPrecipitator
FlueGas
Electricityfor Sale
InternalElectricity Use
Stack
Main Steam Turbine Generator
Condenser
Cooling Tower
CoolingWater
Feedwater
DryScrubber Flue Gas
ElectrostaticPrecipitator
RDFBoiler
DryScrubber

Babcock & Wilcox 3
fuel spouts, up to 50% of the fuel will burn in suspension abovethe grate. This significantly reduces the heat release rate on thetraveling grate and permits it to be smaller in size.
On mass-fired, reciprocating grates, a large volume of fuelis loaded onto the front section of the grate and slowly burnsdown to a small volume of ash at the back. For an RDF boilerthe key is to maintain an even 203 to 254 mm (8 to 10 in.) bedof fuel and ash over the entire grate area. Grate problems areusually due to a shallow ash bed. Operator tendency, when con-fronted with poor metering and/or fuel distribution, is to runthe grate faster. While this technique can minimize bed upset, itwill shorten grate life due to higher wear rates and the over-heating of the grate bars. With the recommended ash bed thick-ness, grate temperatures are lowered, wear is reduced, and gratelife is increased. To achieve this optimum ash bed thicknessrequires controlled metering of the RDF and proper distribu-tion of the fuel to the grates, as previously described.
A second problem is the accumulation of melted aluminumon the grate. The best solution is to completely remove all alumi-num from the fuel stream. If this is not practical, experience hasshown that maintaining the proper ash bed thickness will causethe aluminum to solidify in the ash bed rather than on the grate.
Lower Furnace Design ConfigurationThe lower furnace design of early RDF boilers was largely
based upon technology used for wood-fired boilers. This in-cluded modest overfire air (OFA) systems with multiple smalldiameter nozzles designed for 25 to 30% of the total air supply,straight wall furnaces and carbon reinjection systems. The re-sult was less than desired combustion performance due to inad-equate turbulent mixing in the furnace. In order to increase airpenetration and turbulent mixing, current RDF units are designedwith fewer, large diameter OFA nozzles capable of delivering aminimum of 50% of the total air supply with nominal operationat 40% of the total air supply.
In addition, B&W adapted its proven controlled combustionzone (CCZ™) lower furnace design for RDF firing. Developedoriginally in the early 1970s for very high moisture wood fir-ing, this design consists of twin arches in the lower furnace withthe overfire air nozzles directed down into the lower furnacefrom the arches (Figure 3). The CCZ™ design for RDF appli-cations (without a carbon reinjection system) has achieved lowerunburned carbon loss than earlier designs which required theuse of carbon reinjection systems.
CorrosionCombustion products from municipal refuse are very corro-
sive. Corrosion in refuse-fired boilers is usually caused by chlo-ride compounds which deposit on the furnace, superheater andboiler tubes. Several modes of chloride corrosion which mayoccur include the following:
1. corrosion by hydrochlorides (HCl) in the combustion gas,2. corrosion by NaCl and KCl deposits on tube surfaces,3. corrosion by low melting point metal chlorides (mainly
ZnCl2 and PbCl2), and4. out-of-service corrosion by wet salts on the tube surface.The rate of tube metal loss due to corrosion is related to the
tube metal temperature – high metal temperatures correlate withhigh rates of metal loss. Refuse boilers operating at higher steampressures have higher temperature saturated water in the fur-nace tubes resulting in higher tube metal temperature. Thesehigher tube metal temperatures will increase the corrosion rate.
Figure 3 CCZ lower furnace.
Superheater tube metal temperatures are directly related to thesteam temperature inside the tubes. In both cases, it is the tem-perature of the water or steam inside the tube that largely con-trols the tube metal temperature, rather than the temperature ofthe flue gas outside of the tube.
Furnace-side corrosion can also be aggravated by poor wa-ter chemistry control. If waterside deposits are permitted to form,tube wall metal temperatures will rise and furnace corrosionwill be accelerated.
Lower Furnace CorrosionThe lower furnace environment of both mass-fired and RDF-
fired units is constantly changing between an oxidizing atmo-sphere (an excess of O2 beyond that needed for combustion)and a reducing atmosphere (a deficiency of O2 below that neededfor combustion) which can rapidly accelerate corrosion. There-fore, some form of corrosion protection is needed in this re-gion. Typically, the area of protection will encompass all fourwalls up to 9.1 m (30 ft) above the grate where there is reason-able assurance that an oxidizing atmosphere is predominant.
Virtually all mass-fired refuse boilers use a system of pinstuds and silicon carbide (SiC) refractory to protect the mem-braned lower furnace walls from corrosion and erosion (Figure4). The refractory material should have high thermal conduc-tivity rates to maintain the effectiveness of the water-cooledsurface it is protecting.
Overfire Air
Undergrate Air

4 Babcock & Wilcox
Figure 4 Lower furnace studs and refractory, mass-fired unit.
Figure 5 Bimetallic tube.
The same pin stud and refractory design used on mass-firedunits has also been tried on RDF units. This solved the corro-sion problem but created another problem. Inherent in the RDFcombustion process is a high degree of suspension firing whichgenerates high temperatures in the lower furnace. When pin studsand refractory are applied, the lower furnace tubes are insu-lated to some degree, resulting in less heat transfer to the wallsand hotter flue gas temperatures in the lower furnace. This, inturn, can result in significant slagging on the refractory wallsurface. Pin studs and refractory were installed on two of B&W’searly RDF boilers. Furnace slagging increased significantly re-quiring frequent maintenance outages. The pin studs and refrac-tory were eventually removed from both of these units. Whatwas needed was a material that is resistant to chloride corrosionand does not reduce heat transfer to the lower furnace wall tubes.
B&W pioneered the use of Inconel material as a solution tothe lower furnace corrosion problem. In 1986, following rapidcorrosion of the bare carbon steel tubes in one of B&W’s RDFboilers, the lower furnace was covered with a weld overlay ofInconel material. This overlay proved to be effective in mini-mizing corrosion in the lower furnace with a negligible impacton heat transfer and slagging. Based on this early experiencethe boiler industry followed B&W’s lead and Inconel weld over-lay was field applied to the lower furnace of hundreds of oper-ating boilers in order to minimize furnace corrosion.
Based upon this experience, the lower furnaces of future RDFboilers incorporated Inconel corrosion protection during themanufacturing process though the use of bimetallic tubing.Bimetallic tube construction consists of a carbon steel inner tubeco-extruded with an Inconel outer tube (Figure 5). This allowsfor a more uniform protective coating than does a weld overlay.Bimetallic tubing was first used in 1989 and has proven to bean effective means of corrosion protection. Inconel bimetallictubing and Inconel weld overlay tubing are the current indus-
try standard for lower furnace corrosion protection in RDF-firedboilers.
Superheater CorrosionSuperheater design is critical in both mass burn and RDF-
fired refuse boilers because of the highly corrosive nature ofthe products of combustion. Superheater corrosion is becomingan even more significant concern as owners demand the highestpossible steam cycles to maximize revenues from the sale ofelectricity. In 1984, B&W was the first boiler designer to sup-ply a refuse-fired boiler designed to the 62.1 barg (900 psig),443C (830F) high pressure, high temperature steam cycle. In1994, B&W was again the first boiler designer to supply a refuseboiler capable of producing 89.7 barg (1300 psig), 496C (925F)superheated steam. All of these units are operating successfullytoday.
When operating at these high pressures and temperatures,the superheater must be specifically designed to resist corro-sion. Superheater corrosion is a function of many variables in-cluding flue gas temperature, flue gas velocity, tube spacing,tube metal temperature, tube metallurgy and ash cleaning equip-ment. Even a low temperature superheater design which doesnot take all of these factors into consideration can experiencerapid corrosion. For example, specifying only a low furnace exitgas temperature will not assure long superheater life.
Of these criteria, tube metal temperature and tube materialare most critical. To obtain satisfactory refuse boiler superheaterperformance, two key design features are needed:
1. A parallel flow superheater design (Figure 6) where thecoolest steam conditions are exposed to the hottest gastemperatures and the hottest steam temperatures arematched with the coolest gas temperatures. Although thisis not the most efficient arrangement from a heat transferpoint of view, it does minimize superheater metal tem-peratures.
2. Use of Incoloy tube material in the highest tube metaltemperature sections of the superheater. Carbon steel isstill used in the superheater sections with lower super-heater metal temperatures.
In addition to corrosion concerns, the superheater must bedesigned to minimize fouling and the potential for erosion dueto excessively high flue gas velocities. The maximum designgas velocity is 9.1 m/s (30 ft/s), but in practice it is usually inthe 3 to 4.6 m/s (10 to 15 ft/s) range. Minimum superheater sidespacing is 150 mm (6 in.).
Inconel Outer Layer
Furnace Side
CarbonSteel Core
2 x 2 Pattern
Silicon Carbide

Babcock & Wilcox 5
Figure 6 Parallel flow superheater.
Figure 7 Mechanical rapping system for cleaning superheaters.
Upper Furnace DesignThe upper furnace must be sized to provide an adequate
amount of furnace volume for complete burnout of the fuel inthe furnace and to minimize CO emissions. The required vol-ume should be measured from the point where all the combus-tion air has entered the furnace (the highest level of overfire airports) to the point where the flue gas enters the first convectiveheating surface.
The furnace must also contain sufficient heating surface tolower the flue gas temperature to help reduce fouling in the su-perheater and boiler bank. These limits are approximately 815C(1500F) entering the superheater and 760C (1400F) entering theboiler bank. As a general rule, the furnace size is set by volu-metric requirements in smaller capacity boilers and by maxi-mum gas temperature limits in larger capacity boilers.
Finally, the upper furnace must also be sized to provide ad-equate residence time in order to comply with time and tem-perature requirements intended to minimize the production ofdioxins and furans. If the furnace is sized to meet the other re-quirements listed above, the necessary time/temperature rela-tionship will generally be achieved.
Boiler Generating Bank and EconomizerRefuse boilers in operation use both the two-drum and one-
drum design. In the two-drum design there is both a steam drum(upper drum) and a lower drum, interconnected by the boilergenerating bank tubes. In the one-drum design the steam drumis located outside of the flue gas stream; there is no lower drum.The steam generating bank tubes are shop-assembled modules.These modules may be of either the vertical longflow or a ver-tical crossflow design. Minimum tube side spacing in the two-drum generating bank and the one-drum generating module is127 mm (5 in.). Maximum design flue gas velocity is set at 9.1m/s (30 ft/s).
The economizer is generally a horizontal, continuous tubecrossflow design. Economizer side spacing should be no lessthan 102 mm (4 in.) with a maximum flue gas velocity of 13.7m/s (45 ft/s).
Air HeaterAir heaters may be used to supply preheated air to help dry
and ignite the refuse on the stoker. They can also be used toincrease boiler thermal efficiency when high feedwater tempera-tures restrict the gas temperature leaving the economizer. RDF-fired units have typically used air heaters to preheat the com-bustion air to the 149 to 177C (300F to 350F) range. Both tubu-lar and regenerative air heaters have been used successfully.Due to air leakage into the air heater and the potential for foul-ing, regenerative types have been limited to the outlet side ofhot electrostatic precipitators where the flue gases are relativelyclean.
Ash Cleaning EquipmentTo maintain the effectiveness of all convective heating sur-
faces and to prevent pluggage of gas passages, it is necessary toremove ash and slag deposits from external tube surfaces. Steamor air sootblowers are most commonly used. Saturated steam ispreferred for its higher density and better cleaning ability. Onedisadvantage of sootblowing is that localized erosion and cor-rosion can occur in areas swept too cleanly by the blowingmedium. This problem can be addressed by installing tubeshields on all tubes adjacent to each sootblower for localizedprotection.
A mechanical rapping system (Figure 7) can be used tocomplement the sootblowers. In this system, a number of anvilsstrike designated pins to impart an acceleration through the su-perheater tube assembly. The purpose is to remove the bulk ofthe ash while leaving a light layer of ash on the tubes for corro-sion protection. Mechanical rapping systems will not eliminatethe need for sootblowers, but will reduce the number of soot-blower cleaning cycles required.
Auxiliary Input BurnersAuxiliary fuel burners are used to maintain furnace tempera-
ture during start-up, shutdown and upset conditions since op-eration at low furnace temperatures could result in the incom-plete destruction of volatile organic compounds. In most cases,the auxiliary fuel (oil or gas) burners are typically designed for25 to 50% of the boiler’s maximum heat input.
When not in service, the typical gas- or oil-fired burner re-quires some amount of air flow through the idle burner for pro-
RappingShaft
RappingBar
RappingPin
Hammer
Attemperator
Diaphragm
CL Drum
Diaphragm
Flue GasIn
SHSteamOutlet
Flue GasOut

6 Babcock & Wilcox
Figure 8 Auxiliary input burner (out-of-service and in-servicepositions).
tection against overheating. Because this air leakage representsan efficiency loss, and because these burners are used infre-quently, a special auxiliary input burner (AIB) has been devel-oped for refuse boilers. The AIB is designed with a retractableburner element and a sliding refractory damper which providesprotection against furnace radiation when the burner is out ofservice. When the burner is in service, this refractory damper isretracted to one side allowing the burner to be inserted throughthe burner opening in the furnace wall (Figure 8).
Palm Beach County Resource RecoveryFacility
The Palm Beach County Resource Recovery Facility(PBRRF) is an RDF-fired waste-to-energy facility located in
Palm Beach County, Florida, USA. The facility is owned byPalm Beach County and was designed and erected by a consor-tium of B&W and Bechtel. B&W is responsible for the longterm operation and maintenance of the entire facility throughthe Palm Beach Resource Recovery Corporation (PBRRC)which is a wholly-owned subsidiary of B&W. Commercial op-eration of the facility began in 1989.
The facility is designed to process 1814 t/d (2000 US t/d) ofMSW with an annual throughput capacity of 566,000 tonnes(624,000 US tons). The facility is equipped with three RDFprocessing lines, any two of which can handle 1814 t/d (2000US t/d) of MSW. Separate 2721 t/d (3000 US t/d) enclosed stor-age areas are provided to decouple and levelize the operation ofthe boiler and electric generating plants from the variations inthe daily MSW delivery and the operation of the RDF plant.
Two boilers are provided, each designed to burn 816 t/d (900US t/d) of RDF which is equivalent to 984 t/d (1085 US t/d) ofMSW. Each boiler is designed for a maximum continuous rat-ing (MCR) of 128 t/h (282,000 lb/hr) steam flow when firedwith a 11225 kJ/kg LHV (5500 Btu/lb HHV) RDF fuel. Steamconditions at the superheater outlet are 52 barg (750 psig), 400C(750F).
The turbine-generator capacity is matched to the full outputof the boilers and can generate 61.4 MWe of electricity. In ad-dition, a steam dump condenser is provided to permit full loadboiler operation in the event of a turbine-generator outage. Twocontrol areas are provided, one for the RDF processing plantand one for the boiler and electric generating plants. A layoutdrawing of the facility is presented in Figure 9.
Operating HistoryThe operating history of the facility is best characterized by
three distinct time periods –• Permit 1 Era (11/1989 - 1/1992) – Steam output from each
boiler was limited to approximately 118 tph (260,000 lb/hr) which represents 92 percent of MCR design conditions.
• Permit 2 Era (2/1992 - 9/1995) – The maximum steam out-put of each boiler was increased to 147 tph (325,000 lb/hr)which is equivalent to 115% of MCR design conditions.
• Available Fuel Era (10/1995 - present) – The combined ef-fect of continued population growth and a decrease in thecounty’s MSW tipping fee resulted in a situation in whichthe facility has an “unlimited” fuel supply.
The increase in maximum permitted fuel input has had a sig-nificant impact on the operation and maintenance (O&M) phi-losophy employed at the facility. Restricted only by the need tocomply with permitted emission limits, PBRRC can processMSW and generate electricity to the limits of the plant’s capa-bility. In order to maximize profitability, the economic advan-tages of processing more RDF and generating more electricityneed to be continually evaluated against the increased opera-tion and maintenance (O&M) costs associated with the higherRDF throughput.
RDF Processing Plant ThroughputThe Palm Beach facility was initially designed to process
566,000 tonnes (624,000 US tons) of MSW annually. Actualthroughput performance has substantially exceeded this amount(Figure 10). For the current operating year, the facility is pro-jected to process 760,000 tonnes (838,000 US tons) of MSW, or34 percent above design. MSW throughput has increased in ev-ery contract year.
Spark Probe
Drive forFuel Element
Air Inlet Duct
Drive forSpark Probe
Fuel Element
Rodding Port
Drive for CeramicShutoff Damper
CeramicShutoffDamper
Out-of-Service PositionBurner Retracted and Ceramic
Shutoff Damper in Place
Drive forFuel Element
Air Inlet Duct
Drive forSpark Probe
Fuel Element
Rodding Port
Drive for CeramicShutoff Damper
CeramicShutoff Damper
In-Service PositionBurner in Firing Position
Scanner Mount
SparkProbe
Scanner Mount

Babcock & Wilcox 7
Figure 9 West Palm Beach Resource Recovery Facility.
Prior to 1993, process operations consisted of two shiftsMonday-Friday with one shift on Saturday. Maintenance wasperformed in the evening and on weekends. In response to anincreased demand for RDF, a third processing shift was addedin 1993. Due to heavy MSW deliveries on Mondays and Tues-days, maintenance was shifted to one line each on Wednesday,Thursday and Friday. Weekends are available for additionalmaintenance, if necessary. Annual MSW throughput is expectedto level out in 1999. With the integration of several projects toenhance availability and processing rate, PBRRC anticipatesdropping back to a two-shift RDF processing operation.
Metals RecoveryBoth ferrous and nonferrous metals are recovered during the
processing of MSW. Ferrous metal was initially recovered from
Tipping Floor
Cooling Tower
RDF Manufacturing BuildingRDF Storage Building
Boiler Building
Stack
Flue GasCleaning System
Electrical SwitchyardTurbine Building
WaterTreatmentBuilding
Figure 10 Processible waste throughput. Figure 11 Ferrous recovery.
Contract Year
1991 1992 1993 1994 1995 1996 1997
40
35
30
25
20
Fer
rous
Rec
over
y, to
nsT
hous
ands
1998(Est)
the MSW by a single-stage overhead magnet located upstreamof the shredder. Figure 11 depicts the annual tons of recoveredferrous. Due to modifications to the recovery system to providea more thorough separation of ferrous material, 1993 representsthe first true recovery year. Since 1993 ferrous recovery hasimproved 38 percent while MSW throughput has increased 14percent. Ferrous recovery enhancement projects have included:
• addition of a magnetic head roll, after the secondaryshredder, into each process line (1994)
• addition of a ferrous recovery system from the boilerbottom ash (1995)
• addition of a magnetic head roll as a secondary ferrousrecovery system from the bottom ash (1997)
Aluminum recovery (including other nonferrous materials)was initially designed as a manual picking operation. 1991 re-
Contract Year
1991 1992 1993 1994 1995 1996 1997
900
800
700
600
500
Pro
cess
ible
Was
te, t
ons
(Tho
usan
ds)
1998(Est)
Maintenance &Personnel Building

8 Babcock & Wilcox
covery was 673 tonnes (741 tons). Through the addition of newautomated technologies and process improvements, overall alu-minum recovery is projected to increase fivefold in 1998 (Fig-ure 12). Significant process improvements have included:
• replacement of manual picking stations with eddy currentsystems (1992)
• modification of the in-feed delivery system to the eddycurrent belt (1994)
• addition of a boiler bottom ash nonferrous recoverysystem (1997)
Boiler Availability/CapacityIn 1991, the second year of commercial operation, boiler
availability averaged just under 90 percent. In 1992, RDFthroughput was increased beyond the design MCR conditionsand in 1993 boiler availability decreased to 86 percent due pri-marily to superheater related outages caused by the impact ofincreased firing rate on tube corrosion rates (Figure 13). Boileravailability rebounded in 1994 as O&M practices were adjustedto deal with the increased corrosion rate. Boiler availability hasbeen maintained in the 88-89 percent range ever since.
While availability has been maintained, operating capacity– defined as the average on-line steam flow as a percentage ofMCR – has increased from 93 percent in 1991 to 105 percent in1997. As a result, overall capacity (availability multiplied byoperating capacity) has steadily increased from 83 percent in1991 to 94 percent in 1997. The facility recorded a dramaticincrease in overall capacity during the last two years as a resultof entering into the “era of unlimited fuel supply.” Overall ca-pacity is considered to be the key performance indicator. Asoverall capacity increases so too do profits from electrical gen-eration (Figure 14), MSW throughput, and metals recovery.
Figure 13 Boiler availability/capacity. Note: Design MCR steamoutput is 282 klb/hr.
Figure 14 Electrical generation. Note: Turbine/generator over-haul occurred in 1995.
Figure 12 Aluminum recovery.
Contract Year
1991 1992 1993 1994 1995 1996 1997
5
4
3
2
1
0
Alu
min
um R
ecov
ery,
tons
Tho
usan
ds
1998(Est)
Contract Year
1991 1992 1993 1994 1995 1996 1997
400
350
300
250
200
Ele
ctric
al G
ener
atio
n, M
Wh
(Tho
usan
ds)
1998(Est)
Contract Year
1991 1992 1993 1994 1995 1996 1997
110
105
100
95
90
85
80
Boi
ler A
vaila
bilit
y/C
apac
ity, %
Availability Operating Capacity Overall Capacity
References1. Steam/its generation and use. Babcock & Wilcox, Bar-
berton, Ohio, 1992, chapter 27.2. Technical Paper BR-1393; “The evolution of RDF Boiler
Designs Through the State-of-the-Art System at Palm Beach,”Babcock & Wilcox, Barberton, Ohio, 1989.
3. Technical Paper BR-1366; “Resource Recovery in PalmBeach,” Babcock & Wilcox, Barberton, Ohio, 1989.