
Design of Normal Strength Concrete Mixtures with …concrete/RCA-concrete/files/... · Design of...
12
Design of Normal Strength Concrete Mixtures with Recycled Concrete Aggregates A.M. Knaack 1 and Y.C. Kurama 2 1 Univ. of Notre Dame, Department of Civil Engineering and Geological Sciences, 156 Fitzpatrick Hall of Engineering, Notre Dame, IN, 46556; email: [email protected] 2 Univ. of Notre Dame, Department of Civil Engineering and Geological Sciences, 156 Fitzpatrick Hall of Engineering, Notre Dame, IN 46556; email: [email protected] ABSTRACT This paper investigates the design of normal strength concrete mixtures that use recycled concrete aggregates as replacement for virgin natural aggregates. Three mix design methods utilizing direct weight replacement, equivalent mortar replacement, and direct volume replacement are compared based on concrete workability, compressive strength, and elastic modulus. A total of 42 mixes were made with different aggregate replacement amounts. It was determined that the concrete workability changes significantly depending on the replacement method used, with the direct volume and equivalent mortar methods resulting in the best and worst workability, respectively. The compressive strength and elastic modulus of the mixes with recycled concrete aggregates showed little variation from concrete with natural aggregates. INTRODUCTION Vast amounts of natural aggregates (e.g., crushed stone, gravel) are used for the construction and maintenance of our civil infrastructure. The mining, processing and transportation of these materials consume large amounts of energy and adversely affect the ecology of forested areas and riverbeds. At the same time, about half of the construction and demolition waste in the U.S. consists of old concrete rubble. By recycling the concrete from our existing infrastructure as replacement for virgin coarse aggregates in new construction, it would be possible to substantially reduce the demand for new aggregates. Recycled concrete aggregates (RCA) can readily pass the prescriptive requirements for coarse aggregates in structural concrete (ASTM 2009); however, the use of recycled concrete as aggregate has been mostly limited to non-structural applications such as sidewalks and sub-base for roadways (FHWA 2008). In particular, almost all of the existing research on RCA concrete (e.g., Buck 1977; Corinaldesi 2010; Dhir et al. 1999; Domingo-Cabo et al. 2009; Etxeberria et al. 2007; Frondistou-Yannas 1977; Hansen 1986; Nishibayashi et al. 1984; Limbachiya et al. 2000; Olorunsogo et al. 2002; Poon et al. 2004; Rahal 2007; Ryu 2002; Sanchez de Juan et al. 2009; Tam et al. 2005; Tavakoli et al. 1996; Topcu and Sengel 2004; Uche 2008; Xiao et al. 2005, 2006) was conducted outside the U.S., limiting the application
Transcript of Design of Normal Strength Concrete Mixtures with …concrete/RCA-concrete/files/... · Design of...

Design of Normal Strength Concrete Mixtures with Recycled Concrete Aggregates
A.M. Knaack1 and Y.C. Kurama2
1Univ. of Notre Dame, Department of Civil Engineering and Geological Sciences, 156 Fitzpatrick Hall of Engineering, Notre Dame, IN, 46556; email: [email protected] 2Univ. of Notre Dame, Department of Civil Engineering and Geological Sciences, 156 Fitzpatrick Hall of Engineering, Notre Dame, IN 46556; email: [email protected] ABSTRACT
This paper investigates the design of normal strength concrete mixtures that
use recycled concrete aggregates as replacement for virgin natural aggregates. Three mix design methods utilizing direct weight replacement, equivalent mortar replacement, and direct volume replacement are compared based on concrete workability, compressive strength, and elastic modulus. A total of 42 mixes were made with different aggregate replacement amounts. It was determined that the concrete workability changes significantly depending on the replacement method used, with the direct volume and equivalent mortar methods resulting in the best and worst workability, respectively. The compressive strength and elastic modulus of the mixes with recycled concrete aggregates showed little variation from concrete with natural aggregates. INTRODUCTION
Vast amounts of natural aggregates (e.g., crushed stone, gravel) are used for
the construction and maintenance of our civil infrastructure. The mining, processing and transportation of these materials consume large amounts of energy and adversely affect the ecology of forested areas and riverbeds. At the same time, about half of the construction and demolition waste in the U.S. consists of old concrete rubble. By recycling the concrete from our existing infrastructure as replacement for virgin coarse aggregates in new construction, it would be possible to substantially reduce the demand for new aggregates.
Recycled concrete aggregates (RCA) can readily pass the prescriptive requirements for coarse aggregates in structural concrete (ASTM 2009); however, the use of recycled concrete as aggregate has been mostly limited to non-structural applications such as sidewalks and sub-base for roadways (FHWA 2008). In particular, almost all of the existing research on RCA concrete (e.g., Buck 1977; Corinaldesi 2010; Dhir et al. 1999; Domingo-Cabo et al. 2009; Etxeberria et al. 2007; Frondistou-Yannas 1977; Hansen 1986; Nishibayashi et al. 1984; Limbachiya et al. 2000; Olorunsogo et al. 2002; Poon et al. 2004; Rahal 2007; Ryu 2002; Sanchez de Juan et al. 2009; Tam et al. 2005; Tavakoli et al. 1996; Topcu and Sengel 2004; Uche 2008; Xiao et al. 2005, 2006) was conducted outside the U.S., limiting the application
of the findings domestically because of variations in materials and quality control. Most of this previous research used simple weight replacement of virgin natural aggregate (NA) with coarse RCA. More recently, a new method dubbed the “equivalent mortar replacement method” was proposed to result in concrete mixes with comparable fresh and hardened properties as concrete made using natural aggregates (Fathifazl et al. 2009). This method accounts for the volume of residual mortar (i.e., mortar left attached to the original aggregate in RCA) so that the resulting concrete mix has the same volume of total mortar (i.e., residual mortar plus fresh mortar) as concrete made with natural aggregates.
Currently, no accepted engineering standard exists for the design of reinforced concrete mixes with significant levels of RCA to result in comparable properties as concrete made using virgin natural aggregates. In the years to come, the renovation of our nation's aging infrastructure will result in both an increase in the supply of recycled concrete and the demand for new concrete. In many cases, the demolished structure may be near the new construction, thus allowing better quality control and reducing transportation costs. To advance the use of RCA in structural concrete, it is essential to develop a mix design methodology that consistently provides desirable fresh and hardened concrete properties using a straightforward proportioning approach. With this objective in mind, this paper provides an experimental evaluation of three aggregate replacement methods: (1) direct weight replacement; (2) equivalent mortar replacement; and (3) direct volume replacement. AGGREGATE REPLACEMENT METHODS
The three aggregate replacement methods evaluated in this paper are
described below.
Direct Weight Replacement (DWR) Method. The direct weight replacement (DWR) method, or some minor variation, has been used almost exclusively throughout the literature, most likely due to its simplicity. In this method, the weight of the total coarse material (i.e., virgin natural aggregate plus RCA) is kept constant for any percentage of aggregate replacement. The corresponding cement content and water content are also kept constant; however, to produce the same volumetric yield, the amount of fine aggregate may be decreased since similar weights of natural aggregate (NA) and RCA may occupy different volumes (depending on the specific gravity). In some variations of the DWR method, the amounts of the both the total coarse aggregate and fine aggregate are adjusted to maintain similar volumetric yields. Equivalent Mortar Replacement (EMR) Method. The equivalent mortar replacement (EMR) method proposed by Fathifazl et al. (2009) treats RCA as a two-phase material made of residual mortar (RM) and recycled natural aggregate (RNA) rather than as a singular coarse material. The volume of the residual mortar is accounted for so that the resulting concrete mix has the same total mortar volume (i.e., residual mortar plus fresh mortar) as concrete made with virgin natural aggregates. The resulting design relationships between a target natural aggregate concrete (NAC) mix and an EMR mix are given as:
!!"!"# + !!"!"# = !!"!"! (1)
!!"#!"# + !!"!"# = !!"!"# (2)
where, !!"!"# = volume of residual mortar (RM) in EMR mix; !!"!"# = volume of fresh mortar (FM) in EMR mix; !!"!"# = volume of FM in NAC mix; !!"#!"# = volume of recycled natural aggregate (RNA) in EMR mix; !!"!"# = volume of virgin natural aggregate (NA) in EMR mix; and !!"!"# = volume of NA in NAC mix.
Equations 1 and 2 dictate that as the volume of RCA is increased in a given volume of concrete, the amount of fresh mortar is decreased while keeping the relative proportions of cement, water, and fine aggregate constant. Because a reduction in fresh mortar causes a reduction in the workability and place-ability of concrete, there is a limit to the maximum amount of aggregate replacement that can be utilized in EMR mixes. As a result, the EMR mixes tested by Fathifazl et al. (2009) used significant amounts of water-reducing admixtures. It was concluded that at similar water and cement contents, EMR mixes had better workability than their NAC counterparts; however, the NAC mixes used in these comparisons did not have any water reducer. Furthermore, while both EMR and DWR methods were evaluated by Fathifazl et al. (2009), the mixes used did not have similar aggregate replacement percentages, thus making direct comparisons very difficult. Direct Volume Replacement (DVR) Method. The ACI 211 (1991) Standard Practice for Selecting Proportions for Normal, Heavyweight and Mass Concrete provides a common method for the proportioning of virgin natural aggregate concrete mixtures based on the absolute volume of each constituent. However, direct volume replacement has not been used in the literature as a method for the design of RCA mixes, and is proposed here as a simple method consistent with standard practice for natural aggregate mix designs. The direct volume replacement (DVR) method treats RCA as a single-phase coarse aggregate where a given volume of NA is replaced by an equal volume of RCA. Since, the resulting volumetric proportions of total coarse aggregate (RCA plus NA), fine aggregate, cement, and water remain constant, there should not be a loss in workability with an increase in the proportion of RCA as long as the inherently greater absorption of RCA (as compared with the absorption of NA) is incorporated into the design. EXPERIMENTAL PROGRAM
An experimental program was conducted to evaluate the DWR, EMR, and DVR mix design methods on the fresh and hardened properties of concrete with varying amounts of aggregate replacement. The three properties examined are: (1) concrete slump; (2) compressive strength; and (3) modulus of elasticity. A total of 42 mixtures were designed and tested utilizing normal strength concrete. Aggregates. One type of fine natural aggregate (FA), one type of coarse natural aggregate (NA), and two types of recycled concrete aggregates (RCA) were used in the experimental program. INDOT No. 23 concrete sand was used as the fine aggregate. For coarse natural aggregate, moraine pea gravel (NA-PG) from a local

ready-mix concrete plant was used. These fine and coarse natural aggregates are typical in ready-mix concrete construction. The first source for recycled concrete aggregate (RCA-ND) was a precast concrete shear wall laboratory specimen previously tested to failure under reversed-cyclic lateral loading at the University of Notre Dame (Smith et al. 2010). The reason for using this test specimen as an RCA source was the availability of detailed information on the mix design as well as the fresh and hardened properties of the source concrete. After the testing of the wall, the precast panels were taken to a recycling facility, where they were crushed to a nominal maximum size of about 5-6 in. The larger pieces were removed by hand and the smaller size fractions were sieved and then combined to produce the desired RCA grading.
The second source for recycled concrete aggregate (RCA-SB) came from a construction recycling yard in South Bend, Indiana. Since this facility takes debris from many sources (e.g., sidewalks, buildings, bridges), the properties of the source concrete are not known. Furthermore, RCA-SB contained approximately 4.0% (by weight) deleterious substances (e.g., brick, asphalt, wood), some of which was manually removed during the sieving, washing, and drying process. It is likely that not all of this material was removed or taken into account when determining the percentage of deleterious material in the RCA.
Table 1 shows the specific gravity [bulk dry, saturated surface dry (SSD), and apparent], absorption, residual mortar content (RMC), and fineness modulus for the aggregates used. The specific gravity and absorption were determined using ASTM C 127 (ASTM 2009b) and ASTM C 128 (ASTM 2009b) for coarse and fine aggregates, respectively, and the fineness modulus of the fine aggregate was determined according to ASTM C 136 (ASTM 2009b). The residual mortar content, which is a measure of the percent (by weight) of residual mortar in the RCA, was determined as described in Abbas et al. (2008). Due to the residual mortar, the specific gravity for RCA is lower than that for NA while the absorption of RCA is greater than that of NA.
The coarse aggregate gradations used in the research are shown in Figure 1. Since significant variations in aggregate size can produce different fresh and hardened concrete properties (e.g., workability, strength) (Kosmatka et al. 2002), it was necessary to use aggregates with consistent gradation. The source concrete mix design for RCA-ND (Smith et al. 2010), which used ASTM C 33 (ASTM 2009b) No. 8 coarse aggregate [3/8-in. (9.5 mm) nominal maximum aggregate size], was selected as the basis for the aggregate gradation. NA-PG
Table 1. Natural coarse, recycled, and fine aggregates. Aggregate Specific gravity Absorption
(%) RMC (%)
Fineness Modulus Bulk dry SSD Apparent
NA-PG 2.47 2.55 2.70 3.48 - - RCA-ND 2.28 2.41 2.63 5.69 60.5 - RCA-SB 2.13 2.28 2.49 6.73 51.5 -
Sand 2.59 2.63 2.69 1.39 - 2.54
Figure 1. Aggregate gradations.
as acquired from the ready-mix concrete plant followed ASTM No. 8 requirements with no additional gradation necessary; however, RCA-ND was sieved into individual size fractions and recombined to produce gradations similar to ASTM No. 8. RCA-SB was deficient in the No. 4 aggregate size; and thus, a slightly larger gradation following ASTM C 33 No. 7 aggregate was used. NA Concrete Mix Design. Table 2 lists the dry weight proportions for the target natural aggregate concrete (NAC) mix design that formed the basis for the RCA mixes in this research. The source concrete design for RCA-ND was used as the target NAC mix with NA-PG as the coarse natural aggregate. This mix was originally designed with a water-to-cement (w/c) ratio of 0.44 for a target 28-day strength of 6.0 ksi (41.4 MPa), slump of 5±1 in. (127±25 mm), and air content of 5±1.5%. From previous data (Smith et al. 2010), the average measured 28-day strength of the concrete was 6.4 ksi (44.1 MPa). Because the original mix was designed for precast concrete construction, which requires high early concrete strength for removal of formwork, ASTM C 150 Type III (ASTM 2009a) portland cement was used. The concrete also contained Sika® AEA-14 and Sikament® 686 as air-entraining agent (AEA) and high range water reducer (HRWR), respectively. RCA Concrete Mix Designs. Table 2 also lists the RCA concrete mix designs used in this research by replacing the NA in the target mix design above. The aggregate replacement ratio, ! refers to the amount of NA replaced by RCA as given by Equations 3, 4 and 5 for the DWR, EMR, and DVR methods, respectively.
! = 1−!!"!"#/!!"
!"# (3)
! = 1− !!"!"#/!!"!"# (4)
! = 1− !!"!"#/!!"!"# (5)
where, !!"!"# = weight of NA in DWR mix; !!"
!"# = weight of NA in NAC mix; !!"!"# = volume of NA in EMR mix; !!"!"# = volume of NA in DVR mix; and !!"!"# = volume of NA in NAC mix. Note that the water reducer in each mix was batched proportionally to the amount of cement (per manufacturer’s specifications) so as to maintain a consistent composition for the fresh mortar. For the EMR mixes, this resulted in a decrease in the amount of water reducer as ! increased (since an increase in ! resulted in a decrease in the amount of cement). Aggregate Preparation. Following dry sieving, the recycled and natural coarse aggregates were washed with water over a No. 8 (2.36 mm) sieve to further remove excess fines. All coarse and fine aggregates were then dried in an oven at 230 °F (110 °C) for at least 24 hours. To ensure that the aggregates did not absorb mix water (in turn pulling water from the cement paste and leading to decreased workability and cement hydration), the aggregates were removed from the oven, batched according to the dry weights in Table 2, blended (if necessary) according to the gradations in Figure 1, and then soaked in water for a period of 18 to 24 hours. After soaking, the excess water was decanted from the aggregates, which were then weighed to determine the amounts of absorbed and residual water on the aggregates. Using the
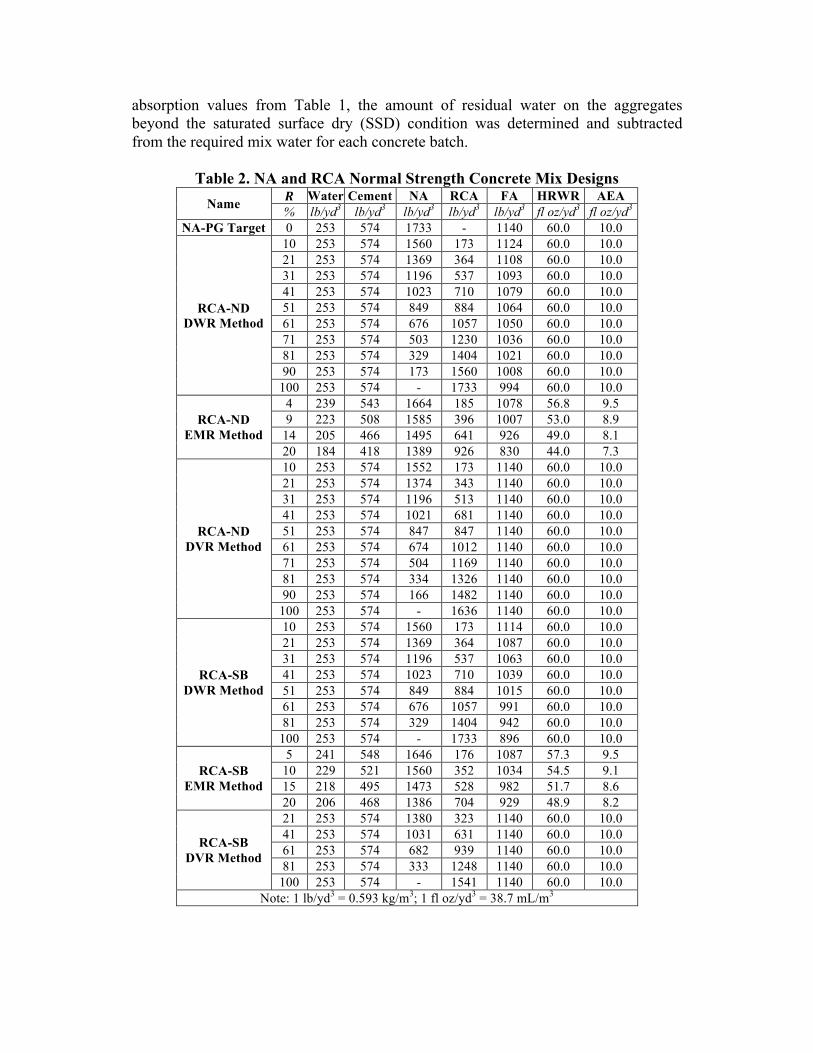
absorption values from Table 1, the amount of residual water on the aggregates beyond the saturated surface dry (SSD) condition was determined and subtracted from the required mix water for each concrete batch.
Table 2. NA and RCA Normal Strength Concrete Mix Designs Name ! Water Cement NA RCA FA HRWR AEA
% lb/yd3 lb/yd3 lb/yd3 lb/yd3 lb/yd3 fl oz/yd3 fl oz/yd3 NA-PG Target 0 253 574 1733 - 1140 60.0 10.0
RCA-ND DWR Method
10 253 574 1560 173 1124 60.0 10.0 21 253 574 1369 364 1108 60.0 10.0 31 253 574 1196 537 1093 60.0 10.0 41 253 574 1023 710 1079 60.0 10.0 51 253 574 849 884 1064 60.0 10.0 61 253 574 676 1057 1050 60.0 10.0 71 253 574 503 1230 1036 60.0 10.0 81 253 574 329 1404 1021 60.0 10.0 90 253 574 173 1560 1008 60.0 10.0
100 253 574 - 1733 994 60.0 10.0
RCA-ND EMR Method
4 239 543 1664 185 1078 56.8 9.5 9 223 508 1585 396 1007 53.0 8.9
14 205 466 1495 641 926 49.0 8.1 20 184 418 1389 926 830 44.0 7.3
RCA-ND DVR Method
10 253 574 1552 173 1140 60.0 10.0 21 253 574 1374 343 1140 60.0 10.0 31 253 574 1196 513 1140 60.0 10.0 41 253 574 1021 681 1140 60.0 10.0 51 253 574 847 847 1140 60.0 10.0 61 253 574 674 1012 1140 60.0 10.0 71 253 574 504 1169 1140 60.0 10.0 81 253 574 334 1326 1140 60.0 10.0 90 253 574 166 1482 1140 60.0 10.0
100 253 574 - 1636 1140 60.0 10.0
RCA-SB DWR Method
10 253 574 1560 173 1114 60.0 10.0 21 253 574 1369 364 1087 60.0 10.0 31 253 574 1196 537 1063 60.0 10.0 41 253 574 1023 710 1039 60.0 10.0 51 253 574 849 884 1015 60.0 10.0 61 253 574 676 1057 991 60.0 10.0 81 253 574 329 1404 942 60.0 10.0
100 253 574 - 1733 896 60.0 10.0
RCA-SB EMR Method
5 241 548 1646 176 1087 57.3 9.5 10 229 521 1560 352 1034 54.5 9.1 15 218 495 1473 528 982 51.7 8.6 20 206 468 1386 704 929 48.9 8.2
RCA-SB DVR Method
21 253 574 1380 323 1140 60.0 10.0 41 253 574 1031 631 1140 60.0 10.0 61 253 574 682 939 1140 60.0 10.0 81 253 574 333 1248 1140 60.0 10.0
100 253 574 - 1541 1140 60.0 10.0 Note: 1 lb/yd3 = 0.593 kg/m3; 1 fl oz/yd3 = 38.7 mL/m3
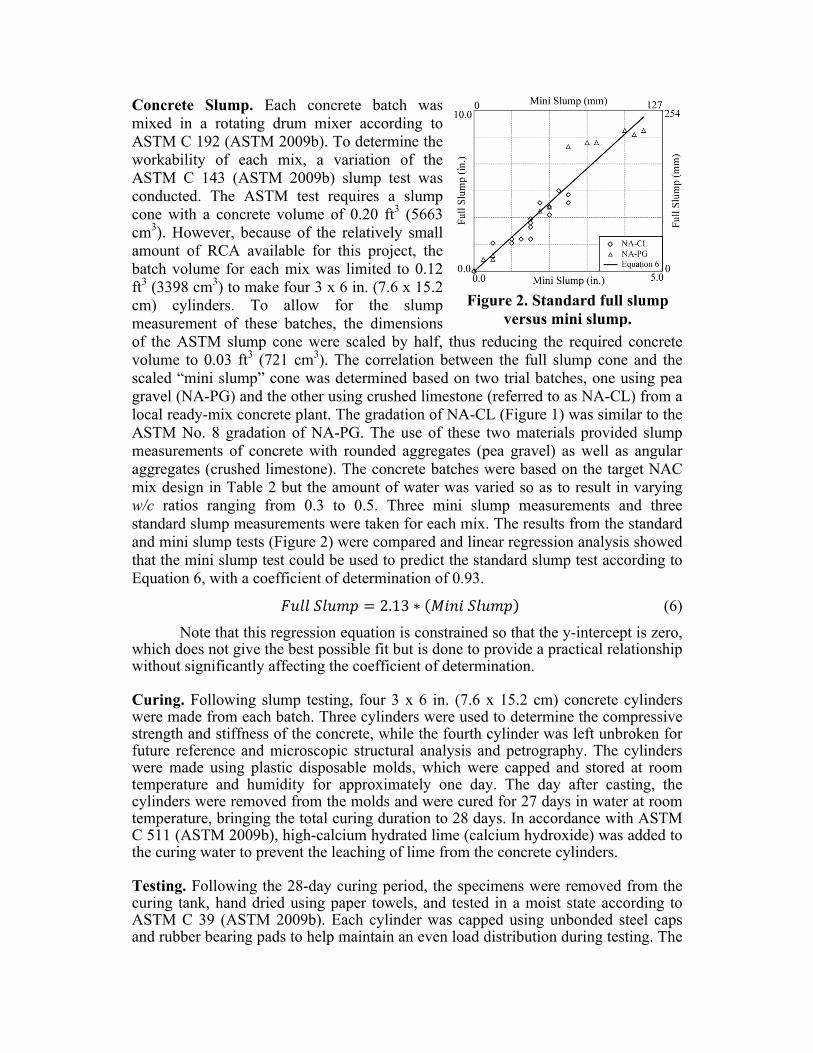
Concrete Slump. Each concrete batch was mixed in a rotating drum mixer according to ASTM C 192 (ASTM 2009b). To determine the workability of each mix, a variation of the ASTM C 143 (ASTM 2009b) slump test was conducted. The ASTM test requires a slump cone with a concrete volume of 0.20 ft3 (5663 cm3). However, because of the relatively small amount of RCA available for this project, the batch volume for each mix was limited to 0.12 ft3 (3398 cm3) to make four 3 x 6 in. (7.6 x 15.2 cm) cylinders. To allow for the slump measurement of these batches, the dimensions of the ASTM slump cone were scaled by half, thus reducing the required concrete volume to 0.03 ft3 (721 cm3). The correlation between the full slump cone and the scaled “mini slump” cone was determined based on two trial batches, one using pea gravel (NA-PG) and the other using crushed limestone (referred to as NA-CL) from a local ready-mix concrete plant. The gradation of NA-CL (Figure 1) was similar to the ASTM No. 8 gradation of NA-PG. The use of these two materials provided slump measurements of concrete with rounded aggregates (pea gravel) as well as angular aggregates (crushed limestone). The concrete batches were based on the target NAC mix design in Table 2 but the amount of water was varied so as to result in varying w/c ratios ranging from 0.3 to 0.5. Three mini slump measurements and three standard slump measurements were taken for each mix. The results from the standard and mini slump tests (Figure 2) were compared and linear regression analysis showed that the mini slump test could be used to predict the standard slump test according to Equation 6, with a coefficient of determination of 0.93.
!"## !"#$% = 2.13 ∗ !"#" !"#$% (6)
Note that this regression equation is constrained so that the y-intercept is zero, which does not give the best possible fit but is done to provide a practical relationship without significantly affecting the coefficient of determination.
Curing. Following slump testing, four 3 x 6 in. (7.6 x 15.2 cm) concrete cylinders were made from each batch. Three cylinders were used to determine the compressive strength and stiffness of the concrete, while the fourth cylinder was left unbroken for future reference and microscopic structural analysis and petrography. The cylinders were made using plastic disposable molds, which were capped and stored at room temperature and humidity for approximately one day. The day after casting, the cylinders were removed from the molds and were cured for 27 days in water at room temperature, bringing the total curing duration to 28 days. In accordance with ASTM C 511 (ASTM 2009b), high-calcium hydrated lime (calcium hydroxide) was added to the curing water to prevent the leaching of lime from the concrete cylinders.
Testing. Following the 28-day curing period, the specimens were removed from the curing tank, hand dried using paper towels, and tested in a moist state according to ASTM C 39 (ASTM 2009b). Each cylinder was capped using unbonded steel caps and rubber bearing pads to help maintain an even load distribution during testing. The
Figure 2. Standard full slump
versus mini slump.

testing machine was a Satec© 5590-HVL Universal Testing Machine with a 67 kip (300 kN) axial load capacity. The loading stress rate was held constant at 35 psi/s (241 kPa/s). An Epsilon© 3542RA rock averaging extensometer with 2 in. (5.1 cm) gauge length was used to measure the concrete axial strain. The concrete compressive strength was determined from the peak stress, !!" reached in each test and the secant modulus, !!"# was determined as:
!!"# = (!!! − !!!)/(!!! − !!!) (7)
where, !!! = 0.40!!"; !!! = stress at !!!; !!! = strain at !!!; and !!! = 0.00005. RESULTS
The slump, compressive strength, and secant modulus results for the 42 concrete mixes in Table 2 are discussed below. The results are presented as individual data (i.e., not averages) from all of the tests conducted. Slump. Due to variations in mixture proportions for a given aggregate replacement ratio, R, each replacement method may be expected to provide different results for concrete workability. It can be argued that as the ratio of fresh mortar to total coarse material decreases, so too does the concrete workability. As such, the DVR method should not result in a significant decrease in workability provided that similar aggregate gradations are used in the recycled and natural aggregate mix designs and the absorption of the aggregates is accounted for. Conversely, since the DWR and EMR methods decrease the fresh mortar to coarse material ratio, the workability of these mixes is expected to decrease proportionally.
Figure 3 shows the mini slump test results for each of the mix designs. The results show that at the maximum possible replacement ratio of R=100%, the DVR method provided similar workability to the target mix design (cases with R=0%). The mixes with RCA-SB had slightly smaller slump than the mixes with RCA-ND. This may be attributed to the difference in aggregate gradation (Figure 1), with the nominal maximum aggregate sizes being 1/2 in. (12.5 mm) for RCA-SB and 3/8 in. (9.5 mm) for RCA-ND. In comparison with the DVR method, the DWR method resulted in mini slump values about 0.75 in. (19 mm) less than the target mix design at R=100%. The EMR mixes performed the worst and became unworkable at small amounts of replacement, with the mini slump reaching 0 by R=20%. Note that as investigated by Fathifazl et al. (2009), it may be possible to reach larger R values in EMR mixes by using large amounts of water reducer; however, this was not done in the current research. Compressive Strength. Figures 4a and 4b show the 28-day compressive strength, fcm, results for the mixes with RCA-ND and RCA-SB, respectively. At each replacement ratio, R, a minimum of three cylinders were tested for each RCA type and design
Figure 3. Mini slump.
method. To ensure repeatability, additional batches of some of the DVR mixes with RCA-ND were made several months after the first batches. Little difference was found in the results from the original and repeated mixes.
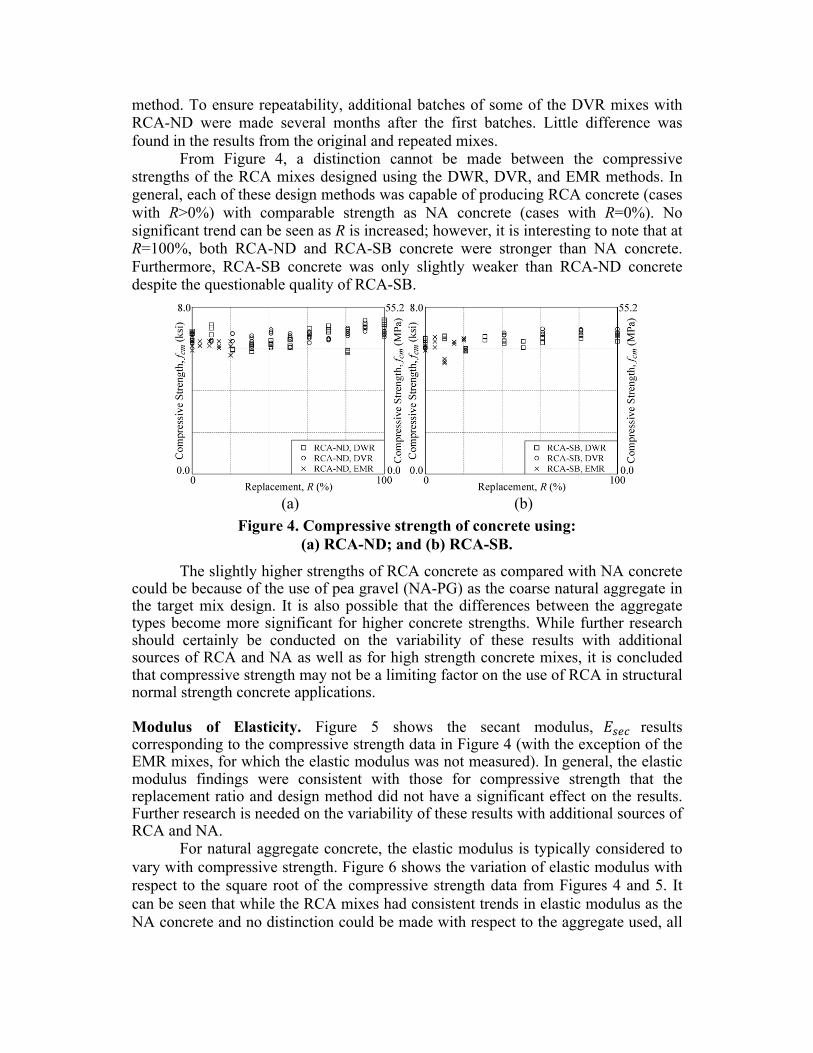
From Figure 4, a distinction cannot be made between the compressive strengths of the RCA mixes designed using the DWR, DVR, and EMR methods. In general, each of these design methods was capable of producing RCA concrete (cases with R>0%) with comparable strength as NA concrete (cases with R=0%). No significant trend can be seen as R is increased; however, it is interesting to note that at R=100%, both RCA-ND and RCA-SB concrete were stronger than NA concrete. Furthermore, RCA-SB concrete was only slightly weaker than RCA-ND concrete despite the questionable quality of RCA-SB.
(a) (b)
Figure 4. Compressive strength of concrete using: (a) RCA-ND; and (b) RCA-SB.
The slightly higher strengths of RCA concrete as compared with NA concrete could be because of the use of pea gravel (NA-PG) as the coarse natural aggregate in the target mix design. It is also possible that the differences between the aggregate types become more significant for higher concrete strengths. While further research should certainly be conducted on the variability of these results with additional sources of RCA and NA as well as for high strength concrete mixes, it is concluded that compressive strength may not be a limiting factor on the use of RCA in structural normal strength concrete applications. Modulus of Elasticity. Figure 5 shows the secant modulus, !!"# results corresponding to the compressive strength data in Figure 4 (with the exception of the EMR mixes, for which the elastic modulus was not measured). In general, the elastic modulus findings were consistent with those for compressive strength that the replacement ratio and design method did not have a significant effect on the results. Further research is needed on the variability of these results with additional sources of RCA and NA.
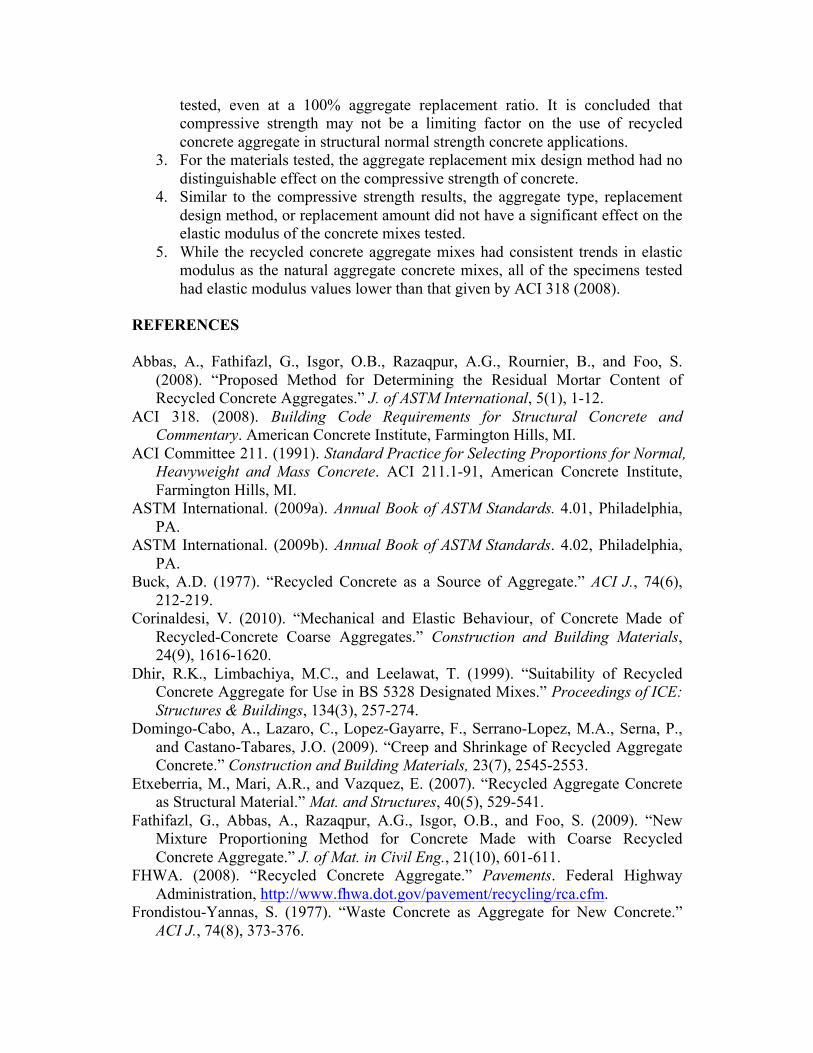
For natural aggregate concrete, the elastic modulus is typically considered to vary with compressive strength. Figure 6 shows the variation of elastic modulus with respect to the square root of the compressive strength data from Figures 4 and 5. It can be seen that while the RCA mixes had consistent trends in elastic modulus as the NA concrete and no distinction could be made with respect to the aggregate used, all
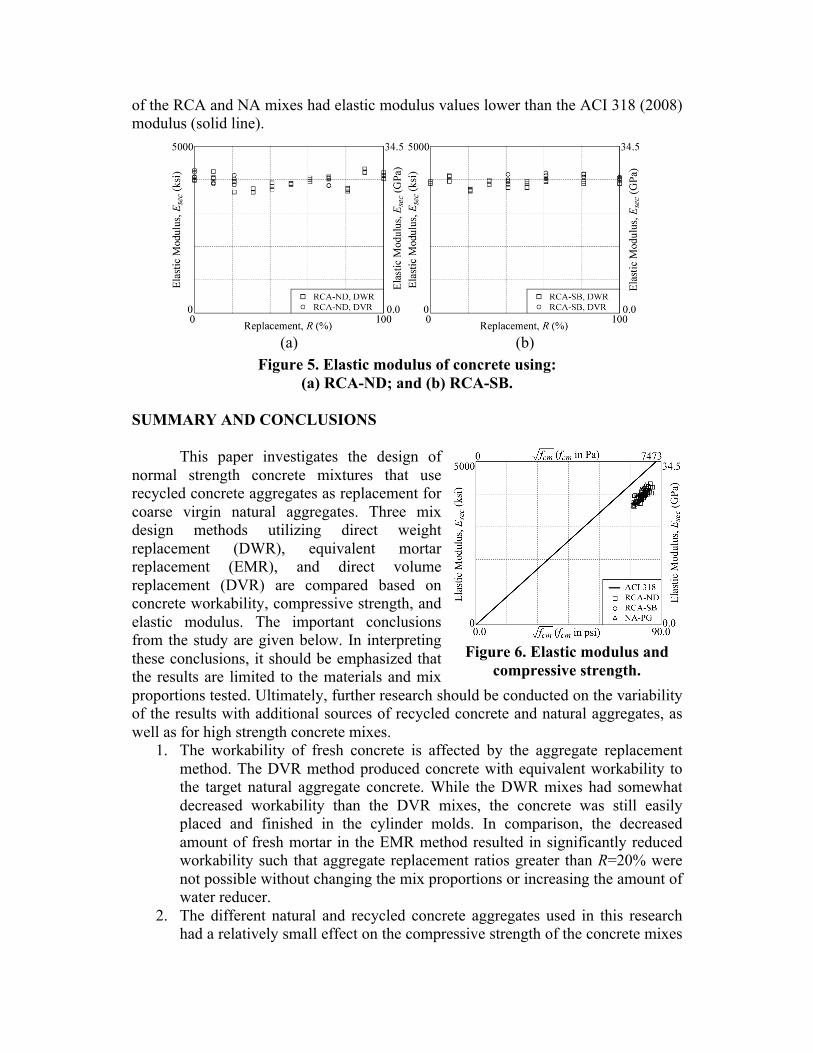
of the RCA and NA mixes had elastic modulus values lower than the ACI 318 (2008) modulus (solid line).
(a) (b)
Figure 5. Elastic modulus of concrete using: (a) RCA-ND; and (b) RCA-SB.
SUMMARY AND CONCLUSIONS
This paper investigates the design of normal strength concrete mixtures that use recycled concrete aggregates as replacement for coarse virgin natural aggregates. Three mix design methods utilizing direct weight replacement (DWR), equivalent mortar replacement (EMR), and direct volume replacement (DVR) are compared based on concrete workability, compressive strength, and elastic modulus. The important conclusions from the study are given below. In interpreting these conclusions, it should be emphasized that the results are limited to the materials and mix proportions tested. Ultimately, further research should be conducted on the variability of the results with additional sources of recycled concrete and natural aggregates, as well as for high strength concrete mixes.
1. The workability of fresh concrete is affected by the aggregate replacement method. The DVR method produced concrete with equivalent workability to the target natural aggregate concrete. While the DWR mixes had somewhat decreased workability than the DVR mixes, the concrete was still easily placed and finished in the cylinder molds. In comparison, the decreased amount of fresh mortar in the EMR method resulted in significantly reduced workability such that aggregate replacement ratios greater than R=20% were not possible without changing the mix proportions or increasing the amount of water reducer.
2. The different natural and recycled concrete aggregates used in this research had a relatively small effect on the compressive strength of the concrete mixes
Figure 6. Elastic modulus and
compressive strength.
tested, even at a 100% aggregate replacement ratio. It is concluded that compressive strength may not be a limiting factor on the use of recycled concrete aggregate in structural normal strength concrete applications.
3. For the materials tested, the aggregate replacement mix design method had no distinguishable effect on the compressive strength of concrete.
4. Similar to the compressive strength results, the aggregate type, replacement design method, or replacement amount did not have a significant effect on the elastic modulus of the concrete mixes tested.
5. While the recycled concrete aggregate mixes had consistent trends in elastic modulus as the natural aggregate concrete mixes, all of the specimens tested had elastic modulus values lower than that given by ACI 318 (2008).
REFERENCES Abbas, A., Fathifazl, G., Isgor, O.B., Razaqpur, A.G., Rournier, B., and Foo, S.
(2008). “Proposed Method for Determining the Residual Mortar Content of Recycled Concrete Aggregates.” J. of ASTM International, 5(1), 1-12.
ACI 318. (2008). Building Code Requirements for Structural Concrete and Commentary. American Concrete Institute, Farmington Hills, MI.
ACI Committee 211. (1991). Standard Practice for Selecting Proportions for Normal, Heavyweight and Mass Concrete. ACI 211.1-91, American Concrete Institute, Farmington Hills, MI.
ASTM International. (2009a). Annual Book of ASTM Standards. 4.01, Philadelphia, PA.
ASTM International. (2009b). Annual Book of ASTM Standards. 4.02, Philadelphia, PA.
Buck, A.D. (1977). “Recycled Concrete as a Source of Aggregate.” ACI J., 74(6), 212-219.
Corinaldesi, V. (2010). “Mechanical and Elastic Behaviour, of Concrete Made of Recycled-Concrete Coarse Aggregates.” Construction and Building Materials, 24(9), 1616-1620.
Dhir, R.K., Limbachiya, M.C., and Leelawat, T. (1999). “Suitability of Recycled Concrete Aggregate for Use in BS 5328 Designated Mixes.” Proceedings of ICE: Structures & Buildings, 134(3), 257-274.
Domingo-Cabo, A., Lazaro, C., Lopez-Gayarre, F., Serrano-Lopez, M.A., Serna, P., and Castano-Tabares, J.O. (2009). “Creep and Shrinkage of Recycled Aggregate Concrete.” Construction and Building Materials, 23(7), 2545-2553.
Etxeberria, M., Mari, A.R., and Vazquez, E. (2007). “Recycled Aggregate Concrete as Structural Material.” Mat. and Structures, 40(5), 529-541.
Fathifazl, G., Abbas, A., Razaqpur, A.G., Isgor, O.B., and Foo, S. (2009). “New Mixture Proportioning Method for Concrete Made with Coarse Recycled Concrete Aggregate.” J. of Mat. in Civil Eng., 21(10), 601-611.
FHWA. (2008). “Recycled Concrete Aggregate.” Pavements. Federal Highway Administration, http://www.fhwa.dot.gov/pavement/recycling/rca.cfm.
Frondistou-Yannas, S. (1977). “Waste Concrete as Aggregate for New Concrete.” ACI J., 74(8), 373-376.

Hansen, T.C. (1986). “Recycled Aggregates and Recycled Aggregate Concrete Second State-of-the-Art Report Developments 1945-1985.” Materials and Structures, 19(3), 201-246.
Kosmatka, S.H., Kerkhoff, B., and Panarese, W.C. (2002). Design and Control of Concrete Mixtures. 14th Edition. Portland Cement Association, Skokie, IL, 358 pp.
Nishibayashi, S., Yamura, K., and Hayashi, A. (1984). “Elastic-Plastic Properties and Durability of Concrete Made from Recycled Concrete Aggregate Prepared by Crushing Concrete,” Transactions of the Japan Concrete Inst., 6, 127-132.
Limbachiya, M.C., Leelawat, T., and Dhir, R.K. (2000). “Use of Recycled Concrete Aggregate in High-Strength Concrete.” Materials and Struct., 33(9), 574-580.
Olorunsogo, F. and Padayachee, N. (2002). “Performance of Recycled Aggregate Concrete Monitored by Durability Indexes.” Cement and Concrete Research, 32, 179-185.
Poon, C.S., Shui, Z.H., Lam, L., Fok, H., and Kou, S.C. (2004). “Influence of Moisture States of Natural and Recycled Aggregates on the Slump and Compressive Strength of Concrete.” Cement and Concrete Res., 34(1), 31-36.
Rahal, K. (2007) “Mechanical Properties of Concrete with Recycled Coarse Aggregate.” Building and Environment, 42, 407-415.
Ryu, J.S. (2002). “An Experimental Study on the Effect of Recycled Aggregate on Concrete Properties.” Magazine of Concrete Research, 54(1), 7-12.
Sanchez de Juan, M. and Alaejos Gutierrez, P. (2009) “Study on the Influence of Attached Mortar Content on the Properties of Recycled Concrete Aggregate.” Construction and Building Materials, 23(2), 872-877.
Smith, B., Kurama, Y., and McGinnis, M. (2010). “Design and Measured Behavior of a Hybrid Precast Concrete Wall Specimen for Seismic Regions.” J. of Structural Engineering, (preprint article may be accessed from http://ascelibrary.aip.org/)
Tam, V.W.Y., Gao, X.F., and Tam, C.M. (2005). “Microstructural Analysis of Recycled Aggregate Concrete Produced from Two-Stage Mixing Approach.” Cement and Concrete Research, 35(6), 1195-1203.
Tavakoli, M. and Soroushian, P. (1996). “Strengths of Recycled Aggregate Concrete Made Using Field-Demolished Concrete as Aggregate.” ACI Materials J., 93(2), 182-190.
Topcu, I.B. and Sengel, S. (2004). “Properties of Concretes Produced with Waste Concrete Aggregate.” Cement and Concrete Research, 34(8), 1307-1312.
Uche, O.A.U. (2008). “Influence of Recycled Concrete Aggregate (RCA) on Compressive Strength of Plain Concrete.” Continental J. Engin. Sci., 3, 30-36.
Xiao, J., Li, J., and Zhang, C. (2006). “On Relationships Between the Mechanical Properties of Recycled Aggregate Concrete: An Overview.” Materials and Structures, 39(6), 655-664.
Xiao, J., Li, J., and Zhang, C. (2005). “Mechanical Properties of Recycled Aggregate Concrete Under Uniaxial Loading.” Cement and Conc. Res., 35(6), 1187-1194.


















