Design and Prototyping of Piston

of 93
-
Upload
suresh-yadav -
Category
Documents
-
view
220 -
download
0
Transcript of Design and Prototyping of Piston
-
8/15/2019 Design and Prototyping of Piston
1/93
MODELLING AND ANAYLSIS OF I.C. ENGINE
PISTON CROWN USING FEM PACKAGE ANSYS
ABSTRACT
A piston is a component of reciprocating engines, pumps and gas
compressors. It is located in a cylinder and is made gas-tight by piston rings. In an
engine, its purpose is to transfer force from expanding gas in the cylinder to the
crankshaft via a piston rod and/or connecting rod. The alloy from which a piston is
made not only determines its strength and wears characteristics, but also its thermal
expansion characteristics. otter engines re!uire more stable alloys to maintain close
tolerances without scuffing.
The normal temperature of gasoline engine exhaust is approximately "#$%&
'()*%+. This is also approximately the melting point of most aluminum alloys and it
is only the constant influx of ambient air that prevents the piston from deforming and
failing. or this purpose testing different types of materials such as aluminum alloys
and cast iron piston.
In this proect we design the three models of pistons flat head, concave head
convex heads by using 0ro-1ngineer #.$ software, and imported them to make
analysis in A2343 55.$ software. And find out the vonmisses stresses, total
deformation, heat distribution, and heat flux. 6y comparing the results we can say
among these which one of the piston had better results.
5
http://en.wikipedia.org/wiki/Cylinder_(engine)http://en.wikipedia.org/wiki/Piston_ringhttp://en.wikipedia.org/wiki/Piston_ringhttp://en.wikipedia.org/wiki/Crankshafthttp://en.wikipedia.org/wiki/Piston_rodhttp://en.wikipedia.org/wiki/Connecting_rodhttp://en.wikipedia.org/wiki/Connecting_rodhttp://en.wikipedia.org/wiki/Piston_ringhttp://en.wikipedia.org/wiki/Crankshafthttp://en.wikipedia.org/wiki/Piston_rodhttp://en.wikipedia.org/wiki/Connecting_rodhttp://en.wikipedia.org/wiki/Cylinder_(engine)
-
8/15/2019 Design and Prototyping of Piston
2/93
LIST OF FIGURES
Figure No Name of the figure Page No
5 Ideal indicator diagram of )-stroke 3I engine )
) Ideal 07 diagram of 8-stroke 3I engine *
* 0arts of an I& engine 8
8 &onduction in metal rod "
# 0iston samples 9
" &ompression ratio 5)
: 0iston rings 58
9 ;ifferent types of crowns used for piston 5(
( 0roportions of piston )8
5$ 3ketch of piston in pro-engineer **
55
-
8/15/2019 Design and Prototyping of Piston
3/93
)* Total ;eformation in the &onvex 3haped ##
&rown 0iston
)8 1!uivalent strain enerated in the &onvex ##
3haped &rown 0iston
)# 1!uivalent 3tress enerated In the &onvex #"
3haped &rown 0iston
)" Total ;eformation In The lat 3haped &rown #:
0iston
): 1!uivalent strain enerated in the lat 3haped #:
&rown 0iston
)9 1!uivalent 3tress enerated In the lat 3haped #9
&rown 0iston
)( Temperature ;istribution for &oncave 3haped "$
&rown 0iston
*$ 1!uivalent strain enerated in the &oncave "$
3haped &rown 0iston
*5 Temperature ;istribution for &onvex 3haped "5
&rown ead
*) 1!uivalent strain enerated in the &onvex ")
3haped &rown 0iston
** Temperature ;istribution for lat 3haped "*
&rown 0iston
*8 1!uivalent strain enerated in the lat 3haped "*
&rown 0iston
*# igure 3hows the 6oundary &onditions Applied ":or 0iston
*" igure 3hows 3tructural ?oad Acting @n The ":
0iston ead
*: Total ;eformation for &oncave 3haped &rown "9
0iston
*9 1!uivalent strain enerated in the &oncave "9
3haped &rown 0iston
*
-
8/15/2019 Design and Prototyping of Piston
4/93
*( 1!uivalent 3tress enerated In The &oncave "(
3haped &rown 0iston
8$ Total ;eformation In The &onvex 3haped :$
&rown 0iston
85 1!uivalent strain enerated in the &onvex :$
3haped &rown 0iston
8) 1!uivalent 3tress enerated In the &onvex :5
3haped &rown 0iston
8* Total ;eformation In The lat 3haped &rown :)
0iston
88 1!uivalent strain enerated in the lat 3haped :)
&rown 0iston
8# 1!uivalent 3tress enerated In the lat 3haped :*
&rown 0iston
8" Temperature ;istribution for &oncave 3haped :#
&rown 0iston
8: 1!uivalent strain enerated in the &oncave :#
3haped &rown 0iston
89 Temperature ;istribution for &onvex 3haped :"
&rown ead
8( 1!uivalent strain enerated in the &onvex ::
3haped &rown 0iston
#$ Temperature ;istribution for lat 3haped :9
&rown 0iston
#5 1!uivalent strain enerated in the lat 3haped :9
&rown 0iston
LIST OF TABLES
8
-
8/15/2019 Design and Prototyping of Piston
5/93
S.No Name of the ta!e Page No
5 The usual proportions of piston and piston rings )8
) 6ore diameters for I& engines )#
* Typical yield strength *$8 0roperties of ray cast iron *$
# Applications areas of inite element methods *:
" Aluminum alloy B constants #5
: 3tatic structural B loads #5
9 Aluminum alloy B constants #(
( 3teady-state thermal B loads #(
5$ inal results of different crowns of aluminum alloy "#
55 &ast iron B constants ""
5) 3tatic structural B loads ""
5* &ast iron B constants :8
58 3teady-state thermal B loads :8
5# inal results of different crowns of cast iron :(
LIST OF GRAP"S
#
-
8/15/2019 Design and Prototyping of Piston
6/93
S.No Name of the graph Page No
5 raph of concave shaped piston crown having total #8
;eformation, stress, strains 7s loads
) raph of convex shaped piston crown having total #";eformation, stress, strains 7s loads
* raph of flat shaped piston crown having total #9;eformation, stress, strains 7s loads
8 raph of concave shaped piston crown having "5>aximum temperature, minimum temperature 7sApplied ?oads
# raph of convex shaped piston crown having >aximum ")Temperature, minimum temperature 7s Applied loads
" raph of flat shaped piston crown having >aximum "8Temperature, minimum temperature 7s Applied loads
: raph of concave shaped piston crown having total "(
;eformation, stress, strains 7s loads
9 raph of convex shaped piston crown having total :5
;eformation, stress, strains 7s loads
( raph of flat shaped piston crown having total :*;eformation, stress, strains 7s loads
5$ raph of concave shaped piston crown having >aximum :"Temperature, minimum temperature 7s Applied loads
55 raph of convex shaped piston crown having >aximum ::Temperature, minimum temperature 7s Applied loads
5) raph of flat shaped piston crown having >aximum :(Temperature, minimum temperature 7s Applied loads
INTRO#UCTION TO "EAT ENGINES$
5.5 eat 1ngines
Any type of engine or machine which derives heat energy from the
combustion of fuel or any other source and coverts this energy into mechanical work
is termed as a heat engine.
eat engines may be classified asC
"
-
8/15/2019 Design and Prototyping of Piston
7/93
5 1xternal &ombustion 1ngines
) Internal &ombustion 1ngines
5.5.5 1xternal &ombustion 1ngines '1.&. 1ngines
In this case, combustion of fuel takes place outside of the cylinder as in case of steam engines where the heat of combustion is employed to generate steam which is
used to move a piston in a cylinder.
5.5.) Internal &ombustion 1ngines 'I.&. 1ngines
In this case, combustion of the fuel with oxygen of the air occurs within the
cylinder of the engine. The internal combustion engines group includes engines
employing mixtures of combustible gases and air, known as gas engines, those using
lighter li!uid fuel or spirit known as petrol engines and those using heavier li!uidfuels, known as oil compression or diesel engines.
1ven though internal combustion engines look !uite simple, they are
highly complex machines. There are hundreds of components which have to perform
their functions satisfactorily to produce output power. There are two types of engines
5. 3park ignition engine '3.I engine
). &ompression ignition engine '&.I engine
According to the cycle of operations again these engines are classified as
o Two-stroke engines
o our-stroke engines
5.).A Two-stroke 3.I engineC-
;ugald &lark invented the two stroke engine in the year 59:9.The two strokes
are literally DsuctionE and DexhaustE. In two stroke engine the cycle is completed inone revolution of the crank shaft.
The main difference between two stroke and four stroke engines is in the
method of filling the fresh charge and removing the burnt gases from the cylinder. In
the four stroke engines these operations are performed by the engine piston during the
suction and exhaust strokes respectively. In a two stroke engine, the filling process is
accomplished by the charge compressed in the crankcase or by a blower. The
induction of the compressed charge moves out the product of combustion through
exhaust ports. Therefore no piston strokes are re!uired for these two operations. Two
:
-
8/15/2019 Design and Prototyping of Piston
8/93
strokes are sufficient to complete the cycle, one for compressing the fresh charge and
the other for expansion or power stroke.
Fig %$ I&ea! In&i'ator #iagram of T(o)Stro*e SI Engine
5.*.A our stroke 3.I engineC-
In a four stroke engine, the cycle of operations are completed in four strokes of the
piston or two revolutions of the crankshaft. ;uring the four strokes, there are five
events to be completed, viF., suction compression, combustion, expansion, and
exhaust. 1ach stroke consists of 59$ $ of crankshaft rotation and hence a four stroke
cycle is completed through :)$ $ of crank rotation. The cycle of operation for an ideal
four stroke engine consists of the following strokes. 'i 3uction or intake strokeG 'ii
&ompression strokeG 'iii 1xpansion or power stroke 'iv 1xhaust stroke
9
-
8/15/2019 Design and Prototyping of Piston
9/93
Fig +$ I&ea! P), #iagram of a Four -Stro*e SI Engine
5.8 ;ifferent parts of an I.&. engines
ere follows the detail of the various parts of an internal combustion engine.
A cross-section of an air-cooled I.&. engine with principal parts is shown in figure 5.
0arts of an I.&. 1ngineC
5. &ylinder
). &ylinder head
*. 0iston
8. udgeon pin
#. &onnecting rod
". &rankshaft
:. &rank
9. &rank case
(. lywheel
5$. overnor
55. 7alves and valve operating mechanism
(
-
8/15/2019 Design and Prototyping of Piston
10/93
Fig $ Parts of an I.C Engine
5.# =orking cycles
An internal combustion engine can work on any one of the following cyclesCA &onstant volume or @tto cycle
6 &onstant pressure or ;iesel cycle
& ;ual combustion cycle
5." eat Transfer In The &ylinder To The ;ifferent 0arts @f 1ngine
5.".5 &onduction
&onduction is the transfer of heat by direct contact of particles of matter. The transfer
of energy could be primarily by elastic impact as in fluids or by free electron diffusionas predominant in metals or photon vibration as predominant in insulators. In other
words, heat is transferred by conduction when adacent atoms vibrate against one
another, or as electrons move from atom to atom.
&onduction is greater in solids, where atoms are in constant contact. In li!uids
'except li!uid metals and gases, the molecules are usually further apart, giving a
lower chance of molecules colliding and passing on thermal energy. eat conduction
is directly analogous to diffusion of particles into a fluid, in the situation where there
5$
-
8/15/2019 Design and Prototyping of Piston
11/93
are no fluid currents. This type of heat diffusion differs from mass diffusion in
behavior, only in as much as it can occur in solids, whereas mass diffusion is mostly
limited to fluids. >etals 'e.g. copper, platinum, gold, iron, etc. are usually the best
conductors of thermal energy. This is due to the way that metals are chemically
bonded, have free-moving electrons which are able to transfer of thermal energy
rapidly through the metal.
As density decreases so does conduction. Therefore, fluids 'and especially
gases are less conductive. This is due to the large distance between atoms in a gas,
fewer collisions between atoms means less conduction. &onductivity of gases
increases with temperature. &onductivity increases with increasing pressure from
vacuum up to a critical point that the density of the gas is such that that molecules of the gas may be expected to collide with each other before they transfer heat from one
surface to another. After this point in density, conductivity increases only slightly with
increasing pressure and density.
To !uantify the ease with which a particular medium conducts, employ the
thermal conductivity, also known as the conductivity constant or conduction
coefficient, k. In thermal conductivity k is defined as the !uantity of heat, H,
transmitted in time 't through a thickness '?, in a direction normal to a surface of
area 'A, due to a temperature difference 'T. Thermal conductivity is a material
property that is primarily dependent on the mediumJs phase, temperature, density, and
molecular bonding.
55
http://en.wikipedia.org/wiki/Densityhttp://en.wikipedia.org/wiki/Density
-
8/15/2019 Design and Prototyping of Piston
12/93
Fig /$ Con&u'tion in meta! ro&
5.".) &onvection
&onvection is transfer of heat by movement of a heated fluid. Knlike the case
of pure conduction, now currents in fluids are additionally involved in convection.
This movement occurs into a fluid or within a fluid, and cannot happen in solids. In
solids, molecules keep their relative position to such an extent that bulk movement or
flow is prohibited, and therefore convection does not occur.
In natural convection 'known as free convection a fluid surrounding a heat
source receives heat, becomes less dense and rises. The surrounding, cooler fluid then
moves to replace it. This cooler fluid is then heated and the process continues,forming convection current. The driving force for natural convection is buoyancy, a
result of differences in fluid density when gravity or any type of acceleration is
present in the system.
orced convection, by contrast, occurs when pumps, fans or other means are
used to propel the fluid and create an artificially induced convection current. orced
heat convection is sometimes referred to as heat advection. To calculate the rate of
convection between an obect and the surrounding fluids, employ the heat transfer
coefficient, h. Knlike the thermal conductivity, the heat transfer coefficient is not a
material property. The heat transfer coefficient depends upon the geometry, fluid,
temperature, velocity, and other characteristics of the system in which convection
occurs.
It should be noted that convection does not occur in a perfect vacuum due to
the lack of media to transmit heat. This mode of heat transfer does not occur in spacewhere there is no atmosphere in the surroundings of the system to be analyFed. It only
occurs where gases are present.
5.".*
-
8/15/2019 Design and Prototyping of Piston
13/93
warming the earth. Also, the only way that energy can leave earth is by being radiated
to space.
6oth reflectivity and 1missivity of all bodies is wavelength dependent. The
temperature determines the wavelength distribution of the electromagnetic radiation
as limited in intensity by 0lanckLs law of black-body radiation. or any body the
reflectivity depends on the wavelength distribution of incoming electromagnetic
radiation and therefore the temperature of the source of the radiation. The 1missivity
depends on the wave length distribution and therefore the temperature of the body
itself.
LITERATURE RE,IE0$
C". ,EN1ATA RA2A34P. ,. 1. 3URT"5 63. ,. S. 3URALI 1RIS"NA
An optimiFed piston which is lighter and stronger is coated with Firconium for
bio-fuel. The low grade ?< engines are using ceramic coatings on piston, liner and
cylinder head, while medium grade ?< engines provide air gap in the piston and
other components. It is necessary to test the coated piston for withstanding the stresses
and strains. In this paper, the coated piston undergone a vonmisses test by using
A2343 for load applied on the top. Analysis of the stress distribution was done onvarious parts of the coated piston for finding the stresses due to the gas pressure and
5*
-
8/15/2019 Design and Prototyping of Piston
14/93
thermal variations. 7onmisses stress is increased by 5"M and deflection is increased
after optimiFation. 6ut all the parameters are well with in design consideration.
S"UOGUO 7"AO
The piston is a NheartN of the engine and its working condition is the worst
one of the key parts of the engine in the working environment. 3o it is very important
for structural analysis of the piston. This paper analyses and calculates the piston by
0roO1211< software to gain a result, which improves and optimiFes the structure of
the piston.
S0ATI S C"OUGULE4 ,INA5A1 " 1"ATA0ATE
This work describes the stress distribution of the piston by using
finite element method '1>. 1> is performed by using computer aided
engineering '&A1 software. The main obective of this proect is to investigate and
analyFe the stress distribution of piston at the actual engine condition during
combustion process. The parameter used for the simulation is operating gas pressure
and material properties of piston. The report describes the mesh optimiFation by using
1> techni!ue to predict the higher stress and critical region on the component. The
piston under study belongs to the two stroke single cylinder engine of 3KPK+I
>ax5$$ motorcycle. Aluminum is selected as piston material. It is important to locate
the critical area of concentrated stress for appropriate modification. &omputer aided
design '&A; software 0
-
8/15/2019 Design and Prototyping of Piston
15/93
-
8/15/2019 Design and Prototyping of Piston
16/93
-
8/15/2019 Design and Prototyping of Piston
17/93
automotive pistons is aluminum due to its light weight, low cost, and acceptable
strength. The alloying element of concern in automotive pistons is silicon. owever,
when silicon is added to aluminum they only blend together evenly on a molecular
level up to approximately a 5)M silicon content. 3ilicon in this context can be thought
of as Dpowdered sandE. Any silicon that is added to aluminum above a 5)M content
will retain a distinct granular form instead of melting. 3pecial moulds, casting, and
cooling techni!ues are re!uired to obtain uniformly dispersed silicon particles
throughout the piston material.
The alloy from which a piston is made not only determines its strength and
wears characteristics, but also its thermal expansion characteristics. otter engines
re!uire more stable alloys to maintain close tolerances without scuffing. 3iliconimproves high heat strength and reduces the coefficient of expansion so tighter
tolerances can be held as temperatures change.
ypereutectic alloys are also slightly lighter than standard alloys. 6ut the
castings are often made thinner because the alloy is stronger, resulting in a net
reduction of up to 5$ percent in the pistons total weight. ypereutectic alloys are
more difficult to cast because the silicon must be kept evenly dispersed throughout the
aluminum as the metal cools. 0article siFe must also be carefully controlled so the
piston does not become brittle or develop hard spots making it difficult to machine.
3ome pistons also receive a special heat treatment to further modify and improve the
grain structure for added strength and durability.
5.:.)The reason for their development
>ost automotive engines use aluminum pistons that move in an iron cylinder.
The average temperature of a piston crown in a gasoline engine during normal
operation is typically about *$$%& '#:*%+ and the coolant that runs through the
engine block is usually regulated at approximately ($%& '*"*%+. Aluminum expands
more than iron at this temperature range so for the piston to fit the cylinder properly
when at a normal operating temperature, the piston must have a loose fit when cold. It
was discovered that when an engine was cold during start-up, a small amount of fuel became trapped between the piston rings. As the engine warmed up, the piston
5:
http://en.wikipedia.org/wiki/Ironhttp://en.wikipedia.org/wiki/Fahrenheithttp://en.wikipedia.org/wiki/Ironhttp://en.wikipedia.org/wiki/Fahrenheit
-
8/15/2019 Design and Prototyping of Piston
18/93
expanded and expelled this small amount of fuel which added to the amount of
unborn hydrocarbons in the exhaust.
6y adding silicon to the pistonJs alloy, the piston expansion was dramatically
reduced. This allowed specifying a much tighter cold-fit between the piston and the
cylinder liner. 3ilicon itself expands less than aluminum but it also acts as an insulator
to prevent the aluminum from absorbing as much of the operational heat as it
otherwise would. Another benefit of adding silicon is that the piston becomes harder
and is less susceptible to scuffing which can occur when a soft aluminum piston in a
relatively dry cylinder on start-up or during abnormally high operating temperatures.
The biggest drawback of adding silicon to pistons is that the piston becomes more
brittle as the ratio of silicon is added. This makes the piston more susceptible tocracking if the engine experiences pre-ignition or detonation.
5.:.* 0erformance of replacement alloys
=hen auto enthusiasts want to increase the power of the engine they may add some
type of forced induction. 6y compressing more air and fuel into each intake cycle, the
power of the engine can be dramatically increased. This also increases the heat and
pressure in the cylinder. The normal temperature of gasoline engine exhaust isapproximately "#$%& '()*%+. This is also approximately the melting point of most
aluminum alloys and it is only the constant influx of ambient air that prevents the
piston from deforming and failing.
orced induction increases the operating temperatures while Dunder boostE
and if the excess heat is added faster than engine can shed it, the elevated cylinder
temperatures will cause the air and fuel mix to auto-ignite on the compression stroke
before the spark event. This is one type of engine *no'*ing that causes a sudden
shockwave and pressure spike, which can result in an immediate and catastrophic
failure of the piston and connecting rod.
5.:.8 orged versus &ast
or applications which re!uire stronger pistons, a forging process is used. In
the forging process the rough casting is placed in a die set while it is still hot and
semi-solid. A hydraulic press is used to place the rough slug under tremendous pressure. This removes any possible porosity and also pushes the alloy grains together
59
http://en.wikipedia.org/wiki/Engine_knockinghttp://en.wikipedia.org/wiki/Engine_knocking
-
8/15/2019 Design and Prototyping of Piston
19/93
tighter than can be achieved by simple casting alone. The result is a much stronger
material.
ypereutectic pistons can be forged but typically are only cast because the
extra expense of forging is not ustified when cast pistons are considered strong
enough for stock applications.
5.:.# 0arts of a piston
5 0iston head or &rown
) 0iston rings
* 0iston barrel
8
-
8/15/2019 Design and Prototyping of Piston
20/93
;isplacement Q A x 3 x 2
=here A Q area of the piston 'in s!uare inches
3 Q stroke 'in inches
2 Q number of cylinders
5.:.".# &ompression ratioC the extent to which the combustible gasses are
compressed within the cylinder. It e!uals the volume existing within the cylinder with
the piston at bottom dead center divided by the volume within the cylinder when the
piston is at top dead center.
&ompression
-
8/15/2019 Design and Prototyping of Piston
21/93
It is a good indicator of the class and performance of an engine relative to its
competitors.
There are some features of close tolerance piston mentioned belowC
5. 0iston can swell and stick.
). its tightly in the cylinder.
*. Tight Tolerance fit.
8. 0roperties alter due to atmospheric change.
#. 6acklash may such, some of the bin material into the valve which also can
cause the piston to stick.
5.:.: 0iston ring
0iston ring is an open-ended ring that fits into a groove on the outer diameter of a
piston in a reciprocating engine such as an internal combustion engine or steam
engine. The three main functions of piston rings in reciprocating engines areC
5. 3ealing the combustion/expansion chamber.
). 3upporting heat transfer from the piston to the cylinder wall.
*.
-
8/15/2019 Design and Prototyping of Piston
22/93
Fig :$ Piston rings
5.:.9 =ear due to piston side-load
Top ring and oil control rings will be coated with &hromium or 2itride- possibly plasma sprayed or has a 07; 'physical vapour deposit ceramic coating. or
enhanced scuff resistance and further improved wear, most modern diesel engines
have top rings coated with a modified chromium coating known as &+3. The lower
oil control ring is designed to leave a lubricating oil film, a few micrometers thick on
the bore, as the piston descends. Three piece oil rings, i.e. with two rails and one
spacer, are used for four-stroke gasoline engines
5.:.( ;rawbacks of a 0iston
3ince itLs a main reciprocating part of an engine and hence it creates the
problems of unbalancing due to its inertia. ;ue to friction between wall of the
cylinder and piston rings its life becomes short and it generates the unpleasant sound
due reciprocating mechanism. To transmit the energy of reciprocating piston, it is
connected to a connecting rod and crank mechanism and due to these parts there
occurs mechanical loss. The motion of the crank shaft is not smooth, since energy
supplied by the piston is not continuous and it is impulsive in nature.
;etonation causes three types of failureC
5. >echanical damage 'broken ring lands
))
-
8/15/2019 Design and Prototyping of Piston
23/93
). Abrasion 'pitting of the piston crown
*. @verheating 'scuffed piston skirts due to excess heat input or high coolant
temperatures
The high impact nature of the spike can cause fracturesG it can break the spark
plug electrodes, the porcelain around the plug, cause a clean fracture of the ring land
and can actually cause fracture of valves-intake or exhaust. The piston ring land,
either top or second depending on the piston design, is susceptible to fracture type
failures.
=hen the piston crown temperature rises rapidly it never has time to get to the
skirt and expand and cause it to scuff. It ust melts the center right out of the piston.
ThatJs the biggest difference between detonation and pre-ignition when looking at
piston failures. =ithout a high pressure spike to resonate the chamber and block, we
could never hear pre-ignition. The only sign of pre-ignition is white smoke pouring
out the tailpipe and the engine !uits running.
There are no engines that will live for any period of time when pre-ignition
occurs. =hen people see broken ring lands they mistakenly blame it on pre-ignitionand overlook the hammering from detonation that caused the problem. A hole in the
middle of the piston, particularly a melted hole in the middle of a piston, is due to the
extreme heat and pressure of pre-ignition.
Another thing detonation can cause is a sandblasted appearance to the top of the
piston. The piston near the perimeter will typically have that kind of look if
detonation occurs. The detonation, the mechanical pounding, actually mechanically
erodes or fatigues material out of the piston. =e can typically expect to see that
sanded look in the part of the chamber most distant from the spark plug, The typical
pre-ignition indicator, of course, would be the hole in the piston. This occurs because
in trying to compress the already burned mixture the parts soak up a tremendous
amount of heat very !uickly.
The only ones that survive are the ones that have a high thermal inertia, like the
cylinder head or cylinder wall. The piston, being aluminum, has a low thermal inertia
)*
-
8/15/2019 Design and Prototyping of Piston
24/93
'aluminum soaks up the heat very rapidly. The crown of the piston is relatively thin,
it gets very hot, it canJt reect the heat, it has tremendous pressure loads against it and
the result is a hole in the middle of the piston where it is weakest.
-
8/15/2019 Design and Prototyping of Piston
25/93
6y retaining minimal heat on the surface of the piston, less heat is transferred
to the incoming fuel mixture, leading to a reduction in pre-ignition which leads to
detonation. The coatings can also allow heat at the surface to move more evenly over
the surface reducing hot spots and the coatings reflect heat into the chamber for more
even distribution of heat, allowing more efficient combustion of the fuel. This allows
more of the fuel molecules to be oxidiFed, which in turn, means less fuel is needed for
optimum power. The result is an engine that makes more power, can be run with a
leaner air/fuel mix and less initial timing and has less thermal expansion due to a
reduction in the heat absorbed.
6y applying a ;ry ilm ?ubricant, friction, galling and wear is reduced. The
lubricants are capable of carrying loads beyond the crush point of the piston. Inaddition, the lubricants are Nfluid retainingN materials that actually hold oil to the
surface beyond the pressure where the oil would normally be s!ueeFed off. The ability
to carry greater loads, up to *#$,$$$ 03I, while increasing lubricity 'reduced friction
allows tighter piston to wall clearances to be run. This leads to better sealing with no
increase in friction.
6y applying Tech ?ineJs T?T; to the underside of the piston, oil that is
splashed onto the piston to cool it will shed rapidly. eat transfers most rapidly when
there is a large difference in temperature. The longer oil clings to a hot surface the
hotter the oil becomes. 6y shedding the cooling oil more rapidly, cooler oil is
splashed over the surface more fre!uently. If the oil NhangsN longer, it absorbs less
heat and blocks cooler oil from contacting the hot surface. A cooler piston grows less,
allowing tighter piston to wall clearances.
The thermal barrier crown coating is applied to the top of the piston and isdesigned to reflect heat into the combustion chamber, thereby increasing exhaust gas
velocity and greatly improving scavenging potential. The $.$$5#N thick coating can
also assist in extending piston life by decreasing the rate of thermal transfer.
)#
-
8/15/2019 Design and Prototyping of Piston
26/93
5 3kirt &oating '3&
This is coating applied to the skirt of the piston only, designed to show wear.
This coating is a $.$$$*E to $.$$$#E thick spray-on dry film that will help reduce
friction. 2o manufacturing allowance is re!uired as this application is made to wear in
to the cylinder wall.
) Thermal 6arrier &rown '&&
The thermal barrier crown coating is applied to the top of the piston and is
designed to reflect heat into the combustion chamber, thereby increasing exhaust gas
velocity and greatly improving scavenging potential. The $.$$5#E thick coating canalso assist in extending piston life by decreasing the rate of thermal transfer.
* +ool+ote '++
+ool+ote is an aerospace !uality hard anodiFe applied to all surfaces of the
piston with a buildup of $.$$5E. It will withstand greater temperatures and will not
flake, chip or peel. This coating does alter the heat transfer and expansion
characteristics of the piston.
8 Tuff 3kirt 'T3
Tuff 3kirt is a lubricating, anti-friction / anti-wear coating applied to the piston
skirt only. Knlike standard 3kirt &oating, Tuff 3kirt will not wear and is designed to
withstand many different types of endurance applications, is $.$$$#E per surface and
finished diameter of skirt should include the coating buildup.
# @il 3hed &oating '@3
This coating is applied to the underside of the piston. It is intended to reduce
the reciprocating weight by repelling oil !uicker than an untreated part. 2o additional
manufacturing is re!uired.
)"
-
8/15/2019 Design and Prototyping of Piston
27/93
" Top roove ard AnodiFe '&
This coating has proven to increase power output by allowing for extremely
tight ring clearances. Available exclusively to top-level racing teams until now, this
top ring groove coating creates a hard mating surface which virtually eliminates
micro-welding while decreasing ring groove wear. 6uildup is $.$$$)#E per surface
and clearance must be added during manufacturing to accommodate the change.
%;
S*irt Coating +; Therma! Barrier Cro(n ; 1oo!1ote
8 Tuff S*irt 8; Oi! She& Coating 9; Top Groo
-
8/15/2019 Design and Prototyping of Piston
28/93
The piston head is assumed to be a flat disc or uniform thickness fixed at the
edges and subected to a uniformly distributed gas load. Also the piston head has to with
stand high thermal stresses. ence the piston head is designed based on its strength to
with stand gas load and also the dissipation of heat produced during the combustion
process.
6ased on strength consideration, the thickness of piston head is given byC
t QU V'*0in ;W / '5" 3tpX
=here
0in Q >aximum gas pressure, in '2/mmW
; Q ;iameter of piston or &ylinder bore, in 'mm
3tp Q Allowable tensile stress of piston material,
Q *# to 8$ 2/mmW for &ast Iron,
Q #$ to ($ 2/mmW for Aluminum.
6ased on eat dissipation the head thickness is determined asC
t Q V'5$$$ / '5).#"+ 'Tc-TeX
=here Q eat flowing through the head '+= Q & S m S &v S 0s
& Q &onstant 'usually $.$#
m @ mass of the fuel used 'i.e. fuel consumption, in '+g/+=/3
&v @ igher &alorific value of the uel
Q 88 x 5$Y +Z/+g for ;iesel
Q 55x5$Y +Z/+g for 0etrol
0 b Q 6rake power of the 1ngine per cylinder '+= Q V'0?An / '"$x5$"X +=
0 Q 6rake mean effective pressure, in '2 [ mmW
? Q 3troke length, in 'mm
A Q Area of the piston at its top side, in 'mmW
n Q 2umber of power strokes per minutek Q eat conductivity factor '+=/m/\&
Q 8"."x5$]Y for &ast Iron
Q 5:#x5$]Y for Aluminum alloys
Tc Q Temperature at the centre of piston head '\&
Te Q Temperature at the edge of piston head '\&
Q :#\& for Aluminum alloys
).)
-
8/15/2019 Design and Prototyping of Piston
29/93
To make the piston rigid and to prevent distortion due to gas load and
connecting rod thrust form to six ribs are provided at the inner side of the piston.
The thickness of rib is assumed asC
t) Q '$.* to $.# S t5
=here t5 is thickness of piston head.
).* 0iston
-
8/15/2019 Design and Prototyping of Piston
30/93
).8 0iston barrelC
The cylindrical portion of the piston is termed as piston barrel. The barrel
thickness may be varied from the top side to bottom side of the piston. The maximum
thickness of barrel nearer to piston head is given byt# Q $.$*; ^ b ^ 8.# mm
=here b Q
-
8/15/2019 Design and Prototyping of Piston
31/93
The pin should be made of case hardened alloy steel containing nickel,
chromium, molybdenum etc with an ultimate strength of :$$ to ($$2/mmW in order to
with stand high gas pressure. The piston pin is designed based on the bearing pressure
consideration.
?et ?Qlength of piston pin
; Q diameter of piston pin
0n Q Allowable bearing pressure of piston Q5#to*$2/mmW
6eing strength of piston pin
b Q bearing pressure S proected area Q 0 bS S d
6y e!uating this being pressure to gas force
0 S S d Qg
=here g Q '`/8 S ;W S 0m
Ksually /d Q5.# to )
The piston is checked for bending, as the induced 6ending stress,
3 b Q V'*) >/ `dYX 3 b
=here > Q bending moment Q 'g S ;/9
; Q bore diameter
g Qgas force
3 b Q allowable bending stress
Q 98 2/mmW for case hardened steel
Q 8$ 2/mmW for heat treated alloy steel
The gudgeon pin is fitted at a distance of ?s/) from open end when ?s is the skirt
length
*5
-
8/15/2019 Design and Prototyping of Piston
32/93
Fig $ Proportions of piston
Ta!e no$ % The usua! proportions of piston an& piston rings$
#es'ription Petro! engine #iese! engine
&rown thickness, t5 '$.$$# B $.5$ ; '$.5) B $.)$ ;0iston height, ? p '$.9 B 5.* ; '5.$ B 5.: ;eight of top part, ?n '$.8# B $.:# ; '$." - 5.$ ;3kirt height, ?s '$." B $.9 ; '$." B 5.5 ;Thickness of skirt wall,t" 5.# B 8.# mm ).$ -#.$ mmThickness of crown wall,t# '$.$# B $.5 ; '$.$# -$.5 ;Thickness of ring land, R '$.$* -$.$# ; '$.$8 B $.$: ;;istance of first ring, R '$.$" B $.5) ; '$.55 B $.)$ ;
-
8/15/2019 Design and Prototyping of Piston
33/93
@il hole diameter, do '$.* B $.# t8 '$.* B $.# t80in outer diameter, d p '$.)) B $.)9 ; '$.* B $.# ;0in inner diameter, di '$."# B $.:# d p '$.# B $.: d p0in length, ? p
for retained pin for floating pin
'$.99 B $.(* ;'$.:9 B $.99 ;
'$.99 B $.(* ;'$.9 B $.( ;
&onnecting rod bushing length,
?c
for retained pin
for floating pin
'$.)9 B $.*) ;
'$.** B $.8# ;
'$.)9 B $.*) ;
'$.** B $.8# ;
Ta!e. No$ + Bore &iameters for I.C. Engines
*$, *), *8,*", *9, 8$, 88, 8", 89, #$, #), #8, #", #9, "$, "#, :$, :#, 9$, 9#, ($, (#,5$$,5$#, 55$, 55#, 5)$, 5)#, 5*$, 5*#, 58$, 58#, 5#$, 5##, 5"$, 5"#, 5:$, 5:#, 59$, 59#,
5($, 5(#, )$$, )5$, ))$, )*$, )8$, )#$, )"$, ):$, )9$, )($, *$$, *5$, *)$, **$, *8$, and
*#$.
*.5 ;esign of 0iston
&onsidering diameter of piston as 5$$ mm, and material is cast iron piston. or 5# kw
power and speed as ))$$ rpm. Assuming re!uired data
*.) 0iston headC
6ased on strength consideration, the thickness of piston head is given byCt QUV'*0in ;W / '5" 3tpX
**
-
8/15/2019 Design and Prototyping of Piston
34/93
=here
0in Q >aximum gas pressure, in '2/mmW Q # >pa
; Q ;iameter of piston or &ylinder bore, in 'mm Q 5$$ mm
3tp Q Allowable tensile stress of piston material,
Q *:.# 2/mmW for &ast Iron
t Q U V'*S#S5$$W / '5"S *:.#X Q 5" mm
6ased on eat dissipation the head thickness is determined asC
t Q V'5$$$ / '5).#"+ 'Tc-TeX QV'5$$$S#8)5.9/
'5).#"S8"."(S5$]WS')$#XQ 58.:9mm
=here
Q eat flowing through the head '+=
Q & S m S &v S 0 bQ$.$#S$.5#S88S5$YS5:.):9 Q #8)5.9 +/h
& Q &onstant Q $.$#
m Q mass of the fuel used 'i.e. fuel consumption, in '+ g/+=/3 Q $.5#
+ g/+w/h
&v Q igher &alorific value of the uel Q 88 x 5$Y +Z/+ g for ;iesel
0 b Q 6rake power of the 1ngine per cylinder '+=
Q V'0?An / '"$x5$YX Q V'$.#S5)$S5$]*S$.$$:9#S))$$ / '"$S5$YX
Q5:.):9kw
0 Q 6rake mean effective pressure Q $.# >pa
? Q 3troke length Q 5)$ mm
A Q Area of the piston at its top side, in 'mmW Q '`/8S5$$WQ$.$$:9#mW
n Q 2umber of power strokes per minute Q 5
k Q eat conductivity factor '+=/m/\&
Q 8"."x5$]Y for &ast Iron
Tc Q Temperature at the centre of piston head '\&
Te Q Temperature at the edge of piston head '\& Q )$#\& for cast iron
*.*
-
8/15/2019 Design and Prototyping of Piston
35/93
6ottom rings Q 5
0c Q contact pressure 'i.e. wall pressure, in 2/mmW Q $.5$* 2/mmW.
2ow, the radial thicknessC
t* Q 5$$U V'*S$.5$* / ($X Q " mm
And the axial thickness
t8 Q '$.: to 5 S" Q #mm
3 br Q allowable bending stress for ring material '2/mmWQ ($ 2/mmW for&I
The first ring groove distance Q t5 to 5.)t5Q5" from the top.
The lands between the rings Q '$.:# to 5 t8Q 8mm
The gap between the free ends of the ring is taken as & Q '*.# to 8 t *Q))mm
0iston barrelC
The maximum thickness of barrel nearer to piston head is given by
t# Q $.$*;^b^$.# Q $.$*S5$$ ^ " ^$..# Q ".8mm
=here b Q
-
8/15/2019 Design and Prototyping of Piston
36/93
0n Q Allowable bearing pressure of piston Q)#2/mmW
6eing strength of piston pin
b Q bearing pressure S proected area Q 0 bSS d
6y e!uating this being pressure to gas force
0 SS d Q gG *():$/8#S)# Q d p
=here g Q '`/8 S ;W S 0m
Ksually /d Q5.# to )
The piston is checked for bending, as the induced 6ending stress,
> Q bending moment Q 'g S ;/9Q *():$S5$$/9Q8($9:#2-mm
3 b Q allowable bending stress
Q 8$ 2/mmW for heat treated alloy steel
3 b Q V'*) >/ `dYX 3 b Q 8($9:#S*) / `S*#Y Q 55".") 2/mmW58$> pa
which is design is safe. 'Theoretically
0
-
8/15/2019 Design and Prototyping of Piston
37/93
-
8/15/2019 Design and Prototyping of Piston
38/93
STRUCTURAL
5oungs 3o&u!us %.%eDD8 3Pa
Poissons Ratio D.+>
#ensit? :.+e)DD9 *gmm
Therma! Epansion %.%e)DD8 %HC
T"ER3AL
Therma! Con&u'ti
-
8/15/2019 Design and Prototyping of Piston
39/93
0ro/12I211/&A1 solution,
is used by discrete manufacturers for mechanical engineering, design and
manufacturing. The parametric modeling approach uses parameters, dimensions,
features and relationships to capture intended product behavior and create a recipe
which enables design automation and the optimiFation of design and product
development processes. This powerful and rich design approach is used by companies
whose product strategy is family-based or platform-driven, where a prescriptive
design strategy is critical to the success of the design process by embedding
engineering constraints and relationships to !uickly optimiFe the design, or where the
resulting geometry may be complex or based upon e!uations.
0ro/12I211< provides a complete set of design, analysis andmanufacturing capabilities on one, integral, scalable platform. These capabilities
include 3olid >odeling, 3urfacing,
-
8/15/2019 Design and Prototyping of Piston
40/93
0rimary uses of solid modeling are for &A;, engineering analysis, computer
graphics and animation, rapid prototyping, medical testing, product visualiFation and
visualiFation of scientific research.
A solid model generally consists of a group of features, added one at a time,
until the model is complete. 1ngineering solid models are built mostly with sketcher-
based featuresG )-; sketches that are swept along a path to become *-;. These may be
cuts, or extrusions for example.
Another type of modeling techni!ue is JsurfacingJ 'reeform surface
modeling. ere, surfaces are defined, trimmed and merged, and filled to make solid.
The surfaces are usually defined with datum curves in space and a variety of complexcommands. 3urfacing is more difficult, but better applicable to some manufacturing
techni!ues, like inection molding. 3olid models for inection molded parts usually
have both surfacing and sketcher based features. 1ngineering drawings are created
semi-automatically and reference the solid models.
#.8 ;etailed procedure of modeling of the pistonC-
@pen the pro-engineer software and initially take the DpartE module.
After entering in to the part module we will observe some plane named as front, right
and top.
Then take DrevolveE operation to generate the model. After taking the command select
any one of the desired plane and create the sketch by using sketcher tools.
8$
http://en.wikipedia.org/wiki/Engineering_drawinghttp://en.wikipedia.org/wiki/Engineering_drawinghttp://en.wikipedia.org/wiki/Engineering_drawing
-
8/15/2019 Design and Prototyping of Piston
41/93
Fig %D$ s*et'h of piston in pro)engineer
-
8/15/2019 Design and Prototyping of Piston
42/93
inally fillet operation was performed at the desired locations in the piston model.
Fig %+$ fina! piston mo&e! in pro)engineer
I2IT1 1?1>12T >1T@;
".5 Introduction
inite 1lement Analysis '1A is a computer-based numerical techni!ue for
calculating the strength and behavior of engineering structures. It can be used to
calculate deflection, stress, vibration, buckling behavior and many other phenomena.
It can be used to analyFe either small or large-scale deflection under loading or
applied displacement. It can analyFe elastic deformation, or Npermanently bent out of
shapeN plastic deformation. The computer is re!uired because of the astronomical
number of calculations needed to analyFe a large structure. The power and low cost of
modern computers has made inite 1lement Analysis available to many disciplines
and companies.
In the finite element method, a structure is broken down into many small
simple blocks or elements. The behavior of an individual element can be described
8)
-
8/15/2019 Design and Prototyping of Piston
43/93
with a relatively simple set of e!uations. Zust as the set of elements would be oined
together to build the whole structure, the e!uations describing the behaviors of the
individual elements are oined into an extremely large set of e!uations that describe
the behavior of the whole structure. The computer can solve this large set of
simultaneous e!uations. rom the solution, the computer extracts the behavior of the
individual elements. rom this, it can get the stress and deflection of all the parts of
the structure. The stresses will be compared to allowed values of stress for the
materials to be used, to see if the structure is strong enough.
The term Nfinite elementN distinguishes the techni!ue from the use of
infinitesimal Ndifferential elementsN used in calculus, differential e!uations, and
partial differential e!uations. The method is also distinguished from finite differential
e!uations, for which although the steps into which space is divided are finite in siFe,
there is little freedom in the shapes that the discreet steps can take. inite element
analysis is a way to deal with structures that are more complex than can be dealt with
analytically using partial differential e!uations. 1A deals with complex boundaries
better than finite difference e!uations will, and gives answers to Nreal worldN
structural problems. It has been substantially extended in scope during the roughly 8$
years of its use.
".) C
Applications of the 1> can be divided into three categories, depending on
the nature of the problem to be solved. In the first category, is all the problems known
as e!uilibrium problems or time independent problems. or the solutions of
e!uilibrium problems in the solid mechanics area, we need to find pressure, velocity,
temperature and sometimes concentration distributions under steady state conditions.
In the second category, are the so-called 1igen value problems of solid and
fluid mechanics, These are steady state problems whose solution often re!uires the
determination of natural fre!uencies and mode vibration of solids and fluids.
1xamples of 1igen value problems involving both solid and fluid mechanics appear in
civil engineering when the interaction of lakes and dams is considered and in
8*
-
8/15/2019 Design and Prototyping of Piston
44/93
aerospace engineering when sloshing of li!uid fuels in the flexible tanks is involved.
Another class of 1igen value problems includes the stability of the laminar flows.
In the third category, is the multitude of time dependent or propagation
problems of continuum mechanics, this category is composed of problems, which
result when time dimension is added to the problems of the first two categories. In the
finite displacement method, displacement measures at discrete points in the body are
taken as the unknowns and the displacement field is derived in terms of these discrete
variables. @nce the discrete displacements are known, the strains are evaluated from
the strain displacement relations and finally the stresses are determined from the
stress-strain relations.
In the finite displacement method superposing the contribution of the element
stiffness matrices at each node forms the stiffness matrix for structure. The system
load vector is generated in a similar way, i.e. by superposing the element force
vectors. The displacement boundary conditions are then enforced. These steps result
in set of algebraic e!uations relating the displacement measures.
=ith the advancement in computer technology and &A; systems, complex problems
can be modeled with relative ease. 3everal alternate configurations can be tried out
before the first prototype is built. 3o by this method an approximate behavior of the
continuum can be determined which would greatly help in better design.
1> is widely used in almost all fields of science and engineering. It is used
to analyFe problems of structural, heat transfer, fluid flow, seepage, lubrication,
electric and magnetic fields, fracture mechanics and in many other fields. 2umerous
software packages based on 1> or 1A have been developed such as 2A3Techanics
';eflection 3tress Analysis
of structures In plane stresses, stretching of plates, gravity
88
-
8/15/2019 Design and Prototyping of Piston
45/93
A. Two dimensional analysis
6. Three dimensional analysis
dams, Axi-symmetric solids and shells, rocks,
motors machine parts such as shafts, beams
bridges etc
*-; trusses, space frames such as cranes, thin
walled structure like machine tools,
transmission towers, nuclear towers, nuclear
reactors, ship structures, radar domes,
building dams, shell roofs, arches, drilling
platforms etc.). 3oil and echanics oundation layers, rock oints. 0avements,
3tability of excavation such as river banks,
1mbankments, @pen pit and underground
mining problems etc.*. Thermal analysis and luid Transient and steady state temperature
distribution, thermal strain and stresses in
mechanical and civil structures, flow towards
wells, seepage through foundations, luid
flows in pipes, canals etc.8. ydro-1lasticity ydrodynamic, hydrostatic and air bearings,
reservoir-dam interactions, sloshing of li!uids
in flexible containers etc.
#. ;ynamics 2atural fre!uencies and mode shapes of
structures.
-
8/15/2019 Design and Prototyping of Piston
46/93
The steps in the finite element method when it is applied to structural mechanics are
as follows.
;ivide the continuum into a finite number of sub regions 'or elements of simple
geometry such as line segments, triangles, !uadrilaterals '3!uare and rectangular elements are subset of !uadrilateral, tetrahedrons and hexahedrons 'cubes etc.
3elect key point on the elements to serve as nodes where conditions of
e!uilibrium and compatibility are to be enforced.
Assume displacement functions with in each element so that the displacements at
each generic point are depending upon nodal values.
3atisfy strain displacement and stress B strain relationship within a typical
element. ;etermine stiffness and e!uivalent nodal loads for a typical element using work
or energy principles.
;evelop e!uilibrium e!uations for the nodes of the discredited.
&ontinuum in terms of the element contributions.
3olve the e!uilibrium for the nodal displacements.
The basic premise of the 1> is that a solution region can be analytically
modeled or approximated by replacing with an assemblage of discrete elements. 3ince
these elements can be put together in a variety of ways, they can be used to represent
exceedingly complex shapes. The important feature of the 1>, which sets it apart
from the other approximate numerical methods, is the ability to format solutions for
the individual element before putting them together to represent the entire problem.
Another advantage of 1> is the variety of ways in which one can formulate the
properties of individual elements.
".8 1> can be broadly classified in toC
5. 0re-processing
). 0rocessing 'solution
*. 0ost-processing
a 0re-processingC
It consists of solid model generation and discretiFation that in to finite elements.;efinition of properties of modal such as element type, material properties, various
8"
-
8/15/2019 Design and Prototyping of Piston
47/93
constants such as youngLs modulus, 0oisson ratio etc., dimension of each element i.e.,
thickness, moment of inertia, area etc.
eneration of elementC two different methods are used in generating the elements.
5. ;irect generation
). rom solid model
In direct generation method, the node is defined first and the elements are
interconnected to obtain the final model.
In solid generation method solid model is generated and then, model is divided
into finite elements. This conversion of solid model to finite elements is done through
mesh generation. This method is more useful for complex models. In the present
work solid generation method is used for making 1> models.
1lements from solid model method can be subdivided into two categories.
• ree meshing.
• >apped meshing.
ree meshingC
ree meshing allows more flexibility in defining mesh areas. ree mesh
boundaries can be much more complicated than mapped mesh with out subdividing in
to multiple regions. The mesh will automatically be created by an algorithm that tries
to minimiFe element distortion 'deviation from a perfect s!uare. ree mesh surfaces
can easily have internal holes, where mapped mesh surfaces canLt. ree meshing is
controlled by two parameters assigned to each mesh surface or volume that affect the
siFe of the elements generated. The first is the element length, which is the normal
siFe of elements the program will attempt to generate. The second parameter controls
mesh refinement at curves in the model by controlling how much deviation is allowed
between straight element sides and curved boundaries. This parameter is expresses
either as a percentage deviation or an absolute number.
>apped meshingC
8:
-
8/15/2019 Design and Prototyping of Piston
48/93
>apped meshing re!uires the same number of elements on opposite sides of the
mesh area, and re!uires that mesh area be bounded by three or four DedgesE. If you
define a mapped mesh area with more than four curves, you must define which
vertices are topological corners of the mesh. >apped mesh boundaries with three
corners will generate triangular elements in on DdegenerateE corner. The number of
elements per edge and biasing of elements of elements of element siFe towards the
end or the center of edges control the mesh density. Another advantage of mapped
meshing is we can produce dense mesh where we are interested and can produce
coarse mesh where we are not interested even though it is of curved structure.
".# T1 A2A?43I3 0
-
8/15/2019 Design and Prototyping of Piston
49/93
step is the assessment of the modeling and discretiFation errors indicated in ig. 'The
solution error is generally unimportant.
"." A2343 =ork 6ench 55.$
A2343 is an integrated design analysis tool based on the > developed by
A2343, inc. it has its own tightly integrated pre-and post-processor. The A2343
product documentation is excellent and it includes commands reference, operations
guide, modeling and meshing guide, basic analysis procedures guide, advanced
analysis guide, element reference, structural analysis guide, thermal analysis guide,
fluid dynamics guide, and coupled field analysis guide.
1ngineering capabilities of A2343 products areC
3tructural analysisC linear stress, nonlinear stress, dynamic, buckling.
Thermal analysisC steady state, transient, conduction convention, radiation, and
phase changeG &; analysis, steady state, transient, incompressible, compressible,
laminar, turbulent, electromagnetic fields analysis, magneto-staticLs, electrostatics,
ield and coupled field analysisC acoustics, fluid-structural, fluid-thermal,
magnetic-structural, magnetic-thermal, pieFoelectric, thermal-electric, thermal-
structural, electric-magnetic, sub-modeling, optimiFation, and parametric designlanguage.
1lement library in A2343 lists 59( finite elements. They are broadly grouped
intoC ?I2+, 0?A21, 61A>, 3@?I;, &@>6I2, 0I01, >A33, 31??, ?KI;,
>AT
-
8/15/2019 Design and Prototyping of Piston
50/93
2onlinearities can include plasticity, stress stiffening, large deflection, large
strain, hyper elasticity, contact surfaces, and creep.
*. >ode fre!uency analysisC Ksed to calculate the natural fre!uencies and mode
shapes of a structure. ;ifferent mode extraction methods are available.
8. armonic response analysisC Ksed to determine the response of a structure to
harmonically time varying loads.
#. 6uckling analysisC Ksed to calculate the buckling loads and determine the
buckling mode shape. 6oth linear '1igen value buckling and nonlinear
buckling analyses are possible.
". Thermal analysisC A thermal analysis calculates the temperature distribution
and related thermal !uantities in a system or component.
Typical thermal !uantities of interest areC
The temperature distributions
The amount of heat lost or gained
Thermal gradients
Thermal fluxes.
Thermal simulations play an important role in the design of many engineering
applications, including internal combustion engines, turbines, heat exchangers, piping
systems, and electronic components. In many cases, engineers follow a thermal
analysis with a stress analysis to calculate thermal stresses 'that is, stresses caused by
thermal expansions or contractions.
A2343 supports two types of thermal analysisC
5. A steady-state thermal analysis determines the temperature distribution and other
thermal !uantities under steady-state loading conditions. A steady-state loadingcondition is a situation where heat storage effects varying over a period of time can be
ignored.
). A transient thermal analysis determines the temperature distribution and other
thermal !uantities under conditions that vary over a period of time.
3teady-3tate Analysis
The A2343 >ulti physics, A2343 >echanical, A2343 ?@T
-
8/15/2019 Design and Prototyping of Piston
51/93
1ngineer/analysts often perform a steady-state analysis before doing a transient
thermal analysis, to help establish initial conditions. A steady-state analysis also can
be the last step of a transient thermal analysis, performed after all transient effects
have diminished. 4ou can use steady-state thermal analysis to determine temperatures,
thermal gradients, heat flow rates, and heat fluxes in an obect that are caused by
thermal loads that do not vary over time. 3uch loads include the followingC
&onvections
-
8/15/2019 Design and Prototyping of Piston
52/93
;isplacements 'KR, K4, KP, 4, >P
These are concentrated loads usually specified on the model exterior. The directions
implied by the labels are in the nodal coordinate system.
0ressures '00
These are applied to study the effects of thermal expansion or contraction 'that
is, thermal stresses.
".: Advantages of inite 1lement >ethod '1> / inite 1lement
Analysis '1A
The finite element method '1> has now become a very important tool of
engineering analysis. Its versality is reflected in its popularity among engineers and
designers belonging to nearly all the engineering disciplines. =hether a civil engineer
designing bridges, dams or a mechanical engineers designing auto engines, rolling
mills, machine tools or an aerospace engineer interested in the analysis of dynamics of
an aeroplane or temperature rise in the heat shield of a space shuttle or a metallurgist
concerned about the influence of a rolling operation on the microstructure of a rolled
product or an electrical engineer interested in analysis of the electromagnetic field in
electrical machinery-all find the finite element method handy and useful. It is not that
these problems remained unproved before the finite element method came into vogueG
rather this method has become popular due to its relative simplicity of approach and
accuracy of results.
Traditional methods of engineering analysis, while attempting to solve an
engineering problem mathematically, always try for simplified formulation in order to
#)
-
8/15/2019 Design and Prototyping of Piston
53/93
overcome the various complexities involved in exact mathematical formulation. In the
modern technological environment the conventional methodology of design cannot
compete with the modern trends of &omputer Aided 1ngineering '&A1 techni!ues.
The constant search for new innovative design in the engineering field is a common
trend.
To build highly optimiFed product, this is the basic re!uirement of today for
survival in the global market today. All round efforts were put forward in this
direction. 7arious design packages have been developed by software professional and
technologists.
A more subtle attribute of 1> is its ability to deal with complex material models.
or example, the heterogeneous, anisotropic, nonlinear, inelastic models of laminated
composite materials and sandwich cons$truction are handled without any significant
expansion of the cost or complexity of the numerical simulation process.
1> brings a number of special advantages to coupled thermal-structural analysis.
A consistent methodology of finite element heat transfer analysis is available for the
computation of temperature distribution in solids and structures. It is possible to use
the same general-purpose 1A program to predict both temperature distribution due
to thermal input and thermal stresses arising from these temperatures. Also, in cases
where the material properties are a function of temperature, it is possible to assign
material properties to each finite element consistent with the temperature level of that
element.
It is a revolution you must be familiar with-the marriage of personal computers
and finite element analysis programs. @ver thirty-five 0&-based 1> systems are
currently available in the market of theses, some stand out as market leaders based on
their performance, popularity and advertising. =hat makes 1A on a 0& so successful
is its affordability. This will change the face of engineering design in general andstructural and mechanical design in particular. Technically, the siFe of a finite element
model that 0& can handle is limited only by the capacity of the hard disk. 6est of all,
a 0&-based 1> system is an excellent training tool for teaching 1>.
• Re&u'e &e
-
8/15/2019 Design and Prototyping of Piston
54/93
-
8/15/2019 Design and Prototyping of Piston
55/93
• 3ame topology as in real life. 2ot limited to blocks with defined flow direction
• 1xtensive and expandable libraries of predefined and user-defined components
and blocks
• Ability to manage complex designs by segmenting models into hierarchies of
design components
".( 0erforming a Typical A2343 Analysis
The A2343 program has many finite element analysis capabilities, ranging
from a simple, linear, static analysis to a complex, nonlinear, transient dynamic
analysis.
".5$ A typical A2343 analysis has three distinct stepsC
• 6uild the model.
• Apply loads and obtain the solution.
•
-
8/15/2019 Design and Prototyping of Piston
56/93
Fig %/$ so!i& 8 E!ement
3olid element (# is a )$-node brick element. It also supports a prism, pyramid,
and tetrahedral element shape option. The tetrahedral formed at the interface with
brick elements do not have mid-side nodes where they would not exist on the
matching brick elements, so there should not be a big mismatch problem at the
interface.
These elements that have a mid-side node missing are considered to be
degenerate forms in the A2343 manuals, and are not recommended in regions with
high stress gradients, or where exact stress values are important.
#"
-
8/15/2019 Design and Prototyping of Piston
57/93
Fig %8$ #ra(ing of piston
Fig %9$ After Importing Piston from Pro)E to Ans?s 0or* Ben'h
Fig %:$ Piston after 3eshing In ANS5S
#:
-
8/15/2019 Design and Prototyping of Piston
58/93
:.% Ana!?sis for a!uminum a!!o? piston hea&s$
STRUCTURAL ANAYLSIS
MATERIAL DATE:
Ta!e 9$ A!uminum A!!o? J Constants
tructural Analysis
5oungs 3o&u!us :%DDD 3Pa
Poissons Ratio D.
#ensit? +.::e)DD9 *gmm
Ta!e :$ Stati' Stru'tura! J Loa&s
#9
-
8/15/2019 Design and Prototyping of Piston
59/93
OKe't Name Pressure
Fixed upport
S'ope
S'oping
3etho&Geometr? Se!e'tion
Geometr? + Fa'es / Fa'es
#efinition
#efine B? Norma! To
T?pe Pressure Fie& Support
3agnitu&e +D 3Pa
Fig %>$ Figure Sho(s the Boun&ar? Con&itions App!ie& For Piston
#(
-
8/15/2019 Design and Prototyping of Piston
60/93
Fig %$ Figure Sho(s Stru'tura! Loa& A'ting On The Piston "ea&.
"$
-
8/15/2019 Design and Prototyping of Piston
61/93
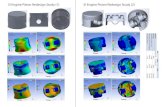
Fig +D$ Tota! #eformation for Con'a
-
8/15/2019 Design and Prototyping of Piston
62/93
Fig ++$-Eui
-
8/15/2019 Design and Prototyping of Piston
63/93
Fig +$)Tota! #eformation In The Con
-
8/15/2019 Design and Prototyping of Piston
64/93
Fig +8$ Eui
-
8/15/2019 Design and Prototyping of Piston
65/93
Fig +:$-Eui$ Eui
-
8/15/2019 Design and Prototyping of Piston
66/93
0 5 10 15 20 25
0
50
100
150
200
250300
350
400
450
Total deformation
stress
strain
Graph $ Graph Of F!at Shape& Piston Cro(n "a$ A!uminum A!!o? J Constants
Stru'tura!
5oungs 3o&u!us :%DDD 3Pa
Poissons Ratio D.
#ensit? +.::e)DD9 *gmm
Therma! Epansion +.e)DD8 %HC
Therma!
Spe'ifi' "eat >:8. 2*gHC
Ta!e $ Stea&?)State Therma! J Loa&s
OKe't Name Convection Convection 2
""
-
8/15/2019 Design and Prototyping of Piston
67/93
S'ope
S'oping 3etho& Geometr? Se!e'tion
Geometr? + Fa'es % Fa'e
#efinition
T?pe Con
-
8/15/2019 Design and Prototyping of Piston
68/93
Fig D$-Eui
-
8/15/2019 Design and Prototyping of Piston
69/93
Fig %$ Temperature #istriution for Con
-
8/15/2019 Design and Prototyping of Piston
70/93
50 100 150 200 250 300 3500
50
100
150
200
250
300
Maximum
temperature
Minimum temperature
Graph 8 $ Graph Of Con
-
8/15/2019 Design and Prototyping of Piston
71/93
Fig /$-Eui
-
8/15/2019 Design and Prototyping of Piston
72/93
The above analysis results of the piston with different crown shapes were tabulated
bellow.Ta!e %D$ Fina! Resu!ts Of #ifferent Cro(ns for a!uminum a!!o?
Shape of 'ro(n Con
-
8/15/2019 Design and Prototyping of Piston
73/93
Temperature C
3aimum
3inimum
+9D.D>
%D.+%
+9.DD
%.:
+9+.:D
%+.8
Tota! "eat F!u(mm+;
3aimum
3inimum
D.D%9>%+
%.>99e)8
D.D%/88:
%.+/>e)8
D.D%:%9
%.D9:/e)8
:.+ Ana!?sis for 'ast iron piston hea&s
STRUCTURAL ANAYLSIS
MATERIAL DATE:
Ta!e %% $ 'ast iron J Constants
:*
-
8/15/2019 Design and Prototyping of Piston
74/93
tructural Analysis
5oungs 3o&u!us 1.1e+005 MPa
Poissons Ratio 0.28
#ensit? 7.2e-006 kg/mm³
Ta!e %+$ Stati' Stru'tura! J Loa&s
OKe't Name Pressure Fixed upport
S'ope
S'oping
3etho&Geometr? Se!e'tion
Geometr? + Fa'es / Fa'es
#efinition
#efine B? Norma! To
T?pe Pressure Fie& Support
3agnitu&e +D 3Pa
Fig 8$ Figure Sho(s the Boun&ar? Con&itions App!ie& For Piston
:8
-
8/15/2019 Design and Prototyping of Piston
75/93
Fig 9$ Figure Sho(s Stru'tura! Loa& A'ting On The Piston "ea&.
Fig :$ Tota! #eformation for Con'a
-
8/15/2019 Design and Prototyping of Piston
76/93
Fig >$-Eui
-
8/15/2019 Design and Prototyping of Piston
77/93
Fig $-Eui
-
8/15/2019 Design and Prototyping of Piston
78/93
Fig /%$-Eui
-
8/15/2019 Design and Prototyping of Piston
79/93
0 5 10 15 20 25
0
50
100
150
200
250
300
350
400
450
total deformation
strain
stress
Graph >$ Graph Of Con
-
8/15/2019 Design and Prototyping of Piston
80/93
Fig //$-Eui
-
8/15/2019 Design and Prototyping of Piston
81/93
0 5 10 15 20 25
0
50
100
150
200
250
300
350
400
450
total deformation
strain
stress
Graph $ Graph Of f!at Shape& Piston Cro(n "a
-
8/15/2019 Design and Prototyping of Piston
82/93
#efinition
T?pe Con
-
8/15/2019 Design and Prototyping of Piston
83/93
Fig /:$ Tota! heat f!u for 'on'a
-
8/15/2019 Design and Prototyping of Piston
84/93
Fig />$ Temperature #istriution for 'on
-
8/15/2019 Design and Prototyping of Piston
85/93
Fig /$ Tota! heat f!u for 'on
-
8/15/2019 Design and Prototyping of Piston
86/93
Fig 8D$ Temperature #istriution for f!at Shape& Cro(n Piston.
Fig 8%$ Tota! heat f!u for F!at Shape& Cro(n Piston.
50 100 150 200 250 300 350
0
50
100
150
200
250
300
maximum
minimum
Graph %+$ Graph Of F!at Shape& Piston Cro(n "a
-
8/15/2019 Design and Prototyping of Piston
87/93
The above analysis results of the piston with different crown shapes were tabulated bellow.
Ta!e %8$ Fina! Resu!ts Of #ifferent Cro(ns for 'ast iron
Shape of 'ro(n Con .
Temperature C
3aimum
3inimum
+>D
%+9
+>+
%+>
+>D
%+>
Tota! "eat F!u(mm+;
3aimum
3inimum
D.D%D8
%.+8e)9
D.D%DD>
%.9:e)9
D.%D8
%.+8e)9
#ISCUSSION
The alloy from which a piston is made not only determines its strength and
wears characteristics, but also its thermal expansion characteristics. otter engines
re!uire more stable alloys to maintain close tolerances without scuffing.
The main factors influencing on piston areC
3trength and rigidity of head thickness
eat distribution of piston material
If the calculated stresses are too great, it is necessary to change piston design. 3uch
changes may beC
Increasing the piston head thickness
&hanging the piston crown shape
9:
-
8/15/2019 Design and Prototyping of Piston
88/93
&hanging the material
?ength of piston
0iston rings
CO3PARISION OF RESULTS$
Shape of 'ro(n Con .Temperature C
3aimum
3inimum
+>D
%+9
+>+
%+>
+>D
%+>
Tota! "eat F!u(mm+;
3aimum
3inimum
D.D%D8
%.+8e)9
D.D%DD>
%.9:e)9
D.%D8
%.+8e)9
Ta!e $ Fina! Resu!ts Of #ifferent Cro(ns for 'ast iron
Shape of 'ro(n Con
%D.+%
+9.DD
%.:
+9+.:D
%+.8
99
-
8/15/2019 Design and Prototyping of Piston
89/93
Tota! "eat F!u(mm+;
3aimum
3inimum
D.D%9>%+
%.>99e)8
D.D%/88:
%.+/>e)8
D.D%:%9
%.D9:/e)8
Ta!e $ Fina! Resu!ts Of #ifferent Cro(ns for A!uminium a!!o?
CONCLUSION
In our proect we have designed a piston used in two wheeler and modeled in
*; modeling software 0
-
8/15/2019 Design and Prototyping of Piston
90/93
• 6y comparing results of both the materials aluminum alloy and cast iron , the
obtained results such as von miss stresses, total deformation, and thermal heat
transfer are within the safe Fone of standard for three shapes of crown.• 3o, far the taken bore siFes the obtained results are within the standard and
design is safe. inally the convex shape crown piston is having better design
because of the stresses are low compared to aluminium alloy and heat flux
generated is also low.• 6y changing piston materials with different compositions we can design the
piston according to their strength and heat fluxes are can also be done by using
1>.• =e &onclude analyFe the thermal stress distribution of piston at the real
engine condition during combustion process.
REFERENCES
Introduction to physical metallurgy - 3idney Avener
>achine design - 3.>d. Zalaluddin
>achine design - ;r. 3adhu 3ingh
($
-
8/15/2019 Design and Prototyping of Piston
91/93
0roduction ;rawing - +.?.2arayana, 0.+annaiah,
+.7enkata achines - Abdulla 3hariff
Theory of >achines - 3.3. ierbach, D0roceedings of the A3>1 Internal
&ombustion 1ngine ;ivision )$$( 3pring Technical &onferenceE, I&13)$$(
>ay *-", )$$(, >ilwaukee, =isconsin, K3A.
(5
-
8/15/2019 Design and Prototyping of Piston
92/93
0.ustof, A.ornik, DInternational Zournal of Achievements in >aterials and
>anufacturing 1ngineeringE, 7ol. *# Issue ) August )$$(.
Tulus, Ariffin, A. +., Abdullah, 3. and >uhammad. 2. D0roceedings of the )nd
I>T-T athematics, 3tatistics And Applications
Kniversity 3ains >alaysiaE, Zune 5*-5#, )$$".
3anay 3hrivastva, +amal 3hrivastava, echanical
1ngineering, ashemite Kniversity, Par!a 5*55#, ZordanE, Institution of
>echanical 1ngineers, ?ondon, pp. 5**B58#.
Ashwinkumar 3. ;hoble,
()
-
8/15/2019 Design and Prototyping of Piston
93/93
0. &arvalheira5, and 0. onalves, 1A of Two 1ngine 0istons >ade of
Aluminium
&ast Alloy A*($ and ;uctile Iron "#-8#-5) Knder 3ervice &onditions, #th
International &onference on >echanics and >aterials in ;esign 0orto-0ortugal,
)8- )", pp .5-)5, )$$".
udimetal 0. opinath &.7. inite 1lement Analysis of ongkutLs Kniversity of Technology
2orth 6angkok 0ress, 6angkok, Thailand AIZ3T0>1, 7ol. )'8, pp 9#-(),
)$$(.


















