
Design and Installation of an APC System on a Steel ...
10
DESIGN AND INSTALLATION OF AN APC SYSTEM ON A STEEL INDUSTRY REHEATING FURNACE Giovanni Bartucci, Giacomo Astolfi, Sofia Montironi, Lorenzo Orlietti, Crescenzo Pepe, Chiara Valzecchi – Alperia Bartucci spa, Soave (VR), Italy Maurizio Fusato, Fabio Morandini, Stefano Salvagno, Giuseppe Politanò, Gabriele Mazzi, Giuseppe Forbice – Feralpi Group, Lonato del Garda (BS), Italy This paper presents a project oriented to the design and the installation of a level 2 Advanced Process Control (APC) system for the steel industry billets reheating furnace LAM1, located at Feralpi Group plant in Lonato del Garda (Italy). The project has been developed through a cooperation between Business Unit CAM (Control Automation & Monitoring) of Alperia Bartucci and Feralpi Group staff. The installed level 2 APC system, which is a proprietary patented control solution (Industry 4.0 compliant) of Alperia Bartucci, has improved the previous level 2 manual conduction. The APC system is based on Model Predictive Control (MPC) strategy. A furnace mathematical model is used to compute long-range predictions on the main process variables, e.g. billets temperature and furnace zones temperature. The developed control architecture allows reaching profitable zones temperature configurations, and it guarantees the optimization of all operating conditions (furnace normal production, furnace planned/unplanne d downtimes). After APC system commissioning, the fuel specific consumption results have been evaluated: the most important production periods have been taken into account and a 2% fuel specific consumption reduction has been certified. KEYWORDS: BILLET – REHEATING FURNACE – STEEL INDUSTRY – ADVANCED PROCESS CONTROL – MODEL PREDICTIVE CONTROL – FUEL SPECIFIC CONSUMPTION INTRODUCTION: THE PROJECT Nowadays, steel industries have to respect increasingly rigorous pollution and environmental standards. The steel industry production workflow can be divided into three main phases: raw materials are processed in a first phase, obtaining steel byproducts, e.g. billets. Billets are then reheated in reheating furnaces, where air/fuel burners trigger combustion reactions. The main specification of this second phase is to guarantee the needed billets reheating process, in order to ensure a correct furnace exit temperature. In this way, the reheated billets can be properly deformed in the third phase of the steel industry production chain, obtaining the final product [1], [2]. The reheating phase in a furnace represents a crucial phase from an energy efficiency and a final product quality point of view. In this context, level 2 Advanced Process Control (APC) systems can guarantee an optimal trade-off between energy efficiency specifications and production ones [3], [4], [5], [6]. The present paper describes a project oriented to the design and the installation of a level 2 APC system for the steel industry billets reheating furnace LAM1, located at Feralpi Group plant in Lonato del Garda (Italy). The project has been developed through a cooperation between Business Unit CAM (Control Automation & Monitoring) of Alperia Bartucci and Feralpi Group staff. The installed level 2 APC system is a proprietary control solution (Industry 4.0 compliant) of Alperia Bartucci, that has been patented in 2016 [7] and awarded in the Secondo Workshop Annuale CESEF (Centro Studi sull’Economia e il Management dell’Efficienza Energetica) with the “Project Energy Efficiency Award” (2015). The paper is organized as follows: Section 1 describes the main process features. Section 2 describes the APC system, highlighting its modellization and control concepts. Section 3 describes LAM1 results, while conclusion is reported in Section 4.
Transcript of Design and Installation of an APC System on a Steel ...

DESIGN AND INSTALLATION OF AN APC SYSTEM ON A STEEL
INDUSTRY REHEATING FURNACE
Giovanni Bartucci, Giacomo Astolfi, Sofia Montironi, Lorenzo Orlietti, Crescenzo Pepe, Chiara Valzecchi – Alperia Bartucci spa, Soave (VR), Italy
Maurizio Fusato, Fabio Morandini, Stefano Salvagno, Giuseppe Politanò, Gabriele Mazzi, Giuseppe Forbice – Feralpi Group, Lonato del Garda (BS), Italy
This paper presents a project oriented to the design and the installation of a level 2 Advanced Process
Control (APC) system for the steel industry billets reheating furnace LAM1, located at Feralpi Group plant
in Lonato del Garda (Italy). The project has been developed through a cooperation between Business Unit
CAM (Control Automation & Monitoring) of Alperia Bartucci and Feralpi Group staff. The installed level 2
APC system, which is a proprietary patented control solution (Industry 4.0 compliant) of Alperia Bartucci,
has improved the previous level 2 manual conduction. The APC system is based on Model Predictive
Control (MPC) strategy. A furnace mathematical model is used to compute long-range predictions on the
main process variables, e.g. billets temperature and furnace zones temperature. The developed control
architecture allows reaching profitable zones temperature configurations, and it guarantees the
optimization of all operating conditions (furnace normal production, furnace planned/unplanned
downtimes). After APC system commissioning, the fuel specific consumption results have been evaluated:
the most important production periods have been taken into account and a 2% fuel specific consumption
reduction has been certified.
KEYWORDS: BILLET – REHEATING FURNACE – STEEL INDUSTRY – ADVANCED PROCESS
CONTROL – MODEL PREDICTIVE CONTROL – FUEL SPECIFIC CONSUMPTION
INTRODUCTION: THE PROJECT
Nowadays, steel industries have to respect increasingly rigorous pollution and environmental standards. The
steel industry production workflow can be divided into three main phases: raw materials are processed in a
first phase, obtaining steel byproducts, e.g. billets. Billets are then reheated in reheating furnaces, where
air/fuel burners trigger combustion reactions. The main specification of this second phase is to guarantee the
needed billets reheating process, in order to ensure a correct furnace exit temperature. In this way, the
reheated billets can be properly deformed in the third phase of the steel industry production chain, obtaining
the final product [1], [2]. The reheating phase in a furnace represents a crucial phase from an energy efficiency
and a final product quality point of view. In this context, level 2 Advanced Process Control (APC) systems can
guarantee an optimal trade-off between energy efficiency specifications and production ones [3], [4], [5], [6].
The present paper describes a project oriented to the design and the installation of a level 2 APC system for
the steel industry billets reheating furnace LAM1, located at Feralpi Group plant in Lonato del Garda (Italy).
The project has been developed through a cooperation between Business Unit CAM (Control Automation &
Monitoring) of Alperia Bartucci and Feralpi Group staff. The installed level 2 APC system is a proprietary control
solution (Industry 4.0 compliant) of Alperia Bartucci, that has been patented in 2016 [7] and awarded in the
Secondo Workshop Annuale CESEF (Centro Studi sull’Economia e il Management dell’Efficienza Energetica)
with the “Project Energy Efficiency Award” (2015).
The paper is organized as follows: Section 1 describes the main process features. Section 2 describes the
APC system, highlighting its modellization and control concepts. Section 3 describes LAM1 results, while
conclusion is reported in Section 4.
sabrina
Nuovo timbro
sabrina
HOME

SECTION 1
Process description
A page of the Graphical User Interface (GUI) of the developed level 2 APC system has been reported in Fig.
1. This figure shows a schematic representation of the LAM1 billets reheating furnace. LAM1 is a pusher type
reheating furnace that may contain up to 138 billets (mb=138 billets). The billets enter the furnace one or two
at a time and their furnace inlet temperature can be very different (in the range 0 – 910 °C). The billets furnace
inlet upper surface temperature is measured by two optical pyrometers located near the furnace entrance (Fig.
2). The furnace production rate can reach 170 t/h. The furnace is divided as follows: zone 1 allows billets
preheating process, zone 2 and zone 3 perform the billets reheating process while the soaking action takes
place in zone 4 and zone 5 (disposed one close the other, perpendicularly with respect to the furnace axis).
The billets furnace exit upper surface temperature is measured by an optical pyrometer located after the first
three rolling mill stands (Fig. 3). A range example for the billets temperature at rolling mill stands is 930 – 1030
°C. The furnace exit specifications can be different based on the final product type. The furnace combustion is
regulated by local Proportional Integral Derivative (PID) temperature controllers that act on air/fuel of the
related zone. Before installing the level 2 APC system, plant operators set the temperature set points.
Fig.1 – Schematic representation of the LAM1 billets reheating furnace.
Fig.2 – Billets at furnace entrance.

SECTION 2
The innovative solution proposed by Alperia Bartucci
A very crucial point in a reheating furnace is the absence of billets temperature measurements within the
reheating furnace; Alperia Bartucci APC system is equipped with a virtual sensor that estimates the billets
temperature profile from the furnace entrance to the end of the rolling mill stands (LAM1 is characterized by 6
rolling mill stands) [7]. The virtual sensor is based on a first principles nonlinear model, characterized by an
online adaptation procedure of the unknown coefficients. Furthermore, in order to track the billets position and
movement within the furnace, a tracking algorithm has been developed based on signals provided by plant
PLC (Programmable Logic Controller). The nonlinear model inputs are the zones 1-2-3 temperature and the
mean between zones 4-5 temperature (measured by thermocouples). Fig. 4 shows an example of the virtual
sensor performances, whose inputs have been reported in Fig. 5. In Fig. 4 the measurement provided by the
optical pyrometer located after the first three rolling mill stands (red) is compared to the virtual sensor
estimation (blue). The furnace inlet temperature of the considered billets varies in the whole range 0-910 °C.
During furnace normal production, the Root Mean Square Error of Prediction (RMSEP) related to the billets
temperature after the first three rolling mill stands is in the range 8 – 15 °C (about 1% of the optical pyrometer
measurement range).
The virtual sensor nonlinear model has been linearized in order to be included in a control formulation based
on linear models. As typical in industrial control applications, the Manipulated Variables (MV, u) and the
Controlled Variables (CV) have been selected. The APC system MV are the temperature set points of the 5
furnace zones; the CV group has been divided into two subgroups: the furnace CV (y; example: furnace zones
temperature, smoke-exchanger temperature) and the billets CV (b; furnace billets temperature). In order to
obtain u-y models, a black-box approach has been used: Fig. 6 shows an example of the performances of
these models (furnace zone 3). Through u-y models, u-b models have been properly formulated.
Fig.3 – Billets at rolling mill stands.

Fig.4 – Virtual sensor estimation.
Fig.5 – Virtual sensor inputs.

The level 2 APC system proposed by Alperia Bartucci is based on Model Predictive Control (MPC) techniques
[8]. The MPC control strategy exploits the formulated furnace mathematical model to compute long-range
predictions. Fig. 7 shows the APC system blocks: a Supervisory Control and Data Acquisition (SCADA) system
provides signals and parameters at each control instant; Data Conditioning & Decoupling Selector (DC&DS)
block performs several tasks, e.g. signals validation; the MPC block computes the optimal inputs (u(k)) to be
supplied to the LAM1 reheating furnace at each control instant.
The MPC strategy developed by Alperia Bartucci is based on a two-layer architecture, represented in Fig. 7 by
TOCS and DO modules [7], [8]. TOCS and DO modules solve an optimization problem, formulated taking into
account the process variables prediction over a prediction horizon Hp. TOCS module solves a Linear
Programming (LP) problem, characterized by the following cost function (to be minimized) and the following
Fig.6 – Zone 3 model performances.
Fig.7 – APC system architecture.

constraints:
𝑉𝑇𝑂𝐶𝑆(𝑘) = 𝑐𝑢
𝑇 ∙ 𝛥�̂�𝑇𝑂𝐶𝑆(𝑘) +𝜌𝑦_𝑇𝑂𝐶𝑆𝑇 ∙ 𝜀𝑦_𝑇𝑂𝐶𝑆(𝑘) [1]
subject to
i. 𝑙𝑏𝑑𝑢_𝑇𝑂𝐶𝑆 ≤ 𝛥�̂�𝑇𝑂𝐶𝑆(𝑘) ≤ 𝑢𝑏𝑑𝑢_𝑇𝑂𝐶𝑆
[2] ii. 𝑙𝑏𝑢_𝑇𝑂𝐶𝑆 ≤ �̂�𝑇𝑂𝐶𝑆(𝑘) ≤ 𝑢𝑏𝑢_𝑇𝑂𝐶𝑆
iii. 𝑙𝑏𝑦_𝑇𝑂𝐶𝑆 − 𝛾𝑙𝑏𝑦_𝑇𝑂𝐶𝑆 ∙ 𝜀𝑦_𝑇𝑂𝐶𝑆(𝑘) ≤ �̂�𝑇𝑂𝐶𝑆(𝑘) ≤ 𝑢𝑏𝑦_𝑇𝑂𝐶𝑆 + 𝛾𝑢𝑏𝑦_𝑇𝑂𝐶𝑆 ∙ 𝜀𝑦_𝑇𝑂𝐶𝑆(𝑘)
iv. 𝜀𝑦_𝑇𝑂𝐶𝑆(𝑘) ≥ 0
DO module solves a Quadratic Programming (QP) problem, based on the following cost function (to be
minimized) and the following constraints:
𝑉𝐷𝑂(𝑘) = ∑ ‖�̂�(𝑘 + 𝑖|𝑘) − 𝑢𝑡(𝑘 + 𝑖|𝑘)‖𝒮(𝑖)2 +
𝐻𝑝−1
𝑖=0∑ ‖�̂�(𝑘 + 𝑖|𝑘) −𝑦𝑡(𝑘 + 𝑖|𝑘)‖𝑄(𝑖)
2𝐻𝑝
𝑖=1+
+ ∑ ‖𝛥�̂�(𝑘+𝑀𝑖|𝑘)‖ℛ(𝑖)2 +
𝐻𝑢𝑖=1 ‖𝜀𝑦(𝑘)‖
𝜌𝑦
2+ ∑ ‖�̂�𝑗(𝑘 + 𝑒𝑗|𝑘) − 𝑙𝑏𝑏_𝐷𝑂𝑗
‖𝑇𝑗
2𝑚𝑏𝑗=1 + ‖𝜀𝑏(𝑘)‖𝜌𝑏
2
[3]
subject to
i. 𝑙𝑏𝑑𝑢_𝐷𝑂(𝑖) ≤ 𝛥�̂�(𝑘 + 𝑀𝑖|𝑘) ≤ 𝑢𝑏𝑑𝑢_𝐷𝑂(𝑖), 𝑖 = 1, … , 𝐻𝑢
[4]
ii. 𝑙𝑏𝑢_𝐷𝑂(𝑖) ≤ �̂�(𝑘 + 𝑀𝑖|𝑘) ≤ 𝑢𝑏𝑢_𝐷𝑂(𝑖), 𝑖 = 1, … , 𝐻𝑢
iii. 𝑙𝑏𝑦_𝐷𝑂(𝑖) − 𝛾𝑙𝑏𝑦_𝐷𝑂(𝑖) ∙ 𝜀𝑦(𝑘) ≤ �̂�(𝑘 + 𝑖|𝑘) ≤ 𝑢𝑏𝑦_𝐷𝑂(𝑖) + 𝛾𝑢𝑏𝑦_𝐷𝑂(𝑖) ∙ 𝜀𝑦(𝑘), 𝑖 = 1, … , 𝐻𝑝
iv. 𝑙𝑏𝑏_𝐷𝑂𝑗− 𝛾𝑙𝑏𝑏_𝐷𝑂𝑗
∙ 𝜀𝑏𝑗(𝑘) ≤ �̂�𝑗(𝑘 + 𝑒𝑗|𝑘) ≤ 𝑢𝑏𝑏_𝐷𝑂𝑗
+ 𝛾𝑢𝑏𝑏_𝐷𝑂𝑗∙ 𝜀𝑏𝑗
(𝑘), 𝑗 = 1, … , 𝑚𝑏
v. 𝜀𝑦(𝑘) ≥ 0; 𝜀𝑏(𝑘) ≥ 0
The developed control architecture allows reaching profitable zones temperature configurations that respect
the furnace control specifications. An optimal management of the zones temperature set points allows
satisfying the reheating specifications of the billets that enter the furnace. The level 2 APC system guarantees
the optimization of all operating conditions (furnace normal production, furnace planned/unplanned
downtimes).
The APC system has been developed through an integration between MATLAB (Mathworks) software and the
SCADA/HMI (Human-Machine Interface) platform Movicon (Progea). The solution proposed by Alperia
Bartucci is also equipped with a process simulator that allows the execution of virtual environment simulations
aimed at critical plant condition optimization and controller parameters tuning.
Fig. 8-9 represent examples of the HMI/GUI developed for the APC system. Fig. 8 shows the CV page on
Movicon platform: the on/off option on each single CV can be noticed. Fig. 9 shows the plant PLC page that
allows the APC system activation for each single furnace zone (MV).

SECTION 3
LAM1 results
The level 2 APC system has been installed on LAM1 reheating furnace in April 2018. A profitable cooperation
between Business Unit CAM (Control Automation & Monitoring) of Alperia Bartucci and Feralpi Group staff
allowed a very quick commissioning phase: satisfactory results with respect to billets reheating specifications
have been immediately obtained, also highlighting the energy efficiency benefits introduced by the APC
system.
Fig. 10-11 represent a real process condition under Alperia Bartucci APC system control action. The proposed
scenario covers a 31 hours period, characterized by strong fluctuations of the furnace production rate (range
0 – 150 t/h) and of the billets inlet temperature (0 – 910 °C). The billets temperature measured by the optical
pyrometer located after the first three rolling mill stands has been reported in Fig. 10 (red), together with the
desired temperature target (black). The furnace zones temperature has been reported in Fig. 11. Fig. 10 shows
Fig.8 – CV page (Movicon).
Fig.9 – MV activation page (plant HMI).

satisfactory tracking results for the billets temperature: the APC system manages the not constant furnace
production rate and the fluctuation of the billets inlet temperature.
The APC system installation improved LAM1 energy efficiency with respect to the previous furnace manual
conduction. The fuel specific consumption related to the most important production periods has been
evaluated: a baseline has been computed, taking into account the production periods before the installation of
the APC system. Some data that have been considered in the baseline computation are: amount of steel that
has been processed into the furnace, amount of final product obtained, billets furnace inlet temperature, hot
charge percentage and the absorption of the rolling mill stands. In this way, the not significant production
periods have been discarded (“outlier”).
For example, considering the production periods related to an analyzed final product, 5 periods before APC
system installation (Fig. 12, black) and 7 periods after APC system installation (Fig. 12, blue) have been
obtained. Based on the 5 periods before APC system installation, a baseline has been computed (Fig. 12, red):
Fig.10 – Billets temperature at the rolling mill stands optical pyrometer (red) and related target (black).
Fig.11 – Zones temperature under APC system control.
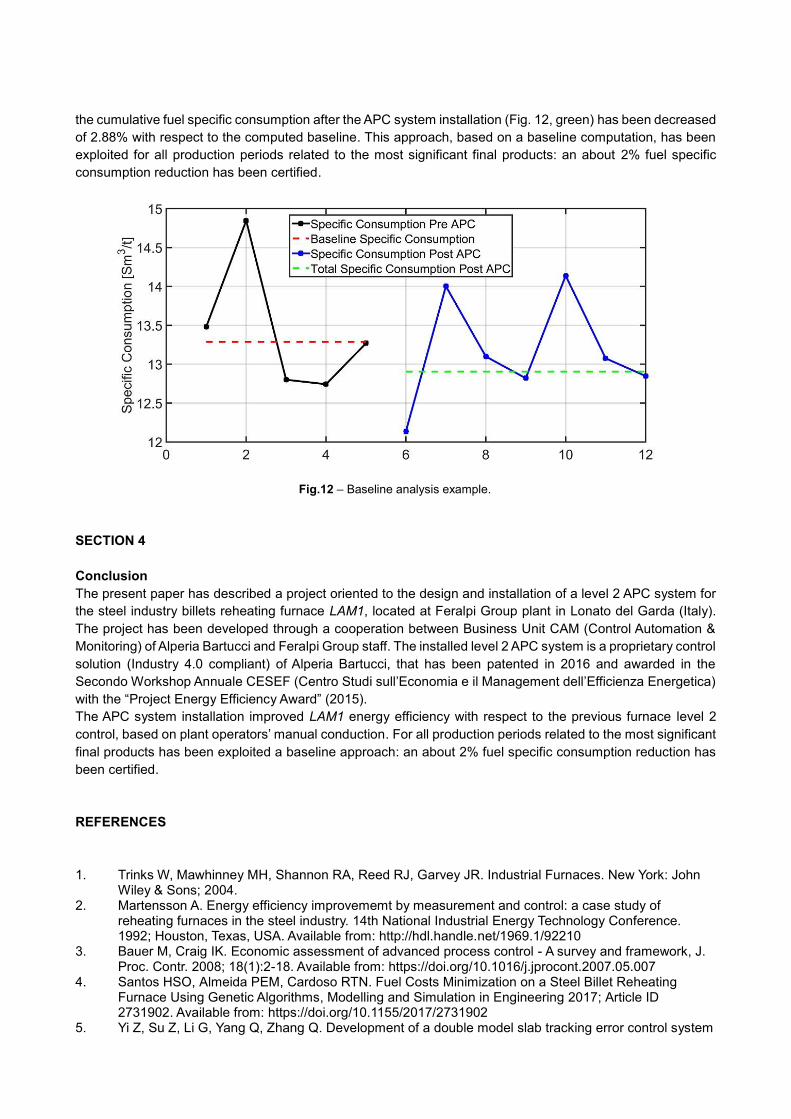
the cumulative fuel specific consumption after the APC system installation (Fig. 12, green) has been decreased
of 2.88% with respect to the computed baseline. This approach, based on a baseline computation, has been
exploited for all production periods related to the most significant final products: an about 2% fuel specific
consumption reduction has been certified.
SECTION 4
Conclusion
The present paper has described a project oriented to the design and installation of a level 2 APC system for
the steel industry billets reheating furnace LAM1, located at Feralpi Group plant in Lonato del Garda (Italy).
The project has been developed through a cooperation between Business Unit CAM (Control Automation &
Monitoring) of Alperia Bartucci and Feralpi Group staff. The installed level 2 APC system is a proprietary control
solution (Industry 4.0 compliant) of Alperia Bartucci, that has been patented in 2016 and awarded in the
Secondo Workshop Annuale CESEF (Centro Studi sull’Economia e il Management dell’Efficienza Energetica)
with the “Project Energy Efficiency Award” (2015).
The APC system installation improved LAM1 energy efficiency with respect to the previous furnace level 2
control, based on plant operators’ manual conduction. For all production periods related to the most significant
final products has been exploited a baseline approach: an about 2% fuel specific consumption reduction has
been certified.
REFERENCES
1. Trinks W, Mawhinney MH, Shannon RA, Reed RJ, Garvey JR. Industrial Furnaces. New York: John Wiley & Sons; 2004.
2. Martensson A. Energy efficiency improvememt by measurement and control: a case study of reheating furnaces in the steel industry. 14th National Industrial Energy Technology Conference. 1992; Houston, Texas, USA. Available from: http://hdl.handle.net/1969.1/92210
3. Bauer M, Craig IK. Economic assessment of advanced process control - A survey and framework, J. Proc. Contr. 2008; 18(1):2-18. Available from: https://doi.org/10.1016/j.jprocont.2007.05.007
4. Santos HSO, Almeida PEM, Cardoso RTN. Fuel Costs Minimization on a Steel Billet Reheating Furnace Using Genetic Algorithms, Modelling and Simulation in Engineering 2017; Article ID 2731902. Available from: https://doi.org/10.1155/2017/2731902
5. Yi Z, Su Z, Li G, Yang Q, Zhang Q. Development of a double model slab tracking error control system
Fig.12 – Baseline analysis example.

for the continuous reheating furnace, Int. Journ. of Heat and Mass Transfer 2017; 113:861-874. 6. Liao YX, She JH, Wu M. Integrated Hybrid-PSO and Fuzzy-NN Decoupling Control for Temperature
of Reheating Furnace, IEEE Trans. Ind. Electr. 2009; 56(7):2704-2714. Available from: https:// doi.org/10.1109/TIE.2009.2019753
7. Astolfi G, Barboni L, Cocchioni F, Pepe C, inventors; i.Process S.r.l. and Bartucci S.p.A., assignee. Metodo per il controllo di forni di riscaldo. Italian patent IT 0001424136. 2016 Sep 7.
8. Maciejowski J. Predictive Control with Constraints. Harlow: Prentice Hall; 2002.
sabrina
Nuovo timbro
sabrina
HOME





![INDEX [meanwell.com]meanwell.com/Upload/PDF/meanwell_LED.pdf · APC-8, APC-12, APC-16, APC-25, APC-35 3 APV-8E, APV-12E, APV-16E 4 APC-8E, APC-12E, APC-16E LP ... Over voltage protection](https://static.fdocuments.us/doc/165x107/5b619e107f8b9a40488c919f/index-apc-8-apc-12-apc-16-apc-25-apc-35-3-apv-8e-apv-12e-apv-16e-4.jpg)












