DEKRA Material Testing & Inspection services Asset...2008 2009 2010 2011 2012 2013 2014 ion /DT...
22
DEKRA Material Testing & Inspection COMMITTED TO SAFETY Asset Integrity & Arthur Stam Non Destructive Testing Veolia 16-6-2017
Transcript of DEKRA Material Testing & Inspection services Asset...2008 2009 2010 2011 2012 2013 2014 ion /DT...

DEKRA Material Testing & Inspection
COMMITTED TO
SAFETY
Asset Integrity & Arthur Stam
Non Destructive Testing Veolia 16-6-2017

Our descent: KEMA
Slide 2 © 2014 DEKRA Material Testing & Inspection
• Founded in 1927 in The Netherlands
• Testing institute for ‘electro-technical materials’
• Institute for electricity generation, distribution and
electrical product testing
• KEMA designed and built their own type of nuclear
reactor in the 1970’s (KSTR, KEMA Suspension Test
Reactor)
• Product testing and certificationn sold to DEKRA in
2009. AIM and NDT sold to DEKRA in 2014.

2008 2009 2010 2011 2012 2013 2014
Insp
ectio
n
ND
T/D
T
Finland Sweden
Czech Republic
Lithuania
Germany
Turkey
Kazakhstan
Azerbaijan
Germany
Czech Republic
Germany
Succesful integrations – Service Unit Material Testing & Inspection
South Africa
Slide 3 © 2014 DEKRA Material Testing & Inspection
Germany
Netherlands
PI & ANDT

Mission statement
Slide 4 © 2014 DEKRA Material Testing & Inspection
• As independent company, DEKRA
Solutions provides services to support
asset managers in operating and
maintaining their assets.
• We significantly improve asset reliability,
availability, safety and reduce costs.
• Our services are based on deep technical
knowledge, longstanding experience
integrated with advanced NDT services.

Services
Slide 5 © 2014 DEKRA Material Testing & Inspection
Asset Integrity
- Risk and reliability analysis
- Root cause and failure analysis
- Condition and remaining life
assessment
- Corrosion analysis and monitoring
- QA QC
Advanced NDT
- SPICA (strain monitoring)
- Generator inspections
- KIRR (retaining ring)
- ARGIS (EL CID, wedge tightness,
visual)
- Turbine inspections
- Specialized UT (Phased Array,
TOFD)
and other services on request

Asset Integrity Management
© 2014 DEKRA
Design
Procurement,
Manufacturing &
Construction
Commissioning Operation and Maintenance
Life Cycle
Extension
Design Review
Tender Process Support
Reliability & Risk Assessments
Quality Assurance / Control
Procurement & Manufacturing Review
Zero / As Built Reference Inspections
Construction Surveillance
Technical Due Diligence
Performance Testing
Witnessing Acceptance Testing
Reliability & Risk Assessments
Condition & Remaining Life Assessm.
Water Treatment & Chemistry
Corrosion, Slagging & Fouling
Material & Welding Consultancy
Failure & Root Cause Analyses
Fitness for Service Analyses
Mathematical Modeling
Solutions!
Non Destructive Testing
6

Page 7 © 2013 DEKRA
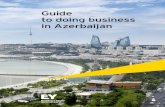
Creep is a main failure mechanism in steam lines operating at
high temperature and pressure.
SPICA is a robust measurement method developed for on
stream strain measurement. It is based on the actual condition.
The SPICA results show the strain distribution in two orthagonal
directions in which both local (Heat Affected Zone in welds) as
integral strain are determined. If the strain is measured on a
continuos base the strain rate and, with application of criteria for
strain, the life time consumption due to creep can be predicted.
Accurate life prediction, allowing for extended service life,
reduced plant downtime and increased production capacity.
Higher safety with lower safety margins.
Strain Monitoring (SPICA)
0
1
2
3
4
5
6
7
8
9
10
0 2000 4000 6000 8000
Exposed hours
Str
ain
[%
]
HAZBase
WeldAverage

Page 8 © 2013 DEKRA
As a result of mechanical, chemical and electrical
circumstances, flaw indications may appear in retaining rings.
Replacing these rings involves substantial costs.
Automated scanning is performed without pulling the rotor.
Ultrasonic (TOFD, PE) and eddy current testing is performed.
Fitness for service can be performed using finite element
calculations.
A retaining ring inspection using a robot (KIRR) is quickly done.
It provides the condition, and trending can be done. Money is
saved on rotor and retaining rings disassembly or even ring
replacement.
Generator Retaining Ring Inspections

Page 9 © 2013 DEKRA
The condition of the generator and its core deteriorates over
time increasing the chance on failures. To avoid unplanned
outages, quantitative testing and periodic inspections are
necessary to assess the condition of the generator core.
Robotic testing of:
• Low flux leakage test (ELCID)
• Wedge tightness assessment
• Visual testing
Without pulling the rotor.
Less time and less costs (few days inspection in stead of 3
weeks). And: less risk on damage to the generator stator and
rotor parts. A generator inspection is not on the critical path of
outage anymore.
Generator rotor and stator inspections - ARGIS

Page 10 © 2013 DEKRA
Rotor body inspections (ST, GT)
GT disc inspections
Rotor body testing with blades in place (ST)
ETS: testing of a steam turbine housing
Turbine inspections

Page 11 © 2013 DEKRA
Measurements on ‘difficult’ geometries (drums, turbine blades,..) and ‘difficult’ materials
(copper, austenitics, Ni-alloys)
Example: TOFD inspection of fillet welds in steam drums
Precise registration of location in relation to inspection results allows for comparison of
data in time.
In the example project, inspections showed many indications of which many were
attributed to grinding (both drums). Some indications may have resulted from cracking in
the longitudinal direction of the drum.
Specialized UT

Quality Asessment & Quality Control (QA/QC)
Slide 12 © 2014 DEKRA Material Testing &
Inspection
Project engineering phase:
• Reviewing project requirements and standards,
drawings, test & inspection plans main contractors.
Component manufacturing phase:
• Review and approval of test & inspection plans
• (Coordination of) inspections & verifications. Final
inspections and documentation review.
Construction & commissioning phase:
• As build reference inspections, witnessing
acceptance testing, support of on-site customer
inspection staff.

Typical questions that are asked: How can we increase the reliability of our plant?
Where should we invest now that markets have changed? What are critical
components of our plant?
We apply (amongst others)
• Failure Mode Effect & Criticality Analysis (FMECA)
• Failure Data of sub-systems and components
(in house database)
• Spare parts analysis
We support in decision analysis new build concepts, Capacity expansion planning,
target setting, changing operational modes, maintenance, Life Time Extension.
© 2014 DEKRA
Reliability Improvement & Risk analysis
13

Failure and Root Cause Analysis
© 2014 DEKRA 14
A root cause is defined as the cause that, if corrected, would
prevent a recurrence of this and similar occurrences.
30 % of the failures of many components have a repetitive
character. Finding root causes and solutions are important
to prevent recurrence.
Kepner-Tregoe, events & causal factor charting or other
methods to find root causes.
DEKRA is specialized in the analysis of failures in
mechanical and electrical equipment. Specialists knowledge
is supported by laboratory investigations and (life time)
modeling capabilities.

Review of condition and remaining life time of installations & components on the basis
of maintenance, inspection and damage history.
How can the condition of an installation
be determined (NDT, inspections)
be monitored over a longer period of time
Analysis on the basis of material tests (replica’s), NDT, monitoring, data analysis,
(code) mathematical modeling.
Maximum performance of Plant during its Life Cycle by avoiding unplanned outages
through timely replacement of components and equipment.
Condition and Remaining Life Time Assessment
© 2014 DEKRA 15

Fitness for Service / Fitness for Purpose
Slide 16 © 2014 DEKRA Material Testing &
Inspection
Decision procedure ‘Run-Repair-Replace’ :
Critical defect dimensions
Residual life estimation for components with
“indications”
“Leak before break” or “break before leak”
assessments
Examples of components
(Main) Steam Lines, Steam Headers, Steam
Valves, Steam Drums, ST & GT Rotors
Pulsation dampers
Pressurized containers / tanks / lines
Material Properties
Evaluation Defect
Fracture Mechanics
Analysis Thermo-
Mechanical Stresses
NDT Defect
Dimensions
Run
Repair
Replace
alternator rotor retaining rings

Question from Major Steel Producer:
“We have 2 HP steam boilers having 200.000 hours of
operation. Can the life of these boilers be extended for
another 100.000 hours? ”
From both boilers, DEKRA analyzed the operational, maintenance
and damage history and the results of the inspections carried out.
For every component the present condition and consumed lifetime
was determined on the basis of operational conditions and design
principles.
DEKRA could show that an additional 100.000 hours of operational
time would be no problem for both installations and that the
present maintenance and inspection concept would need no
severe change to keep up this technical condition.
Condition and Remaining Life Time Assessment (example)
© 2014 DEKRA 17

Corrosion monitoring & analysis
Slide 18 © 2014 DEKRA Material Testing &
Inspection
Corrosion in boilers and other components is a well-known
problem, leading to unplanned unavailability, acid
emissions, etc.
Analysis is done using SEM (Scanning Electron
Microscopy) and thermodynamic software.
Corrosion can be monitored using:
• passively cooled coupons (KEMCOPs)
• on-line corrosion measurements using Electro Chemical
Noise (ECN)
Advice on operations or material use to reduce corrosion
provides less shut downs and less maintenance.

Corrosion monitoring & analysis (example)
Slide 19 © 2014 DEKRA Material Testing &
Inspection
A high pressure drop was observed in a HRSG,
along with fouling of finned pipes.
Fouling was investigated with XRD and SEM.
Iron sulphates were found. These are formed
during operation due to very small amount of
sulphur in the fuel,
Due to frequent start stops, corrosion layers
spall and cause fouling. Acid dew point
corrosion is not a cause.
Conditioning and cleaning procedures have
been advised.

Gas turbine inlet fouling
Slide 20 © 2014 DEKRA Material Testing &
Inspection
A gas turbine trip occurred. Particles were found
on the compressor blades. It was requested to
examine these particles and to investigate a
possible link with the trip.
ZnSO4,((NH4), ZnCl4 and (NH4)3ClZnCl4) were
found.
A likely cause was winter smog, quickly fouling
the filter and causing ion transport through the
filter. Subsequently, acid droplets condense on
ducting and react with the Zn-primer.

Concrete Asset Management
DEKRA can systematically perform concrete
inspections to produce instructions in order to
maintain a safe design.
Testing and inspection
Test of chemical and physical status
Condition assessment
Proposing of actions / Repairing Strategy
Quality and Control Management
Monitoring / Quality Control
Project management / inquiry evaluation

Contact:
DEKRA Material testing & Inspection
Meander 1051
6825 MJ Arnhem
P.O. Box 5185
6802 ED Arnhem
T +31 88 96 83025
www.dekra-industrial.nl