

Dale Brosius - IACMI...•8000 square facility for industry collaborations, experiential learning, &...
52
Dale Brosius Chief Commercialization Officer IACMI
Transcript of Dale Brosius - IACMI...•8000 square facility for industry collaborations, experiential learning, &...

Dale BrosiusChief Commercialization Officer
IACMI

IACMI Facilities and Capabilities Update
Dale BrosiusCCO
July 28, 2016

3IACMI Overview
Institute for Advanced Composites Manufacturing Innovation

4IACMI Overview
IACMI – A National Institute for Advanced Composites
OhioCompressedGas Storage
IndianaInnovativeDesign, Predictive Modeling &Simulation
TennesseeComposite Materials & Process Technology
New YorkComposite Prototyping Center
MichiganVehicles
WashingtonComposite Recycling Technology Center & Peninsula College
ColoradoWind Turbines
Technical Goals:• Lower carbon fiber–reinforced polymer (CFRP) cost• Reduce CFRP embodied energy • Improve composite recyclability into useful products

5IACMI Overview
MaterialsProduction
IntermediatesProcessing
CompositesManufacturing
(Sub) SystemAssembly
CompositesRecycling
Prod
uct F
orm
sPr
oces
s Te
chno
logi
es
Crosscutting Technologies and Shared Services
•Commercial PAN-CF•Low Cost PAN-CF•Low Cost PO-CF•Low Cost Pitch-CF•Low Cost Lignin-CF•Biomass PAN-CF•Glass Fiber•Thermoplastic Resins•Thermoset Resins•Additives
•Woven Fabric•Non-woven Fabric•Braids•Prepregs•Towpreg•Molding Compounds•Tapes•Pultruded Forms
(rods, beams)
•3D Parts/Preforms•Sheet Products•Tooling (molds, dies)•Pultruded Forms•Pressure Vessels•Pipes•Shafts•Rollers•Tubes
•Automotive Assemblies
Bodies, Chassis,ChassisInteriors
•Gas Storage SystemsCNGHydrogen
•Wind TurbinesSpars (Caps, Shear
Webs)Blade SkinsBlades
•Offal/Trim Scrap•Chopped Fiber•Roll Goods•Preforms
•Fiber SpinningSolution SpinningMelt SpinningGel SpinningElectro Spinning
•Fiber ConversionThermalPlasmaMicrowaveUltraviolet
•Fabric Weaving•Fiber Braiding•Prepregging•Compounding
SMCBMC
•Extrusion•Stitching
•Auto Tape Placement•Preforming•Thermoforming•Compression Molding•Injection Molding•Transfer Molding
HP-RTMVA-RTMOther Variants
•Additive Manufacturing•Filament Winding•Pultrusion•Infusion/Compression•Resin spraying
•Infusion/Cure/SetCooling (TP systems)ThermalPlasmaMicrowaveUltravioletInductionInfraredMagnetic FieldElectron Beam
•Pyrolysis•Solvolysis
•Modeling & SimulationSupercomputingProcess modelingMicrostructure propertiesProbabilistic failure
AnalysisMultiscale modelingRheokinetics modelingCrash modeling
•NDE/NDIThermographyFiber opticsSpectroscopyFlurorescenceAttenuation/ReflectionHigh resolution
microscopyScanning lasers
•Materials Characterization
MicroscopyX-RaysNeutronsMechanicalPhysicalThermalChemical
•JoiningAdhesives
(Reversible, Curie Limited Curing)
Mechanical fastening(For Multi-MaterialSystems)
•Innovative Design ConceptsComposite Tube Super-Light-
weight auto. body structureComposite vehicle snap fit jointsConformable auto CGS tanksSegmented adhesive-bonded
wind blades
Initial IACMI Capabilities

6IACMI Overview
Solutionspinning
line Carbon Fiber Technology
Facility Pre-pregproduction
pilot/full scale
Pilot-scalePCM
1,000 ton press
Full ScalePCM
4,000 ton press
Goal: Scale-up Across IACMI Core Partners

7IACMI Overview
Modeling and Simulation
• Innovative Design, Modeling and Predictive Simulation Technology Area
• Indiana Manufacturing Institute located at Purdue University

8IACMI Overview
Indiana Manufacturing Institute (IMI)
• IACMI Design, Modeling and Simulation TA to occupy 30,000 sq ft
• Over 30,000 sq ft available for location of relevant industry labs
• Occupancy Summer 2016IMI December 2015

9IACMI Overview
IMI – Dream to Reality
Nov. 2015
March 2016
May 2016

10IACMI Overview
Simulation Software
Integration of many major commercial simulation tools
PAM-FORMPAM-RTM
PAM-DISTORTPAM-CRASH
CATIASIMULIABIOVIAENOVIADELMIA
HYPERWORKSMDS
COMPRORAVEN
SwiftCompVABS

11IACMI Overview
Validation Equipment Acquisition
Acquired:
•250-Ton Vertical Press•COHO Leak Detection System
•Leica Inverted Research Microscope
•Dynamic Mechanical Analyzer (DMA)
•Rheometer•Laser Projection System•Digital Image Correlation (DIC) System
In process:
•HP RTM system•300T injection molder•Continuous fiber Additive Manufacturing machine
•Supporting molds

12IACMI Overview
Validation Labs

13IACMI Overview
Validation Labs

14IACMI Overview
First Composites FDM Machine at Purdue
• Stationary single screw extruder, moving table
• Currently processing PPS reinforced with 50% CF by weight
• Full control over all printing parameters

15IACMI Overview
FDM Machine

16IACMI Overview
Compressed Gas Storage
• CGS Technology Area• University of Dayton
Research Institute

17IACMI Overview
Composites Manufacturing at UDRI
• 12” PREPREGGER• 3 AUTOCLAVES• 7 HYDRAULIC PRESSES• RTM• VARTM• FILAMENT WINDING • PULTRUSION• INJECTION MOLDING• 60” TACKIFIER• 3D PRINTERS• HAND LAY-UP• RESIN FILM INFUSION• LARGE OVENS

18IACMI Overview
Net Shape Preforming
Multi-layer preforms up to 900mm x 1750mm
10-axis, 3D weaver, 32 bobbins

19IACMI Overview
Low Cost AM Tooling, Productivity Aids

20IACMI Overview
Materials and Process
• Materials and Process Technology Area
• Multiple sites: ORNL, University of Tennessee, University of Kentucky, Vanderbilt University

21IACMI Overview
The TN Composites ecosystem comprises of IACMI – UT – ORNL MDF & CFTF - ORNL Carbon Fiber
Group
UNIVERSITY OF TENNESSEE COMPOSITES- Fibers & Composites Manufacturing - Mechanical Characterization - Joint Institute for Advanced Materials (JIAM)- Center for Renewable Carbon (CRC)
CARBON FIBER TECHNOLOGY FACILITY- Low cost textile & lignin precursor
carbon fiber- 25 ton per year carbon fiber
production- Custom sizing and characterization
CARBON FIBER RESEARCH GROUP- Carbon fiber science- Custom melt spinning - Activated carbon R&D- Carbon precursors
MANUFACTURING DEMONSTRATION FACILITY- Intermediate to large scale composite
fabrication- Hybrid materials- Additive - Conventional Composites
BASIC SCIENCE –> LAB SCALE –> INTERMEDIATE SCALE –PROTOTYPING –
MANUFACTURED PRODUCTS – SERVICE and END OF LIFE

22IACMI Overview
IACMI Pultrusion Machine
Machine Completed
Overall Machine Footprint 48 ft (14.6m) X 52 in. (132 cm)
Profile Envelope 24 in. x 8 in. (610 mm x 203 mm)
Pull Force (Tandem) 32,000 lb (14,515 kg)
Pull Force (Continuous) 16,000 lb (7,257 kg)
Clamp Force 24,000 lb (10,886 kg)
Speed Range 1-120 in./min (2-305 cm/min)Will be deployed and operational in M&P Technology Area in 2016

23IACMI Overview
Big Area Additive Manufacturing
Recent enhancements in physical scale, speed of production, and work in high temperature polymer composites, e.g. PPS/CF

24IACMI Overview
UT-IACMI Fibers and Composites Manufacturing Facility (FCMF)
Ribbon Cutting – August 22ND 2016• ~ 8000 square facility for industry
collaborations, experiential learning, & cross-cutting projects
• ~25 undergraduate and ~10 graduate students
• Concept to prototype, TRL 1-3 and TRL 4-6
• Supports IACMI and industry projects –Automotive, Wind, CGS, Transportation, Defense, Infrastructure, Power, Biomedical
CAPABILITY / ASSETS
• Long fiber extrusion compression molding (8 lbs charge) • 350 ton injection molding • Gala Pelletizing line with Berstoff twin screw to produce
pellets, tapes and rods• Recycling - Mechanical shredder, Pellet and Hammer mill
and Pyrolysis for recycling of soft materials • Vacuum diaphragm forming with Infrared Heating • Liquid molding - Vacum assisted resin transfer molding • Low pressure resin transfer molding • Plate winding to produce composite laminates• Compression molding (30, 66 and 100 ton)• Engel roll former for thermoplastics processing• Sheet molding compound (SMC) line• B24 Impco plastics blow molding• Wet laid processing of thermoplastics • Rotary kiln furnace for lignin processing • Range of compression, injection and additive tooling• Izod impact tester, Drop weight impact tower, Gas gun for
high speed impact testing • Range of fiber characterization tools and ASTM/ISO/DIN
mechanical and thermorheological testing, environmental conditioning
• Ultrasonic, vibration and acoustic emission NDE• Process modeling, CAD and FEA lab

25IACMI Overview
Distributed Fiber Sensing
• Fully distributed optical fiber sensing, providing a measurements at millimeter-level spatial resolution
• Utilizes revolutionarytechnology to measure backscatterin non-specialtyoptical fiber
Fiber sensor
Strain profile from pulling onfiber sensor
LUNA Fiber Optic Distributed Strain Sensing System Acquired by the University of Tennessee for M&P
(Commissioned in BP 2)

Time and pressure utilized during the manufacturing of PA6 thermoplastic carbon fiber unidirectional composite utilizing the Carver press shown on the right.
ODiSI-BSystem
Residual strains soon after the cooling process showing large residual stresses corresponding to compressive residual strains as large as 7,000 micro-strains at some locations in the composite.
Example Application: Rapid Manufacturing and Residual Stress State

27IACMI Overview
Mobile NDE Lab ResourcesLaser Profilometer-
fiber quality and composite layup
inspection08/2015
FLIR iOS One and FLIR High
Resolution IR Camera- wide area flaw detection in
composites 03/2016
100 Ms/Sec High Speed Data Acquisition System for Cure
Monitoring using PZT Sensors04/2016
Current NDE Technologies
New NDE TechnologiesAir coupled Dolphicam-
active in-line ultrasonic NDE
09/2016
Portable Ultrasonic Systems-
detection such as delamination
in composite components
10/2016
Acoustic Emission sensors- Active
monitoring of flaw formation/growth in
manufactured composite structures
10/2016
Automated Impactor-automated tap testing of composite parts 07/2015
4 Ms/Sec High Speed Signal Output System for Cure Monitoring to excite PZT Sensors
10/2016

28IACMI Overview
Wind Turbines
• Wind Turbine Technology Area
• Led by NREL with support from Colorado School of Mines and Colorado State University

29IACMI Overview
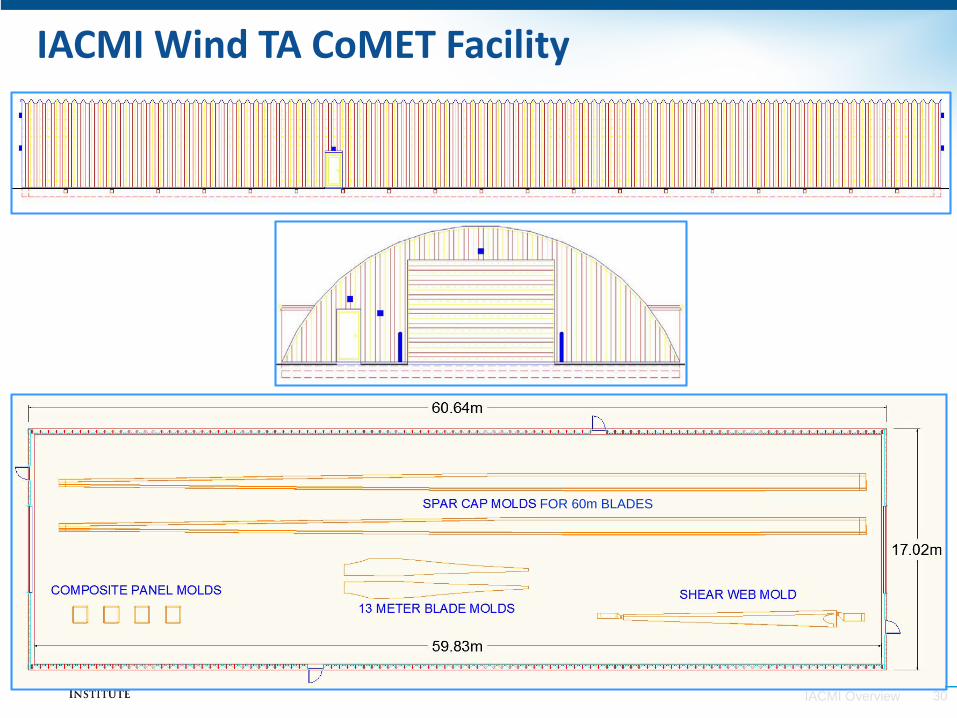
• Manufacturing space will focus on composite manufacturing innovation
• 55’ x 200’ – 10,000 sq. ft.• Adjacent to blade test facility• Full-scale blade component
manufacturing
IACMI Wind TA Composites Manufacturing and Education Technology (CoMET) Facility
30IACMI Overview
FOR 60m BLADES
IACMI Wind TA CoMET Facility

31IACMI Overview
Timeline: IACMI Wind TA CoMET Facility
• March 2016 NREL approval• March 2016 IACMI Board approval• April 2016 OEDIT / State approval• April 2016 Remove existing equipment• May/June 2016 Upgrade facility
(heat, electric, insulation, etc.)• May-August 2016 Procure tooling and equipment
(molds, vacuum pumps, etc.)• June 2016 CMA/IACMI workshop• Aug/Sept 2016 Install gantry, tooling and equipment• October 2016 Facility commissioning

32IACMI Overview
IACMI Wind in Composites Demonstration
• NREL/NWTC hosted the IACMI ‘Composites in Wind’ Demonstration at the newly renovated CoMET facility on June 14 and 15, 2016
• Over 150 attendees from industry, academia and government participated in interactive composite manufacturing demonstrations
• The event successfully opened the new NREL manufacturing space that will focus on composite manufacturing innovation and workforce development
• Attendees enjoyed a tour of the NWTC field and structural testing facilities

33IACMI Overview
IACMI Wind TA CoMET Facility Capabilities
• Rapid prototyping of new blade materials and production methods• Full scale blade component tooling and fixtures (root, spar cap, tip, shear
web)• Infusion (VARTM), pultrusion, pre-preg, RTM, hand lay-up (small parts)• Polyester, vinyl-ester, epoxy, thermoplastic / fiberglass, carbon fiber• Comprehensive composite production equipment (mixers, vacuum,
dispensers)• Molding, assembly, bonding, finishing• Segmented 3D printed tooling (13m SWiFT blades)• Large area rapid NDE / In-situ measurement / Post molding inspection• Performance Modeling and manufacturing Simulation• Composite panels, material test coupons and components• Structural testing: coupons, component, sub-structure, joints• Workforce training: composite technicians and engineers

34IACMI Overview
Vehicles
• Vehicles Technology Area• Michigan State University
– East Lansing– Detroit (“Corktown”)

35IACMI Overview
IACMI
LIFT
Corktown Facility – First Floor Office
Executive Conference Room Modular Office Space

36IACMI Overview
Corktown Facility – Collaboration & TrainingConference RoomsOpen Collaboration

37IACMI Overview
Shared Joiningand Pretreatment
Area
Shared Joiningand Pretreatment
Area
4000 TSchuler Comp. Press
Installed 2Q 2017
Facility Refurb and Construction Begins August 8, 2016
IACMI/LIFT VTA-SUF Facility Layout
Carbon Fiber Containment AreaPre-Preg, Lay-up
Etc.
Sample PrepWet Lab and Analysis
Area
3000 TMilacron Inj PressInstalled 4Q 2016

38IACMI Overview
Prepreg machine acquired• Acquired from TenCate
• Produced commercial product through Dec 2015
• Specifications– 0.5m (20in) width– 120 - 600gsm – 2m/min
• Shipped from UK this week
• Operation status expected late Q4 2016

39IACMI Overview
Compression press• Ordered from Schuler
• Short-stroke design
• Multi-process capable– “Closed mold” infusion– Compression molding– Thermoplastic forming, etc.
• Specifications– 36,000kN (4,000T)– Platen: 3.6m x 2.4m
(~12ft x 8ft)
• Installation begins November 2016
• Operation status expected March 2017
Image Source: Schuler

40IACMI Overview
Injection molding press
• Ordered from Milacron• Specifications
– 29,500kN (3,315T)– Platen: 3m x 2.5m
(~10ft x 8ft)– 413 oz. max shot size
(multiple screw sizes)
• Operation status expected November 2016
Photo Source: Milacron

41IACMI Overview
HP-RTM/Liquid Compression Molding
• Request for proposals in Q3 2016
• HP-RTM for “closed mold” infusion
• Liquid Compressionwith flat preforms(Wet Compression)
• Operation status to coincide with compression press
Photos Source: KraussMaffei Technologies GmbH

42IACMI Overview
• 2/16 Caratsch Pre-Preg Machine Delivered • 7/16 Engineering and Architectural Drawings Finalized• 8/16 Phase 0 Construction Begins (Infrastructure – Structural, Mechanical, Electrical etc.)• 9/16 Installation of Milacron Inj. Machine Begins• 4Q/16 Phase 1 Construction Begins (Sample Prep, Wet Lab, Analysis, Chemical Storage area)• 2Q/17 Installation of Schuler Compression Molding Press• 3Q/17 Phase 2 Construction Begins (Carbon Fiber Containment Area – Lay-up, Pre-Preg, Trim)• 1Q/18 IACMI Scale-up Facility Completely Functional
IACMI SUF Completion Timeline

43IACMI Overview
Composite Prototyping Center
• Composite Prototyping Center
• Plainfield, NY (Long Island)

44IACMI Overview
CPC Manufacturing Floor
CPC supports the following processes & functions: Automated Fiber Placement RTM / VaRTM 5 Axis CNC Routing Cell
Autoclaves , Ovens Compression Molding, Heated Press
Hand Lay-Up with Laser projection assisted templates and kitting capabilities
Clean Room (Class 100,000)
3D Printer
Single Ply Cutting System with nesting s/w
Walk-in Freezer
Test and inspection – NDT and CMM tools and instruments

45IACMI Overview
Fiber Placement
• Mfg. parts up to 90” long by 48” cross section/diameter
• Thermo-set Heads, 4 -1/4” tows • Thermo-plastic Heads, 1 - 0.25”
/0.50” tape• Flat panel capable (48”x 96”)
Automated Fiber Placement (AFP) MachineManufactured by Automated Dynamics

46IACMI Overview
Additive Manufacturing Laser Head
Advantages of Laser Heating• Higher energy density• Faster response time• Greater efficiency• Higher throughput

47IACMI Overview
Automated Fiber Placement Laser Head Prototype Pressurized Tank Proof of Concept

48IACMI Overview
Composites Recycling Technology Center
• CRTC, located in Port Angeles, Washington
• Initial objective to recycle scrap prepreg into useful parts
• Newest IACMI Technology Partner

49IACMI Overview
CRTC – IACMI Technology Partner
• Memorandum of Understanding signed July 1, 2016 with DOE, elected officials, IACMI, CRTC and Peninsula College present
• Expanding IACMI facility access to the West Coast and capabilities in recycling
• CRTC– Currently participating in Toray project
with IACMI– Focus on converting scrap prepreg into
useful parts
• Peninsula College– Currently offers an Advanced
Composites Certification Course– Composites lab facility in partnership
with CRTC

50IACMI Overview
CRTC Floor Plan
25,000 Sq.ft.

51IACMI Overview
Summary
• An already robust set of capabilities has been enhanced over the first year of IACMI operation and will see significantly more capabilities added in year 2, especially for larger scale fabrication.
• Future capability and equipment acquisitions will be driven by roadmap identified needs and careful monitoring of the technology landscape.
• Opportunities exist for new technologies created by IACMI members to be showcased in IACMI-related facilities.


















