Cracker safety
37
SAFETY IN NAPHTHA CRACKER SAFETY IN NAPHTHA CRACKER By Kushal chaudhuri
-
Upload
khanasifalam -
Category
Documents
-
view
183 -
download
17
description
Ethylene plant safety
Transcript of Cracker safety

SA
FE
TY IN
NA
PH
TH
A C
RA
CK
ER
SAFETY IN NAPHTHA CRACKER
By
Kushal chaudhuri

ETHYLENE CRACKERS IN INDIA
2
Plant/location Capacity in 000’TPA.
HAZIRA/RIL 750
BARODA/RIL(ex-IPCL) 170
HALDIA/HPL 550
PANIPAT/IOCL 800
Naphtha Crackers
Gas Crackers Plant/location Capacity in 000’TPA.
NAGOTHANE/RIL(ex-IPCL) 400
GANDHAR/RIL(ex-IPCL) 400
PATA/GAIL 400
Upcoming Dual Crackers Plant/location Capacity in 000’TPA.
OPAL(ONGC Petro Additions Ltd.) 1100
BCPL(Brahmaputra Valleys Cracker
Petrochemical Ltd.) 220

IOCL NAPHTHA CRACKER & ASSOCIATED UNITS
Plant Capacity,
TMTPA Mode
Technology /
Licensor
NCU & AU 800 Steam Cracking CBI Lummus,
USA
3
TMTPA Licensor
C4HU 142 CBI Lummus,
PGHU 541 CBI Lummus
BEU 168 GTC,USA

TYPICAL FLOW DIAGRAM OF NAPHTHA
CRACKER UNIT
Recycle
furnace

GENERIC PROCESS SAFETY DESIGN ISSUES
IN NAPHTHA CRACKER UNIT
Emergency Remote Isolation of Flammable Inventories
Emergency Remote Equipment Depressurization
267 class-6 remote isolation valve ( XV ) provided through out NCU & AU
Heat Exchanger Overpressure Protection external fire, thermal expansion, blocked outlet, and tube rupture
provision of safety interlock Systems with suitable redundancy
To prevent major process operating upsets from threatening the physical integrity of process equipment usually by mitigating the extent of pressure and/or temperature deviations.
To protect against temperature excursions outside of the mechanical design envelope of process equipment
SIL-3 interlock system provided for flare load mitigation
5

GENERIC PROCESS SAFETY DESIGN ISSUES
IN NAPHTHA CRACKER UNIT
Two independent effluent relief systems have been provided for handling
effluent relief vapors:
cold dry flare system for handling liquid /vapor below 4C
wet flare system for handling liquid /vapor above 4C
Separate liquid vaporiser & superheater provided in the dry flare system
6

CASE STUDY OF FLARE HEADER FAILURE
A low temperature alarm sounded as
the overhead line temperature fell to 0
F, and the thermocouple went bad. at
a value of -13 F
With the cold flare drum overhead line
running below its minimum design
temperature of -10 F, the pipe
ruptured resulting in loss of
hydrocarbon containment
The hydrocarbon released found an
ignition source, resulting in an
explosion and fire
7

PROCESS HAZARDS AND SAFETY
SYSTEMS 8

Firebox explosions during lighting of burners
Light up procedures must be followed
Over temperature in furnace convection & radiation section
Excessive firing rate – Partial trip provided at loss of feed
Low or no flow rate in selected coils –
Minimum lock provided in dilution steam supply
direct injection of medium pressure steam provided
Over temperature protection in TLE / steam superheat coil
Minimum lock provided at BFW feed C/V
Furnace trip provided at low flow of BFW / Low level at steam drum
9
PROCESS HAZARDS AND SAFETY SYSTEMS IN
PYROLYSIS FURNACE

Switch to backup fuel can cause a rapid
increase in firing causing over heating of
the coil
Wobbe Meter provided in fuel gas
system to cater the situation
Fire from coil outlet due to thermowell
erosion
Rotation of thermowell after 3
decoking cycle is recommended
10
PROCESS HAZARDS AND SAFETY SYSTEMS IN
PYROLYSIS FURNACE
Position where thermowell broke

TLV/DV system provided along with
mechanical link
To prevent hydrocarbon backup to
firebox by maintaining sufficient
back pressure
allows the heater to be isolated in
the unlikely event of a heater
radiant coil rupture
To protect the overpressurization
of radian coils & TLE tubes
11
PROCESS HAZARDS AND SAFETY SYSTEMS IN
PYROLYSIS FURNACE

Hazard for runway reaction due
to excess hydrogenation &
polymerization reaction
Emergency shut down valve
provided for immediate
hydrogen cutoff & releasing
the inventory to flare
Provision for immediate
nitrogen purge in all the
reactors to cool down the
reactors
Auto cutting provision
provided in liquid recycle
standby pumps in case of
liquid /Mixed phase
hydrogenation rectors
12
PROCESS HAZARDS AND SAFETY SYSTEMS IN
HYDROGENATION REACTORS

Lowest temperature handled in cold box is -165 C
Piping and vessels in Coldbox are made of aluminum
Internally insulated with loose“Perlite” (very high insulating value)
Over chilling of the cold box outlet piping due to loss of heating media
interlocks are provided to isolate the subject piping with two out of three voting logic for protecting possible embrittlement
13
PROCESS HAZARDS AND SAFETY SYSTEMS IN
CHILLING TRAIN

Cold box under slight positive nitrogen
pressure
Keeps air and moisture out of cold
box
Nitrogen minimizes hydrocarbon
accumulation if a small leak
Nitrogen vent monitored for
hydrocarbon presence
14
PROCESS HAZARDS AND SAFETY SYSTEMS IN
CHILLING TRAIN

TYPICAL SAFETY ISSUES IN COLD BOX
Potential Acetylene Freezing
Potential Nitrogen Oxides Freezing
Potential Benzene Freezing
Potential Mercury Embrittlement
15

PROCESS HAZARDS AND SAFETY SYSTEMS IN
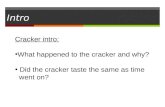
COLD SERVICE LIQUID VALVE
One side of the seat is drilled to relieve
pressure as liquid vaporizes.
Typically and arrow on body showing
direction of relief.
CAUTION
Must be installed correctly
Arrow is NOT direction of flow
16
Drill Gate
Arrow is in the
direction of vent
Arrow is in
the direction
of vent

PROCESS HAZARDS AND SAFETY SYSTEMS IN
GASOLINE FRACTIONATOR
Low pressure rating
Not designed for TLE outlet temperatures
Furnaces trip provided at high if Quench fittings outlet temperature
Pyrophoric material deposits on Trays & Packing's
Special precautions required for man entry during shut down
Pool Fire potential if a leak
Caution: No PSV for overpressure protection
When items are off line and isolated administrative
17

SAFETY CONCERN IN DEPROPANISER &
PROPYLENE SPLITTER
Potential concentration of MAPD above 70% is
dangerous forms explosive mixture
Avoid excessively good fractionation In
DePropaniser
Likely if design reflux flow is maintained at
reduced plant capacity.
Reflux should always be reduced in
proportion to the tower feeds.
C4s in overhead is evidence that MAPD is
not conc
18

GENERAL SAFETY ISSUES IN EHTYLENE
PLANT
Injuries
Hot Water
Steam
Catastrophic Failures
Furnace light off
Over chilling Equipment due to
Adding liquid before pressuring
Depressuring before removing liquid
Inadequate vent capacity
Non engineered changes
Not following good operating practices/procedures
19

THANK YOU
20

TLV/DV CHANGEOVER
21

TLV/DV CHANGEOVER
22

TLV/DV CHANGEOVER
23

TLV/DV CHANGEOVER
24

TLV/DV CHANGEOVER
25

TLV/DV CHANGEOVER
26

TLV/DV CHANGEOVER
27

TLV/DV CHANGEOVER
28

TLV/DV CHANGEOVER
29

TLV/DV CHANGEOVER
30

TLV/DV CHANGEOVER
31

TLV/DV CHANGEOVER
32

TLV/DV CHANGEOVER
33

TLV/DV CHANGEOVER
34

TLV/DV CHANGEOVER
35

TLV/DV CHANGEOVER
36

TLV/DV CHANGEOVER
37