Cost-optimal control charts (Markov- chains in industrial statistics) András Zempléni Eötvös...
30
Cost-optimal control charts (Markov-chains in industrial statistics) András Zempléni Eötvös Loránd University, Budapest some parts are joint work with Belmiro Duarte and Pedro Saraiva Inst. Superior de Engenharia Department of Chemical de Coimbra
-
Upload
thomasine-nash -
Category
Documents
-
view
219 -
download
4
Transcript of Cost-optimal control charts (Markov- chains in industrial statistics) András Zempléni Eötvös...

Cost-optimal control charts (Markov-chains in industrial statistics)
András ZempléniEötvös Loránd University, Budapest
some parts are joint work with
Belmiro Duarte and Pedro SaraivaInst. Superior de Engenharia Department of Chemical
de Coimbra Engineering, Univ. of Coimbra

2
Introduction: statistical process control
• Control charts: developed for signaling deviations from the normal operation (originated by Shewhart, 1930)
• Classical version: x (x-bar) chart, with control limits based on the 3-rule.
0 10 20 30 40 50 60 70
96
98
10
01
02
10
4
sample number
va
lue

3
Introduction: objective
• To design process control charts, which are– cost-effective– easy to implement
• Needed knowledge to the cost-calculations: – (approximate) cost of
• sampling, • errors of type I and II
– frequency and distribution of shift in process mean.• Similar approach is to be found in the work of Duncan (for
a recent summary see Kenett-Zacks, 2000), but our solutions are more general.

4
Introduction: this talk
• Methods and results for optimization
• Applications– for real processes– in teaching (simulated data)

5
Assumptions
• Observations: not only the normal, but other distributions can be investigated
• Shift in process mean (two-sided): it is supposed to be randomly distributed.
• Other characteristics remain unchanged.• The process control is based on the x-chart,
with Taguchian approach (wide range of options) for both types of error.

6
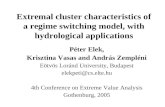
X-chart: basic parameters
• d: probability of shift in a unit interval (stationarity is assumed), different shift size distributions
• k: the cost of a single sample element. • l: cost (per unit interval) of a not recognized shift of unit
size. For shift size z, the loss is lz2.• f: cost of a false alarm. As we suppose a continuous change
in the mean, we have chosen an exponentially decreasing, but nonnull, value for this term. For shift size z, this cost is
• The total cost for a time period is simply the sum of the components above.
||10 zfe

7-2 -1 0 1 2
01
23
4
Cost elements, f=1, l=1
shift
cost
Cost of undetected shiftCost of alarm

8
Prior information needed
The parameters d, k, l and f must be estimated from experience knowledge. A reasonable shift size distribution can also be proposed (including its parameters).
Our method is determined by the following:• c: UCL (-c=LCL)• t: interval between sampling (a one-element
sample is taken j=1/t times in a unit time interval)

9
Parameters of the shift distribution• It is not easy to estimate the parameters d and s (in
Zempléni et al , 2004 a maximum likelihood estimator was presented for the one-sided case). Graphical methods or maximum likelihood can be based on the values Xi+1- Xi .
s=10,d=0.2
x[i+1]-x[i]
Fre
qu
en
cy
-30 -10 0 10 20 30
01
00
20
03
00
40
0
s=7,d=0.4
x[i+1]-x[i]
Fre
qu
en
cy
-20 -10 0 10 20
01
00
20
03
00
40
0

10
The cases under investigation
• Shift size distribution is now supposed to be i.i.d. N(0,s), which allows for an easy computation of its convolution powers (needed if there is more than one shift during an interval of length t).
• We investigate d=0.2 in this presentation (analogous results are expected for other shift intensities).

11Alarm (with actual shift value)
5 10 15 20
-1.5
-1.0
-0.5
0.0
0.5
1.0
time
shift
x
-0.9
Simulated shifts, s=1, d=0.2, j=1

12
Shift and the observations, d=0.2, j=5, s=1, no control chart applied
0 20 40 60 80 100
-50
5
time
shift

13
Preparations to cost-optimisation• Shift intensity: d, this implies that the number of shifts within
an interval of length has a Poisson distribution with parameter d.
• Markov-chain approach: the process behaviour at consecutive instants (captured through sampling) is characterized by the pair (shift size, action) where action can either be „alarm” or „no action”
• Discretisation: m=150 equidistant classes were used for positive shifts x: it belongs to class im if iM/m<x(i+1)M/m, similarly for another m classes for negative shifts. The number of classes was doubled in order to distinguish between alarm and non-alarm cases.
• The choice of the maximal value M=s(c+4) turned out to be suitable.

14
Optimization
• Transition probability for non-alarm cases:
((c-x)-(-c-x))P(y-x-<Zt<y-x) where the first term ensures that there is no alarm, and Zt denotes the shift distribution over an interval of length t.
• Other cases: if there is an alarm, the mean is supposed to be moved to 0 in the next step.
• Stationary distribution of the Markov chain can be calculated, allowing the cost function evaluation.
• Cost function per time unit: lE(Z12)+fE(e-10Z1)+k/t.
• Minimization took 8-10 minutes per case.

15
P(Z=0) for the stationary distribution (c=2)
0.1 0.2 0.3 0.4 0.5
0.3
0.4
0.5
0.6
d
P(0
)s=1, j=2s=2, j=2s=1, j=1s=2, j=1

16
Parameters of the optimal charts: cost function (d=0.2, k=1)
1.0 1.5 2.0 2.5
10
15
20
25
30
35
40
45
shift size
Co
st
f=50, l=50f=100, l=50f=200, l=50f=50, l=100f=100, l=100f=200, l=100
f=100, l=200f=200, l=200

17
Parameters of the optimal charts: sampling frequency (d=0.2, k=1)
1.0 1.5 2.0 2.5
51
01
5
shift size
Sa
mp
ling
fre
qu
en
cy
f=50, l=50f=100, l=50f=200, l=50f=50, l=100f=100, l=100f=200, l=100
f=100, l=200f=200, l=200

18
Parameters of the optimal charts: critical value (d=0.2, k=1)
1.0 1.5 2.0 2.5
1.4
1.6
1.8
2.0
2.2
2.4
shift size
Cri
tica
l va
lue
f=50, l=50f=100, l=50f=200, l=50f=50, l=100
f=100, l=100f=200, l=100f=100, l=200f=200, l=200

19
Robustness of the methods• Simulation studies: the optimal charts were used for different parameter
values.• For l=100, f=100, k=1, s=0.7, d=0.2 the optimum is achieved for j=5.9,
c=1.9 (cost, based on the stationary distribution: 18.1)• The cost of this setting for different parameter combinations (based on
100 simulations, each of length T=1000):
• The minimal cost for this last case: 24.57
parameters s=0.7, d=0.2
s=0.7, d=0.33
s=1, d=0.33
cost function (std. dev)
18.66 (0.97)
22.56 (1.22)
27.43 (1.45)

20
The uniform shift-distribution
• The distribution function of its convolution powers were approximated by simulation (by a sample of 20000).
• Results: for shift distributions with the same variance, and f=l, the uniform is slightly more dangerous, so – sampling frequency: higher;– critical value: about the same.
• If f<l, this difference diminishes.

21
Real-life applications
• Here we present results for a precipitated calcium carbonate production plant, where for the centered data we have USL=0.25, LSL=-0.25 and the cost function elements were defined as follows:
• l: continuous function, such as • 200 for values outside specification,
• a(x-0.22)2 for |x|>0.22
• 0 for |x| 0.22
• f=20• k=10 (due to labor needed).

22
Real-life applications: the parameters of the process
• It was estimated that d=0.2 and s=0.05 (for the original data; after standardisation it corresponds to s=0.57).
• The optimal chart has c=1.25 and time between consecutive sample elements is t=1.91.
• The corresponding value of the cost function : 11.5
• For a slightly simplified version of the current method: t=1, c=3, its cost is 47.3
• The difference is impressive!

23
Real-life applications: results• Different values as cost of the false alarm
has been tried, with the following results
20 40 60 80 100
0.5
0.6
0.7
0.8
Sampling frequency
cost of false alarm
Sa
mp
lin
g fre
qu
en
cy
20 40 60 80 100
0.8
1.0
1.2
1.4
1.6
1.8
Control limit
cost of false alarm
Co
ntr
ol lim
it

24
Simulations for the real case
• Simulation studies: the optimal chart corresponding to s=0.57, d=0.2 were used for different parameter values
• The cost of this optimal chart for different parameter combinations (based on 100 simulations, each of length T=10000):
parameters s=0.75, d=0.2
s=0.75, d=0.33
increase of cost function
7% 11.2%

25
Conclusions
• We presented a methodology to design optimal control charts by using additional knowledge about the process characteristics and related costs, tested over both simulated and industrial data sets.
• Our approach has proven that one can achieve substantial cost-reduction by choosing the optimal methods.

26
The use of our methods in teaching • Sequence of exercises (based on simulated data)
• Costs are supposed to be known
0 200 400 600 800 1000
05
10
15
Simulated data: snail accelerator
time
me
asure
d v
alu
e
loss per product=98.468

27
Next step• Shift intensity and size has to be estimated (based on the
observed data)
• Optimization is carried out for these estimated values
0 200 400 600 800 1000
-2-1
01
2
Simulated data: snail accelerator
time
me
asure
d v
alu
e
Loss due to faulty quality=14.549loss due to false alarm0.002cost of sampling1

28
Finalisation• “Optimal” cost value: 12
• The results with the “optimal” parameters
0 200 400 600 800 1000
-2-1
01
2
Simulated data: snail accelerator
time
me
asure
d v
alu
e
Loss due to faulty quality=7.818loss due to false alarm0.442cost of sampling2.425

29
References1. Duncan, A.J. (1974): Quality Control and Industrial
Statistics. 4th edition, Homewood, Illinois.
2. Kenett, R and Zacks, S: Modern Industrial Statistics, 2000, Duxbury Press
3. Zempléni, A., Véber, M., Duarte B. and Saraiva, P. Control Charts: a cost-optimization approach for processes with random shifts (Appl. Stoch. Models in Business and Industry, 2004)

30
Acknowledgement
• This work was developed by members of the Pro-ENBIS network. The Pro-Enbis project is supported by funding under the European Commission's Fifth Framework 'Growth' Programme via the Thematic Network "Pro-ENBIS“, contract reference: G6RT-CT-2001-05059.