Corrosion-Resistant Ti-xNb-xZr Alloys for Nitric Acid

of 11
-
Upload
ali-fadhil -
Category
Documents
-
view
220 -
download
0
Transcript of Corrosion-Resistant Ti-xNb-xZr Alloys for Nitric Acid
-
7/31/2019 Corrosion-Resistant Ti-xNb-xZr Alloys for Nitric Acid
1/11
Corrosion-Resistant Ti-xNb-xZr Alloys for Nitric AcidApplications in Spent Nuclear Fuel Reprocessing Plants
GEETHA MANIVASAGAM, V. ANBARASAN, U. KAMACHI MUDALI,
and BALDEV RAJ
This article reports the development, microstructure, and corrosion behavior of two new alloyssuch as Ti-4Nb-4Zr and Ti-2Nb-2Zr in boiling nitric acid environment. The corrosion test wascarried out in the liquid, vapor, and condensate phases of 11.5 M nitric acid, and the poten-tiodynamic anodic polarization studies were performed at room temperature for both alloys.The samples subjected to three-phase corrosion testing were characterized using scanningelectron microscopy (SEM) and energy-dispersive X-ray microanalysis (EDAX). As Ti-2Nb-2Zralloy exhibited inferior corrosion behavior in comparison to Ti-4Nb-4Zr in all three phases,weldability and heat treatment studies were carried out only on Ti-4Nb-4Zr alloy. The welda-bility of the new alloy was evaluated using tungsten inert gas (TIG) welding processes, and thewelded specimen was thereafter tested for its corrosion behavior in all three phases. The resultsof the present investigation revealed that the newly developed near alpha Ti-4Nb-4Zr alloypossessed superior corrosion resistance in all three phases and excellent weldability compared toconventional alloys used for nitric acid application in spent nuclear reprocessing plants. Fur-ther, the corrosion resistance of the beta heat-treated Ti-4Nb-4Zr alloy was superior whencompared to the sample heat treated in the alpha + beta phase.
DOI: 10.1007/s11661-011-0701-4 The Minerals, Metals & Materials Society and ASM International 2011
I. INTRODUCTION
DISSOLVER is an important component where thespent fuel is dissolved in concentrated boiling nitric acidunder highlyoxidizing conditions. Sudden failure of spentnuclear fuel reprocessing plant components due tocorrosion is a great concern, and development of highcorrosion resistant material is essential for safety and
economical operation of plants, which involves dilutionto highly concentrated nitric acid from room temperatureto boiling temperature in the presence of redox ions suchas Cr6+, Ag2+, Ce4+, Cr2O7
2, Fe3+, etc.[1,2] Hence, thematerial chosen for dissolvers in such application shouldpossess high corrosion resistance, good fabricability, andsustained performance without failure. Stainless steel (SS)has been the most commonly used material for thisapplication for several decades, but it often fails as itundergoes severe intergranular corrosion due to sensiti-
zation in highly oxidizing nitric acid media.[3] Even high-performance nitric acid grade 304L SS corrodes severelyunder these conditions.[2] Titanium-based alloys are studiedwith great interest for dissolvers in reprocessing applicationsas they form a stable, highly adherent, and protective oxidelayer andoffer high corrosion resistance even in severe acidicenvironments.[4] The composition and nature of film thatformed on titanium depends on the environmental condi-
tions. In aqueous environments,the oxide formedis typicallyTiO2, Ti2O3, or TiO and its corrosion resistance is found tobe superior even in the presence of fission product elementswith high redox potential.[57] However, under relativelyweak oxidizing conditions such as in vapor and condensatephases of nitric acid, Ti exhibits high corrosion rates.[8,9] Thecorrosion resistance of titanium in the condensate phase ofnitricacid isfound to be enhanced by alloyingwith refractorymetals such as Ta, Nb, and Zr, as they have samemetallic ionsize such as titanium, low solubility in HNO3, and morestable oxide film formation.[10,11] Apart from the chemicalcompositions, the corrosion behavior of a material is alsodictated by its microstructure and texture.[11,12] Tailoring ofthe microstructure to obtainoptimum corrosion resistance isanother important criterion that is extensively investigatedby various researchers.[1315] Currently, Ti-based alloys suchas Ti-Ta and Ti-5Ta-1.8Nb are under development as theyexhibit enhanced corrosion resistance compared to conven-tional alloys and, hence, are considered for the fabrication ofthe dissolvers and evaporators of the fast breeder reactor(FBR) fuel reprocessing plant.[2,7,10,16]
Although possessing the required corrosion resistance,the presence of tantalum in Ti-Ta-Nb alloy renders itrather expensive due to the scarce availability of tantalum.In addition, the presence of high content of beta alloying
GEETHA MANIVASAGAM, Professor, is with the School ofMechanical and Building Sciences, VIT University, Vellore 632 014,
Tamil Nadu, India. V. ANBARASAN, formerly Project Assistant,School of Mechanical and Building Sciences, VIT University, is nowResearch Associate with GE India Technology Centre Pvt. Ltd., Plot#122, Export Promotion Industrial Park, Phase 2, Hoodi Village,Whitefield Road, Bangalore 560 066, India. U. KAMACHI MUDALI,Head, is with Reprocessing Research and Development Division,Corrosion Science and Technology Division, and IGCAR TechnologyTransfer Cell, Indira Gandhi Centre for Advanced Research, Kalpak-kam603 102, Tamil Nadu,India, and also Professor with Homi BhabhaNational University (DAE), Indira Gandhi Centre for AdvancedResearch. Contact e-mail: [email protected] BALDEV RAJ,Director, is with the Indira Gandhi Centre for Advanced Research.
Manuscript submitted November 16, 2010.Article published online April 23, 2011
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 42A, SEPTEMBER 20112685
-
7/31/2019 Corrosion-Resistant Ti-xNb-xZr Alloys for Nitric Acid
2/11
elements such as Ta and Nb lead to the formation of morebeta phase, resulting in two-phase microstructure. Thepresence of two different phases with varying alloyingconcentration is detrimental with respect to corrosion as itmay lead to galvanic corrosion. The presence of highconcentrations of beta alloying additions is also observedto accelerate the corrosion of the welded region due to theformation of the intermetallic precipitates. Further, as asingle-phase microstructure, Ti with beta alloying ele-ments is found to have less corrosion in the boiling nitric
acid condition.[10] Niobium is alloyed with Ti as it is wellknown for its ability to reduce the corrosion of Ti alloyowing to the formation of adherent oxide layer on thesurface, and it is highly resistant at various concentrationsof nitric acid at temperatures below 373 K (100 C) andcorrodes at the rate of 0.024 mm/year in 70 pct nitric acidat 523 K (250 C).[17] The effect of Zr addition to Ti onthe corrosion behavior in nitric acid has been systemat-ically studied, and it has been proved that the addition ofZr< 5 at. pct or>20 pct results in low corrosion in the
nitric acid environment.[18] In addition, Zr forms stableMO2 type oxide layer, and the corrosion rate of Zr is lessthan 10 lm/year in 70 pct HNO3.
[1921]
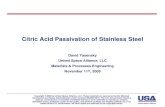
Alloying of Nb and Zr together in Ti within thesolubility limit in alpha phase is found to improve thecorrosion resistance of the alloy tremendously owing tothe formation of a protective uniform oxide layer on thesurface.[22] Hence, an attempt was made in this work todevelop an economical alternative alloy by replacing theexpensive and scarce tantalum with zirconium and withless beta alloying elements such as Nb that will result ina microstructure corresponding to the alpha or nearalpha phase category. Alloys belonging to Ti-Nb-Zr
ternary phases (Figure 1) have been considered for thispurpose, and two new near alpha Ti-4Nb-4Zr and Ti-2Nb-2Zr alloys are proposed in this study. The newlydeveloped alloys were subjected to thermomechanicalprocessing, heat treatment, corrosion, and weldingstudies. This is the first report that highlights thecorrosion behavior of such new generation near alphaTi-2Nb-2Zr and Ti-4Nb-4Z alloys in nitric acid mediumfor dissolvers of FBR reprocessing plant applications.
II. EXPERIMENTAL
A. Alloy Preparation
The materials used in the present investigation werecommercially pure Ti-4Nb-4Zr, Ti-2Nb-2Zr alloy,CP-Titanium, Ti-13Nb-13Zr, and Ti-5Ta-1.8Nb. TheTi-Zr-Nb alloys were prepared using the nonconsum-able vacuum arc melting method and supplied in theform of 600 g pancakes. The composition of the alloywas analyzed (Ti-4Nb-4Zr) and is given in Table I. Thecast alloy was hot rolled below the beta transustemperature, and both the cast and hot-rolled alloyswere subjected to corrosion studies.
B. Welding
The welding of a new alloy was performed using thetungsten inert gas(TIG) process. TIGwelding wascarriedout autogenously on Ti-4Nb-4Zr alloy plates of 5-mmthickness. The welding parameters for the TIG weld aregiven in Table II. The defect-free regions from the weldedsamples were chosen for the three-phase corrosiontesting.
Fig. 1Isothermal cross sections at (a) 773 K (500 C) and (b)973 K (700 C) of the Ti -Zr-Nb ternary phase diagram proposed byCollings. Compositions investigated in this study are seen to be posi-tioned in the single-phase field.
Table I. Chemical Analysis of Ti-4Nb-4Zr Alloy
Element Ti Nb Zr Fe O C H
Amount (wt pct) balance 4 4 1485 ppm 980 ppm 90 ppm 50 ppm
2686VOLUME 42A, SEPTEMBER 2011 METALLURGICAL AND MATERIALS TRANSACTIONS A
-
7/31/2019 Corrosion-Resistant Ti-xNb-xZr Alloys for Nitric Acid
3/11
C. Microstructural Analysis
For microstructural characterization, the sampleswere sectioned by a low speed diamond saw and hotmounted using bakelite powder. The mounted speci-mens were mirror polished up to 3/0 finish and then wetpolished using 0.5-lm alumina powder followed byultrasonic cleaning in acetone and etching with 5 pctHF, 24 pct HNO3, and the balance H2O. The micro-structures of the alloys were investigated by opticalmicroscopy (Carl Zeiss, Gottingen, Germany).
D. Determination of Beta Transus
In order to determine the safe hot working (forexample, hot rolling) window, the beta transus temper-ature was determined by both experimental method andtheoretical calculations.[19] The b transus of the newlydeveloped Ti-4Nb-4Zr alloy was determined usingempirical relations based on the capacity of differentb stabilizing elements on the a to b transformation of Ti.The b transus of the alloy was calculated based on theYoltans formula, bT = 882+RbjXj, where bj is aconstant for a particular element and Xj is the weight
percent of the element present in the alloy.
E. Heat Treatment Studies
Hot-rolled samples were cut into small samples of size1 mm 9 1 mm 9 4 mm using a low speed diamond sawfor heat treatment studies. The cut samples werepolished up to 1000 grit to obtain scratch-free surfacesand then subjected to various heat treatment tempera-tures above and below the beta transus temperature inair. The details of the heat treatments are shown inTable III.
F. Three-Phase Corrosion and Polarization StudiesFor three-phase corrosion studies, the specimens were
cut precisely by a low speed diamond saw followed by
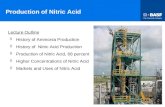
wet polishing up to 600 grit emery papers. Afterpolishing, the specimens were degreased in acetone anddried in hot air, and weighed up to an accuracy of0.0001 g, before exposing them to the liquid, vapor, andcondensate phases of 11.5 M boiling nitric acid. Theexperiments were conducted using the specially designedthree-phase glass assembly shown in Figure 2, which is amodified version of the arrangement used by Furuyaet al.[3] In the three-phase corrosion testing apparatus,the ratio of volume of the nitric acid solution to the total
sample surface area in liquid, vapor, and condensatephases together was 35 mL/cm2. The renewing fre-quency of condensed solution was maintained at 8 to9 times per hour by selecting the appropriate heatingrate and monitoring at regular intervals. The specimenswere suspended in the liquid, vapor, and condensatephases with a Teflon thread and exposed for a totalperiod of 230 hours. The specimens were removed after
Table II. Welding Parameters for the TIG Weldingof Ti-4Nb-4Zr Alloy
Welding Parameter TIG Welding
Current 115 AVoltage 16 VHeat input 1104 J/mm
Table III. Details of the Heat Treatment
Heat Treatment Temperature [K (C)] Time (h) Cooling Method Designation
Solution treatment below bT 1033 (760) 4 water quench (WQ) T44a+bST/WQair cool (AC) T44a+bST/ACfurnace cool (FC) T44a+bST/FC
Solution treatment above bT 1173 (900) 1 water quench (WQ) T44bST/WQair cool (AC) T44bST/ACfurnace cool (FC) T44bST/FC
Aging after a+bST/WQ 823 (550) 4 air cool (AC) T44a+bST-AG
Fig. 2Experimental arrangement for three-phase corrosion study.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 42A, SEPTEMBER 20112687
-
7/31/2019 Corrosion-Resistant Ti-xNb-xZr Alloys for Nitric Acid
4/11
every 48 hours to observe the changes in the appearanceand to measure the changes in the weight, and a freshtest solution was used for each period. The corrosionrates in individual periods and the average corrosionrate for five individual periods were calculated aftercompleting the test. The experiments were repeated3 times and the standard deviation was obtained. Toobserve the changes in the surface morphology, testedsamples were examined by scanning electron micro-scopy (SEM) (PHILIPS* XL30 ESEM microscopes).
A potentiodynamic polarization experiment was alsocarried out on CP-titanium, Ti-5Ta-1.8Nb, Ti-4Nb-4Zr,and Ti-2Nb-2Zr alloys in 11.5 M HNO3 at room temper-ature using a Gill AC Potentiostat (ACM Instruments,Cumbria, United Kingdom). The scan rate used was0.166 mV/s and the test was carried out from 200 mVbelow the open current potential (OCP) to a potential of2000 mV vs SCE. The reference electrode used in theexperiment was the saturated calomel electrode (SCE).
III. RESULTS AND DISCUSSION
A. Beta Transus
The beta transus temperature that was measuredusing Yoltons formula and those measured using themetallographic method were in good agreement. Thethermal studies carried out on Ti-4Nb-4Zr alloy usingthe differential scanning calorimetry method are dis-cussed in detail elsewhere,[19] and the beta transus values
obtained by various methods are given in Table IV. Thebeta transus value measured for Ti-4Nb-4Zr alloy1113 K (840 C), as expected, was between the pure Tiand Ti-5Ta-1.8Nb 1156 K and 1138 K (883 C and865 C) due to the presence low concentrations of betaalloying elements.
B. Microstructural Analysis of Hot-Rolled,Heat-Treated, and Welded Samples
The microstructures of the newly developed Ti-4Nb-4Zr alloy in cast and hot-rolled forms are shown inFigure 3. The cast microstructure of the alloy clearlyrevealed basket weave morphology of Widmansta ttena structure, while the hot-rolled structure consisted ofequiaxed a and small amount of b. The presence of4 wt pct Nb contributes small but varying amounts of b(bcc) phase to the final microstructure. The microstruc-ture of the other alloy with 2 pct Nb and Zr in titanium(Ti-2Nb-2Zr) also exhibited basket weave morphologywith very thin beta between the a phase (Figure 4). Themicrostructures of solution treated below and above thebeta transus and subsequently aged samples are shown
Table IV. Beta Transus Value of Ti-4Nb-4Zr Alloy by ThreeDifferent Methods
Solution Number Beta Transus [K (C)] Method
1 1110 (837) theoretical2 1113 (840) metallography3 1103 (830) DSC
Fig. 3(a) Optical micrograph of the as-cast Ti-4Nb-4Zr alloy. (b) Optical micrograph of the hot-rolled Ti-4Nb-4Zr alloy.
Fig. 4Optical micrograph of the as-cast Ti-2Nb-2Zr alloy.
*PHILIPS is a trademark of FEI Company, Hillsboro, OR.
2688VOLUME 42A, SEPTEMBER 2011 METALLURGICAL AND MATERIALS TRANSACTIONS A
-
7/31/2019 Corrosion-Resistant Ti-xNb-xZr Alloys for Nitric Acid
5/11
in Figures 5 and 6. The solution treated in a+b rangewith water-quenched (WQ) sample consisted of primarya, transformed b (Figure 5(a)). As the changes in thebeta phase cannot be observed using optical microscopy,no notable variation is observed in this structure. As thecooling rate is decreased, i.e., in the air-cooled (AC)sample, there is a decrease in the size of alpha lathes andboth primary and secondary alpha along with intra-granular beta are observed (Figure 5(b)). On a furtherdecrease in the cooling rate, that is, on furnace cooling(FC) (5/min), the microstructure was similar to the ACsample (Figure 5(c)), but a slower cooling rate resultedin an increase in the volume fraction of a phase. Theevolution of the microstructure on heat treatment in theb phase field and at various cooling rates is shown in
Figures 6(a) through (c). The micrograph of theb solution treatment (ST)/FC was similar to the caststructure, and on reduction of the cooling rate, consid-erable reduction in the volume fraction of the alphaphase and basket weave structure was observed. On fastcooling, fine discontinuous beta was observed betweenthe platelike alpha matrix (Figure 6(c)).
The new alloy developed in this work exhibited goodweldability. The micrographs of the welded regionclearly revealed the formation of alternate alpha andbeta phases, and the beta phase is expected to be
stabilized with high concentrations of Nb, as thiselement does not dissolve in the alpha titanium duringcooling (Figure 7).
C. Corrosion Rate
The corrosion rates of CP-Ti, Ti-4Nb-4Zr, Ti-2Nb-2Zr, and Ti-5Ta-1.8Nb alloys in 11.5 M nitric acid areshown in Table V. From the results, it is evident that thecorrosion resistance of Ti-4Nb-4Zr alloy was approxi-mately 100 times greater than CP-Ti in liquid phase,about 12 times greater in vapor phase, and about2 times greater in condensate phase. The corrosion rateof Ti-4Nb-4Zr in condensate phase is similar to Ti-5Ta-1.8Nb alloy.[7] The corrosion resistance of near alpha
Ti-2Nb-2Zr alloy is 2 times less than Ti-4Nb-4Zr alloyin condensate phase. The three-phase corrosion studiesrevealed that corrosion resistance of the welded Ti-4Nb-4Zr was comparable to Ti-5Ta-1.8Nb alloy and betterthan that of CP-Ti.
The corrosion behavior of Ti-4Nb-4Zr alloy thatwas subjected to various heat treatments is given inTable VI. There was considerable variation in thecorrosion behavior of the b and a+b heat-treatedsamples. However, this alloy possessed better corrosionresistance than Ti-5Ta-1.8Nb and CP-Ti in all three
Fig. 5Micrographs of Ti-4Nb-4Zr heat treated below beta transus temperature. (a) a+b solution treatment/1033 K (760 C)/4 h/WQ.(b) a+b solution treatment/1033 K (760 C)/4 h/AC. (c) a+b solution treatment/1033 K (760 C)/4 h/FC.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 42A, SEPTEMBER 20112689
-
7/31/2019 Corrosion-Resistant Ti-xNb-xZr Alloys for Nitric Acid
6/11
phases.[17] The b solution-treated samples exhibited lowcorrosion rate in the condensate phase when comparedto a+b solution-treated samples.
D. Electrochemical Behavior
The potentiodynamic anodic polarization behavior ofnear alpha Ti-4Nb-4Zr and Ti-2Nb-2Zr alloys has notbeen reported so far in highly concentrated (11.5 M)
nitric acid. The passivation current density of near alphaTi-4Nb-4Zr alloy was less than CP-Ti, Ti-5Ta-1.8Nb,and Ti-2Nb-2Zr alloys. In addition, it was observed that
the highly stable passivation occurred on Ti-4Nb-4Zralloy when compared to other alloys in highly concen-trated (11.5 M) nitric acid solution. The Ti-4Nb-4Zrwelded sample showed high current density than theother wrought alloys. The OCP and passivation currentdensity (ipass) values obtained from the polarizationexperiments for different alloys and for the heat-treatedTi-4Nb-Zr samples are shown tabulated in Tables VIIand VIII, and polarization curves are shown inFigures 8 and 9.
Fig. 6Micrographs of Ti-4Nb-4Zr heat treated above the beta transus temperature. (a) a+b solution treatment/1173 K (900 C)/1 h/WQ.(b) a+b solution treatment/1173 K (900 C)/1 h/AC. (c) a+b Solution treatment/1173 K (900 C)/1h/FC.
Fig. 7Optical micrograph of Ti-4Nb-4Zr weldment.
Table V. Corrosion Rate (mpy) of Titanium Alloys forThree-Phase Corrosion Tests in 11.5 M HNO3
Material
Corrosion Rate (mpy)
LiquidPhases
VaporPhases
CondensatePhases
CP-Ti 7.80 1.54 5.86Ti-5Ta-1.8Nb[8] 0.26 0.72 2.56Ti-4Nb-4Zr (cast) 0.08 0.12 2.52Ti-4Nb-4Zr (hot-rolled) 0.11 0.20 3.02Ti-4Nb-4Zr (weld) 0.049 0.13 3.8Ti-2Nb-2Zr (cast) 1.64 0.2 4.98
2690VOLUME 42A, SEPTEMBER 2011 METALLURGICAL AND MATERIALS TRANSACTIONS A
-
7/31/2019 Corrosion-Resistant Ti-xNb-xZr Alloys for Nitric Acid
7/11
E. Surface Morphology
Scanning electron micrographs and the energy-dispersive X-ray microanalysis (EDAX) of Ti-4Nb-4Zrafter three-phase corrosion test in nitric acid for230 hours are shown in Figure 10, and the surfacemorphology of Ti-2Nb-2Zr sample exposed to the threephases is shown in Figure 11. SEM micrograph of Ti-4Nb-4Zr subjected to corrosion test reveals much lesscorrosion and stable oxide layer formation in liquid(Figure 10(a)) and vapor (Figure 10(b)) phases. In thecondensate phase (Figure 10(c)), the absence of oxidelayer confirms the accelerated attack. Thus, it maybe suggested that high corrosion has occurred in
condensate phase due to continuous dissolution ofoxide layer. The EDAX revealed the presence of Ti,Nb, and Zr on the surface, indicating the formation ofoxides on the surfaces. Scanning electron micrograph ofTi-2Nb-2Zr sample, which was exposed to condensatephase revealed severe attack on the surface whencompared to Ti-4Nb-4Zr alloy that was subjected tothe same condition.
F. Corrosion Behavior of the Newly DevelopedTi-4Nb-4Zr Alloy
For severe corrosive environments, single-phasealloys are highly preferred in order to avoid galvaniccorrosion.[20,23] Alpha and near alpha titanium alloysare more resistant to hot nitric acid compared to two-phase alpha + beta structures. However, the corrosionof Ti and its alloys can be further enhanced in acidicenvironments by alloying with beta stabilizing elementssuch as Nb and Ta by the formation of stable pentoxides
Fig. 8Potentiodynamic anodic polarization behavior of titaniumalloy in 11.5 M nitric acid solution at room temperature.
Fig. 9Potentiodynamic anodic polarization behavior of heat-treatedTi-4Nb-4Zr alloy in 11.5 M nitric acid solution at room temperature.
Table VI. Corrosion Rate of Various Heat-Treated Samplesin Three Different Phases
Material
Corrosion Rate (mpy)
LiquidPhase
VaporPhase
CondensatePhase
CP-Ti 7.80 1.54 5.86Ti-5Ta-1.8Nb 0.26 0.72 2.56T-2Nb-2Ta
Ti-4Nb-4Zr (cast) 0.08 0.12 2.52Ti-4Nb-4Zr (hot-rolled) 0.11 0.20 3.02T44a+b ST/WQ 0.07 0.22 2.92T44a+b ST/AC 0.07 0.91 2.69T44a+b ST/FC 0.07 0.11 2.37T44b ST/WQ 0.09 0.64 2.56T44b ST/AC 0.25 0.74 1.94T44b ST/FC 0.13 0.13 2.01T44a+b ST/WQ + AG 0.19 0.21 3.98
Table VII. Passivation Parameters Obtained fromPotentiodynamic Polarization Curves in 11.5 M Nitric Acid
Material OCP(mV vs SCE) ipass105 A=cm2
CP-Ti 647 3.25Ti-5Ta-1.8Nb[8] 659 4.57Ti-2Nb-2Zr (cast) 671 0.45Ti-4Nb-4Zr (cast) 720 0.35Ti-4Nb-4Zr (weld) 872 16.9
Table VIII. Passive Current Densities of Heat-TreatedSamples
Material/ConditionOCP(mV)
ipass
105 A=cm2
Ti-4Nb-4Zr 720 0.35T44-a+bST/WQ 784 0.31T44-a+bST/AC 772 0.22T44-a+bST/FC 706 0.37T44-bST/WQ 665 0.18T44-bST/AC 758 0.17T44-bST/FC 799 0.13T44a+b ST/WQ + AG 777 0.26
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 42A, SEPTEMBER 20112691
-
7/31/2019 Corrosion-Resistant Ti-xNb-xZr Alloys for Nitric Acid
8/11
on the surface. In addition, Zr, which is considered as aneutral alloying element, is also found to profoundlyincrease the corrosion resistance of Ti alloys.[9,10]
Depending on the concentration of the alloying addi-tions, it is found that various microstructures are
formed in Ti alloys and the influences of the micro-structure on the corrosion behavior of titanium alloysare elaborated in detail by several authors.[24,25] Ti-4Nb-4Zr alloy developed in this work had beneficial attri-butes such as appropriate alloying elements and nearalpha microstructure. Thus, it was observed that thisalloy possesses higher corrosion resistance than CP-Tiowing to the presence of a greater fraction of single-phase b with less amount of homogeneously distributedphase. This result corroborates the results obtained onthe corrosion behavior of newly developed alpha + betatitanium Ti-5Ta-1.8Nb alloy, which exhibited highcorrosion resistance only when the heat-treated sampleswere aged. However, the high corrosion resistance of Ti-
5 pct Ta-1.8 pct Nb alloy was attributed to the presenceof equiaxed alpha and the minimum amount distributedat the grain boundaries.[15,26] Also, the corrosion resis-tance of Ti-5Ta-1.8Nb alloy was poor in stress-relieved,mill-annealed, and ST conditions due to the acicularmicrostructure.[7]
From the three-phase corrosion studies of Ti-4Nb-4Zr alloy in concentrated nitric acid, it is visibly evidentthat the corrosion rate is much higher in the condensatephase when compared to the liquid and vapor phases.The micrographs of the corroded samples taken using a
scanning electron microscope show the completeremoval of the oxide layer from the surface of thesample placed in the condensate phase, and this con-firms the high corrosion rate in the condensate phase incontrast to the liquid phase, which possesses stable oxide
layer, as seen in Figures 10(a) through (c). This behavioris similar to that observed in CP-Ti and Ti-5Ta-1.8 Nbsamples studied under the same conditions. The lowercorrosion rate in the liquid phase (beyond 0.08 mpy)and vapor phase (beyond 0.12 mpy) and continuousdissolution in the condensate phase (beyond 2.52 mpy)for TI-4Nb-4Zr alloy can be explained as follows.
The high corrosion resistance of titanium alloys inliquid phase is due to the concentration of dissolvedtetravalent titanium ions in the liquid, which facilitatesthe formation of the stable protective TiO2 film. Themost stable passive film of TiO2 was formed on titaniumby accumulation of Ti4+ ions, as shown by the followingreactions.[15]
Liquid phase: Ti ! Ti3 e
Ti3 ! Ti4 e
Ti4 2H2O ! TiO2 4H
However, in the case of condensate phase, the stableprotective TiO2 film would be less due to the lack ofgeneration of sufficient Ti4+ ions. The passive filmformed under the oxidation condition leads to the
Fig. 10Surface morphology of sample exposed to (a) liquid phase, (b) vapor phase, and (c) condensate phase of nitric acid for 240 h.
2692VOLUME 42A, SEPTEMBER 2011 METALLURGICAL AND MATERIALS TRANSACTIONS A
-
7/31/2019 Corrosion-Resistant Ti-xNb-xZr Alloys for Nitric Acid
9/11
formation of impure Ti2O3, which does not providesufficient protection against corrosion, as shown in the
following reactions.
Condensate phase: Ti ! Ti3 e
2Ti3 3H2O ! Ti2O3 6H
G. Corrosion Behavior of the Newly DevelopedTi-2Nb-2Zr Alloy
An increase in the corrosion rate of Ti-2Nb-2Zr incondensate phase (beyond 5 mpy) as compared to Ti-4Nb-4Zr alloy (beyond 2.5 mpy) can be attributed to thelow alloying additions. The corrosion rate of any Ti
alloy is high in condensate phase when compared to theother two phases (liquid and vapor). However, Ti-Nb-Ta and Ti-Nb-Zr alloys exhibited better corrosionresistance in condensate phase than CP-Ti, owing tothe presence of oxides of Nb, Ta, and Zr. Hence, fromthese results, it can be concluded that the low corrosionresistance of Ti-2Nb-2Zr in the condensate phase is dueto lower oxide concentrations of the alloying elementsthat did not provide sufficient protection to the surfacefrom the environment, in comparison with Ti-4Nb-4Zralloy.
H. Corrosion Behavior of the Heat-Treated Samples
The beta heat-treated sample exhibited superiorcorrosion behavior when compared to all alpha + betatreated and aged samples in both three-phase corrosionstudies and the potentiodynamic polarization test. Thisclearly reveals that the heat treatment above betatransus temperature has resulted in a microstructure inwhich there was considerable beta alloying elementsin the alpha phase protecting it from the high corrosion.In contrast, Ti-5Ta-1.8Nb alloy exhibited high corrosionresistance only on aging due to the resulting microstruc-ture consisting of equiaxed alpha with beta at the grainboundaries. Their composition analysis showed that thealpha had maximum beta alloying elements, whichprotected the alpha phase. The corrosion resistance of
the currently developed (beta solution-treated and AC)alloy is equivalent to the aged sample of Ti-5Ta-1.8Nb,and it is clearly apparent that the alloy composition liesin the range of near alpha alloy. In addition, thesuperior corrosion resistance of the currently developedalloy in comparison to Ti-5Ta-1.8Nb may be attributedto the presence of neutral element Zr. Ti-5Ta-1.8Nbconsists of a high concentration of beta alloyingelements and, hence, is expected to exhibit superiorcorrosion behavior by formation of M2O5 type oxidelayer. However, heat treatment of this alloy resulted in
Fig. 11Surface morphology of sample exposed to (a) liquid phase, (b) vapor phase, and (c) condensate phase of nitric acid for 240 h.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 42A, SEPTEMBER 20112693
-
7/31/2019 Corrosion-Resistant Ti-xNb-xZr Alloys for Nitric Acid
10/11
the formation of the beta phase with alloying elementssuch as Ta and Nb, with alpha phase depleted fromthese alloying elements, leading to galvanic corrosionbetween the two phases. On the other hand, Zr in thenew alloy Ti-4Nb-4Zr is distributed both in alpha andbeta phases as it is a neutral element and protects boththe phases from the corrosion along with Ti and Nb.The presence of Zr in both alpha and beta phases onheat treatment of Ti-XNb-XZr alloy has been welldocumented by Geetha et al.[27]
Though an alloy may exhibit enhanced corrosionresistance when compared to the other alloys, it isrequired that an appropriate heat treatment procedurethat results in low corrosion rate has to be developed toensure high performance of the fabricated component inservice. From the present investigation, of all heattreatments, the beta solution-treated and furnace-cooledsample exhibited high corrosion resistance in all threephases, and this can be considered to be the optimumstructure that is recommended for final application. Thisresult is further confirmed in potentiodynamic studies ofthe heat-treated samples. The potentiodynamic anodicpolarization behavior of Ti-4Nb-4Zr alloy in different
heat-treated conditions revealed that beta heat-treatedsamples have high corrosion resistance and very stablepassivation. The passivation current density of nearalpha Ti-4Nb-4Zr alloy was less than CP-Ti, Ti-5Ta-1.8Nb, and Ti-2Nb-2Zr alloy (Table VII). Though thisheat treatment led to acicular structure, the distributionof the alloying elements Nb and Zr are favorable toform an oxide layer and protect both phases fromcorrosion. Thus, from these inferences, it is understoodthat the redistribution of alloying elements amongvarious phases determines the corrosion behavior of asample when compared to the microstructure that isdeveloped under a particular heat treatment. However,it should be noted that the morphology of phases plays a
vital role in determining the mechanical properties of amaterial and care should be taken in the development ofa microstructure based on the applications.
I. Corrosion Behavior of the Welded Alloys
It is often observed that titanium vessels handlinghighly concentrated nitric acid failed at the weldedregion due to the presence of beta phase found in theform of needles.[28] A galvanic cell is formed betweensuch beta and alpha phases, due to the presence of abeta stabilizing impurity atom such as iron or other betastabilizing elements added intentionally to enhance thecorrosion properties. Hence, the formation of suchsecond phase in the welded region is generally avoidedfor the material to be used for fabricating dissolvers ofthe FBR reprocessing plant.[28] It has been observed thatthe failure is severe especially if the iron content exceeds0.05 pct due to segregation of iron and formation ofintermetallics.[2830] If iron content is above 0.05 pct, itwill stabilize the high-temperature b(bcc) phase, which isenriched with iron. This introduces a solute gradientbetween adjacent phases. A similar effect has beenobserved in a number of titanium alloys used in thecorrosive media.[2831] Hence, care should be taken to
control the concentration of impurity atoms such as ironbelow a specified concentration such as 0.05 pct.
In this study, the reduction in the amount of betaalloying additions resulted in increased corrosion resis-tance of the newly developed Ti-4Nb-4Zr alloy in spiteof the fact that the presence of Fe stabilized the betaphase in the welded region due to the high cooling rate(Figure 7). In addition, beta grains were smaller in theweld region compared to the other titanium alloyswelded using the same technique. The corrosion rate in
liquid and vapor phases of the welded T-4Nb-4Zr waslower than Ti-5Ta-1.8Nb in spite of the fact that theiron content in the newly developed alloy was suffi-ciently high (1450 ppm as opposed to 210 ppm).[16] Asimilar observation was noticed in the potentiodynamicstudies of the weld region (Figure 8). This superiorbehavior can be attributed to the formation of stableprotective oxide layers by the alloying elements andlesser amount of beta phase when compared to otheralloys. Reduction of Fe concentration to lower levelsthan the current concentration (1450 ppm) may lead tofurther enhancement in the corrosion resistance of thisnew alloy.
IV. CONCLUSIONS
1. b transus temperature of the newly developed Ti-4Nb-4Zr alloy was evaluated as ~1103 K (~830 C)by experimental and empirical methods.
2. Equiaxed structure was obtained by rolling belowthe beta transus temperature when rolled at 1073 K(800 C) from 12- to 4-mm thickness.
3. Average corrosion rate is nearly the same for bothas-cast and hot-rolled conditions of Ti-4Nb-4Zr al-loy in liquid, vapor, and condensate phases and isless than that of CP-Ti. However, the corrosion rate
of Ti-4Nb-4Zr alloy in condensate phase is greaterin liquid and vapor phases.
4. SEM micrographs revealed the formation of stableoxide layer on the liquid and vapor phase samplesand complete dissolution in condensate phase sam-ple of Ti-4Nb-4Zr alloy. The SEM micrographs ofTi-2Nb-2Zr alloy also clearly revealed the severecorrosion in the condensate phase.
5. Potentiodynamic anodic polarization study showedstable passivation and less current density for Ti-4Nb-4Zr alloy when compared to Ti-2Nb-2Zr andTi alloy.
6. Three-phase corrosion studies and potentiodynamicmeasurements revealed that for the newly developedalloy Ti-4Nb-4Zr, the heat treatment in beta phasefield and slow cooling resulted in high corrosionresistance in boiling nitric acid conditions.
7. New alloy Ti-4Nb-4Zr exhibited good weldabilityand the welded region exhibited high corrosionresistance when exposed to the boiling nitric acidcondition in spite of the fact that the current alloypossessed higher iron content of 1450 ppm.
8. Based on the preceding results, it may be concludedthat alloying additions, minimum 4 pct of Nb and4 pct of Zr, are required for providing the best
2694VOLUME 42A, SEPTEMBER 2011 METALLURGICAL AND MATERIALS TRANSACTIONS A
-
7/31/2019 Corrosion-Resistant Ti-xNb-xZr Alloys for Nitric Acid
11/11
corrosion resistance to titanium in boiling 11.5 Mnitric acid environment. Thus, this alloy can be con-sidered as an alternative material for CP-Ti,Ti-5 pct Ta, and Ti-Nb-Ta alloys.
ACKNOWLEDGMENTS
The authors are appreciative to Drs. T. Nandhi andA.K. Singh, DMRL (Hyderabad), for their help in thealloy casting. They also acknowledge the help renderedby A. Ravi Shankar, S. Raju, and P. Parmaeswarn,IGCAR, during the characterization of the materials.
REFERENCES
1. U. Kamachi Mudali, R.K. Dayal, and J.B. Gnanamoorthy: J.Nucl. Mater., 1993, vol. 203, pp. 7382.
2. B. Raj and U. Kamachi Mudali: Prog. Nucl. Energy, 2006, vol. 48,pp. 273313.
3. T. Furuya, H. Satoh, K. Shimogori, Y. Nakamura, K.Matsumoto, Y. Komori, and S. Takeda: Proc. Am. Nucl. Soc. Int.Top Meet, 1984, pp. 23948.
4. K. Kiuchi, M. Hayashi, H. Hayakawa, M. Sakairi, and M.Kikuchi: Proc. 4th Int. Conf. on Nuclear Fuel Reprocessing and WasteManagement, Record 94, London, Apr. 1994, vol. 3, pp. 2327.
5. J.M. Donachie, Jr.: Titanium: A Technical Guide, 2nd ed., ASMINTERNATIONAL, Metals Park, OH, 2000, pp. 12325.
6. A. Ravi Shankar, R. Mythili, V.R. Raju, S. Saroja, R.K. Dayal,M. Vijayalakshmi, and V.S. Raghunathan: Proc. Conf. on Mate-rials and Technologies for Nuclear Fuel Cycle, SERC, Chennai,2003.
7. A. Ravi Shankar, R.K. Dayal, R. Balasubramaniam, V.R. Raju,R. Mythili, S. Saroja, M. Vijayalakshmi, and V.S. Raghunathan:J. Nucl. Mater., 2006, vol. 372, pp. 27786.
8. D.F. Steele: Atom, 1986, vol. 353, pp. 510.9. T. Furuya, J. Kawafuku, H. Satoh, K. Shimogori, A. Aoshima,
and S. Takeda: ISIJ Int., 1991, vol. 31 (2), pp. 18993.10. K. Kiuchi, H. Hayakawa, Y. Takagi, and M. Kikuchi: Proc. 4th
Int. Conf. on Nuclear Fuel Reprocessing and Waste Management,Record 94, London, Apr. 1994, vol. 3, pp. 2327.11. J.K. Gregory and H.G. Brokmeier: Mater. Sci. Eng. A, 1995,
vol. 203, pp. 36572.
12. J.A.S. Green, B.W. Gmson, and W.F. Westerbaan: Desalination,1971, vol. 22, pp. 35968.
13. M. Geetha, U. Kamachi Mudali, A.K. Gogia, R. Asokamani, andB. Raj: Corros. Sci., 2004, vol. 46, pp. 87792.
14. B. Raj, R. Natarajan, and V.S. Raghunathan: Proc. Conf. onMaterials and Technologies for Nuclear Fuel Cycle (CoveringMaterials, Robotics, Process Instrumentation and Inspection Tech-nologies), SERC, Chennai, Dec. 1516, 2003, B. Raj, K. BhanuSankara Rao, P. Shankar, and N. Murali, eds., Board of Researchin Nuclear Sciences, Mumbai, 2003.
15. R. Mythili, A. Ravi Shankar, S. Saroja, V.R. Raju, M.Vijayalakshmi, R.K. Dayal, V.S. Raghunathan, and R. Bala-
subramaniam: J. Mater. Sci., 2007, vol. 42, pp. 592335.16. K. Kapoor, Kain Vivekanand, T. Gopal Krishna, T. Sanyal, and
P.K. De: J Nucl. Mater., 2003, vol. 322, pp. 3644.17. C.K. Gupta and A.K. Suri: Extractive Metallurgy of Niobium,
CRC Press, Boca Raton, FL, 1994.18. V. Anbarasan, B. Jeya Ganesh, S. Raju, S. Murugesan, E.
Mohandas, U. Kamachi Mudali, and G. Manivasagam: J. AlloysCompd., 2008, vol. 463, pp. 16067.
19. T.-L. Yau: 4th ASTM Symp. on Titanium and Zirconium inIndustrial Applications, ASTM International, Philadelphia, PA,Oct. 1011, 1984. pp. 5768.
20. Corrosion Handbook, DECHEMA, Frankfurt, Germany, 2001,pp. 37793.
21. H. Chauve, J. Decours, R. Demay, M. Pelras, J. Simonnet, and G.Turluer: Components, IAEA-TECDOC-421, International AtomicEnergy Agency, Vienna, 1987, pp. 16592.
22. Y.H. Jeong, H.G. Kim, D.J. Kim, B.K. Choi, and J.H. Kim: J.
Nucl. Mater., 2003, vol. 323, pp. 7280.23. D.A. Jones: Principle and Prevention of Corrosion, Maxwell
Macmillan, New York, NY, 1992, p. 281.24. G. Manivasagam, U. Kamachi Mudali, R. Asokamani, and B.
Raj: Corr. Rev., 2003, vol. 21 (23), pp. 12459.25. R. Mythili, U. Thomas Paul, S. Saroja, M. Vijayalakshmi, and
V.S. Raghunathan: Mater. Sci. Eng. A, 2005, vol. 390, pp. 289312.
26. J. Eickmans, R. Holm, G. Mueller, E.M. Horn, and R. Droste:Surf. Interface Anal., 1990, vol. 16 (112), pp. 25570.
27. M. Geetha, A.K. Singh, A.K. Gogia, and R. Asokamani: J. AlloysCompd., 2004, vol. 384, pp. 13144.
28. Witton Mill: IMI Handbook, Corrosion Resistance of Titanium,Imperial Metal Industries, Birmingham, United Kingdom.
29. U. Kamachi Mudali, V.R. Raju, R.K. Dayal, B. Raj, and K.Raghupathy: Mater. Perform. NACE, 2008, vol. 47, pp. 6469.
30. U. Kamachi Mudali, R.K. Dayal, and J.B. Gnanamoorthy:J. Mater. Eng. Process., 1995, vol. 4, pp. 75660.31. C.S. Brossia and G.A. Cragnolino: Corrosion, 2001, vol. 57 (9),
p. 768.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 42A, SEPTEMBER 20112695