Corrosion Platform
66
Corrosion costs US industries alone an esti- mated $170 billion a year. The oil industry, with its complex and demanding produc- tion techniques, and the environmental threat should components fail, takes an above average share of these costs. 1 Corrosion—the deterioration of a metal or its properties—attacks every component at every stage in the life of every oil and gas field. From casing strings to production plat- forms, from drilling through to abandon- ment, corrosion is an adversary worthy of all the high technology and research we can throw at it. Oxygen, which plays such an important role in corrosion, is not normally present in producing formations. It is only at the drilling stage that oxygen-contaminated flu- ids are first introduced. Drilling muds, left untreated, will corrode not only well casing, but also drilling equipment, pipelines and mud handling equipment. Water and car- bon dioxide—produced or injected for sec- ondary recovery—can cause severe corro- sion of completion strings. Acid—used to reduce formation damage around the well or to remove scale—readily attacks metal. Completions and surface pipelines can be eroded away by high production velocities 4 Oilfield Review Most metals exist in nature as stable ores of oxides, carbonates or sulfides. Refining them, to make them useful, requires energy. Corrosion is simply nature’s way of reversing an unnatural process back to a lower energy state. Preventing corrosion is vital in every step in the production of oil and gas. Corrosion in the Oil Industry Denis Brondel Montrouge, France Randy Edwards Columbus, Ohio, USA Andrew Hayman Clamart, France Donald Hill Tulsa, Oklahoma, USA Shreekant Mehta St. Austell, England Tony Semerad Mobil Sumatra, Indonesia or blasted by formation sand. Hydrogen sul- fide [H 2 S] poses other problems (next page). Handling all these corrosion situations, with the added complications of high tempera- tures, pressures and stresses involved in drilling or production, requires the expertise of a corrosion engineer, an increasingly key figure in the industry. Because it is almost impossible to prevent corrosion, it is becoming more apparent that controlling the corrosion rate may be the most economical solution. Corrosion engi- neers are therefore increasingly involved in estimating the cost of their solutions to cor- rosion prevention and estimating the useful life of equipment. For example, develop- ment wells in Mobil’s Arun gas field in Indonesia have been monitored for corro- sion since they were drilled in 1977. Production wells were completed using 7-in. L-80 grade carbon steel tubing—an H 2 S-resistant steel—allowing flow rates in excess of 50 MMscf/D [1.4 MMscm/D] at over 300°F [150°C]. High flow rates, H 2 S and carbon dioxide [CO 2 ] all contributed to the corrosion of the tubing. Laboratory experiments simulated the Arun well con- ditions, alongside continued field monitor- ing. These help find the most economical solution to the corrosion problem. 2 The results showed that the carbon steel tubing would have to be changed to more expen- sive chromium steel or to corrosion-resis- tant alloy (CRA). For help in preparation of this article, thanks to Dylan Davies, Schlumberger Cambridge Research, Ahmad Madjidi, Schlumberger GeoQuest, Abu Dhabi, UAE; Nabil Mazzawi, Schlumberger Wireline & Testing, Tripoli, Libya; Perry Nice, Statoil, Stavanger, Norway; Barry Nicholson, Schlumberger Wireline & Testing, Jakarta, Indonesia; Daniel Roche, Elf, Bergen, Norway; Philippe Rutman and Derek Stark, Schlumberger Wire- line & Testing, Montrouge, France; Dave Thompson, Schlumberger Wireline & Testing, Bergen, Norway; and Piers Temple, Joe Vinet and Mohamed Watfa, Schlum- berger Wireline & Testing, Abu Dhabi, UAE. CET (Cement Evaluation Tool), CORBAN, CPET (Corro- sion and Protection Evaluation Tool), FACT (Flux Array Corrosion Tool), IDCIDE, IDFILM, IDSCAV, METT (Mul- tifrequency Electromagnetic Thickness Tool), PAL (Pipe Analysis Log), UBI (Ultrasonic Borehole Imager) and USI (UltraSonic Imager) are marks of Schlumberger.
-
Upload
diep-eng-phan -
Category
Documents
-
view
62 -
download
10
Transcript of Corrosion Platform
-
ids are first introduced. Drilling muds, left
4
Most metals exist in nature as stable
useful, requires energy. Corrosion is n
energy state. Preventing corrosion is o
Corrosion in the Oil Industry
Denis BrondelMontrouge, France
Randy EdwardsColumbus, Ohio, USA
Andrew HaymanClamart, France
Donald HillTulsa, Oklahoma, USA
Shreekant MehtaSt. Austell, England
Tony SemeradMobilSumatra, Indonesia
sion since they were drilled in 1977.gn
inat2Suntreated, will corrode not only well casing,but also drilling equipment, pipelines andmud handling equipment. Water and car-bon dioxideproduced or injected for sec-ondary recoverycan cause severe corro-
Production wells were completed usin7-in. L-80 grade carbon steel tubingaH2S-resistant steelallowing flow rates excess of 50 MMscf/D [1.4 MMscm/D] over 300F [150C]. High flow rates, H
For help in preparation of this article, thanks to DylanDavies, Schlumberger Cambridge Research, AhmadMadjidi, Schlumberger GeoQuest, Abu Dhabi, UAE;Nabil Mazzawi, Schlumberger Wireline & Testing,Tripoli, Libya; Perry Nice, Statoil, Stavanger, Norway;Barry Nicholson, Schlumberger Wireline & Testing,Jakarta, Indonesia; Daniel Roche, Elf, Bergen, Norway;
Philippe Rutman and Derek Stark, Schlumberger Wire-line & Testing, Montrouge, France; Dave Thompson,Schlumberger Wireline & Testing, Bergen, Norway; andPiers Temple, Joe Vinet and Mohamed Watfa, Schlum-berger Wireline & Testing, Abu Dhabi, UAE.CET (Cement Evaluation Tool), CORBAN, CPET (Corro-sion and Protection Evaluation Tool), FACT (Flux ArrayCorrosion Tool), IDCIDE, IDFILM, IDSCAV, METT (Mul-tifrequency Electromagnetic Thickness Tool), PAL (PipeAnalysis Log), UBI (Ultrasonic Borehole Imager) andUSI (UltraSonic Imager) are marks of Schlumberger.Corrosion costs US industries alone an esti-mated $170 billion a year. The oil industry,with its complex and demanding produc-tion techniques, and the environmentalthreat should components fail, takes anabove average share of these costs.1
Corrosionthe deterioration of a metal orits propertiesattacks every component atevery stage in the life of every oil and gasfield. From casing strings to production plat-forms, from drilling through to abandon-ment, corrosion is an adversary worthy ofall the high technology and research we canthrow at it.
Oxygen, which plays such an importantrole in corrosion, is not normally present inproducing formations. It is only at thedrilling stage that oxygen-contaminated flu-
ores of oxides, carbonates or sulfide
simply natures way of reversing an u
vital in every step in the production sion of completion strings. Acidused toreduce formation damage around the wellor to remove scalereadily attacks metal.Completions and surface pipelines can beeroded away by high production velocitiess. Refining them, to make them
natural process back to a lower
f oil and gas.
or blasted by formation sand. Hydrogen sul-fide [H2S] poses other problems (next page).Handling all these corrosion situations, withthe added complications of high tempera-tures, pressures and stresses involved indrilling or production, requires the expertiseof a corrosion engineer, an increasingly keyfigure in the industry.
Because it is almost impossible to preventcorrosion, it is becoming more apparent thatcontrolling the corrosion rate may be themost economical solution. Corrosion engi-neers are therefore increasingly involved inestimating the cost of their solutions to cor-rosion prevention and estimating the usefullife of equipment. For example, develop-ment wells in Mobils Arun gas field inIndonesia have been monitored for corro-Oilfield Review
and carbon dioxide [CO2] all contributedto the corrosion of the tubing. Laboratoryexperiments simulated the Arun well con-ditions, alongside continued field monitor-ing. These help find the most economicalsolution to the corrosion problem.2 Theresults showed that the carbon steel tubingwould have to be changed to more expen-sive chromium steel or to corrosion-resis-tant alloy (CRA).
-
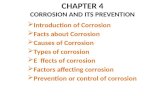
nCorrosion in every
Paint Cathodic protection
Crustaceans
Pipeline coatingStress
Oxygen-rich seawater
Sacrificialanodes2. Sutanto H, Semerad VAW and Bordelon TP: Simula-tion of Future Wellbore Corrosion With Low Produc-tion Rate Field Tests, paper 571, presented at the Cor-rosion 91 NACE Annual Conference and CorrosionShow, Cincinnati, Ohio, USA, March 11-15, 1991.Semerad VAW and Sutanto H: Wellbore CorrosionLogging of Deep Hot Corrosive Wells, paper OSEA90141, presented at the 8th Offshore South East AsiaConference, Singapore, December 4-7, 1990.Asphahani AI, Prouheze JC and Petersen GJ: Corro-sion-Resistant Alloys for Hot, Deep, Sour Wells: Prop-erties and Experience, SPE Production Engineering 6,no. 4 (November 1991): 459-464.Farooqul MASZ and Holland S: Corrosion-ResistantTubulars for Prolonging GWI Well Life, paper SPE21365, presented at the SPE Middle East Oil Show,Manama, Bahrain, November 16-19, 1991.
5April 1994
aspect of the oilindustry. From gen-eralized corrosioncaused by oxygen-rich environmentson marine struc-tures to sulfidestress corrosion inhostile wells, thecorrosion engineeris faced with awhole gamut ofproblems.
The Basic Corrosion CellBy recognizing corrosion when it doesoccur, and by understanding the mecha-nisms involved, corrosion engineers maybegin to eliminate corrosion by design.
The basic galvanic corrosion mechanismfollows the principle of a battery. A typicalbattery requires two dissimilar metals con-nected together and immersed in an elec-
1. For a comprehensive reference book see:ASM Handbook Volume 13 Corrosion. Materials Park,Ohio, USA: ASM International, 1992.For an easier read:Jones LW: Corrosion and Water Technology forPetroleum Producers. Tulsa, Oklahoma, USA: OGCIPublications, 1988.Tuttle RN: Corrosion in Oil and Gas Production,Journal of Petroleum Technology 39 (July 1987): 756-762.
Stress
Meteoric oxygen-rich water
CO2, H2S, water, bacteria
Cement
Mud inhibitors, scavengers
Water injection, oxygen scavengers
Acidizing
Inhibitors
Unsupportedcasing stress
Scale
-
Identifying the Causes and Applying ControlsThere are many sources of corrosion andmany more methods of slowing the processdown. This section looks at different partsof the industry and identifies typical corro-
trolyte (below).3 All metals have a tendencyto dissolve or corrode to a greater or lesserdegree. In this case, the metal with thegreater tendency to corrode forms the nega-tive pole and is called the anode.4 Whenthe two are connected, the other metalforms the positive pole, or cathode.
Loss of positive metal ions from the anodecauses a release of free electrons. This pro-cess is called oxidation. The buildup ofelectrons generates an electrical potential,causing them to flow through the conductorto the cathode. At the cathode, excess elec-trons are neutralized or taken up by ions inthe electrolyte. This process is called reduc-tion. As long as reduction reactions predom-inate, no metal is lost at the cathode. Theanode will continue to corrode as long asthe electric circuit is maintained and themetal ions are removed from solution bycombining with other elements to make upcorrosion products.
Anodes and cathodes can form on a sin-gle piece of metal made up of small crystalsof slightly different compositions. (They canbe next to each other or separated by largedistancessometimes tens of kilometers.)The electrolyte may simply be water (right).For example, pure iron [Fe] in steel has a
happens to remove Fe++ ions around theanodic site, the tendency to dissolve willdiminish. In oil production, Fe++ ions areremoved by reacting with oxygen [O2],hydrogen sulfide, or carbon dioxide. Thecorrosion products are precipitates or scalesof rust [Fe2O3], iron sulfides [FeSx] or ironcarbonate [Fe2CO3].
Excess electrons flow away from theanodic region to a site where they form acathode, and where reduction occurs.Reduction of oxygenated water formshydroxyl ions [OH
_]. If oxygen is not pre-
sent, but CO2 or H2S is, then the dominantcathodic reaction is the reduction ofhydrogen ions to produce hydrogen gas. Ifthe electrolyte is salt water, chlorine gas isproduced (see Corrosion Mechanisms,page 8).
Steel
FeSx
Fe2O3.H2Ox
Fe2CO3
O2
H2S
CO2
O
H2O
2 OH
e
e
Fe
Anode
Electrolyte
Fe++
e e
Conductor
e6
nCorrosion cell. The basic corrosion cell isformed by two dissimilar metals immersedin an electrolyte joined by a conductor.One electrode will tend to corrode morereadily than the other and is called theanode. The anode loses positive metal ionsto the electrolyte leaving free electrons anda net negative charge. At the other elec-trode, called the cathode, free electrons aretaken up by ions in the electrolyte leavinga net positive charge. Free electrons cantravel from anode to cathode along theconductor. The electrolyte then completesthe circuit.
Anode Cathode
Metal ions (M+) Electrolytetendency to dissolve, going into solution asFe++. As each Fe++ ion is formed, two elec-trons are left behind, giving that area of themetal a small negative charge. If nothing
2
H2S or CO2 H2
1/2 O2 Cathode
e H+
H+
e
nCorrosion on a steel surface. At anodicsites, iron readily goes into solution as ironions, Fe++, which combine with oxygen,O2, hydrogen sulfide, H2S, or carbon diox-ide, CO2, depending on the constituents ofthe electrolytic fluid. These form corrosionproducts or scales as rustiron oxide[Fe2O3H2 Ox], iron sulfides [FeSx] or ironcarbonate [Fe2CO3]. While this is happen-ing, the electrons migrate to the cathode.At the cathode surface, they reduce oxy-genated water to produce hydroxyl ions[OH-] or reduce hydrogen ions to producehydrogen gas [H2].sion problems and some of the solutions(next page).
Offshore structuresOn surface equip-ment, the simplest solution is to place aninsulating barrier over the metal concerned.Offshore installations are often painted withzinc-rich primers to form a barrier againstrain, condensation, sea mist and spray. Thezinc primer not only forms a physical bar-rier, but also acts as a sacrificial anodeshould the barrier be breached.
Offshore structures are also protected inother ways.5 The zone above the high tidemark, called the splash zone, is constantlyin and out of water. The most severe corro-sion occurs here. Any protective coating orfilm is continually eroded by waves andthere is an ample supply of oxygen andwater. Common methods of controlling cor-rosion in this zone include further coatingand also increasing metal thickness to com-pensate for higher metal loss.
The part of the structure in the tidal zone issubjected to less severe corrosion than thesplash zone and can benefit from cathodicprotection systems at high tide.6 Cathodicprotection works by forcing anodic areas tobecome cathodes. To achieve this, a reversecurrent is applied to counteract the corrosioncurrent. The current can be generated by anexternal DC sourceimpressed cathodicprotectionor by using sacrificial anodes.
The rest of the structureexposed to lesssevere seawater corrosionis protected bycathodic protection. However, crustaceansand seaweed attach to the submerged partsadding weight that may increase stress-related corrosion. This mechanism occurswhen the combined effects of crevice, orpitting, corrosion and stress propagatecracks leading to structural failure. How-ever, a covering of life does restrict oxygenreaching metal, and so reduces corrosion.
Other forms of structural stress are alsoimportant. Low-frequency cyclic stressresulting from factors such as waves, tidesand operating loadscan allow time forcorrosion within cracks as they are opened.Modeling and accounting for these stressesare therefore an extremely important part ofcorrosion prevention.7
Oilfield Review
-
Ultraviolet exposure
Precipitated salt
Condensation
Atmospheric sea exposure (pollutants, dust and sand)
Maximum corrosion (wet and plentiful oxygen supply)Severe corrosion (continuous wetting and drying)
Maximum pitting corrosion (tidal area, sand and mud scouring)
General seawater corrosion(fouling organisms, chemical and biological pollutants)
Little corrosion(shifting bottom)
nDiverse corrosiveenvironmentsattacking an off-shore rig (above,left). Sacrificialanodes on the legand spud tank ofSedco Forexs Tri-dent IV jackup rig(left). Cathodic pro-Platform
Superstructure
Mean high tide
Mean low tide
Mud line
Piling
0 2 4 6
Relative corrosion rate
The bottom of a jackup rig or productionplatform sinks into the seabed and isattacked by H2S produced by sulfate-reduc-ing bacteria (SRB).8 However, cathodic pro-tection also shields this part of the structureand, because of reduced oxygen supply, theprotection current required tends to be lessthan for the rest of the rig.5. Watts RK: Designing for Corrosion Control in SurfaceProduction Facilities, paper SPE 9985, presented at theSPE International Petroleum Exhibition and TechnicalSymposium, Beijing, China, March 18-26, 1982.Schremp FW: Corrosion Prevention for Offshore Plat-forms, paper SPE 9986, presented at the SPE Interna-tional Petroleum Exhibition and Technical Symposium,Beijing, China, March 18-26, 1982.
6. ASM Handbook, reference 1: 1254-1255.Jones, reference 1: 75-78.
7. Barreau G, Booth G, Magne E, Morvan P, Mudge P,Pisarki H, Tran D, Tranter P and Williford F: NewLease on Life for the 704, Oilfield Review 5, no. 2/3(April/July 1993): 4-14.
8. Maxwell S: Assessment of Sulfide Corrosion Risks in Offshore Systems by Biological Monitoring, SPE Production Engineering 1, no. 5 (September 1986): 363-368.
3. A corrosion cell may also be formed by having thesame metal in two different electrolytes.An electrolyte is a nonmetallic electric conductor.Current is carried through an electrolyte by themovement of charged atoms called ions. Negativeions have extra electrons and positive ions have lostelectrons.
4. Confusion often arises over whether an anode ispositive or negative, because in a driven cell, suchas electroplating baths or vacuum tubes in oldradios, the positive is the anode and the negative thecathode. In any battery, however, including a corro-sion cell, the cathode has positive charge and theanode negative charge. At the anode, ferrous ions[Fe++] leaving the surface leave a net negativecharge, and the electrons flow through the metal tothe cathode. At the cathode, hydrogen ions [H+] discharge themselves to leave a positive charge andresult in free hydrogenpolarization.
Drillpipe corrosionWhile a well is beingdrilled, stress is applied not only to the rigstructure, but also to the drilling equipment.Drillpipe is probably the most harshlytreated of all equipment. It is exposed to for-mation fluids and drilling mud, subjected tostress corrosion and erosion by cuttings.Joints of drillpipe are made from hardenedhigh-strength steel and are likely to sufferfrom fatigue failures started by deep corro-sion pits caused by oxygen, either from themud itself or from being stacked wet.Drillpipe is sometimes coated internally,with baked resins or fusion bonded epoxies,to counteract corrosion. Once this coatinghas disappeared, however, corrosion can berapid. A common area where drillpipe leaksor washouts occur is in the threadeddrillpipe connections called tool joints. The
7April 1994
tection is a com-mon way of com-bating corrosion;sacrificial anodesprovide onemethod.
(continued on page 11)
-
Electrochemical Corrosion
Galvanic Corrosion (Two Metal)Two dissimilarmetals in a conductive medium develop a poten-
tial difference between them. One becomes
anodic, the other cathodic. The anode loses metal
ions to balance electron flow. Because metals are
made up of crystals, many such cells are set up,
causing intergranular corrosion. Problems are
most acute when the ratio of the cathode-to-
anode area is large.
Crevice CorrosionMuch metal loss in oilfieldcasings is caused by crevice corrosion. This
localized form of corrosion is found almost exclu-
sively in oxygen-containing systems and is most
intense when chloride is present. In the crevice,
metal is in contact with an electrolyte, but does
not have ready access to oxygen.
At the start of the reaction, metal goes into
solution at anodic sites and oxygen is reduced to
hydroxyl ions at cathodic sites. Corrosion is ini-
tially uniform over the entire area including the
crevice. As corrosion continues in the crevice,
oxygen becomes depleted and cathodic oxygen
reduction stops. Metal ions continue to dissolve
at anodes within the crevice, producing an excess
of positive charges in solution. Negatively
charged chloride (or other anions) now migrate to
the developing anodes to maintain electroneu-
trality. They act as a catalyst, accelerating corro-
sion. At this point, crevice corrosion is fully
established and the anodic reaction continues
with ferrous ions [Fe++] going readily into solu-
tion (right).
Pitting corrosion is another form of crevice cor-
rosion where a small scratch, defect or impurity
can start the corrosion process. Again, a buildup
of positive charges occurs in a small pit on the
metal surface. Chlorine ions from a saline solu-
tion migrate towards the pit. These, coupled with
the formation of hydrogen ions, act as a catalyst
causing more metal dissolution.
Stray-Current CorrosionExtraneous AC andDC currents in the earth arriving at a conductor
will turn the point of arrival into a cathode
(above). The place where the current departs will
become anodic, resulting in corrosion at that
point. A DC current is 100 times more destructive
than an equivalent AC current. Only 1 amp per
year of stray DC current can corrode up to 20 lbm
[9 kg] of steel. Cathodic protection systems are
the most likely sources of stray DC currents in
production systems.
Surface installation Corrosion
Cathodic protection
Corrosion
Corrosion
O2
M+
CI
OH
Na+
M+O2
OHO2
OH
CI
Na+
Na+
CI
O2
e e
e
e
M+
M+
nStray-current corrosion. Current paths are shown between surface installation, electrical machinery,pipelines and a well. Current leaving the casing sets up an anodic area and corrosion.
Corrosion Mechanisms
Corrosion encountered in petroleum production operations involves several mechanisms. These have been grouped into
electrochemical corrosion, chemical corrosion and mechanical and mechanical/corrosive effects.
nCrevice corrosion. This type of corrosion oftenstarts at drillpipe joints, tubing collars or casing col-lars. The gap in the joint becomes devoid of oxygenand anodic. In salty water the corrosion is promotedby the migration of negatively charged chlorine ions[Cl-] to the crevice. These not only counteract thebuildup of positive charges around the crevice, butalso act as a catalyst accelerating the dissolution ofmetal [M+]. This ongoing process leads to a deep pit.
8 Oilfield Review
-
nBarnacle-type corrosion. As tubing corrodes in ahydrogen sulfide and water environment, iron sulfidescale builds up. This is porous and is also cathodicwith respect to the steel tubing. An intervening layerof iron chloride [FeCl2] is acidic and prevents precip-itation of FeS directly onto the steel surface. Thisestablishes a pit-forming corrosion cell.
Chemical Corrosion
Hydrogen Sulfide, Polysulfides andSulfurHydrogen sulfide [H2S] when dissolvedin water, is a weak acid and, therefore, it is a
source of hydrogen ions and is corrosive. (The
effects are greater in deep wells, because the pH
is further reduced by pressure.) The corrosion
products are iron sulfides [FeSx] and hydrogen.
Iron sulfide forms a scale that at low tempera-
tures can act as a barrier to slow corrosion. The
absence of chloride salts strongly promotes this
condition and the absence of oxygen is abso-
lutely essential. At higher temperatures the scale
is cathodic in relation to the casing and galvanic
corrosion starts. In the presence of chloride ions
and temperatures over 300F [150C] barnacle-
type corrosion occurs, which can be sustained
under thick but porous iron sulfide deposits
(above, right). The chloride forms a layer of ironchloride [FeCl2], which is acidic and prevents the
formation of an FeS layer directly on the corrod-
ing steel, enabling the anodic reaction to con-
tinue. Hydrogen produced in the reaction may
lead to hydrogen embrittlement.
Carbon DioxideLike H2S, carbon dioxide[CO2] is a weakly acidic gas and becomes corro-
sive when dissolved in water. However, CO2 must
hydrate to carbonic acid [H2 CO3]a relatively
slow processbefore it becomes acidic. The cor-
rosion product is iron carbonate (siderite) scale.
This can be protective under certain conditions.
Siderite itself can be soluble. Conditions favoring
the formation of a protective scale are elevated
temperatures, increased pH as occurs in bicar-
bonate-bearing waters and lack of turbulence, so
that the scale film is left in place. Turbulence is
often the critical factor in the production or reten-
tion of a protective iron carbonate film. Siderite is
not conductive, so galvanic corrosion cannot
occur. Thus corrosion occurs where the protective
siderite film is not present and is fairly uniform
over the exposed metal. Crevice and pitting cor-
rosion occur when carbonic acid is formed. Car-
bon dioxide can also cause embrittlement, result-
ing in stress corrosion cracking.
Strong Acids (direct chemical attack)Strongacids are often pumped into the wells to stimu-
late production by increasing formation perme-
ability in the near wellbore region. For limestone
formations, 5 to 28% hydrochloric [HCl] acid is
commonly used. For sandstones, additions of
hydrofluoric acidnormally up to 3%are nec-
Tubing
Pit
Chloride film
Well fluids
Methane, hydrogen sulfide, water
Iron sulfide scale
9April 1994
essary. In deep sour wells where HCl inhibitors
lose effectiveness, 9% formic acid has been
used. Corrosion control is normally achieved by
a combination of inhibitor loading and limiting
exposure time, which may range from 2 to 24 hr.
If corrosion-resistant alloys are present
(austenitic and duplex stainless steels), concern
for stress-corrosion cracking (SCC) and inhibitor
effectiveness may rule out the use of HCl. In
addition to spent acid, other stagnant columns
such as drilling and completion fluid, may also
be corrosive.
Concentrated BrinesDense halide brines of thecations of calcium, zinc, and, more rarely, mag-
nesium are sometimes used to balance forma-
tion pressures during various production opera-
tions. All may be corrosive because of dissolved
oxygen or entrained air. In addition, these brines
may be corrosive because of acidity generated
by the hydrolysis of metallic ions. Corrosion due
to acidity is more severe with dense zinc brines.
More expensive brines of calcium bromide are
now often used at densities above 14 lbm/gal
[1.7 gm/cm3] to avoid long-term exposure to zinc
chloride [ZnCl2] brines.
-
Biological EffectsThe most important biologicaleffect is the generation of H2S by sulfate-reducing
bacteria. These anaerobic bacteria metabolize
sulfate ions (using an organic carbon source) and
produce hydrogen sulfide. They can thus intro-
duce H2S into an H2S-free system. Colonies of
SRBs can also form deposits that lead to crevice
corrosion with produced H2S accelerating corro-
sion, because it is known to be an anodic stimu-
lant. In low-flow rate systems, hard rust nodules
or tubercles can form creating differential oxygen
cells, which lead to crevice corrosion (below).
Erosion CorrosionWhen erosion removes theprotective film of corrosion products, corrosion
can occur at a faster rate. Erosion corrosion may
play a role in CO2 corrosion. Under mild flow
conditions, sand may also cause erosion corro-
sion. This type of corrosion is also seen in anchor
chains where corrosion between links pro-
ceeds quickly.
Corrosion FatigueThis results from subjecting a metal to alternating stresses in a corrosive
environment. At the points of greatest stress,
the corrosion product film becomes damaged
allowing localized corrosion to take place.
Eventually this leads to crack initiation and crack
growth by a combination of mechanical and cor-
rosive action. Because of this combined action,
corrosion fatigue is greater at low stress cycles
that allow time for the corrosion process.
Welded connections on drillships, drilling and
production rigs and platforms are subject to this
type of corrosion.
Sulfide Stress CorrosionProduction of hydrogenresults from sulfide stress cracking (SSC). SSC
occurs when a susceptible metal is under tensile
stress and exposed to water containing hydrogen
sulfide or other sulfur compoundsgenerally
under anaerobic conditions. Corrosion cells gen-
erate FeS and atomic hydrogen. The amount of
metal loss is small and the FeS layer thin. The
layer of FeS promotes the movement of hydrogen
into the metal, usually into impurities at the grain
boundaries. Penetration of hydrogen into the body
of the metal reduces ductility. Accumulations of
hydrogen at imperfections generate tremendous
pressure. For hard high-strength steel the combi-
nation of lack of ductility and internal stress
superimposed on the tensile stress causes the
metal to break and crack (right). Penetration of
molecular hydrogen can also lead to blistering.
Chloride Stress Cracking (CSC)While undertensile stress, austenitic stainless steels can fail
by cracking when exposed to saline water above
200F [95C].
Stress Corrosion Cracking (combined with SSC,CSC and corrosion fatigue)CSC is an exampleof a broad range of stress-corrosion cracking,
defined as corrosion accelerated by tensile
stress. This type of corrosion starts at a pit or
notch, with cracks progressing into the metal pri-
marily along grain boundaries.
nHydrogen embrittlement and stress corrosion. When H2S is present, corrosion cells generate FeS andatomic hydrogen. The layer of FeS promotes the move-ment of hydrogen into the metal (top), and accumula-tions generate tremendous pressure. This leads toembrittlement and, if combined with static or cyclicstress, can lead to failure of the metal by corrosionfatigue or stress corrosion (middle). Stress corrosioncracking (bottom) starts at a pit or crevice. The zonearound the tip of the crevice becomes plastic understress allowing a crack to develop. Chlorine ions,which act as a catalyst to corrosion, can migrate intothe crack accelerating the process. The development ofthe crack within the plastic zone is another site forhydrogen embrittlement.
10 Oilfield Review
Mechanical and Mechanical/Corrosive Effects
CavitationThis type of metal lossoften grainby grainis due to high-pressure shock waves,
generated from the collapse of minute bubbles
in high-velocity fluids impinging on nearby metal
surfaces. Cavitation metal loss is usually found
on pump impellers developing too low a suction
pressure.
ErosionThis is direct metal removal by the cut-ting action of high-velocity abrasive particles.
Erosion failures (washouts) are seen in drillpipe
when leaks (loose connections or a corrosion
fatigue crack) allow drilling mud to flow through
the wall under high pressure. Erosion of flow-
lines at bends and joints by produced sand is
probably the other most common occurrence of
metal erosion in the petroleum industry.
nRust tubercle. Tuberculation is a complex localizedprocess that forms a nodule-like structure. It oftenforms in a region of low fluid velocity where adeposit of sludge or rust can shield a part of themetal and reduce the oxygen available to that area.The portion of steel exposed to water with low oxy-gen concentration becomes anodic and corrodes ata faster rate than the rest.
O2
OH
Iron or steel
O2
Highly anodic
Cathodic
Fe2FeS
H2SSO2
SRB
Fe3
Hard rust tubercle
FeCO3
Fe(OH)3
4
Stress Corrosion Cracking
Plastic zone
Steel
ClHH
H+ H+ Electrolyte
H2 H H
H2H H
H2
H
AirH H
Hydrogen Embrittlement
Corrosion fatigue
Hydrogen embrittlement
Stress corrosion
Static stress
Cyclic stress
Sulfide Stress Corrosion
ClCl
Cl
Steel
-
threads provide ideal places for crevice cor-rosion, which can also occur in scars left onthe tool joints by makeup tongs. A specialgrease, commonly known as dope, lubricatesthe threads and helps prevent corrosion.9
Mud corrosionDrilling mud also plays akey role in corrosion prevention. In additionto its well-known functions, mud must alsoremain noncorrosive. A greater awarenessof corrosion problems has come about bythe lower pH of polymer muds. Low pHmeans more acidic and hence more corro-sive. Oil-base muds are usually noncorro-sive and, before the introduction of polymermuds, water-base muds were used with rel-atively high pH of 10 or greater. So whenpolymer muds were introduced, corrosionfrom mud became more apparent.
Dissolved gases are the primary cause ofcorrosion in drilling fluids. The most com-mon are oxygen, carbon dioxide and hydro-gen sulfide. Oxygen, even in concentrationsas low as 1 part per million (ppm), is capa-ble of causing serious damage (top).
Oxygen can enter the mud system atmany points, especially at the surface mix-ing and storage tanks, and at the shakerscreens. Other entry points are at the cen-trifugal pumps, desanders and desilters. As aresult, the mud is usually oxygen-saturatedbefore it reaches the mud pumps. Sodiumsulfite- or ammonium bisulfite-based oxy-gen scavengers, such as Dowells IDSCAV,are routinely used in mud systems. Thesechemicals bond with oxygen in the mud toreduce its corrosivity.
Maintaining high pH is important in con-trolling corrosion rates by neutralizing acidscaused by H2S or CO2. Hydrogen sulfidecan enter the mud system directly from theformation or from thermally degraded mudproducts, SRBs or makeup water (above,right). Scavengers, such as sodium chro-mate, zinc chromate, and sodium nitrite,can quickly remove H2S. Dowells film-forming inhibitors IDFILM, help protect thedrillstring and casing. Triazine compoundsare used in products such as DowellsIDCIDE as biocides to control bacteria.10
Hydrogen sulfide will induce sulfide stresscracking (see Corrosion Mechanisms,page 8), so any mechanical measures toreduce stress such as decreasing torque orweight-on-bit will limit this type of failure.Surprisingly, high temperature reduces sul-fide stress cracking. So if H2S is detected, itis better to take advantage of high downholetemperatures and treat the mud with thedrillstring in the hole.
Corrosion control of CO2 is similar to H2Scontrol in that pH must be raised to reducethe acid effects, and drillpipe should becoated with inhibitors. Carbon dioxide canenter the mud system several waysdirectlyfrom the formation, by thermal degradationof organic materials, as carbonates frombarite or bentonite, chemical over-treatmentwith soda ash, or bicarbonate of soda. Cal-cium hydroxide can be used to precipitatecarbonates to reduce CO2 levels.
CompletionAfter casing has been putin a well, it is usually cemented in place.Cement itself provides primary externalprotection against corrosion, especiallynear the surface where circulating aquiferwater supplies unlimited oxygen. As arecent study on casing leaks in the Wafrafield in Kuwait discovered, the type ofcement used is also important. Severe cor-rosion occurred in wells where construc-tion and permeable light cement were usedinstead of the usual Portland class Gcement with additives.11 Leakage rates werehigher in shallow zones where high sulfateconcentrations caused the constructioncementwhich is nonsulfate resistanttobreak down, exposing the exterior of thecasing to corrosive aquifer water.
Completion design also plays an impor-tant role in preventing internal corrosion.Reducing sand production by gravel pack-
11April 1994
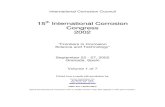
nComparison ofcorrosion rates ofsteel. Measure-ments of the corro-sion rates of a car-bon steel exposedto different con-centrations of O2,CO2 and H2S gasesdissolved in water,show that O2 isabout 80 timesmore corrosivethan CO2 and 400times more corro-sive than H2S.
nLocalized bacterial corrosion. Colonies of sulfate-reducing bacteria (SRB) form a deposit under which crevice corrosiondevelops. The SRBs introduce H2S into the system, which causesthe corrosion.
9. ASM Handbook, reference 1: 1258-1259.Jones, reference 1: 61-63.
10. Triazine compounds are derived from carbon,hydrogen and nitrogen compounds based onC3H3N3 rings.
11. Bazzari JA: Well Casing Leaks History and Corro-sion Monitoring Study, Wafra Field, paper SPE17930, presented at the SPE Middle East Oil Techni-cal Conference and Exhibition, Manama, Bahrain,March 11-14, 1989.Harari ZY: Monitoring Short-Term Corrosion Ratesin Some Oilwell Cements, Journal of PetroleumTechnology 42, no. 4 (April 1990): 418-421, 479.
25
20
15
10
5
0
Ove
rall
corr
osio
n ra
te o
f car
bon
stee
l, m
il/yr
1 2 3 4 5 6 7 8O2
Dissolved gas concentration in water phase, ppm
O2
H2S
CO2
50 100 150 200 250 300 350 400CO2100 200 300 400 500 600 700 800H2S
O2
Metal substrate
Weld metal
Localized corrosion
O2
Sulfate-reducing bacteria
-
ing prevents sand blasting that causes ero-sion corrosion. Erosion corrosion will bemore pronounced on equipment thatrestricts flow such as nipples, valves orsharp pipe bends. Once erosion hasremoved protective coatings, other forms ofcorrosion can start. The velocity of pro-duced fluids has the same effect as pro-duced sand with erosion occurring at placesof turbulence and cavitation.
Stimulation programs may, inadvertently,promote internal corrosion. Depending onlithology, highly corrosive hydrochloric acid[HCl] with additions of hydrofluoric [HF]acid are used to improve near-wellbore per-meability. These acids can also remove scalebuildup on the inside of casing and tubing,allowing direct attack on bare metal. (Scale,produced by iron sulfide and iron carbonatedeposits, restricts the corrosion process.Other types of scale are porous and do notprotect.) It is therefore essential to useinhibitors and to flow the well to removespent acid and allow pH levels to increase.
Inhibitors are mixed with acid to providea protective film over exposed completionstrings.12 The first generation of acidinhibitors was based on highly poisonousarsenic products, but over the years lesstoxic and more environmentally appropri-ate products have been developed. TheCORBAN range of inhibitors produced byDowell are designed for acid inhibition ofmost oilfield tubulars, including coiled tub-ing, duplex steels and other exotic alloys atup to 400 F [200 C].
The type and amount of inhibitor usedinhibitor loadingdepends not only on theacid and its strength, but also on the metalit is protecting, the working temperaturerange and the protection time desired.Inhibitor loadings are determined by mea-suring the corrosion of samples of casing ortubingcouponsin a corrosion-test auto-clave that duplicates the well-treatingenvironment.
Corrosion during productionCorrosioncan continue inside the casing and alongcompletion strings and pipelines during thelife of a well. Gas condensate wells may pro-duce gas, hydrocarbons, formation water,acid gases (CO2 and H2S) and organic
Caliper Devices
Mechanical multifinger calipers have been used
for many years to measure the internal diameter
of tubing and casing. The Tubing Geometry
Sonde (TGS) tool has interchangeable 16-finger
sections covering tubing sizes from 2 7/8 to 7 in.
[7 to 18 cm]. The larger MultiFinger Caliper
(MFC) tool has interchangeable sections with 36,
60 and 72 arms covering casing sizes from 7 to
13 3/8 in. [18 to 34 cm]. Both tools can be run in
any borehole fluid and are able to measure small
holes as long as a caliper passes over them. Log
presentations vary and may be quite sophisti-
cated (above).
Corrosion Rate Devices
The CPET Corrosion and Protection Evaluation
Tool has four sets of three electrodes, spaced at
2-ft [60-cm] intervals along the tool (next page).
The tool takes stationary measurements of poten-
tial differences and casing resistance between
electrode pairs. Casing current is calculated from
these measurements at each depth. By taking the
difference in current between stations, the radial
current density can be calculated and the corro-
sion rate computed. Casing thickness can also be
derived by assuming casing conductivity and
using the nominal casing outside diameter. A plot
of casing current flow against depth, shows
anodic regions where corrosion is likely to occur.
If the well is cathodically protected, the log will
also show the efficiency of the protection. The
tool can be run successively after adjustment of
the cathodic protection system current to ensure
that anodes have been biased out.12
Corrosion Logging Tools
nMultiFinger Caliper logfrom the North Sea. Thislog shows the 16 calipersfrom the Tubing GeometrySonde multifinger caliper(middle track). An imageof metal loss (right-handtrack) shows severe corro-sion at X54 ft.
12. Frenier WW, Hill DG and Jansinski RJ: CorrosionInhibitors for Acid Jobs, Oilfield Review 1, no. 2(July 1989): 15-21.Crowe C, Masmonteil J, Thomas R and Touboul E:Trends in Matrix Acidizing, Oilfield Review 4, no. 4 (October 1992): 24-40.Samant AK, Koshel KC and Virmani SS, Azoles asCorrosion Inhibitors for Mild Steel in a HydrochloricAcid Medium, paper SPE 19022, 1988.
Metal Loss %-25 0 20 70
Internal Radii
Dep
th, f
t Maxpit.%
Casing Geometry
X40
X50
X60
X70
-
Electronic cartridge
Telemetry cartridgeElectromagnetic Devices
The METT Multifrequency Electromagnetic Thick-
ness Tool is used to detect large-scale corrosion.
It works on the same principle as an induction
tool, having a transmitter coil and a receiver coil.
The transmitter generates an alternating mag-
netic field that induces eddy currents in the cas-
ing. These produce a secondary magnetic field
that interferes with the primary field causing a
phase shift. This is detected by the receiver coil.
The phase shift is proportional to the total
amount of metal surrounding the tool and hence
April 1994
nCPET Corrosion and Protection Evaluation Tool. The Cthe end of a hydraulically operated arm. Stationary readtances and electrode potential differences are measured
A1
B1
C1
D1
Hydraulic section
SElectrodesthe thickness of the casing. By using a multifre-
quency transmitter, other properties of the casing
that also affect the phase shift can be measured
so that thickness can be calculated. An internal
caliper measurement is derived from a high-fre-
quency field that penetrates the casing skin only.
The casing inside diameter (ID) measurement is
not affected by nonmagnetic scale deposits. Mon-
itoring a well over several years using the METT
tool gives the general corrosion rate.
The PAL Pipe Analysis Log tool measures mag-
netic flux leakage anomalies on the casing wall.
Low-frequency magnetic flux is generated by an
electromagnet, and pad-mounted sensors detect
PET tool has four sets of three electrodes, each one atings (inset) are taken and 12 separate contact resis-.
A3
B3
C3
D3
A2
B2
C2
D2
tationary readingsthe anomalies. Inner wall defects are detected by
inducing surface eddy currents using a separate
coil array with a high-frequency signal. This
helps to distinguish internal from external
defects. The PAL tool is primarily used to detect
casing holes.
The FACT Flux Array Corrosion Tool works on
the same principle as the PAL tool, but has a
more powerful electromagnet and is designed to
negotiate bends down to three times the pipe
diameter (3D bends).Ultrasonic Devices
The USI UltraSonic Imager tool and the CET
Cement Evaluation Tool use ultrasonic sound
pulses that reflect off and resonate within the
casing wall. The transit time of the first received
echo gives the internal casing radius. Frequency
analysis of the resonant portion of the signal pro-
vides casing thickness, allowing internal and
external metal loss to be computed. The CET tool
has eight transducers equally spaced in a helix
around the tool to give a limited casing cover-
age. The more advanced USI tool has a single
rotating transducer to provide full coverage. The
13
-
CET and USI tools were developed to record cement
bond and inspect the casing.
The Borehole Televiewer (BHTV) tool, Acoustic
TeleScanner (ATS) and the UBI Ultrasonic Borehole
Imager tool were all developed for openhole appli-
cations and employ a rotating transducer. The ATS
and UBI tools use a focused transducer to show
much finer detail than the CET or USI tools.
All acoustic tools are affected by dense highly
attenuating muds and casing scale. They also, at
present, do not work in gas-filled holes.
Composite Logs
Many corrosion tools can be combined to give a
detailed picture of internal or external corrosion,
general corrosion or pits and holes. Modern com-
puters can present these data in many different
ways according to customer requirements (above).
nComposite corrosion log. Three corrosion toolshave provided the data for this composite log. Track1 shows the nominal casing ID and OD along withthe ID and OD from the CET Cement Evaluation Tooland indicates the presence of corrosion, or scale orwax buildup. Track 2 shows the total metal loss fromthe METT Multifrequency Electromagnetic ThicknessTool. Track 3 shows the well sketch along with a flagif the corrosion is more than 50%. Track 4 shows theincrease or decrease in radius images generatedfrom the eight transducers of the CET tool. Track 5shows the increase or decrease in casing thicknessfrom the CET tool. Track 6 shows roughness image,again from the CET tool, to indicate the presence ofpitting or scale. Track 7 gives casing geometry infor-mation from the CET tool. Track 8 gives defect identi-fication from the PAL Pipe Analysis Log tool. Thecoding has been accepted by the National Associa-tion of Corrosion Engineers (NACE) and the EnergyResources Conservation Board (ERCB) in Canada.Code 2 means 20 to 40% of wall penetration; code 3,40 to 60% wall penetration; code 4, 60 to 80% wallpenetration; inner defect means over 20% wall pene-tration and penetration means a potential hole.
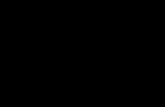
acids.13 Wells that produce formation water,or allow it to condense, are likely to cor-rode; this may occur anywhere in the tubingstring, wellhead or flowline. Higher temper-atures accelerate the corrosion rate, as doesfaster flow. Corrosion increases with watersalinity up to about 5% of sodium chloride.Above this, the solubility of oxygen in thewater decreases reducing corrosion rates. Infact, when the salt content is above 15%,the rates are lower than with fresh water(next page, top). When water and acidgases are present, the corrosion rates riserapidly. Water dissolves CO2 or H2S andbecomes acidic.
In highly corrosive environments, carbonsteel can be protected by corrosioninhibitors during production.14 Like acidcorrosion inhibitors, these adhere to casingand completion strings to form a protectivefilm. Inhibitors can be continuously intro-duced into a producing well by a capillary
14
Casing ID
-7 in. 3OD
-9 in. 1Radius
Eccentering0 in. 0.5
Rel Bearing0 deg 360
Deviation0 deg 360
5-10% gain
0-5% loss
10-15% loss
25%
etal
Los
s
Inne
r de
fect
Cod
e 2
Cod
e 3
Cod
e 4
Pen
etra
tion
ell S
ketc
h
Thickness RoughnessInner Radii
1-.9
.7-.6
.2-.1
0
Defectcode from
PALtube run on the outside of the tubing as partof the completion design (next page, right).Other methods include batch treatmentwhere inhibitor is pumped down the tubingregularly, say every six weeks, or squeezetreatments, where inhibitor is pumped intothe formation.
To protect wells and pipelines from exter-nal corrosion, cathodic protection is used.15In remote areas sacrificial ground beds maybe used for both wells and pipelines (nextpage, left). A single ground bed can protectup to 50 miles [80 km] of pipeline. In theMiddle East, solar panels have been used topower impressed current cathodic protec-tion systems. Other methods include ther-moelectric generators fueled directly fromthe pipeline. To protect several wells, a cen-tral generator may be used and a distribu-
Oilfield Review
13. Gunaltun Y: Carbon Dioxide Corrosion in OilWells, paper SPE 21330, presented at the SPE Middle East Oil Show, Manama, Bahrain, November16-19, 1991.Crolet J-L and Bonis MR: Prediction of the Risks of CO2 Corrosion in Oil and Gas Wells, paper SPE20835, presented at the Offshore Technology Con-ference, Houston, Texas, USA, May 7-10, 1990.
14. Argent CJ, Kokoszka CL, Dale MJ and HindmarshMW: A Total System Approach to Sweet Gas Corrosion Control by Inhibition, paper SPE 23153,presented at the Offshore Europe Conference,Aberdeen, Scotland, September 3-6, 1991.Stephens RM and Mohamed MF: Corrosion Moni-toring and Inhibition in Khuff Gas Wells, paper SPE 11511, presented at the SPE Middle East OilTechnology Conference, Manama, Bahrain, March14-17, 1983.
15. Seubert MK: Design Parameters for Offshore WellCasing Cathodic Protection, paper SPE 17934, presented at the SPE Middle East Oil Technical Conference and Exhibition, Manama, Bahrain,March 11-14, 1989.Thickness aboveM W
-
nCorrosive effects of sodium chloride [NaCl]. As the weight per-centage of NaCl increases up to about 5%, the corrosion rateincreases rapidly. Increasing the salt content above this reducesthe solubility of oxygen, so the corrosion rate decreases and atabout 15% NaCl, the rate is less than with fresh water.
nTypical cathodicprotection installa-tion for a pipeline.Sacrificial anodesare buried deepunderground in ahole filled withconductive mate-rial to ensure elec-trical continuitybetween theanodes throughthe ground to thepipeline. The cir-cuit is completedby connecting acable through arectifier to thepipeline. The recti-fier ensures thatthe cathodic pro-tection systemdoes not reverse,causing thepipeline to corrode.
nCapillary tube inhibitor injection.Inhibitors are chemicals that are absorbedonto a metal surface from solution to pro-tect against corrosion. The protective filmslows corrosion by increasing anodic andcathodic polarization, reducing diffusion ofions to the metal surface, increasing theelectrical resistance at the metal-elec-trolyte interface and by increasing thehydrogen over voltagethe voltagerequired to remove hydrogen and preventa buildup stifling the corrosion process. The choice of inhibitor depends on themetal to be protected and its environment.Equally important is the method of appli-cation. Shown is a continuous injectionmethod to protect tubing. Inhibitor ispumped down a capillary tube strapped to the outside of the tubing to a side pocketmandrel where it will then mix with pro-duction fluid and form a protective film onthe inside.
15April 1994
2.5
2
1.5
1
0.5
05 10 15 20 25
Rel
ativ
e co
rros
ion
rate
% NaCI by weight
Wellhead
Inhibitor injection capillary tube
Clamp
Side pocketmandrel
Packer
Tubing
Pipe casing through loose surface soils
Vented and secured casing cap
Medium gravel to hold hole open and vent any gases
Working portion of ground bed
Anode strapped to pipe support
Conductive material
Pipe foot
Centering device
Protected pipeline
Rectifier
Pipe support
Cabled individual anode leads
+
-
tion network set up. Wells should be insu-lated from pipelines so that protection sys-tems do not cause unwanted anodic regionsand stray current corrosion.
Under the right conditions, iron sulfideand iron carbonate scalesthe corrosionproducts when H2S or CO2 are presentprovide protective coatings. The composi-
16 Oilfield Review
Sonde
Compensating device
Motor assembly
Gear box assembly
Rotating electrical connection
Centralizer
Rotating shaft with built-in electronics
Rotating seal
Transducer
Interchangeable rotating sub
7.5 rps
Plastic InsulatorSteel ring
Test coupon
Drillpipe
Tool joint
nThe UBI Ultrasonic Borehole Imager tool.The UBI tool uses a rotating focused trans-ducer to produce an image of the casing.The transducer fires an ultrasonic pulse atthe casing. Some energy is reflected backto the transducer from the internal surfaceof the casing. By measuring the timebetween transducer firing and the arrivalof the first echo an accurate casing inter-nal diameter is calculated. The amplitudeof the first arrival also gives a vivid imageof the inner casing surface. The tool has avertical resolution of 0.2 in. [5 mm].
nTest coupon for monitoring corrosion ofdrillpipe. Test coupons may be inserted inany type of pipe work to monitor corrosion.Rings inserted in the tool joints of drillpipeare later removed and examined to moni-tor corrosion type and corrosion ratetheassumption being that the coupons cor-rode at the same rate as the drillpipe.Mud engineers also use drillpipe couponsto check the corrosive properties of themud system.tion of production fluids, however, maychange during the life of a reservoir so rely-ing on natural protection may not be wise.Corrosion monitoring, in some form, shouldalways be undertaken.
Monitoring CorrosionCorrosion monitoring is just as important asrecognizing the problem and applying con-trols. Monitoring attempts to assess the use-ful life of equipment, when corrosion condi-tions change and how effective the controlsare. Techniques used for monitoring dependon what the equipment is, what it is used forand where it is located.
StructuresMonitoring corrosion onexposed structures is fairly straightforwardand is carried out by visual inspection. Morerigorous tests are required when a structureis load-bearing. Some form of nondestructivetesting is used, such as magnetic particletesting to reveal cracks.16 Sedco Forex rigsare inspected every four years and requireunderwater divers or remote operated vehi-cles (ROVs) using still or video photographyto check the condition of legs and risers.During this inspection the corrosion rate ofsacrificial anodes can be assessed. Normallyanodes are designed to last seven or eightyears so they will have to be replaced duringthe typical 20-year life of a rig.
DrillpipeTo monitor drillpipe corrosionand the effectiveness of mud treatments,coupon rings are installed between joints(left ). The rate of corrosion can then beassessed by measuring the amount of metallost from the rings. Rates of 0.5 to 2lbm/ft2/yr [2.4 to 9.8 kg/m2/yr] without pit-ting are acceptable. Drillpipe is also regu-larly inspected on racks by ultrasonic and X-ray techniques.
MudDuring drilling, mud systems areroutinely monitored for chemical and physi-cal properties. Tests specifically related tocorrosion control include an analysis ofoxygen, CO2, H2S and bacteria. Hydrogensulfide is detected by measuring the total
-
17
nUBI log in casedhole. This log ispresented on ascale of 1:10 andshows a large holein the 7-in. lineraround X220 ft.Just above the cor-roded hole is a pat-tern of severalsmaller holeswhere the casinghas been perfo-rated. Track 1shows the ampli-tude image, Track2 the increase ordecrease in theinternal radiusimage and Track 4shows the metalloss image. Track 3gives a cross sec-tion of the well.
16. Barreau et al, reference 7.17. Bettis FE, Crane LR, Schwanitz BJ and Cook MR:
Ultrasound Logging in Cased Boreholes PipeWear, paper SPE 26318, presented at the 68th SPEAnnual Technical Conference and Exhibition, Hous-ton, Texas, USA, October 3-6, 1993.Kolthof WJ and van der Wal D: The Use of Digi-tised Tubing Caliper Data for Workover Planning,paper SPE 23134, presented at the Offshore EuropeConference, Aberdeen, Scotland, September 3-6,1991.Cryer J, Dennis B, Lewis R, Palmer K and Watfa M:Logging Techniques for Casing Corrosion, TheTechnical Review 35, no. 4 (October 1987): 32-39.Davies DH and Sasaki K: Advances in Well CasingCathodic Protection Evaluation, Materials Perfor-mance 28, no. 8 (August 1989): 17-24.
18. Fincher DR and Nestle AC: A Review of CorrosionMonitoring Techniques, paper SPE 4220, presentedat the Symposium on the Handling of OilfieldWaters of the SPE of AIME, Los Angeles, California,USA, December 4-5, 1972.Galbraith JM: In-Service Corrosion Monitoring WithAutomated Ultrasonic Testing Systems, paper SPE22097, presented at the International Arctic Technol-ogy Conference, Anchorage, Alaska, USA, May 29-31, 1991.
Amplitude, dB
X220
X212
X228
Internal Radiiminus avg, in.
Metal Loss, in.
perforations
Radiusmin.
max.
avg, in.
2.5 in 3.5
0 7 11 15 0.1
500
0.0
711
0.08
68
0.15
0.5
0.1
842
0.18
42
0.5
level of soluble sulfides. Mud filtrate can betested further by adding acid to liberate H2S,which can be measured using any standardH2S detector such as a Draeger tube. Bacte-rial attacks can be recognized by a drop inpH, increase in fluid loss or change in vis-cosity. Anaerobic bacteria can turn the mudblack and produce a smell of rotten eggs.
Casing and tubingVarious corrosionlogging tools measure internal corrosion,external corrosion and even evaluatecathodic protection of oil wells (see Corro-sion Logging Tools page 12).17 One of themost commonly used techniques has beenthe multifinger caliper run on either slicklineor electric line. This measures the internalApril 1994
radius of casing and tubing using lightlysprung feeler arms. (Heavy springing cancause the fingers to leave tracks throughprotective scales and chemical inhibitorsleading to enhanced corrosion from runningthe survey itself!) An improvement on con-tact calipers is the ultrasonic caliper (previ-ous page, right), which uses a rotating ultra-sonic transducer to measure the echo timeof a high-frequency sonic pulse. The pro-cessed signal produces a map of the casing.A recent development using a speciallyfocused transducer designed for open holeand currently under development for casedhole, shows remarkable cased hole detail(right). The perforations are clearly seen.
Wireline logging provides a good evalua-tion of downhole corrosion, but disruptsproduction and may involve pulling com-pletions. Oil companies, therefore, like touse surface monitoring methods to indicatewhen downhole inspection is required.
PipelinesSurface monitors include testcoupons placed at strategic points in theflowline and also more sophisticated tech-niques that attempt to measure corrosionrates directly (resistance devices, polariza-tion devices, galvanic probes, hydrogenprobes and iron counts).18 This approach tomonitoring can be hit or miss when trying torelate surface corrosion to downhole corro-
-
sion. In the past, the onset of well problemsinstigated monitoring. While waiting for afailure is not recommended, recovering cor-roded tubing or casing at least providesvaluable after-the-fact information, andevery opportunity is taken to find out whatcaused the corrosion and the failure.
Some downhole monitoring techniqueshave been adapted to logging pipelines.19The same surface logging equipment isused, but the logging tools themselves havebeen made more flexible to pass aroundsharp bends (right ). Short lengths of pipemay be logged by this method, but longerlengths are usually monitored by smart pigs.These are sophisticated instrument pack-ages, which use ultrasonic, flux leakage andother electromagnetic techniques to checkfor corrosion. The data are usually stored inthe pig itself for later retrieval. The pig ispumped along a pipeline from a specially-built launching station to a purpose-builtreceiving section of the pipeline. Surveyscover tens or even hundreds of miles.
ConclusionThe oil industry has invested heavily inmaterial and personnel to try to tame corro-sion and prevent metal from returning to itsnatural state. New oil fields benefit frompredevelopment planning and the growingknowledge of all aspects of corrosion con-trol and monitoring. Older fields will con-tinue to benefit from the expertise of thecorrosion engineer and the constant moni-toring required to prevent disaster. AM
nThe FACT FluxArray Corrosion Tool.This highly articu-lated sensor mea-sures flux leakageand eddy currentanomalies associ-ated with pit orcrevice corrosion on pipeline walls. A powerful electro-magnet generateslow-frequency mag-netic flux. Corrosioncauses changes inthe flux, inducing a voltage in the pad-mounted sensor coils.Separate coils detectinner wall defects by inducing surfaceeddy currents with ahigh-frequency sig-nal. This helps distin-guish internal fromexternal defectsdetected by the fluxleakage coils.
18 Oilfield Review
19. Edwards RC: Pipeline Corrosion Logging: A NewApplication of Wireline Surveys, paper SPE 17743,presented at the SPE Gas Technology Symposium,Dallas, Texas, USA, June 13-15, 1988.
Electronics
Pad-mounted sensorsand electromagnet
-
taken into account. This article investigatesthe objectives and methods of seismic sur-vey design and reviews field examples ofstate-of-the-art techniques.
The ideal 3D survey serves multiple pur-poses. Initially, the data may be used to
Theres more to designing a seismic
get the best signal at the lowest cos
borehole data to survey simulation in
3D Seismic
For help in preparation of this article, thanks to Jack
C. Peter AshtonMrsk Olie og Gas ASCopenhagen, Denmark
Brad BaconAngus MannNick MoldoveanuHouston, Texas, USA
Christian DplantElf AquitainePau, France
DickiIresonThor SinclairGatwick, England
Glen Redekop Maersk Oil Qatar ASDoha, Qatar
vey has decreasedby more than 50%.(Courtesy of Ian Jack,BP Exploration, Stock-ley Park, England.)
Increased efficiency has brought the cost ofmarine three-dimensional (3D) seismic datato its lowest level ever, expanding the popu-larity of 3D surveys (above). In the past fiveyears, oil companies have increased expen-ditures on seismic surveys by almost 60%,
Dol
lars
, in
thou
san
25
20
10
5
0
15
1990 1991 1992 1993
Yearenhance a structural interpretation based ontwo-dimensional (2D) data, yielding newdrilling locations. Later in the life of a field,seismic data may be revisited to answerquestions about fine-scale reservoir architec-
Caldwell and Greg Leriger, Geco-Prakla, Houston, USA;Mandy Coxon and Dominique Pajot, Geco-Prakla,Gatwick, England; Jacques Estival, Elf Petroleum Nigeria,Lagos, Nigeria; Dietmar Kluge, Geco-Prakla, Hannover,Germany; Lloyd Peardon, Schlumberger CambridgeResearch, England; Lars Sonneland, Geco-Prakla, Stavanger, Norway; and Tim Spencer, British Gas,
to $2.2 billion.1 However, an estimated10% of surveys fail to achieve their primaryobjectivesome because the technologydoes not exist to process the data, somebecause the surveys are improperlyApril 1994
Reading, England.Appreciation is expressed to Qatar General PetroleumCorporation (QGPC) for its consent to the release of data.QUAD-QUAD is a mark of Geco-Prakla. TWST(Through-Tubing Well Seismic Tool) is a mark of Schlum-berger.1. For the most recent worldwide figures:
Riley DC: Special Report Geophysical Activity in1991, The Leading Edge 12, no. 11 (November1993): 1094-1117.
2. Personal communication: Thor Sinclair.survey than just choosing sources an
t, geophysicists are tapping an arsena
3D.
Survey Design
ds
Cost of Marine 3D Seismic Surve
40
35
30planned.2 Careful planning can result inmore cost-effective acquisition and process-ing, and in data of sufficient quality to bene-fit from the most advanced processing.
But before the first shot is fired or the firsttrace recorded, survey designers must deter-mine the best way to reveal the subsurfacetarget. As basics, they consider locationsand types of sources and receivers, and thetime and labor required for acquisition.Many additional factors, including health,safety and environmental issues, must bed receivers and shooting away. To
l of technology from integration of
nCost of marine 3Dseismic surveys forone oil company.Since 1990, the costof a marine 3D sur-
y per km2ture or fluid contacts, or may be comparedwith a later monitor survey to infer fluid-frontmovement. All these stages of interpretationrely on satisfactory processing, which in turnrelies on adequate seismic signal to process.The greatest processing in the world cannotfix flawed signal acquisition.
19
-
20
nTemporal andspatial aliasingcaused by sam-pling less thantwice per cycle.Temporal aliasing(top) occurs wheninsufficient sam-pling renders a 50-Hz signal and a200-Hz signal indis-tinguishable(arrows representsample points). The50-Hz signal is ade-quately sampled,but not the 200-Hz.(Adapted from Sheriff,reference 4.) Spatialaliasing (bottom)occurs whenreceiver spacing ismore than half thespatial wavelength.With minor aliasing(left) arrivals can betracked at near off-sets as timeincreases, butbecome difficult tofollow at far offsets.With extreme alias-ing (right) arrivalseven appear to betraveling back-wards, toward nearoffsets as timeincreases. (Adaptedfrom Claerbout, refer-ence 6.)
nBetter stacking from a wide and evenly spaced set of offsets.Reflection arrival times from different offsets are assumed to fol-low a hyperbola. The shape of the hyperbola is computed fromthe arrivals. Traces are aligned by flattening the best-fittinghyperbola into a straight line, then summed, or stacked. Perfectalignment should yield maximum signal amplitude at the timecorresponding to zero offset. A wide range of evenly spaced off-sets gives a better-fitting hyperbola, and so a better stack.
200 Hz50 Hz
Time, msec0 8 16 24 32
Temporal Aliasing
Stackingvelocity+ =
Hyperbolicmoveout
Offset
Two-
way
tim
e
Offset
CMP gather CorrectedCMP gather
StackedCMP trace
+ + =
Two-
way
tim
e
Increasing offset
Minor Aliasing Extreme Aliasing
Increasing offsetElements of a Good SignalWhat makes a good seismic signal? Process-ing specialists list three vital require-mentsgood signal-to-noise ratio (S/N),high resolving power and adequate spatialcoverage of the target. These basic elements,along with some geophysical guidelines (seeGuidelines from Geophysics, page 22),form the foundation of survey design.
High S/N means the seismic trace hashigh amplitudes at times that correspond toreflections, and little or no amplitude atother times. During acquisition, high S/N isachieved by maximizing signal with a seis-mic source of sufficient power and directiv-ity, and by minimizing noise.3 Noise caneither be generated by the sourceshot-generated or coherent noise, sometimesorders of magnitude stronger than deep seis-mic reflectionsor be random. Limitationsin the dynamic range of acquisition equip-ment require that shot-generated noise beminimized with proper source and receivergeometry. Proper geometry avoids spatialaliasing of the signal, attenuates noise andobtains signals that can benefit from subse-quent processing. Aliasing is the ambiguitythat arises when a signal is sampled lessthan twice per cycle (left). Noise and signalcannot be distinguished when their sam-pling is aliased.
A common type of coherent noise thatcan be aliased comes from low-frequencywaves trapped near the surface, called sur-face waves. On land, these are known asground roll, and create major problems forprocessors. They pass the receivers at amuch slower velocity than the signal, andso need closer receiver spacing to be prop-erly sampled. Planners always try to designsurveys so that surface waves do not con-taminate the signal. But if this is not possi-ble, the surface waves must be adequatelysampled spatially so they can be removed.
During processing, S/N is enhancedthrough filters that suppress noise. Coherentnoise is reduced by removing temporal andspatial frequencies different from those ofthe desired signal, if known. Both coherentand random noise are suppressed by stack-ingsumming traces from a set of source-receiver pairs associated with reflections ata common midpoint, or CMP.4 The source-receiver spacing is called offset. To bestacked, every CMP set needs a wide andevenly sampled range of offsets to define thereflection travel-time curve, known as thenormal moveout curve. Flattening thatcurve, called normal moveout correction,will make reflections from different offsetsarrive at the time of the zero-offset reflec-tion. They are then summed to produce astack trace (left ). In 3D surveys, with the
-
advent of multielement marine acquisi-tionmultistreamer, multisource seismicvesselsand complex land acquisitiongeometries, reflections at a CMP come froma range of azimuths as well as a range ofoffsets (right).5 A 3D CMP trace is formed bystacking traces from source-receiver pairswhose midpoints share a more or less com-mon position in a rectangular horizontalarea defined during planning, called a bin.The number of traces stacked is calledfoldin 24-fold data every stack trace rep-resents the average of 24 traces. Theoreti-cally, the S/N of a survey increases as the
21
nReflections from source-receiver pairs bounce in a bin, a rectan-gular, horizontal area defined during planning. In a 3D survey aCMP trace is formed by stacking traces that arrive from a range ofazimuths and offsets (top). The distribution of offsets is displayed ina histogram within each bin (bottom). The vertical axis of the his-togram shows the amount of offset, and the horizontal axis indi-cates the position of the trace in offset.
nA fold plot showing 40-fold coverage over the heart of the survey.The edge of the survey has partial fold because several of the firstand last shots do not reach as many receivers as in the central partof the survey.
1 2 3
4 5 6
1 2 3
4 5 6
Offsets and Azimuths in a CMP Bin
Offset DistributionSource ReceiverBin
130
160
190
220
250
Shotpoint number130 160 190 220
Fold
3
7
11
14
18
22
25
29
33
36
40square root of the fold, provided the noise israndom. Experience has shown, however,that for a given target time, there is an opti-mum fold, beyond which almost no S/Nimprovement can be made.
Many survey designers use rules of thumband previous experience from 2D data tochoose an optimal fold for certain targets orcertain conditions. A fringecalled the foldtaper or haloaround the edge of the sur-vey will have partial fold, thus lower S/N,because several of the first and last shots donot reach as many receivers as in the centralpart of the survey (below, right). Getting fullfold over the whole target means expandingthe survey area beyond the dimensions ofthe target, sometimes by 100% or more.Many experts believe that 3D surveys do notrequire the level of fold of 2D surveys. Thisis because 3D processing correctly positionsenergy coming from outside the plane con-taining the source and receiver, which in the2D case would be noise. The density of datain a 3D survey also permits the use of noise-reduction processing, which performs betteron 3D data than on 2D.
Filtering and stacking go a long waytoward reducing noise, but one kind ofnoise that often remains is caused by multi-ple reflections, multiples for short. Multi-ples are particularly problematic wherethere is a high contrast in seismic propertiesnear the surface. Typical multiples are rever-berations within a low-velocity zone, suchas between the sea surface and sea bottom,
April 1994
3. Directivity is the property of some sources wherebyseismic wave amplitude varies with direction.
4. For a full description of terms used in seismic data processing see Sheriff RE: Encyclopedic Dictionary ofExploration Geophysics. Tulsa, Oklahoma, USA: Soci-ety of Exploration Geophysicists, 1991.
5. Streamers are cables equipped with hydrophonereceivers. Multistreamer vessels tow more than onereceiver cable to multiply the amount of data acquiredin one pass. For a review of marine seismic acquisitionand processing see Boreham D, Kingston J, Shaw Pand van Zeelst J: 3D Marine Seismic Data Process-ing, Oilfield Review 3, no. 1 (January 1991): 41-55.
-
nSeismic section with strong multiple noise. Multiples canappear as a repetition of a shallower or deeper portion of theseismic image. [Adapted from Morley L and Claerbout JF: Predic-tive Deconvolution in Shot-Receiver Space, Geophysics 48 (May 1983):515-531.]
Guidelines from Geophysics
Many of the rules that guide 3D survey design are
simple geometric formulas derived for a single
plane layer over a half-space: the equation
describing the hyperbola used in normal moveout
correction is one example. Others are approxima-
tions from signal processing theory. Sometimes
survey parameters are achieved through trial and
error. The following formulas hold for some sim-
ple 3D surveys:
Bin size, D xD y, is calculated to satisfy verticaland lateral resolution requirements. For a flat
reflector, bin length, D x, can be the radius of theFresnel zone or larger. The Fresnel zone is the
area on a reflector from which reflected energy
can reach a receiver within a half-wavelength of
the first reflected energy. For a dipping reflector
where Vrms is the root mean square average of
velocities down to the target, fmax is the maxi-
mum nonaliased frequency required to resolve
the target, and J is the structural dip. Normally
D y = D x.3D fold is determined from estimated S/N of
previous seismic data, usually 2D. 3D fold must
be greater than or equal to
or between the earths surface and the bot-
achieved by recording a high bandwidth, orwide range of frequencies. The greater thebandwidth, the greater the resolving power
a
aa
a
a
aa
aaaa
a aa
aa
a a aaaa
aa
aaaaaa
a a
aa
Primaryreflection Ghost
Near-surfacemultiples Long-pathmultiple
nMultiple reflec-tions. After leav-ing the source,seismic energycan be reflected anumber of timesbefore arriving atthe receiver.
22
D x = V rms4f max sin J
,
2D fold D x D y2Rf dx
,
Multiple
01. Normal moveout stretch is the distortion in wave-
where Rf is the radius of the Fresnel zone and dxis the CMP interval in the 2D data.
Maximum offset, Xmax, is chosen after consid-
ering conflicting factorsvelocity resolution,
normal moveout stretch and multiple
attenuation.1 For a velocity resolution D v/v
required to distinguish velocities at time T,
where D f is fmax - fmin, or the bandwidth. As Xmaxincreases, D v/v increases, or improves. But with
long offsets, normal moveout stretch increases
and multiples can become worse.
of the seismic wave. A common objective ofseismic surveys is to distinguish the top andbottom of the target. The target thicknessdetermines the minimum wavelengthrequired in the survey, generally consideredto be four times the thickness.7 That wave-length is used to calculate the maximumrequired frequency in the bandwidthaverage seismic velocity to the targetdivided by minimum wavelength equalsmaximum frequency. The minimum fre-quency is related to the depth of the target.Lower frequencies can travel deeper. Someseismic sources are designed to emit energyin particular frequency bands, and receiversnormally operate over a wider band. Ideally,sources that operate in the optimum fre-quency band are selected during surveydesign. More often, however, surveys areshot with whatever equipment is proposedby the lowest bidder.
Xmax = 2Tv2
D f D vv
,Tim
e, s
ec
4.0
3.0
2.0
1.0
Seafloor reflection
Seafloor multiple
Seafloor multiple
Primary reflection
Multipletom of a layer of unconsolidated rock(below, left). Multiples can appear as laterarrivals on a seismic section, and are easy toconfuse with deep reflections (left ).6 Andbecause they can have the same character-istics as the desired signalsame frequencycontent and similar velocitiesthey areoften difficult to suppress through filteringand stacking. Sometimes they can beremoved through other processing tech-niques, called demultiple processing, butresearchers continue to look for better waysto treat multiples.
The second characteristic of a good seis-mic signal is high resolution, or resolvingpowerthe ability to detect reflectors andquantify the strength of the reflection. This isshape caused by normal moveout correction.
-
Another variable influencing resolution issource and receiver depthon land, thedepth of the hole containing the explosivesource (receivers are usually on the surface),and at sea, how far below the surface thesources and receivers are towed. Thesource-receiver geometry may produceshort-path multiples between the sources,receivers, and the earth or sea surface. If thepath of the multiple is short enough, themultiplesometimes called a ghostwillclosely trail the direct signal, affecting the
seismic raypaths, sometimes called raytracemodeling, provides a better estimate of sub-surface coverage, but is not done routinelyduring survey planning because of cost andtime constraints. An exception is a recentevaluation by Geco-Prakla for a survey inthe Ship Shoal South Addition area of theGulf of Mexico (page 31).
Balancing Geophysics with Other ConstraintsAcquiring good seismic signal is expensive.On land or at sea, hardware and labor costsconstrain the survey size and acquisitiontime. The job of the survey planner is to bal-ance geophysics and economy, achievingthe best possible signal at the lowest possi-ble cost.8 On land, source lines can bealigned with receiver lines, or they can be atangles to each other. Different source-receiver patterns have different cost and sig-nal advantages, and the planner must
When the reflector ist. When the reflectortor may requiretions may involvetions from a flat layer.
6. Claerbout JF: Imaging the Earths Interior. Boston,Massachusetts, USA: Blackwell Scientific Publications(1985): 356.
7. This is the criterion for resolving target thickness visu-ally. By studying other attributes of a seismic tracesuch as amplitude or signal phase, thinner layers canbe resolved.
8. Survey design and survey planning are sometimesused interchangeably, but most specialists prefer tothink of planning as the part of the design process thatconsiders cost constraints and logistics.
a
a a aa
a a
aa
a a
aa
a
a a a
Horizontal Reflector
23signals frequency content. The two-waytravel time of the ghost is associated with afrequency, called the ghost notch, at whichsignals cancel out. This leaves the seismicrecord virtually devoid of signal amplitudeat the notch frequency. The shorter the dis-tance between the source or receiver andthe reflector generating the multiple, thehigher the notch frequency. It is important tochoose a source and receiver depth thatplaces the notch outside the desired band-width. It would seem desirable to plan asurvey with the shallowest possible sourcesand receivers, but this is not always optimal,especially for deep targets. On land, short-path multiples can reflect off near-surfacelayers, making deeper sources preferable. Inmarine surveys, waves add noise and insta-bility, necessitating deeper placement ofboth sources and receivers. In both cases,survey design helps reach a compromise.
The third requirement for good seismicdata is adequate subsurface coverage. Thelateral distance between CMPs at the targetis the bin length (for computation of binlength, see Guidelines from Geophysics,previous page). Assuming a smooth hori-zontal reflector, the minimum source spac-ing and receiver spacing on the surfacemust be twice the CMP spacing at the tar-get. If the reflector dips, reflection points arenot CMPs (above, right). Reflected wavesmay be spatially aliased if the receiver spac-ing is incorrect. A survey designed with goodspatial coverage but assuming flat layersmight fail in complex structure. To recordreflections from a dipping layer involvesmore distant sources and receivers thanreflections from a flat layer, requiring expan-
April 1994sion of the survey areacalled migrationapertureto obtain full fold over the target.
In general, survey planners use simpletrigonometric formulas to estimate optimalCMP spacing and maximum source-receiveroffset on dipping targets. As geophysicistsseek more information from seismic data,making the technique more cost-effective,simple rules of thumb will no longer pro-vide optimum results. Forward modeling of
nEffect of reflector dip on the reflection point.flat (top) the CMP is a common reflection poindips (bottom) there is no CMP. A dipping reflecchanges in survey parameters, because reflecmore distant sources and receivers than reflec
a
aa
aaaa
a aa
a
aaa
aa
aaaaa
a
a
aaa
a a
aa
aa
a
aa
aaaa
a aa
a
Dipping Reflector
ShotpointReceiver
-
Theoretical Grid
Final Grid
Random Technique
Source lineReceiver line
Checkerboard Pattern
ReceiverSource
choose the one that best suits the survey(right). Once a survey pattern is selected,subsurface coverage can be computed interms of fold and distribution of offset andazimuth. If the coverage has systematicholes, the pattern must be modified.iIn com-plex terrain, planned and actual surveysmay differ significantly (left).9
Land acquisition hardware can cost $5million to $10 million for recording equip-ment and sourcesusually vibrating trucksor dynamitebut labor is the major surveycost. Cost can be controlled by limiting thenumber of vibrator points or shotpoints, orthe number of receivers. But limitingreceivers limits the area that can be shot atone time. If a greater area is required,receivers must be picked up and moved,increasing labor costs. The most efficientsurveys balance source and receiverrequirements so that most of the time isspent recording seismic data and not wait-ing for equipment to be moved. Land prepa-ration, such as surveying source andreceiver locations and cutting paths throughvegetation or topography, must be includedon the cost side of the planning equation. Incountries where mineral rights and land sur-
nCommon source-receiver layouts for landacquisition. The checkerboard pattern(top), sometimes called the straight-line orcross-array pattern, is preferred when thesource is a vibrator truck, because itrequires the least maneuvering. The brickpattern, (middle) sometimes called stag-gered-line, can provide better coverage atshort offsets than the checkerboard, but ismore time-consuming, and so costlier. Thezigzag pattern (bottom) is highly efficient inareas of excellent access, such as deserts,where vibrator trucks can zigzag betweenreceiver lines.
nPlanned versus actual surveys. AUSA (top, left) calls for a checkerbosource lines (red). The actual survclose to plan. Other cities present in Milan,iItaly (right) used a randoreceivers. (Adapted from Bertelli et al
24 Oilfield Review
face rights are separately and privately held,such as in the US, landowners must givepermission and can charge an access fee.Other constraints that can affect surveyplanning include hunting seasons, per-mafrost, population centers, breeding sea-sons, animals migrating or chewing cables,and crops that limit vibrator source trucks tofarm roads.
Marine survey planners consider differentconstraints. Hardware is a major cost;sources and recording equipment are a siz-able expense, but additionally, seismic ves-sels cost $35 to $40 million to build, andSourceReceiver
survey planned in West Texas,ard of receiver lines (blue) and
ey shot (bottom, left) came veryacquisition challenges. A surveym arrangement of sources and, reference 9.)Brick Pattern
Zigzag Pattern
-
tens of thousands of dollars per day to oper-ate. Sources are clusters of air guns of differ-ent volumes and receivers are hydrophonesstrung 0.5 m [1.6 ft] apart in groups of up to48, on cables up to 6000 m [19,680 ft]long. Sources and receivers are almostalways towed in straight lines across the tar-get (below, right), although other geometriesare possible. Circular surveys have beenacquired with sources and receivers towedby vessels running in spirals or concentriccircles.10 Geco-Praklas QUAD-QUAD sys-tem tows four receiver cables and foursource arrays simultaneously, acquiring 16lines at a time. Currents and tides can cause
clock starts ticking once acreage is licensed.Exploration and development contractsrequire oil companies to drill a certainnumber of wells, spend a certain amount ofmoney, or shoot a certain amount of seis-mic data before a given date. There is oftenlittle time between gaining approval toexplore or develop an area and having todrill. In some cases, oil companies planevery detail of the acquisition before puttingthe job out to bid. In other cases, toincrease efficiency, oil companies and seis-mic service companies share the planning.In many cases, service companies plan thesurvey from beginning to end based onwhat the oil company wishes to achieve. Inthe quest for cost savings, however, seismicsignal is often compromised.
Cost-Effective Seismic PlanningHow would 3D seismic acquisition, pro-cessing and interpretation be different if alittle more emphasis were given to surveydesign? Geco-Praklas Survey Evaluationand Design team in Gatwick, England, hasshown that by taking a bit more care, signalcan be improved, quality assured and costoptimized simultaneously. There are threeparts to the process as practiced by Geco-Praklaspecification, evaluation and design(next page). Specification defines the surveyobjectives in terms of a particular depth ortarget formation, and the level of interpreta-tion and resolution required. The level ofinterpretation must be defined early; data tobe used solely for structural interpretationcan be of lesser quality, leading to lower
nMarine acquisi-tion geometryshowing seismicvessels looping inoblong circuits. The length ofstraight segments iscalculated fromfold plots, and mustinclude additionallengthrun inand run outtoallow cable tostraighten aftereach turn.
a
aaaaaaa
a aaaa
a
aaa
a a
aa
aa a
a
aaaa
aaa
a
a aa
aaaa
a aa
a
a
a
a
aa
a
aa
a
a
a
aaa
a
a aa a
a a
aaa
aaaa
a a
aa
a
a a a
aaaa
a
a
a
a
a aa
aaaa
a aa
a
aaa
aa
a
aaa
a
a
aaa
aa
aa
aa a a
a
a a a
Binthe long receiver cables to deviate by calcu-lable amountsup to 30from the towingdirection. Spacing between shotpoints is afunction of vessel speed, and can be limitedby how quickly the air guns can recover fullpressure and fire again. Access is usuallylimited only by water depth, but drillingrigs, production platforms and shippinglanes can present navigational obstacles.Environmental constraints also influencemarine surveys: the commercial fishingindustry is imposing limits on location of,and seasons for, marine acquisition.11 Forexample, planning in the Caspian Sea mustavoid the sturgeon breeding season or seis-mic surveys would wipe out caviar produc-tion for the year.
Transition zonesshallow water areashave their own problems, and require spe-cialized equipment and creative planning.12Transition zones are complex, involvingshorelines, river mouths, coral reefs andswamps. They present a sensitive environ-ment and are influenced by ship traffic,commercial fishing and bottom obstruc-tions. Survey planners have to contend withvarying water depths, high environmentalnoise, complex geology, wind, surf andmultiple receiver typesoften a combina-tion of hydrophones and geophones.
One thing all surveys have in common isthat planning must be done quickly. The
April 1994
9. Bertelli L, Mascarin B and Salvador L: Planning andField Techniques for 3D Land Acquisition in HighlyTilled and Populated AreasTodays Results andFuture Trends, First Break 11, no. 1 (January 1993):23-32.
10. Hird GA, Karwatowski J, Jenkerson MR and Eyres A:3D Concentric Circle SurveyThe Art of Going inCircles, EAEG 55th Meeting and Technical Exhibi-tion, Stavanger, Norway, June 7-11, 1993.
11. Gausland I: Impact of Offshore Seismic on MarineLife, EAEG 55th Meeting and Technical Exhibition,Stavanger, Norway, June 7-11, 1993.
12. Petersen C, Brakensiek H and Papaterpos M:Mixed-Terrain 3D Seismics in the Netherlands,Oilfield Review 4, no. 3 (July 1992): 33-44.a
aa
aaaa
a aa
aa
a aaaaa
a
aa
a
a
a
aa
a
a25
a a a
a
a a a
a
aaaa
-
VS
PLo
gs
or
1D M
od
els
2D o
r 3D
Sur
face
Sei
smic
DataType Process or Output
Source signature for various depths
Target wavelet
Bandwidth at target
Mute, stack, fold tests
Means toDetermine Parameters
Parameters to be Determined
Maximum frequencies attainable
Resolution attainable
Estimate spatial and temporal resolution
Establish noise mechanisms
Near trace offset
Useful offset with time, stack and S/N relationship
Reflection response of target
Identification of multiples origin
Noise levels
Shooting direction
Synthetic shots
Migration aper