Cored Wires - ESAB - OK Tubrod
87
OK TUBROD CORED WIRES PRODUCT BRIEF 1999 EDITION OK TUBROD CORED WIRES PRODUCT BRIEF INDEX NEXT P A GE
-
Upload
elias-kapa -
Category
Documents
-
view
336 -
download
30
description
Cored Wires - ESAB - OK Tubrod
Transcript of Cored Wires - ESAB - OK Tubrod

OK TUBROD CORED WIRESPRODUCT BRIEF
1999
EDIT
ION
OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
NEXT PAGE

OK TUBRODCORED WIRESPRODUCT BRIEF
PREVIOUS PAGE
NEXT PAGE
2
IndexClick to page
The cored wire process . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3OK Tubrod cored wires . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3Product characteristics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4OK Tubrod metal cored range . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5OK Tubrod self-shielded range . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8OK Tubrod flux cored range . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9OK Tubrod stainless cored wires . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15Robotic welding and cored wires . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19Shielding gas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20Modes of weld metal transfer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21Operating conditions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22Welding techniques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24Electrode extension . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26Deposition Data . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27OK Tubrod estimating data . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28Mechanical properties . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32Welding procedure data . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34Welding of stainless steel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47Welding of clad steel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49Welding of dissimilar steels . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50Schaeffler diagram . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50One sided welding and non fusible backing . . . . . . . . . . . . . . . . . . . 52AWS classifications for cored wire . . . . . . . . . . . . . . . . . . . . . . . . . . 53European Standard EN 758: 1997 . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55Cored wire alternatives to manual arc . . . . . . . . . . . . . . . . . . . . . . . . 57Cored wire fault finding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58Cored wire selection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59Welding equipment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61OK Tubrod submerged arc welding . . . . . . . . . . . . . . . . . . . . . . . . . . 62Submerged arc metal cored range . . . . . . . . . . . . . . . . . . . . . . . . . . . 63Submerged arc flux cored range . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64Operating conditions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66Welding equipment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68Welding techniques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 69HV fillet joint data . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71Selected welding procedures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72Electrogas welding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 80Calculating electrode consumption . . . . . . . . . . . . . . . . . . . . . . . . . . 85Stress and energy units conversion . . . . . . . . . . . . . . . . . . . . . . . . . . 85Welding data tables . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 86Conversions and information . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 86

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
3
The ESAB range consists of rutile andfully basic flux cored wires, some ofwhich are self-shielded, and a range ofmetal cored wires. For general fabricationwork the metal cored type could satisfythe majority of applications, so the needfor three principal types may bequestioned. There are a number offactors to be considered and can besummarised as follows:-
Downhand Rutile Flux Cored Wiresare easy to use with a smooth arc actiongiving excellent weld appearance witheasy slag detachment.
Positional Rutile Flux Cored Wireswhen used with Argon rich gas offerspray transfer welding with a high level ofoperator appeal.
Basic Flux Cored Wires produce ahigher and more consistent level ofmechanical properties. They alsoproduce radiographic standard depositswith ease when compared to both rutileand metal cored wires.
Metal Cored Wires when used ongood quality clean plate will produce verylittle slag-similar to that of solid wires.
Self-Shielded Wires produce theirown gas shield via decomposition in thearc of various elements within the core.
Main FeaturesFundamentally the process is MIG/MAGwelding and utilises the same equipmentas that for solid wire albeit of largercapacity in some cases. The importantdifference between MIG/MAG weldingwith solid wire and cored wire isperformance in productivity, weldingcharacteristics and weld metal integrity.Variations to suit a particular applicationor physical requirement are more easilyachieved than with solid wire. Thisinvolves changes in the filling formulationand to percentage of fill in a similar wayto that of manual arc electrodes. Thecoating formulation and thickness canhave a significant effect, whereas littlecan be done with the electrode core wirealone to improve aspects of performance.
EconomicsWhilst there are higher productivityprocesses available, such as submergedarc and robotics, cored wire semi-automatic MIG offers the fabricator amore flexible process with genuineincreases in productivity for the leastcapital expenditure. Where solid wire isalready in use this may only involve achange of accessories such as feed rollsand torch consumables. A move to coredwire MIG/MAG from the use of manualarc will obviously involve the purchase ofnew equipment but the undisputedincrease in productivity will usuallyguarantee a return on capital invested inless than one year.
DepositionThe higher deposition rate from coredwires relies upon the I2R heating effectwhich is greater than with solid wires, at agiven current.
SOLID
METAL CORED
FLUX CORED
With the solid wire the total cross sectioncarries all of the current but with metalcored wires a partial amount is carried bythe core and in the case of flux coredwire all of the current is conducted by thetube. Therefore the current density andhence heating effect ensures a higherburn-off rate from cored wires.
Cored Wire Cross-sectionsClosed Butt - this type predominates inthe Tubrod range lending itself to a widevariety of sizes and fill percentagesbetween 18-33% depending on sizerequired.
Overlap - frequently the need arises to fillwith the normal slag formers and a highpercentage of additional allying elements.Stainless steel and hardsurfacing typesare typical examples where this section isemployed with fill percentages between30-50%. The thinner wall section has theadvantage of even higher current densityand hence deposition rate.
The cored wire process
OK Tubrod cored wires

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
4
RutileThe rutile OK Tubrod wires may besubdivided into two types. They canbe of the EXOT-1 type for highdeposition downhand and HVoperation, or the EX1T-1 for allpositional welding.
EX0T-1 Downhand and HVOK Tubrod 15.12 and OK Tubrod15.10 come within this group for usewith CO2 shielding, whilst the OK Tubrod 15.18 is designed for Ar + 20% CO2, or CO2 shieldinggases. Sizes range from 1.2mmup to 2.4mm.
Exceptionally smooth highcurrent operating characteristics,giving low spatter and a regular weldappearance.
Very high deposition rates. Slagremoval is effortless and selfreleasing on HV fillets.
Ideally suited to the massproduction of heavy equipment in awide variety of mild and mediumtensile steels.
DC electrode positive.
Universally approved to Grade 2by all major certification authorities.
EX1T-1 All PositionalOK Tubrod 15.14 and OK Tubrod15.15 are included under thisheading, together with a number oflow alloy OK Tubrod wires which havea similar slag system. The majoritymay be used with either Ar + 20% CO2, or CO2, although thelow alloy types benefit from the Arrich gas in terms of improvedoperability. Sizes range from 1.2mmto 1.6mm.
Low hydrogen quality weldmetal.
Universally approved to Grade 3.
Smooth regular weld appearancewith minimum spatter.
Excellent slag release qualities.
Consistent spray type transfer inany position for higher deposition.
Ability to operate at one currentsetting in any position if required.
Ideal for open butt joints inconjunction with ceramic backing.
BasicOK Tubrod basic low hydrogen wiresare in the EX1T-5 category for allposition welding of mild, medium andhigh tensile steels, together withvarious low alloy versions. The highpurity weld metal also ensures thatthey possess excellent sub-zeronotch toughness. They are designedfor either CO2, or Argon + 20% CO2shielding gases.
Outstanding deposit efficiency upto 90% at optimum currents, givinghigher deposition rates than otherflux cored wires.
Thin slag cover which is veryeasily removed hence reducing theincidence of slag traps.
Operate with DC electrodenegative.
The 1.2mm sizes are excellentfor all positional welding using diptransfer.
Hydrogen levels are lower than 5mls/100gms of weld metal generallyless than 3mls/100gms.
Recommended for single ormulti-pass welding of heavy sectionsunder conditions of restraint.
Self ShieldedDesigned for on-site operation OK Tubrod 14.17 (E71T-7) is forwelding mild steel in all positions andOK Tubrod 14.18 (E70T-4) for heavydeposition and/or high travel speedsin the flat and HV positions whereimpact properties are not required.
Higher deposition than manualmetallic arc electrodes.
No requirement for specialpurpose welding equipment.
Good clean weld appearanceand easy slag removal.
May be used with either flat ordrooping characteristic powersources.
For use with most structuralsteels with a nominal tensile strengthof 510 N/mm2.
Metal CoredA wide range of OK Tubrod metalcored wires is available to suit avariety of applications from highspeed general purpose welding tolow temperature and high strengthrequirements.
The metal core produces anexceptionally high recovery, enablingapproximately 95% of the wire weightto be deposited as weld metal.
Used in conjunction with argonrich gases containing 15/25% CO2weld deposits of smooth consistentfinish with minimal spatter and slagare easily produced.
Fume levels are significantlylower than those of conventional fluxcored wires and approximately 50%less than high recovery iron powdermanual arc electrodes.
Weld metal savings of up to 30%can be achieved on single pass filletsthrough deep penetration whichincreases the effective throatthickness with a correspondingreduction in leg length of up to 20%.
Further economies can berealised by a reduction in depositedweld metal through the use of smallerpreparation angles.
All OK Tubrod metal cored wiresproduce low hydrogen quality weldmetal.
Metal cored wires have theadvantage in catering for the majorityof downhand applications at onecurrent setting.The only variablenecessary is the travel speed whichwill determine the size of deposit.
Note:All classifications referred to areAWS see page 53 and 54
Product characteristics

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
5
RutileThe rutile OK Tubrod wires may besubdivided into two types. They canbe of the EXOT-1 type for highdeposition downhand and HVoperation, or the EX1T-1 for allpositional welding.
EX0T-1 Downhand and HVOK Tubrod 15.12 and OK Tubrod15.10 come within this group for usewith CO2 shielding, whilst the OK Tubrod 15.18 is designed for Ar + 20% CO2, or CO2 shieldinggases. Sizes range from 1.2mmup to 2.4mm.
Exceptionally smooth highcurrent operating characteristics,giving low spatter and a regular weldappearance.
Very high deposition rates. Slagremoval is effortless and selfreleasing on HV fillets.
Ideally suited to the massproduction of heavy equipment in awide variety of mild and mediumtensile steels.
DC electrode positive.
Universally approved to Grade 2by all major certification authorities.
EX1T-1 All PositionalOK Tubrod 15.14 and OK Tubrod15.15 are included under thisheading, together with a number oflow alloy OK Tubrod wires which havea similar slag system. The majoritymay be used with either Ar + 20% CO2, or CO2, although thelow alloy types benefit from the Arrich gas in terms of improvedoperability. Sizes range from 1.2mmto 1.6mm.
Low hydrogen quality weldmetal.
Universally approved to Grade 3.
Smooth regular weld appearancewith minimum spatter.
Excellent slag release qualities.
Consistent spray type transfer inany position for higher deposition.
Ability to operate at one currentsetting in any position if required.
Ideal for open butt joints inconjunction with ceramic backing.
BasicOK Tubrod basic low hydrogen wiresare in the EX1T-5 category for allposition welding of mild, medium andhigh tensile steels, together withvarious low alloy versions. The highpurity weld metal also ensures thatthey possess excellent sub-zeronotch toughness. They are designedfor either CO2, or Argon + 20% CO2shielding gases.
Outstanding deposit efficiency upto 90% at optimum currents, givinghigher deposition rates than otherflux cored wires.
Thin slag cover which is veryeasily removed hence reducing theincidence of slag traps.
Operate with DC electrodenegative.
The 1.2mm sizes are excellentfor all positional welding using diptransfer.
Hydrogen levels are lower than 5mls/100gms of weld metal generallyless than 3mls/100gms.
Recommended for single ormulti-pass welding of heavy sectionsunder conditions of restraint.
Self ShieldedDesigned for on-site operation OK Tubrod 14.17 (E71T-7) is forwelding mild steel in all positions andOK Tubrod 14.18 (E70T-4) for heavydeposition and/or high travel speedsin the flat and HV positions whereimpact properties are not required.
Higher deposition than manualmetallic arc electrodes.
No requirement for specialpurpose welding equipment.
Good clean weld appearanceand easy slag removal.
May be used with either flat ordrooping characteristic powersources.
For use with most structuralsteels with a nominal tensile strengthof 510 N/mm2.
Metal CoredA wide range of OK Tubrod metalcored wires is available to suit avariety of applications from highspeed general purpose welding tolow temperature and high strengthrequirements.
The metal core produces anexceptionally high recovery, enablingapproximately 95% of the wire weightto be deposited as weld metal.
Used in conjunction with argonrich gases containing 15/25% CO2weld deposits of smooth consistentfinish with minimal spatter and slagare easily produced.
Fume levels are significantlylower than those of conventional fluxcored wires and approximately 50%less than high recovery iron powdermanual arc electrodes.
Weld metal savings of up to 30%can be achieved on single pass filletsthrough deep penetration whichincreases the effective throatthickness with a correspondingreduction in leg length of up to 20%.
Further economies can berealised by a reduction in depositedweld metal through the use of smallerpreparation angles.
All OK Tubrod metal cored wiresproduce low hydrogen quality weldmetal.
Metal cored wires have theadvantage in catering for the majorityof downhand applications at onecurrent setting.The only variablenecessary is the travel speed whichwill determine the size of deposit.
Note:All classifications referred to areAWS see page 53 and 54
Product characteristics

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
6
OK Tubrod 14.03A metal cored tubular wire alloyed withnickel and molybdenum to provide extrahigh strength with good notch ductilitydown to -40OC. A 1.2 and 1.4mm size isavailable to cater for out of positionwelding.Shielding gas Ar + 20% CO2Metal recovery 95%
ClassificationAWS A/SFA 5.29-80E111T-G
ApplicationsOffshore jack-up structures and generalstructural fabrication of high tensile steelsfor low temperature service.
RQT 700 T1 HY80Q1N.
Welding data DC electrode negativeDia Welding Current Voltsmm positions amps1.2 F.H.V.O. 100-320 16-321.4 F.H.V.O. 120-380 16-341.6 F.H. 140-450 18-36
Typical weld metal compositionC Si Mn Ni Mo0.07 0.5 1.6 2.2 0.6
Mechanical properties -All weld metal specimens
Typical MinimumYield stress 750 N/mm2 690 N/mm2
TensileStrength 830 N/mm2 760 N/mm2
Elongation 23% 15%
Charpy V impact valuesTest temp Typical Minimum-40OC 70J 47J
ApprovalsDB 42.039.23TUV 4143MRS 5YMS HH
OK Tubrod 14.02A metal cored tubular wire similar to14.00 with an addition of Mo for use onhigh tensile and quenched and temperedsteels with tensile strengths up to 550 N/mm2.Shielding gas Ar + 20% CO2Metal recovery 95%
ClassificationAWS A/SFA 5.28-96E80C-G
EN 758:1997T 50 2 Z M M 2 H10
ApplicationsMarine structures, heavy machinery andhigh strength applications requiring goodnotch ductility.
RQT 500, 600Hyplus 29DUCOL W30OX602
Welding data DC electrode negativeDia Welding Current Voltsmm positions Amps1.2 F.H.V.O. 100-320 16-321.6 F.H. 140-450 18-36
Typical weld metal propertiesC Si Mn Mo0.07 0.6 1.4 0.5
Mechanical properties -All weld metal specimens
Typical MinimumYield stress 580 N/mm2 500 N/mm2
TensileStrength 650 N/mm2 560 N/mm2
Elongation 26% 22%
Charpy V impact valuesTest temp Typical Minimum-20OC 65J 47J
OK Tubrod 14.01A metal cored tubular wire containing Cuespecially for the welding of Corten A & Band similar weathering steels or otherhigh tensile structural steels with a tensilestrength up to 510 N/mm2.Shielding gas Ar + 20% CO2Metal Recovery 95%
ClassificationAWS A/SFA 5.18-93E70C-GM
EN 758:1997T 42 0 Z M M 2 H10
ApplicationsBridge and general structural steelwork,ships and chimneys.
Welding data DC electrode negativeDia Welding Current Voltsmm positions Amps1.2 F.H.V.O. 100-320 16-321.4 F.H.V.O. 120-380 16-341.6 F.H. 140-450 18-36
Typical weld metal compositionC Si Mn Cu0.07 0.6 1.4 0.5
Mechanical properties -All weld metal specimens
Typical MinimumYield stress 470 N/mm2 420 N/mm2
TensileStrength 550 N/mm2 510 N/mm2
Elongation 28% 22%
Charpy V impact valuesTest temp Typical Minimum0OC 130J 54J
ApprovalsDS E51 3M (H)

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
7
OK Tubrod 14.04A metal cored tubular wire containingnickel for applications involving servicedown to -60OC. Available in a range ofsizes to maximise versatility including apositional capability with a high resistanceto cracking on heavy plate.Shielding gas Ar + 20% CO2Metal Recovery 95%
ClassificationAWS A/SFA 5.28-96E70C-G
EN 758:1997T 42 6 2Ni M M 2 H10
ApplicationsAll general fabrication and structuralsteelwork including offshore equipmentwhere sub-zero impact properties are ofprime importance.
Welding data DC electrode negativeDia Welding Current Voltsmm positions Amps1.2 F.H.V.O. 100-320 16-321.4 F.H.V.O. 120-380 16-341.6 F.H. 140-450 18-36
Typical weld metal compositionC Si Mn Ni0.05 0.4 1.0 2.2
Mechanical properties -All weld metal specimens
Typical MinimumYield stress 480 N/mm2 420 N/mm2
TensileStrength 580 N/mm2 530 N/mm2
Elongation 28% 22%
Charpy V impact valuesTest temp Typical Minimum-60OC 90J 47J
ApprovalsABS 3SA,3YSABV UPHH KV-60DNV lll YMS HH NV 2-4, NV 4-4LR 3S 5Y40S H15 GL 6YH10SDS E51 5M (H)MRS 5YMSHH -60TUV 4298
OK Tubrod 14.05A metal cored tubular wire offeringsimilar characteristics to Tubrod 14.04but containing 1%Ni for the attainment ofgood notch toughness down to -40OC. Itis produced in a wide range of sizesincluding a 1.0mm which is ideal for rootpasses when used for one sidedwelding. All sizes are capable ofpositional welding using the dip transfermode.Shielding gas Ar + 20% CO2Metal Recovery 95%
ClassificationAWS A/SFA 5.28-96E70C-G
EN 758:1997T 42 4 1Ni M M 2 H10
ApplicationsAll structural and general fabricationwork requiring good charpy V notchproperties down to -40OC.
Welding data DC electrode negativeDia Welding Current Voltsmm positions Amps1.0 F.H.V.O. 80-250 14-301.2 F.H.V.O. 100-320 16-321.4 F.H.V.O. 120-380 16-341.6 F.H. 140-450 18-36
Typical weld metal compositionC Si Mn Ni0.05 0.5 1.3 0.9
Mechanical properties -All weld metal specimens
Typical MinimumYield stress 460 N/mm2 420 N/mm2
TensileStrength 550 N/mm2 510 N/mm2
Elongation 26% 22%
Charpy V impact valuesTest temp Typical Minimum-40OC 100J 47J
ApprovalsABS 3SA,3YSABV SA3YM HH KV-40DNV IIIYMS HHLR 3S 4Y40S H15DS E51 5M (H)
OK Tubrod 14.06A metal cored tubular wire containing Niand Mo for use on high tensile as well asquenched and tempered steels with aminimum yield strength of 550 N/mm2.The composition also ensures that thiswire can be used on applicationsrequiring good notch toughness down to -40OC.Shielding gas Ar + 20% CO2Metal Recovery 95%
ClassificationAWS A/SFA 5.29-80E91T-G
ApplicationsOff-road contractors’ plant, rail rollingstock, marine and bridge structures andsimilar items where high strength andgood notch toughness is required.
RQT 500, 600DUCOL W30OX 602
Welding data DC electrode negativeDia Welding Current Voltsmm positions amps1.2 F.H.V.O. 100-320 16-32
Typical weld metal compositionC Si Mn Mo Ni0.06 0.4 1.4 0.3 1.5
Mechanical properties -All weld metal specimens
Typical MinimumYield stress 620 N/mm2 540 N/mm2
TensileStrength 700 N/mm2 620 N/mm2
Elongation 24% 20%
Charpy V impact valuesTest temp Typical Minimum-40OC 70J 47J

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
8
OK Tubrod self-shielded range
OK Tubrod 14.17A self-shielded flux cored tubular wiredesigned for all-positional welding of mildand medium tensile steels. It can beused for single or multi-pass welding andis equally suitable for flat and droopingcharacteristic power sources.
ClassificationAWS A/SFA 5.20-95E71T-7
EN 758:1997T 38 Z W N 2
ApplicationsOn-site general fabrication and structuralwork, with steels having a nominal tensilestrength not exceeding 510 N/mm2 andno impact requirements.
Welding data DC electrode negativeDia Welding Current Voltsmm positions amps1.2 F.H.V.O. 100-280 24-261.6 F.H.V.O. 110-350 22-28
Typical weld metal compositionC Si Mn0.13 0.1 1.1
Mechanical properties -All weld metal specimens
Typical MinimumYield stress 450 N/mm2 400 N/mm2
TensileStrength 555 N/mm2 480 N/mm2
Elongation 26% 22%
OK Tubrod 14.18A self-shielded flux cored tubular wiredesigned for the single and multi-passwelding of mild and medium tensilesteels in the flat and HV positions.Capable of high deposition rates, it isideal for general fabrication work whereatmospheric conditions have to betolerated.
ClassificationAWS A/SFA 5.20-95E70T-4
ApplicationsSite welding of general and structuralsteelwork with steels not exceeding 510 N/mm2 tensile strength.
Welding data DC electrode positiveDia Welding Current Voltsmm positions amps1.6 F.H. 150-400 24-262.4 F.H. 350-450 27-30
Typical weld metal compositionC Si Mn0.2 0.4 0.6
Mechanical properties -All weld metal specimens
Typical MinimumYield stress 440 N/mm2 400 N/mm2
TensileStrength 600 N/mm2 480 N/mm2
Elongation 26% 22%

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
9
OK Tubrod flux cored range
OK Tubrod 15.10A rutile flux cored tubular wire principallydesigned for rapid fillet welding in the HVposition. It is characterised by a very thinslag cover which, together with specialformulation, affords a high tolerance toshop primer and is seen as a particularbenefit to shipbuilders. The rutile baseprovides for a flat, extremely attractiveweld appearance.Shielding gas CO2
ClassificationAWS A/SFA 5.20-95 E70T-1
EN 758:1997T 42 0 R C 3 H10
ApplicationsAll general fabrication of mild andmedium tensile steels. It is especiallysuited to shipbuilding, structural steelwork, bridges, dumper bodies, etc wherefillet welding predominates
Welding data DC electrode positiveDia Welding Current Voltsmm positions amps1.2 F.H. 180-320 24-321.4 F.H. 200-350 26-341.6 F.H. 250-400 26-36
Typical weld metal compositionC Si Mn0.05 0.6 1.4
Mechanical properties -All weld metal specimens
Typical MinimumYield stress 510 N/mm2 420 N/mm2
TensileStrength 570 N/mm2 510 N/mm2
Elongation 28% 22%
Charpy V impact valuesTest temp Typical Minimum0OC 80J 54J
ApprovalsABS 2SA 2YSABV SA2YM HHDNV IIYMS H10LR 2S 2YS H10GL 2YH10S
OK Tubrod 15.12A rutile flux cored tubular wire designedespecially for heavy deposition in the flatand horizontal positions on mild andmedium tensile steels up to 510 N/mm2
tensile strength. Slag removal is easyand generally self-releasing. The weldappearance is exceptional and spatterlevel minimal.Shielding gas CO2
ClassificationAWS A/SFA 5.20-95E70T-1
EN 758:1997T 42 0 R C 3 H10
ApplicationsMass production situations demandingheavy deposition such as contractorsplant, bed plates and pit-props in steelthicknesses of 9mm upwards.
Welding data DC electrode positiveDia Welding Current Voltsmm positions amps1.2 F.H.V.O 180-320 24-341.4 F.H. 200-350 26-361.6 F.H. 250-400 26-382.0 F.H. 300-450 27-382.4 F.H. 350-550 28-40
Typical weld metal compositionC Si Mn0.06 0.6 1.5
Mechanical properties -All weld metal specimens
Typical MinimumYield stress 520 N/mm2 420 N/mm2
TensileStrength 580 N/mm2 510 N/mm2
Elongation 26% 22%
Charpy V impact valuesTest temp Typical Minimum0OC 90J 47J
ApprovalsABS 2SABV SA2,2YMDNV llYMSLR 2S,2YSGL 2YSCo CDS 0880DS E51 2R (H)DB 42.039.13TUV 4211
OK Tubrod 15.16A flux cored tubular wire intended forapplications requiring the highestpossible deposition rates and alsosuitability for fully mechanised welding.It has a high efficiency at 87% and candeposit in excess of 8kgs/hr at 450A. Itis designed for welding mild and mediumtensile steels having a nominal tensilestrength of 500 N/mm2 in both the flatand HV positions. Used with CO2shielding the arc action is extremelystable producing an attractive weld finishwith self releasing slag and low spatter.Shielding gas CO2
ClassificationAWS A5.20-95 E70T-1
EN 758:1997T 42 0 R C 3 H10
ApplicationsRepetition welding of >12mm plate whereheavy deposition is important, usingeither single or multi-pass weldingtechniques.
Welding data DC electrode positiveDia Welding Current Voltsmm positions amps2.4 F.H. 450-650 32-38
Typical weld metal compositionC Si Mn Ni0.06 0.5 1.2 0.4
Mechanical properties -All weld metal specimens
Typical MinimumYield stress 510 N/mm2 420 N/mm2
TensileStrength 580 N/mm2 510 N/mm2
Elongation 28% 22%
Charpy V impact valuesTest temp Typical Minimum-20OC 50J 27J

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
10
OK Tubrod 15.14A rutile flux cored tubular wire for allpositional welding using either Ar/CO2 orCO2 shielding gases. This wire issuitable for all mild and medium tensilestructural steels with tensile strengths upto 510 N/mm2. Running characteristicsare exceptional, using the spray mode oftransfer, and applies equally to bothshielding gases. OK Tubrod 15.14 is alsouniversally approved to grade 3 by allmajor authorities.Shielding gas Ar + 20% CO2 or CO2
ClassificationAWS: A5.20-95E71T-1M, E71T-1
EN 758:1997T 46 2 P M 2 H10T 46 2 P C 2 H10
ApplicationsAll general fabrication including multi-positional welding of fillet and butt joints.This will include shipbuilding, selectedoffshore segments, automated pipewelding and heavy fabrication whererotation of the work to the downhandposition is impractical. It is also excellentfor one sided welding in conjunction withnon-fusible backing.
Welding data DC electrode positiveDia Welding Current Voltsmm positions amps1.2 F.H.V.O. 110-300 21-321.4 F.H.V.O. 130-320 22-321.6 F.H.V.O. 150-360 24-34
Typical weld metal composition C Si Mn0.05 0.5 1.3
Mechanical properties -All weld metal specimens
Typical MinimumYield stress 530 N/mm2 460 N/mm2
Tensile strength 580 N/mm2 530 N/mm2
Elongation 26% 22%
Charpy V impact valuesTest temp Typical Minimum-20OC 120J 54J
ApprovalsAr/CO2 CO2
ABS 3SA,3YSA 3SA,3YSABV SA3YM SA3YMDNV lllYMS lllYMSLR 3S,3YS 3S,3YSGL 3YS 3YSCo CDS 1185DS E51 3R(H)RINa SG 52.3 SG 52.2DB 42.039.05 42.039.05MRS 3S 3YS 3S 3YS
OK Tubrod 15.15A rutile flux cored tubular wire designedas a truly all-positional general purposewire for welding mild and medium tensilesteels up to 510 N/mm2 tensile strength.Using either type of shielding gas the 1.2and 1.4mm sizes can be used in thevertical position on spray transferproviding for maximum deposition andtime savings. Weld pool control is easyboth vertically up and downwards andslag removal is rapid. In addition all sizesare approved to Grade 3.Shielding gas Ar + 20% CO2 or CO2
ClassificationAWS A/SFA 5.20-95E71T-1M, E71T-1
EN 758:1997T 46 2 P C 2 H10T 46 2 P M 2 H10
ApplicationsGeneral purpose welding of largefabrications in situ. Ideal in situationswhere manipulation of the work is notpractical.
Welding data DC electrode positiveDia Welding Current Voltsmm positions Amps1.2 F.H.V.O. 120-300 22-321.4 F.H.V.O. 140-320 23-321.6 F.H.V.O. 150-360 24-34
Typical weld metal compositionC Si Mn0.05 0.3 1.3
Mechanical properties -All weld metal specimens
Typical MinimumAr + 20%CO2
Yield stress 520 N/mm2 460 N/mm2
TensileStrength 580 N/mm2 530 N/mm2
Elongation 28% 22%
Charpy V impact valuesTest temp Typical Minimum-20OC 140J 54J
ApprovalsCO2 Ar + 20% CO2
ABS 3SA,3YSA 3SA,3YSA BV SA3,3YM SA 3YMDNV lllYMS lllYMSLR 3S,3YS H15 3S,3YS H15GL 3YHHS 3YHHSCo CDS 0390 CDS 0390DS E51 3R(H) E51 3R(H)MRS 3YMSHH 3YMSHHDB 42.039.14 42.039.14TUV 4314 4314
OK Tubrod 15.18A rutile flux cored tubular wire designedfor high deposition welding in the flat andHV positions. It is characterised by anexceptional weld finish with minimalspatter and self releasing slag usingeither Argon rich or CO2 shielding gases.Approved to grade 2 and manufacturedin four sizes for maximum versatility, thiswire is capable of single and multi-passwelding of fillet and butt joints in mild andmedium tensile steels with a nominaltensile strength of 510 N/mm2.Shielding gas Ar + 20% CO2 or CO2
ClassificationAWS A/SFA 5.20-95E70T-1M, E70T-1
EN 758:1997T 42 0 R C 3 H10T 42 0 R M 3 H10
ApplicationsAll general fabrication of medium toheavy sections where weld appearanceand high weld metal integrity isimportant. This will include bogie framesfor railway rolling stock, contractors plant,bedplates, structural steelwork, bridgeconstruction and shipbuilding.
Welding data DC electrode positiveDia Welding Current Voltsmm positions Amps1.2 F.H.V.O 180-320 24-32 1.4 F.H. 200-350 26-34 1.6 F.H. 250-400 26-36
Typical weld metal compositionC Si Mn 0.06 0.6 1.1
Mechanical properties -All weld metal specimens
Typical MinimumYield stress 500 N/mm2 420 N/mm2
TensileStrength 560 N/mm2 510 N/mm2
Elongation 28% 22%
Charpy V impact values Test temp Typical Minimum0OC 70J 54J
Approvals Ar + 20% CO2 CO2
ABS 2SA,2YSA 2SA,2YSA BV SA2YM SA2YM DNV IIYMS IIYMS LR 2S, 2YSH15 2S, 2YSH15DS E51 3R(H) E51 3R(H)DB 42.039.02TUV 5197 5197

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
11
OK Tubrod 15.17A rutile tubular wire for welding ofstructural steels with a nominal tensilestrength of 550 N/mm2 and in allpositions. Particularly for use wheregood sub-zero toughness is requireddown to -40OC.Shielding gas Argon + 20% CO2
ClassificationAWS A/SFA 5.29-80E81T1-Ni1
EN 758:1997T 46 3 1Ni P C 2 H5 (H10 1.6mm)T 46 3 1Ni P M 2 H5 (H10 1.6mm)
ApplicationsAreas of application are primarily in theoffshore, structural steel and shipbuildingindustries. Eminently suitable for openbutt joints using non-fusible backingmaterials.
Welding data DC electrode positiveDia Welding Current Voltsmm positions Amps1.2 F.H.V.O 110-300 21-321.4 F.H.V.O 130-320 22-321.6 F.H.V.O 150-360 24-34
Typical weld metal compositionC Si Mn Ni0.05 0.3 1.1 1.0
Mechanical properties -All weld metal specimens
Typical MinimumYield stress 560 N/mm2 470 N/mm2
TensileStrength 600 N/mm2 560 N/mm2
Elongation 25% 22%
Charpy V impact valuesTest temp Typical Minimum-40OC 130J 75J
ApprovalsAr + 20% CO2 CO2
ABS 3SA,3YSA 3SA,3YSABV SA 3YM SA 3YM HHDNV lllYMS HHLR 3S, 4Y40S H15 3S, 3YS, H15DS E51 5R(H) E51 5R(H)MRS 4YMSH(-40)TUV 5198DB 42.039.26 42.039.26
OK Tubrod 15.11A rutile all positional flux cored tubularwire containing 2.5% Ni for the welding ofmild and medium tensile steels wheregood notch toughness down to -50OC isrequired. Extra productivity is availablevia the use of the spray transfer modewhen compared to the traditional basictypes using short arc for vertical andoverhead welding.Shielding gas Ar + 20% CO2
ClassificationAWS A/SFA 5.29-80E81T1-Ni2
EN 758:1997T 50 6 2Ni P M 2 H5
ApplicationsAll types of fabrication involving mild andmedium steels having a minimum yieldstrength of 490 N/mm2 and toughnessrequirements down to -60OC. This willinclude shipbuilding and offshorefabrication.
Welding data DC electrode positiveDia Welding Current Voltsmm positions Amps1.2 F.H.V.O. 120-300 22-32
Typical weld metal compositionC Si Mn Ni0.05 0.4 0.9 2.3
Mechanical properties -All weld metal specimens
Typical MinimumYield stress 580 N/mm2 510 N/mm2
TensileStrength 620 N/mm2 570 N/mm2
Elongation 24% 20%
Charpy V impact valuesTest Temp Typical Minimum-50OC 95J 50J
ApprovalsDNV H NV E460
OK Tubrod 15.19A rutile type flux cored tubular wireespecially formulated to produce highyield strength and good sub-zero fracturetoughness with an all-positional weldingcapability using spray transfer. The weldmetal composition is controlled to ensurea minimum yield strength of 550 N/mm2
and good toughness down to -50OC.Shielding gas Ar + 20% CO2
ClassificationAWS A/SFA 5.29-80E81T1-Ni1
ApplicationsGeneral fabrication of high strength C-Mnand low alloy steels in all positions.Ideally suitable for quenched andtempered steels such as HY80 and Q1N.
Welding data DC electrode positiveDia Welding Current Voltsmm positions amps1.2 F.H.V.O. 110-300 21-32
Typical weld metal compositionC Si Mn Ni0.05 0.4 1.3 1.0
Mechanical properties -All weld metal specimens
Typical MinimumYield stress 620 N/mm2 550 N/mm2
TensileStrength 650 N/mm2
Elongation 24%
Charpy V impact valuesTest temp Typical Minimum-50OC 95J 70J

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
12
OK Tubrod 15.02A fully basic flux cored tubular wire forthe all position welding of mild andmedium tensile steels including verticaldown. It has particularly stable runningcharacteristics at low current levels whichenhances operability and minimisesspatter. The arc action is such thatpenetration is good and together with thebasic slag system ensures that this wirehas a high tolerance to plate conditionand shop primer.Shielding gas Ar + 20% CO2
ClassificationAWS A/SFA 5.20-95 E71T-5M
EN 758:1997T 42 3 B M 2 H5
ApplicationsAll general fabrication using either singleor multi - pass techniques for fillet andbutt joints where the combined effect ofrestraint and hydrogen must beminimised. Industries would include shipand bridge building, heavy pipefabrication and marine structures.
Welding data DC electrode negativeDia Welding Current Voltsmm positions Amps1.2 F.H.V.O. 120-300 16-321.6 F.H.V/D 140-400 18-34
Typical weld metal compositionC Si Mn0.07 0.6 1.4
Mechanical properties -All weld metal specimens
Typical MinimumYield stress 450 N/mm2 420 N/mm2
Tensile Strength 550 N/mm2 510 N/mm2
Elongation 30% 22%
Charpy V impact values Test temp Typical Minimum-30OC 130J 47J
ApprovalsDNV III YMS H5LR 3S 3YS H5GL 3Y H5S
OK Tubrod 15.24A fully basic flux cored tubular wireproducing 1% Ni weld metal. It combineshigh strength with low temperaturetoughness for service down to -50OC andhas good CTOD performance. Thisapplies to both the as-welded and stressrelieved condition. Used with either mixedgas or CO2 it has a high tolerance toplate condition with good operability andslag release.Shielding gas Ar + 20% CO2 or CO2
ClassificationAWS A/SFA 5.29-80E80T5-G
EN 758:1997T 46 5 Z B M 2 H5
ApplicationsAll structural and general fabricationwhere a minimum yield strength of 470 N/mm2 is required and for servicedown to -50OC. Applications will involvesuch steels as 450 EMZ which findpopular use in the offshore industry.
Welding data DC electrode negativeDia Welding Current Voltsmm positions Amps1.0 F.H.V.O 100-230 14-301.2 F.H.O 120-300 16-32 1.6 F.H.V 140-400 18-34
Typical weld metal composition C Si Mn Ni 0.06 0.5 1.5 0.8
Mechanical properties - All weld metal specimens
Typical MinimumYield stress 540 N/mm2 470 N/mm2
Tensile strength 600 N/mm2 550 N/mm2
Elongation 28% 22%
Charpy V impact valuesTest temp Typical Minimum-50OC 120J 47J
OK Tubrod 15.00A fully basic flux cored tubular wireproducing low hydrogen quality weldmetal with a high resistance to crackingunder conditions of restraint. A 1.2mmsize is available for positional weldingusing the dip transfer mode, while the1.6mm and 2.4mm sizes permit heavydeposition in the downhand position. Theslag cover is thin and easily re-meltedeliminating inter-run deslagging in somecases.Shielding gas Ar + 20% CO2 or CO2
Metal Recovery 90%
ClassificationAWS A/SFA 5.20-95E71T-5M, E71T-5
EN 758:1997T 42 3 B M 2 H5T 42 3 B C 2 H5
ApplicationsAll general fabrication work involving themulti pass welding of heavy sections intensile strength up to 510 N/mm2.
Welding data DC electrode negativeDia Welding Current Voltsmm positions Amps1.0 F.H.V.O 100-230 14-301.2 F.H.V.O 120-300 16-321.4 F.H.V.O. 130-350 16-321.6 F.H. 140-400 18-342.0 F.H. 200-450 24-342.4 F.H. 300-500 26-36
Typical weld metal compositionC Si Mn0.07 0.7 1.4
Mechanical properties -All weld metal specimens
Typical MinimumYield stress 470 N/mm2 420 N/mm2
TensileStrength 550 N/mm2 530 N/mm2
Elongation 30% 22%
Charpy V impact valuesTest temp Typical Minimum-20OC 135J 54J-30OC 120J 47J
ApprovalsCO2 Ar + 20% CO2
ABS 3SA,3YSA -BV SA3MH -DNV lllYMS lllYMSLR 3S,3YS H15 3S,3YS H15GL 3YHHS 3YHHSCo CDS 0485 CDS 0485DS E15 3B(H) E15 3B(H)MRS 3YMSHHDB 42.039.12 42.039.12TUV 2181 2181RINa SG52-3 SG52-3

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
13
OK Tubrod 15.25A fully basic flux cored tubular wirecontaining approximately 2.5% nickel forwelding a wide variety of structural workin all positions for service down to -60OC.The scope for applications is increasedfurther by the excellent CTODperformance at -10OC. While the 1.6mmsize will give most acceptable depositionrates in the flat and H.V. positions. The1.2mm can be used in the vertical andoverhead positions using dip transfer.Shielding gas CO2 or Ar + 20% CO2
ClassificationAWS A5.29-80E70T5-G
EN 758:1997T 42 6 2Ni B M 2 H5
ApplicationsAll fabrication work involving thicksections under restraint and required forservice at low temperatures. Offshoreplatforms, pressure vessels and bridges.
Welding data DC electrode negativeDia Welding Current Voltsmm positions Amps1.2 F.H.V.O. 120-300 16-321.6 F.H. 140-400 18-34
Typical weld metal compositionC Si Mn Ni0.05 0.5 0.8 2.2
Mechanical properties -All weld metal specimens
Typical MinimumYield stress 480 N/mm2 420 N/mm2
Tensile Strength 570 N/mm2 530 N/mm2
Elongation 30% 22%
Charpy V impact values Test temp Typical Minimum-60OC 100J 47J
ApprovalsDNV lllYMS HH NV2-4 NV4-4LR 3S, 5Y40, H15Co CDS 0551TUV 4299
OK Tubrod 15.26A fully basic flux cored tubular wire forwelding high strength steels for service atboth ambient and sub-zero temperaturesdown to -50OC. The weld metal has aminimum yield strength of 570 N/mm2 andis ideal for situations involving high levelsof restraint and where the deleteriouseffects of hydrogen must be avoided.Shielding gas Ar + 20% CO2
ClassificationAWS A/SFA 5.29-80 E90T5-K2
ApplicationsA wide range of structures using hightensile steels such as HY80, OX540E,OX542, OX602, and DOMEX 480.Cranes, earth moving plant, and offshoremarine jack-up type platforms are typicalexamples.
Welding data DC electrode negativeDia Welding Current Voltsmm positions Amps1.2 F.H.V.O. 120-300 16-321.6 F.H. 140-400 18-34
Typical weld metal composition C Si Mn Ni0.06 0.5 1.5 1.5
Mechanical properties -All weld metal specimens
Typical MinimumYield stress 620 N/mm2 550 N/mm2
Tensile strength 690 N/mm2 620 N/mm2
Elongation 24% 17%
Charpy V impact valuesTest temp Typical Minimum-50OC 100J 70J
OK Tubrod 15.27A fully basic flux cored tubular wire forthe welding of high strength steels suchas HY100. The weld metal contains 2.5%Ni giving the additional benefit of lowtemperature toughness down to -50OC. This wire is capable of welding inall positions and uses the dip transfermode for the vertical-up technique, whichcan be further enhanced by the synergicpulsed process.Shielding gas Ar + 20% CO2
ClassificationAWS A/SFA 5.29-80 E110T5-G
ApplicationsThe fabrication of high tensile steels witha yield strength in the region of 700 N/mm2. Such steels will includeHY100, RQT701 and Weldex 812EM, allof which find applications in submarines,cranes, jack-up marine structures etc.
Welding data DC electrode negativeDia Welding Current Voltsmm priorities Amps1.2 F.H.V.O. 120-300 16-321.6 F.H. 140-400 18-34
Typical weld metal composition C Si Mn Ni0.06 0.5 1.6 2.5
Mechanical properties -All weld metal specimens
Typical MinimumYield stress 750 N/mm2 690 N/mm2
Tensile strength 820 N/mm2 760 N/mm2
Elongation 21% 15%
Charpy V impact valuesTest temp Typical Minimum-50OC 80J 50J

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
14
OK Tubrod 15.20A fully basic flux cored tubular wirecontaining 1.25% Cr and 0.5% Modesigned for welding creep resistingsteels of similar composition. Highdeposition rates are enhanced by theaddition of metal powder to the core andthe weld metal produced is of exceptionalmetallurgical quality.Shielding gas CO2 or Ar + 20% CO2
ClassificationAWS A/SFA 5.29-80E80T5-B2
ApplicationsAll creep resisting steels of similarcomposition and most commonly used inprocess plant and the power generationindustry at service temperatures in theregion of 500OC.
Recommendations for weldingPreheating at 200-250OC is necessaryfollowed by post weld heat treatment of600-650OC.
Welding data DC electrode negativeDia Welding Current Voltsmm positions Amps1.2 F.H.V.O. 120-300 16-321.6 F.H. 140-400 18-34
Typical weld metal compositionC Si Mn Cr Mo0.06 0.5 1.0 1.25 0.5
Mechanical properties -All weld metal specimens
Stress relieved (690OC 1HR)Yield stress 570 N/mm2
Tensile strength 670 N/mm2
Elongation 22%
OK Tubrod 15.22A fully basic flux cored tubular wirecontaining 2.25% Cr and 1.0% Mo forwelding creep resisting steels of similarcomposition and intended for service attemperatures in the region of 600OC. Theweld metal produced is of low hydrogenand very high metallurgical andradiographic standard. A pre-heat andinterpass temperature of 250OC followedby a post weld heat treatment of 670OC-710OC is essential for good results. The1.2mm size is ideal for positional weldingusing the dip or controlled dip modes oftransfer.Shielding gas CO2 or Ar + 20% CO2
ClassificationAWS A/SFA 5.29-80E90T5-B3
ApplicationsProcess and power generation plant andwelded fabrication involving steels ofsimilar composition for service atelevated temperatures. Boilers, pressurevessels and piping.
Welding data DC electrode negativeDia Welding Current Voltsmm positions Amps1.2 F.H.V.O. 120-300 16-321.6 F.H. 140-400 18-34
Typical weld metal compositionC Si Mn Cr Mo0.06 0.5 0.9 2.25 1.0
Mechanical properties -All weld metal specimens
Stress relieved (690OC 1HR)Yield stress 570 N/mm2
Tensile strength 680 N/mm2
Elongation 26%

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
15
OK Tubrod stainless cored wires
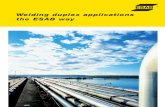
Traditionally the most popular processesfor the welding of stainless steels havebeen manual arc followed by MIG, TIGand submerged arc. Solid wire is fasterthan manual arc, but can lack appeal dueto spatter levels, a heavily oxidised welddeposit or fusion defects related to lowcurrent positional welding using diptransfer.
Obviously, the use of TIG andsubmerged arc will continue due to theirparticular attributes for certainapplications. The rapidly developingrange of cored wires, however, whichinclude types for Duplex steels offer thefabricator a genuine opportunity forincreased quality and productivity oversolid wire MAG and manual arcelectrodes.
The benefits can be summarised as:
� Up to 30% increase in weld metaldeposition rate over solid wire and fourtimes that of manual arc, hence fasterwelding speeds which in turn reducedistortion.
� Two ranges of wires to permit weldingof all the popular grades of stainlesssteels both for the downhand and out ofposition welding.
� Moisture regain is minimal ensuringthat start porosity is eliminated.
� The rutile types are designed for usewith Ar/CO2 or CO2 shielding gas. Thelatter serves to reduce gas costs andradiated heat is also significantly lowergiving greater operator comfort.
� Individual batch testing of weld metalcomposition means that the moststringent of quality standards are met.
OK Tubrod 14.2X SeriesThe range of wires within the OK Tubrod14.2X series have been especiallydesigned to produce superior operabilityfor all-positional welding applications.Regardless of position, the weld depositwill be flat, which is a quality provided bythe faster freezing slag. In having a rutilebased slag system they always operate inthe spray transfer mode and can be usedat high currents and hence give highdeposition rates.
Slag release problems do not existeven in V butt joints and when not totallyself releasing, the slag can be removedwith the very minimum of chipping. Ascan be expected from these types of wire,the spatter levels are almost non-existentallowing additional savings in cleaningtime.
This is afforded by the extremelystable arc action under spray transferconditions which ensures that themaximum possible efficiency is being
achieved from the wire. Across the twosizes and within their recommendedcurrent ranges, efficiency will vary from aminimum of 81.5% up to 84%.
Two sizes, 0.9mm and 1.2mm areavailable for most wires within the OK Tubrod 14.2X series and together theycan handle a very wide field ofapplication. With regard to productivity,the 1.2mm types are in excess of threetimes faster than 3.2mm manual arcelectrodes and almost twice as fast as0.9mm solid wires in the vertical position.Refer to OK Tubrod deposition rates page 27.
OK Tubrod 14.3X SeriesIt is not possible to produce a consumablethat operates with equal performance inevery situation and the OK Tubrod 14.3Xrange was introduced especially forwelding in the flat and horizontal verticalpositions. This range complements theOK Tubrod 14.2X range by designation
and composition to produce anexceptional partnership for stainless steelwelding.
The OK Tubrod 14.3X series can infact be used for vertical upwards welding,but their more fluid slag, which is foroptimum downhand operation, doesimpose certain limitations. Single pass ornarrow deposits are not possible using thevertical-up technique due to excessiveheat build up. The weaving technique isexcellent on thicker plate when there isgreater heat sink and additionaldissipation from the weaving. Singlepasses for fillet welding and the rootareas of butt joints should be completedusing the vertical downwards technique,but there is the attendant reduction indepth of penetration. This technique isrestricted to the 1.2mm sizes, and canalso be used to advantage for rapidwelding of sheet material.
The operability of the OK Tubrod14.3X wires is exceptional combiningextreme ease of use, high performancewith regard to metal deposition and aweld appearance comparable to the latestgeneration of manual arc electrodes. Aswith rutile based C/Mn types the spraytransfer mode is used at all acceptablecurrent levels even down to 100A with the1.2mm size. Such a facility affords highwelding speeds, reduced operator fatigue,better fusion and a low risk of defectswhen compared to solid wire.
Although normally used at highercurrent levels than the OK Tubrod 14.2Xseries, spatter is still virtually non-existentand the thin slag is generally selfreleasing leaving a bright smooth weldfinish. This is an obvious advantage onfabrications where subsequent dressingand polishing is required, especially in thecase of fillet joints.
Moisture regain is not a problem as issometimes the case with manual arcelectrodes when start porosity can occur.
In tests at 30OC and a relative humidityof 80% OK Tubrod 14.2X and 14.3X wiresgave an increase in moisture of 0.5%after four weeks. This compares with0.7% after two weeks for moistureresistance manual electrodes and 3% forstandard electrodes, Fig 1.
6mm
OK 14.2X
Productivity
Vertical up Fillet Joint (6mm throat = 0.33kgweld metal/metre)
Length of completed joint per hour - DutyCycle 20%
MMA = 0.8 MetresSolid MIG = 1.3 MetresOK 14.20 = 3.5 Metres
Process Size Amps Kgs/Arc Arc Time Hour mins/m
MMAAWS: E308L-16
3.2 90 1.0 14.2
Solid Wire MIG (Dip Transfer)AWS: ER308L
0.9 95 0.9 9.3
Cored Wire MIG/MAGOK 14.20 (AWS E308LT-1)
1.2 160 2.75 3.4
OK 14.2X
0 1 2 3 4 5
0.025
0.050
0.075
0.10
Storage period - weeks
Moistureabsorption
rate (%)80%RH 30OC
50%RH 20OC
Fig 1

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
16
Shielding gasesA variety of shielding gases can be usedwith the flux cored types due to thegreater tolerance available, although thehigher the CO2 content the higher thecarbon content and the lower the alloyand ferrite content.
However, the changes are marginalwith C increasing by 0.01% and Crdecreasing by 0.1% progressivelybetween pure Ar through to pure CO2.The influence of shielding gas onmechanical properties is also minimal tothe extent that the changes may bedisregarded. With regard to runningcharacteristics the CO2 content shouldnot be less than 20% as a lower contentwill produce inferior arc manipulation.
Productivity HV Fillet Joint (5mm throat = 0.25 kg weld metal/metre)
Length of completed joint per hour - DutyCycle 20%
MMA = 2.08 MetresSolid MIG = 3.12 MetresOK 14.20 = 4.64 Metres
5mm
OK 14.3XOK 14.3X Process Size Amps Kgs/Arc Arc Time Hour mins/m
MMAAWS: E316L-16
5.0 200 2.6 5.8
Solid Wire MIG AWS: ER316L
1.2 260 3.9 3.8
Cored Wire MIG/MAGOK 14.31 (AWS E316LT-1)
1.6 300 5.8 2.6
Product specifications
Flux cored - All Positional
All Weld Metal Results (Ar + 20% CO2 Shielding Gas)
Designation Sizes Chemical Mechanical Classification Polaritymm Composition Properties A5.22-95 Approvals & Shielding Gas
OK Tubrod 14.20 0.9 C 0.03 Yield 400 N/mm2 E308LT1-4 DC+ TÜV1.2 Mn 1.1 UTS 590 N/mm2 Ar/CO2 Co
Si 0.7 Elong 45%Cr 19.5 Charpy VNi 10.0 -196OC 32J
OK Tubrod 14.21 0.9 C 0.03 Yield 475 N/mm2 E316LT1-4 DC+ TÜV1.2 Mn 1.3 UTS 615 N/mm2 Ar/CO2 Co
Si 0.9 Elong 36% DNVCr 18.5 Charpy V GLNi 12.0 -196OC 26J LRMo 2.5
OK Tubrod 14.22 0.9 C 0.03 Yield 460 N/mm2 E309LT1-4 DC+ TÜV1.2 Mn 1.3 UTS 590 N/mm2 Ar/CO2 Co
Si 0.9 Elong 37% DNVCr 22.5 +20OC 40J LRNi 12.5 GL
OK Tubrod 14.25 1.2 C 0.03 Yield 475 N/mm2 E317LT1-4 DC+Mn 1.2 UTS 630 N/mm2 Ar/CO2Si 0.9 Elong 34%Cr 18.5 +20OC 40JNi 12.5Mo 3.5
OK Tubrod 14.27 1.2 C <0.04 Yield 612 N/mm2 E2209T1-1 DC+ DNVMn 0.9 UTS 824 N/mm2 E2209T1-4 CO2 RINaSi 0.9 Elong 33% Ar/CO2 TÜVCr 22.0 Charpy V CoNi 9.0 -50OC 56J GLMo 3.0 LRN 0.15
OK Tubrod 14.28 1.2 C <0.04 Yield 650 N/mm2 E2553T0-4 DC+Mn 0.9 UTS 820 N/mm2 Ar/CO2Si 0.6 Elong 18%Cr 25.0 Charpy VNi 9.0 +20OC 55JMo 4.0 -46OC 39JN 0.24

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
17
Metal Cored
OK Tubrod 15.30 1.2 C 0.02 Yield 360 N/mm2 EC308L DC+ TÜV1.6 Mn 1.4 UTS 570 N/mm2
Si 0.7 Elong 45% Ar/2%CO2Cr 19.0 Charpy V Ar/2%O2Ni 10.0 -196OC 70J FN ≤8
OK Tubrod 15.31 1.2 C 0.02 Yield 400 N/mm2 EC316L DC+ TÜV1.6 Mn 1.4 UTS 600 N/mm2
Si 0.7 Elong 37% Ar/2%CO2Cr 18.0 Charp V Ar/2%O2Ni 12.0 -196O 45JMo 2.7FN ≤8
OK Tubrod 15.32 1.2 C 0.03 Yield 380 N/mm2 EC309L DC+1.6 Mn 1.3 UTS 570 N/mm2
Si 0.6 Elong 34% Ar/2%CO2Cr 23.0 Charpy V Ar/2%O2Ni 13.0 -196OC 45J FN ≤15
OK Tubrod 15.34 1.2 C 0.1 Yield 425N/mm2 EC307 DC+ TÜV1.6 Mn 6.0 UTS 625N/mm2 Ar/2%CO2
Si 0.7 Elong 40% Ar/2%O2Cr 18.0 Charpy VNi 8.0 -60OC 40J
OK Tubrod 15.37 1.2 C 0.03 Yield 600N/mm2 EC2209 DC+1.6 Mn 0.7 UTS 780N/mm2 Ar/2%CO2
Si 0.7 Elong 27% Ar/2%O2Cr 22.0 Charpy VNi 9.0 -50OC 50JMo 3.0N 0.13
Flux Cored - Downhand
All Weld Metal Results (Ar + 20% CO2 Shielding Gas)
Designation Sizes Chemical Mechanical Classification Polaritymm Composition Properties A5.22-95 Approvals & Shielding
Gas
OK Tubrod 14.30 1.2 C 0.03 Yield 390 N/mm2 E308LTO-1 DC+ LR1.6 Mn 1.6 UTS 560 N/mm2 E308LTO-4 CO2 TÜV
Si 0.4 Elong 39% Ar/CO2 DBCr 19.0 Charpy V Ni 10.0 +20OC 44J
-196OC 32J
OK Tubrod 14.31 1.2 C 0.03 Yield 410 N/mm2 E316LTO-1 DC+ LR1.6 Mn 1.4 UTS 570 N/mm2 E316LTO-4 CO2 TÜV
Si 0.4 Elong 33% Ar/CO2 DBCr 19.0 Charpy V Ni 12.0 +20OC 40JMo 2.5 -110OC 32J
OK Tubrod 14.32 1.2 C 0.03 Yield 449 N/mm2 E309LTO-1 DC+ LR1.6 Mn 1.6 UTS 594 N/mm2 E309LTO-4 CO2 TÜV
Si 0.4 Elong 32% Ar/CO2 DBCr 24.0 Charpy V Ni 13.0 +20OC 42J
OK Tubrod 14.33 1.2 C 0.03 Yield 526 N/mm2 E309MoLTO-1 DC+ LR1.6 Mn 1.6 UTS 672 N/mm2 E309MoLTO-4 CO2 RINa
Si 0.4 Elong 34% Ar/CO2 TÜVCr 23.0 Charpy VNi 13.0 +20OC 44J Mo 2.3
OK Tubrod 14.34 1.2 C 0.04 Yield 460 N/mm2 E347TO-1 DC+Mn 1.6 UTS 610 N/mm2 E347TO-4 CO2Si 0.4 Elong 41% Ar/CO2Cr 19.0 Charpy VNi 10.0 0OC 56J Nb 0.5

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
18
Consumable selection
OK Tubrod EN 10088-1 No AISI DIN 17440 BS970 SS
14.20 X 10 CrNi 18-8 1.4310 302,304 X 5 CrNi 18 10 302S31 233114.30 X 5 CrNi 18-10 1.4301 304L,347 X 2 CrNi 18 10 304S31 233215.30 X 2 CrNi 18-9 1.4307 321 X 10 CrNiNb 18 10 304S11 2352
X 6 CrNiNb 18-10 1.4550 X 6 CrNiTi 18 10 347S31 2338X 6 CrNiTi 18-10 1.4541 321S31 2337
14.21 X 2 CrNiMo 17-12-3 1.4404 X 2 CrNiMo 17 13 2 316S11 234814.31 X 3 CrNiMo 17-13-3 1.4436 316, 316L X 5 CrNiMo 17 13 3 316S31 234715.31 X 2 CrNiMo 18-14-3 1.4435 316Ti X 2 CrNiMo 18 14 3 320S31 2343
X 6 CrNiMoTi 17-12-2 1.4571 X 6 CrNiMoTi 17 12 2 316S33 2350320S31
14.22 X 6 Cr13 1.4000 403,410 X 7 Cr13 403S17 230114.32 X 12 Cr13 1.4006 420,430 X 10 Cr13 410S21 230215.32 X 20 Cr13 1.4021 X 20 Cr13 420S37 2303
X 6 Cr17 1.4016 X 6 Cr17 430S17 2320
14.25 X 2 CrNiMo 18-15-4 1.4438 317L X 2 CrNiMo 18 16 4 - 2367
14.34 X 6 CrNiNb 18-10 1.4550 347, 321 X 10 CrNiNb 18 10 347S31 2338X 6 CrNiTi 18-10 1.4541 X 6 CrNiTi 18 10 321S31 2337
14.22 Buffer layers14.32 Dissimilar welding14.33 Difficult to weld steels15.32 Austenitic manganese steels15.34 Corrosion and wear resistance
15.34 Armour steels
14.27 Duplex steels including SAF 2205, FAL 223, AF22, NK Cr22, HY Resist 22/515.37
14.28 Super Duplex steels including SAF 2507, UR52N+, XERON 100
}
}
}
}

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
19
Robotic welding and cored wires
Deposition/Speed Evaluation Solid Wire E70S-6
Wire Dia Fillet Size Amps Volts Travel Speed Wire Feed Deposition Arc Timemm T L cms/min cms/min Rate kgs/hr mins/m
1.2 2.5 4.0 200 26 50 440 2.15 2.01.2 4.0 6.0 290 30 60 1210 5.9 1.61.2 5.5 8.0 280 30 30 1100 5.4 3.3
OK Tubrod 14.12
1.2 2.5 4.0 250 28 110 1000 4.69 0.91.2 4.0 6.0 360 32 80 1680 7.88 1.251.2 5.5 8.0 350 32 42 1515 7.09 2.38
1.6 2.5 4.0 330 30 120 690 5.33 0.831.6 4.0 6.0 390 30 84 840 6.50 1.191.6 5.5 8.0 375 32 38 780 6.04 2.63
Metal coredTraditionally robots offered an increasein duty cycle and a reduction in cycletime but not an increase in weldingspeed. Solid wire was universallyaccepted for economy, restriking abilityand so on, but actual arcing timeremained the same as that with semiautomatic MIG/MAG welding.
The introduction of metal cored wireshas presented the robot user with anopportunity to gain an even greater andquicker return on the comparatively highinvestment cost. The increase inproductivity afforded by metal coredwires are not restricted to semi-automatic equipment and such wirescan be readily adapted to robots with nomodifications. However, since someapplications may benefit from a largersize than 1.2mm which is the mostpopular size, the fitting of water cooledtorches may be necessary.
The same may apply to 1.6mm incircumstances where higher currentsthan those used with the same size ofsolid wire are envisaged. At theopposite end of the scale and untilrecently solid wire was the only practicalsolution with gauge material, for suchitems as automotive components, officefurniture, etc. The availability of 1.0mmmetal cored wire has now all butequalled the scope of solid wire but withthe added benefits of improved qualitywith higher productivity.
Cycle time and productivityA reduction of 1% in total cycle time canmake an enormous difference to annualproduction figures and usually gives anextra half week of output. Once the robotis installed it would be difficult to make areduction in handling time, i.e.positioning of the work and speed of
travel between weld runs. Therefore anyincrease in welding speed is vital, sincein most cases welding time is at least60% of the total cycle time. For exampleif a component has 320cm of 4mmthroat fillet and a 1.2mm solid wire isachieving this at 60cm/min then 5.3minutes of the cycle is actual arcingtime. A change to 1.6mm metal coredwire can achieve welding speeds of 84cm/min for the same size of fillet,which will reduce arcing time to 3.8minutes and hence total cycle time from6.0 minutes to 4.5 minutes. Thisrepresents a saving of 25% and atheoretical gain of 12 weeks productionin a year.
Alternatively, the situation can beviewed in terms of metres of weld peryear. A 1.2mm solid wire with an arctime of 1.6 min/m and operating at 60%duty cycle for an 1800 hr/yr will produce40,500 metres of 4mm T fillet. Thiscompares with 54,450 metres for OKTubrod 14.12 1.6mm at a travel speed of1.19 min/m or an additional 13,950metres per year.
Summary - 4mm T Fillet
Wire Solid Metal1.2mm cored
1.6mm
Weld speed cms/min 60 84
Arc timemins 5.3 3.8
Total cycle time mins 6.0 4.5
Metres ofweld/yr 40,500 54,450
Flux cored wiresWith regard to flux cored wires asagainst metal cored wires, someoperators and also manufacturers aresceptical of using these due partly to thepossibility of poor arc initiation. This iscaused by beads of slag on the wire tip,which form between weld runs andcause an insulating effect.
There is also the question ofdeslagging the welds on completion of acomponent and in the case of basictypes the higher levels of spatter whichadd a further cost dimension in cleaningtime. This is not to say that flux coredwires should be disregarded completelyfor robotic use as they are being usedsuccessfully in a variety of cases.
Flux cored wires deposit weld metalat a faster rate than metal cored or solidwires especially the rutile EX0T-1 fordownhand operation and the EX1T-1types where positional welding isinvolved. Provided that the operatingparameters are correct the slag fromrutile types is self releasing, or if not willgenerally fall off when cold or throughvibration with subsequent handling.Spatter levels will be minimal andrestriking can be assisted with a creepfeed starting system.
The choice therefore depends on thecircumstances but flux cored wireswould be best suited to joints wherelarger volumes of weld metal arespecified and/or when long uninterruptedrun lengths are required.
Marathon PacsNon productive time can be minimisedfurther by the use of bulk packs in theform of the Marathon Pac. Unlike anyother pack of similar proportions thedrum is loaded using a specialproduction technique which ensures thatthe wire is delivered straight.

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
20
Other types of pack or the standard16kg reels are such that the wire flicksor twists once per revolution. This is aparticular disadvantage for robots whenthe wire has to be in a precise positionrelative to the joint every time.A Marathon Pac can therefore reducethe incidence of defects and alsomaintenance as wear on equipment isminimal.
At a nominal weight of 200 kg thisrepresents a saving of about 13 normal15/16 kg reel changes which at 10minutes each is 2 hours 10 minutes.Considering the example previouslydescribed with a 4.5 minute cycle, thisrepresents a further 28 components.A 300 kg pack is also available andusing the same example, the time savedwill allow production of a further 41components.
The case in point
30% increase in welding speed� higher burn off rates than solid wire� faster welding speed� greater return on investment
Superior weld finish� obtained from spray transfer mode� max tolerance to plate condition
varying from positive to negative polarity
� excellent fusion and wetting action minimises defects and risk of undercut, even at high travel speeds
� argon rich gas minimises spatter level and gives optimum deposit appearance
No restriking problems� with metal cored wire there are no
restriking problems with either a hot or cold wire tip
� applies to single and multipass applications
Tolerance to variances� greater flexibility than solid wire: one
current setting may be used for wider variety of weld sizes/travel speeds
� greater tolerance to fit-up variations than solid wire, which can be criticalif defects are to be avoided
Greater economy� greater penetration allows a
reduction in fillet size for a given material thickness, leading to furtheroverall cost benefits
Single pass gravity fillet joint. - 1.6mmwire, 8mm throat thickness. Weldingspeed - 40cm/min.
Single pass HV fillet joint - 1.6mm wire,3mm throat thickness. Welding speed -120cm/min.
C/Mn & low alloy wiresA variety of shielding gases are now inregular use for the MIG/MAG cored wireprocess and normally involve CO2, Ar,O2, and He. CO2 is the only gas for usesingularly but can be found in mixturesof all the others to bring about variouswelding characteristics, although Ar isalways the principle gas when mixturesare employed.
CO2 gasThis gas is normally referred to as anactive gas as it is not chemically inert,hence the term MAG. It is the leastexpensive gas, but does havedisadvantages when compared to Arbased types.
Advantages:� inexpensive � low heat radiation � superior depth to width ratio � lower levels of diffusible hydrogen in
the weld metal
Disadvantages:� higher levels of spatter � narrow voltage band - machine setting is critical
The majority of the OK Tubrod flux coredwires may be used with CO2 only andproduce good results. The fully basicwires such as OK Tubrod 15.00 and15.25 will, in fact, produce superiorphysical characteristics when used withCO2 only.
Argon/CO2 mixturesThe most popular gas mixture both forC/Mn solid wire and cored wire is that ofArgon + 15-20% CO2 and although it ismore expensive, generally by a factor ofthree, the advantages certainly justify itsuse.
Advantages:� reduced spatter through smoother
arc action � lower fume generation � superior weld finish and profile� ability to support a wide voltage
range - machine setting less critical� consistent and more favourable
penetration, especially with cored wires
� faster welding speeds
Disadvantages:� greater radiated heat � water cooling sometimes required
Shielding gas

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
21
With the exception of OK Tubrod 14.12 itis essential that all of the OK Tubrodmetal cored wires be used with Ar richgases as the use of CO2 will result in aserious deterioration in weld appearancewith unacceptable levels of fume andspatter.
With regard to flux cored wires, allexcept OK Tubrod 15.10 and 15.12 maybe used with Ar + CO2 mixtures toenhance operability with reduced spatterand fume levels, but penetration will bedecreased.
O2 and He additionsAlthough principally used for the MIGwelding of stainless steel, the O2 topromote good wetting and He foradditional heat as well as cleaningeffect, caution should be exercised withO2, for use with C/Mn and low alloywires. O2 is often mixed with Ar andCO2, on a basis of 80% Ar, 15% CO2,5% O2. Such a mixture imparts verygood wetting and reduces the dropletsize and surface tension of the weldmetal.
However, O2 does have the effect ofdecreasing alloy transfer across the arcand it is particularly important to beaware of this during welding low alloysteels when a matching composition isrequired or in the case of Mn whentensile strength is critical.
Effect on weld shape
Flow rateIt is important that flow rate at the torchis maintained within 15-20 litres perminute for flux cored wires and 18-20litres per minute for metal cored wires.
The economic advantages to be gainedfrom the use of cored wires are obvious,but consideration should be given to themodes of metal transfer to achieve themaximum benefit, especially as directcomparisons with solid wire are notnecessarily applicable. The choice ofconsumable and size relative to theproposed application are importantaspects to be considered in exploitingthe advantage of the process.
Dip transferWhen using standard constant voltagepower sources the dip transfer mode willonly occur at currents generally below200A, although will vary depending uponwire size and parameters selected. Thismethod of metal transfer relies on aseries of short circuits where the wireactually touches down into the weld pooland consequently the current rises andmelts off the end of the wire. Fig 2.
A tapped inductance is usuallyavailable which can be used to vary thesurge of current such that the eruptionstaking place immediately after shortcircuiting do not cause excessivespatter. The dip or short arc method ischaracterised by a cool arc and so isideal for sheet material, root passes inopen butt joints and especially positionalwelding, in thinner materials. Closeattention to operator technique isrequired to ensure adequate fusionwhen positional welding on thickermaterial.
Fig 2
The rutile E70T-1 and E71T-1 types ofcored wires will not operate satisfactorilyin dip transfer and so are restricted tospray transfer. This is not a handicapsince although two types of rutile wiremay be required for flat and vertical tomaximise deposition, the OK Tubrod15.14/15.15 types (E71T-1) can operatein all positions using spray transfer butwill not be as fast as the OK Tubrod15.12 (E70T-1) in the flat position.Except for possibly the overheadposition solid wire is confined to diptransfer for positional welding which, incomparison, is slow and liable to givefusion defects unless operator techniqueis of a consistent high quality.
The metal cored OK Tubrod 14.XXwires and OK Tubrod fully basic E71T-5wires in 1.0mm to 1.4mm are capable ofpositional welding but only in the diptransfer mode.
Globular transferUpon increasing current above 200amps but again depending on the wiresize, there will be a transition to globulartransfer where the short circuiting doesnot occur at a regular frequency. Fig 3.The wire tip will overheat and largeglobules of molten metal will form. Apartfrom wandering within the arc, thedroplets will not always be directed intothe weld pool and so create excessivespatter on impact with the parentmaterial or weld pool. Therefore thistype of transfer should be avoided forboth solid and all types of cored wires.
Fig 3
Spray transferThe spray transfer mode is establishedwhere a constant arc gap is maintainedand the droplets which are extremelyfine are projected across the arc gap infree flight. Fig 4. The weld appearanceis enhanced and the greater heat inputand arc force ensures excellent side wallfusion and penetration with a reducedincidence of defects. This mode isusually employed in situations wheremaximum deposition rates are possibleand desirable. There are no restrictionsregarding the use of any OK Tubrodcored wires with this method.
Fig 4
Pulsed arc transferPulsed arc welding is a controlledmethod of spray transfer which enablesthe transfer of droplets by projectingthem across the arc gap at a regularfrequency. The frequency can be variedat the power source to suit a particularapplication, type and size of wire. Onmore advanced equipment the pulsepeak current and duration as well asbackground current can be adjusted.The action is illustrated in Fig 5 andshows a typical wave form together witha diagrammatic view of cyclic events atthe wire tip. During the intervalsbetween pulses a background current
Modes of weld metal transfer
100% Ar
80% Ar + 20% CO2
100% CO2

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
22
maintains an arc to keep the wire tipmolten but no metal is transferred. Inthis way transfer of metal occurs at highcurrent but the mean total weldingcurrent remains low, thus the heat inputand deposition are more easilycontrolled than with dip transfer.
Fig 5
There is no advantage to be gained byusing rutile wires with pulsed MIG but itwill allow larger sizes of metal coredtypes to be used at lower current levelsthan is the case with conventionalequipment. The main benefits are to befound with solid wire and in particularstainless steel and aluminium.
Synergic MIG weldingThis process is a sophisticated form ofpulsed arc MIG welding where pulseparameters, static and dynamiccharacteristics are optimised for a givenconsumable on a pre-programmedbasis. This provides for one knobparameter control with improved fusioncharacteristics and reduced spatter.
Synergic pulsed welding with tubularwires is more complicated than withsolid wires. The thermal and electricalconductivity of cored wires varyconsiderably due to differing wallthickness’ and filling formulations.Those factors lead to a higher peakcurrent requirement for cored wires thanfor the equivalent size of solid wire.Therefore, not all pulsed power sourcesavailable can be used with cored wirealthough many will operate satisfactorilywith metal cored wires due to the lowerpeak currents required. In addition,power sources have to be pre-set foreach type of consumable to be used.Since in the case of cored wires,different manufacturer’s products willvary in wall thickness and fluxformulation and change of supplier,albeit for a wire of the sameclassification will not necessarily exhibitsatisfactory running.
Although fully basic wires produce thehighest integrity weld metal, it is unlikelythat their running characteristics willmatch those of the EX1T-1 or OK Tubrod 15.14/15.15 type wires forpositional welding within the foreseeablefuture. However, depending on theapplication, the use of synergic pulsedMIG can compensate for the lack ofoperability with an attendant reduction inspatter and superior fusioncharacteristics.
PolarityDC electrode positive is recommendedfor the rutile flux cored OK Tubrod wiressince the use of the negative poleproduces inferior running characteristicsand can occasionally produce porosity.With the exception of OK Tubrod 14.00,14.05, 14.06 and 14.12 which willoperate on both DC electrode positiveand negative polarity, the other OKTubrod metal cored and basic flux coredwires benefit from the use of thenegative polarity giving improved arcaction and weld finish with reducedspatter.
VoltageArc voltage has a direct influence on thearc length which controls the weldshape, depth of penetration and spatterlevel. As the arc voltage is reduced thepenetration increases and this isparticularly important in V butt joints. Anincrease in voltage will result in a longarc length and increase the risk ofporosity and undercut. When operatingon dip transfer for positional welding atcomparatively low currents the arcvoltage should be kept at the highestpracticable level to ensure adequateside wall fusion.
AmperageThe welding current is directly related tothe wire feed speed. The higher thefeed speed then the higher theamperage drawn from the power sourcein order to melt the additional wire goinginto the weld pool.
With flux cored wires the amperageused is ideally in the top half of therange specified for a particular size,except when positional welding with 1.0mm, 1.2mm and 1.4mm wires, andwhen the dip transfer mode is used atcurrent below 220 amps. OK Tubrodmetal cored wires eliminate the need forcurrent variations relative to platethickness since one current setting for agiven wire size will cater for 90% of flat
and HV applications. The weld cross-section is controlled by the travel speedwhereas solid wire would requireconsiderable current resetting to achievethe same flexibility.
Plate preparationDue to superior side wall fusion obtainedparticularly from the metal cored wiresthe combined angles of preparations cangenerally be reduced. A V butt joint forinstance that would normally need a 60O
included angle for manual arc weldingcan be reduced to 45O thereby savingplate and hence weld metal to fill thejoint.
Fig 6
The higher level of deoxidants andhigher current density available with cored wires allows them to be usedwhere mill scale and primer have to betolerated. This is particularly so with themetal and basic cored wires, since therutile types are the least tolerant.However, in the case of primer thedegree of success will depend on thetype and thickness, but generally OKTubrod basic wires will achieve porosityfree welds at speeds 45% faster thansolid wires and the OK Tubrod metalcored wires are approximately 35%faster. Recent advances in thedevelopment of the all positional rutileOK Tubrod types have also given addedsecurity when welding on primed plate.
For optimum radiographic standardswith flux cored wires, excessive rust andscale should be removed by grindingwhich will also serve to reduce slagformation to a minimum when usingmetal cored wires.
Further economies can be achievedfrom a reduction in weld metal requiredon single pass fillet joints. The oftengreater depth of fusion can increase theeffective throat thickness and
1
1
2
2
3
3
4
4
5
5
TIME (M' SECS)
CU
RR
EN
T (
AM
PS
)
PULSE TIME CANBE VARIABLE
MODULATED DC WAVE FORM
60o
45o
50 o35 o
Operating conditions

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
23
consequently allow a reduction in leglength by up to 20%. The savings inweld metal are considerable as can beseen from Fig 7a and 7b and somecertification authorities will permit areduction of 50% in weld dimensions forsingle pass fillets when produced fullyautomatically.
10/20O
10O
Torch angles and manipulation
Vertical but welds
1st pass Fill & Cap Fill & Cap
Preparation of root faceA torch angle of 10O above thehorizontal may be used for root passesto assist arc stability and penetrationcontrol.
Triangular weave for single pass fillets.If necessary subsequent weld runsshould be deposited using techniquessimilar to that for filling vertical buttjoints. No weaving is necessary forsingle pass fillets when using OKTubrod 15.14/15.15
Restrict vertical down technique to thinplate or leg lengths of 6mm maximum.May be used for first pass or multipassjoints.
Preparation with feather edges
Fig 7b Cored wire
10/20O10O
Vertical fillet welds
Single pass
Torch angles and manipulation
Fig 7a Solid wire
6mm8mm
6mm
6mm

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
24
Torch angles
Flux cored wiresWith OK Tubrod flux cored wires thetorch angle has a significant effect onslag control and weld deposit profile.For both fillet and butt joints therecommended angle between the wireaxis and the line of joint is between 60O - 70O and using a backhandtechnique i.e; pulling, with the wirepointing towards the completed weld.In this way the arc force prevents theslag from running in front of the weldpool and reduces the risk of slag traps.For HV fillets the wire tip should bedirected toward the bottom plate atapproximately 3mm from the line of thejoint with a torch angle of 45O from thevertical plate. In certain circumstancesthe forehand technique i.e: pushing, canbe used to advantage. On small filletwelds where penetration is not ofparamount importance, the higherwelding speeds required are such thatthe molten slag is prevented fromrunning ahead of the weld pool.This also has the advantage ofproducing a mitre fillet where as thebackhand method tends to produce amore convex profile.
Metal cored wiresMaximum penetration is obtained usinga backhand (pulling) technique with atorch angle of 70/80O between the wireaxis and the joint line. This will alsoserve to optimise gas coverage and isparticularly relevant to multi-pass buttwelds. For fillet and lap welds, superiorweld appearance is achieved using atorch angle of 60/70O, and a forehandtechnique (pushing). This results in amore even distribution of weld metal,accompanied by a reduction inpenetration.
Travel speedTravel speed has an important influenceon penetration. For example when usinga 1.6mm metal cored wire at 350A anincrease in travel speed from 30cm/min to 60cm/min approximatelydoubles penetration beyond the root of afillet. At speeds in excess of 80/100cm/min penetration will decrease.
Similarly a reduction in penetrationwill occur if the welding speed should fallto below 30cm/min, as the arc canimpinge on the molten pool inpreference to the base material. Inaddition, the use of slow travel speedsshould be avoided when lowtemperature impact properties arerequired. While the joint may be filled infewer passes, the individual welddeposits will be of a large cross-sectionand therefore impact resistance will be
Welding techniques
60-70O
70O
90O
45O
Flux cored wire
Metal cored wire
90O
45O
45O
60-70O
60-70O
70-80O
Flux cored wires
Metal cored wires

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
25
reduced. Apart from this, in the case offlux cored wires, there is the obviousdifficulty of slag control to beconsidered.
Positional welding The majority of the OK Tubrod coredwires are capable of positional weldingin the smaller sizes. However, thechoice of consumable must be givencareful consideration in relation to theproposed application because thevarious ranges require quite differentmanipulation techniques for optimumresults.
Rutile typesThis type of wire allows the use of thespray transfer mode in all positionsincluding overhead and as such affordsvery high deposition rates. In addition,the exceptional fusion characteristicsthat result will have significant effect onthe production of defect free welds, Fig 8a. This is particularly relevantwhen compared to solid wire which bynecessity can only be used for positionalwelding in the dip transfer mode. Thereduced depth of fusion involvedtogether with the greater degree of skilland concentration demanded willincrease the risk of fusion relateddefects Fig 8b.
OK Tubrod types can achieve in excessof 3 kg/hr in the vertical positioncompared to manual arc at 1 kg/hr maxand solid wire at approximately 2 kg/hr.
The techniques required for verticalup welding are almost identical to thoseemployed with manual arc Fig 9, both forfillet and butt joints. However, rootpasses in open butt welds where auniform bead of penetration is requiredwhen welded from one side are notrecommended. This is due to the higharc energy and fluidity of the weld poolas well as the need to maintain highlyaccurate joint preparations which is notconsidered practical.
In such circumstances the use of non-fusible backing is recommended and thistype of wire is eminently suitable for usewith these materials and the speed ofwelding will be significantly higher.Fig 10a and 10b.
Metal cored and fully basic typesThese two groups may be treated asone with regard to positional weldingtechniques. To maintain optimum controlwelding is limited to the 1.0mm, 1.2mmand 1.4mm sizes and is restricted to thedip transfer mode where greater welderskill is involved. The manipulationrequired is similar to that used for solidwire in that initial passes in the verticalposition are completed using a triangularweave motion. This is to ensure that theweld profile remains flat and not peaked,which would otherwise occur leading topossible lack of fusion defects at theedges after further welding as in thecase of multi-pass joints.
The conventional straight weave maybe used but only in circumstances whenthe face of the previous pass is wideenough such that the effect of heat sinkwill maintain a flat profile automatically.Whilst the dip transfer method is slowand often demanding in terms ofoperator concentration, the arc energy isgreater than with solid wire and thepossibility of defects, especially coldlapping is substantially reduced. Theroot pass in an open butt weld, wherefull penetration is required from oneside, is always the most difficultregardless of welding process orposition.
However, when using Tubrod metal andbasic cored wires the use of dip transferand vertical down welding can be usedto good advantage. Excellent resultscan be achieved more easily, it is rapidand plate preparation costs can bereduced by dispensing with a root face.Fillet joints may be welded using eitherthe vertical up or vertical downtechniques.
The choice will depend on the thicknessof material and degree of rootpenetration desired. Multi-pass jointsshould be completed on a similar basisto that of butt welds using the vertical uptechnique.
Fig 8a
Fig 9
Fig 8b
Fig 10a Front face
Fig 10b Rear face

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
26
This term describes the distancebetween the contact tip of the torch andthe work piece, sometimes described as‘electrode stickout’. The currentconditions should be set for the job inhand but during welding it may benecessary to reduce the amount of heatin the weld pool to accommodate poorfit-up or out of position welding. Anincrease in the stickout length and theextra electrical resistance that resultswill produce a cooler less fluid weldpool. Similarly any decrease inelectrode extension will have the effectof increasing welding current and thecharacteristic can be of benefit incontrolling penetration; especially whereinconsistent fit-up is encountered.
When operating with dip transfer anextension of 12mm will suffice for mostapplications, whereas spray transferproduces a greater amount of radiatedheat and should have an extension ofapproximately 20-30mm. During actualwelding any large variation will producean inconsistent weld deposit andexcessive electrode extension willreduce for effectiveness of the gasshield. For a given wire feed rate anylengthening of the extension has theeffect of reducing the amperage drawnfrom the power source. Increasing thewire feed speed to compensate for thecurrent drop will result in a significantincrease in weld metal deposition.Fig 11.
Electrode extension
10-12mmExtension
25-30mmExtension
Contact tip protrudesbeyond the shroud
Contact tip withinthe shroud
DIP TRANSFER
SPRAY TRANSFERIMPROVED ACCESS USING
SHORT SHROUD
SPRAY TRANSFER
Fig 11
Electrode extension related to deposition rate
Extension mm 12 18 25 25
Wire feed m/min 5.8 5.8 5.8 8.4
Current Amps 350 320 280 350
Dep rate kg/Hr 4.7 4.7 4.7 6.5

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
27
Deposition data
0200 250150 300 350 400 450
1
2
3
4
5
Kgs/Hr
Amps
6
7
8
9
1.2mm
1.4mm
1.6mm
Polarity DC-Electrode Extension
1.2mm 1.4mm 20mm1.6mm
0
200 350300250150 450400 500
1
2
3
4
5
Kgs/Hr
Amps
6
7
8
9
10
11
Electrode Extension1.2mm = 20mm1.6mm2.4mm
= 25mm
1.6mm
2.4mm
1.2mm
150 200 250 300 350 400
1
2
3
4
5
Kgs/Hr
Amps
6
Electrode Extension1.2mm1.4mm
20mm
1.6mm
1.2mm 1.4mm1.6mm
0200 250150 300 350 400 450
1
2
3
4
5
Kgs/Hr
Amps
6
7
8
9
1.2mm
1.4mm
1.6mm
Electrode Extension
1.2mm 1.4mm 20mm1.6mm
OK Tubrod 14.00/14.12 OK Tubrod 15.00
OK Tubrod 15.12 OK Tubrod 15.14
200 250 300 350 450400 500
Electrode Extension1.2mm = 20mm1.6mm = 25mm
3
2
4
5
6
7
8
9
10
Kgs/Hr
Amps
1.6mm
1.2mm
100 200 300 400 500
1
2
3
4
5
6
7
8
9
10
Kgs/Hr
Amps
1.6mm
1.2mm
Tubrod 14.3X
Stainless Cored Wires
OK Tubrod 15.18
OK Tubrod 14.3X

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
28
OK Tubrod estimating data
Dia T L Amps Wire feed Volts Welding Arc time Wire weight Gasmm mm mm speed speed min/m kgs/m litres/m
cm/min cm/min
1.2 3 4 290 1046 28 92 1.08 0.09 18.41.2 4 6 290 1046 29 61 1.6 0.13 27.01.2 6 8 290 1046 29 37 2.7 0.23 46.01.4 3 4 320 954 30 110 0.9 0.09 15.31.4 4 6 320 954 31 53 1.9 0.19 32.01.4 6 8 320 954 31 35 2.8 0.28 47.61.6 3 4 370 780 29 120 0.8 0.08 13.61.6 4 6 370 780 30 55 1.8 0.19 30.61.6 6 8 370 780 30 35 2.8 0.29 47.6
Metal cored wireTubrod 14.0X Series
Fillet welds
Wire Weld- feed ing Arc Wire
Dia. T Run speed speed time weight Gas mm mm No. Amps cm/min Volts cm/min min.m kgs/m litres/m
1.2 13 1 140 351 17 20 5.9 0.17 100 A 2 280 1176 31 20 3.6 0.35 61
3 280 1176 31 31 2.9 0.29 49 1.4 13 1 110 198 18 14 7.1 0.16 120 A 2 280 708 31 23 4.3 0.35 73
3 280 708 31 28 3.6 0.29 51 1.6 13 1 230 372 28 46 2.2 0.12 37 A 2 350 675 30 19 5.3 0.51 90
3 350 675 30 68 1.5 0.14 25 1.6 13 1 250 450 28 40 2.5 0.16 42 B 2 350 675 30 25 3.9 0.38 66
3 350 675 30 66 1.5 0.14 25 1.6 25 1 230 372 28 17 5.9 0.31 100 C 2 370 744 30 39 1.9 0.20 32
3 370 744 30 29 4.1 0.44 69 4 360 710 30 24 4.8 0.49 81 5 360 710 30 21 5.6 0.57 95
VERTICAL
1.2 25 1 160 408 17 18 5.6 0.19 95 V/D2 160 408 17 5.4 18.5 0.63 314 V/U3 160 408 17 4.9 20.5 0.70 346 V/U4 160 408 17 4.6 21.7 0.74 368 V/U
1.4 25 1 130 198 19 13.6 7.4 0.17 125 V/D2 150 270 18 5.3 18.9 0.58 321 V/U3 160 270 18 4.7 21.3 0.65 362 V/U4 160 270 18 4.3 23.3 0.72 396 V/U
1.6 20 1 190 244 15 25 3.9 0.14 66 V/D2 190 244 15 5 19.7 0.70 334 V/U3 190 244 15 6 15.7 0.57 266 V/U4 190 244 15 6 15.7 0.57 166 V/U5 190 244 15 5 19.7 0.70 334 V/U
OVERHEAD
1.6 20 1 150 208 14 16 6.1 0.18 103 2 280 579 24 52 1.9 0.16 32 3-10 280 579 23 56 1.8 0.15 30 11-12 280 579 23 70 1.4 0.12 23 13 150 208 15 4 26.2 0.80 445
NOTES1. Shielding gas flow rate 15-20 litres/min.2. Contact tip to work distance 25-30mm.3. Pull the torch with an angle of 70o to the line of the joint.
60O
2
1
3
AT
1.5-3.0mmRoot gap
45O
45O
2
2
2
1
1
1
4
4
5
5
3
3
3
B
C
T
T
T
1.5mm Root face1.5-2.5mmRoot gap
60O
60O
Vertical
3.0mm gap
2.5mm
T
60O
Overhead
2.4mm 12
4 36 5
8 7910
12 1113
Butt welds

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
29
Flux cored wireTubrod 15.XX Series
OK Tubrod 15.00 1.2 and 1.6mm fillet welds HV position
Wire feed Welding Arc Wire Gas Dia T L Current speed Volts speed time weight litres/m mm mm mm amps cm/min cm/min min/m kgs/m 1.2 3 4 280 1450 30 79 1.2 0.14 21
4 6 280 1450 31 51 1.9 0.22 33 6 8 340 1650 32 30 3.3 0.43 56
1.6 4 6 350 840 29 48 2.1 0.24 35 6 8 350 840 32 34 3.0 0.34 51 7 10.0 350 840 31 25 3.9 0.44 66
OK Tubrod 15.00 2.00 and 2.4mm fillet welds - downhand position
Wire feed Welding Arc Wire Gas Dia T L Current speed Volts speed time weight litres/mmm mm mm amps cm/min cm/min min/m kgs/m 2.0 7 10 400 675 29 27 3.6 0.47 61
7 10 500 925 38 37 2.6 0.47 44 10 12 500 925 38 27 3.6 0.67 61
2.4 7 10 400 500 28 32 3.0 0.42 51 7 10 550 700 38 42 2.2 0.43 37 10 12 550 700 38 32 3.0 0.58 51
OK Tubrod 15.00 1.2mm vertical up butt weld
Wire Plate Run Amps feed Volts Welding Arc Wire Gas thickness No. speed speed time weight litres/m mm cm/min cm/min min/m kgs/m20 1 165 510 18 13.4 7.4 0.29 126 V/D
2 140 480 19 7.8 13.0 0.46 217 V/U 3 140 480 19 8.2 12.2 0.44 207 V/U 4 160 558 20 8.7 11.5 0.48 195 V/U 5 160 558 20 7.0 14.3 0.60 243 V/U
OK Tubrod 15.00 1.6mm downhand butt weld
Wire Plate Run Amps feed Volts Welding Arc Wire Gas thickness No. speed speed time weight litres/m mm cm/min cm/min min/m kgs/m 25 1 150/160 229 20 13 7.8 0.24 132
2 350 838 32 44 2.3 0.26 39 3 350 838 32 27 3.7 0.41 62 4 350 838 32 24 4.2 0.47 71 5 350 838 32 23 4.2 0.47 71 6 350 838 32 22 4.5 0.58 76
OK Tubrod 15.00 2.4mm downhand butt weld
Wire Plate Run Amps feed Volts Welding Arc Wire Gas thickness No. speed speed time weight litres/m mm cm/min cm/min min/m kgs/m 10 1 400 500 27 35 2.8 0.34 47
2 400 500 27 22 2.1 0.28 35 12 1 400 500 27 27 3.6 0.49 61
2 400 500 26 42 2.3 0.31 39 19 1 300 325 26 32 3.0 0.26 51
2 500 650 31 40 2.5 0.44 42 3 500 675 28 32 3.0 0.57 51
25 1 400 500 29 42 2.3 0.31 39 2 500 650 31 32 3.0 0.55 51 3 550 725 32 25 3.9 0.77 66
25 1 380 450 27 42 2.3 0.28 39 2 500 650 36 32 3.0 0.55 51 3 550 725 36 30 3.3 0.65 56
L
20mm
T
T
1.5mm
50O
4/5mm
60O
2mm
2mm
45O
1.5mm
45O
1.5mm
1.5mm
L

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
30
OK Tubrod 15.18 1.2mm fillet welds - HV position
Wire feed Welding Arc Wire Gas Dia T L Current speed Volts speed time weight litres/m mm mm mm amps cm/min cm/min min/m kgs/m 1.2 3 4 330 1650 30 110 0.9 0.10 15
4 6 340 1780 33 66 1.5 0.18 25 6 8 340 1780 34 35 2.8 0.34 47
For larger sizes refer to OK Tubrod 15.12 below
OK Tubrod 15.12 fillet welds - HV position
Wire feed Welding Arc Wire Gas Dia T L Current speed Volts speed time weight litres/mmm mm mm amps cm/min cm/min min/m kgs/m 1.6 4 6 350 1008 34 60 1.7 0.22 28
6 8 350 1008 34 36 2.8 0.37 472.0 6 8 400 894 31 47 2.1 0.37 36
7 10 400 894 31 28 3.6 0.63 60 2.4 6 8 460 732 31 46 2.2 0.44 36
7 10 460 732 31 34 3.0 0.59 49
OK Tubrod 15.12 2.4mm downhand butt weld
Wire Plate Run Amps feed Volts Welding Arc Wire Gas thickness No. speed speed time weight litres/m mm cm/min cm/min min/m kgs/m25 1 350 300 29 47 2.1 0.17 36
2 450 492 30 42 2.4 0.32 40 3 450 492 30 34 3.0 0.40 50 4 450 492 30 24 4.2 0.57 70 5 450 492 30 25 4.0 0.54 68
OK Tubrod 15.14/15.15 fillet welds
Wire feed Welding Arc Wire Gas Dia T L Current speed Volts speed time weight litres/m mm mm mm amps cm/min cm/min min/m kgs/m Horizontal vertical1.2 3 4 260 1500 30 67 1.28 0.14 22
4 6 260 1500 30 47 2.14 0.24 36 1.6 4 6 330 900 30 54 1.85 0.23 31
6 8 330 900 30 37 2.76 0.34 46Vertical up 1.2 4 6 180 684 24 22 4.46 0.22 76 1.6 6 8 190 342 24 13 7.33 0.32 124Vertical down 1.2 4 6 225 870 25 37 2.69 0.17 45 1.6 6 8 240 504 25 29 3.43 0.22 58
OK Tubrod 15.14/15.15 1.2mm vertical up butt weld
Wire Plate Run Amps feed Volts Welding Arc Wire Gas thickness No. speed speed time weight litres/m mm cm/min cm/min min/m kgs/m20 1 125 402 20 8 11.8 0.37 200
2 170 624 22 12 8.2 0.39 140 3 180 672 23 11 8.8 0.45 149 4 190 786 23 12 8.2 0.49 140 5 190 786 23 10 9.7 0.58 164
L
T
L
T
25mm
3.0mm
50O
20mm
2/3mm
50O
4.0mm

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
31
OK Tubrod 15.14/15.15 1.6mm downhand butt weld
Wire Plate Run Amps feed Volts Welding Arc Wire Gas thickness No. speed speed time weight litres/m mm cm/min cm/min min/m kgs/m25 1 300 630 29 30 3.3 0.27 56
2 350 891 31 32 3.0 0.35 51 3 350 891 31 47 2.1 0.24 36 4 350 891 31 44 2.2 0.25 37 5 350 891 31 48 2.2 0.25 37 6 350 891 31 46 2.2 0.25 37 7 350 891 31 37 2.6 0.30 44 8 350 891 31 38 2.6 0.30 44
OK Tubrod 15.14/15.15 1.6mm horizontal vertical butt weld
Wire Plate Run Amps feed Volts Welding Arc Wire Gas thickness No. speed speed time weight litres/m mm cm/min cm/min min/m kgs/m25 1-3 200 387 24 30 3.2 0.16 55
4-23 240 510 25 43 2.3 0.18 39
OK Tubrod 15.14/15.15 1.2mm downhand butt weld
Wire Plate Run Amps feed Volts Welding Arc Wire Gas thickness No. speed speed time weight litres/m mm cm/min cm/min min/m kgs/m20 1 130 438 24 15 6.5 0.21 110
2 260 1398 31 38 2.7 0.27 45 3 260 1398 31 31 3.2 0.33 55 4 260 1398 31 24 4.1 0.43 70 5 260 1398 31 46 2.2 0.22 36 6 260 1398 31 46 2.2 0.22 36 7 260 1398 31 39 2.6 0.26 43 8 260 1398 31 40 2.5 0.25 41
OK Tubrod 15.14/15.15 1.6mm vertical up butt weld
Wire Plate Run Amps feed Volts Welding Arc Wire Gas thickness No. speed speed time weight litres/m mm cm/min cm/min min/m kgs/m25 1 140 252 22 15 6.3 0.21 108
2 180 285 24 15 6.4 0.23 108 3 180 285 24 13 7.6 0.28 129 4 180 285 24 10 9.3 0.34 158 5 200 387 24 13 7.6 0.38 129 6 200 387 24 9 10.1 0.50 171 7 200 387 24 9 10.5 0.53 178
25mm
3.0mm
50O
45O
15O
2.0mm
25mm
50O
2/3mm
4mm
1.5mm
25mm
20mm
60O

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
32
Mechanical properties
For a variety of reasons fabricators arerequired to attain progressively highercharpy V notch properties from weldedjoints using C/Mn weld metal at lowtemperatures, typically -30OC. Thewelding consumables have a significantrole to play in producing high purity weldmetal with controlled S and P levels butunless strict control of heat input andwelding procedure are observed thedesired results will not be achieved. Theheat affected zone (HAZ) hardness willalso have an effect although problems inthis area cannot be attributed to thewelding consumable. High HAZhardnesses obviously reduce ductility,but under the influence of hydrogenwhich can be produced via theconsumable, premature failure canresult.
Heat inputThis is expressed as kilojoules per mm(kJ/mm) and is useful for predicting thewelding parameters that may berequired. The formula used to establishthe heat input value is:
HI(kJ/mm) = Arc Voltage x Amperage x 60
Welding Speed mm/min x 1000
In the case of C/Mn weld metal the heatinput levels that can be relied upon togive good results with cored wires arebetween 1.0 - 2.0 kJ/mm. From this,therefore, the size of wire can beroughly determined together with theelectrical parameters and travel speedthat must be maintained.
It can be seen in Fig 13 that -30OC isthe normal transition zone for C/Mn weldmetal and also the effect of heat input inmoving this transition to a morefavourable position. The use ofexcessive heat input through the use ofhigh amperage and slow travel speedswill produce large weld deposits that willcertainly fill the joint rapidly. However,the welds will exhibit a very coarsedendritic structure characterised by lowductility and hence poor low temperaturetoughness.
The heat affected zoneThe hardness of the heat affected zone,which is in the plate adjacent to thefusion zone, is not directly attributed tothe consumable, but the welding activitywill have an effect on the inter - passtemperature and therefore hardness.Welding is used to make joints and socannot be viewed in isolation, therefore,it is necessary to be mindful of theeffects of welding on the total joint.
It may be that welding is taking placewithin the laid down procedure relatingto run sequence and heat input (kJ/mm)but the plate thickness and joint length
can be such that, although a preheatmay have been employed, heat is beingtaken away at a faster rate than it isbeing replaced by the welding. Thiscooling will lead to undesirablehardening of the heat affected zone sothat although the weld metal toughnessis good the HAZ will be comparativelybrittle.
In these cases it may be possible toreview the welding parameters or as isgenerally the case continuous externalheating will have to be incorporated.Conversely, if the heat input fromwelding causes a progressive increasein the interpass temperature, welding willhave to stop periodically to maintain itwithin the defined limits. Most high yieldC/Mn steels above 25mm thick willrequire a preheat of 150OC with amaximum interpass temperature of 250OC to ensure satisfactory results.Preheat levels can often be lower withcored wires since they are used at ahigher heat input then solid wire ormanual metallic arc.
HydrogenIt is not proposed to make an in-depthstudy on the effect of hydrogen in theHAZ as it is already well documented,but comment is needed in relation tocored wires. Basic manual arc electrodecoatings can be prone to moistureabsorption often necessitating redryingbefore use. Advances in coatingformulations have, however, dramaticallyimproved their tolerance (i.e. EsabVacPac). Rutile electrodes cannot beused for high integrity welding since bynature they contain water bearingagents which are essential to theirsatisfactory running. Cored wires arenot so susceptible as the core iscompletely enclosed which eliminatesthe need for re-drying before use.OK Tubrod fully basic wires will produceless than 5ml of diffusible hydrogen per100g of weld metal and usually less than3ml straight from the box and OK Tubrod metal cored wires will alsoproduce typically less than 5ml. Withthe development of rutile based coredwires, use can be made of theirattractive operability yet still maintainacceptable hydrogen levels which is notthe case with their manual arcequivalents. However, the level ofhydrogen produced is related to size ofwire and current used. Fig 12
1.2mm up to 200A <5mls/100g
1.2mm 200 - 280A 5-7mls/100g
1.6mm 160 - 350A <10mls/100g
Fig 12
Low alloy wiresFor test temperatures below -30OC (-40OC) it is necessary to revert to lowalloy wires, usually Ni bearing fortoughness and Mo for tensile strength ora combination of both. Typically the2.5% Ni types will move the transitionpoint to below -60OC for the more severeapplications. However, in the case ofC/Mn steels for test temperatures at -40OC and provided Ni is permissible,use can be made of Tubrod 15.17. Thiswire contains 1% Ni and is rutile based,but if weld metal from rutile based wireshave a higher oxygen level than that offully basic types, this deficiency iscertainly compensated for by the Ni. Fortemperatures in the region of -20OCincreases in productivity can also beachieved by increases in heat input anddeposition rate. In this case the drop intoughness that would otherwise occurwith C/Mn weld metal will be offset bythe 1% Ni.
Welding procedureIn any welding procedure where lowtemperature toughness is required, therun sequence will decide the degree ofstructure refinement produced withoutnecessarily adversely affectingproductivity. Large welds and wideweaving should be avoided so the use ofa split weave technique must beadopted as soon as practicable aftercompleting the root. Fig 14a. This willensure maximum grain refinement.Whilst the weld pass sequence in Fig 14b is described as unsatisfactory itmay be used if unavoidable, but eachlayer using the broad weave techniquemust be as thin as possible. Whenwelding in the vertical position, weldingspeed is slow and there is a tendency toproduce larger weld deposits withattendant higher heat input than in otherpositions. It is particularly important torestrict their size Fig 14c since thecharpy values achieved in the verticalposition will generally be lower than theflat or horizontal vertical position Fig 15.

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
33
120
100
80
60
40
20
0-10-20-30-40-50-60
C/Mn + 2% Ni
C/Mn
Low Heat Input
High Heat Input
JOULE
TEMP OC
Typical transition curves Butt joint
Fig 14a Satisfactory Fig 14b Unsatisfactory Fig 14c Satisfactory
Welding Preparation Wire No A V Mechanical propertiesposition and pass dia Charpy V Bend test 120O radius
sequence mm J/ +0OC J/-20OC face root
Flat 1.2 1 180 23
(IG) 1.6 2 200 25 93,105 75,67 OK OK
1.6 3-10 350 31 116,105 71,71
Vertical 1.2 1 140 20up
1.2 2 180 21 66,76 39,43 OK OK
(3G) 1.2 3-6 200 22 85,74 39,39
_
10 98 76 5
4 321
6
5 4
32
1
Fig 15
Fig 13

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
34
Welding procedure data
OK Tubrod 14.03 1.4mm
Material: NQ-1 Position: ASME 1X-1G Thickness: 25mm
Parameters:
Size Run Amps Volts mm No 1.4 4 150 18 1.4 2 290 29 1.4 3/13 310 32
Mechanical PropertiesTransverse tensile test 808 N/mm2 Fractured in plate
Charpy V notch energy (J):
Test Temp Centre line -20OC 74 84 82 -40OC 81 74 73
Transverse tensile test 808 N/mm2 Fractured in plate
OK Tubrod 14.03
Material: OX812E Position: ASME 1X-1G Thickness: 16mm
Parameters:
Size Run Amps Volts Heat input mm No kJ/mm 1.4 1 200 20 1.1 1.6 2 270 27 1.2 1.6 3-10 320 30 1.2
Mechanical PropertiesTransverse tensile test 810 N/mm2 Centre line
Charpy V notch energy (J):
Test Temp Centre line -20OC 80 78 79 -40OC 64 69 63
OK Tubrod 14.03
Material: OX 812E Position: ASME 1X-1GThickness: 20mm
Parameters:
Size Run Amps Volts Heat input mm No kJ/mm 1.4 1 185 20 1.5 1.4 2-5 280 32 1.2 1.4 6-11 320 33 2.0
Mechanical PropertiesCharpy V notch energy (J):
Test Temp Centre line 0OC 77 75 76 -20OC 71 74 60 -40OC 47 44 49 -50OC 39 50 49
13 12 11
109 8
7 6
5 4
3
2
1
50O
60O
89
7
6 5
4 3
2
1
10
1
2
34
56
78
910
11
60O
OK Tubrod 14.03

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
35
OK Tubrod 14.03
Material: NAXTRA 70 Position: ASME 1X-1GThickness: 25mm
Parameters:
Size Run Amps Volts No mm
1.4 1 150 18 1.4 2 290 29 1.4 3-14 310 32
Mechanical PropertiesTransverse tensile 803 N/mm2
Charpy V notch energy (J):
Test Temp Cap -2mm
-20OC 69 63 64 -40OC 66 63 64
OK Tubrod 14.04
Material: BS4360 - 50E Position: ASME 1X-3GThickness: 45mm
Parameters:
Size Run Amps Volts Heat input mm No kJ/mm 1.2 1-5 150 18 1.5/2.0 1.6 6-33 180 20 1.5/3.0
CTOD performance (BS 5762) -10OC0.62 0.46 1.35mm
OK Tubrod 14.04
Material: OX506 Position: ASME 1X-2GThickness: 13mm
Parameters:
Size Run Amps Volts mm No 1.2 1 105 17 1.6 2 230 23 1.6 3/4 250 25 1.6 5/8 250 24
Mechanical PropertiesCharpy V notch energy (J):
Test Temp Centre line-54OC 74 63 51*Non-fusible backing
1
2
3
45
67
8910
111213
14
50O
45O
50O1 2
3
4
5
6
7
8
OK Tubrod 14.04

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
36
OK Tubrod 14.04
Material: USITEN 355N2 Position: ASME 1X-3GThickness: 16mm
Parameters:
Size Run Amps Volts mm No 1.2 1 110 17
2/4 130 19
Mechanical PropertiesCharpy V notch energy (J):
Test Temp Centre line-54OC 49 41 43
OK Tubrod 14.04
Material: EH2 Position: ASME 1X-3G Thickness: 30mm
Parameters:
Size Run Amps Volts mm No 1.2 1 180 18 1.2 2 180 171.2 3-11 200 19
Mechanical PropertiesCharpy V notch energy (J):
Test Temp Centre line -20OC 100 110 100 -30OC 98 85 80 -50OC 55 56 59
1
2
3
4
50O
50O

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
37
OK Tubrod 15.00
Material: BS4360: 50E Position: ASME 1X-1GThickness: 25mm Heat treatment: Stress relief 600OC 11/2 hrs
Parameters:
Size Run Amps Volts mm No
1.2 1 150 22 2.4 2-15 420 32
Solid Wire: Autrod 12.51
Mechanical PropertiesTransverse tensile: UTS 579N/mm2 fracture in plate
Charpy V notch energy (J):
Test Temp Weld Root-40OC 43 81 89 52 54 62
OK Tubrod 15.001.2mm
Material: BS4360: 50D Position: ASME 1X-1GThickness: 63mm Heat treatment: Stress relief 625OC: 21/2 hrs.
Parameters:
Size Run Amps Volts Heat input mm No kJ/mm MMA 1 1.6 2-6 250 23 1.0/1.9 2.4 7-21 400 27 Back groove 1 MMA 1.6 2-10 250 23 1.0/1.9 2.4 11-36 400 27
Mechanical PropertiesCharpy V notch energy (J):
Test Temp Centre Line -10OC 62 96 95 -20OC 49 100 35 -30OC 41 83 47
CTOD performance (BS 5762) -10OC0.39 0.47 0.78mm
OK Tubrod 15.00
Material: BS4360: 50E Position: ASME 1X-1GThickness: 25mm Heat treatment: Stress relief 600OC 11/2 hrs
Parameters:
Run Size Amps Volts No mm
1 2.4 400 32 2-10 2.4 420 32
Mechanical PropertiesTransverse tensile: UTS 562 N/mm2 fracture in plate.
Charpy V notch energy (J):
Test Temp Centre line-20OC 70 70 74
3.2mm
6mm
OK Tubrod 15.00

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
38
OK Tubrod 15.00 1.2mm
Material: BS4360: 50D Position: ASME 1X-1G Thickness: 50mm Pre-heat: 100OC
lnterpass: 250OC
Parameters:
Size Run Amps Volts Heat input mm No kJ/mm 1.2 1-7 140 18 1.6 1.6 8-9 160 18 1.8 1.6 10-15 170 20 2.4 1.2 16-17 130 18 1.3 1.2 18 130 18 2.1 1.6 19 160 22 2.4 1.6 20 160 22 2.6
Mechanical PropertiesLongitudinal tensile testTS 595 N/mm2
YS 529 N/mm2
Charpy V notch energy (J):
Test Temp Cap Root -30OC 81 74 98 56 58 60 -40OC 82 50 96 58 50 46-50OC 21 38 44 44 48 37 -60OC 21 25 28 42 42 38
CTOD performance BS 5762 -10OC0.97 0.84 0.71mm
OK Tubrod 15.001.2mm
Material: BS4360 Position: ASME 1X-3GThickness: 50mm
Parameters:
Size Run Amps Volts Heat input mm No kJ/mm
1.2 1-32 155 20 2.4
Mechanical Properties Charpy V notch energy (J):
Test Temp Weld Root -20OC 50 59 67 63 78 97
20
19
18
17
16
23
45678910111213
1415
1
234567
89
101112
131415
161718
192021
2223242526
272829303132

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
39
OK Tubrod 15.17 1.2mm
Material: API: 5L X60 Position: ASME 1X-6G Thickness: 28mm
Parameters:
Size Run Amps Volts Heat input mm No kJ/mm
1.2 1-2 180 24 0.9 1.2 3-10 200 25 1.6 1.2 11-15 190 24 2.2
Mechanical PropertiesCharpy V notch energy (J):
Test Temp Centre line
-40OC 130 108 106119 118 130
OK Tubrod 15.171.2mm
Material: RAEX 385 Position: ASME IX-2GThickness: 16mm
Parameters:
Size Run Amps Volts mm No
1.2 1 200 25 1.2 2-17 230 26
Mechanical PropertiesCharpy V notch energy (J):
Test Temp Centre line -20OC 98 108 98 -40OC 72 66 58 -50OC 39 58 46
OK Tubrod 15.171.2mm
Material: RAEX 385 Position: ASME IX-4GThickness: 16mm
Parameters:
Size Run Amps Volts mm No
1.2 1 200 25 1.2 2-15 220 26
Mechanical PropertiesCharpy V notch energy (J):
Test Temp Centre line -20OC 108 121 134 -40OC 71 93 83 -50OC 53 29 45
OK Tubrod 15.17

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
40
OK Tubrod 15.171.2mm
Position: ASME 1X-2GMaterial: BS4360: 50D Preheat: 100OCThickness: 40mm lnterpass: 250OC max
Parameters:
Size Run Amps Volts Heat input mm No kJ/mm 1.2 1 215 23 1.9 1.2 2 230 23 1.6 1.2 3-42 230/250 24/26 0.9-1.2 1.2 43-51 245/255 26 0.8
Mechanical PropertiesCharpy V notch energy (J):
Test Temp Cap Root Root (back gouged)
-30OC 110 101 119 91 75 90 129 121 136 -40OC 76 104 98 98 84 75 132 104 116 -50OC 110 84 82 49 82 77 75 93 97
OK Tubrod 15.17 1.2mm
Position: ASME 1X-3GMaterial: BS4360: 50D Preheat: 100OCThickness: 50mm lnterpass: 250OC max.
Parameters:
Size Run Amps Volts Weld Heat mm No Speed Input
mm/min kJ/mm 1.2 1 145 21 115 1.5 1.2 2-4 180 23 138-176 1.4-1.8 1.2 5-25 170 22 134-197 1.2-1.7Back groove weld 2nd side26-37 1.2 170 23 125-183 1.2-2.0
Mechanical PropertiesCharpy V notch energy (J):
Test Temp Cap Root -30OC 151 115 137 72 113 124 -40OC 120 141 126 53 112 52 -50OC 136 130 97 24 72 55CTOD performance (BS 5762) - 10OC0.906 0.551 0.537mm
OK Tubrod 15.171.2mm
Position: ASME 1X: 3GMaterial: BS4360: 50D Preheat: 100OCThickness: 40mm lnterpass: 250OC max
Parameters:
Size Run Amps Volts Heat input mm No kJ/mm 1.2 1 180/190 21 2.9 1.2 2-36 190/200 23 1.0-1.2 1.2 37-42 180 22 1.0 1.2 43-47 180 22 1.0
Mechanical PropertiesCharpy V notch energy (J):
Test Temp Cap Root Root (back gouged)
-30OC 138 142 147 94 109 109 95 104 98 -40OC 104 108 76 94 69 98 108 96 108 -50OC 89 54 67 74 63 57 81 84 83

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
41
OK Tubrod 15.171.2mm
Position: ASME 1X-3GMaterial: BS4360: 50D Preheat: 75OC Thickness: 50mm lnterpass Temp: 250OC Max
Parameters:
Size Run Amps Volts Heat input mm No kJ/mm 1.2 1 160 23 2.3 1.2 2 200 26 2.0 1.2 3-5 210 26 2.4 1.2 6-9 220 26 2.2 Back Grind 1.2 10-16 200 26 2.3 1.2 17-22 210 26 2.2
Mechanical PropertiesCharpy V notch energy (J):
Test Temp Cap 1 Cap 2 Root -40OC 69 80 94 88 84 42 57 48 100
86 38 (73) 114 102 (86) 23 42 (54)CTOD performance (BS5762) - 10OC0.46 0.49 0.49mm
OK Tubrod 15.111.2mm
Material: CE:0.35% Position: ASME 1X-3GThickness: 12mm Pre-heat: 20OC
Interpass: 250OCParameters:
Size Run Amps Volts Heat input mm No kJ/mm
1.2 1 140 21 2.91.2 2-8 180 24 1.0
Mechanical Properties Charpy V notch energy (J):
Test Temp Weld-55OC 72 80 92
OK Tubrod 15.111.2 mm
Position: ASME 1X-3GMaterial: BS4360: 50D Pre-heat: 120OC Thickness: 50mm Interpass: 180OC
Parameters:
Size Run Amps Volts Heat input mm No kJ/mm 1.2 1 145 23 1.2 2-45 190 24 2.2
Mechanical Properties
Charpy V notch energy (J):
Test Temp Cap -40OC 90 106 108 -50OC 106 95 64CTOD performance (BS 5762) -10OC0.42 0.32 0.37 mm
4mm
0-1mm12mm
1
2 34 5
6 7 8
OK Tubrod 15.11

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
42
OK Tubrod 15.111.2 mm
Position: ASME 1X-3GMaterial: BS4360: 50D Pre-heat: NoneThickness: 20mm Interpass: 250OC
Parameters:
Size Run Amps Volts Heat input mm No kJ/mm 1.2 1 160 24 2.5 1.2 2-13 190 25 1.9Mechanical PropertiesLongitudinal tensile test: TS 602 N/mm2
YS 540 N/mm2
Charpy V notch energy (J):
Test Temp Cap Centre Line Root -40OC 74 86 86 90 96 118 114 100 98 -50OC 66 112 116 112 90 120 64 72 112
OK Tubrod 15.251.6mm
Material: BS 4360: 50D Position: ASME 1X-1GThickness: 63mm
Parameters:
Size Run Amps Volts Heat input mm No kJ/mm Side 1 1.6 2-7 250 33 2.4 8-22 400 27 Side 2 1.0-1.9 1.6 2-10 250 23 2.4 11-36 400 27
Mechanical PropertiesCharpy V notch energy (J):
Test Temp Centre line-10OC 110 99 136 -20OC 127 100 119 -30OC 107 84 102 -40OC 100 77 94 -50OC 75 61 72CTOD performance (BS5762) -10OC 0.79 0.81 0.84mm
OK Tubrod 15.25
Material: BS4360: 50D Position: ASME 1X-1G Thickness: 63mm Heat treatment: As welded
Parameters:
Size Run Amps Volts Heat input mm No kJ/mm 1.2 1-3 230/240 30 1.0/2.3 1.6 4-10 200/240 27 2.4 11-22 400 32 2.4 23-26 400 32 Back groove 1.2 1 230/240 30 0.9/2.2 1.2 2-3 230/240 30 1.6 4-10 280/300 27 2.4 11-35 400 32 2.4 36-41 400 32 CTOD performance (BS 5762) -10OC1.30 1.61 1.28mm
36 41
23
45
67
8910
29 28 27 26
Side 1
Side 2
Stress relief 625OC - 2.5HRS
OK Tubrod 15.25

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
43
OK Tubrod 15.241.2 mm
Position: ASME 1X-2GMaterial: BS4360: 55F Pre-heat: 100OCThickness: 50mm Interpass: 200OC
Parameters:
Size Run Amps Volts Heat input mm No kJ/mm
1-3 MMA (E8016-G) 1.2 4-57 240 29 1.43 1.2 58-68 210 28 1.41Mechanical Properties Longitudinal tensile UTS 638 N/mm2
YS 581 N/mm2
Charpy V notch energy (J):
Test Temp Cap Root -40OC 150 124 122 136 130 122 -50OC 132 90 98 79 64 92
CTOD performance (BS 5762) -10OC0.85 1.60 0.80mm
OK Tubrod 15.241.2mm
Position: ASME 1X-2GMaterial: BS4360: 50D Pre-heat: 100OCThickness:50mm Interpass: 250OC
Heat treatment: Stress relief, 600OC 4 hrs
Parameters:
Size Run Amps Volts Heat input mm No kJ/min 1.2 1-23 240 27 1.2 24 200 27 1.2 25-31 240 27 Back groove1.2 32-43 240 27 1.2 44 200 27 1.2 45-50 240 27 Mechanical PropertiesLongitudinal tensile UTS 592 N/mm2
YS 516 N/mm2
Charpy V notch energy (J):
Test Temp Cap Root -40OC 190 90 134 120 144 140 -50OC 58 122 108 136 166 142CTOD performance (BS 5762) -10OC1.57 1.03 1.71 mm
OK Tubrod 15.261.2mm
Position: ASME 1X-1GMaterial: HY80 Pre-heat: 120OC minThickness: 30mm Interpass: 150OC max
Parameters:
Size Run Amps Volts Heat input mm No kJ/mm 3.2 1 MMA (E9016-G) 1.2 2-18 240 30 1.6Mechanical Properties Longitudinal tensile: UTS 696 N/mm2
YS 651 N/mm2
Charpy V notch energy (J):
Test Temp Cap -40OC 88 100 90-50OC 86 90 104-60OC 72 65 64
OK Tubrod 15.24
OK Tubrod 15.26

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
44
OK Tubrod 15.261.2mm
Position: ASME 1X-2GMaterial: HY80 Pre-heat: 120OC minThickness: 30mm Interpass: 150OC max
Parameters:
Size Run Amps Volts Heat input mm No kJ/mm 3.2 1 MMA (E9016 G) 1.2 2-22 230 28/9 1.4 Mechanical Properties Longitudinal tensile: UTS 675 N/mm2
YS 619 N/mm2
Charpy V notch energy (J):
Test Temp Cap -40OC 140 118 112 -50OC 136 94 108 -60OC 118 108 116
OK Tubrod 15.261.6mm
Position: ASME 1X-2GMaterial: Q1 (N) Pre-heat: 120OCThickness: 55mm Interpass: 150OC
Parameters:
Size Run Amps Volts Heat input mm No kJ/mm 3.2 1 MMA (E9016-G)1.6 2-35 290/310 23/5 1.22 Back groove1.6 36-53 290/310 23/5 1.22Mechanical Properties All weld tensile: Side 1 UTS 735 N/mm2
YS 683 N/mm2
Side 2 UTS 756 N/mm2
YS 710 N/mm2
Charpy V notch energy (J):
Test Temp Weld - Side 1 Weld - Side 2-50OC 118 188 86 110 110 130
OK Tubrod 15.261.2mm
Position: ASME 1X-1GMaterial: HY80 Pre-heat: 120OC minThickness: 30mm Interpass: 150OC max
Parameters:
Size Run Amps Volts Heat input mm No kJ/mm 3.2 1 MMA (E9016-G) 1.6 2-13 350 31 1.8Mechanical Properties Longitudinal tensile: UTS 619 N/mm2
YS 553 N/mm2
Charpy V notch energy (J):
Test Temp Cap-40OC 94 96 106 -50OC 80 74 78 -60OC 74 64 71

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
45
OK Tubrod 15.27 1.6mm
Position: ASME 1X-2GMaterial: Q2 (N) Pre-heat: 120OC min Thickness: 50mm Interpass: 150OC max
Parameters:
Size Run Amps Volts Heat input mm No kJ/mm 1.6 1 300 25 1.4
2-8 290 25 1.16 9-20 280 25 1.07 21-27 270 25 0.86
Back Groove 28-30 300 25 1.9 31-39 275 25 1.5
Mechanical Properties Longitudinal tensile Side 1 UTS 814 N/mm2
YS 763 N/mm2
Side 2 UTS 785 N/mm2
YS 737 N/mm2
Charpy V notch energy (J):
Test Temp Side 1 Side 2-50OC 78 83 87 88 110 78 83 98 105 108
OK Tubrod 15.27 1.6mm
Position: ASME 1X- 1GMaterial: Q2 (N) Pre-heat: 120OCThickness: 50mm Interpass: 150OC max
Parameters:
Size Run Amps Volts Heat input mm No kJ/mm 1.6 1 340 26 1.47
2-5 340 27 1.34 6-28 340 27 1.40
Back grind 29 340 25 1.02 31-32 340 26 1.04 33-40 340 27 1.30
Mechanical Properties Longitudinal tensile: Side 1 UTS 737 N/mm2
YS 702 N/mm2
Side 2 UTS 757 N/mm2
YS 700 N/mm2
Charpy V notch energy (J):
Test Temp Weld Side 1 Weld Side 2 -40OC 115 120 123 122 141 136 -50OC 110 122 136 140 135 148 -60OC 82 98 110 87 92 100

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
46
OK Tubrod 14.04 1.2mmOK Tubrod 14.31 1.2mmOK Tubrod 14.32 1.2mm
Material: E32/A1S1 316 Position: ASME 1X-3GClad Steel Pre-heat: -
Thickness: 47mm Interpass: 150OC max
Parameters:
Size Run Amps Volts Heat input mm No kJ/mm Side 1: OK Tubrod 14.04 1.2 1-12 185 17 2.2 Side 2: OK Tubrod 14.04 1.2 13-14 180 22 2.2 OK Tubrod 14.32 1.2 15 180 22 2.7OK Tubrod 14.31 1.2 16 160 21 2.8
17 150 21 3.4 Mechanical PropertiesTransverse tensile: Fracture in plate
Charpy V notch energy (J):
Test Temp Side 1 (Cap - 2mm) Side 2 (Cap - 2mm incl S/S) -60OC 46 49 53 66 65 66
Bend Test
Stainless + C/Mn >120O OKC/Mn >120O OK
OK Tubrod 14.27 OK Tigrod 16.881.2mm 2.4 mm
Material: Duplex Grd S31803 Position: ASME 1X-2G pipe Pre-heat: 25OC
Thickness: 46mm-610mm O.D Interpass: 150OC max
Parameters:
Size Run Amps Volts Heat input mm No kJ/mm GTAW 2.4 1 80 12 1.34 2.4 2-5 200 15 1.64 FCAW 1.2 6-55 230 26 1.06 1.2 56-73 210 27 0.79Mechanical PropertiesTransverse tensile: 735 N/mm2. Fracture in plate.
Charpy V notch energy (J):
Test Temp Weld Fusion LineRoot Fusion Line -30OC 46 50 42 78 54 103 76 76 70 53 59 51 -45OC 45 40 42 48 44 57 63 60 74 33 41 42
Bend Test
Side bends x 4 >120O OK
15

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
47
Types of stainless steel
If chromium is added to carbon steel inamounts exceeding 12% it impartscorrosion and heat resistance and, assuch, is the most important alloyingelement in stainless steel. The presenceof chromium causes a film of chromiumoxide to be formed on the surface of thesteel which affords protection incorrosive environments. However, inless oxidising conditions such as thoseexperienced during exposure to certainacids, insufficient oxygen is present forthe protective film to form. Additions of8-10% nickel will improve corrosionresistance in such circumstances andhigher levels up to 15% will serve tomaintain strength at elevatedtemperatures. Frequently molybdenumand smaller amounts of other elementsare added to improve further corrosionand/or strength under specificconditions.
The variety of stainless steels isenormous but, to simplify the situation,they can be categorised broadly intothree main types:
Martensitic 13% - 16% CrThese contain from 12% to a maximumof 16% chromium as the main alloyingelement, with carbon 0.3% maximum. Incertain special applications the carbon inthis class of steel may exceed 0.3%.These materials are capable of beinghardened, consequently their weldingpresents difficulties unless specialprecautions are taken. Steels of thistype are used for cutlery, spindles,shafts and applications requiring goodresistance to corrosion and scaling atelevated temperatures up toapproximately 800OC.
These steels harden when welded,so to reduce the hardness in the heataffected zone and avoid the danger ofcracking, it is necessary to preheat to200-400OC followed by slow cooling afterwelding. This should be followed, ifpossible, by a post-heat at 650-700OC.
For ductile joints free from cracks, anaustenitic stainless steel consumable isnormally used. Weld metal or similarcomposition is usually employed forlimited applications such as overlayingand minor attachments, etc.
Ferritic 16% - 30% CrUsed where very high temperaturescaling resistance is required. Forexample; furnace parts, oil burners, etc.Materials of this group are not hardenedby heat-treatment, but are liable tobrittleness caused by excessive graingrowth at high temperatures above115OC. This results in a weld which isbrittle at ordinary temperatures, though it
may be quite tough at red heat at whichit operates in service.
Steels of this type do not hardenwhen welded. Preheating to 200OC isrecommended to ensure safe handlingwhile a post-heat treatment at 750OChelps restore ductility by recrystallisationof the weld.
For mildly corrosive applications andwhere the presence of nickel-bearingweld metal can be tolerated (thesesteels are frequently used in sulphur-bearing atmospheres which attacknickel) an austenitic stainless steel wireis recommended. A weld of this typealso provides a joint capable ofdeformation in further processingoperations.
Austenitic 19% Cr 9% Ni (+ Mo)The austenitic group represents thelargest and most important range usedin modern industry and contain aminimum of 18% Cr and 8% Ni. Theiraustenitic structure ensures that they aresoft and ductile with excellent weldability.
Welding techniquesThe welding techniques required foraustenitic stainless steel are in manyrespects similar to those used for mildsteels, except that various precautionsare essential particularly with regard todistortion. Factors to be considered are:
� Poor heat conductivity - 1/3 that of mild steel. Heat is not dissipated from the weld area so rapidly as withmild steel.
� High coefficient of expansion - 11/2times that of mild steel. Shrinkage stresses are increased and hence the risk of distortion.
� Higher specific resistance - 5 times that of mild steel. Stainless steel canattain red heat more rapidly, therefore lower currents should be used to avoid overheating of the base material.
� Where possible a consumable that matches the composition of the basematerial should be used. However, fully austenitic weld metal is sensitive to hot cracking, so the weldmetal will ideally contain 5-9% ferriteto prevent this.
Duplex stainless steelsThe use of Duplex stainless steels israpidly increasing in preference to thestandard fully austenitic steelspreviously described. In comparison to,for example, a 316L material which willcontain 5-9% ferrite, the Duplex steelscontain 50% ferrite and 50% austenite,hence the term Duplex.
The resulting micro structureproduces the following advantages:
� Superior resistance to pitting corrosion.
� Higher tensile strengths permit the use of thinner sections and consequently reduce overall weight.
� Lower risk of stress corrosion cracking.
� Comparable weldability to the standard fully austenitic steels.
� Excellent mechanical properties in the temperature range -50OC to 280OC.
Welding of stainless steel
Table 1
Welding procedures
Weld Process Consumables Dia. Weld Plate Heat Ferrite Charpy VMetal mm position thickness Input FN(AV) +20°C(J)
A MMA OK 67.50 2.5/3.0 1G 9 mm 0.4-0.8 46 33 B MMA OK 67.50 3.0 1G 13 mm 0.7-0.8 31 46C SAW OK 16.86 3.0 1G 13 mm 1.5-2.2 68 135D FCAW OK 14.37 1.2 1G 9 mm 0.8-1.1 63 30E FCAW OK 14.37 1.2 1G 13 mm 0.8-1.1 56 38
OK Autrod 16.86 was used with OK Flux 10.93OK Tubrod 14.37 was used with CO2 Shielding Gas.

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
48
WeldabilityThe essential requirement during thefabrication and welding of Duplex steelsis to maintain the balance of ferrite andaustenite within the micro-structure tooptimise service performance. This canbe affected by:
� Dilution - Influenced by size of consumable relative to joint geometry and current used, which inturn affects weld metal composition.
� Heat Input It should be maintained between 0.5 and 2.5 kJ/mm of weld deposit.
� Interpass Temperature - Indicating the maximum temperature between passes, it should not exceed 150OC.
� Working Temperature - The material generally should not exceed300OC.
Failure to observe these basic rulesresults in the formation of brittle phases,a reduction in corrosion resistance ormechanical properties or a combinationof all three. It is the ferrite content thatprovides the strength and austenite thecorrosion resistance and it is thereforevital that the balance between the twostructures be maintained so far aspossible. Dilution has a most markedeffect which in turn can be exaggeratedby an additional heat input. Manualmetal arc will give the least dilution withminimal weld metal Ni loss and willconsequently maintain austenite limits.
The submerged arc process will lead toan increase in ferrite content and consequently a reduction in theaustenite because of its comparativelyhigher dilution. It has been noted,however, that the submerged arcprocess does produce weld metal ofexcellent notch toughness, especially atroom temperature, although this isbelieved to be attributed to the low O2content over-riding the effect of theincreased ferrite.
The precautions indicated may givethe impression that the successfulwelding of Duplex steels is complex witha high risk of compromising the physicalproperties. This, in fact is not so, asgood welding practice with any of thepopular welding processes will ensure aheat input within the stipulated range of0.5 - 2.5 kJ/mm.
In selecting a suitable weldingprocess productivity will be an obviousconsideration so, if there are any doubtsabout projected heat input, it can beevaluated by reference to the formula onpage 32. Of all the suitable processeswhen viewed in terms of flexibility,productivity, weld metal composition andmechanical properties, flux cored wiressuch as OK Tubrod 14.27 and 14.37produce the most beneficialcompromise. (Table 1).
Super duplex stainlesssteelsThe most important elements in duplexsteels are Cr, Ni, Mo and N and mostsuper duplex types contain additions ofCu and W. It is the Cr Mo and N thatimpart the corrosion resistance and inparticular resistance to pitting andcrevice corrosion in chloride enrichedenvironments. Duplex steels areclassified according to their pittingcorrosion resistance by a PREN numbercalculated from the formula %Cr + 3.3 x %Mo + 16 x %Ni.
The standard duplex steels will havea PREN rating of between 25 and 38whereas super duplex steels will exceed40 - see Table 2. The higher value withsuper duplex steels is due to the higheralloy and N content and the muchimproved properties have extended theiruse considerably.
Table 2Examples of common duplex stainless steel grades
Steel grade Classification Chemical composition (wt.%)*
(Old UNS/New Cr Ni Mo N Cu W PREN**UNS/W.Nr)
a) 23% Cr - Mo-free duplex stainless steels (=25)SAF2304 S 32304 / S 39230 / 23 4 - 0.2 0.1 - 25UR 35 N 1.4362
b) 22% Cr - Standard duplex stainless steels (30-36)SAF2205UR 45 N S 31803 / S 39205 / 22 5.3 3 0.17 - - 35AF 22 1.4462
c) 25% Cr - (0-2.5% Cu) Duplex stainless steels (32-40)Ferralium 255 S 32550 / S 39253 26 5.5 3 0.18 1.6 - 38DP 3 S 31260 / S 39226
d) 25% Cr - Super duplex stainless steels (>40)SAF2507 S 32750 / S 39275 25 7 3.8 0.27 - - 42UR 52 N+ S 32550 / S 39253 25 6 3.8 0.26 1.5 - 42Zeron 100 S 32760 / s 39276 25 7 3.6 0.25 0.7 0.7 41

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
49
ConsumablesOK Tubrod 14.28 rutile cored wire isrecommended for the welding of superduplex steels and has a similarcomposition. The Ni content alwaysover matches the base materials, as isalso the case with OK Tubrod 14.27/37to promote austenite during cooling.Table 3. Matching consumables orwelding without filler (high dilution) willpromote excessive ferrite and possiblyembrittlement so this should be avoidedunless post weld solution annealing is tobe carried out. Wires over alloyed in Nishould, therefore, always be used onwelded fabrications for service in the as-welded condition.
Although corrosion resistance ofduplex weld metals is generally morethan adequate, it will normally be lowerthan that of unaffected base material. Itwill depend on the phase balance offerrite and austenite which is affected bycyclic heating during welding, coolingrate and so on. The higher alloyed 25%Cr super duplex steels are especiallysensitive and so heat input has to becontrolled within closer limits if thehigher corrosion resistance is to bemaintained and embrittlement avoided.A range of 0.2-1.5 kJ/mm is advisableand the inter-pass temperaturecontrolled within the range 100OC-150OC.
If optimum mechanical properties arerequired the interpass temperatureshould be 100OC max. Table 4.
To improve corrosion resistance ofweld deposits in standard 22% Crduplex steels it is becoming increasinglypopular to use super duplexconsumables such as OK Tubrod 14.28which is quite acceptable.
Shielding gasIt is vital to maintain N levels if corrosionresistance is to be preserved. Theshielding gas does have an affect on Ncontent of the weld metal and, forexample, in TIG welding N is frequentlyadded from 1-3% to make up for lossesand improve corrosion resistance. Thisis especially relevant in root areas wheredilution will be high.
With regard to flux cored wires, therutile OK Tubrod types arerecommended for use with Ar+20-25%CO2.
The use of a clad-material, consisting ofa mild or low-alloy steel backing facedwith stainless steel, combines themechanical properties of an economicbacking material with the corrosionresistance of the more expensivestainless facing. This facing usuallyconsists of austenitic stainless steel ofthe 18/8 or 18/10 type, with or withoutadditions of molybdenum, titanium andniobium, or a martensitic stainless steelof the 13% chromium type. Thestainless steel cladding is normally 10 to20% of total thickness. The weldingmaterial which is clad or lined with 13%Cr (martensitic) steels usually requires apreheat of 250°C and the use of anaustenitic wire of appropriate type.Welding should be followed by a post-heat treatment, though satisfactoryresults can be obtained without theseprecautions if, during welding, heatdissipation is kept to a minimum. Thiswill help to temper the heat-affectedzone by utilising the heat build-up fromadjacent weld runs.
The carbon steel backing should bewelded first making sure that the carbonsteel weld metal does not come intocontact with the stainless cladding. This
can be achieved in two ways, either bycutting the cladding away from bothsides of the root, or welding with a closebutt preparation and a sufficiently largeroot-face. The joint is then back groovedfrom the clad side to a sufficient depth toallow the deposition of a high alloy typeweld metal, e.g: 309, to compensate forthe dilution effect from the two dissimilarsteels. Failure to do so will not onlyresult in the depletion of alloy it couldalso render the clad side weld brittle. Itis necessary to weld the cladding with awire of matching composition to ensurecontinuity of corrosion resistance andphysical requirements.
For practical purposes it may bedesirable to weld the joint totally fromthe clad side. In such circumstances
Welding of cladsteel
Table 4Recommended heat input and interpass temperature for welding duplex and super duplex stainless steels
Type Recommended heat Maximum interpassinput* (kJ/mm) temperature (˚C)
23% Cr Mo-free duplex 0.5-2.5 150-20022% Cr Standard duplex 0.5-2.5 125-20025% Cr (0-2.5% Cu) duplex 0.2-1.5 100-150**25% Cr Super duplex 0.2-1.5 100-150**
* The heat input should be selected relative to the material thickness.** A maximum interpass temperature of 100˚C is recommended for
optimum weld properties.
Closed Butt with Root Face
Open Butt
Wire C Si Mn Cr Ni Mo N PREN
OK Tubrod 14.27/Ar + CO2 0.03 0.90 0.90 22.5 9.0 3.0 0.15 35
OK Tubrod 14.28/Ar + CO2 0.03 0.60 0.90 25 9 4.0 0.22 41
Table 3Typical chemical composition of all weld metals (wt%)

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
50
welding of the joint should proceed inthe normal manner until the carbon steelweld metal is one layer short of thecladding. The high alloy 309 weld metalshould be employed for the area ofinterface with the cladding followed bycapping of the joint with a consumablethat matches the clad composition.
Situations frequently arise when itbecomes necessary to weld anaustenitic stainless steel to a mild or lowalloy ferritic steel. In selecting a suitableelectrode, the effect of dilution of theweld metal by the base material must beconsidered.
The weld metal may be diluted from20-50% depending on the weldingtechnique used. Root runs in butt jointsare the most greatly affected since allsubsequent runs are only in partialcontact with the base material and sharedilution with neighbouring runs.
If a mild or low alloy steel wire isused to weld stainless to mild steel, thepick-up of chromium and nickel from thestainless steel side of the joint couldenrich the weld metal by up to 5%chromium and 4% nickel. This wouldresult in a hardened crack sensitiveweld. Austenitic stainless steelelectrodes are, therefore, used forjoining dissimilar metal combinations ofstainless materials to mild and low alloyferritic steels. However the correct type,which has sufficient alloying to overcomethe effects of dilution from the mild orlow alloy steel side of the joint, must beselected since if the weld metal does notstart with an adequate alloy content thefinal weld may contain less than 17%chromium and 7% nickel.
Weld metal with lower chromium andnickel contents are crack sensitive. Alsoif as a result of dilution the weld metal isincorrectly balanced with nickel andchromium, there may not be sufficientferrite present in the weld metal toprevent fissuring and subsequentcracking taking place.
For these reasons an austeniticstainless steel wire of the 20/9/3, 25/12or 19/8/6 should be used. Theircomposition has been speciallybalanced to ensure that the total alloycontent is adequate to accommodatedilution effects and which have a ferritecontent sufficient to provide highresistance to hot cracking.
A useful method of assessing thegeneral metallurgical characteristics ofany stainless steel weld metal is bymeans of Schaeffler’s diagram. Thevarious alloying elements are expressedin terms of nickel or chromiumequivalents, i.e. elements which likenickel tend to form austenite andelements like chromium which tend toform ferrite. By plotting the total valuesfor the nickel and chromium equivalentson the Schaeffler diagram a point can befound indicating the main phasespresent in the stainless steel and thisprovides certain information as to itsbehaviour during welding.
The diagram indicates that thecomparatively low alloyed steels arehardenable since they contain themartensitic phase in the as-weldedstate. As the alloying elementsincrease, the austenite and ferritephases become more stable and thealloy ceases to be quench hardenable.Steels with a relatively high level ofcarbon, nickel and manganese becomefully austenitic (‘Austenite’ area) whilethose with more chromium, molybdenumetc. tend to be fully ferritic (‘Ferrite’areas). There is also an importantintermediate region of ‘duplex’compositions indicated as A + F on thediagram. In this region the weldscontain both austenite and ferrite. Thisleads to the general classification ofstainless steels into austenitic, ferritic,and martensitic, according to whichphase is predominant.It is especially useful to determine thestructure and hence physicalcharacteristics of weld deposits whenjoining dissimilar steels by plotting theeffects of dilution. The actual degree ofdilution will depend on the application,plate preparation and thickness as wellas the welding parameters used, but thefollowing example will highlight some ofthe potential problems.
Example:Imagine that a high quality C/Mnstructural steel is required to be weldedto an AISI 308 stainless steel.Experience has shown that a high alloyweld metal with ferrite should beadopted for this application butfrequently 316L weld metal is used andthis exercise will examine the dangers.
Having calculated the Ni and Crequivalents of the two steels they areplotted on the diagram and a line drawnfrom the C/Mn steel at point (A) to the308 at point (B). It is assumed thatequal amount of the base material willdilute the weld metal so a point ismarked midway along the line (A), (B)and indicated by (C).
Schaeffler diagramWelding ofdissimilar steels
Complete welding from clad side
Double V joint
HV fillet joint

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
51
The Ni and Cr equivalents of theproposed weld metals, in this case 316L(OK Tubrod 14.31) and 309L (OK Tubrod14.32), are now calculated and plottedon the diagram. A line is drawn fromeach weld metal equivalent to themidway point (C) on line (A), (B). Theweld metals will also be diluted byapproximately 30% so a point is marked30% back from the weld metal plotstoward the 50% steel dilution mark (C)and denoted (1) and (2). These indicatethe structural condition of the weld metalfrom which a choice will be made.
SteelsType Equivalents
AISI 308 Ni 11.6% - Cr 19.0%BS4360-50D Ni 5.2% - Cr 0.45%
Weld MetalsType Equivalents
316L Ni 14.62% - Cr 23.1%309L Ni 15.25% - Cr 26.0%
Assessment1. The C/Mn structural steel to 308stainless steel using 316L weld metal.The final composition of the weld isindicated by plot (1) which shows that itwill be totally austenitic. This structurehas a tendency toward hot cracking.In addition, if dilution is increased by upto 45%, such as may occur in root areasof open butt joints, there is a danger ofmartensitic formation within theaustenite and this structure exhibitsbrittleness at normal temperatures.Clearly, therefore, a 316L weld metal isnot the ideal choice in this case.
2. The C/Mn structural steel to 308stainless steel using 309L weld metal.
The weld metal composition in this caseindicated by plot (2) will be of austeniteplus approximately 5% ferrite which iseminently suitable for the application.The delta ferrite will prevent the risk ofhot cracking and dilution can beincreased by as much as 50% beforethere is any danger of martensiticformation.
10
0% 5%
10%
20%
40%
80%
100%
0
10
20
30
20 30 40
Austentite
Martensite
A + M
A + F
Ferrite
M + F
C
1
B
2
A + M + F
A
F + M
Tubrod 14.31(316L) Tubrod 14.32
(309L)
Per
cent
age
of F
errit
e
Chromium equivalent = % Cr + % Mo + 1.5 x % Si + 0.5 x % Nb
Nic
kel e
quiv
alen
t = %
Ni +
30
x %
C +
0.5
x %
Mn
Martenisiticcracking below400oC
Austenitehot cracking above1250oC
Brittleness afterheat treatmentat 500-900oC
Ferrite hightemperaturebrittleness
Constitution diagram for stainless steel weld metal

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
52
Combining the extra deposition availablefrom cored wire with the use of non-fusible backing to permit one sidedwelding can result in considerableincreases in productivity. The labourcosts incurred with the application andremoval of backing is more thanrecovered through considerably higherwelding speeds over manual arc inparticular. A wide variety of shapes andtypes are available Fig 16 and can beused with the majority of the Tubrodcored wires for welding in all positions.
Fig 16
� Penetration is controlled by the backing and not current control hence higher amperage can be used to maximise speed and
deposition.� Full fusion and smooth root
penetration profile is achieved with no effort, thereby eliminating the need for backgouging and sealing runs.
� Plate fit-up and accuracy of edge preparation are not critical.Simplification of joint design is also possible realising further savings,
for example, dispensing with the root face for butt welds.
� Very low moisture pick-up with ceramic types ensures low hydrogen weld metal and they can be rebaked if necessary. For added
insurance glazed types are available for use in extreme conditions.� Mechanical magnetic and adhesive
type fixing methods cater for all common joint designs.
To achieve full penetration in open buttwelds in the flat position and withoutbacking, it is necessary to use the diptransfer mode coupled with a highdegree of vigilance on the part of theoperator. Dip transfer also restricts thechoice of wire types to fully basic E71T-5 OK Tubrod 15.00, or metal coredE70C OK Tubrod 14.12 since rutile typesonly operate efficiently using spraytransfer. The use of ceramic backingeliminates this problem, removing therestriction of choice and allowing the useof spray transfer. The root can,therefore, be completed in a fraction ofthe time and with minimal operatorfatigue.With regard to positional welding and particularly the vertical position, fully basic and metal cored wires arelimited to dip transfer throughout thejoint. Ceramic backing can do little toimprove welding speed in the root sinceboth types of wire are capable ofcompleting satisfactory full rootpenetration without backing using eitherthe vertical up or downwardstechniques. However, although theE71T-1 OK Tubrod 15.14 type wiresutilise the spray transfer mode, they are
too fluid for adequate control in openbutt situations without support. The useof ceramic backing will overcome thisdifficulty and permit perfect control atvery high deposition rates of 3 kg/hr at180A, in the case of 1.2mm. Fig 17.
The higher arc energy available withcored wires also ensures that restartingand remelting of any crater defects iseasily accomplished. A hot start deviceis therefore not required.
One sided welding and non fusible backing
Recommended edge preparations
40-70o
Root gap
Root gap 4-10mmPreferably 4-6mm
Welding position:flat/vertical up
Root gap 4-6mmPreferably 4-5mm
10-35o
Root gap
10-25o
Welding position:horizontal vertical
Fig 17

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
53
Frequently working drawings specifyconsumable types to be used withdesignations taken from a classificationsystem that has been formulated by astandards authority or society. For coredwires the most universally adoptedsystem is that of the American Welding Society. This section isintended to provide the fabricator with abasic understanding of the AWSdesignations as they apply to Tubrodwires. The system divides cored wiresinto four sections as follows:-
AWS A5-18-93 - Carbon Steel Electrodes & Rods for Gas Shielded arc welding.
AWS A5.20-95 - Carbon Steel Electrodes for Flux Cored Arc Welding.
AWS A5.29-80 - Low Alloy Steel Electrodes for Flux Cored Arc Welding.
AWS A5.22-95 - Stainless Steel Electrodes for Flux Cored Arc Welding.
AWS classifications for cored wires
Method of classification A5.18-93
This is a relatively new classification for solid wires and rods which now includes metalcored wires.
Designates an electrode.
Indicates the minimum tensile strength of deposited weld metal in units of 1000 psi.
Indicates that the wire is composite i.e. tubular metal cored.
Optional supplemented diffusible hydrogen designator.
This suffix is only used when the phosphorous, vanadium and copper limits have been changed and indicates that the weld metal is suitable for nuclear reactor applications.
Indicates the shielding gas for metal cored tubular wires.CO2 shielding is indicated by “C” and 75% - 80% Argon plus CO2 is indicated by “M”.
Indicates the chemical composition of the weld metal.The use of the suffix GS will mean that the wire is intended
E 70 C HZ N Y X for only single pass welding.
Example: E70C - 6M - OK Tubrod 14.00
E = Electrode70 = Minimum UTS of 70,000 psiC = Metal Cored (composite electrode)6 = Weld metal composition - A5.18-93 Table 2M = 75% - 80% Argon + CO2
Method of classification A5.20-95
Designates an Electrode.
Indicates the minimum tensile strength of depositedweld metal in units of 10,000 psi.
Indicates the primary position for which the electrode is designed. 0 = Flat and horizontal positions. 1 = All positions.
Indicates a flux cored electrode.
Indicates performance and usability capabilities.
Indicates for use with mixed gas.
E X X T X M
Example: E71T-1M = Tubrod 15.14
E = Electrode7 = Minimum UTS of 70,000 psi1 = All positionsT = Flux cored electrode1 = Electrode classified for use with CO2 or may be used with Argon CO2 mixtures toimprove usability, especially for out of position welding. Designed for single and multi-pass welding and characterised by spray transfer, low spatter loss and a moderatevolume of slag. Electrodes of this type are generally rutile bases and operate with DCelectrode positive.M = Mixed gas ie. Ar + 20% CO2
Note: the suffix M is omitted when the wire is designed for CO2 only. If the wire isdesigned for mixed gas and CO2 then both designations will apply, for example, E71T-1M, E71T-1.

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
54
Performance andUsability Capabilities -Tubrod Range
T1 = Tubrod 15.12, 15.14 and 15.18.Characteristics described in example on previous page.
T4 = Tubrod 14.18. Self shielded electrode for single and multi-pass welding in the flat and horizontal vertical positions.Using DC electrode positive a globular type metal transfer is produced.
T5 = Tubrod 15.00. Designed for use with CO2 (Argon based gases may be used as in T1) for single and multi-pass welding in the flat and horizontal positions.Electrodes of this group have a lime fluoride based slag and produce weld metal having improved impact properties and crack resistance in comparison to rutile types.
T7 = Tubrod 14.17. Self shielded for operation on DC electrode negative, the slag system is designed such that the smaller sizes can be used for all positional welding.Used for single and multi-pass welding.
Note: Some electrodes are designed forall positions in the small sizes with flatand horizontal vertical in the largersizes. The mandatory section of thespecification allows dual classification forthe primary positions for these types.
An example is Tubrod 15.00 1.2mm - 1.4mm = E71T-5M2.4mm - 3.2mm = E70T-5M
Stainless Steel A5.22-95
This classification which relates to stainless steel wires is quite easy to understand inthat there are only three principal designations. The other parts such as ‘E’ and ‘T’ followthe standard pattern in other AWS specifications.
The chemical composition is identified by internationally recognised AISI numberingsystem followed in some cases by an additional letter such as ‘L’ for low carbon.
This classification replaces the A5.22-80 and has been extended to include weldingpositions as follows:
Indicates a welding electrode
Designates weld metal composition
Designates a cored wire
Recommended welding positions0 = Flat and Horizontal1 = All positions
Indicates shielding gas
1 = CO2EXXXTX-X 3 = None
4 = 75-80%Ar+CO25 = 100% Ar
Example : OK Tubrod 14.20 = E308LT1-4
Low Alloy A5.29.80
This specification is the same as that for carbon steel in respect to mechanicalproperties, welding positions, usability and performance data. The alloy content is shownby a suffix.
Example: Tubrod 15.17 = E81T1-Ni1.
Listed below are the suffixes applicable to the Tubrod range.
Ni1 - Nickel 0.80/1.10%
Ni2 - Nickel 1.75/2.75%C.Mn Low temperature service
K3 - Nickel 1.25/2.60%Molybdenum 0.25/0.65%High tensile steels
A1 - Molybdenum 0.40/0.65%High tensile steels
B2 - Chromium 1.00/1.50%Molybdenum 0.40/0.65%
B3 - Chromium 2.00/2.50%Molybdenum 0.90/1.20%Creep resisting steels

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
55
European Standard EN 758: 1997
Tubular cored electrodes for metal arcwelding with and without shieldinggas of non-alloy and fine grain steels
With the introduction of this newstandard all EU countries are required toadopt EN 758 and withdraw all individualnational standards previously used. Infuture the standards authorities withinthe countries which comprise the EU willpublish EN 758 with their own prefix.Thus in Germany, for example, it willbecome DIN EN 857 and BS EN 758 inthe UK. The only difference in thecontents of the standards will be thelanguage in which they are printed.
Important: There are two significantdifferences between the EN standardand the AWS classification systemA5.20-95.
Firstly, the designation that relates tostrength in the EN system is based onYIELD strength (or 0.2% proof) not theUTS of the deposited weld metal.
Secondly, EN 758, although coveringcored wires for the welding of non-alloyand fine grain steels up to 500 N/mm2yield strength, does contain low alloywires. A number of plain carbon-manganese steels are capable of highimpact properties at -40˚C and belowbut the toughness given by a wire ofsimilar composition would be extremelyprocedure-sensitive. For suchcircumstances Ni and Mo bearing wiresare included within this EN standard.
In the AWS system, however, thereis a separate standard for low alloy wiresi.e. A5.29-80.
Method of Classification
EN 758 T 46 3 1Ni B M 4 H5
optional parthydrogen symbol
welding positionshielding gas
core characteristicschemical composition
impact propertiesstrength and elongation
tubular electrodestandard number
Compulsory Symbols
Symbol for strength and elongation
ENSymbol Yield strength Tensile strength Elongation %
N/mm2 N/mm2
35 355 min 440-570 22 min38 380 min 470-600 20 min42 420 min 500-640 20 min46 460 min 530-680 20 min50 500 min 560-720 18 min
Symbol for toughness
ENSymbol Temperature for 47J, ˚C
Z no requirementA +20˚C0 0˚C2 -20˚C3 -30˚C4 -40˚C5 -50˚C6 -60˚C
Symbol for alloy content
Alloy symbol Mn Ni Mo
No symbol 2.0 - -Mo 1.4 - 0.3-0.6MnMo 1.4-2.0 - 0.3-0.61Ni 1.4 0.6-1.2 -1.5Ni 1.6 1.2-1.8 -2Ni 1.4 1.8-2.63Ni 1.4 2.6-3.8Mn1Ni 1.4-2.0 0.6-1.21NiMo 1.4 0.6-1.2 0.3-0.6Z Any other composition
1) If not specified : Mo<0.2, Ni<0.5, Cr<0.2, V<0.08, Nb<0.05, Cu<0.3 and for electrodes without a gas shield A1<2.0
2) Single values shown in the table are maximum values

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
56
Description of core
Symbol EN 758
gas-shieldedR Rutile base, slow freezing slagP Rutile base, fast freezing slagB Basic slagM Metal powder coreself-shieldedUV Rutile or basic/fluorideW Basic/fluoride, slow freezing slagXY Basic/fluoride, fast freezing slagZ Other typesS
Shielding gas
EN 758Symbol
M Argon mixture M2C CO2N No shielding gas
Optional symbols
Welding position
EN 758Symbol Positions
0 (not used)1 All positions2 All positions except vertical down3 Flat butt welds, flat & HV fillets4 Flat butt & fillet welds5 As for (3) and vertical down9 (not used)
Symbol for hydrogen content of deposited metal
Symbol Diffusible hydrogen, ml/100gdeposited metal
H5 5 maxH10 10 maxH15 15 max
“When the letter H is included in the classification the manufacturer shall state ... whatrestrictions need to be placed on the conditions of storage and on current, arc voltage,electrode extension, polarity and shielding gas to remain within [the quoted] limit.”
Example : OK Tubrod 15.11 = T 50 6 2Ni P M
T = Tubular electrode50 = Yield strength - min 500 N/mm26 = Toughness - min 47J at -60˚C2Ni = Alloy = 1.8% - 2.6% NiP = Positional rutileM = Mixed gas

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
57
Metal Cored Wire
Flux Cored Wire
Cored wire alternatives to manual metal arc
Manual Arc AWS Metal Cored Wire AWS
E6012 OK Tubrod 14.00 E70C-3ME6013 OK Tubrod 14.12 E70C-6M/6CE7024 OK Tubrod 14.13 E706-6M
OK Tubrod 14.00 E70C-3ME7016 OK Tubrod 14.12 E70C-6M/6CE7018 OK Tubrod 14.13 E70C-6ME7028 OK Tubrod 14.05 E70C-GM
E7016-A1 E7018-A1 OK Tubrod 14.02 E80C-GE8016-G
E8016-C3 OK Tubrod 14.05 E70C-G
E8016-C1 OK Tubrod 14.04 E70C-Ni2
E9018 OK Tubrod 14.06 E91TX-G
E11018 OK Tubrod 14.03 E111TX-K3
Note: The weld metal from some unalloyed E7016 manual arc electrodes are capable of high toughness at -40oC and -50oC. In similar circumstances select OK Tubrod 14.05.
Manual Arc AWS Flux Cored Wire AWS
E6012OK Tubrod 15.10 E70T-1OK Tubrod 15.12 OK Tubrod 15.18 E70T-1M, E70T-1
E6013OK Tubrod 15.14 E71T-1, E71T-1MOK Tubrod 15.15
E7024OK Tubrod 15.10 E70T-1OK Tubrod 15.12 OK Tubrod 15.18 E70T-1M, E70T-1
E7018 OK Tubrod 15.00 E71T-5, E71T-5MOK Tubrod 15.02 E71T-5M
E7016 OK Tubrod 15.17 E81T1-Ni1
E8016 G OK Tubrod 15.24 E80T5-Ni1
E8016-C1 OK Tubrod 15.11 E81T1-Ni2OK Tubrod 15.25 E70T5-G
E8016-C3 OK Tubrod 15.17 E81T1-Ni1
E9018 OK Tubrod 15.19 E81T1-Ni1OK Tubrod 15.26 E90T5-K2
E8018-B2 OK Tubrod 15.20 E80T5-B2E9018-B3 OK Tubrod 15.22 E90T5-B3
E11018 OK Tubrod 15.27 E110T5-G
Note: Under certain conditions E7016 and E7018 manual arc electrodes may be substituted by OK Tubrod 15.14 or OK Tubrod 15.15. Where an E7016 is used for service at -40oC select OK Tubrod 15.17.
}
}
} }
}
}
}
}}{
}

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
58
Cored wire fault finding
FAULT POSSIBLE CAUSE REMEDY
POROSITY Insufficient shielding gas Check recommended flow rate
Excessive electrode extension Reduce extension - refer to notes
Gas Nozzle too short Replace
Plate condition and impurities Remove non-metallic substances
Equipment fault on gas control Check for leaks and air ingestion
POOR WIRE FEED Incorrect tip size Check and replace
Damaged liner or tip Replace
Incorrect type, size andpressure of feed rolls Refer to equipment manual
Spool brake too tight Check tension and slacken if necessary
Blocked liner Remove obstruction or replace
SLAG INCLUSIONS Incorrect welder technique Refer to notes
Direction of travel Refer to recommended technique
UNDERCUT Travel speed too fast Reduce travel speed or check parameters
Incorrect torch angle Refer to notes on torch angles
Voltage too high Reduce voltage
LACK OF PENETRATION Current too low Increase current
Electrode extension too long Refer to notes on electrodefor current being used extension
Incorrect or inconsistent Adjust travel speed to suittravel speed desired degree of penetration
Torch angle or direction of travel Refer to welding techniques
Narrow joint preparation Modify preparation
Roof face too large Modify preparation
LACK OF FUSION Direction and speed of travel Refer to notes/illustrations
Incorrect torch angle Refer to notes/illustrations
Incorrect parameters or torch manipulation Check against recommended values for the wire in question and notes on torch manipulation
EXCESSIVE SPATTER Dirty plate Clean plate - wire brush or grinding
Voltage too high for amperage Check against recommended values
Shielding gas pressure too high Check against recommended flow rates
poor current pick-up Check size or replace worn contact tip

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
59
Cored wire selection
Metal coredhigh productivity
>4mm1.0-1.4mm
>4mm1.2-1.6mm
>12mm2.0-2.4mm
>8mm1.6mm
>8mm1.6mm
>12mm2.4mm
>12mm2.4mm
>4mm1.2mm
>4mm1.2mm
>6mm1.4mm
>8mm1.6mm
Rutile flux coredgeneral purpose
Basic flux coredhigh mech props
Rutile flux coredheavy deposition
Ar+CO2
OK14.00OK14.12OK14.13
CO2
OK14.12
Easy to use.Max versatility.Minimal slag.
One current setting.Very low fume.
OK14.00 - Grade 2.OK14.12 - Grade 3.
DC+, DC-.
Ar+CO2
OK15.14OK15.15
CO2
OK15.14
Easy to use.All positions.
Spray transfer.Ideal on ceramic.Excellent vert' up
Grade 3Low H2DC+.
Ar+CO2
OK15.00OK15.02
CO2
OK15.00OK15.02
Fully basic.Extra low H2.High purity.
X-ray quality.Grade 3.
Tolerant to platecondition.
DC-.
CO2
OK15.10OK15.12
Ar+CO2
OK15.18
Max deposition.Self deslagging.Excellent finish.
High welder appeal.Grade 2.
DC+.
Mild and Medium Tensile SteelsAmbient Temps
+20OC/0OC

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
60
High Yield and Low Alloy Steels
Weathering+20 -20OC
<12mm >12mm
>700 N/mm2
Metal Rutile Basic0.5 Mo
OK 14.02
1.25 Cr 0.5 Mo
OK 15.20
2.25 Cr 1 Mo
OK 15.22
Metal
Metal Basic
Rutile Basic
Metal Rutile Basic
OK 14.12 OK 15.14
OK 14.01
OK 14.01
OK 14.04 OK 15.11 OK 15.25
If matchingcompositiondemanded
-20OCOK 14.02
-40OC
OK 14.06
-50OCOK 15.19
-40OCOK 14.03
-50OCOK 15.27
-50OCOK 15.24OK 15.26
OK 15.00
High Yield>550 N/mm2
CreepResisting
Ni can be usedas sub for Cu
Mild and Medium Tensile SteelsLow Temperature Service
-20OC560 N/mm2
-30OC (-40OC)560 N/mm2
-60OC560 N/mm2
Metal Rutile Basic
OK 14.00OK 14.12
OK 15.14OK 15.15
OK 15.00OK 15.02
Metal Rutile Basic
OK 14.05 OK 15.17 OK 15.00OK 15.02
Metal Rutile Basic
OK 14.04 OK 15.11 OK 15.25

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
61
When proposing to adopt cored wirewelding it is essential to review allaspects of the total process in order tomaximise the benefits. Large numbersof MIG equipment are operating in thevarious fields of metal fabrication, butthe majority of these and particularly theearlier types were principly designed foruse with solid wire. They produceexcellent results in terms of reliabilityand electrical characteristics relative tothis type of wire, but many are notmechanically suitable or electricallyversatile enough to optimise the use ofcored wires.
Equipment considerations � Output of existing equipment - does
the power source have sufficient amperage capacity to fully utilise thecurrent range of the proposed wire?The minimum will be around 350A for 1.0, 1.2mm wires and up to 600A for 2.4mm.
� The duty cycle of the proposed power source - is it sufficient? Ideally 60% should be the minimum for the largest size of wire likely to be used.
� The torch - is the duty cycle of this very important item high enough relative to the operating amperage and particularly in relation to argon rich gas if a change from CO2 is envisaged?
� Liners - some users prefer teflon or nylon type liners when operating with solid wires. When welding with cored wires it is recommended that only the steel spiral type are used with an attendant reduction in friction and hence smoother feeding.
� Water cooling - could this be an advantage? Modern water cooled torches are smaller, more flexible with less weight and certainly less fatiguing from an operator’s viewpoint.
� Polarity - does the power source have the facility for a change of polarity? Some types of cored wiresbenefit from the use of negative pole.
� Wire feeder - some units only have a single pair of drive rolls which although often satisfactory for 1.0 and 1.2mm wires will almost certainly lead to difficulties if attempts are made to use 1.6mm and 2.4mm sizes. For large sizes tandom and geared four roll drives are preferred.
� Feed rolls - smooth grooved rolls are satisfactory for the 10mm, 1.2mm and often 1.4mm but are notconsidered sufficiently positive for 1.6mm up to 3.2mm. The large
sizes benefit from the use of knurledrolls which exert a good grip but with minimum pressure and consequently reduce the risk of crushing or distortion of the wire.
� Should fume extraction be considered? If the proposed wire is a large diameter flux cored type the volume of fume will be greater than that produced by solid wire. The investment in fume extraction is small compared to the enormous improvement in the working environment.
Electronic controlModern MIG welding equipmentembodies the most advanced electroniccontrol systems and provides significantbenefits in efficiency. When viewedagainst total welding costs (especiallylabour cost) and weighed against theincreased productivity provided by coredwires, the cost of investment in newequipment is less than that for theconsumables, and may be paid back ina few months.
� Automatic electronic feed back control maintains the wire feed at a constant level regardless of voltage conditions.
� When using dip transfer which is characterised by higher spatter levels than with spray transfer, the improved electronic controlled inductance systems can reduce this weld metal wastage by producing a smoother arc and metal transfer through precise control of peak short circuiting current.
� Thyristor controlled power sources ensure greater control of output at pre-set levels with steplessly variable voltage control so that parameters can be obtained to suit any application. They can also be controlled remotely.
� Wire feeders are available with creep starting facilities to assist arc initiation and some have pre-programmable selection once set.In addition this type has the facility to operate at long distances and a wider working radius. Some types also permit the use of 5Kg reels which allow greater portability and accessibility.
InvertersThe weight of a conventional MIG/MAGpower source is directly related to thefrequency of the mains supply. If,therefore, the frequency can beincreased, the weight of the transformerwill be reduced and it is thisfundamental principle that is the basis ofinverter power sources. The three-
phase AC supply is rectified to form aDC current and then convert back to ACby an inverter, but at a much higherfrequency than that of the mains supply.It is then transformed and rectified againto provide a DC supply suitable forwelding. The entire process is backedup by a control system that provides thepower source with all the necessarystatic and dynamic properties.
Apparent from the low weight andportability there are advantages to begained from the exceptional weldingcharacteristics provided by an extremelystable arc and minimal spatter loss.Compared to conventional thyristorcontrolled units, the starting time isalmost halved and this relates to thetime taken from initial strike to full arcstability. The inverter power sources isparticularly beneficial to the jobbingfabricator because of its versatility. Withthe aid of various add-on units, includingpulsing, they can be adapted forMIG/MAG, TIG and MMA which togetherwith the advantage of steplessparameter control can cater for thewidest possible range of materials.
Welding equipment

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
62
Alloyed cored wires for use with thesubmerged arc welding process havebeen available for many years. Coredwires represent the least expensivemeans of producing a weld metal ofcomplex composition compared withsolid wire which may be unavailable,highly expensive or impossible toproduce. Hard-surfacing wires aretypical examples and to a lesser extentthe low alloy joining wires, but thecommon advantage which isdisregarded under such circumstancesis productivity.
It can be seen that the difference indeposition rate between gas shieldedsolid and cored wires will widendisproportionately upwards withincreases in amperage in favour ofcored wire. The normal current rangefor cored wire across the popular rangeof semi automatic sizes will be from140A at the low end of a 1.2mm up to amaximum of 450A with a 2.4mm.
In comparison an amperage of 450Awith the submerged arc process wouldbe considered low. The potential,therefore, for increased deposition ratewith current levels in excess of 800A isenormous and can be up to 30% greaterthan that of solid wire of equivalent sizeand similar amperage. Consider theattributes of the OK Tubrod semi-automatic joining wires adapted for usewith the submerged arc process inlarger sizes.
Summary of Benefits� Deposition may be improved by up
to 20% with the metal cored OK Tubrod 14.00S and up to 30% with the fully basic flux cored OK Tubrod 15.00S. The effect on productivity is, of course, dramatic, paving the way for considerable cost savings.
� The C/Mn wires will produce vastly superior mechanical properties thanthe standard S1 and S2 type solid wires commonly used throughout industry. Comparatively higher heat inputs, together with fewer passes, can be adopted leading to additionaleconomies in total welding time. In addition, the integrity of OK Tubrod 15.00S weld metal is maintained after stress relief, even down to -30°C, which is a significant benefit.
� The OK Tubrod wires are universally approved to Grade 3 by all major certification authorities using both AC and DC. Apart from single wire operation they can be used successfully for twin wire, multi-power, single and two sided welding as well as fillet welding.
They impose very few limitations with regard to their application, allowing a wide range of industries to enjoy the advantages afforded.
� An improved tolerance to plate condition with a process that is characterised by significant problems when solid wire is used.Shipbuilders, for example, have the need to weld over shop primers at high travel speeds without porosity.
Under such conditions the travel speed achieved with solid wire will generally be surpassed with cored wires, especially the fully basic OK Tubrod 15.00S.
� Apart from those for mild and medium tensile steels, wires are available for applications required for service down to -60oC and low alloy types for high tensile single sided single pass butt welding, also with good sub-zero notch toughness.
OK Tubrod submerged arc welding
300 350 400 450 500 550 600 650 700 750 800 850 900 950 1000
Current (A)
0
2
4
6
8
10
12
14
16
18
kg/h
r
14.00S 2.4mm
14.00S 3mm
14.00S 4mm
12.20 2.5mm
12.20 3mm
12.20 4mm
600
625
650
675
700
725
750
775
800
825
850
875
900
925
950
975
1000
AMPS
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
KG
/HR
15.00S 2 x 2.4mm
14.00S 2 x 2.4mm
12.20 2 x 2.5mm
15.00S 2.4mm
15.00S 3mm
15.00S 4mm
12.20 2.5mm
12.20 3mm
12.20 4mm
300 350 400 450 500 550 600 650 700 750 800 850 900 950 1000
Current (A)
0
2
4
6
8
10
12
14
16
18
20
kg/h
r
Deposition rate comparison OK 14.00S and OK 12.20 OK flux 10.71
Twin wire deposition comparison OK Tubrod 14.00S + OK 10.71OK Tubrod 15.00S + OK 10.71OK Autrod 12.20 + OK 10.71
Deposition rate comparison OK 15.00S and OK 12.20 OK flux 10.71

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
63
OK Tubrod 14.00SA Metal cored wire designed specificallyfor use with submerged arc weldingprocess in conjunction with OK 10.71flux.
Classification (with OK 10.71 flux)AWS A5.17-89: F7A2-EC1
ApplicationsOK Tubrod 14.00S is used for thewelding of mild and medium tensilesteels and is recommended for singleand multi-pass fillet welding. Exceptionalproductivity can be achieved atdeposition rates up to 20% higher thanwith the same size of solid wire at thesame current. OK Tubrod 14.00Sexhibits excellent mechanical propertiescompared with equivalent solid wires.This product is suitable for single andtwin wire welding applications. OKTubrod 14.00S can also be used withOK 10.81 flux to give faster weldingspeeds together with superior weldappearance for fillet welding. Wheretoughness properties below 0oC arerequired, then OK 10.71 flux should beused.
Welding data DC+ (Single wire)Diameter Current Amps Volts2.4 250-450 28-383.0 400-800 28-364.0 500-900 28-34
Typical weld metal composition (OK 10.71 flux)C Si Mn0.05 0.4 1.6
Mechanical properties - All weld metal specimensYield stress 450 N/mm2
Tensile strength 530 N/mm2
Elongation 30%
Charpy V impact valuesTest temp Typical-20oC 120J
Approvals (with OK 10.71 flux)ABS 3M, 3YMLR 3M, 3YMDNV IIIYMBV A3YMGL 3YMTUV EignungsgeprüftDB 52.039.13
OK Tubrod 14.02SA metal cored wire producing a 0.5%Mo weld metal for the submerged arcwelding of high tensile steels. Designedfor use with OK 10.71 flux it can be usedfor high speed fillet welding as well asmulti-pass butt joints. As an alternativeto an S2Mo solid wire, it offers superiordeposition rates and mechanicalproperties, especially notch toughness.
Classification (with OK 10.71 flux)AWS A5.23-90: F7AZ-ECA4-A4
ApplicationsAll general fabrication of high tensile finegrained steels where submerged arc isappropriate. Boilers, pressure vessels inprocess plant are typical examples. Atypical application within the powerindustry is the high speed fillet weldingof tubes to fins. Suitable for service up to500oC.
Welding data DC+ (Single wire)Diameter Current Amps Volts2.4 250-450 28-38
Typical weld metal composition (OK 10.71 flux)C Si Mn Mo0.06 0.5 1.3 0.5
Mechanical properties -All weld metal specimensYield stress (0.2% PS) 520 N/mm2
Tensile strength 570 N/mm2
Elongation 28%
OK Tubrod 14.07SA metal cored wire for the submergedarc welding of 1.25Cr 0.5Mo type creepresisting steels. Used with OK 10.63fully basic flux the weld metal is of thehighest metallurgical integrity for servicetemperatures up to 500oC. The wire mayalso be used with OK 10.71 flux for filletwelding applications.
Classification (with OK 10.71 flux)AWS A5.23-90: F7AZ-ECB2-B2
ApplicationsSteels of similar composition as used insteam boilers, process plant and piping,together with pressure vessels in thepower generation industry.This product has been successfully usedin tube to fin applications with OK 10.71flux.Preheating dependent on thickness upto 300oC is essential followed by postweld heat treatment at 650-700oC.
Welding data DC+ (Single wire)Diameter Current Amps Volts2.4 250-450 28-38
Typical weld metal composition (OK 10.71 flux)C Si Mn P0.05 0.4 0.9 0.015
S Cr Mo0.010 1.25 0.5
Mechanical properties -All weld metal specimensYield stress 620 MPaTensile strength 700 MPaElongation 26%

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
64
OK Tubrod 14.08SA metal cored wire for the submergedarc welding of 2.25Cr 1Mo type creepresisting steels, where creep strength atservice temperatures up to 650oC.isrequired. It is designed for use with OK 10.63 flux for optimum creep rupturestrength and minimum hydrogen levelsbut may also be used with OK 10.71 fluxfor less critical applications.
ApplicationsHighly stressed components of similarcomposition and required for service atelevated temperatures. These will befound in the construction of process andpetrochemical plant, as well as withpower generation industry for turbines,pressure vessels and piping.
Welding data DC+ (Single wire)Diameter Current Amps Volts2.4 250-450 28-383.0 400-800 28-364.0 500-900 28-34
Typical weld metal composition (OK 10.63 flux)C Si Mn P0.08 0.4 1.0 0.010
S Cr Mo0.010 2.25 1.0
Mechanical properties -All weld metal specimensYield stress 600 N/mm2
Tensile strength 670 N/mm2
Elongation 20%
OK Tubrod 15.00SA basic flux cored wire especiallyformulated for use with the submergedarc process and OK 10.71 flux. Itproduces high impact values fromwelded joints and compared to those ofsolid wire can utilise higher heat inputsand fewer passes.
Classification (with OK 10.71 flux)AWS A5.17-89: F7A4-EC1
ApplicationsOK Tubrod 15.00S is preferred whenhigh integrity welded joints are requiredin mild and medium tensile steels.General fabrication, structuralengineering and shipbuilding are theprincipal areas of application. Thewelding of primed plate at high speedsis of particular benefit. Deposition ratesare up to 30% higher than solid wire forthe equivalent size and the samecurrent. This wire is suitable for singlewire, twin arc and multi-power systemsand can also be used with iron powderadditions.Where optimal weld appearance andwelding speed is required, OK 10.81 fluxcan be used but is not recommended forapplications below -20oC. For optimumlow temperature toughness down to -40oC, OK 10.62 flux can besuccessfully used. Where approvals andclassifications are required OK 10.71flux must be used.
Welding data DC+ (Single wire)Diameter Current Amps Volts2.4 250-500 28-383.0 400-900 28-364.0 500-1000 28-34
Typical weld metal composition (OK 10.71 flux)C Si Mn0.06 0.5 1.6
Mechanical properties -All weld metal specimensYield stress 460 N/mm2
Tensile strength 540 N/mm2
Elongation 30%
Charpy V impact valuesTest temp Typical-40oC 130J
Approvals (with OK 10.71 flux)ABS 3M, 3YMLR 3M, 3YMDNV IIIYMBV A3YMGL 3YMDB 52.039.14TUV EignungsgeprüftCo
OK Tubrod 15.21SA basic flux cored wire used inconjunction with OK 10.71 flux for thesubmerged arc welding of high tensilesteels. The weld metal is alloyed with0.5% Mo which allows a very wide rangeof applications including elevatedtemperatures up to 500oC. The fullybasic formulation ensures a very tough,high quality weld deposit.
Classification (with OK 10.71 flux)AWS A5.23-90F7A2-ECA4-A4
ApplicationsTypical examples are structuralsteelwork, pressure vessels and piping,cranes, contractors plant etc. It is alsoideally suitable for the rebuilding ofmarine engine piston crowns.
Welding data DC+ (Single wire)Diameter Current Amps Volts2.4 250-500 27-38
Typical weld metal composition (OK 10.71 flux)C Si Mn P0.06 0.5 1.2 0.015
S Mo0.008 0.5
Mechanical properties -All weld metal specimensYield stress 460 MPaTensile strength 550 MPaElongation 30%
Charpy V impact valuesTest temp Typical-30oC 120J

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
65
OK Tubrod 15.23SA basic cored wire for the submergedarc welding of 9% Cr creep resistingsteels, in conjunction with OK 10.63 lowphosphorus fully basic agglomeratedflux. This combination will provide acomposition compatible with that of thebase materials such as ASTM A335grade P91. The formulation of the wireensures excellent weldability with highproductivity.
ApplicationsThe principal areas of application are inthe power generation and petrochemicalindustries for high temperature andpressure service. Piping, pressurevessels and turbine diaphragms aretypical examples. A minimum preheat of150oC with a maximum interpass of300oC is required and post weld heattreatment at 760oC is recommended.
Welding data: DC+ (Single wire)Diameter Current Amps Volts2.4 250-450 28-383.0 400-800 28-364.0 500-900 28-34
Typical weld metal composition (OK 10.63 flux)C Si Mn Cr Mo0.10 0.3 1.0 9.0 1.0
Ni Nb V N0.5 0.05 0.2 0.04
Mechanical properties -All weld metal specimensYield stress (0.2% PS) 610 N/mm2
Tensile strength 720 N/mm2
Elongation 26%
Charpy V impact valuesTest temp Typical+20oC 50J
OK Tubrod 15.24SA basic flux cored wire for thesubmerged arc welding of structuralsteels for service down to -50oC. Theweld metal contains a nominal 1% Niand combines excellent low temperaturetoughness with a minimum yield of 450 N/mm2 in both the as-welded andstress relieved conditions. Used with OK 10.62 the mechanical properties aremaintained at high heat inputs and theCTOD performance is impressive.Deposition rates can be up to 30%higher than with the equivalent size ofsolid wire at similar currents.
Classification (with OK 10.62 flux)AWS A5.23-90: F8A6 EC-G
ApplicationsAll structural steel applications,particularly offshore constructions andpressure vessels required for servicedown to -50oC. Using a multipasstechnique the number of passes may bereduced in comparison to solid wire andthe weld metal is equally dependableusing single, twin wire or multi-powermodes.
Welding data DC+ (Single wire)Diameter Current Amps Volts2.4 250-500 28-383.0 400-900 28-364.0 500-1000 28-34
Typical weld metal composition (OK 10.62 flux)C Si Mn Ni0.08 0.3 1.7 0.8
Mechanical properties -All weld metal specimensYield stress (0.2% PS) 530 N/mm2
Tensile strength 620 N/mm2Elongation 26%
Charpy V impact valuesTest temp Typical-50oC 130J
OK Tubrod 15.25SA 2.5% Ni basic cored wire introducedfor use with the submerged arc processin conjunction with OK 10.62 flux. It isused for welded joints requiring charpy Vvalues down to -60oC combined with theminimum number of passes and highheat inputs.
Classification (with OK 10.62 flux)AWS A5.23-90: F7A8-ECNi 2-Ni2
ApplicationsGeneral, structural and offshorefabrication together with shipbuilding arethe main application areas where charpyV values down to -60oC are required. Italso has a high tolerance to shop primerwhen welding high speed fillets as wellas single-sided, single pass butt joints.The wire has no mode limitations in thatit can be used single wire, twin arc andmulti-power.
Welding data DC+ (Single wire)Diameter Current Amps Volts3.0 400-900 28-364.0 500-1000 28-34
Typical weld metal composition (OK 10.62 flux)C Si Mn Ni0.06 0.4 1.3 2.2
Mechanical properties -All weld metal specimensYield stress 500 N/mm2
Tensile strength 580 N/mm2
Elongation 28%
Charpy V impact valuesTest temp Typical-60oC 120J

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
66
Operating conditions
OK Tubrod 14.53SA metal cored wire designed especiallyfor submerged arc welding of highdilution fine grained steels of up to 550 N/mm2 yield strength, whereexcellent toughness is required to -60oC.Used with OK 10.71 flux it has a veryhigh tolerance to heat input andperforms well on both thick and thinplate.The results are achieved throughcontrolled alloying and a chemicalbuffering system for the nucleation ofacicular ferrite. As the wire is alloyed tomatch the parent material propertiesunder conditions of high dilution, the all-weld metal yield and tensile strengthsexceed those of the base material.
ClassificationAWS A5.23-90F9A2-EC-G
ApplicationsAll general fabrications and structuralwork where good sub-zero toughness isrequired from high dilution two-passwelding. Such applications will includeLNG bulk carriers and ice-breakingships.
Welding data DC+ (Single wire)Diameter Current Amps Volts3.0 400-800 28-364.0 500-900 28-34
Typical weld metal composition (OK 10.71 flux)C Si Mn Ni Mo0.06 0.6 1.5 2.1 0.3
Mechanical properties -All weld metal specimensYield stress 0.2% 620 N/mm2
Tensile strength 690 N/mm2
Elongation 25%
Charpy V impact values (all weld metal)Test temp Typical-30oC 60JIn a high dilution butt joint-60oC 40J
OK Tubrod 14.54SA metal cored tubular wire developed forsubmerged arc welding of structuralsteels, having a minimum yield strength550 N/mm2. Used with OK 10.62 flux ithas a very high tolerance to heat inputvariations, the weld metal producing100J at -40oC even at 6kJ/mm. With anominal composition of 1.3 Ni, 0.5 Mo italso contains non-metallic additions toimprove performance and reducehydrogen levels.
ApplicationsAll structural work involving high yieldsteels of not less than 550 N/mm2.These steels will include NQ1, OX540E,OX542, OX602, SE500, DOMEX 480and HY80. Typical examples involvingthese steels will be bridges, offshorejack-up structures, earth movingequipment and cranes.
ClassificationAWS A5.23-90F9A4-EC-G
Welding data DC+ (Single wire)Diameter Current Amps Volts2.4 250-450 28-383.0 400-800 28-364.0 500-900 28-34
Typical weld metal composition (OK 10.62 flux)C Si Mn Ni Mo0.07 0.2 1.6 1.3 0.5
Mechanical properties -All weld metal specimensYield stress 0.2% 580 N/mm2
Tensile strength 690 N/mm2
Elongation 28%
Charpy V impact valuesTest temp Typical-40oC 130J
The operation of OK Tubrod cored wireswith the submerged arc process issimilar to that of solid wire from apractical point of view. There are,however, various factors to keep in mindwhen selecting parameters, as the sameamperage, voltage and speed used for agiven size of solid wire will notnecessarily be the same for the coredwire. The principal reason for this is thefact that the amperages used forsubmerged arc will cause the cored wireto burn off at a significantly faster rate.Prospective users will obviously want tocapitalise on this feature yet maintainthe weld deposit geometry achieved withsolid wire. An appreciation of the effectof variables is, therefore, desirable.
VoltageFundamentally, variations in voltagehave the same effect on cored wires andsolid wires, in respect of weld depositprofile and surface appearance. Forexample increasing voltage for a givenamperage will produce:
� A flat deposit of increased width in butt joints and a concave profile in the case of fillet joints.
� Less penetration in all situations.� Increased flux consumption and in
extreme cases the Mn content depending on the flux type.
� Improve tolerance to fit-up variances.
� Difficult slag removal especially in the root area of butt joints due to undercutting.
A progressive reduction in voltage willhave the opposite effect producing anarrower bead with excessivereinforcement and deeper penetration. Itis the latter, very important, feature thatdiffers in respect to cored wires in thatfor a given voltage the penetration willbe less and will have to be kept in mindwhen establishing parameters and platepreparation. This is particularlyimportant for square edge butt joints andwill be discussed later.
There are occasions, however, whenmaking high speed HV fillet joints that ahigh reinforcement will require areduction in voltage to flatten the weld.The need is usually recognised by ahigh reinforcement accompanied byintermittent undercut when, for example,establishing parameters for a 3mm Tfillet at a travel speed in excess of 1 metre per minute. Conversely, if theprofile has excessive reinforcement withcontinuous undercut it is normally anindication that increased voltage willsmooth out the profile.

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
67
Amperage Cored wires in the OK Tubrod 14.XXSand 15.XXS series may be used witheither DC+, DC- or AC. DC+, however,is the most popular current type and isthe preferred choice for cored wires. Ahigh deposition rate and superiorpenetration can be achieved with DC+.Solid wire will give a higher depositionrate in the medium current range thancored wires using DC- but this is notused for joining under normalcircumstances. The benefit with DC-polarity is in surfacing applicationswhere dilution with the base material isminimal but build-up is optimised.
The third type of current used withsubmerged arc is AC but it has fewadvantages and is in the minority exceptfor when it is used as a necessity inmulti-wire situations. At low currents,with single wire operation, the arc has atendency for instability, particularly withthe more basic fluxes, although it can beused to advantage if arc blow becomesa problem with DC. This is aphenomena caused by an interaction ofmagnetic fields pushing the arc indiffering directions and normallyassociated with fabrications of complexdesign.
PenetrationThe depth of penetration per amp withOK Tubrod submerged arc wires willalways be less than that achieved withsolid wire. Due consideration must begiven to this when establishing suitableparameters for the root area of jointsand also for square edge butt joints. Anincrease in amperage or reduction involtage will not produce the same depthof penetration as solid wire of equivalentsize. Increased amperage with solidwire will give deeper penetration but withan attendant progressive reduction inwidth Fig 18 which results in anunacceptable depth to width ratio.Such a profile is highly susceptible tosolidification cracking.
It can be seen in Fig 19 that thepenetration profile with cored wire has amuch rounder appearance and as suchhas a superior depth to width ratio andis therefore highly resistant to cracking.A study of columnar crystal formation ofboth weld deposits clearly shows thedifference in the angles of convergencein the center of the weld. The cored wirepattern of solidification is less inclined topromote center line segregation ofharmful residual elements which causesthe cracking, especially under conditionsof restraint.
The rounded penetration profile of thecored wire can also be turned topractical advantage in the case of thetwo sided square edge butt joints Fig 20.If the joint tracking and preparation areinconsistent then the finger typepenetration shape of solid wire couldmiss in the middle resulting in anunwelded area. The shape of the coredwire penetration with its greater widthwill have a margin for error in this regardand eliminate expensive repairs.
One sided welding on non consumablebacking is becoming increasinglypopular because of the savings in plateturning and welding of the second side.A wider gap is obviously required toensure adequate penetration on theunder side which also allows a reduction
in the included angles and depth ofpreparation. This in turn saves weldmetal to fill the joint. The softer lesspenetrating arc with its more favourablewidth will ensure superior tolerance tofit-up variances allowing better controland consistency of penetration with amore acceptable profile Fig 21.
Submerged Arc FluxesAll OK Tubrod wires for submerged arcare specially formulated for use with theprocess i.e. with modified silicon andmanganese contents, but they shouldnot be viewed in isolation as in the casewith MIG/MAG types.
The wires with submerged arc mustbe considered in combination with a fluxand the type chosen for a given physicalcharacteristic might not necessarilyproduce satisfactory mechanicalproperties. Alternatively, the tensile andyield strength are as required but thecharpy V toughness is not adequate.
It can be seen for example that whenOK Tubrod 15.25S is used with OK Flux10.71 which has a basicity index of 1.6the impact properties at -50oC will be anaverage of 72J. If, however, this wirewas used in conjunction with OK Flux10.62 with a basicity index of 3.4 theimpact properties at the same -50oC willbe an average of 150J. Thiscombination also exhibits exceptionalCTOD performance - see typical weldingprocedure page 77. A small increase intensile strength will occur from around510 N/mm2 up to 560 N/mm2 but this isnot significant since most authoritiesspecify a minimum level, not amaximum.
In the case of general fabricationwhere the user often satisfies himselfthat a particular combination attainsmechanical properties for the intendedpurpose, then there are few limitationson fluxes. A case for considerationwould be mass produced items for theautomotive industry where OK Tubrod14.00S might be used with OK Flux10.81.
Fig 19
Fig 21
Fig 18
Fig 20

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
68
In single pass applications the maximumspeed would be faster and the weldappearance superior than in the case ofeither OK Flux 10.71 or 10.62. If,however, this combination was used onthick ‘V’ butt joints where unlimited multi-pass filling is used the result would bean unacceptable increase of Mn withinthe weld metal, since OK Flux 10.81 is aMn alloying flux. Consequently, thiswould have a deleterious effect onimpact toughness and raise the tensilestrength.
To ensure maximum flexibility withregard to welding speed, mechanicalproperties and scope of application, thesemi-basic OK Flux 10.71 has beenselected as the most versatile type.It is for use with this flux that the OKTubrod wires have been approved by themajor certification authorities.Consumable selection is also simplified.
All OK Tubrod flux cored wires forsubmerged arc are compatible with allmachines originally designed for solidwire and without the need for specialaccessories. Some equipment may befitted with smooth feed rollers which aregenerally satisfactory but the largerdiameter wires may benefit from theknurled type as with semi-automaticMAG welding.
On the subject of feeding,particularly the smaller sizes, coredwires will feed at faster rates at a givenamperage than solid wire. It is for thisreason that before changing to a coredwire the speed of the gearbox needs to
be checked to ensure that it is capableof feeding at the required rates specifiedin the table below.
When using the highly popular EsabA6 system it is conceivable that for 4mm- 5mm solid wire it will have a gearboxwith a ratio of 156:1. If a solid wire of5mm is being used at 750A, a change to4mm cored wire will affect the amperageavailable from the power source whichwould probably be as low as 550A atmaximum wire feed speed. Thissituation is even more noticeable whenconverting to 2.4mm in twin wire modeat 850A when the wire feed speedrequired will be up to 7 metres perminute. A 74:1 ratio gearbox is,therefore, essential if optimumperformance is to be achieved.
Welding equipment
Wire feed speeds
Type Size Mode Amperage Weight Wire feedmm of wire kg/hr speed m/min
OK Tubrod 14.00S 2.4 Single 450 7.87 4.5
2.4 Twin 900 19.00 5.5
3.0 Single 700 14.17 5.0
4.0 Single 900 16.27 3.5
OK Tubrod 15.00S 2.4 Single 450 9.70 6.0
2.4 Twin 900 21.60 6.5
3.0 Single 700 16.90 6.5
4.0 Single 900 20.70 4.5

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
69
Single wire weldingOK Tubrod submerged arc wires may beused in all situations covered by solidwires both for HV fillet welding, singlesided single pass and two pass twosided as well as multi-pass butt welding.
Productivity is not the highestattainable but deposition rates incomparison to solid wire will be greaterfor a given current and wire diameter.Single wire may be adopted for thefollowing reasons:
� To obtain maximum possible charpy ‘V’ impact values where heat input and individual weld size limitations are essential to ensure maximum grain refinement.� Circumferential work where the
diameter of the work piece is such that higher deposition would result in inadequate control of the weld pool.
� When minimum dilution and depth of penetration is required.
� In HV fillet welding on certain types of shop primer for porosity free welded joints in preference to higherwelding speeds, attainable via twin wire welding.
� Where current capacity available from the power source precludes the use of higher productivity methods.
The operation of the cored wires isotherwise similar to that of solid wirefrom the practical point of view.
When welding HV fillet joints the topsurface of the wire should be directed atthe corner of the joint at an angle of30o/40o to ensure a fillet weld of equalleg length. Penetration is often greaterdependent on welding speed and thiswire positioning will serve to ensuremaximum depth in the correct areas.
With multi-pass butt welding,especially in thicker material with lowincluded angles of preparation, normalrunning voltages and welding speedshould be reduced in the root regionwhere access is more confined. Thiswill restrict the heat to a narrow zoneand allow the weld metal to spread outto the fusion faces without undercutwhich will greatly assist slag removal. Itis particularly relevant to the highbasicity fluxes.
During the welding of a ‘V’ butt apoint will be reached, usually after thesecond or third pass when overlappingwill be required. As the joint is filled anddepending on plate thicknesspreparation and impact propertiesrequired it may be that up to six or eventen passes per layer will be necessary,the need being to keep each layer flat. Itis important, therefore, that wire
positioning is accurate as, obviously, theweld pool is not seen once welding isunder way. The edges are the mostcritical but a general guide is to set theoutside of the wire surface one diameterfrom the fusion face which will makesure of fusion and avoid an otherwiseexpensive repair.
Twin wire weldingThis technique involves the use of twowires approximately 12mm apart withinone contact jaw or tip, the power for bothbeing provided by one power source andone wire feed motor. Both wires are fedinto the weld pool and allows the use ofcurrents and welding speeds of twicethose associated with a single wire - Fig22.
Although this method is used for buttwelding it is used more often for highspeed fillet welding. OK Tubrod 14.00S2.4mm, for example, when used inconjunction with OK 10.81 flux canproduce a 3mm T HV fillet at speedsapproaching 2 metres per minute. Thisis a benefit which will be attractive toshipbuilders for welding stiffeners.
The technique also permits greaterflexibility in terms of weld width andpenetration depth. In the case of filletwelding the wires will normally be in linewith the joint Fig 23a - which will givegood penetration with minimum width.
Swivelling the nozzle can produce a gapbetween the wires relative to the jointline and as such can be used to spreadthe weld deposit and reduce penetration,whilst maintaining the same depositionrate - Fig 23b. This facility can also beused to advantage in the root of buttjoints to increase tolerance toinconsistent fit-up where a reduction incurrent would be necessary with a singlewire.
The accessories required to converta standard machine are relativelyinexpensive in comparison to theadvantages gained. All that is requiredfor the Esab A6 system is an additionalreel holder together with a twin wirestraightener drive roll and contact jaws.When using wires of 2.4mm or smallertwo brass support tubes should ideallybe fitted between the feed rolls andcontact jaws to assist feedability andprevent buckling of the wire. Othermanufacturers equipment will havesimilar conversion kits as standardaccessories.
Power sources should be DC withcables connected for electrode positivepolarity and have sufficient capacity toprovide double the amperage for theproposed size of wire when used singly.
Multi-power welding
Two wireThis process differs from twin wirewelding in that it uses two wires drivenby separate feed systems and powersources, albeit going into the same weldpool.
The two wire system which ispopular, for example in shipyards, usesDC/AC. The higher penetrating arcproduced by DC+ is used for the leadwire to ensure optimum penetration intothe root and the AC for the trail toprovide the filling and capping function.In general a higher current will be usedfor the lead wire and whilst giving deeppenetration will leave a narrow welddeposit with excessive reinforcement.This, however, is not a problem as it willbe smoothed out by the trailing wirewhich will have a lower current andpositioned 12mm to 50mm behind thelead Fig 24.
Welding techniques
Wire electrodes
Direction of travel
Contact jawsDC+ polarity
Molten slag Solidified slag
Granular flux
Plate Solidified weld metal
Arc cavity
Molten weld poolPenetration
Fig 23a
Fig 22
Fig 23b
DC+(AC)
AC AC AC
20O-25O 20O-25O10O-15O
15-30mm15-20mm50-55mm
Fig 24

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
70
The DC, AC system is normally used forsingle and two pass applications butAC/AC can be used for multi-passwelding where high penetration is of nobenefit.
The two wire multi-power processcan more than double the welding speedof a single wire. A point will be reached,however, when the amperage for thesize of wire and also the travel speedwill exceed the maximum levels at whicha satisfactory weld deposit will beachieved. This will result in severegouging by the lead arc and insufficientfilling by the trailing wire to the extentthat undercutting will occur leaving aweld with an excessively peaked profile.
Three wireIf faster welding speeds are required itwill be necessary to employ three wireswhich can give welding speeds morethan four times those of a single wire. Inthis case three separate feed units andthree power sources are needed with allthree wires being fed into the same weldpool. The most common systems useDC/AC/AC although the AC/AC/AC ispopular, for example, in pipe mills. Inthe former system the DC leadconnected to positive pole will providethe penetration. The second AC wirewill perform the filling function and thetrailing AC wire, usually operating atlower current, will smooth out the capprofile.To ensure that there is no interactionbetween the arcs the power sourcesmust be Scott connected to ensure thatthe two AC welding currents are out ofphase with each other such that the onephase lags the other by 90o througheach full AC cycle of 360o Fig 25.
In a typical arrangement the leadwire will be 90o to the plate whilst thesecond wire will be 10o-15o toward thedirection of travel and approximately 50-55mm behind the lead. The thirdwire at a distance of 15mm - 20mmbehind the middle wire will be at anangle of 20o-25o Fig 24.
There are many variations that may beused depending on the weld geometryrequired. The angles and spacing of thewires will be adjusted in consideration ofthe function that each wire has toperform. For example, in two pass buttjoints (one each side) in heavy plate thewires are often positioned close togetherto maximise the benefit of the extra heatavailable. In addition, the lead wire willhave a trailing angle and the middle wirewill be a 90o, with the trailing wire havinga pushing angle similar to that of thelead Fig 26.
Heat input & productivityThe attainment of good mechanicalproperties with a single wire will beheavily dependent on the heat inputduring welding. In the case of butt jointsin C/Mn steels, for example, a heat inputnot exceeding 4 kJ/mm would beconsidered sensible.
To compete with three wire multi-power welding a single wire wouldrequire excessive amperage to producea weld deposit of the same cross-section at a much reduced travel speed.
Imagine a procedure for welding atwo pass butt joint in 22mm plate usinga single solid wire. To complete oneside of the joint would require a 3.0mmwire running at 1000A or a 4mm wirerunning at 1400A with a travel speed of280mm/min. Using the formulapreviously described on page 32, wecan calculate that the heat input will bean unacceptable 10.5 kJ/mm.
In comparison a three wire multi-power procedure with 4mm solid wireswould require a DC+ lead at 950A/30Vand an AC middle wire at 800A/36Vtogether with a trail also on AC at700A/40V travelling at 1000mm/min.The heat input in this case will be 5.1 kJ/mm for a total current of 2450Awhich, under some circumstances, maystill be considered to be on the highside. On the other hand the heat inputhas been reduced by 50% and the travelspeed increased by 78%.
A change to 4.0mm OK Tubrod 14.53Sin the same situation with the multi-power process would ensure anincrease in travel speed to 1300mm/minfor the same total current. As a directresult the heat input is reduced to 3.9 kJ/mm. The faster burn-off rate ofthe cored wire has allowed an increaseof 23% in travel speed which isconsiderable, especially in a massproduction situation where productivity isvital. This clearly demonstrates thatfeeding three wires into the same weldpool at such high total currents does notincrease heat input beyond acceptablelimits because of the high weldingspeeds available. Consequently the fluxis also being used at well below itsmaximum limits and hence weld poolcontrol is optimised.
Butt welding high yield steelsThe availability of the new fine grain highyield steels has allowed designers tosubstantially reduce the weight ofstructures yet maintain the same designcriteria. Generally, having yield strengthof >550 N/mm2 these steels haveexcellent weldability and many are alsoless sensitive to heat input thanconventional steels. These qualities arebrought about by advanced thermo-mechanical processing and enhancedcooling techniques rather than alloyingto produce an excellent combination ofstrength and toughness. The relativelylean chemical composition and hencelower carbon equivalent of the steelshas also led to the additional advantageof reduced preheat temperatures.
If full advantage is to be gained fromthe attributes provided, the weld metalfor joining these materials must also becapable of deposition at high heat inputswith minimal degradation of mechanicalproperties.
High heat inputThe more traditional submerged arcwires, even the low alloy types, requirestrict control of heat input and interpasstemperature to ensure good notchtoughness from the welded joint. As aresult the potential of the process interms of productivity is not fullyexploited. The micro-structure of theweld metal used for these high yieldsteels is required to have a highproportion of fine acicular ferrite whichwill remain regardless of heat input evenas high at 6 kJ/mm.
OK Tubrod 14.54S, when used inconjunction with the fully basic OK Flux10.62, will produce the required weldmetal microstructure. Especiallydeveloped for welding high strengthsteels it has a nominal composition of1.3% Ni, 0.5 Mo and it can achieve
AC AC AC
15-25o 15-25o
-1000
-800
-600
-400
-200
0
200
400
600
800
1000
Degrees of cycle
Wel
ding
cur
rent
, A
0 90 180 270 360
Fig 25
Fig 26
TrailMiddle

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
71
considerable increases inproductivity. Page 79 details a weldingprocedure in 35mm thick SE 500 plateusing this wire in 3.0mm diameter andthe joint was completed in only 11passes at a heat input of 6 kJ/mm. Themechanical properties show more thanadequate toughness, both in the rootand cap areas.
High dilutionAs a consequence of welding any platethickness with the minimum of passes, acomparatively greater amount of dilutionwill occur. This is especially relevantwith the submerged arc process in thethickness range 10mm - 15mm where 1-3 passes will be required to completethe joint. In such cases the weld metalcomposition has to be formulated toaccount for this high dilution for themaintenance of mechanical properties.
OK Tubrod 14.53S for use with OK Flux 10.71 has been developed forwelding high strength steels using highheat input and high dilution methods.It can be seen from the product data(page 66) that the all-weld tensile andyield strengths are too high for steels of,say, 550 N/mm2 yield and the charpyproperties are the opposite and might bedescribed as marginal.
Compare then the all-weld metalfigures with the welding procedure usedfor joining NV 2-4 plate (page 79) and itwill be seen that the yield and tensilestrengths have been reduced toacceptable levels and the notchtoughness has increased considerably,even down to -60oC. It is for this reasonthat OK Tubrod 14.53S is notrecommended for conventional multi-pass welding in thick butt joints, forexample.
HV fillet joint data
OK Tubrod 14.00S 2.4mm
Throat Wire Flux Amps Volts Speedmm Mode cm/min
2.5 Twin OK 10.71 800 27 1803.0 Twin OK 10.71 800 28 1704.0 Twin OK 10.71 850 27 120
OK Tubrod 14.00S 3.0mm
Throat Wire Flux Amps Volts Speedmm Mode cm/min
3.0 Single OK 10.71 620 30 1404.0 Single OK 10.71 620 30 120
OK Tubrod 15.00S 2.4mm
Throat Wire Flux Amps Volts Speedmm Mode cm/min
2.5 Single OK 10.71 360 27 1403.0 Single OK 10.71 360 27 1303.0 Twin OK 10.71 800 28 1604.0 Twin OK 10.71 700 27 120
OK Tubrod 15.00S 3.0mm
Throat Wire Flux Amps Volts Speedmm Mode cm/min
3.0 Single OK 10.71 650 32 1504.0 Single OK 10.71 590 32 1205.0 Single OK 10.71 575 30 60
Note : All fillet joints were produced with clean mild steel. Travel speeds will be significantly reduced when welding on primed plate.

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
72
OK Tubrod 15.00S + OK Flux 10.71
Material: BS4360 Position: ASME 1X-1GThickness: 12mm Pre-heat: None
Interpass:Parameters:
Size Run Amps Volts Speed Heat mm No cm/min input
kJ/mm 4.0 1 680 29 41 2.8 4.0 2 700 33 41 3.3Mechanical PropertiesTransverse tensile test Fractured in plate
Charpy V notch energy (J):
Test Temp Centre -40oC 90 106 84
OK Tubrod 15.00S + OK Flux 10.71
Material: BS4360 43A Position: ASME 1X-1G Thickness: 22mm Pre-heat: None
Interpass:
Parameters:
Size Run Amps Volts Speed Heat mm No cm/min input
kJ/mm 3.0 1 720 36 45 3.4 3.0 2 750 36 45 3.6Mechanical Properties
Charpy V notch energy (J):
Test Temp Side 1 Side 2 Root -20oC 120 122 160 116 124 160 40 50 62
OK Tubrod 15.00S + OK Flux 10.71
Material: BS4360: 50D Position: ASME 1X-1G Thickness: 50mm Pre-heat: 150oC Interpass: 250oC Heat treatment: 620oC 2 hours
Parameters:
Size Run Amps Volts Speed Heat mm No cm/niin input
kJ/mm 3.2 1 (MMA E7016) 3.0 2 400 29 50 1.39 3.0 3-4 420 29 50 1.46 3.0 5-40 450 29 46 1.70 3.0 41-48 450 30 54 1.50Mechanical Properties Longitudinal tensile TS 534 N/mm2 YS 428 N/mm2
Charvy V notch energy (J):
Test Temp Cap Centre Root
-20oC 110 116 112 124 106 118 110 108 84-30oC 110 95 104 95 98 90 78 97 94
Selected welding procedures
Adjust gap to optimise weld surfaceprofile and reinforcement

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
73
OK Tubrod 15.00S + OK Flux 10.71
Material: BS 4360: 50D Position: ASME 1X-1G Thickness: 25 mm Pre-heat: 150oCInterpass: 250oC Heat treatment: 600oC 1 hour
Parameters:
Size Run Amps Volts Speed Heat mm No cm/min input
kJ/mm 3.2 1 (MMA E7016) 3.0 2-3 420 28 46 1.53 3.0 4-9 450 30 46 1.76 3.0 10-12 450 30 52 1.55Mechanical Properties Longitudinal tensile TS 596 N/mm2 YS 509 N/mm2
Charpy V notch energy (J):
Test Temp Cap Centre Root -20oC 108 84 122 138 100 120 84 68 74-30oC 92 60 70
OK Tubrod 15.24S + OK Flux 10.62
Material: BS 4360: 50D Position: ASME 1X-1G Thickness: 25 mm Pre-heat: 100oC
Interpass: 250oC
Parameters:
Size Run Amps Volts Speed Heat mm No cm/min input
kJ/mm 3.0 1 (MMA E7016) 4.0 2 (MMA E7016) 4.0 3 520 28 50 1.8 4.0 4-5 550 29 50 1.94.0 6-13 610 30 50 2.3Mechanical Properties Longitudinal tensile TS 610 N/mm2 YS 507 N/mm2
Charpy V notch energy (J):
Test Temp Centre line Root -20oC 162 164 170 156 184 160-50oC 112 146 140 130 100 110-60oC 86 146 96 112 118 106

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
74
OK Tubrod 15.24S + OK Flux 10.62
Material: BS 4360: 50D Position: ASME 1X-1G Thickness: 25mm Pre-heat: 100oCInterpass: 250oC Heat treatment: 600oC 4 hours
Parameters:
Size Run Amps Volts Speed Heat mm No cm/min input
kJ/mm 3.0 1 (MMA E7016) 4.0 2 (MMA E7016) 4.0 3 520 28 50 1.8 4.0 4-5 550 29 50 1.94.0 6-13 610 30 50 2.3Mechanical Properties Longitudinal tensile TS 588 N/mm2 YS 494 N/mm2
Charpy V notch energy (J):
Test Temp Centre line Root -20oC 160 152 154 124 156 140-50oC 124 94 140 96 132 106-60oC 108 70 126 98 100 112
OK Tubrod 15.24S + OK Flux 10.62
Material: BS 4360: 50D Position: ASME 1X-1G Thickness: 25mm Pre-heat: 100oC
Interpass: 250oC
Parameters:
Size Run Amps Volts Speed Heat mm No cm/min input
kJ/mm 3.0 1 (MMA E7016) Side 14.0 2 450 28 50 1.51 4.0 3-4 500 29 50 1.74 4.0 5-16 550 30 50 1.98Side 24.0 17 470 28 50 1.574.0 18-20 500 28 50 1.684.0 21-31 550 30 50 1.98Mechanical Properties Longitudinal tensile TS 701 N/mm2 YS 623 N/mm2
Charpy V notch energy (J):
Test Temp Cap Root -20oC 154 146 148 154 182 200-40oC 130 118 102 108 140 150CTOD performance -10oC Weld CL>1.37* >1.62* >1.70*
*Test stopped - max clip

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
75
OK Tubrod 15.24S + OK Flux 10.62
Material: BS 4360: 50D Position: ASME 1X-1G Thickness: 50mm Pre-heat: 150oC
Interpass: 200oC
Parameters:
Size Run Amps Volts Speed Heat mm No cm/min input
kJ/mm Root & Hot Pass MMA E7016 Side 13.0 3 460 29 50 1.6 3.0 4-5 460 30 45 1.8 3.0 6-45 510 30 45 2.0Sealing Passes3.0 17 470 28 50 1.57Mechanical Properties Longitudinal tensile TS 643 N/mm2 YS 568 N/mm2
Charpy V notch energy (J):
Test Temp Cap Centre line Root -20oC 144 152148 128 126142 154 131 168-40oC 106 122140 88 89 90 108 116 114CTOD performance -10oC Weld CL>2.44* 0.72 >1.68*
*Test stopped - max clip
OK Tubrod 15.24S + OK Flux 10.62Multi-power
Material: BS 4360: 50D Position: ASME 1X-1G Thickness: 40mm Pre-heat: 150oC
Interpass: 200oC
Parameters:
Size Run Amps Volts Speed Heat mm No cm/min input
kJ/mm 3.2 1
MMA E70164.0 24.0 3 500 DC+ 29 50 1.6
4.0 4-15 600 DC+ 30600 AC+ 30
55 3.99
Mechanical Properties
Charpy V notch energy (J):
Test Temp Cap Centre line Root -40oC 80 82 76 160 128 138 84 86 80-50oC 64 78 60 106 106 104 78 54 56
}
}}

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
76
OK Tubrod 15.25S + OK Flux 10.62
Material: BS4360 50D Position: ASME 1X-1GThickness: 50mm Pre-heat: 150oC Interpass: 250oC Post-heat: 620oC-2 hrs
Parameters:
Size Run Amps Volts Speed Heat input mm No cm/min kJ/mm 3.2 1 (MMA E7016) 3.0 2 450 28 55 1.3 3.0 3 500 28 48 1.7 3.0 4-5 600 30 48 2.2 3.0 6-27 680 32 48 2.7 Punch through 3.0 28 680 32 48 2.7Mechanical Properties
Charpy V notch energy (J):
Test Temp Cap Centre Root -40oC 136 134 136 160 140 176 110 112 98-50oC 122 142 106 146 86 134 94 96 94
OK Tubrod 15.25S + OK Flux 10.62
Material: BS4360 50D Position: ASME 1X-1G Thickness: 50 mm Pre-heat: 150oC Interpass: 250oC Post-heat: 620oC-2 hrs
Parameters:
Size Run Amps Volts Speed Heat input mm No cm/min kJ/mm 3.2 1 (MMA E7016) 3.0 2 450 28 50 1.5 3.0 3 550 28 47 1.9 3.0 4-5 600 32 47 2.4 3.0 6-21 650 34 47 - Punch through 3.0 22 650 34 47 2.8OK 21.85 neutral metal powder added at l00g/min from pass No 6
Mechanical Properties
Charpy V notch energy (J):Test Temp Cap Centre Root -40oC 116 170 146 152 172 132 98 104 92 -50oC 126 118 132 134 166 142 58 78 62

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
77
OK Tubrod 15.25S + OK Flux 10.62
Material: Grade 350 Position: ASME 1X-1G Thickness: 7.5mm Pre-heat: 20oC
Interpass: 250oC
Parameters:
Size Run Amps Volts Speed Heatmm No cm/min input -
kJ/mm 3.0 1 650 36 42 3.3Mechanical Properties
Charpy V notch energy (J):
Test Temp Centre 0oC 60 61 66 -40oC 42 39 49
OK Tubrod 15.25S + OK Flux 10.62
Material: BS 4360 : 50D Position: ASME 1X-1G Thickness: 50mm Pre-heat: 150oC Interpass: 120-180oC Heat treatment
Parameters:
Size Run Amps Volts Speed Heat mm No cm/min input
kJ/mm Side 1 3.2 1 (MMA)3.0 2 450 26 50 1.4 3.0 3 450 28 50 1.5 3.0 4-14 500 30 40 2.2 3.0 15-18 500 30 56 1.6 Side 23.0 19 450 26 50 1.4 3.0 20 450 28 50 1.5 3.0 21-30 500 30 40 2.2 3.0 31-34 500 30 56 1.6Mechanical Properties Longitudinal tensile TS 668 N/mm2 YS 594 N/mm2
Charpy V notch energy (J):
Test Temp Cap Root-50oC 134 116 134 172 176 178 -60oC 90 88 80 147 180 170CTOD performance BS 5762 -10oC1.96 2.02 1.79
3mm

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
78
OK Tubrod 14.53S + OK Flux 10.71
Material: BS4360 50D Position: ASME 1X-1G Thickness: 15mm Pre-heat: None
Interpass: 150-200oC
Parameters:
Size Run Amps Volts Speed Heat input mm No cm/min kJ/mm 3.2 1 650 28 50 2.2 3.2 2 650 32 60 2.0Mechanical Properties
Charpy V notch energy (J):
Test Temp Centre -40oC 172 119 165 -50oC 89 132 103
OK Tubrod 14.53S + OK Flux 10.71
Material: NV2-4 Position: ASME 1X-1G Thickness: 12mm Pre-heat: None
Interpass: 150/200oC
Parameters:
Size Run Amps Volts Speed Heat input mm No cm/min kJ/mm 3.2 1 600 32 60 1.9 3.2 2 600 32 60 1.9Mechanical Properties Longitudinal tensile: TS 679 N/mm2 YS 599 N/mm2
Charpy V notch energy (J):
Test Temp Centre -20oC 272 254 231 -40oC 210 230 204 -60oC 142 102 91

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
79
OK Tubrod 14.53S + OK FLUX 10.71
Material: NV2-4 Position: ASME 1X-1G Thickness: 12mm Pre-heat:
Interpass: 150-200oC
Parameters:
Size Run Amps Volts Speed Heat input mm No cm/min kJ/mm 3.2 1 550 32 60 1.9 3.2 2 550 32 60 1.9Mechanical PropertiesLongitudinal tensile: TS 655 Nmm2 YS 586 N/mm2
Charpy V notch energy (J):
Test Temp Centre -20oC 183 201 184 -40oC 92 137 - -50oC 91 192 118
OK Tubrod 14.54S + OK FLUX 10.62
Material: Supereslo 500 Position: ASME 1X-1G Thickness: 35mm Pre-heat: None
Interpass: 250oC max
Parameters:
Size Run Amps Volts Speed Heat mm No cm/min input
kJ/mm 4.0 1 585 29 20 5.1 4.0 2-11 590 30 18 5.9Mechanical Properties Root CapLongitudinal tensile: TS 677 N/mm2 YS 612 N/mm2 TS 672 N/mm2 YS 565 N/mm2
Charpy V notch energy (J):
Test Temp Cap Root -20oC 110 105 114 118 140 125-40oC 76 89 82 106 87 117

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
80
Initially this process was developed fromthe electro-slag process using solid wireand CO2 shielding gas. Its success,however, like electro slag welding, waslimited as it was restricted to heavy platewith parallel gaps. A consequence ofthis was very large weldments whichsuffered from coarse grain solidificationdue to the very high heat input. Thishad an adverse effect on mechanicalproperties, especially notch toughness,so if the potential of the process was tobe fully realised a significant reduction inheat input was required. A capability toweld thinner plate would also increasethe scope of applications.
High speed electrogas weldingExcept for a few users the process hasbeen in the doldrums for many years.Through it all, however, the process stillhad much to recommend it forinexpensive high productivity weldingand is about to undergo a revival. Manyof the problems previously associatedwith its limitation have been addressedand research is continuing in Europeand the USA.
These developments include:
� Smaller diameter cored wires i.e.1.6mm and 2.4mm are now available which have permitted an increase in the resistive heating effect per amp. This has resulted in
higher deposition rates and consequently faster welding speeds with an overall reduction in heat input.
� The above mentioned improvements have ensured consistent notch toughness down to
-20oC but the use of alloying and micro alloying have now made
-40oC a realistic target depending on procedure.
� Weld preparations have been modified from the old parallel gap system to single and double ‘V’
types. Weld metal volumes have, therefore, been decreased which, for given deposition rate, has further increased welding speeds.� Metal powder may be added to the
weld pool which will increase deposition but at the same time reduce welding temperature and heat loading of the plate adjacent tothe fusion zone.
� These developments have combined to facilitate the electrogaswelding of reduced plate thickness so much so that 8mm presents no difficulty, although using an integral backing strip on one side even 6mm has been successfully joined.
Process descriptionThe basic principle of the process canbe seen in Fig 27 where the molten poolis contained within the joint by watercooled copper shoes. These moveupwards with the pool at a controlledrate and are shaped such that theymould the weld reinforcement untilsolidification is complete. The moltenpool is protected from the atmosphereby a gas shield which can be either CO2or Ar + CO2 mixtures, Additionalprotection is afforded by de-oxidants anda thin layer of slag from the cored wire
consumable. The slag will also help toprevent damage to the weldreinforcement when plastic by forming alubrication barrier between the coppershoes and weld.
Heat from the molten pool and thearc fuse the edges of the plates beingjoined, almost like a casting processwhich continues until the joint iscompleted. An inevitable consequenceof solidification when welding stops is apipe or shrinkage cavity. At the start ofwelding it is also highly probable that
defects will occur within the first 20mm,that is until the weld pool is completeand stable. Intermediate stops should,therefore, be avoided and the workplanned so that the total joint can bewelded without intermediate pauses. Itis also advisable to use ‘run-on’ and ‘run-off’ pieces which are removed afterwelding, complete with theaforementioned defects.
The process, once started, iscontinuous until completion of the jointand this must be considered beforeactual welding is commenced. Is there
sufficient wire and shielding gas tocomplete the joint for example? On theequipment side it should be maintainedin good running order both mechanicallyand electrically and the power sourceadopted must have sufficient amperagefor the appropriate joint and size of wireat a duty cycle of 100%.
Reference to Tables 1 & 2 willprovide useful estimating data regardingwire feed speeds, total weights of weldmetal and speeds of travel for given jointdesigns.
Electrogas welding
Wire guide nozzle
CO2 or Arc 20%CO2Gas shield
Cored wire electrode
Welding arc
Molten weldpool
Mobile watercooled copper shoes
Completed weld
Fig 27 Principle of Electrogas Process

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
81
6
6
65
810 12
10
15
10
16 16
21.7o
26.6o
18.4o
32.0o
s
b
a
angle0 10
10
20
20
30
30 400
thickness(mm)
arctime
min/m
X-prep, 2 passes
V-prep, 1 pass
Electrogasprocess
Mini Vertomatic NCVertomatic Mini T
Electrogas welding“V” preparationVertomax 2MG
Table 1
s
b
a
angle
6
20
18
16.6o
15
Plate th. Gap size Welding Wire
s a b Bevel angle Voltage Current Speed Dia Needs
(mm) (mm) (mm) (deg) (V) (A) (m/h) (mm) (kg/m)
min max max min
8 16 5 9 35 24 32 350 9 1.6 1.5
10 16 5 9 29 19 32 350 8 1.6 1.7
12 16 5 9 25 16 35 350 7 1.6 1.9
15 16 5 9 20 13 32 420 6 2.4 2.2
20 18 5 9 18 13 34 480 4.5 2.4 2.9

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
82
19o
18o
15
18
35
15
3
19o
15
15
30
15
3
a
a
b b
s
copper strip
angleangle
1 1
2
Electrogas welding“X” preparationVertomax 2MG
Table 2
0 10
10
20
20
30
30 400
thickness(mm)
arctime
min/m
X-prep, 2 passes
V-prep, 1 pass
Electrogasprocess
Mini Vertomatic NCVertomatic Mini T
Plate th. Pass Groove Gap size Welding Wire
s nr depth a b Bevel angle Voltage Current Speed Dia Needs
(mm) (mm) (mm) (mm) (deg) (V) (A) (m/h) (mm) (kg/m)
min max max min
30 1 15 15 3 5 22 18 32 420 6 2.4 1.9
2 15 15 3 5 22 18 32 420 6 2.4 1.9
35 1 17 15 3 5 19 16 32 450 5.5 2.4 2.1
2 18 15 3 5 18 16 32 450 5.5 2.4 2.1
22o
15
15
30
15
3
a
aa
b b
s s
copper strip
angleangle
1 1
2

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
83
Plate th. Pass Groove Gap size Welding Wire Oscillation
s nr depth a b Bevel angle Voltage Current Speed Dia Needs Ampl. Speed Dwell
(mm) (mm) (mm) (mm) (deg) (V) (A) (m/h) (mm) (kg/m) (mm) (m/min) (s)
min max max min
50 1 25 20 3 5 19 17 32 600 3.8 3.2 3.2 0 0 0
2 25 20 3 5 19 17 32 600 3.8 3.2 3.2 0 0 0
60 1 30 22 3 5 18 16 33 610 3 3.2 4 15 0.8 1.5
2 30 22 3 5 18 16 33 610 3 3.2 4 15 0.8 1.5
75 1 35 22 3 5 15 14 34 620 2.6 3.2 4.6 20 0.8 1.5
2 40 22 3 5 13 12 35 630 2.4 3.2 5.1 25 0.8 1.5
18.8o
20
350
17.6o
15.2o
22
3
22
3
60
70
b
s
copper strip
angle
1
a
a
b
angle
1
2
X-prep, 2 passes
V-prep, 1 pass
0 10
10
20
20
30
30
40
40
50
50
60
60
70 80
arctime
min/mElectrogas
process
thickness(mm)
Vertomatic NC, SG, T
Electrogas welding“X” preparationVertomax 2MG
Table 2 continued
Fig 28
18.8o
20.0 22.0
3.050
.0
17.6o
15.2o
3.0
22.0
3.0
60.0
70.0
a
b
s
copper strip
angle
1
a
a
b
s
angle
1
2

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
84
ApplicationsThe electrogas process is specificallydesigned for vertical up and inclinedvertical (45o maximum) welding of platethickness in a range 8-40mm thick andlarger if multi-pass techniques are used.With any fully automatic welding system,setting up the equipment occupies amajor part of the total operation. A jointlength of 2-5m, therefore, depending tosome extent on the joint design andplate thickness is considered theminimum for economic welding.Initially the electrogas process waschiefly associated with tank farmconstruction for oil storage etc. Themore recent developments regarding thereduction in heat input, increased speedand better mechanical properties haveseen the process enter shipbuilding forhull section welding, civil engineering forpenstocks, bridges, and mountain thawdrains as well as blast furnace shells.
The process is not, however,restricted to outside use and machinesare available for fabrication shop use.Any general fabrication work with longvertical seams may be welded with the
process. In certain situations items suchas drums or heavy fabricated beamsand even specially designed railwaycrossings have been turned to thevertical position in order to takeadvantage of the productivity providedby Electrogas.
SteelsCorresponding with the processdevelopment the steel industry hasintroduced steels which are relativelyinsensitive to heat input in the range 60-200 kJ cm yet retaining high jointtoughness. Since high heat input hashitherto been the largest singlerestricting factor for Electrogas welding,this development is seen as a majorbenefit in providing greater scope for itsuse. These steels contain second phaseparticles such as Titanium oxide andTitanium carbides which pin grainboundaries and restrict grain growth inthe HAZ during welding.
Multi-pass weldingIn the thickness range 30mm-50mmwhere heat input is critical due to thetype of steel being joined, a multi-passtechnique can be used. The cross-sectional area of the preparation will bereduced as too will the heat input but theproductivity will remain high evencompared to conventional single passelectrogas. The high speeddevelopment technology can still beadopted and incorporates all theadditional benefits previously described.
A double ‘V’ preparation is used witha gap to ensure complete root fusionand the joint completed in two passes.When welding the first side the moltenweld metal is prevented from fallingthrough to the reverse side by a copperdam Fig 28. The dams will be shapedso as to match fit the plate preparationand are mechanically attached to thereverse side of the joint. They will beapproximately 50cm long and as thejoint cools after the welding head haspassed they are removed and placed infront again and so on.

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
85
Stress and energy units conversions
150 1020 000
30 000
40 000
50 000
60 000
70 000
80 000
90 000
100 000
110 000
120 000
130 000
140 000
150 000
160 000
170 000
180 000
190 000
200 000
210 000
220 000
230 000
240 000
250 000
15
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
95
100
105
110
200
250
300
350
400
450
500
550
600
650
700
750
800
850
900
950
1000
1050
1100
1150
1200
1250
1300
1350
1400
1450
1500
1550
1600
1650
1700
150
200
250
300
350
400
450
500
550
600
650
700
750
800
850
900
950
1000
1050
1100
1150
1200
1250
1300
1350
1400
1450
1500
1550
1600
1650
1700
150
200
250
300
350
400
450
500
550
600
650
700
750
800
850
900
950
1000
1050
1100
1150
1200
1250
1300
1350
1400
1450
1500
1550
1600
1650
1700
N/mm2 N/mm2 N/mm2 kgf/mm J ft lbf J kgf m22
(MN/m )2
tonf/in 2lbf/in
N/mm2 N/mm2 N/mm2 kgf/mm J ft lbf J kgf m22
(MN/m )2
tonf/in 2lbf/in
15
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
95
100
105
110
115
120
125
130
135
140
145
150
155
160
165
170 160120
16
14
12
10
8
6
4
2
100
80
60
40
20
0
160
140
120
100
80
60
40
20
0
140
120
100
80
60
40
20
0
175
The following table is reproduced by courtesy of British Standards Institution
CONVERSION FACTORS1N/mm 1MN/m 0.075tonf/in 145lbf/in 0.102kgf/mm2 2 2 2 2
Calculating electrode consumption
Using the tables showing weld metal areas and the formulabelow it is possible to calculate the weight of electrode/filler wirerequired for a particular joint configuration/welding process.
W = D x A x L Efficiency
Where;W = Weight of electrode/Filler wire required, kg.D = Density of weld metal, kg/m3.A = Cross sectional area of joint to be filled, m2.L = Length of joint, m.
Efficiency = Efficiency Factor for various welding process usedi.e. 1.0 = 100% efficient.
To assist in calculating consumable requirements the followingefficiency factors may be used.
Manual metal arc 0.65 M.I.G./M.A.G. wires 0.95 Metal cored wires 0.95 Flux cored wires 0.85TIG 1.00 SAW* 1.00
When calculating consumable requirements allowances must bemade for wastage i.e. stub ends from electrodes, Tigrod etc.
Example; calculating consumable requirements.
10mm Fillet weld, 100m long.
1) M.M.A. process
W = 7870 x 50 x 10-6 X 100 = 60.54kg0.65
2) M.I.G./M.A.G.
W = 7870 x 50 x 10-6 x 100 = 40.57kg0.95
*See relevant pages of main body of catalogue for fluxconsumption data.
Conversion Factors1N/mm2 1MN/m2 0.075tonf/in2 145lbf/in2 0.102kgfmm2
1J (joule) 0.738ft lbf 0.102kgfmFor more detailed conversions see BS 350 Conversion factors and tables

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
NEXT PAGE
86
Conversions and information
Welding data tables - Filler metal requirements (kg/m)
ELECTRODE SIZE EQUIVALENTSDiameters Lengths mm SWG in mm in 1.6 16 1/16 250 10 2 14 5/64 300 12 2.5 12 3/32 350 14 3.25 10 1/8 400 16 4 8 5/32 450 18 5 6 3/16 600 24 6 4 1/4 700 28 8 - 5/16
APPROXIMATE METAL DENSITIES (g/cm3 at 20OC) Steel, 0.06% C/0.4% Mn 7.87 Steel, 0.1% C/5% Cr 7.81 Steel - 0.15% C/13% Cr 7.74 Steel: 0.2% C/26% Cr 7.66
Stainless Steel 19% Cr/10% Ni/0.03% C 7.93 Stainless Steel 25% Cr/20% Ni/0.2% C 7.9
Aluminium, Commercial Purity 2.7 Al/1.3% Mn 2.74 Al/11 % Si 2.65 Copper, O.F.H.C. 8.94 Cu/7.5% Sn/0.2% P 8.9
SYMBOLS FOR CHEMICAL ELEMENTSAl Aluminium Nb Niobium C Carbon Ni Nickel Cb Columbium O Oxygen
(Niobium) p Phosphorus Co Cobalt Pb Lead Cr Chromium s Sulphur Cu Copper Si Silicon H Hydrogen Sn Tin Fe Iron Ta Tantalum Mg Magnesium Ti Titanium Mn Manganese V Vanadium Mo Molybdenum W Tungsten N Nitrogen Zn Zinc
BASIC CONVERSION FACTORSTo Convert: into Multiply by:(N.B. Factors ending in 0 are exact)in mm 25.40 mm in 0.0393 701 ft m 0.304 8 m ft 3.280 839 8 lb kg 0.453 592 370 kg lb 2.204 62 ton (long) tonne 1.016 05 tonne kg 1000.0 gallon (imp) I (litre) 4.545 96 l ml 1000.0 ml cm3 1.000 028 cu ft l 28.3161
COMPOUND CONVERSION FACTORStonf/in2 N/mm2 15.444 3lbf/in2 N/mm2 0.006 894 777 N/mm2 tonf/in2 0.064 749N/mm2 lbf/in2 145.037 76 ft lbf J (joules) 1.355 82 kgf m J 9.806 650 kgf m ft lbf 7.233 01 ft lbf kgf m 0.138 255 J ft lbf 0.737 562 in/min m/hr 1.524 0 m/hr in/min 0.656 168 cu ft/hr I/min 0.471 95 I/min cu ft/hr 2.118-936 lb/cu ft g/cm3 0.016 02 g/cm3 lb/cu ft 62.43
PLATE ROOT THEORETICAL WELD WEIGHT WELD FILLET SIZE THEORETICAL WELD WEIGHT WELD THK. GAP VOLUME METAL/m T VOLUME cm3/m METAL/m kg/mmm mm cm3/m cm3/m kg/m mm L T L T
4 1 13 12.5 0.1 2 6.0 0.055 1 19.5 19 0.15 3 4.5 12.5 0.036 0.106 1 27 25.5 0.2 4 8.0 21.0 0.064 0.167 1.5 39 38 0.3 6 18.0 42.0 0.142 0.338 1.5 49 46.5 0.37 8 32.0 73.5 0.252 0.589 1.5 60.5 56 0.44 10 50.0 114.0 0.394 0.8910 2 77.5 72 0.57 12 72.0 162.0 0.567 1.2711 2 92 83.5 0.66 15 112.5 248.0 0.887 1.9512 2 107 97.5 0.77 18 162.0 1.277 14 2 141 130 1.02 20 200.0 1.576 15 2 160 146 1.15 25 312.5 2.463 16 2 180 157 1.2318 2 223 204 1.620 2 271 247 1.9425 2 411 375 2.94
The figures above are for accurate weld volumes of exact dimensions. In practiceit is difficult to obtain mitre shaped fillet welds, actual welds are generally convexin profile and an allowance of approximately 15% should be made whencalculating consumable requirements
T
SINGLE “V” JOINT - 60o included angle FILLET WELD

OK TUBRODCORED WIRESPRODUCT BRIEF
INDEX
PREVIOUS PAGE
87
ESAB Group (UK) LimitedHertford Road, Waltham Cross
Herts EN8 7RP EnglandTelephone: Lea Valley (01992) 768515Telex:25743 Telefax: (01992) 715803
ESAB AB Box 8004S-402 77 GOTEBORG SWEDEN
Phone + 46 31 509000Tgm esabsales Telex 20625Telefax: 010 46 31 509 480
In the interest of continuous improvement ESAB reserves the right to change thespecifications or design of any of its products without prior notice.
PWX 165/3/99Member of The Esab Group