Copy of Lean Six Sigma

of 85
-
Upload
sivalingam-dinesh -
Category
Documents
-
view
221 -
download
0
Transcript of Copy of Lean Six Sigma
-
8/2/2019 Copy of Lean Six Sigma
1/85
1
Principles of Lean Six Sigma
Overview of LeanManufacturing and Six Sigma
Methodologies
A
Lean EnterprisePresented by:
Oscar Longo
-
8/2/2019 Copy of Lean Six Sigma
2/85
2
Introduction
Todays manufacturing and business
environments are reaching a point that
competition for survival and market share isan obligation.
Tracking the global economy will show that
being good is not enough, therefore each
organization really strive for excellence ifwant to stay in the market.
-
8/2/2019 Copy of Lean Six Sigma
3/85
3
Business Facts
Every single organization is
looking for one singleoutcome
-
8/2/2019 Copy of Lean Six Sigma
4/85
4
Business Facts
PROFIT
-
8/2/2019 Copy of Lean Six Sigma
5/85
5
Business Facts
PROFIT is not a single concept but comeswith many important implications:
P- Process excellence
R- Resources Management
O- Oriented to a Goal F- Financially Strong
I- Innovative to stay ahead of competition
T- Timely deployment of strategies
-
8/2/2019 Copy of Lean Six Sigma
6/85
6
Business Facts
The most traditional
definition ofPROFIT..
-
8/2/2019 Copy of Lean Six Sigma
7/85
7
Business Facts
$$$LETS MAKE
MONEY
$$$BUT DO IT
RIGHT
-
8/2/2019 Copy of Lean Six Sigma
8/85
8
How we make PROFIT
In order to be a leader, most companies arerealizing that traditional management,
manufacturing processes, and other historic
approaches, are not enough.
More effective methods are needed:
Six Sigma
Lean Manufacturing
With origins in the Toyota ProductionSystem, is a way of living in the business
environment.
-
8/2/2019 Copy of Lean Six Sigma
9/85
9
History of Manufacturing
Made to customer spec
Single piece mfg each product unique
Variable quality
Little inventory
High cost made for the rich
CraftCraftCraftCraft
Interchangeable parts Whitney
Division of labor Taylor
Assembly lines Ford
Labor strife
Mass ProductionMass ProductionMass ProductionMass Production
High variety
Small batch sizes
PPM quality
Engaged workforce
The Lean EnterpriseThe Lean EnterpriseThe Lean EnterpriseThe Lean Enterprise
http://en.wikipedia.org/wiki/File:Ford_assembly_line_-_1913.jpghttp://en.wikipedia.org/wiki/File:Bamun_artisan.jpg -
8/2/2019 Copy of Lean Six Sigma
10/85
10
Recognize a need to change and beable to do PROFIT.
Process Analysis is the foundationProcess Analysis is the foundationtoward achieving Process Excellence.toward achieving Process Excellence.
How we make PROFIT
-
8/2/2019 Copy of Lean Six Sigma
11/85
11
We need to Change to make PROFIT?We need to Change to make PROFIT?
A need for change is usually characterized by:
Quality is a Q.A. department responsibility
Large production lots
Large centralized stores
Customer dissatisfaction
Enormous part and process variation
Set-up measured in hours instead of minutes
Order entry times measured other than in minutes
Product margins eroded by increasing operating costs
Ever-increasing competitive pressures
-
8/2/2019 Copy of Lean Six Sigma
12/85
-
8/2/2019 Copy of Lean Six Sigma
13/85
13
Why Change ?Why Change ?
Lean Linking
is
Forward Thinking !
-
8/2/2019 Copy of Lean Six Sigma
14/85
14
Why Change ?Why Change ?
LeanLean
LinkingLinking
is is Forward Thinking !Forward Thinking !
Do not become the dinosaur ofDo not become the dinosaur of
your industryyour industry
-
8/2/2019 Copy of Lean Six Sigma
15/85
15
Evolutionary vs. Revolutionary ChangeEvolutionary vs. Revolutionary Change
Having a forward looking perspective on continuous
improvement is a requirement of the competitive
marketplace and is the first step in becoming world-
class.
DO NOT set incremental improvement goals over previous
performance, rather -
Think of where we need to be:
Continually declining costs
Zero defects
Minimal inventories
Fully satisfied customers
-
8/2/2019 Copy of Lean Six Sigma
16/85
16
What can we expect with Lean Thinking?What can we expect with Lean Thinking?
(over 5 years)(over 5 years)
Defects reduced by 20% per yearDelivery Lead Times reduced by more than 75%
On Time Delivery improved to 99+%
Productivity (sales per employee) increases of15-25% per year
Inventory (working capital) reductions of more than
75%Return on Assets improvement of 100%+
-
8/2/2019 Copy of Lean Six Sigma
17/85
17
Analyzing and Improving ProcessesAnalyzing and Improving Processes
An integrated approach to utilizing Capital, Materials, andHuman resources to produce just what is needed, when it isneeded. In the amount needed with minimum Materials,Equipment, Labor and Space.
A Lean DefinitionA Lean DefinitionA Lean DefinitionA Lean Definition
Identify and eliminate waste(MUDA).
Overriding PrincipleOverriding PrincipleOverriding PrincipleOverriding Principle
Whats in a Name . . .Whats in a Name . . .Whats in a Name . . .Whats in a Name . . . Toyota Production System, J.I.T., Lean Manufacturing,
Demand Flow Technology, Kaizen, is really Process Analysis !
-
8/2/2019 Copy of Lean Six Sigma
18/85
18
How we make PROFIT - TPS
B ildi Bl k f Th LB ildi Bl k f Th L
-
8/2/2019 Copy of Lean Six Sigma
19/85
19
Building Blocks of The LeanBuilding Blocks of The Lean
EnterpriseEnterprise
Continuous Improvement
Teamwork
Rewards /Recognition
Training
B ildi Bl k f Th LB ildi Bl k f Th L
-
8/2/2019 Copy of Lean Six Sigma
20/85
20
Continuous Improvement
ValueStreamMapping
Teamwork
Rewards /Recognition
Training
Building Blocks of The LeanBuilding Blocks of The Lean
EnterpriseEnterprise
B ildi Bl k f Th LB ildi Bl k f Th L
-
8/2/2019 Copy of Lean Six Sigma
21/85
21
QuickChangeover
Standard
Work
Batch
Reduction
Layou
t
MistakeProofing
5S SystemProjects
VisualManagement
POU
Cellular / FlowPull / Kanban TPM
Continuous Improvement
ValueStreamMapping
Teamwork
Rewards /Recognition
Training
Building Blocks of The LeanBuilding Blocks of The Lean
EnterpriseEnterprise
O OH d PROFIT b O ti l
-
8/2/2019 Copy of Lean Six Sigma
22/85
22
How we do PROFIT by an OperationalHow we do PROFIT by an Operational
Excellence Mission StatementExcellence Mission Statement
Develop the ability:
To recognize and identify waste
To have to courage to call it waste
To have the desire to eliminate it
Eliminate the waste
Truly understand that waste
Raises costs
Produces no corresponding benefit
Threatens all of our jobs
O ST d PROFIT th L Si
-
8/2/2019 Copy of Lean Six Sigma
23/85
23
To do PROFIT we can use the Lean SixTo do PROFIT we can use the Lean Six
Sigma Strategy Sigma Strategy
for turning manufacturing and businessprocesses into competitive weapons.
Producing what is needed, when it isneeded, with a minimum amount of
materials, equipment, labor and space.
Prime Directive - to continually seek out and
eliminate waste and wasteful practices.
-
8/2/2019 Copy of Lean Six Sigma
24/85
24
The Lean Six Sigma Strategy The Lean Six Sigma Strategy
with these 4 Main Goals:
#1) IMPROVE QUALITY#1) IMPROVE QUALITY
#2) ELIMINATE WASTE#2) ELIMINATE WASTE
#3) REDUCE LEAD TIME#3) REDUCE LEAD TIME
#4) REDUCE TOTAL COSTS#4) REDUCE TOTAL COSTS
With an overriding principle: Safety 1Safety 1stst
!!to continually seek out and eliminate unsafe operating
conditions and practices in every aspect of our
Business.
-
8/2/2019 Copy of Lean Six Sigma
25/85
25
The Lean Enterprise is a Strategy The Lean Enterprise is a Strategy
with these 4 Main Goals:
#1) IMPROVE QUALITY#1) IMPROVE QUALITY
#2) ELIMINATE WASTE#2) ELIMINATE WASTE
#3) REDUCE LEAD TIME#3) REDUCE LEAD TIME
#4) REDUCE TOTAL COSTS#4) REDUCE TOTAL COSTS
With an overriding principle: to continually seek out and eliminate unsafe operating conditions and
practices in every aspect of our Business and every process within our
Operations and to constantly, and consistently, enhance Health/Welfare,
Safety and Environmental concerns and issues.
-
8/2/2019 Copy of Lean Six Sigma
26/85
26
With a well-planned implementation,
overall expectedRESULTSmay include a (within 12 months)
35% to 50%reduction in lost time/safety-related incidents and accidents
15% to 30%decrease in scrap and rework
25% to 40%reduction in total cycle time
The Promise of Lean Six SigmaThe Promise of Lean Six Sigma
-
8/2/2019 Copy of Lean Six Sigma
27/85
27
Lean Six Sigma Benefits.
The Benefits Are There For The Taking
The Benefits Always Include Increased Market Share, Lowered Cost HigherProfits And Happier Customers (And Shareholders)
Lean Is The Only Answer Known That Provides These Benefits
Lean Never Fails If You (R-E-A-L-L-Y) Do It
Saying Lean Is Not Doing Lean
Every Successful Business That Competes In An Over-capacity Or Price-sensitive Market Is Doing Lean Whether They Know It Or Not
-
8/2/2019 Copy of Lean Six Sigma
28/85
28
Lean Six Sigma
Philosophy and Key Concepts The 5 core principles of Lean
Define value-added and non-valued added
activity Define the 7 most common types of waste
and their causes.
Review a systematic approach to discover
waste within a process.
-
8/2/2019 Copy of Lean Six Sigma
29/85
29
Learn the 5 Core Principles of Lean:1) Specify value in the eyes of the customer
2) Identify value stream and eliminate waste
3) Make value flow at pull of the customer
4) Involve & empower employees
5) Continuously improve in pursuit of perfection
Lean Six Sigma
-
8/2/2019 Copy of Lean Six Sigma
30/85
30
Customer perceives valueCustomer perceives valueValue Added Activity
An activity that changes the size,
shape, fit, form, or function of material
or information (for the first time)to satisfy the customer.
Non-Value Added Activity
Those activities that consume time or
resources, but do not add value in the
eyes of the customer.
Lean Six Sigma
-
8/2/2019 Copy of Lean Six Sigma
31/85
31
Value Added
Any activity or operation performed that helps transform a product or servicefrom its raw state into its finished form.
Completed right the first time.
Any activity customer is prepared to pay for. Activity required to ensure that a
product or service is delivered in conformance to specification.
Non-Value Added
Any activity that doesnt help to transform a product or service into its final
form. Activity not performed right. Activity customer not willing to pay for.
This includes:
Unnecessary process steps Movement of inventory, paperwork, etc.
Re-work, corrections, etc.
Storage between operations, batching inventory
Wait times, delay times, idle times
Lean Six Sigma - Definitions
-
8/2/2019 Copy of Lean Six Sigma
32/85
32
Lean Six Sigma - 7 most common wastes
Identify and reduce: Defects (repair, rework, scrap)
Overproduction (inventory)
Transportation (conveyance)
Waiting (queue time)
Inspection (reliance on mass inspection/ verification)
Motion (parts, paper, people) Process, itself (over-processing, long cycles)
Commonly referred to as the 7WsCommonly referred to as the 7Ws
*7 common wastes of production*7 common wastes of production
(Shingo)(Shingo)
Commonly referred to as the 7WsCommonly referred to as the 7Ws
*7 common wastes of production*7 common wastes of production
(Shingo)(Shingo)
MUDA = non-value added activity (waste)MUDA = non-value added activity (waste)
-
8/2/2019 Copy of Lean Six Sigma
33/85
33
Motion
Waiting time
Overproduction
Processing time
Defects
Inspection
Transportation
Problems/ Causes
Incorrect layoutsLack of proximity of machinesOff-line resources
Waiting workers, machines, materialLong set-ups and lead times
Large batches, raw material stocksHigh WIP, finished goods stocks
Making for the sake of itIgnoring customer demands
Long cycle times- process, itselfReduced efficiency- over processingHigh overall lead times
Long delays for rectificationCostly reworkDissatisfied customers
Approvals of approvalsHigh number of verification stepsReliance- Mass inspection technique
Unnecessary movementExtra handling
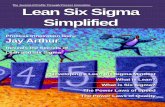
Types of Waste (7Ws)
ValueAdded
Non- Value Added,
but necessary
Waste
Focus on
reduction
Peop
le
Proce
ss
Pro
du
ct
The Causes of Waste in most ProcessesThe Causes of Waste in most Processes
-
8/2/2019 Copy of Lean Six Sigma
34/85
34
Product Lead-TimeProduct Lead-Time
RawMaterials
FinishedGoods
Value AddedTime
Non- ValueAdded Time
TIME
Lean Six Sigma
-
8/2/2019 Copy of Lean Six Sigma
35/85
35
Product Lead-TimeProduct Lead-Time
95% Non- Value Added95% Non- Value Added
Lean Six Sigma
Historically,Historically,
improvement effortsimprovement efforts
have been focused here.have been focused here.
-
8/2/2019 Copy of Lean Six Sigma
36/85
36
Product Lead-TimeProduct Lead-Time
Whereas, Process Analysis activitiesWhereas, Process Analysis activitiesshouldshould
Focus here - the Elimination of WasteFocus here - the Elimination of Waste
(MUDA)(MUDA)
95% Non- Value Added95% Non- Value Added
Lean Six Sigma
-
8/2/2019 Copy of Lean Six Sigma
37/85
37
Identifying WasteIdentifying WasteWaste can take many forms; some causes of themost common forms of waste include:
lack of adherence
unnecessary approvals or signatures
reviews of reviews
multiple hand-offs
transportation
long setup time
correction, and
over-production
Lean Six Sigma
-
8/2/2019 Copy of Lean Six Sigma
38/85
38
Identifying WasteIdentifying Waste
Other causes of waste may include:
poor maintenance
lack of training
poor supervisory skills
ineffective production planning/ scheduling
lack of workplace organization
Supplier quality/ reliability
In most cases, inventory is wasteful; moreimportantly, inventory hides all sorts ofproblems in the company
Lean Six Sigma
-
8/2/2019 Copy of Lean Six Sigma
39/85
39
Learn to Recognize the Types of Waste
From Taiichi Ohno, Architect of the Toyota Production System
PEOPLE
TYPESOF
WASTE
Processing
Motion
Waiting
FixingDefects
Making Too
Much
Moving
Things
Inventory
QUANTIT
Y
QUALITY
Overproduction / Making To Much
Ties up capital, diverts production fromcustomer requirements, loss of inventories
Transporting / Moving ThingsUnnecessarily increases production time,
extra WIP
Unnecessary Stock / InventoryTies up capital, risk of changes
WaitingDecreases productivity, wastes personnel
resources
Unnecessary MotionIncreases production time, unnecessary
operator motion
ProcessingPoorly designed / incapable processes
DefectsScrap, rework, returns
Lead time reduction is achieved by identifying and eliminating waste
-
8/2/2019 Copy of Lean Six Sigma
40/85
40Inventory Hides ProblemsInventory Hides Problems
Long
Set-up
TimePoor
5-S
Quality
ProblemsLine
Imbalance
Down-
Time
Vendor Delivery Problems
Poor
Scheduling
Poor
Communication Absenteeism
Poor
Process
Capability
Raw Material Finished Goods
Your CompanyYour Company
Lean Six Sigma
-
8/2/2019 Copy of Lean Six Sigma
41/85
41
Process Analysis to the RescueProcess Analysis to the Rescue
we have only begun to deal with issues involved
in trying to tie everything together for a whole-
system approach. Some of the problems that
continue to confound us are the following:The way manufacturing works with Sales makes
scheduling and running the plants difficult.
We compound the above problem by the way we order from
suppliers.
Labor and management still dont trust each other.
The way we measure performance doesnt provide information usefulto running a plant and often encourages wrong decisions.
Lean Six Sigma
-
8/2/2019 Copy of Lean Six Sigma
42/85
42
Look at the 3 Real Things in every operation
Material Flow
(or Business Steps i.e. transactional processes)
Information Flow (data)
Work-in-process (could be both)
Lean Six Sigma How to Discover Waste
-
8/2/2019 Copy of Lean Six Sigma
43/85
-
8/2/2019 Copy of Lean Six Sigma
44/85
44
Be on the look-out for these
3 Major contributors
Overburden/ Overdoing
Unevenness
Process methods
Lean Six Sigma How to Discover Waste
-
8/2/2019 Copy of Lean Six Sigma
45/85
45
Be on the look-out for these
3 Major contributors
Overburden/ Overdoing (muri)
- waste caused by how work and tasks are designed
Unevenness (mura)- waste caused by poor quality (process unpredictability)
Process methods (muda)- waste caused by DOT WIMP
Lean Six Sigma How to Discover Waste
-
8/2/2019 Copy of Lean Six Sigma
46/85
-
8/2/2019 Copy of Lean Six Sigma
47/85
47
Lean Six Sigma - What actions must we take?
We must
design products to match a stable,
standard production process
gain Market share
- and - increase our competitiveness !
Now how do we get there ??Now how do we get there ??
-
8/2/2019 Copy of Lean Six Sigma
48/85
48
Lean Six Sigma
Utilize the process DMAIC Utilize the process DMAIC
(Define, Measure, Analyze, Improve and Control)(Define, Measure, Analyze, Improve and Control)
Understand the Problem
Form the Team
Understand the Process
Gather Process Data
Analyze the Process
Identify possible Corrective Actions
Screen/ Experiment to select best action
Implement Action Verify Action
Sustain Improvement
-
8/2/2019 Copy of Lean Six Sigma
49/85
49
The Lean Six Sigma is a Strategy The Lean Six Sigma is a Strategy for turning manufacturing and business
processes into competitive weapons.
Producing what is needed, when it isProducing what is needed, when it is
needed, with a minimum amount ofneeded, with a minimum amount of
materials, equipment, labor and space.materials, equipment, labor and space.
Prime Directive - to continually seek out and
eliminate waste and wasteful practices.
Lean Six Sigma
-
8/2/2019 Copy of Lean Six Sigma
50/85
50
SIX SIGMA
-
8/2/2019 Copy of Lean Six Sigma
51/85
51
Six Sigma
Six Sigma is the term applied to the
application of the DMAIC methodology.
It is a structured, disciplined, rigorous
approach to process improvement.
The five steps link to each other into a
logical sequence, creating an infinite
loop for process improvement.
The goal of the method is to achieve 3.4
defects per million parts (or
opportunities of doing it wrong), mostcommonly known as 6 Sigma.
-
8/2/2019 Copy of Lean Six Sigma
52/85
-
8/2/2019 Copy of Lean Six Sigma
53/85
53
Six Sigma
If the organization you work for has a Six SigmaProgram in place, not necessarily guarantee the
success of the organization. It depends on good
teams, good steering committee and champions
as well as management support.
In any Six Sigma program, keeping the right people
engaged towards success is the key.
-
8/2/2019 Copy of Lean Six Sigma
54/85
54
Six Sigma DEFINE Stage:
The objective in this area is to create a clear
statement, a Team Charter, that depicts the
success story to be created.
Shows a high level description of the
processes being improved and the expectedachievements.
Show how your customers will be impacted
The most critical stage to catch the supportfrom your organization.
-
8/2/2019 Copy of Lean Six Sigma
55/85
55
Six Sigma MEASURE Stage:
The whole objective here is to gather data and
information that will help you in pin pointing the realcauses of the problem being resolved.
Here you will know your current situation and the
expectation on how much can be improved.
Information here, helps to refine your define stage ifneeded.
Set up the basis for the next stage:
-
8/2/2019 Copy of Lean Six Sigma
56/85
56
Six Sigma ANALYZE Stage:
The objective here is to get the data and
use statistical tools to identify the root
cause(s), create a hypothesis (orseveral ones) and prove them out.
The ones that prove to be the real
causes, are the ones needed to beaddressed on the next stage.
-
8/2/2019 Copy of Lean Six Sigma
57/85
57
Six Sigma IMPROVE Stage:
The target id to implement actions to
correct the problems identified on the
previous stage.These actions need to be tested and
measured to verify that are effective.
The effective methods set the basis forthe next stage.
-
8/2/2019 Copy of Lean Six Sigma
58/85
58
Six Sigma CONTROL Stage:
The target in here is to turn the solutions found into a rentable
change in the processes.
These changes are to monitor the performance, maintain the
benefits from the solution implemented and set the ground for
new improvement opportunities as the new data being
collected feeds the DMAIC cycle for another project.In the regulated industry, theses changes might require, new
procedures (SOP) and Validations to ensure compliance to
ISO and FDA regulations as applicable.
-
8/2/2019 Copy of Lean Six Sigma
59/85
59
Six Sigma Summary
Each single stage relies on the previous one for
a comprehensive effect.
Cutting corners is prohibited in Six Sigma.
All data generated and used must be kept in an
organized fashion, might be helpful when theDMAIC cycle gets you to a problem where
that particular information was already
gathered.
Si Si T l B
-
8/2/2019 Copy of Lean Six Sigma
60/85
60
Six Sigma Tool BoxTOOL NAME D M A I C TOOL NAME D M A I C
Affinity Diagram X X Frequency Plots X X X XBrainstorming X X FMEA (Failure Mode & Effect Analysis) X
Business Case X Gage R & R X
Cause-and- Effect Diagrams X Hypotesis Tests X
Charter X t-test
Consensus X paired t-test
Control Charts X X X X ANOVA
Continuous data Chi Square
Individuals Kano Model X
X-Bar, R Planning Tools X
EWMA Gantt Charts
Discrete data Planning Gridp,np Pareto Charts X X X
c,u Prioritization Matrix X X
Critical to Quality Tree X Process Capability X X
Data Collection Forms X X X X Process Sigma X X
Check Sheet Quality Control Process Chart X
Pfrequency Plot Check Sheet Regression X
Confirmation Check Sheet Rolled Throughput Yield X
Concentration Diagram Sampling X X X X
Data Collection Plan X X X X Scatter Plots X
Design of Experiment X X SIPOC (Suppliers, Inputs,Process,Outputs,Customers) X
Full Factorial Stakeholder Analysis X XReduced Fractions Standardization X
Screening Designs Stratification X X X X
Placket-Burnham Designs Stratified Frequency Plots X
More than Two Levels Time Series Plots (Run Charts) X
Flow Diagrams X X X X X VOC (Voice of the customer) X
CYCLE STAGE CYCLE STAGE
-
8/2/2019 Copy of Lean Six Sigma
61/85
61
Six Sigma -Summary
After each stage is completed,demand a meeting a with thepeople that must know, theprogress is your best selling tool tokeep getting the support.
Dont be shy your champion isthere to assist you, the Black Beltis there to help you; no one is anexpert on all the statistical tools,
so ask for help before assumingincorrectly.
L Si Si
-
8/2/2019 Copy of Lean Six Sigma
62/85
62
Lean Six Sigma
Six Sigma alone is not LeanManufacturing, is just one tool,that combined with statistics cangive you solutions.
Using the DMAIC cycle and using
other Lean Manufacturing toolsinstead of Statistics can alsoproduce results.
L Si Si A h d T h i
-
8/2/2019 Copy of Lean Six Sigma
63/85
TYPE OFWASTE
WASTEREDUCTIONAPPROACH
METHOD DESIREDRESULT
Standard Work
Workplace
Organization
Kaizen
WorkplaceManagement
Just-in-time
Error
Proofing
Processing
Motion
Waiting
WhatYouNeed,WhenYou
NeedIt
HighlyEfficient,
SafeWorkAreasWithHigh
Output
GoodQuality
Inventory
Moving
Things
Making Too
Much
FixingDefects
Leveling
Kanban
Quick Setup
Preventive
Maintenance
Detection
Warning
Prediction
Prevention
CATEGORYOF WASTE
PEOPLE
QUANTITY
QUALITY
FOCUSPOINTS
Work Balance
WIPLocation/Amount
Kanban Location
Kanban Types
Lot Sizes
Changeover Analysis
PM Analysis
Layout
Labeling
Tools/PartsArrangement
Work Instructions
Efficiency
Takt Time
Skills Training
Shift Meetings
Cell/Area Teams
Visual Displays
Appropriate AutomatedAssistance
Fixture Modifications
Successive Checks
Limit Switches
Check Sheets
Photocells, Templates,Etc.
Cross Training
PRINCIPALWORKSHEETS
Standard WorkSheet (SWS)
Time ObservationForm (TOF)
Standard WorkCombination
Sheet (SWCS)Work Load
Balancing Sheet(WLBS)
Kaizen TargetSheet (KTS)
Kaizen ActionSheet (KAS)
SWSSWCSWLBSKanbansTable of
ProductionCapacity ByProcess (TPCP)
PM SchedulingSheet (PMSS)
SWCS
Error ProofingAction Sheet(EPAS)
Error Proofing ToDo List (EPL)
Skill VersatilityVisual Display
JidokaAutonomation
20 Keys
Kaizen - one
effective
method among
many that
engages PEOPLE
and recruits
the other tools
Lean Six Sigma- Approaches and Techniques
-
8/2/2019 Copy of Lean Six Sigma
64/85
64
KA
IZ
EN
Kaizen = Continuous Improvement
-
8/2/2019 Copy of Lean Six Sigma
65/85
65
Kaizen = Continuous Improvement
Kai = Small, Continuous ChangeZen = Ongoing Change For The
Better
Structured, Focused, Coached,Mandated & Required Activity ToCompel Every Employee To
Participate In Improving The QualityAnd Efficiency Of Their Day-to-dayMicro-processes
Not A Suggestion Box Program
Building Blocks of Lean Production
Just-in-time
Standard operations
Mistake-proof processing
Pull production & single pieceflow
Cellular manufacturing
Visual workplace
Kaizen is the transport vehicle
to import these building blocks
of lean production
These concepts are equally applicable to the factory floor and within the office
Lean Six Sigma Guides for Kaizen
-
8/2/2019 Copy of Lean Six Sigma
66/85
66
Reject the current situation
Keep an open mind to change
Maintain a positive attitude
Make problems visible; make
the workplace visual
Never leave in silentdisagreement
Practice mutual respect every
day
One person, one voice - noposition or rank
Theres no such thing as a dumb
question
Take action over excuses and
make actual improvements now
Get on base rather than go for the
long ball (small progress vs. all)
Use your head rather than your
money
Destroy myths of fixed production
Its a never ending task
HAVE FUN andJUST DO IT!
Lean Six Sigma Guides for Kaizen
-
8/2/2019 Copy of Lean Six Sigma
67/85
67
VALUEVALUE
STREAMSTREAM
MAPPINGMAPPING
L Si Si Sh t Hi t
-
8/2/2019 Copy of Lean Six Sigma
68/85
68
Origins in Toyota, circa1955 The way of doing business
Also called Material and Information Flow Mapping
Used by Toyota Motors to show both current and ideal states
as part of the lean implementation process
Discussed in Lean ThinkingFurther developed and
documented by the Lean
Enterprise Institute of
Brookline, Mass.
Learning to See
19961998
Lean Six Sigma Short History
L Si Si Wh t i V l St ?
-
8/2/2019 Copy of Lean Six Sigma
69/85
69
Total Value Stream
SUPPLIERS YOUR PLANT OR BUSINESS CUSTOMER TO END USER
All the actions, both value added and non-value added, currently
required to bring a product from raw materials to the customer.
All the actions, both value added and non-value added, currently
required to bring a product from raw materials to the customer.
Lean Six Sigma What is Value Stream?
Lean Six Sigma Value Stream Perspective
-
8/2/2019 Copy of Lean Six Sigma
70/85
70
A value stream is all the actions (both value added and non-value
added) currently required to bring a product (or transaction) though themain flows essential for every product/ service: from raw material/
(customer need), through all the required steps, then back to the
arms of the customer.
Taking a value stream perspective means working on thebig picture, not just individual processes, and improving
the whole, not just optimizing the parts.
TOTAL VALUE STREAM
SUPPLY
PARTNERS
YOUR PLANT OF COMPANY CUSTOMER TO END USER
Lean Six Sigma Value Stream Perspective
Lean Six Sigma Value Stream Map
-
8/2/2019 Copy of Lean Six Sigma
71/85
71
WIP 870
QTIME
72H
MELT
903M
INSP
CHEM
Hold
Furnace
Cast
903
INSP
PROFILE
WIP 696
QTIME
P/T 6N
LOT 75K
P/T 8H
WIP 8 COILS
120K
P/T 3 HR
15K
WIP
STORE STAGEBREAKDOWN
911
REC STAGE
LEAD 2231.1
VA 210.17%SCRAP
WIP
746K
QTIME
8 1OK
LOT 1 COILTIME .1
WIP 15K
WIP
108K
8HR
Q/T
8
DOWNTIME 15%
DOWNTIME 15.5%
8 6 8 3
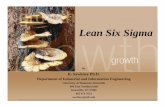
OperationalOperationalexampleexample
Map major process steps
I.D. Value (green/ yellow) / Non-value (red)
Capture all times, quantities
Prioritize areas to improve
X SHIPPED PER DAY
850K
1.870 WIP BEING WORKED
4.276 WIP BEING STORED
Lean Six Sigma Value Stream Map
Lean Six Sigma Value Stream Map
-
8/2/2019 Copy of Lean Six Sigma
72/85
72
Customer
MACHINING
C/T=1568 m
C/O=50 min.
2 SHIFTS
OPER. 48
Daily
FIFO
Prodn Cont.
Supplier OrdersOrders
IRREGULAR
ASSEMBLY
C/T=936 m
C/O=0 min.
1 SHIFT
OPER. 24
TEST
C/T=60 m
C/O=30 min.
1 SHIFTS
OPER. 5
FINISH
C/T=210 m
C/O=0 min.
1 SHIFTS
OPER. 6
DISPATCH
C/T=30 m
C/O=0 min.
1 SHIFTS
OPER. 2
FIFOFIFO
OXOX
1 DAY
2 DAYS 2 DAYS
900 MINS 900 MINS 240 MINS 150 MINS 120 MINS
1568 MINS 936 MINS 60 MINS 210 MINS 30 MINS
4 WEEKS
OUT
12 WEEK FORECAST
< 1/2 DAY
-
8/2/2019 Copy of Lean Six Sigma
73/85
73
To understand the current situation - Thebig picture point of view (To use as a tool to
improve the whole vs. optimizing the parts)
Exposes sources of waste - not just the waste
Shows linkage between information flow and
material flow
Forms the blueprint to identify areas ofimprovement
Lean Six Sigma Why do Value Stream Mapping?
Lean Six Sigma Why do Value Stream Map do for us?
-
8/2/2019 Copy of Lean Six Sigma
74/85
74
It helps visualize more than just the single-process level, i.e.assembly, welding, etc., in production. You can see the whole
flow.
It helps to see more than waste. Mapping helps to see the sources
of waste in your value stream.
It provides a common language for talking about manufacturing
(and transactional) processes.
It makes decisions about the flow apparent, so you can discuss
them. Otherwise, many details and decisions in your area just
happen by default. By adding data, it ties together lean concepts and six sigma
techniques, which helps you avoid pet projects.
Lean Six Sigma Why do Value Stream Map do for us?
Lean Six Sigma V l St M i E ti l T l
-
8/2/2019 Copy of Lean Six Sigma
75/85
75
It forms the basis of an implementation plan. Byhelping you design how the whole door-to-door flow
should operate - a missing piece in so many lean
efforts - value stream maps become a blueprint for
improvement. Imagine trying to build a house withouta blueprint!
It shows the linkage between the information flow
and the material flow. No other tool does this.
Lean Six Sigma Value Stream Map is an Essential Tool
Lean Six Sigma Value Stream Map is an Essential Tool
-
8/2/2019 Copy of Lean Six Sigma
76/85
76
It enhances the quantitative tools and layout diagrams
that produce a tally of non-value added steps, leadtime, distance traveled, the amount of inventory,
and so on.
Value stream mapping is a qualitative tool by whichyou describe in detail how your facility should
operate in order to create flow. Numbers are good
for creating a sense of urgency or as before/ after
measures. Value stream mapping is good for
describing what you are actually going to do to
affect those numbers.
Lean Six Sigma Value Stream Map is an Essential Tool
Lean Six Sigma Process Map Analysis
-
8/2/2019 Copy of Lean Six Sigma
77/85
77
SteelRecd
PartsStocked
Componentsmachined
Plate Steelburned
StructuralSteel Sawed
Steelstocked
Weld Shop Paint Shop
Elect/Mech PartsRecd
Blasting BoothSand Bast
Mech parts toMech Assembly
Staging
Partsstocked
Inspection
MechAssembly
Elect parts toElect Assembly
Staging
ElectAssembly
InspectionRun TestCratingShippingWarehouseShip to
Customer
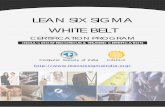
Steel Fabrication Process (Current State)
Can you identify areas for improvement?
Lean Six Sigma Process Map Analysis
Lean Six Sigma Process Map Analysis
-
8/2/2019 Copy of Lean Six Sigma
78/85
78
SteelRecd
Componentsmachined
Plate Steelburned
StructuralSteel Sawed
Weld Shop Paint Shop
Elect/Mech PartsRecd
Blasting BoothSand Bast
All parts toAssemblyStaging
Inspection
Mech/ElectAssembly
Inspection &Run Test
Ship toCustomer
Steel Fabrication Process (Future State)
Shipping &Crating
Lean Six Sigma Process Map Analysis
-
8/2/2019 Copy of Lean Six Sigma
79/85
The Benefits of Implementing 5SThe Benefits of Implementing 5S
-
8/2/2019 Copy of Lean Six Sigma
80/85
80
The Benefits of Implementing 5SThe Benefits of Implementing 5S
5S provides a basis for being a world-class competitor and
the foundation for a disciplined approach to theworkplace.
Safer working conditions
A cleaner and more organized work area
Reduction in non-value added time
Effective work practices
Efficient work processes
Facilitating a change: Safer, Better, Faster !Facilitating a change: Safer, Better, Faster !
And The 5-Ss areAnd The 5-Ss are
-
8/2/2019 Copy of Lean Six Sigma
81/85
81
And The 5 S s areAnd The 5 S s are
Seiri (Separate) or Sort
Seiton (Straighten) Store, or Put-in Place
Seiso (Clean) or ShineSeiketsu (Standardize)
Shitsuke (Discipline) or Sustain
+ Safety !+ Safety !
Sometimes called 5S + 1 or 6SSometimes called 5S + 1 or 6S
-
8/2/2019 Copy of Lean Six Sigma
82/85
82
Sometimes called 5S + 1 or 6SSometimes called 5S 1 or 6S
Safety 1Safety 1stst !!(in everything we do!)
Seiri (Separate) or Sort
Seiton (Straighten) Store, or Put-in Place
Seiso (Clean) or Shine
Seiketsu (Standardize)
Shitsuke (Discipline) or Sustain
Lean Six Sigma - Other Lean Tools
-
8/2/2019 Copy of Lean Six Sigma
83/85
83
Lean Six Sigma - Other Lean Tools
Root Cause Analysis and CorrectiveAction (RCCA) 5 Why Technique
Spaghetti Charts
Pareto Analysis Visual Displays
Visual Controls
Total Predictive Maintenance
SMED Single Minute Exchange of Dies.
Lean Six Sigma
-
8/2/2019 Copy of Lean Six Sigma
84/85
84
Lean Six Sigma
LEAN SIX SIGMA
-
8/2/2019 Copy of Lean Six Sigma
85/85
LEAN SIX SIGMA
REFERENCES:
The Lean Enterprise http://www.freeleansite.com/
Six Sigma Green Belt and Champion Training BD Training
The Kaufman Consulting Group, LLC (KCG) BD Training
Six Sigma Pocket Guide, Rath & Strongs (ISBN: 0-9705079-0-9)