Controlling Set Times during Gypsum Board Production ... · PDF filePublished at October 2011...
8
Published at October 2011 Controlling Set Times during Gypsum Board Production: Advanced Additive Solutions Markus Müller, Christina Hampel
-
Upload
nguyenquynh -
Category
Documents
-
view
218 -
download
0
Transcript of Controlling Set Times during Gypsum Board Production ... · PDF filePublished at October 2011...

Published at October 2011
Controlling Set Times during Gypsum Board Production: Advanced Additive SolutionsMarkus Müller, Christina Hampel

2
Sika Services AG | CH-8048 Zurich | SwitzerlandPhone: +41 58 436 40 40 | Fax: +41 58 436 41 50 www.sika.com
s i n c e 1 9 1 0
Innovat ion & Consistency
If production of consistent, high quality yet economical construction products is your goal, Sika’s ViscoCrete line of products is your solution. Sika offers you professional technical support, functional service and the delivery of high- quality products – tailored to achieve your specific requirements and maximize your plant’s profitability. We understand the challenges of varying raw-material qualities, rising energy prices and stricter health and environmental regulations.Our innovative additive solutions for efficient water reduction (like Sika® ViscoCrete® G-2) and setting-time control (Retardan®-200 L) were developed for a sustainable and cost-optimized gypsum board production.
Sika Adds Value to Your Gypsum Boards

3
ApproximateTime to Knife
Accelerated Set
Snap Set
Time (minutes)
Hydr
atio
n (%
)
0 1 2 3 4 5 60
20
40
60
80
100
ABSTRACT
Gypsum boards are produced in a highly automated continuous process. Quick setting and hardening is of crucial importance to run the production at high speed for maximum capacity utilization. The use of calcined gypsum in combination with highly effective accelerator, especially fine ground gypsum, is currently state of the art. Consequently, the setting starts immediately after binder contact with water. On the other hand, beginning of setting needs to be delayed to enable an efficient mixing process and a homogeneous distribution of plaster slurry at the forming table.In our study, various commercially available retarders were tested for their efficiency and compatibility with numerous mix-design components. A new high-performance gypsum retarder, Retardan®-200 L, was found to set a new standard in retarding efficiency without demonstrating the known negative characteristics of existing technologies.
BACKGROUND
Gypsum Board ProductionGypsum boards are made of a thin core of gypsum between 2 cardboard sheets. It is manufactured in a highly automated continuous process. The plaster is mixed with water, various additives and prefabricated foam to form a slurry which is then poured onto a cardboard sheet, homogenously distributed and covered with a second cardboard layer. On a long setting-line the binder (mainly consisting of beta-calcium sulfate hemihydrate, CaSO4 ∙ ½H2O) reacts with water to again form gypsum (calcium sulfate dihydrate, CaSO4 ∙ 2H2O). The formed crystalline structure sets and hardens and gives gypsum boards a certain strength and adhesion to the cardboard sheets. After the setting process, boards are cut from the continuous line to the appropriate length and transferred into the dryer, where excess water is dried out of the boards resulting in the finished product.
Gypsum HydrationHydration generally includes dissolution and precipitation process. In this case, beta-hemihydrate releases Ca+ and SO4
2--Ions to the liquid phase. Gypsum has a lower solubility then beta-hemihydrate at room temperature. Because of this, it precipitates from the supersaturated solution. The crystallization of gypsum follows the law of nucleation and crystal growth.
Setting-Time ControlQuick setting and hardening is of crucial importance for the production process of gypsum boards. On the other hand, beginning of setting needs to be delayed to enable an efficient mixing process and a homogeneous distribution of plaster slurry at the forming table.The rate of plaster setting can be precisely controlled by the use of additives. Those that interfere with the nucleation – predominantly the retarders and the dihydrate-based accelerators – have a significantly stronger effect than substances that operate by affecting the solubility /1/.The use of calcined gypsum in combination with highly effective accelerator, especially fine ground gypsum, also called BMA (Ball Mill Accelerator), is currently state of the art and widely understood /2/. Consequently, the gypsum crystal growth accompanied by the setting process starts immediately after binder contact with water. Modern wallboard production lines require an end of the setting process in less than 10 minutes. This can be reached only by high accelerator dosages – often above 0.5%.
In many cases, such high accelerator dosage does not give the needed workability time of the plaster slurry of around 30 seconds before initial setting. Negative consequences of premature setting, occurring either in the mixer or on the forming table, are well described /3/: “Setting in the mixer would lead to material build up that restricts flow and requires frequent cleaning. Lumps may be formed in the slurry or a stiffening of the slurry may occur, which produces cavities in the board core. These cavities appear often at the core to paper interface and can result to poor bond to the paper.”
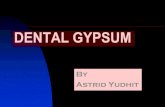
Diagram 1: Snap set versus accelerated set
“Therefore, in wallboard manufacture, a combination of retarders and accelerators are typically used to produce a snap set (Diagram 1). This type of set is characterized by the lengthening of the induction period during where no noticeable temperature is generated. This is followed by initial setting period and subsequently by a more rapid setting as compared to the usual accelerated setting. This also results in an earlier completion of the setting process. Therefore, a snap set avoids setting in the mixer or on the forming table and it assures complete hydration (95-98%) prior to cutting and drying. Also, snap set maximizes the strength of the board core, which is particularly desirable for the manufacture of lightweight board. (…) The use of retarders also tends to minimize the initial setting action in the mixer caused by minor quantities of gypsum that has not been calcined. It may also promote correct accelerator use. Under these conditions, the retarder may enhance slurry fluidity, provide for better incorporation of foam into the slurry, and maintain a cleaner mixer. If optimum retarder usage is maintained, the wet bond will also be increased.” /3/

4
0
250
500
750
1'000
1'250
1'500
1'750
2'000
2'250
0 10 20 30 40 50 60 70 80 90 100 110 120 130 140
time (min)
velo
city
(m/s
)
amino acid A 0.006% protein hydrolysate 0.006% Retardan-200 L 0.006%amino acid A 0.012% protein hydrolysate 0.012% Retardan-200 L 0.012%
0
1
2
3
4
5
6
7
8
9
10
11
12
0 10 20 30 40 50 60 70 80 90 100 110 120 130 140
time (min)
∆ te
mpe
ratu
re (K
)
amino acid A 0.006% protein hydrolysate 0.006% Retardan-200 L 0.006%
amino acid A 0.012% protein hydrolysate 0.012% Retardan-200 L 0.012%
Retarder TechnologiesThe mechanism of retardation has been studied widely and can be described as the following: The additive does not affect the dissolution behavior of the binder, which is under the given conditions diffusion-controlled. Rather nucleation and crystal growth are influenced. Adsorption occurs on the surfaces and the crystal seeds, so further growth is affected. The further accumulation of calcium and sulfate ions can be blocked completely or partially. The latter applies to fruit acids, resulting in changed growth rates of the plaster surfaces and thus to changes in crystal morphology. This leads to changes in crystal structure formation and porosity and thus to different strengths of gypsum products /4, 5/.Fruit acids and their salts, especially citric acid and citrates as well as tartaric acid and tartrates, are well known gypsum retarders. They are still widely used is some area such as in calcium sulfate based dry-mortar formulations. Due to negative technical side effects, such as strength loss (citric acid) and extension of final setting (tartaric acid), as well as limited availability and quality variations, their use has not been proven in gypsum applications.Today, various retarder technologies are available for wallboard production. Retardan® is well known as an efficient retarder and used in the gypsum industry for several decades. In contrast to significant quality variations of fruit acids, it has consistent manufacturing repeatability which results in a uniform and high quality additive product. Retardan® L and Retardan® P (‘L’ for liquid, ‘P’ for powder) still are the no. 1 retarders for high quality gypsum products, especially when high tolerance concerning changes in pH value is needed /6/. Common alternative technologies are based on pentasodium salt of diethylenetriaminepentaacetic acid (DTPA-Na5), various types of phosphates and phosphonates in acid or salt form, and protein hydrolysates. Protein hydrolysates are known to promote the formation of mold in final gypsum product and therefore of limited applicability.Retardan® 200 L, based on modified amino acid, was developed to satisfy the market need for a retarder for setting time control of gypsum binders that would minimize and/or eliminate the negative side effects of the traditional retarder technologies. In the present study, the applicability of this new additive versus existing technologies was investigated on gypsum board production.
INveSTIGATIve MeTHODS AND MATeRIALS
Various industrially produced hemihydrate plasters based on FGD gypsum and natural gypsum were tested. Common commercially available retarders were compared, including technologies based on amino acid, protein hydrolysate and DTPA. To improve reproducibility of lab-test results, higher retarder dosages were used then at large-scale application.The setting behavior of the plaster was characterized by common penetration procedures (knife cut for initial setting and thumb pressure for final setting) as well as continuously by ultrasonic testing. The plaster hydration process was analyzed by following the heat development of this exothermal reaction. For rheological measurements, a cylinder of 50 mm inner diameter and height of 50 mm was used. The spread diameter of the dispersion, as the average of two perpendicular diameters, was defined as slump flow.
ReSULTS AND DISCUSSION
Retarding efficiencyThe effect of different retarders on plaster setting and hydration was evaluated. The results are shown in Diagram 2 and Diagram 3.
Diagram 2: Development of ultrasonic velocity of plaster slurry over time at various retarder types and dosages (% of pure active substance); w/g=0.65.
Diagram 3: Hydration heat development of plaster slurry over time at various retarder types and dosages (% of pure active substance); w/g=0.65
The results confirm that all tested additives act as retarder in the plaster-water mixture. The parallel increase of all temperature and ultrasonic velocity curves indicate that hydration, and associated gypsum crystal growth which causes setting, simply start at later times. Once started, the setting process runs apparently unaffected. There is no further selective inhibition of crystal growth, as seen in the case of citric acids /4/. Therefore, all tested retarders are suitable for wallboard production and lead to fast strength development without final strength loss. Furthermore it becomes clear that Retardan® 200 L is a significantly stronger retarder than tested amino acid A and protein hydrolysate. Diagram 4 illustrates this point even more so.

5
0.00 0.01 0.02 0.03 0.04 0.05 0.06 0.07
120
100
80
60
40
20
0
dosage (%)
time
(min
)
amino acid A (39% ASC) protein hydrosate (42% ASC) Retardan®-200 L (30% ASC)
0 0.005 0.01 0.05 0.1
60
50
40
30
20
10
0
dosage (%)
setti
ng ti
me
(min
)
Retardan®-200 L - Final settingRetardan®-200 L - Initial settingDTPA-Na5 - Final settingDTPA-Na5 - Initial setting
Diagram 4: Influence of different retarders at varying dosages (% of commercially available diluted substance) on the setting time of plaster; w/g=0.65
Diagram 4 also shows that for all tested substances, plaster setting time and retarder dosage correlate. In addition, it confirms that the retarding efficiency rises when one switches formulation from the use of amino acid to protein hydrolysate to Retardan® 200 L. As an example, when comparing additive dosage at 40 minutes setting time, only about 30% of Retardan® 200 L is required versus the protein hydrolysate, and less than 20% versus dosage of amino acid A.
Rheological InfluenceAs described before, the use of accelerator is required for efficient wallboard production. When common BMA is used, the formation of gypsum crystals starts immediately after contact with supersaturated solution (plaster slurry). That leads to decreased flow behavior. The addition of retarder should prevent this negative effect.
Table 1: Influence of retarders on slump flow of accelerated plaster slurry (0.1% BMA)
Retarder Slump flow (mm) of plaster slurry based on
Type
Dosage (% of pure
active subst.)
Natural gypsum
(W/g = 0.70)
FGD gypsum
(w/g = 0.65)
- (blank) – 157 155
Amino acid A 0.02 166 194
Protein hydrolysate 0.02 168 190
Retardan® -200 L
0.02 168 195
0.04 166 194
0.08 167 194
As shown in Table 1, all retarders tested significantly improved the flow behavior of accelerated plaster with both natural and FGD-gypsum. Interestingly, dosage variations of Retardan® 200 L did not have an influence on the slump flow. As we know, during hydration, water is chemically bound and new crystals are formed thus increasing the
requirement for water. It is obvious, that the retarder prevented the hydration and the formation of new surfaces due to crystallization. Thus the retarders tested have a positive side effect: They act as water reducer. Retarders allow you to design your manufacturing process via formulation to begin the crystal growth after the mixing and forming process thus allowing less usage of water.
Interactions with other Mix-Design ComponentsThe applicability of the retarders in different plasters as well as the compatibility with BMA has been successfully proven by above results. Further investigations were carried out to determine potential interactions between retarders and other potential system components. For example, 0.2% PCE-based superplasticizer (Sika® viscoCrete® G-2) was added to the system, as it is extensively used as a HRWRA (High Range Water Reducing Additive) during wallboard production (see i.e. /7/). Retardan® 200 L was found to be compatible with the liquefier at any dosage. The flow behavior was actually slightly further improved. In another test series, the pH-value of the plaster slurry was increased by adding different amounts of Ca(OH)2 to determine the effectiveness of the new retarder in varying pH conditions. The retarder was proven to be applicable in all typical wallboard production conditions – from neutral to slightly alkaline. With increasing pH-value, the flow behavior of the slurry was further improved.In powder form (Retardan® 200 P), the new retarder technology is also used in another application field, namely, calcium sulfate based dry-mortars. In dry-mortar formulations the product proved to be compatible with other retarders like fruit acids and their salts.
experiences from Large-Scale ApplicationAfter development and extensive testing of the new retarder in the laboratory, its applicability had to be proven on an industrial scale.Retardan® 200 L (30% ASC) was tested in combination with BMA (fine ground gypsum) at w/g=0.60 in a plant scale trial using FGD-gypsum. A liquid complexing agent based on DTPA-Na5 (50% ASC) was used as a benchmark. Selected results of pre-trials are shown in diagram 5.
Diagram 5: Influence of different retarders at varying dosages (% of commercially available diluted substance) on initial and final plaster setting; w/g=0.60, 0.25% BMA

6
ReFeReNCeS
/1/ Bertoldi, G. A.: Untersuchungen zur Beeinflussung des Versteifungsanfangs und Versteifungsendes an Stuckgips. ZKG, No. 05-1973 (Volume 29) pp. 223-226/2/ Mueller, M.; Fischer, H.-B.; Hummel, H.-U.; Scheller, L.: Acceleration of the setting of hemihydrate plaster with calcium sulfate dihydrate. ZKG International, No. 03-2009 (Volume 62), pp. 54-62/3/ Kuntze, R. A.: Gypsum: Connecting Science and Technology. ASTM MNL 67, 2009, ISBN 978-0-8031-7015-5/4/ Hummel, H.-U.; Freyer, D.; Schneider, J.; Voigt, W.: Die Wirkung von Additiven auf den Kristallhabitus von Alpha-Calciumsulfat-Hemihydrat – Experimentelle Befunde und molekulare Simulationen. ZKG International, No. 10-2003 (Volume 56), pp. 61-77/5/ Koslowski, T.; Ludwig, U.: Retardation of Gypsum Plasters with Citric Acid: Mechanism and Properties. The Chemistry and Technology of Gypsum – ASTM STP 861, 1984, pp. 97-104/6/ Mallon, T.: Die Verzögerungswirkung von Gipsverzögerern verschiedener chemischer Zusammensetzung in Abhängigkeit vom pH-Wert des Gipses. ZKG, No. 06/1988 (Volume 41), pp. 309-311/7/ Mueller, M.; Hampel, Ch.: Tailor-made solutions for efficient water reduction in gypsum wallboard production. 5th International Gypsum Conference. Kazan (RU), 09/2010. ISBN 5-9900311-1-4. pp. 272-278
AUTHORS
Dr. Markus Mueller Dr. Christina Hampel Sika Services AG Sika Technology AG Tueffenwies 16 Tueffenwies 16 CH-8048 Zurich CH-8048 Zurich Switzerland [email protected] [email protected]
It was found that the new product has a much stronger retarding effect than the benchmark. It is important to note that both retarders are only shifting the initial setting to a later time in the process. The duration of the setting process, which can be interpreted from the distance of both red curves in diagram 5, remains unaffected.As it is practiced with other retarders, pure additive concentrate is pre-diluted with water (typically 1:20… 1:50) for easier additive dosing in a wallboard production environment.
SUMMARY AND CONCLUSIONS
Quick setting and hardening is of crucial importance for efficient gypsum board production. The use of BMA for set-acceleration, at times in high dosages, is state of the art. To enable an efficient mixing process and homogeneous distribution of plaster slurry at the forming table, in many instances, the beginning of setting needs to be delayed. A new high-performance gypsum retarder, Retardan® 200 L, was found to set a new standard in retarding efficiency without presence of known negative characteristics of existing technologies. This new retarder gives excellent performance at both high and low dosage rates to control the setting in the range of seconds to several hours. It is displacing the initial setting without intensity loss for desired snap set. The retarder was proven to be applicable in neutral to slightly alkaline conditions and is compatible with natural and FGD-gypsum, with BMA and all other system components tested such as Sika® viscoCrete® superplasticizers.

Sika® ViscoCrete® Technology
Einfl uss der Struktur von PCE-Verfl üssigern auf das Abbinden von Beta-HalbhydratChristina Hampel, Jörg Zimmermann, Ueli Sulser
Veröffentlicht auf Weimar, September 2009
Tailor-made Solutions for effi cient Water Reduction in Gypsum Wallboard ProductionMarkus Mueller, Christina Hampel
Published at Kazan, September 2010
Sika® ViscoCrete® and Retardan®
Gypsum and Dry Mortar Additives Product Selection Guide
ss_gypsum&mortar_selection_guide_022011_GB.indd 1 18.04.2011 15:30:42
Infl uence of the Gypsum Raw Material on the Performance of PCE-based HRWRA during Gypsum Board ProductionMarkus Mueller, Christina Hampel
Published at Paris, October 2010
7
Also Available:

Sika Services AGBusiness Unit ConcreteTüffenwies 16CH-8048 ZürichSwitzerlandPhone +41 58 436 40 40Fax +41 58 436 41 50www.sika.com
Our most current General Sales Conditions shall apply. Please consult the Product Data Sheet prior to any use and processing.
Sika – a global Player in SpecialtyChemicals for Construction and Industry
5 continents Over 70 countries 90 production and marketing companies Approx. 12,000 employees
Sika is a leading Swiss company, globally active in specialty chemicals. Our local presence worldwide links us directly with customers and ensures the success of Sika and its partners. Every day highly motivated people strive to provide the best customer service.
© S
ika
Serv
ices
AG
/ BU
Conc
rete
/ CM
S / g
ho /
11.2
011