
Concrete Recycling: Current Situation and Future ...courses.nus.edu.sg/course/bdgchewm/PF2302... ·...
58
1 | Page PF2302 Construction Technology Concrete Recycling: Current Situation and Future Possibilities Part 1 – The Current Situation Research, Literature & Case studies, Site surveys and Interviews Prepared for: Professor Chew Yit Lin, Michael By: Ang Yu Qian U080126U Chin Tai Ting Ronald U080378U Hong Xian Ye U077824U Soh Sheng Jie U087786U Tan Wei Ling Angeline U086777N Tan Yann Yee U086674H Tay Wan Ding U086684A Toh Jun Feng Jason U086655B Toh Meiying U086688Y Yeo Jing Kai U086665X 27 th October 2009
Transcript of Concrete Recycling: Current Situation and Future ...courses.nus.edu.sg/course/bdgchewm/PF2302... ·...

1 | P a g e
PF2302 Construction Technology
Concrete Recycling: Current Situation and Future Possibilities
Part 1 – The Current Situation
Research, Literature & Case studies, Site surveys and Interviews
Prepared for: Professor Chew Yit Lin, Michael
By: Ang Yu Qian U080126U Chin Tai Ting Ronald U080378U Hong Xian Ye U077824U Soh Sheng Jie U087786U Tan Wei Ling Angeline U086777N Tan Yann Yee U086674H Tay Wan Ding U086684A Toh Jun Feng Jason U086655B Toh Meiying U086688Y Yeo Jing Kai U086665X
27th October 2009
2 | P a g e
Table of Contents PART I: Literature Studies 1. Introduction 1.1 Background 1.2 Aim 1.3 Research and Proposal Methodology
1.5 Scope 1.5 Limitations 2. Importance of Recycling Construction and Demolition (C&D) Waste in Singapore 2.1 Governmental Efforts 2.1.1 Green Mark Scheme 2.1.2 SS EN 12620 2.1.3 Accreditation Scheme for Recycled Aggregate Suppliers 2.2 Why We Chose to Focus on Concrete 3. RCA and RAC 3.1 Aggregate Tests 3.1.1 Mechanical Properties 3.1.1.1 Gradation 3.1.1.2 Flakiness Index 3.1.1.3 Elongation Index 3.1.1.4 Aggregate Impact Value 3.1.1.5 LA Abrasion Value 3.1.1.6 Implications of Mechanical Properties of the RCA 3.1.2 Chemical Properties 3.1.2.1 Chloride Content 3.1.2.2 Organic Content 3.1.2.3 Sulphate Content 3.1.2.4 Implications of Chemical Properties of the RCA 3.2 Concrete Tests 3.2.1 Physical Properties 3.2.1.1 Slump Test 3.2.1.2 Air Content & Density 3.3.2 Mechanical Properties 3.2.2.1 Compressive Strength 3.2.2.2 Tensile Strength 3.2.2.3 Flexural Strength

3 | P a g e
3.2.2.4 Elastic Modulus 3.2.2.5 Creep 3.2.2.6 Shrinkage 3.3 Durability 3.3.1 Initial Water Absorption Test (ISAT) 3.3.2 Water Absorption 3.3.3 Water Permeability 3.3.4 Drying and Wetting Cycle 3.3.5 Chloride Content 3.3.6 Sulphate Attack 3.4 Laboratory test on Grade 40 Normal Concrete and 100% RCA Concrete 4. Case Study 1 – SamWoh Pte Ltd 4.1 SamWoh Pte Ltd 4.2 Why We Chose SamWoh 4.3 Current Recycling Cycle of SamWoh 4.4 Application of RCA in Singapore 5. Additional Case Study 1 – Recycling C&D in Japan 5.1 TEPCO 5.2 The Motivation behind the Recycling System 5.3 Getting Started 5.4 Methods of Concrete recycling Used 5.4.1 Aggregate Replacing Method 5.4.2 Aggregate Refining Method 5.5 Reasons for Adopting the Aggregate Replacing Method 5.6 Recycling Process of TEPCO 5.7 Limitations of the Aggregate Refining Process 6. Additional Case Study 2 – Recycling C&D in USA 6.1 Denver’s Former Stapleton International Airport 6.2 Background Information – Getting Started on Recycling 6.3 Motivation behind the Recycling System 6.4 Usage of the “new” Recycled Concrete 7. Lessons Learned from the Case Studies 7.1 Economies of Scale 7.2 Mobility and Efficiency of Machineries 7.3 Quality of Recycled Product 7.4 Site Planning 7.5 Market Forces and Acceptance 7.6 Government Support 8. Equipment Currently Available in the Market 8.1 Mobile Recycling Plant

4 | P a g e
8.1.1 Advantage of Mobile Recycling Plant 8.1.2 Evaluation 8.2 Mobile Batching Plant 8.2.1 Characteristics of Mobile Batching Plant 8.2.2 Evaluation of Mobile Batching Plant 8.2.2.1 Limited Space 8.2.2.2 Time 8.2.2.3 Strain on Resources on Site 8.2.3 Comparison between Wheel-based and Containerised 8.2.3.1 Mobility 8.2.3.2 Analysis 8.3 Mobile Reclaimer 8.3.1Characteristics 8.3.2 Advantages of Mobile Reclaimer 8.3.3 Analysis Annex A – Waste Statistics and Overall Recycling in Singapore Annex B – BCA to Study Guidelines on Recycled Construction Materials Annex C – Interview with SamWoh Pavement Specialist Dr Kelvin Lee Annex D – Compression Test on Grade 40 Normal Concrete and 100% RCA Concrete Annex E – Interview with BCA’s Senior Research Officer (Civil Engineer) Mr Low Giau Leong

5 | P a g e
1. Introduction
1.1 Background Periodically – especially in a metropolitan city like Singapore – old buildings will have to be torn down to make way for new skyscrapers. The construction and demolition waste (C&D) generated after the demolition, including concrete waste and other scrap materials, may/can be transported to a central facility for stockpiling, processing and recycling. The current processing methods generally involve mechanical crushing of the concrete and screening to remove foreign materials. The resulting product (Recycled Concrete Aggregates – RCA) is composed of high-quality minerals (granite) bonded to harden cement/mortar paste. However, this “recycled” concrete are usually deemed unsuitable for re-use in structural load-bearing components for new buildings. They are generally utilized in the construction of non-structural components, such as granular fill, base course layer in pavements, channelled drains, road kerbs and in some instances, partition walls. Singapore, which faces a shortage of natural resources, has to import natural minerals and aggregate from overseas, and aggregate sources are generally distant. The potential of the abundance of such aggregates in construction and demolition (C&D) waste, coupled with the increased emphasis on sustainability and green building technology, sparked off our interest in this topic. Its relevance to site handling and construction technology is also an important aspect in our chosen area of study. 1.2 Aim Through analysing existing concrete recycling facilities, while keeping in mind the usage of the end product (RCA), the project aims to comprehensively study the processes, feasibilities, implications and impacts of the current concrete waste recycling system in – paying particular attention to Singapore. After the analysis and evaluation, our group will attempt to improve the current system and propose a sustainable, holistic method of recycling and utilizing RCA for structural building elements, while keeping in mind the site management, constraints, feasibility and any other implications.
1.3 Research and Proposal Methodology
An in-depth case study of a recycling plant owned by Samwoh Pte Ltd was done, together with a site visit. The processes and limitations will be discussed further in the report.
Samples of concrete cubes made of recycled concrete aggregates (RCA) obtained was tested against new standard concrete cubes (made of natural aggregates) of similar grade and properties.
Two additional case studies of the RCA usage in Japan and the U.S.A were
6 | P a g e
done, to understand the contrast and differences of C&D recycling in other countries. This will aid us in developing and proposing a holistic solution.
Current machineries are studied and analyzed to aid us in our proposed improvements.
1.4 Scope There are a wide variety of materials that can be found or derived from construction and demolition (C&D) waste – including steel, plastic and ceramic. However, this report will focus solely on the recycling of concrete waste and the usage of RCA (recycled concrete aggregates). The outcome of the report would be to showcase an in-depth study of the current situation in Singapore, in comparison with oversea cases, and to provide holistic recommendations for future usage of recycled concrete in Singapore – and also applicable to other countries – with various assumptions being made. 1.5 Limitations The recommendations made are based on various assumptions and are considered solely from the point of view of the recycling process. In addition, given the time constraints, the experiments conducted might not have been as extensive. Given more time, the experiments done could have been more extensive. Nonetheless, it is still indicative of better alternatives.

7 | P a g e
2. Importance of Recycling Construction and Demolition (C&D) Waste in Singapore
Construction and demolition (C&D) waste is generated from construction activities such as demolition works, concreting, renovation and road works. A case study estimates more than 50% of the C&D waste consists of concrete1
Generally, utilizing RCA has a number of positive environmental benefits. RCA provides a high quality construction material that reduces the need for mining virgin aggregates and the associated use of water, fuel and subsequently, reduces carbon dioxide emissions into the atmosphere. The use of RCA in metropolitan areas reduce the need for transportation of natural materials from distant quarries and eliminates the need to transport concrete to disposal sites and landfills, saving precious fuel and reducing carbon emissions.
. In year 2008, 98% of 922,000 tonnes of construction debris generated in Singapore was recycled (Annex A). 90% of the total C&D waste quantity by weight is made up of hardcore (concrete, masonry, bricks, tiles) (Building and Construction Authority, 2008).
In Singapore, recycling C&D waste is a key issue for the government which is leaning towards sustainable construction. The issue was reinforced in early 2007 when Indonesia banned sand exports to Singapore over environmental concerns causing the cost of construction materials such as cement and sand to triple. With Cambodia and Vietnam following suit, there is a need for greater diversity of source and the use of alternatives for sand and natural aggregates. (Tan, 2009)
Recycling concrete form demolition projects can also result in considerable cost savings. It saves on the transport to the landfill and also the cost of disposal. Singapore is now using an offshore island – Pulau Semakau – as landfill and the government has been regulating the use of the landfill so that the site does not fill up faster than expected. Hence, alternative means of disposing concrete from demolition sites are required for a sustainable environment as well as sustainable construction.
Thus, Building and Construction Authority (BCA) collaborated with National Environmental Agency (NEA) and industry partners to encourage extensive adoption of sustainable materials in our built environment (Annex B). It offers substitutes to natural aggregates imported from overseas and help to reduce the amount of waste disposed in the landfills.
2.1 Governmental Efforts
2.1.1 Green Mark Scheme
1 http://www98.griffith.edu.au/dspace/bitstream/10072/15181/1/46908.pdf

8 | P a g e
Under the Green Mark Scheme, projects specifying the use of sustainable construction materials or environmental friendly products certified under the Singapore Green Label Scheme will be awarded points. The allocation of points is to recognise efforts in construction sustainability with respect to the type of materials used in the design and construction of buildings.
2.1.2 SS EN 12620 (Aggregates for Concrete – A New approach to Specifying Aggregates)
Established in 2008, SS EN 12620: Specification for Aggregates for Concrete sets the scene for alternative substitutes to natural aggregates as it permits the use of aggregates from natural and manufactured sources, including recycled aggregates and a mixture of these aggregates. It supplied information on recycled materials and technical considerations for their applications. Compared to the former code, SS31, which is a specification for aggregates from natural sources only for concrete, the new SS EN 12620 encourages a more sustainable construction using recycled construction waste.
SS EN 12620 will pave the way for alternative substitutes to natural aggregates, as it permits the use of aggregates from manufactured and more importantly, recycled sources – and also a mixture of natural and recycled aggregates. This is a step forward in contrast to the current code (SS31) which is a specification allowing only aggregate from natural sources for use in the manufacturing of concrete.
SS EN 12620 will came into effect from 1st January 2009 and will eventually replace SS31 – which was expected to be withdrawn by January 2011. However, to allow smooth transition and ample time for the industry to phase in the new standards, SS EN 12620 will co-exist with SS31 during this transition period.
2.1.3 Accreditation Scheme for Recycled Aggregate Suppliers
The accreditation scheme for recycled aggregates suppliers is an industry-led effort initiated by the Waste Management and Recycling Association of Singapore (WMRAS) and BCA. The scheme is the result of a year-long effort by WMRAS and the C&D waste recycling plants are to set standards and guidelines for the processing of C&D waste into recycled aggregates. It also provides recognition to C&D waste recycling plants that are committed to quality, consistency and safety of the production plant and products.
The scheme aims to improve the quality and consistency of recycled aggregates by establishing an assessment framework for C&D waste recycling plants and by implementing testing standards as specified in the SS EN 12620. This will boost users’ confidence and acceptance for recycled aggregates. C&D waste recycling plants will also benefit through improved company image and marketability.

9 | P a g e
2.2 Why We Chose to Focus on Concrete
According to a case study done on recycling over-ordered fresh concrete2
Granite granules are what made up the coarse and fine aggregates in a concrete mixture, along with cement fines. Since the ratio of cement to fine aggregate to coarse aggregate is 1:2:4, aggregates accounts for 60% to 75% of the total volume of the concrete. Hence, granites are abundant in concrete and concrete is plentiful in demolition sites. Hence, it adds up to a large percentage of the C&D waste.
, concrete waste makes up about 50% of the total material waste generated. In every construction project that involves demolition works, huge amounts of construction debris are generated. The debris consists of bricks, tiles, ceramics, plastics and most importantly, granite.
In order to work towards a sustainable industry, it is crucial to look into ways to slow down the depletion of natural resources and to discover new methods to replace finite resources.
2 http://www98.griffith.edu.au/dspace/bitstream/10072/15181/1/46908.pdf

10 | P a g e
3. Research Study on Recycled Concrete Aggregate (RCA) and Recycled Aggregate Concrete (RAC)
3.1 Aggregate Tests
3.1.1 Mechanical Properties
3.1.1.1 Gradation
After crushing the concrete, the aggregates were then sieved. The resulted obtained are shown in the table below.
Figure 1. Gradation of aggregates
Majority (48%) of the aggregates obtained are about 12.5mm which fall under the category of coarse aggregates.
3.1.1.2 Flakiness
Flaky is the term applied to aggregates that are flat and thin with reference to their length or width. Aggregate particles are said to be flaky when their thickness is less than 0.6 of their mean size. Thin and flat particles can reduce strength when load is applied to the flat side of the aggregate or across its shortest dimension, thus causing it to be prone to segregation and breakdown during compaction, creating additional fines. If the aggregate has a high flakiness index and is used for making concrete, the developed fresh concrete will have a lower workability. The flakiness index could be determined by expressing the weight of the flaky aggregate as a percentage of the aggregate tested. According to BS 812: Section 105.1 3
3.1.1.3 Elongation Index
, the maximum flakiness index for recycled aggregates is 40%.
Elongation index is defined as the percentages by weight of particles present in it with largest dimension (length). Elongated particles adversely affect the strength of concrete
3 British standard. A quality management system, however, is being constantly updated and changed and will soon be superseded by BS EN standards.

11 | P a g e
especially the durability and flexural strength because the bond between the aggregate and cement paste is dependent on it. The maximum elongation index for recycled aggregates is 10% for desirable application as coarse aggregate.
3.1.1.4 Aggregate Impact Value (AIV)
To test the AIV, the sample of the aggregate is placed in a cylindrical container where a standard hammer will fall 15 times under its own weight. The impact value is determined as a percentage passing on 2.36mm size sieve. The high value percentage denotes a low performance of aggregate in concrete or the strength of concretes in the field. The table below shows that the impact values of recycled aggregate are similar to that of natural aggregate. This means that recycled aggregate can perform in the field quite similar strength in concrete when compared to natural aggregate.
Figure 2. AIV of RA compared to NA
3.1.1.5 L.A. Abrasion Value
For many decades throughout the world, the L.A. Abrasion test has been the standard for evaluating coarse aggregate degradation and toughness in dry conditions.
The table below shows the abrasion resistance of the different concrete types, the reference concrete, and 30% and 100% replacement of natural aggregates with recycled aggregates. (∆1 and ∆ being respectively the absolute and relative thickness loss of concrete mixes made with recycled aggregate in comparison to the reference concrete). It can thus be concluded that the C30R and C100R have greater abrasion resistance than the RC. This could be due to the reason that abrasion resistance is closely related with the bond of the cement paste with the fine aggregates, which is better when recycled aggregates are used. Brito et al. obtained similar results when he replaced coarse natural aggregates with recycled aggregates of ceramic origin, thus achieving better abrasion resistances as the replacement ratio increased. From these studies and results, we can conclude that the bond between the aggregates and cement played a significant role in this particular property.

12 | P a g e
Figure 3. Abrasion test thickness loss
3.1.1.6 Implications of Mechanical Properties of the RCA
Therefore, before the recycled concrete aggregates (RCA) can be used for concrete making, the mechanical properties need to be tested to determine their workability. The mechanical properties determine how well the RCA will perform under strength and hence, they have to be determined. The gradation test will help to find out the average size of the aggregates as they may differ if they are from different sources. The flakiness and elongation index also need to be taken into consideration as they will adversely affect the flexural strength of the concrete. As the AIV of RCA has been tested to be approximately the same as natural aggregates, this proves that the RCA is able to perform in the field quite similar strength in concrete as natural aggregate.
3.1.2 Chemical Properties
3.1.2.1 Chloride Content
The maximum chloride content allowed is 0.05% by mass of chloride ion of combined aggregate.
3.1.2.2 Organic Content
The RILEM committee noted that organic substance such as paint may entrain excessive amount of air, hence a limit of 0.15% by mass of the RCA for organic particles in recommended.
3.1.2.3 Sulphate Content
The maximum sulphate content, according to BS 812: Part 118, is 1%.
3.1.2.4 Implications of Chemical Properties of the RCA
The chemicals identified above are harmful if large amounts are found to be in the aggregates. It could result in the concrete having lower strength or corrosion of the steel reinforcement in the concrete. Therefore, the manufacturer should strictly adhere to the regulation on the maximum allowed content of each chemicals identified.

13 | P a g e
3.2 Concrete Tests
3.2.1 Physical Properties
3.2.1.1 Slump Test
Workability is the physical properties of concrete alone without referring to the circumstances of a particular type of construction. It can be measured by slump test and describe as a measure consistency (Neville, A. M., 2002). In the figure below, it can be seen that the slump values obtained by RAC is lower than that of a natural aggregate concrete. The main factor affecting the workability is the higher water absorption rate. This condition will affect the workability of the concrete mix that the recycled aggregate is applied to. Findings from researchers showed that the workability of RAC for the same water content in the concrete is lower, particularly when replacement levels exceed 50% (Topc¸u and Sengel,2004). It is therefore necessary to change the moisture content of the RCA to improve the workability (Oliveira et al., 1996; Poon et al., 2002, 2004).
Figure 4. Slump value of RAC and NAC
3.2.1.2 Air Content and Density
The air content of the recycled aggregate concrete is slightly higher, approximately 4% to 5.5%, than concrete made with natural aggregate (Katz, 2003) at 100% replacement. The increase in air content could be due to RCA having a high porosity. The average density of concrete made with natural aggregates is 2400kg/m3 while the average density of concrete made with recycled aggregates is 2150kg/m3 (Topcu and Guncan, 1995; Katz, 2003). The lower density is due to the specific gravity of the aggregates, which is related to the type of concrete used for producing the aggregate. Besides,

14 | P a g e
increased air content in the recycled concrete, leads to an additional reduction in the density of the fresh concrete.
3.2.2 Mechanical Properties
3.2.2.1 Compressive Strength
According to a study, different grades of RAC have been put to test and they went through 3 different stages of tests. The natural aggregates were replaced by recycled aggregates by 30% and 100% with reference to a reference concrete (RC). It was found out that, within each stage, the strength resistance variations was insignificant and have no visible trends. When comparing the results of the different stages, the differences between them are also small, although the second/third stages generally present slightly lower compressive strength resistances than the first stage. Despite the small differences between the first and second/third stages, a possible cause for the slight resistance loss has been proposed by Poon et al. and Barra de Oliveira and Vasquez. It concluded that the saturation level of the recycled aggregates may affect the strength of the concretes, since at higher saturation levels the mechanical bonding between the cement paste and the recycled aggregates becomes weaker. Therefore, during the second/third stages, due to the mixing period being longer than the first one, it resulted in a weaker performance of the concretes.
Figure 5. compressive strength results
The figure below shows the variation of compressive strength with time of the concrete, RF, C20R and C100R. It can be seen that the RC which is made completely from natural aggregates, its resistance stabilizes after 28 days. In contrast, the resistance of the other 2 concrete which contain recycled aggregates continues to increase after 28 days. This outcome supports the assumption that there is non-hydrated cement mixed with the fine recycled aggregates that contributes to the overall resistance.

15 | P a g e
Figure 6. compressive strength variance after 7, 28 and 56 days
3.2.2.2 Tensile Strength
Based on the data presented in the table below which shows the concrete’s split tensile strength, it can be seen that there is a clear decrease of this property with the increase of natural aggregate replacement with recycled aggregate, relative to the reference concrete (RC). Compared to compressive strength which is easily affected by the cement content, the tensile strength does not vary largely from the additional cement that is added along with the natural aggregates. Therefore, it is perfectly natural that a decrease occurs as the replacement ratio rises, due to the more porous structure of the recycled aggregates.
Figure 7. Split tensile strength results
3.2.2.3 Flexural Strength
Flexural strength is defined as a material's ability to resist deformation under load. Based on different studies, we found out that the flexural strength on recycled aggregate concrete is approximately 10-32% lower than natural aggregate concrete. The wide variation could be due to the different quality of aggregates used by different researchers or studies. Upon inspection of the natural aggregate concrete, it is found out that most failures occur along the interface between the cement mortar and aggregate grains. However, for recycled aggregate concrete, the failure occurs within

16 | P a g e
the cement mortar portion of the recycled coarse aggregate grains. Therefore it can be inferred that the high flexural strength of recycled aggregate concrete is due to the strong bond between the cement mortar matrix and recycled aggregate particles.
3.2.2.4 Elastic Modulus
According to the table shown below, where ∆ refers to the variations in the modulus of elasticity of the RAC mixes when compared with the reference concrete (RC). For the concrete with 30% replacement with recycled aggregate, a small reduction of the modulus of elasticity can be seen, whereas for the 100% replacement, there is a significant loss. This implied that the modulus of elasticity decreases with replacement ratio. The elastic modulus is closely related to the stiffness of the coarse aggregates and mortar, their porosity and bond. Hence, for a small replacement ratio, the overall change in stiffness may not be significant because the mortar stiffness is only one of the many factors involved. However, for the total replacement, the mortar will have to withstand a huge stiffness loss thus significantly affecting the elastic modulus.
Figure 8. Modulus of elasticity
3.2.2.5 Creep
Creep is the tendency of a solid material to slowly move or deform permanently under the influence of stresses and it increases with temperature. A study was done to determine the variation of creep experienced in RAC, by replacing the natural aggregates with recycled aggregates. The substitution percentages were 20%, 50% and 100%. Fine natural aggregate was used in all cases and the amount of cement and water–cement ratio remained constant in the mixture. The deformation of creep increased steadily as the amount of recycled aggregates is increased. When 100% replacement took place, it was noted that there was an increase in the deformation by creep of 51% compared to the reference concrete (RC).
3.2.2.6 Shrinkage
Shrinkage is the reduction of volume on mixing the aggregates. For normal cement, the shrinkage is approximately 50%. A study was done to determine the variation of shrinkage experienced in RAC, by replacing the natural aggregates with recycled aggregates. The substitution percentages were 20%, 50% and 100%. Fine natural

17 | P a g e
aggregate was used in all cases and the amount of cement and water–cement ratio remained constant in the mixture. When 100% replacement took place, it was noted that there was an increase in shrinkage by approximately 70% compared to the reference concrete. 3.3 Durability
3.3.1 Initial Water Absorption Test (ISAT) Initial surface absorption tests results for recycled aggregate (RA) concrete were carried out according to the British standard, BS 1881-208, as shown in the figure below (Dhir and Paine 2003). As seen in the figure, up to 30% composition of recycled aggregate, there was no significant effect on the surface quality. However beyond 30%, the initial surface absorption increased.
Figure 9. Effect of RA on initial surface of absorption of concrete
3.3.2 Water Absorption
Water absorption is the absorption rates of water by the aggregates. It is determined by measuring the increase in mass of an oven dried sample when immersed in water for 24 hours. Absorption is the ratio of the increase in mass to the sample, expressed as a percentage (Neville, A. M., 2002). When the water absorption is higher, the workability of fresh concretes will decrease. As seen in the table below, the absorption of recycled aggregates increased according to its sizes. Overall, the water absorption for all 3 sizes of recycled aggregates is lower than 5%, which implies that recycled aggregate can be used for any construction application. This complied with BS 882:1992, which states

18 | P a g e
that the maximum water absorption is 10% for coarse aggregate and therefore, aggregate with water absorption this value can use for the application in structural element, non structural element and insulation barrier. The reason for the recycled aggregates having higher water absorption is because of the cement paste adhering to the aggregates.
Figure 10. Water absorption of RA compared to NA
3.3.3 Water Permeability To test the permeability, standard cube specimen of size 150mm*150mm*150 mm was installed in the apparatus. Water pressure of 0.1 MPa was applied for 48hours, followed by pressure of 0.3 MPa and 0.7 MPa, each for 24 hours. The specimen was then split vertically in the middle by applying compressive forces. The greatest penetration depth was measured from the split surfaces and recorded as shown in the table below. The test indicated that the permeability as well as water absorption of recycled aggregate concrete (RAC) is more compared to that of natural aggregate concrete (NAC).
Figure 11. Water penetration of NAC compared to RAC
3.3.4 Drying and Wetting Cycle
Drying- wetting cycles are identified as the most unfavourable conditions for aggressive external agent ingression since surface absorption is mobilized to more efficiently transport water soluble agents into concrete. Hence, it is crucial that the concrete are not exposed to drying and wetting cycles before they are ready to be used as it would

19 | P a g e
cause the concrete to expand, weakening the concrete and thus shortening their life span.
3.3.5 Chloride Content The presence of chloride ions in concrete can cause severe corrosion of the steel reinforcement. The ions will destroy the protective film around the steel and corrosion will set in.
The main of sources of chloride are: Internal chloride: To speed up the process of concrete hardening, calcium chloride accelerators are added to the concrete. The use of sea water or other saline contaminated water will also introduce chloride into the concrete. External chloride: This refers to chloride ingression from the environment such as the de-icing salt which is applied to highway structures. The maximum chloride content allowed is 0.05% by mass of chloride ion of combined aggregate.
3.3.6 Sulphate Attack
According to studies done by researchers, it was found out that the use of recycled aggregates of up to a maximum of 50% replacement level is effective under severe magnesium sulphate environment regardless of the type of recycled aggregates (Seung TL). However, when the replacement level was 100% in mortar specimens, the worse performance was observed. X-ray diffraction (XRD) results showed that the primary cause of deterioration of the mortar specimens was due to the gypsum and thaumasite by magnesium sulphate attack. 3.4 Laboratory Test on Grade 40 Normal Concrete and 100% RCA Concrete Based on what we were told, the tests conducted by BCA and SamWoh Pte Ltd both claimed that the 100% RCA concrete is similar to the industry’s Grade 40 Normal Concrete. We, however, feel that there is still a need to prove this claim ourselves. Proving it is important as a successful claim will allow us to ensure that the RCA that is being produced can be made into RAC which will have similar strength to the Grade 40 Normal Concrete. We therefore obtained a 100% RCA concrete cube and a Grade 40 Normal Concrete to do a laboratory test from SamWoh. 2 150*150*150mm cubes were tested in the laboratory for this report. The aim of the test was to study the compressive strengths of

20 | P a g e
both cubes and determine the maximum load each cube can withstand. With this study we will be able to understand if the 100% RCA concrete is suitable for the use of a load bearing structure just like a Grade 40 Normal Concrete. From the experiment conducted both cubes withstood more than 900kN of imposed load when placed in the ELE compression testing machine. However due to the constraints of the machine, the test of normal and RCA cube stopped before reaching 1000kN of imposed load (Annex D). However, we are not able to assume that which cube is weaker because we were not able to conduct more than one experiment per cube and to use a suitable compression machine. Hence we were unable to obtain an average value. Without such, it is unprofessional to announce that which concrete in general is weaker.
21 | P a g e
4. Case Study 1 – SamWoh Pte Ltd
Our main case study consists of an in-depth research, including site survey, of one of the biggest recycling plants in Singapore currently. This will allow us to understand the current situation, processes and limitations of recycling concrete in Singapore.
4.1 SamWoh Pte Ltd
Samwoh started off as a transportation and logistics company in the 1970s and evolved into a leading company dealing with road construction, road and airfield maintenance and pavement engineering. In 2004, the government called for better re-use of construction waste in Singapore, and Samwoh invested significant resources in recycling machineries to process demolished concrete, milled road waste and other industrial by-products for re-utilisation by the industry. It also acquired a sizable plot of land to house them. The plants could be found in Sarimbun Recycling Park in Lim Chu Kang and Sungei Kadut. Samwoh’s recycling effort does not only include recycling of waste materials but also in usage of its own recycled materials. In the recent years, Indonesia has declared a stop on the sale of sand to Singapore and this had resulted in an uproar in the construction industry. The ability to use recycled materials in construction became a major concern for many companies. Samwoh had, by then, already started researching into reusing recycled waste for its own construction projects (Annex C). Over the years, Samwoh not only achieve remarkable results in road construction but also achieve an unprecedented breakthrough in the reusing of concrete waste for building. The new Samwoh’s research centre will be constructed using 100% RCA concrete.
4.2 Why We Chose SamWoh
Recycling has since become one of their core businesses on top of asphalt premix and supply ever since SamWoh embarked on recycling in the early 2000s. They have over 20 subsidiary companies under them and own 3 out of the 6 of the recycling plants in Singapore. This makes them a major market shareholder in the recycling business. On top of that, SamWoh has its own quarrying and supply of building materials as they own quarries in Indonesia.
Given their track record, we would think that they would be in a good position to provide us invaluable insights on concrete recycling and bringing recycling on-site.
4.3 Current Recycling Cycle of SamWoh

22 | P a g e
Figure 12. Recycling cycle in Samwoh
Currently – in Samwoh’s case – C&D Waste is sorted and collected from the actual demolition site and sent to the recycling plant, located at Sarimbun Recycling Park. As can be seen in figure 12, the recycling processes takes place at different locations. At the park, further sorting is done mechanically by machineries. Figure 13 shows the flow chart for recycled aggregate production at the park.
Figure 13. Flow chart for recycled aggregate production
Demolition of building
C&D waste sent to plant at Sarimbun
Recycling Park.
Recycled concrete
aggregate derived
Sent to batching
plant
Construction project

23 | P a g e
In order to ensure that the aggregates produced are well crushed to size, Samwoh makes use of a cone crusher to conduct a secondary crushing of the recycled aggregates derived in the 1st round of crushing. Fig 14 shows the processes of the secondary crusher.
Figure 14. Production plant for recycled aggregates
The following are pictures taken on-site to provide a clearer understanding of the recycling process.
Initially, when the concrete waste is transported to the recycling park, it is stored temporary at a designated area. The piled up concrete waste is known as stockpile. A large scale excavator will feed the stockpile into the hopper where the recycling process begins (figure 15).
Figure 15. First step at the recycling plant
The stock will first go through a vibrating strainer and then into the jaw crusher, which the first round of crushing will commence. The stock will then be subjected to a magnetic separator after going through the jaw crusher, to remove any metallic impurities.
Hoppe Magnetic
Large scale
Stockpile

24 | P a g e
Figure 16. Metal scraps
As seen from figure 16 above, the magnetic separator would attract the metals in the stock and filter it out through a chute. These waste metals would be then sold to companies dealing with recycling of scrap metals.
Figure 17. Manual sorting station
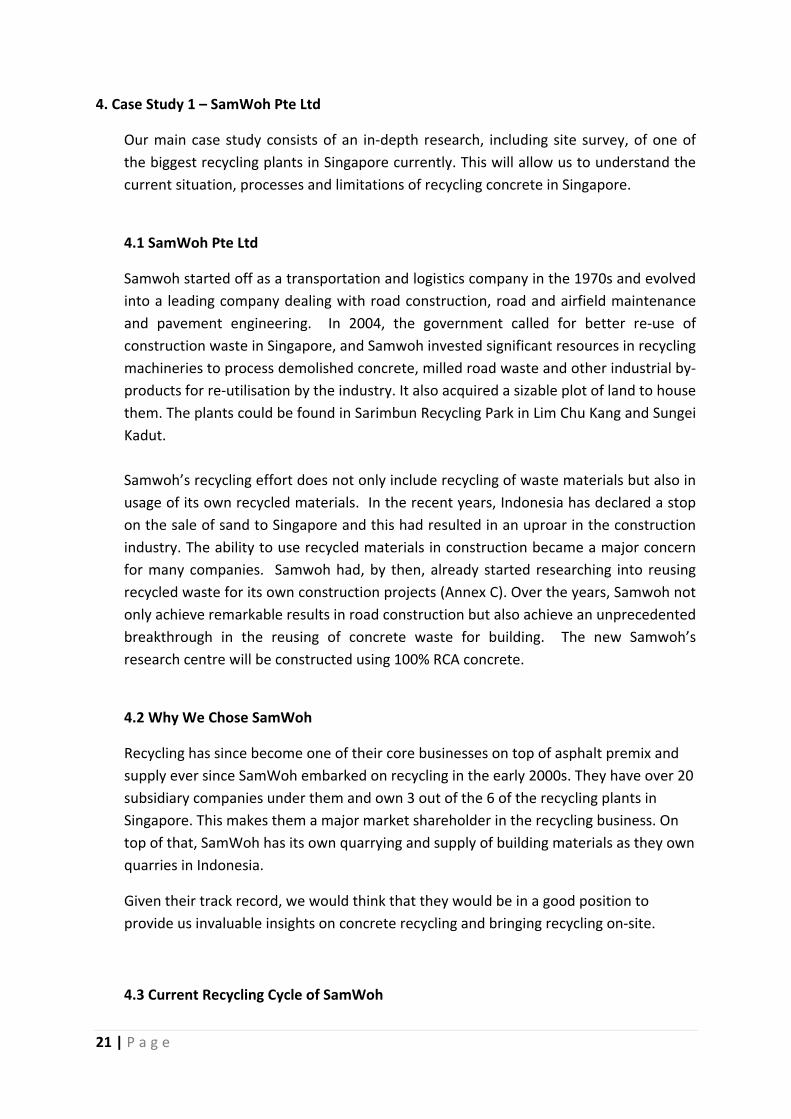
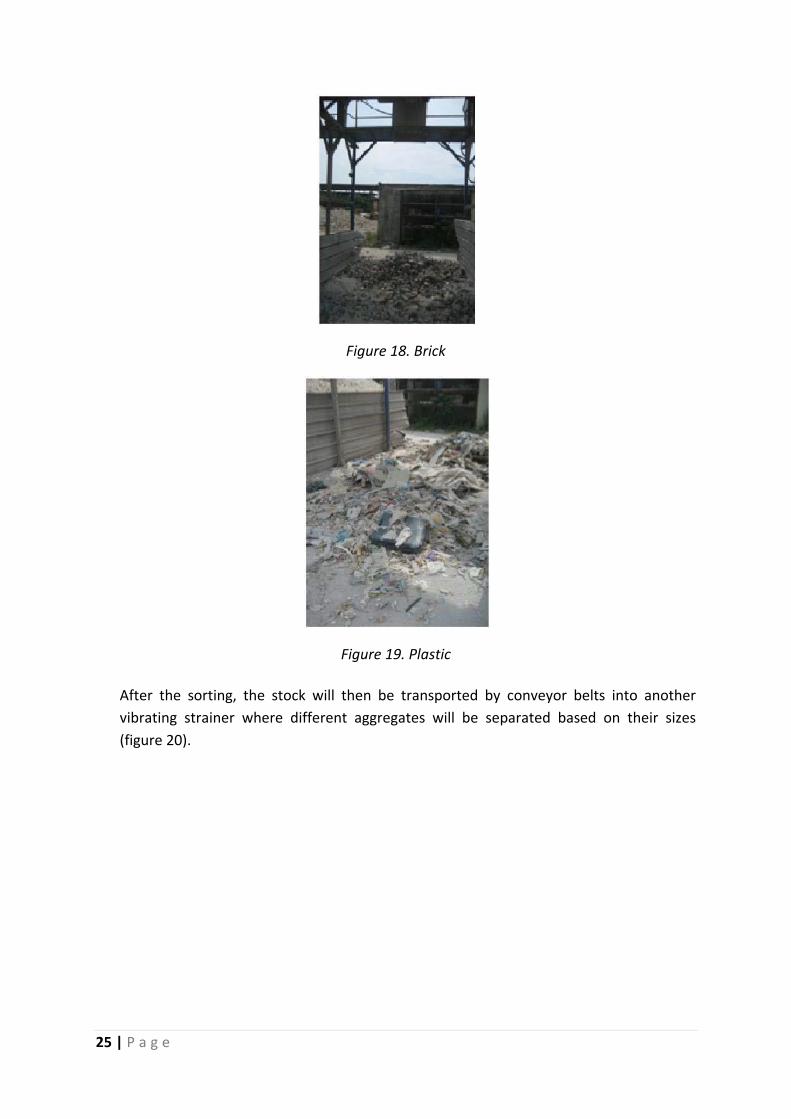
Subsequently, the stock would be required to undergo another round of filtering to remove the any foreign impurities within. This stage utilizes manual labour and processing (figure 17) whereby workers are employed to remove the unwanted waste. These trained workers will pick out three primary types of unwanted waste that the magnetic separator is unable to remove – bricks (figure 18), plastic (figure 19) and asphalt. The figure below shows the unwanted waste being disposed.
Manual sorting
Waste
25 | P a g e
Figure 18. Brick
Figure 19. Plastic
After the sorting, the stock will then be transported by conveyor belts into another vibrating strainer where different aggregates will be separated based on their sizes (figure 20).

26 | P a g e
Figure 20. Conveyor belts
The end product of the recycling is shown in the following figures. The aggregates produced through the process come primarily in 3 different sizes:
• Fine aggregates – less than 5mm (figure 21)
• Medium aggregates – 5 to 20mm (figure 22)
• Coarse aggregates – measures above 20mm (figure 23)
Figure 21. Fine aggregates

27 | P a g e
Figure 22. Medium aggregates
Figure 23. Coarse aggregates
In order to enhance the quality of the aggregates recycled, the aggregates will be subjected to a second round of recycling – collected and fed into a secondary plant which would ensure that the sizes of the aggregates meet the required standards.
The key advantage of using Samwoh’s recycling system is that aggregates are crushed at least twice, as this ensures the quality of the different aggregates produced.
4.4 Application of RCA in Singapore
After conducting research and development at local laboratories to ascertain the quality and properties of RCA, Samwoh – collaborating with BCA – decided to construct a 3-storey building using only recycled concrete aggregates (100% RCA).

28 | P a g e
Figure 24. Location of the 100% RCA building
Figure 25. Proposed 100% RCA building- new Samwoh’s research centre

29 | P a g e
Figure 26. 100% Building Model – done by our Team
The 100% RCA building will be Samwoh’s new Research Centre and will be unveiled to the public at inaugural IGBC (International Green Building Conference)4
This project however, is the first of its kind in Asia and the probably the world. Success would definitely be a breakthrough for not only the company but the industry as well. Laboratory and structural test results have proved that RCA can be of adequate quality to be utilized in structural load-bearing building components. However, the industry and companies involved (developers, contractors, builders etc) are hesitant to widely adopt the use of RCA because of a lack of confidence and reference projects available (See Annex E – Interview with BCA).
organized by BCA, scheduled to take place at the end of this month. As such, all information was kept strictly confidential before the conference. We were only able to access the external compounds of the building and unable to obtain technical specifications or additional details.
It is predicted – by both Samwoh and BCA – that this project would boost the confidence of the industry to incorporate the usage of RCA.
4 http://www.igbc.com.sg/

30 | P a g e
5. Additional Case Study 1 – Recycling C&D in Japan
Based on a survey done by the Ministry of Land, Infrastructure and Transport (MLIT), Japan produces about 83 million tonnes of construction waste annually, of which 35 million tonnes comes from concrete waste. Though the recycling rate of concrete is 98%, the recycled concretes are usually used for roadbed gravel.
5.1 Tokyo Electric Power Company (TEPCO)
TEPCO owns around 5800 buildings, and 700 nuclear power facilities – including thermal power plant powerhouse, substations, head and branch office buildings. Moreover, the company proves engineering services on the detailed designing of the structures such as concrete dam and reinforced cement concrete (RCC).
5.2 The Motivation behind the Recycling System
The company’s plants were built in the 1970s and in need of renewal. Hence TEPCO did a hypothetical study to consider the amount of waste it would produce based on the demolition of all the 5800 buildings. As quoted, the amount of waste predicted was around 7.8 million tonnes of which 7.6 million tonnes are concrete waste. It was predicted that with such a huge amount of waste produced within such a short frame of time, the amount of carbon dioxide emission will increase by 0.67 million tonnes as the waste are being treated through dumping and the cost of disposal of the debris would be highly significant for such a huge project. Thus, it is only reasonable for them to look into the design of a recycling system which would help them to reuse most of the construction waste so that it is cost efficient.
5.3 Getting Started
TEPCO studied the current situation back then and realized that the recycled concrete was mainly used for roadbed gravel and the demand for roadbed gravel is not expected to rise since there is a reduction in the construction of new roads. At the same time, as concrete waste contains high toxic substances such as hexavelent-chromium and lead which could contaminate soil, it is important to develop new uses for concrete wastes other than roadbed gravel, that is to apply RAC to buildings.
5.4 Methods of Concrete Recycling Used
5.4.1 Aggregate Replacing Method

31 | P a g e
The aggregate replacing method focuses on decreasing the amount of original mortar to produce concrete that meets the required standards according to Japanese Industrial Standard (JIS A 5021), by mixing natural aggregate and recycled aggregate at the concrete mixing stage. This method produces structural concrete and/or precast concrete of adequate quality, as well as reduces the costs of disposal and environmental effect.
5.4.2 Aggregate Refining Method
The aggregate refining method focuses on removing the original mortar from the recycled aggregate during the refinement process. The 4 main stages of the aggregate method are:
1. Gravity concentration method 2. Heating and rubbing 3. Mechanical grinding 4. Screw-grinding
This method would allow the production of a concrete that would meet the JIS A 50215
5.5 Reasons for Adopting the Aggregate Replacing Method
requirements. However, the main stages and methods would not be elaborated in this report as the main purpose of studying the case is to allow us a better understanding of the concreting recycling process in other countries, as compared to SamWoh’s recycling plant.
The aggregate refining method could recycle up to 35% of the coarse aggregate, 21% fine aggregate, and with the remaining 44% being fine powder aggregates containing a large amount of original mortar.
As more advanced processing techniques and facilities are required to reuse the fine powder for non-concrete related materials, the cost and environmental impact might increase accordingly. Hence, using the aggregate replacing method would be a better choice.
As there was no assessment criteria for recycling concrete to be used for building at that point of time, TEPCO resorted to using feasibility studies, basic experiments, and actual machine manufacturing experiments to confirm the validity of the aggregate
5 JIS A 5021 refers to Japanese Industrial Standard for recycled aggregate for concrete-class H “high-quality recycled concrete aggregate”, enacted in March 2005

32 | P a g e
replacing method. In the quality test of the concrete, it is found that maximum compressive strength of recycled aggregate concrete is 35 N/mm2. This has resulted in the confirmation on the application on buildings.
5.6 Recycling Process of TEPCO
Figure 27. Recycling process of TEPCO
The advantage of using this method of recycling is that the processing steps are simple and recycling can take place on a mobile plant as shown in the test case below.
33 | P a g e
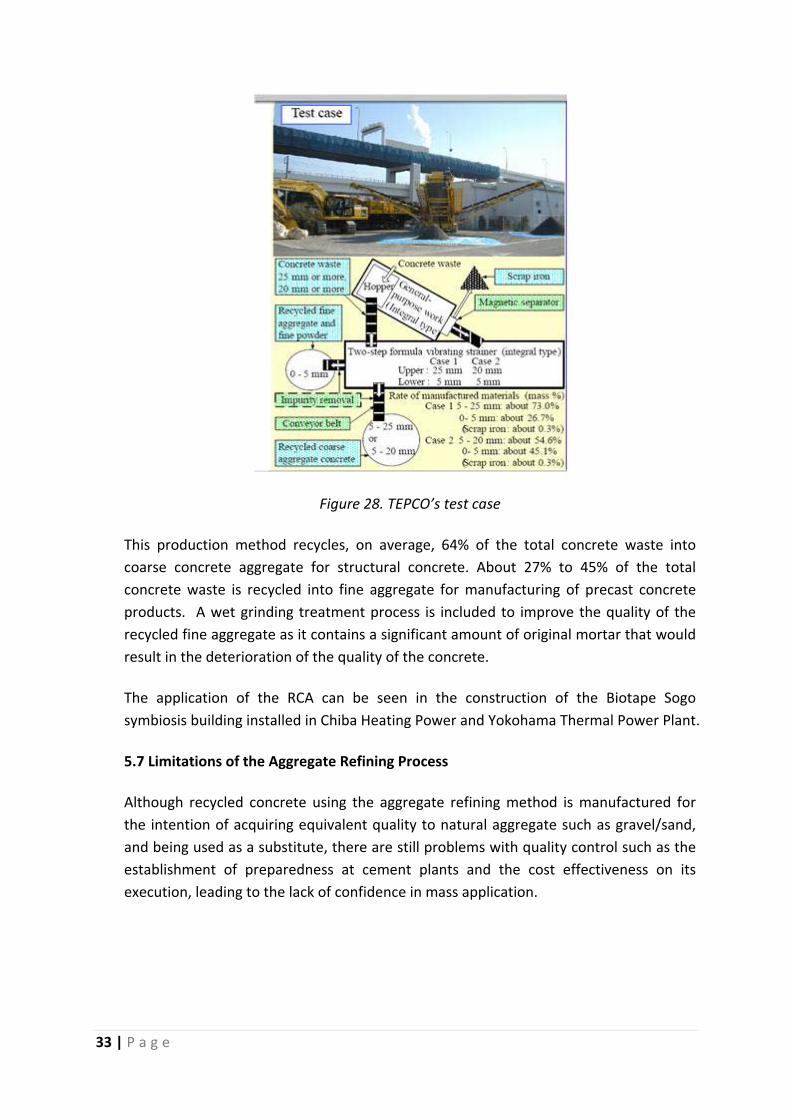
Figure 28. TEPCO’s test case
This production method recycles, on average, 64% of the total concrete waste into coarse concrete aggregate for structural concrete. About 27% to 45% of the total concrete waste is recycled into fine aggregate for manufacturing of precast concrete products. A wet grinding treatment process is included to improve the quality of the recycled fine aggregate as it contains a significant amount of original mortar that would result in the deterioration of the quality of the concrete.
The application of the RCA can be seen in the construction of the Biotape Sogo symbiosis building installed in Chiba Heating Power and Yokohama Thermal Power Plant.
5.7 Limitations of the Aggregate Refining Process
Although recycled concrete using the aggregate refining method is manufactured for the intention of acquiring equivalent quality to natural aggregate such as gravel/sand, and being used as a substitute, there are still problems with quality control such as the establishment of preparedness at cement plants and the cost effectiveness on its execution, leading to the lack of confidence in mass application.

34 | P a g e
6. Additional Case Study 2 – Recycling C&D in USA
6.1 Denver’s Former Stapleton International Airport
When the airline operation shifted to the new location in 1995, Denver Stapleton Airport is slated for demolition works. City planners saw this as an opportunity to re-develop and re-build the city. Eventually, they came up with a master plan for a community called Stapleton, with a range of housing, retail, recreation and office space plotted out. The construction material for the rebuilding would have to come from recycling the demolition waste of the airport. Thus, works would have to start by first removing the runways, taxiways and roads of the former airport.
6.2 Background Information – Getting Started on Recycling
In 1999, Recycled Materials Company, Inc. (RMC) of Arvada, Colorado won a bid for a six year demolition project of Denver’s former Stapleton International Airport and the recycling of 6.5 million tonnes of aggregate material contained in Stapleton’s runways, roadways and parking lots.
Daily production was up to 5,000 tons of secondary aggregates. By 2005, removals were completed and aggregate sales continue through 2009. To make the process of recycling easier, RMC brought in several mobile recycling machines to the site of the Stapleton urban quarry.
Before the runway is excavated, it is broken down using a guillotine or gate breaker. The machine is capable of fracturing all the way through the paved taxiway and runway layers, range anywhere from 12 to 36 inches deep. Shallower surfaces, such as parking lots and roadways are broken up with a roll-behind rotary impactor. Large Caterpillar loaders with 12 yard buckets transfer the runway debris into 26 ton trailer trucks which were then transported to the on-site recycling plants.
The concrete rubble was crushed by the on-site crushing plants which can handle several thousand tonnes of material generated daily. One of the on-site plants features a large jaw crusher that serves as the first step in creating a 12-1/2-inch minus product that is required in a land remediation. This material is being moved via a 1,300 foot conveyor system that stockpiles it on the edge of the Stapleton property. The other materials created during the recycling process are also sorted, washed and prepared for sale as various gravel or sand grades of material.
After large chunks of runway leave the jaw plant, an electro-magnet pulls out reinforced steel bars for the scrap market, the remaining materials head down its long

35 | P a g e
conveyor path and smaller concrete pieces are screened into a 2-1/2-inch minus and 3/8-inch sand and gravel grades.
During the process, there is a need to look out of contaminant such as fiber PetroMat moisture barrier that is often installed beneath runway surfaces. The company has used both manual pickers and air jets to remove fiber from the stream.
The other on-site plant includes a primary impactor that processes concrete rubble before sending material on one of several paths that may involve a secondary impactor and a series of screens. Among the key products produced at this plant are road base materials and coarse aggregates. Smaller materials are sent to a wash plant where sand and gravel grades are produced.
The facility also features a mobile, remote controlled plant on tracks producing a specification concrete road base product and screened rock that is used in both municipal and private markets.
Figure 29. Mobile crusher at work in Stapleton Airport
6.3 Motivation behind the Recycling System
Most new natural aggregates have to be imported from quarries on the west side at Denver, translating to additional transportation costs, truck traffic and pollution. Having competitively priced recycled aggregate available to the booming east side at Denver will help keep construction and pollution costs down and ensure a greener environment. Samples of the runway material are analyzed and casted into concrete. Thus, the mix’s primary aggregates are recycled materials. The results determined that the final washed

36 | P a g e
product was usable in batching new concrete. The quality of recycled concrete is similar or even better than virgin concrete.
6.4 Usage of the “new” Recycled Concrete
RMC was able to obtain the support of the federal government and store the 12-1/2-inch minus material on-site.
The demolition waste of the Stapleton airport was fully utilized when it returned to construction and redevelopment of Stapleton’s neighborhoods, commercial shopping centers, a golf course and other uses.
The massive volume of the Stapleton project has tested RMC’s ability to meet its quality standards and to find sufficient end markets. The runway-derived product has proven ideal for the civil engineering application.

37 | P a g e
7. Lesson Learned from the Case Studies
From the case studies above, it can be seen that on-site recycling of C&D waste – especially concrete – is highly feasible and already implemented on a large scale in countries overseas. However, Singapore is in itself, a unique case, differing greatly from the previous 2 case studies. The most glaring difference would be that Singapore is a land scarce island.
Because of the land constraint faced in the Singapore context, our group has identified 6 crucial factors that have to be considered during the planning and implementation of the mobile recycling plant to ensure maximum feasibility of the plan.
7.1 Economies of Scale
Because of the space constraint, we endeavour to scale down the machineries to fit the construction sites. However, it is not feasible to over-down-scale the whole recycling plant as the smaller the plant, the lesser outputs it can produce in terms of volume as well as rates. This results in diseconomies of scale which defeats the purpose of acquiring on on-site recycling plant.
Also, if the construction project is a small scaled one, it would not be practical to bring a recycling plant on-site. For one, the site would not have sufficient space to accommodate the plant. Another point would be that the input of the C&D waste would not be significant and hence leads to a diseconomy of scale as well.
7.2 Mobility and Efficiency of Machineries
The mobility of the machineries in general is not a great constraint. In fact, the machineries are so mobile that they do not require foundations and can be placed on any ground as long as it is accessible by the truck. However, the constraint comes into play when the site is too small to allow mobility of the machineries and the trucks.
The efficiency of the machineries is positively related to the size of the site. The bigger the site, the more efficiency the machinery as there is sufficient input to offset the cost of bringing a recycling site on-site.
7.3 Quality of Recycled Products (i.e. RCA)
The quality of the recycled products, which is the RCA, can be monitored 24/7 as the whole process is carried out on the site of construction. Hence, monitoring and containing any unforeseen situations can be real time or close to real time. Hence, quality can be ensured when the whole recycling process, from harvesting the granites

38 | P a g e
from the concrete waste to the manufacture of the ‘new’ concrete, is being done on-site.
7.4 Site Planning
Site planning has to be carefully done out. Again, we link back the space constraint faced in the Singapore context. An area has to be demarcated for the recycling plant. Site planning differs from projects to projects as some projects may divide the entire project into phases while other projects may adopt a centralized approach whereby the recycling plant is placed in an area easily accessible from all points on the site.
7.5 Market Forces and Acceptance
Market forces and acceptance rises and falls. It is erratic.
When Indonesia banned the exports of sand and coarse aggregate to Singapore, the price of the aggregates shot up and recycled aggregates were favored over new materials as the prices of new raw materials can be 100% more than the prices of recycled aggregates.
However, given time, and the market finds new supplies for new raw materials, the demand for the recycled aggregates falls and prices of recycled aggregates become only 10% to 20% cheaper than brand new quarry aggregates. In times such as this, contractors are unwilling to pay an almost similar price for something they deem as inferior and unsafe.
7.6 Government Support
The support of the government plays a crucial role when it comes to acceptance and implementation of installing recycling plants on-site. In this instance, the Singapore government and relevant authorities such as the Building & Construction Authority (BCA) have been greatly supportive of initiatives toward a sustainable environment and industry.
Hence, in this instance, with the approval and support of the government, many green initiatives such as recycling concrete will be a success if contractors can be convinced of the high standards and quality of the recycled aggregate concrete.

39 | P a g e
8. Equipment Currently Available in the Market
There are already several companies offering mobile recycling components in the market. It is important to evaluate the current market models in order for us to proposed improvements and other recommendations
8.1 Mobile Recycling Plant
Figure 30. Mobile recycling plant
The current industry of Mobile recycling plants has many forms. It may be track based or wheel based. The recycling plant is a result of the combination of different processes to form an aim to segregate the demolished concrete into smaller RCAs. It includes combinations like crushing component and the sorting component together.
The process of the mobile recycler used in the industry is similar to those recycling plant on site. The mobile recycler will first start with the jaw crusher which crushes the fresh demolition debris to smaller denominations. At this stage, the debris will contain reinforcement bars. The debris is then passed through the revolving metal separator to remove the reinforcement bars and other metallic debris. The product that results is aggregates of different sizes with unfiltered foreign materials such as ceramics, tiles and bricks.
An employee will be placed at the conveyor belt to pick out all the remaining foreign materials before the aggregates are crushed in the cone crusher to improve the quality of the recycled aggregates. The RCA is then transferred to the mixing unit via conveyor belts.
A typical mobile recycling plant would be approximately 12.5m in length, 2.55m in width with a height of 4.3m. Most mobile recyclers consume about 75kW in energy and they weigh approximately 43 tonnes.
8.1.1 Advantages of Mobile Recycling Plant

40 | P a g e
One of the advantages of the mobile recycling plant includes the ability to have crushing of demolition wastes on site to produce RCA. This mobility would enable the user to directly use the aggregates formed to batch for RAC, reducing the need to transport to recycling plants to crush the waste. As a result of this reduction, it lowers transportation cost and handling cost, thereby saving the company money.
8.1.2 Evaluation
This design can be a functional benchmark as it is wheel-based for easy transportation to other sites. As it has a combination of crushing and sorting elements, this can help in ensuring a clean and purer RCA. In addition, as compared to the Sam Who’s stationary recycling plant, the mobility in the mobile recycling in the industry will help in cases where demolition of more than 1 blocks, by allowing it to move about without the need of dismantling and assembling it again.
8.2 Mobile Batching Plant
Figure 31. Mobile batching plant
8.2.1 Characteristics of Mobile Batching Plant
We will now evaluate through the characteristics of the mobile hopper and mixing unit that are in the market, providing the advantages and disadvantages of the mobile batching plant. There are currently two types of mobile hopper and mixing unit offered in the market. A typical mobile hopper unit has the dimensions of 16.6m in length, 3.0m in width and 4.0 in height. While a mixing unit has length of 17.0m, width of 3.0m and height 4.0m. Depending on the needs and type of construction, the number of silos may

41 | P a g e
differ. Silos may reach up to heights of 17m with a rough diameter of 3.4m. The water supply rate needed is approximately 1000 (Litres/min).
The hopper unit itself contains units for several sizes of aggregate, fine to coarse, and there are two or more separate compartments to store these aggregates. Once the aggregates are added, they are then transferred to the mixer plant in which the batching process takes place. The concrete made will then be stored at the silo.
Figure 32.Containerized hopper and mixing unit.
Figure 33. Wheel based hopper unit
Figure 34. Wheel based concrete plant.

42 | P a g e
8.2.2 Evaluation of Mobile Batching Plants
8.2.2.1 Limited Space
The mobility of the batching plant would create site constraints as it will take up a portion of the construction site when brought onto the sire. Therefore, proper site management will have to be implemented.
8.2.2.2 Time
Despite its mobility, there is still a considerable amount of disadvantage for the site to spend a few crane hours to hoist and place the units into position. This may delay certain components on the projects that are ongoing which may require the use of the crane. The use of a hydraulic jack may reduce time and space needed.
8.2.2.3 Strain on Resources on Site
The typical batching plant in the market requires a rough amount of 150-280 kWh. This amount of energy required is large even if a stand-alone generator is used for the recycling plant. The large use of water is also another strain as now the batching is done on site.
8.2.3 Comparison between Wheel-based and Containerised
After considering the feasibility of the mobile batching plant, we turn our attention to comparing the differences between the wheel-based and the containerised batching plant. On the surface, both wheel-based and containerized hopper and mixing unit look the same – both are the length of 40ft and they contain the same width. However, when it comes to setting up and transportation, they are vastly different. Hence, we’ve decided to focus on the mobility to compare between these two models.
8.2.3.1 Mobility
From the pictures shown, the wheel-based hopper and mixing unit comes fitted with wheels, which means that hopper or mixing unit just need to be hooked to the container trucks and can be transported. The containerized hopper and mixing, on the other hand, are components fitted into a container and the containers are placed on the back of the container trucks. Hence, at the construction site, the containers would have to be lifted off the trucks and placed on the ground. This seemingly minor difference can mean a difference of 16 hours6
in the setting up of the recycling plant on site. Furthermore, with it being wheel-based, the hopper and mixing unit can be placed on any terrain with no foundation needed, as long as it is accessible for the trucks.
6 http://www.sbm-mp.at/site/upload/downloads/en/beton-eng090313.pdf

43 | P a g e
8.2.3.2 Analysis
Therefore, after considering the advantages and disadvantages, we can see that the advantage outweighs the disadvantage. The use of this batching plant will help reduce the cost and time in transporting and creating of concrete. Quality can also be easily controlled which is important especially in the case of using RCA as structural members. We preferred the wheel based batching plant due to the greater mobility option it can give us especially in cases where the sites might have uneven grounds to park the hopper and mixer units..
8.3 Mobile Reclaimer
Another product used in the industry is the mobile reclaimer. The mobile reclaimer processes residual concrete left in the cement trucks by filling the trucks with water. The concrete aggregate (sand and stone) and water are washed and separated from each other and fed back into the concrete production.
Figure 35. Mobile reclaimer

44 | P a g e
Figure 36. Steps to reclaiming concrete
8.3.1 Characteristics
As with the wheel-based hopper and mixing unit, the mobile reclaimer is highly mobile. It can be fitted onto one standard container truck and no foundations are required as well.
8.3.2 Advantages of Mobile Reclaimer
The advantage of the mobile reclaimer is that it brings in the idea of sustainability and recyclability. There are large amounts of cement left in cement trucks that will be dried up if left alone or washed out and wasted. By washing out the residual cement from the cement trucks and feeding it to the reclaimer, it would be able to dewater the cement mixture and revert the mixture back to sand and stone. With this, the amount of wastage of aggregates is reduced, and this will reduce the cost of the project as well.
According to a cost analysis done by Wenzhou City Sentai Environmental Protection Equipment Co., Ltd, given that the monthly output of residual concrete is 30 000m3 and the aggregate price being $14/ tonne, the cost saved on sand and stones is approximately S$320. An example to elaborate this cost saved would be to assume a project with a duration of 18 months to complete, from the substructure to superstructure, the cost savings would therefore amount to a substantial S$5760.

45 | P a g e
In another case study of the Hong Kong construction industry7
The mobile reclaimer in the market now is able to wash 3 cement trucks simultaneously
, it is estimated that 42% of the concrete can be recycled as coarse aggregates. With the market rates of coarse aggregates at about US$5 per ton, an average of US$681 714 and up to US$1 206 109 can be saved just by reclaiming residual concrete instead of dumping them in landfills.
8
8.3.3 Analysis
. Hence, the cement reclaimer we propose should be no worse than what the market currently offer.
With the ability to recycle and to separate the wasted concrete, the reclaimer would thus be a useful tool in the construction sites. The reclaimer will play an important role in helping the construction team recover the aggregates and reuse them, helping them reduce material cost.
7 http://www98.griffith.edu.au/dspace/bitstream/10072/15181/1/46908.pdf 8 http://www.chinasentai.com/products_view.asp?id=1
46 | P a g e
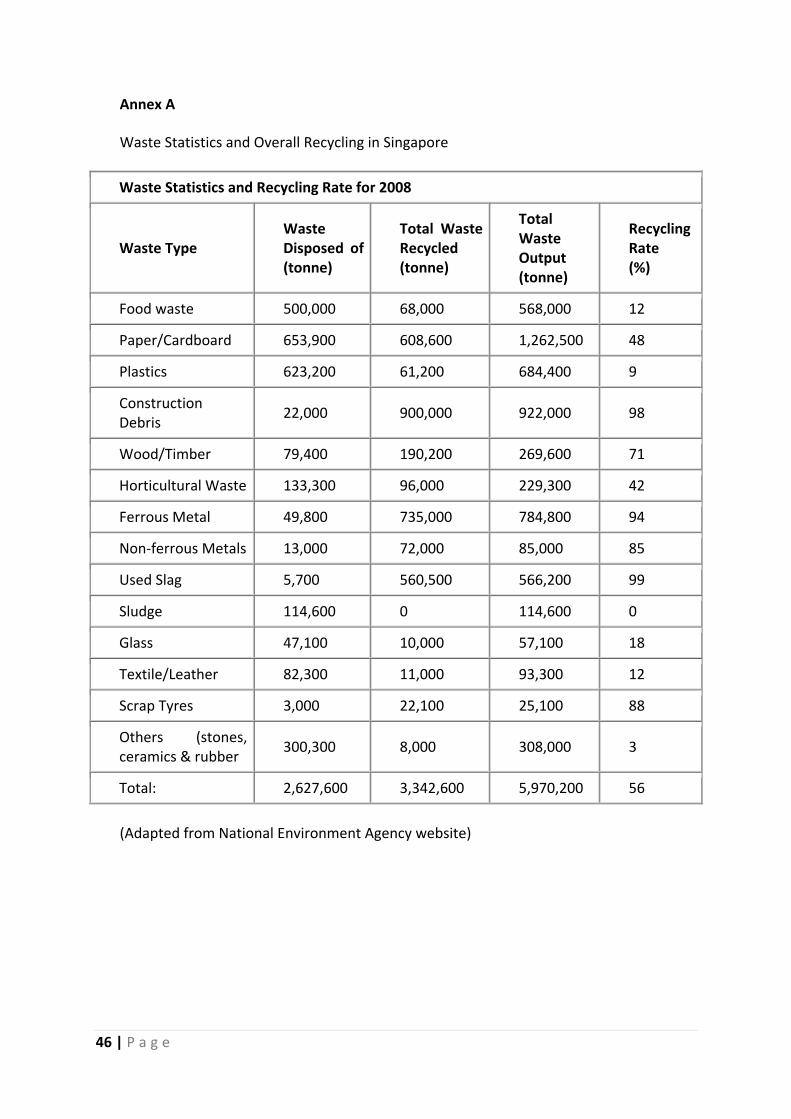
Annex A
Waste Statistics and Overall Recycling in Singapore
Waste Statistics and Recycling Rate for 2008
Waste Type Waste Disposed of (tonne)
Total Waste Recycled (tonne)
Total Waste Output (tonne)
Recycling Rate (%)
Food waste 500,000 68,000 568,000 12
Paper/Cardboard 653,900 608,600 1,262,500 48
Plastics 623,200 61,200 684,400 9
Construction Debris
22,000 900,000 922,000 98
Wood/Timber 79,400 190,200 269,600 71
Horticultural Waste 133,300 96,000 229,300 42
Ferrous Metal 49,800 735,000 784,800 94
Non-ferrous Metals 13,000 72,000 85,000 85
Used Slag 5,700 560,500 566,200 99
Sludge 114,600 0 114,600 0
Glass 47,100 10,000 57,100 18
Textile/Leather 82,300 11,000 93,300 12
Scrap Tyres 3,000 22,100 25,100 88
Others (stones, ceramics & rubber
300,300 8,000 308,000 3
Total: 2,627,600 3,342,600 5,970,200 56
(Adapted from National Environment Agency website)

47 | P a g e
Annex B
BCA to study guidelines on recycled construction materials By Wong Siew Ying, Channel NewsAsia | Posted: 15 May 2007 2133 hrs
SINGAPORE: The Building and Construction Authority (BCA) is working with the universities and industry to encourage wider use of recycled materials such as NewConcrete in the construction industry. The aim is to reduce Singapore's dependency on sand and granite in concrete production. Granite has been in short supply lately and contractors have been turning to recycled materials for construction wherever possible. But they often find that developers and consultants shun these substitutes. Simon Lee, Executive Director, Singapore Contractors Association Ltd, said: "The adoption is slow because there are some concerns on the performance of these materials. The materials are not specified in the contracts and even the regulations do not specifically address them." To encourage greater use of recycled materials, the BCA said it is now working on new guidelines. Ong See Ho, Commissioner of Building Control, BCA, said: "The guidelines will basically cover the tests that have to be carried out on these materials to see if they can meet the standards required and to find out things such as the allowable amounts of impurities, the long-term effects and how to manage the strength and durability issues." One possibility is NewConcrete or Eco-Concrete, which is now used for pavements, kerbs and drains. Tests are still being done to see if it can also be used in load-bearing structural walls and columns. For now, BCA said eco-concrete can only make up 10 percent of all structural components.
Photos 1 of 1

48 | P a g e
The process involved in making eco-concrete is no different from that of conventional concrete. What is unique is that it uses recycled material called washed copper slag, which will replace up to 70 percent of the sand used in concrete production. Copper slag is a by-product of sandblasting at local shipyards. Recycled granite from demolition waste also goes into the production of eco-concrete which will further ease demand on the natural material. Industry players said eco-concrete costs 10 percent less and hope the material can be used for more structural works. Dr Sujit Ghosh, Vice President, Operations, Holcim (Singapore) Pte Ltd, said: "What we are doing now is to try and launch this eco-concrete across non-structural first because this creates the awareness as well as the buy-in. "And as time goes by, we can gradually move into higher applications and at that point, we may look into other avenues for these materials. Currently, it's still limited to what is available from the ship repair industry which is about 400,000 tonnes a year." In another push for sustainable construction, the Housing and Development Board is working with BCA to identify projects where eco-concrete can be used.

49 | P a g e
Annex C
Interview with SamWoh Dr Kelvin Lee Pavement Specialist Working on: Use of Recycled Concrete Aggregate (RCA) in building SamWoh’s Research Centre at 51 Kranji Cresent
Q: From what we have seen in the company’s history, SamWoh mainly focuses on asphalt and road construction. So what made SamWoh interested to venture into the recycling concrete business instead? A: Many companies realized the benefits of recycling during the point of time when Indonesia banned the import of natural aggregates to Singapore. However, SamWoh has started way behind in actual fact. As we mainly dealt with road construction, we initially used the recycled concrete aggregates to fill the base course of our projects. When Indonesia banned the import of natural aggregates, the prices of natural aggregates increased by 50% and we started considering the use of recycled aggregates to replace natural aggregates. Though later on, the prices of natural aggregates fell and was comparable to recycled aggregates, the government still urged the industry to search for alternative sources of materials and not to rely heavily on natural aggregates. Q: What are the differences between Recycled Concrete and New Concrete?
A: The difference is in their absorption level. The recycled aggregate quality is more absorptive. It is due to the presence of the old mortar within it.
Q: Are the recycled concrete comparable in quality to new concrete?
A: Yes, recycled concrete is not inferior as compared to new concrete. The recycled concrete can be designed to be of similar strength as new concrete. We basically just have to alter the composition within the concrete. For example, 30% aggregates

50 | P a g e
composition would require a different water to cement ratio as compared to 50% aggregates composition.
Q: What do you think are the benefits of using recycling concrete?
A: I think it would firstly be beneficial to the environment. The use of recycled concrete would decrease the amount of waste going into landfill sites. Also, the price of the recycled concrete is around 20% cheaper that new concrete. The industry would be less dependent on natural aggregates too.
Q: Since there are so many benefits of using recycled concrete, why are there not many companies incorporating it into their buildings at the current point of time?
A: Firstly, I would think it is people’s negative perception towards recycled concrete aggregates. Most people, when they think of recycled items, they would think that it is inferior as compared to new items. Moreover, the prices of natural aggregates and recycled aggregates are not very different, hence people would choose to play safe and purchase the natural aggregates. For example, if a new foolscap paper is $2 and the recycled foolscap is $2 too, majority would most probably choose to purchase the new foolscap instead though the prices are similar. I would say that the government plays a vital role in Singapore especially, to motivate industry players to move into using recycled aggregates.
Q: So what are the upcoming projects that SamWoh will be venturing into which consists the use of recycled concrete?
A: Currently we actually have an on-going project. It is the new SamWoh’s Research Centre. This project is collaboration between SamWoh and BCA. The building will be fully built using RCA and this means that RCA will be used, not only for non-load bearing structures but also as load bearing structures. We have installed optical fiber in the building in order to monitor the building after the completion of it.
Q: This new project is definitely very exciting. So how do you think the success of this new building would impact the industry?
A: Definitely if the building is successful, it would be a breakthrough for the local construction industry. This is because perception of the industry players would change

51 | P a g e
and they might turn to RCA instead. I would say that in future, there would be more 100% RCA buildings found in Singapore.
Q: My team is thinking of proposing an on-site recycling plant, incorporating the demolition, recycling, reusing all on site. Do you have any advice for our proposal?
A: Firstly, if you are talking about proposing an on-site recycling in Singapore, I would think that we need to first consider the space and whether the recycling cost is efficient. It is also important to consider is there enough quantity. Contractors would not use the machinery if they are unable to recover cost of recycling at the end of the project. However, looking into the future, I do agree that if there are major projects coming up, such as your mentioned, demolition of HDB projects, I would say, the quantity would be not be a concern. It is definitely too early to say that it is not feasible.

52 | P a g e
Annex D
Compression Test on Grade 40 Normal Concrete and 100% RCA Concrete
1.1 Objective
1. To check the compressive strength 100% RCA concrete against normal concrete 2. To study the difference in failure strength of a normal concrete cube and a 100%
RCA concrete cube when subjected to load.
1.2 Introduction In the experiment, we are going to prepare two different concrete cubes, one Grade 40 normal concrete and one 100% RCA concrete. Then, we carry out standard test to check the crushing strength of the cubes. We expect both cubes to exceed a compressive strength of 40 Newton per millimetres square. It is very important in concrete design because it can provide evidence that normal concrete and 100% RCA concrete can be of similar strength. 1.2 Apparatus Used
ELE Concrete Compression Testing Machine
One Grade 40 normal concrete cube of the size 150×150x150mm
One Grade 40 100% RCA concrete cube of the size 150×150x150mm
1.3 Procedure
1.3.1 ELE Compression Testing Machine
• Place the normal concrete cube into the machine to test its crushing strength
• Note down the ultimate load and calculate the cube strength
• Follow the above procedure for 100% RCA concrete cube.

53 | P a g e
Figure 1 Test machine with normal cube in it
1.4 Results
Figure 2 Reading for normal concrete Figure 3 Failure of 100% RCA concrete
Normal 100% RCA Maximum Load (kN) >981 933 Maximum stress (MPa) >981 x 1000/(150)² = >43.6 933 x 1000/(150)² = 41.4
1.5 Constraints
1. Several tests should have been performed on each type of cube instead of a single test to obtain an average maximum load for each cube. This is to achieve more accurate results.
2. The ELE compression machine has a maximum compression capacity of 1000kN. Thus, values above 1000kN would not be possible to obtain.
1.6 Discussion
1.6.1 Compressive strength of Normal concrete and 100% RCA

54 | P a g e
From the test, the normal concrete withstand over 981kN of load. The 100% RCA concrete fails at an imposed load of 933kN. Thus, the maximum stress of normal concrete is more than 43.6MPa while that of 100% RCA is 41.4MPa.
The differences between the compressive strength of both cubes value could be due to various reasons. This is because the strength of a concrete depends on several factors such as the quality of cement, strength of aggregates, water/cement ratio, compaction, curing conditions and age of the concrete.
One of the likely reasons for the lower strength in 100% RCA concrete is because of the lack of repeated test to obtain an average value. This might result in a high standard deviation of the experimental values.
The quantity of materials used might defer from the quantity stated, due to human error in the mixture of the content if the concrete beams are not prepared by machines in this experiment.
1.7 Conclusion
The test was carried out to check the compressive strength 100% RCA concrete against normal concrete. It was observed that 100% RCA concrete might be weaker than the normal concrete. However, this might due to the uncertainty and constraint of several factors in this test, i.e. only one test for each cube was carried out. Despite that, one should take note that 100% concrete in this test still met the requirement of Grade 40 concrete. Thus, it is to note that 100% RCA concrete is just as capable as normal concrete to be used for the substructures and superstructures of a building in Singapore as minimum criteria is grade 40 concrete as stated by Housing and Development Board (HDB).

55 | P a g e
Annex E
Interview with BCA Mr Low Giau Leong Senior Research Officer (Civil Engineer) Working on: Full Scale Evaluation of the Use of Recycled Concrete Aggregate (RCA) in Structural Concrete Applications Centre for Sustainable Buildings and Construction Q: We understand that you are one of the key researchers involved in the BCA-SAMWOH collaboration project to investigate RCA for structural load-bearing uses. What motivated BCA to embark on this project and what do they hope to achieve? A: This project actually started by chance. Before this, we already used RCA as a natural granite replacement, but this occurred only in our laboratory. We were thinking, why not bring it out and use it on load-bearing structures for practical uses? Since BCA is always championing the idea of sustainability and green building technology, we decided that this idea has huge potential and possibilities, and thus decided to venture into it. SAMWOH is one of the largest recyclers in Singapore, and the 100% RCA building is actually a joint collaboration. It will not only be the first in Singapore but first in the region and maybe even the world, to fully utilize RCA. Initially we started off with 30%, then 50% – using 0% as a control – then we thought, why not 100%? This project spans 2 years and will end in the third quarter next year. What we are doing now is actually replacing normal aggregate with recycled concrete.
Q: Any other significant reasons?
A: Of course, one of the main reason is to enhance builders/contractors/users’ confidence. There are no reference projects that we can look at, and as of now, developers, contractors and QPs (qualified personnel) are still skeptical. This research project – 100% RCA building – will look at limits higher than what is in the current specifications
Q: We spoke to SAMWOH and they told us that currently, RCA is not allowed for structural load-bearing usages.
A: That is untrue. For a start, BCA allows up to 10% whether it is usage of granite or sand. Singapore‘s following UK, which allows a very low percentage too (replacement rate not

56 | P a g e
very high). Holland, Denmark allows high replacement rate – their situation is the same as Singapore (No natural resources). So as you can see, RCA is actually allowed, but only up to a certain percentage. However, in 2 years’ time, a new euro standard – SS EN 12620 – will completely replace the current one (SS 31, which only allow aggregates from natural sources. This new standard will allow the use of RCA for load-bearing structural applications.
Q: What are the main issues of using RCA?
A: Actually the problem only starts to appear slightly with grade 60 and above concrete. We don’t see any significant problems in our laboratories with grade 40 or below. For RCA, the main issue will be shrinkage and creep – under its own weight. This is not an issue for lower grade concrete.
Q: We went to SAMWOH’s plant and interviewed their specialist after viewing his presentation. We also understand that there are other ways of recycling. What is BCA’s take on recycling concrete, especially in Singapore.
A: Concrete recycling is actually relatively easy. For Singapore, I believe all major players in Singapore (currently 2 or 3 if I’m not wrong, there will be 1 or 2 more joining in) uses mechanical ways to recycle concrete and obtain the aggregates. In other countries like Japan & Korea, they have better technology; for example, subject the recycled aggregates to rubbing and washing, so that the quality is better. Sounds good, but it may not be feasible in Singapore as these technologies are very energy and water intensive.
Q: How do you predict the response to be, when RCA is official introduced to developers and contractors?
A: Actually, when we first tried to introduce RCA to developers, the response was very good. The client and home owners have no issues accepting these recycled materials, some developers even use it for premium developments. The only significant barrier may be the QPs, as they are apprehensive and skeptical as to whether to use RCA – would not want to “risk their necks” to use RCA since natural aggregates have always been fine.
(After explaining our idea or a mobile recycler and mobile batching plant) Q: How feasible do you view our idea and what are the possible constraints that you can identify with? A: Firstly, demolition works are usual done fast. The best way to complement your idea will be to use a sequential demolition, which is to remove the furniture leaving the concrete

57 | P a g e
bare frames followed by demolishing parts with the most complete content first. Space will be a huge constraint, thus, to fully utilize available space (presuming demolition of HDB blocks cluster), the mobile plants, recycler and aggregates can be temporarily placed at outdoor basketball courts or football fields. The main constraints are standard – space, time and regulations. For developers, time = money. They are more concerned with the dollars and cents. However, there are particular developers which are more pro-recycling (e.g. city developers). Cost of RCA would be about 20% cheaper than market rate, and if it can reflect well on the project – sustainable, green mark etc – I can foresee developers and contractors adopting your method. RCA are subjected to market forces, in the long run, after acceptance level for these materials are higher, demand will increase. Subsequently, supply will increase and price will go further down. Moreover, natural aggregates are bound to be used up someday in the future, thus, your method is very sustainable, even if it may not fully realize its potential right now. Q: Do you have any suggestions or advice for our proposed idea?
A: What we (BCA and you guys) need to do is to educate people that RCA is not inferior to natural granite, to instill confidence. Singapore will be the first to use RCA up to 100%. If it proves to be successful, confidence will definitely be enhanced. In the near future, BCA actually plans to raise the green mark criteria, and all buildings above 200m2 will have to be green mark certified. Thus, your idea will be feasible if the constraints can be overcome.

58 | P a g e

















