Concrete Durability: Industry Perspectivetheconcreteportal.com/vijaykulkarni.pdf · Preparing...
80
Vijay Kulkarni Principal Consultant, Ready-Mixed Concrete Manufacturers’ Association (RMCMA) Former President, Indian Concrete Institute (ICI) Former Editor, The Indian Concrete Journal (ICJ) IITM –IITB-ICI Workshop on Achieving Durable Concrete Construction Through Performance Testing (Feb. 2014) Concrete Durability: Industry Perspective * * Views expressed are not necessarily those of RMCMA or ICI
Transcript of Concrete Durability: Industry Perspectivetheconcreteportal.com/vijaykulkarni.pdf · Preparing...
Vijay KulkarniPrincipal Consultant, Ready-Mixed Concrete Manufacturers’
Association (RMCMA)Former President, Indian Concrete Institute (ICI)Former Editor, The Indian Concrete Journal (ICJ)
IITM –IITB-ICI Workshop on Achieving Durable Concrete Construction Through Performance Testing
(Feb. 2014)
Concrete Durability: Industry Perspective*
* Views expressed are not necessarily those of RMCMA or ICI
Broad Outline
• Concrete Industry Scenario• Role of Production Control System influencing
durability• Recent up-gradation of Production Control Criteria• Properties of ingredients affecting durability• Some Live examples of customer-specified mixes• Use of SCMs: Code-specified Limitations• Recent changes in IRST and IRC Standard
specifications• Laboratory Data on RCPT & Strength• Conclusion• Future…

Vestige of Recent Past
Courtesy: Mahesh Tendulkar
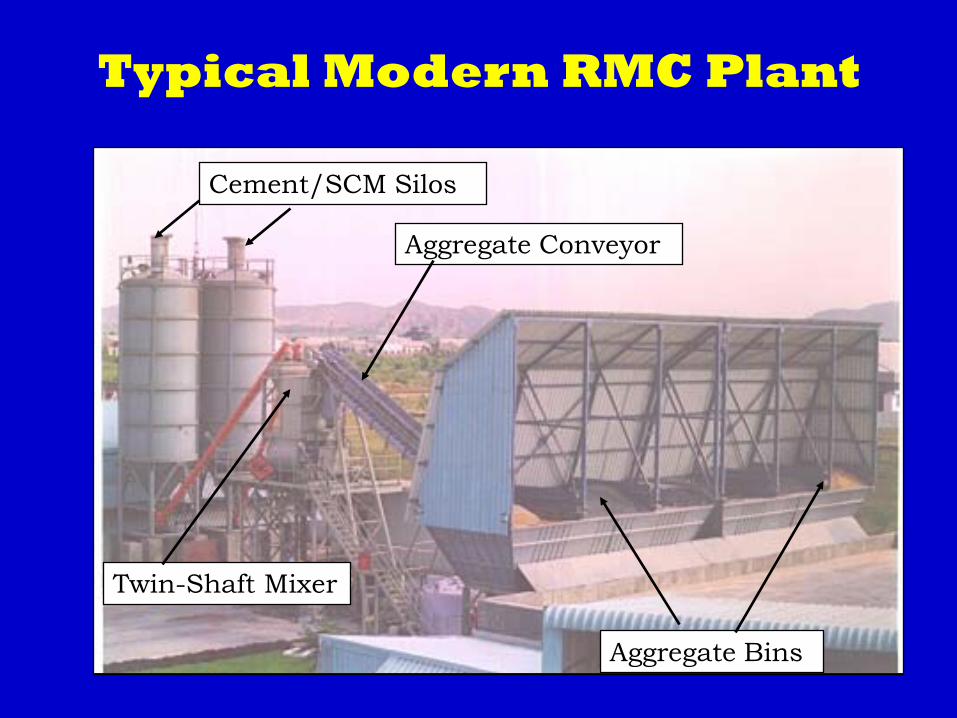
Typical Modern RMC Plant
Twin-Shaft Mixer
Cement/SCM Silos
Aggregate Conveyor
Aggregate Bins
1st Phase of Development
• Establishment of RMC facilities in metropolitan centres
Mumbai
Bangalore
Kolkata
Delhi
Chennai
Hyderabad
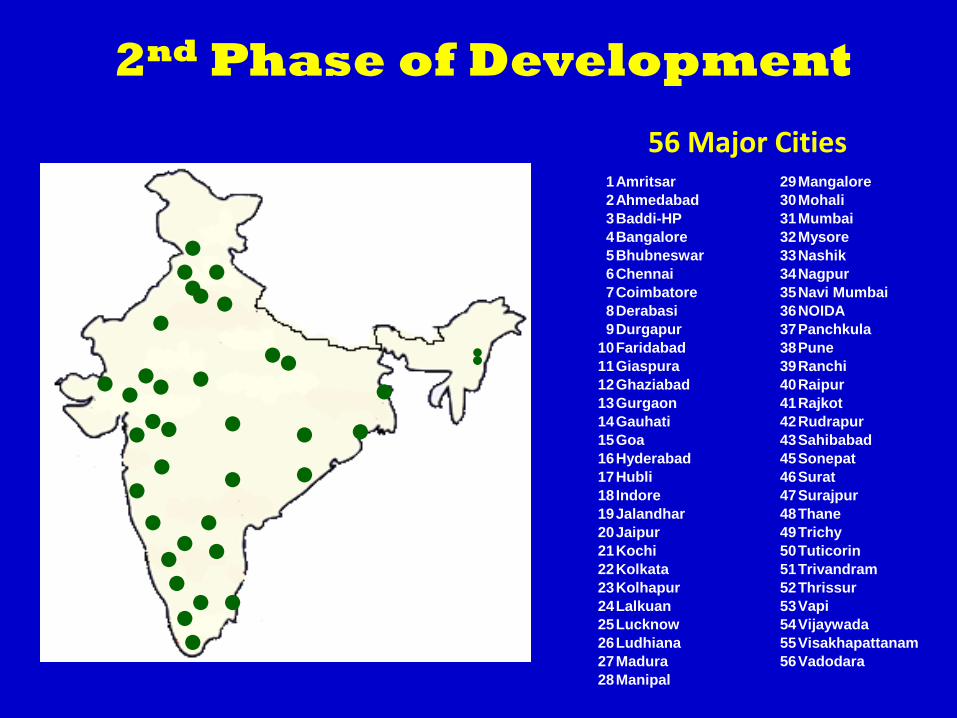
2nd Phase of Development
•
•
••
•
•••••
•
••
•
•
•• ••••
•••
•
••••••
•
•
•••
••
1Amritsar 29Mangalore2Ahmedabad 30Mohali3Baddi-HP 31Mumbai4Bangalore 32Mysore5Bhubneswar 33Nashik6Chennai 34Nagpur7Coimbatore 35Navi Mumbai8Derabasi 36NOIDA9Durgapur 37Panchkula
10Faridabad 38Pune11Giaspura 39Ranchi12Ghaziabad 40Raipur13Gurgaon 41Rajkot14Gauhati 42Rudrapur15Goa 43Sahibabad16Hyderabad 45Sonepat17Hubli 46Surat18Indore 47Surajpur19Jalandhar 48Thane20Jaipur 49Trichy21Kochi 50Tuticorin22Kolkata 51Trivandram23Kolhapur 52Thrissur24Lalkuan 53Vapi25Lucknow 54Vijaywada26Ludhiana 55Visakhapattanam27Madura 56Vadodara28Manipal
56 Major Cities
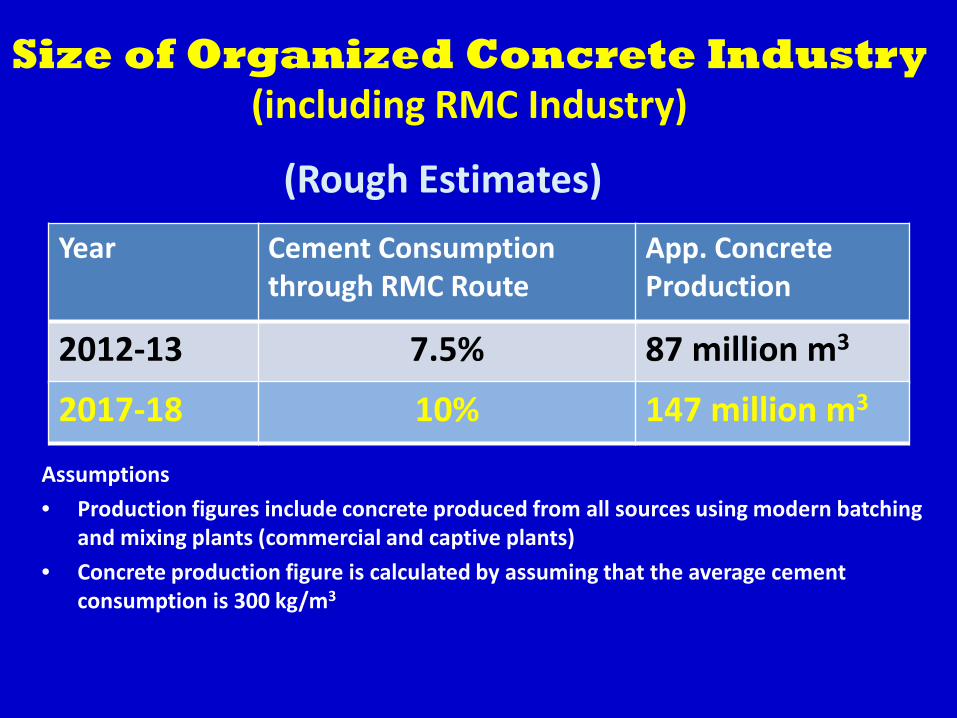
Size of Organized Concrete Industry(including RMC Industry)
Year Cement Consumption through RMC Route
App. Concrete Production
2012-13 7.5% 87 million m3
(Rough Estimates)
Assumptions• Production figures include concrete produced from all sources using modern batching
and mixing plants (commercial and captive plants)• Concrete production figure is calculated by assuming that the average cement
consumption is 300 kg/m3
2017-18 10% 147 million m3
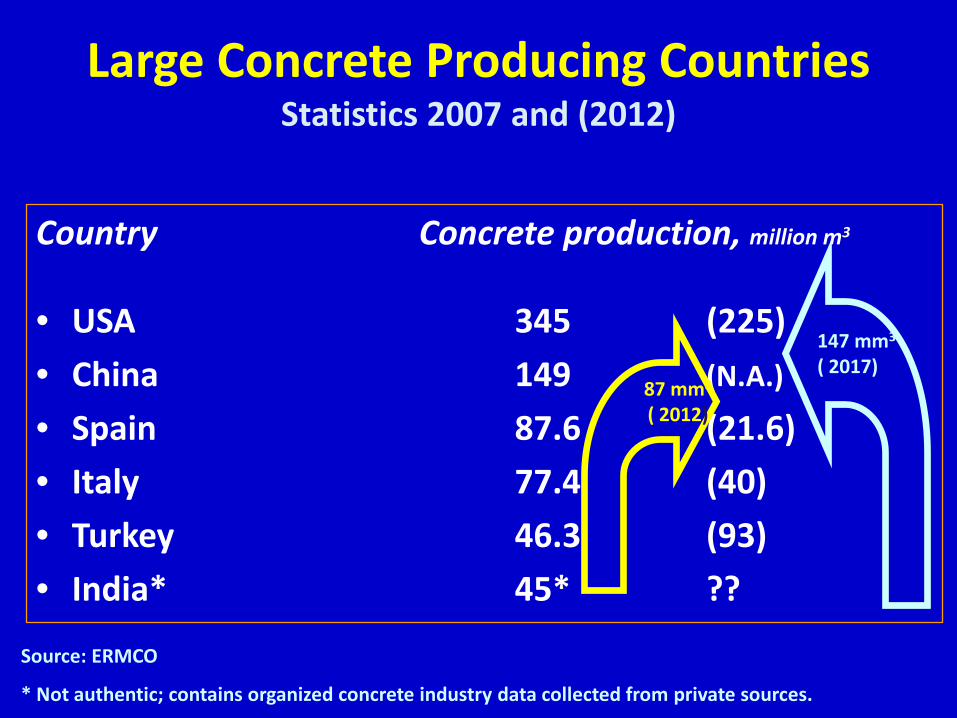
Large Concrete Producing CountriesStatistics 2007 and (2012)
Country Concrete production, million m3
• USA 345 (225)• China 149 (N.A.)
• Spain 87.6 (21.6)• Italy 77.4 (40)• Turkey 46.3 (93)• India* 45* ??
87 mm3
( 2012)
Source: ERMCO
* Not authentic; contains organized concrete industry data collected from private sources.
147 mm3
( 2017)
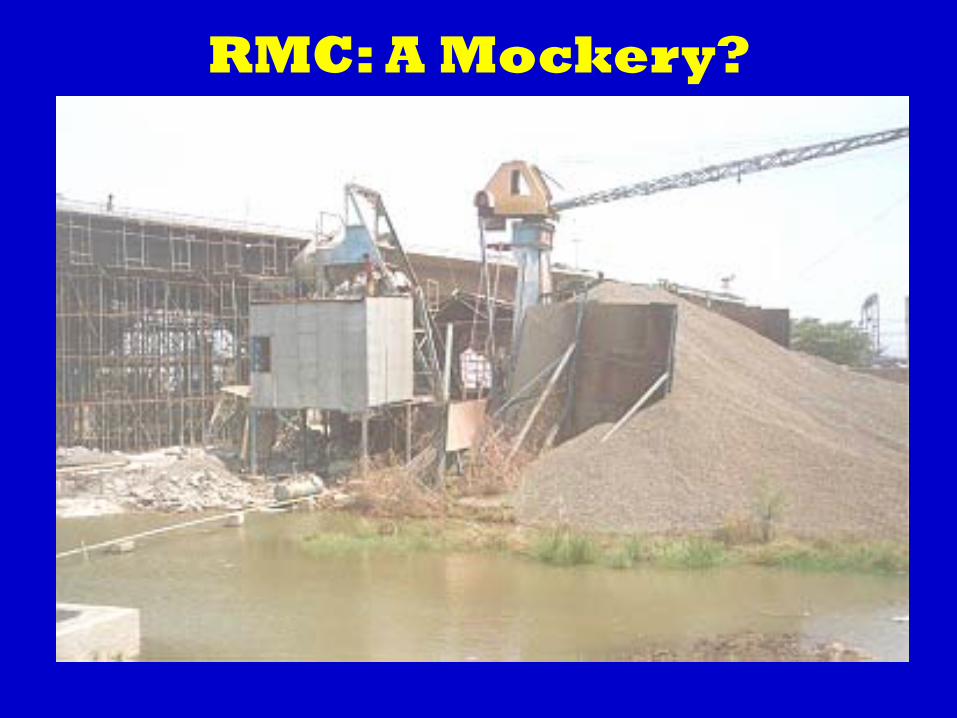
RMC: A Mockery?

RMC: A Pretense or Farce?
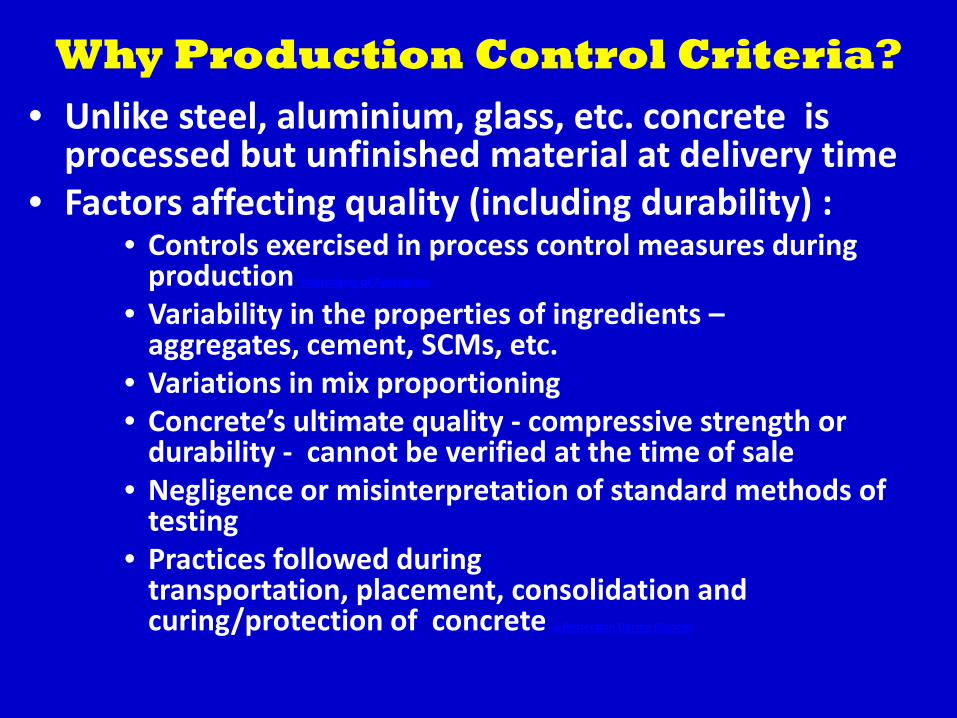
Why Production Control Criteria?• Unlike steel, aluminium, glass, etc. concrete is
processed but unfinished material at delivery time• Factors affecting quality (including durability) :
• Controls exercised in process control measures during production Intermixing of Aggregates
• Variability in the properties of ingredients –aggregates, cement, SCMs, etc.
• Variations in mix proportioning• Concrete’s ultimate quality - compressive strength or
durability - cannot be verified at the time of sale • Negligence or misinterpretation of standard methods of
testing • Practices followed during
transportation, placement, consolidation and curing/protection of concrete No Protection During Placing!

Intermixing of Aggregates
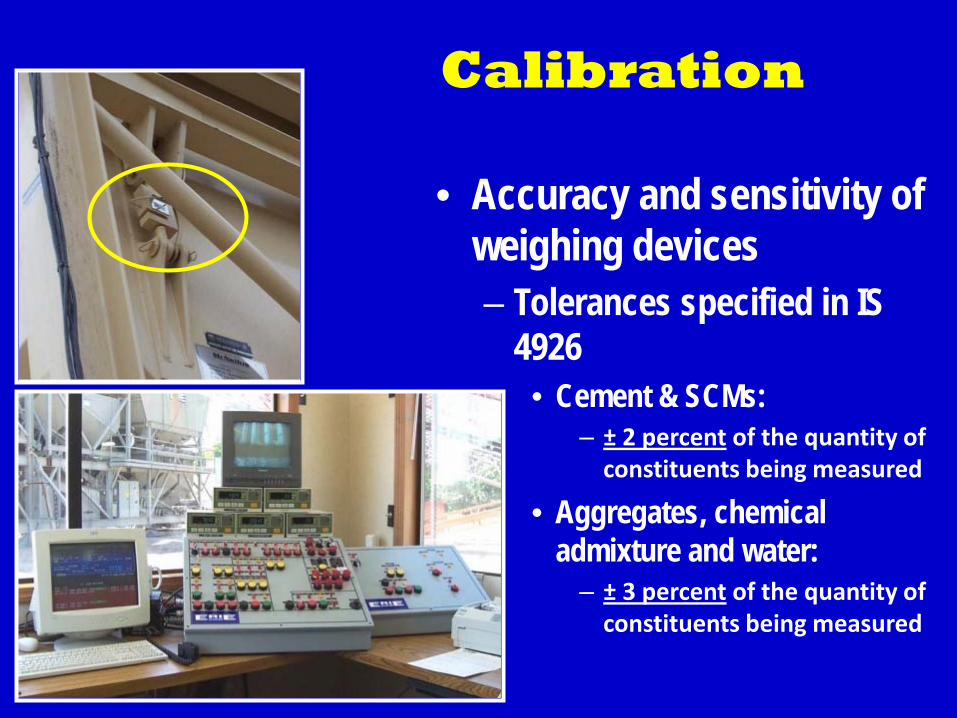
Calibration
• Accuracy and sensitivity of weighing devices – Tolerances specified in IS
4926• Cement & SCMs:
– ± 2 percent of the quantity of constituents being measured
• Aggregates, chemical admixture and water:
– ± 3 percent of the quantity of constituents being measured

Mixer Blade Worn Out

Built-up on Mixer Blade/Arm Why Production Control Criteria?
Inside cleaned mixer
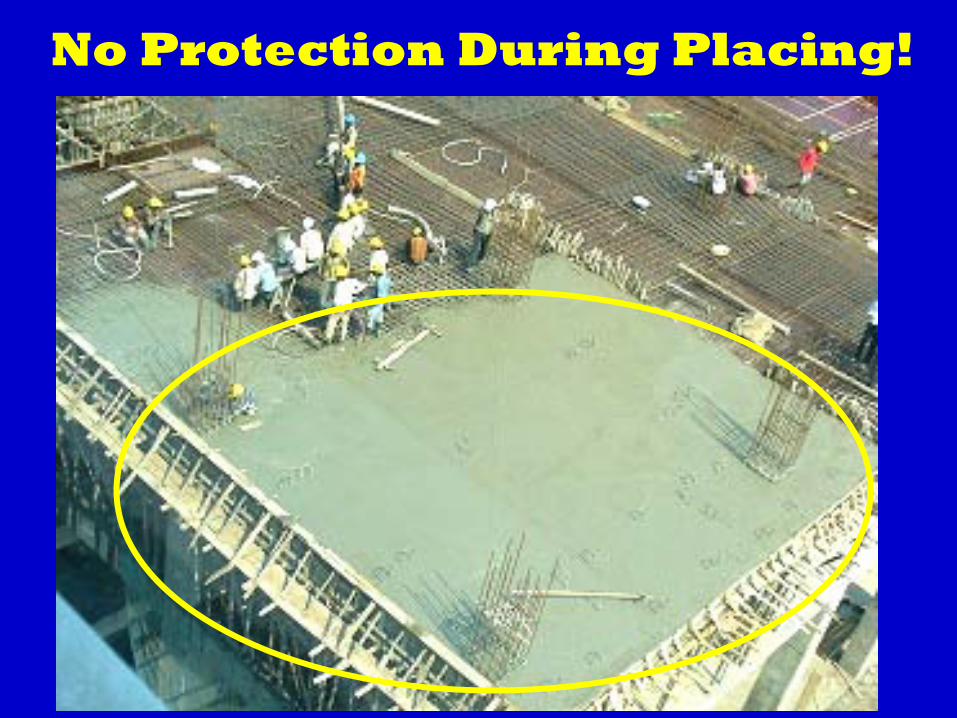
No Protection During Placing!

RMCMA Quality Scheme

Best Practices : Advanced Countries
Quality & Product Conformity Regulations
CanadaRMC Association of Ontario State, (RMCAO)
USANational Ready Mixed Concrete Association, (NRMCA)
1. Plant Certification Scheme
2. Quality Management System for RMC Company
U.K.Quality Scheme for Ready Mixed Concrete (QSRMC)
1. RMCAO Seal of Concrete Quality
2. RMCAO Seal of Special Concrete Quality
TurkeyTurkish Ready Mixed Concrete Association,
Third Party Quality Scheme “KGS”
RMCMA Quality Scheme
• Indigenous in character
• Based on two strong pillars
– Best practices from advanced countries
– Strict adherence to various BIS codes of practice
RMCMA Quality Manuals
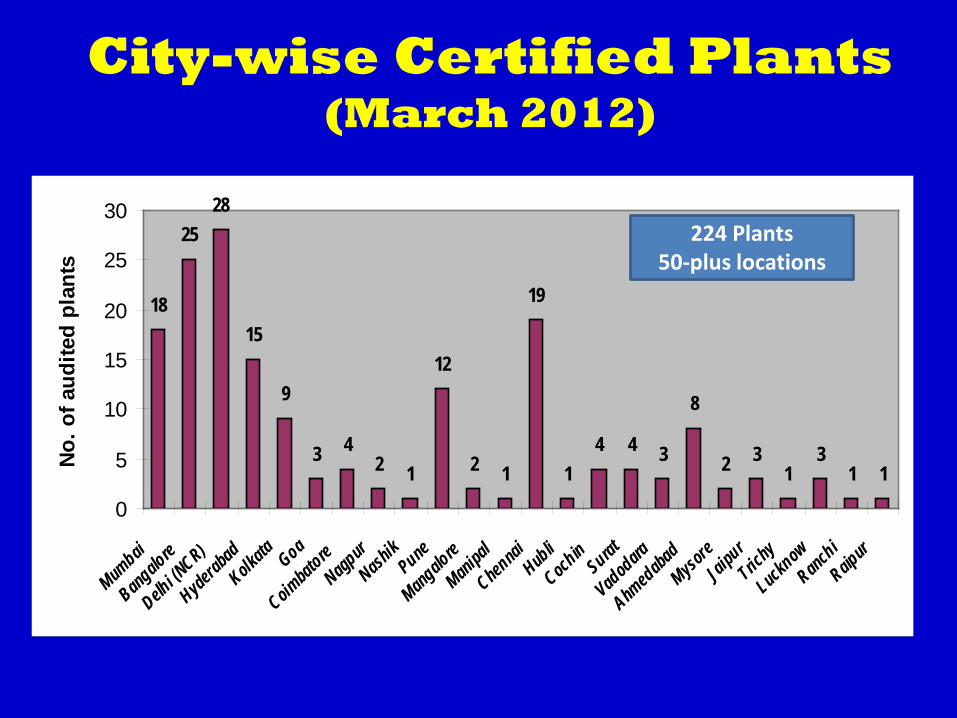
City-wise Certified Plants(March 2012)
18
2528
15
9
3 42 1
12
2 1
19
14 4 3
8
2 31
31 1
0
5
10
15
20
25
30
Mumbai
Bangalo
re
Delhi (N
CR)
Hyderab
adKolk
ata Goa
Coimbat
oreNagp
urNash
ikPune
Mangalo
re
Manipal
Chennai Hubli
Cochin
Surat
Vadodara
Ahmedaba
dMyso
reJai
purTric
hy
Lucknow
RanchiRaip
ur
No. o
f aud
ited
plan
ts
224 Plants50-plus locations

Efforts in Enhancing Production Control Criteria
• Multi-stakeholder Ownership
• Auditing: Completely Independent character
• RMCMA signs MoU with QCI on Dec. 11, 2011 to develop a New Quality Scheme
What is QCI ?
• Established under Cabinet decision in 1996, formed inJanuary 1997
• Registered as a non-profit autonomous society• Joint initiative of the Government of India, and the Indian
Industry, represented by :– Associated Chambers of Commerce and Industry of India
(ASSOCHAM)– Confederation of Indian Industry (CII)– Federation of Indian Chambers of Commerce & Industry (FICCI)
QCI: Objectives Establish and maintain an accreditation structure in
the countryProvide right and unbiased information on quality
related standardsFacilitate upgradation of equipments and techniques
related to qualitySpread quality movement in the country through
National Quality CampaignRepresent India’s Interest in International forumsHelp establish brand equity of Indian products and
service
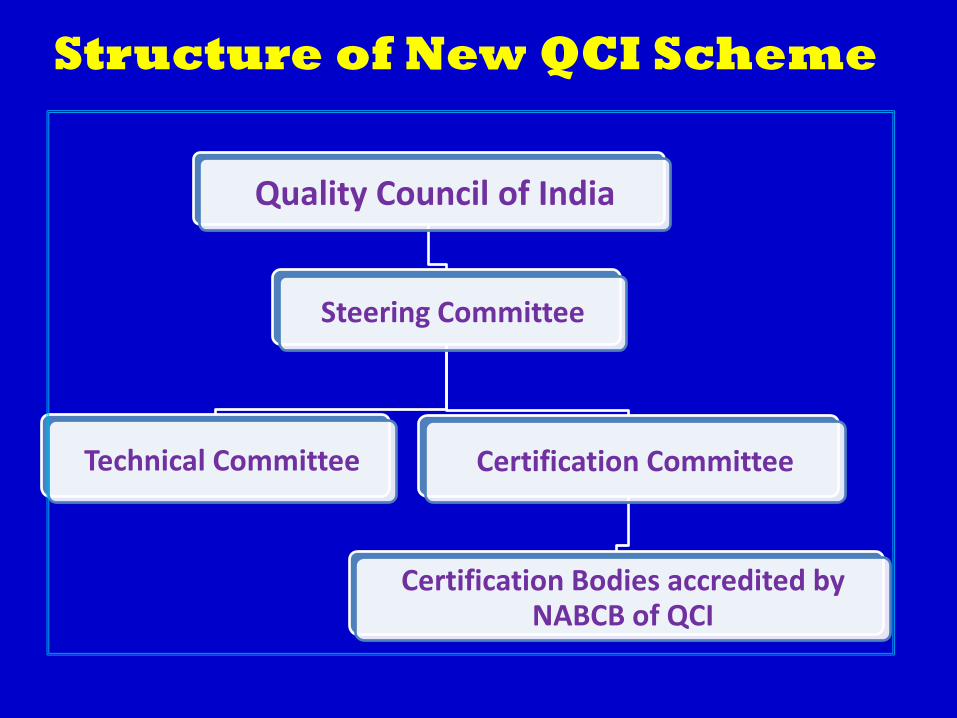
Structure of New QCI Scheme
Quality Council of India
Steering Committee
Technical Committee Certification Committee
Certification Bodies accredited by NABCB of QCI
Multi Stake Holder Committees
• Participations from:– Central Government Ministries, e.g.
Housing, MORT&H, etc.– Key Specifier: Central Public Works Department
(CPWD)– Central PSUs e.g. NHAI, AAI, etc. – User bodies, e.g. BAI, CFI, etc. – Professional bodies, e.g. ICI, ICCE– Consultants, e.g. Mahendra Raj, TCPL, etc.– Manufacturers, e.g. RMCMA, CMA– Certifying bodies, e.g. BVCI, ICMQ
Quality Scheme: New Manuals
Criteria for Production Control of RMC
Certification Process for RMCPCS
Provisional Approval for CBs for RMCPCS
Download from http://qcin.org/CAS/RMCPC/

Two Schemes
• Ready-Mixed Concrete Plant Certification Scheme (RMCPCS)–RMC Capability Certification: A Must
–RMC 9000+ Certification: Optional
Scope of QCI Scheme
• Applicable for:– RMC Plants supplying concrete commercially– RMC plants supplying concrete for specific
project– RMC Plants supplying concrete partly on
commercial basis and partly for captive consumption
• Scheme excludes operations of placing, compaction, finishing and curing of concrete

Conforming Standards
• Provisions of QCI Scheme conform to:–Bureau of Indian Standards
• IS 4926, IS 456, IS 8112, IS 12269, IS 383, IS 3812, IS 9103, IS 516, IS 1199, IS 2386, IS 15388, etc.
–Indian Roads Congress• IRC 112, IRC 58, MORT&H Specifications
–Indian Railway Standards• IRS Bridge code, IRST 89, IRST 45, etc.
Who are Qualified to Certify RMC Plants?
• Bureau Veritas Certification (I) Pvt Ltd (BVCI)
• ICMQ India
• Tata Projects Ltd.
• Section A– Resource Management
• Plant and equipment • Laboratory • Key personnel
– Control on quality of incoming materials – Concrete design – Production and delivery – Control on process control equipments and maintenance – Complaints – Feedback
• Section B– Check List (182 Item )
• Tables– Table No 1 to 11
Production Control Criteria: Broad Contents
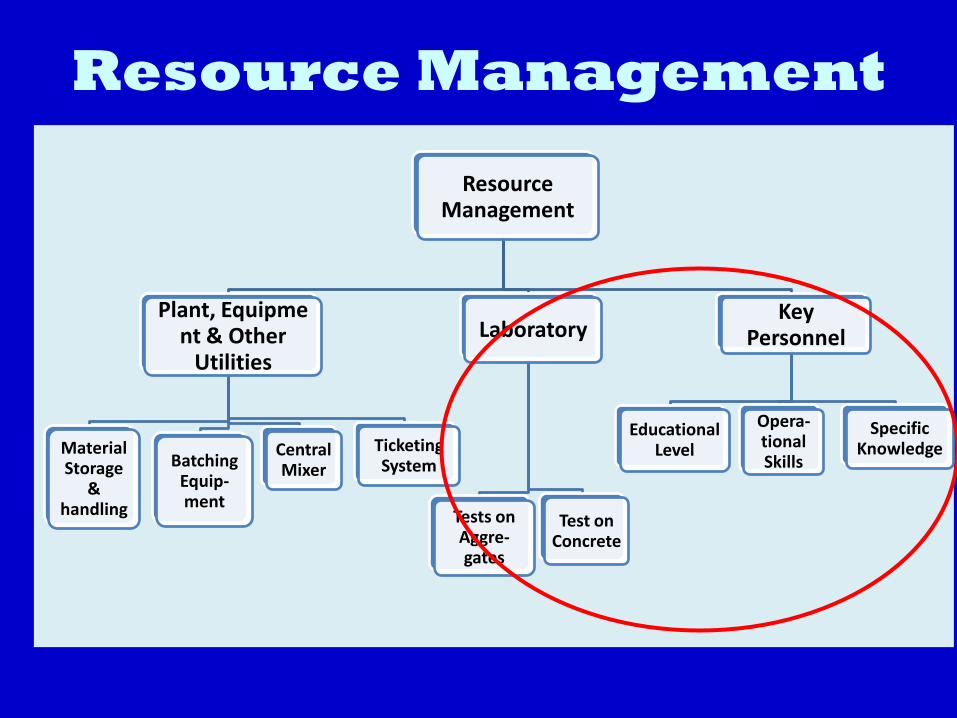
Resource Management
Resource Management
Plant, Equipment & Other
Utilities
Material Storage
& handling
Batching Equip-ment
Central Mixer
Ticketing System
Laboratory
Tests on Aggre-gates
Test on Concrete
Key Personnel
Educational Level
Opera-tionalSkills
Specific Knowledge
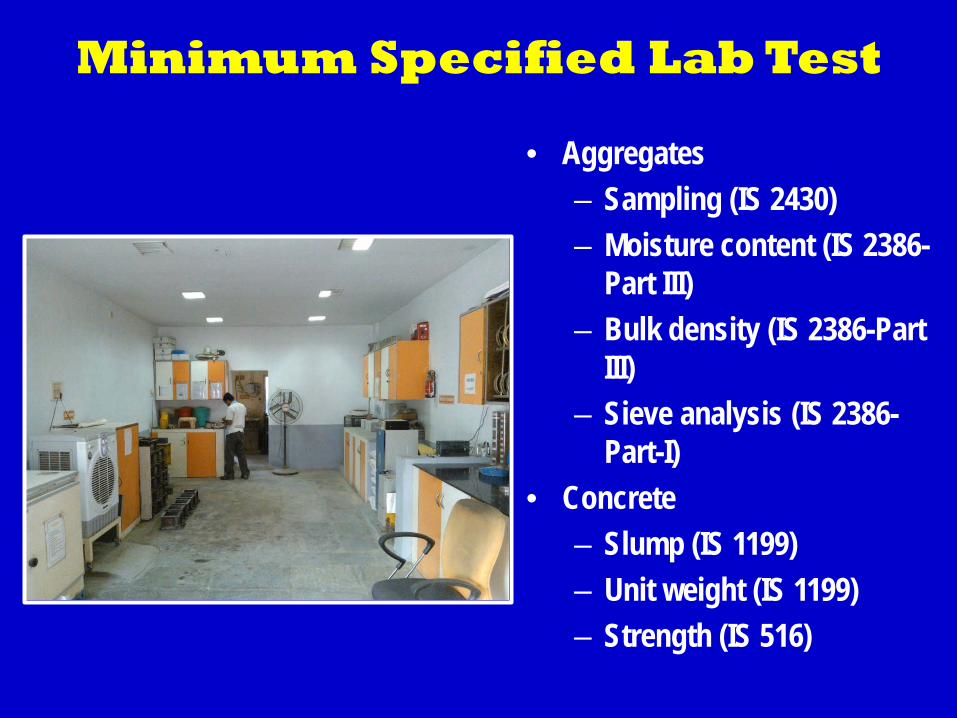
Minimum Specified Lab Test
• Aggregates – Sampling (IS 2430)– Moisture content (IS 2386-
Part III)– Bulk density (IS 2386-Part
III)– Sieve analysis (IS 2386-
Part-I)• Concrete
– Slump (IS 1199)– Unit weight (IS 1199)– Strength (IS 516)
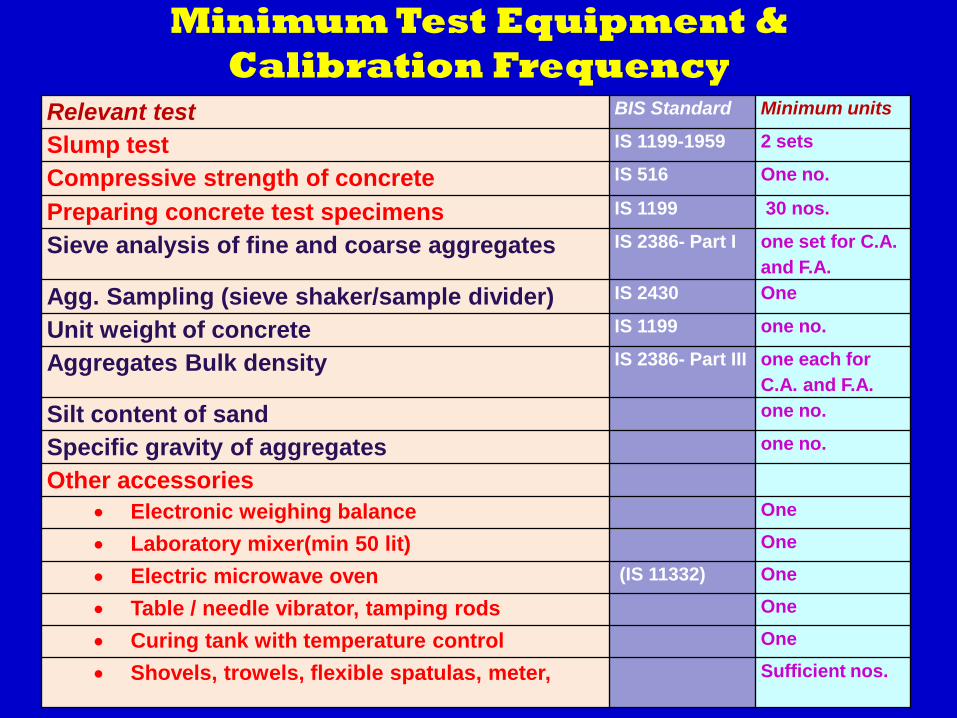
Minimum Test Equipment & Calibration Frequency
Relevant test BIS Standard Minimum units
Slump test IS 1199-1959 2 sets
Compressive strength of concrete IS 516 One no.
Preparing concrete test specimens IS 1199 30 nos.
Sieve analysis of fine and coarse aggregates IS 2386- Part I one set for C.A. and F.A.
Agg. Sampling (sieve shaker/sample divider) IS 2430 One
Unit weight of concrete IS 1199 one no.
Aggregates Bulk density IS 2386- Part III one each for C.A. and F.A.
Silt content of sand one no.
Specific gravity of aggregates one no.
Other accessories• Electronic weighing balance One
• Laboratory mixer(min 50 lit) One
• Electric microwave oven (IS 11332) One
• Table / needle vibrator, tamping rods One
• Curing tank with temperature control One
• Shovels, trowels, flexible spatulas, meter, Sufficient nos.
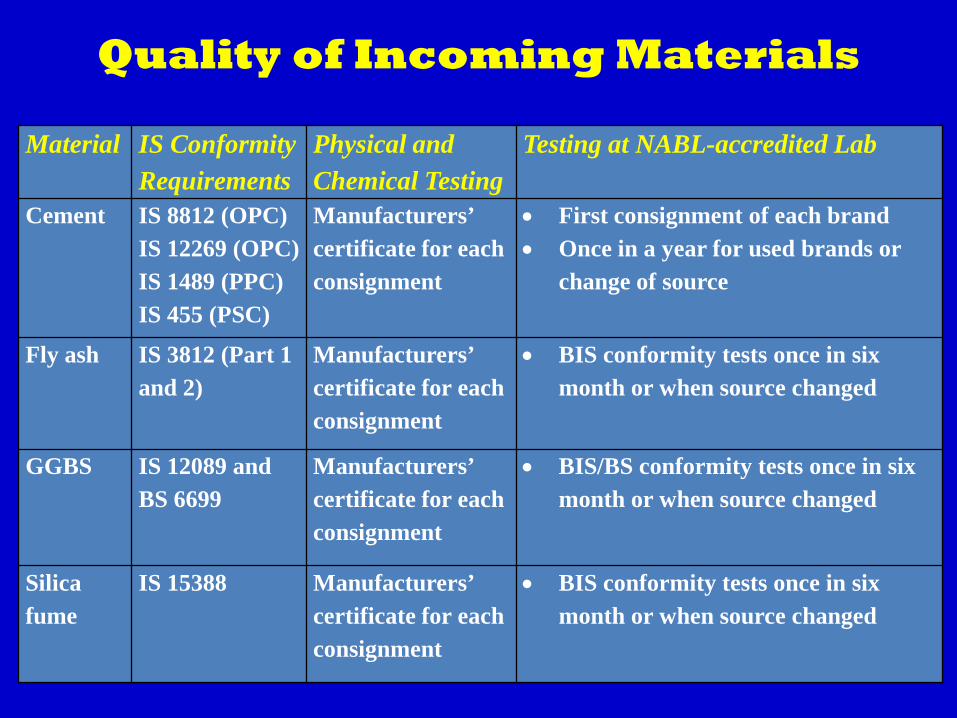
Quality of Incoming Materials
Material IS Conformity Requirements
Physical and Chemical Testing
Testing at NABL-accredited Lab
Cement IS 8812 (OPC)IS 12269 (OPC)IS 1489 (PPC)IS 455 (PSC)
Manufacturers’ certificate for each consignment
• First consignment of each brand• Once in a year for used brands or
change of source
Fly ash IS 3812 (Part 1 and 2)
Manufacturers’ certificate for each consignment
• BIS conformity tests once in six month or when source changed
GGBS IS 12089 and BS 6699
Manufacturers’ certificate for each consignment
• BIS/BS conformity tests once in six month or when source changed
Silica fume
IS 15388 Manufacturers’ certificate for each consignment
• BIS conformity tests once in six month or when source changed
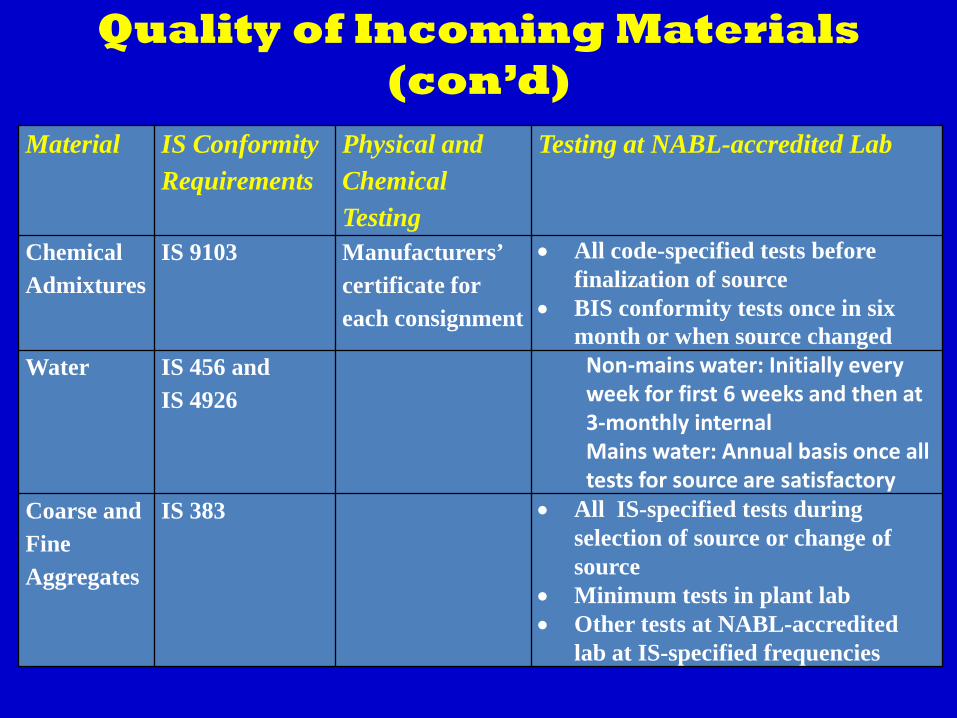
Quality of Incoming Materials (con’d)
Material IS Conformity Requirements
Physical and Chemical Testing
Testing at NABL-accredited Lab
Chemical Admixtures
IS 9103 Manufacturers’ certificate for each consignment
• All code-specified tests before finalization of source
• BIS conformity tests once in six month or when source changed
Water IS 456 and IS 4926
Non-mains water: Initially every week for first 6 weeks and then at 3-monthly internal Mains water: Annual basis once all tests for source are satisfactory
Coarse and Fine Aggregates
IS 383 • All IS-specified tests during selection of source or change of source
• Minimum tests in plant lab • Other tests at NABL-accredited
lab at IS-specified frequencies
Concrete Mix Design
• Organization should have the capability to design concrete mixes by adopting any rational method
• Organization should also have the ability to convert prescribed and designed mixes into batches of production
• Organization to keep records of trial mixes and modifications done for the scrutiny of auditors
Production & Delivery
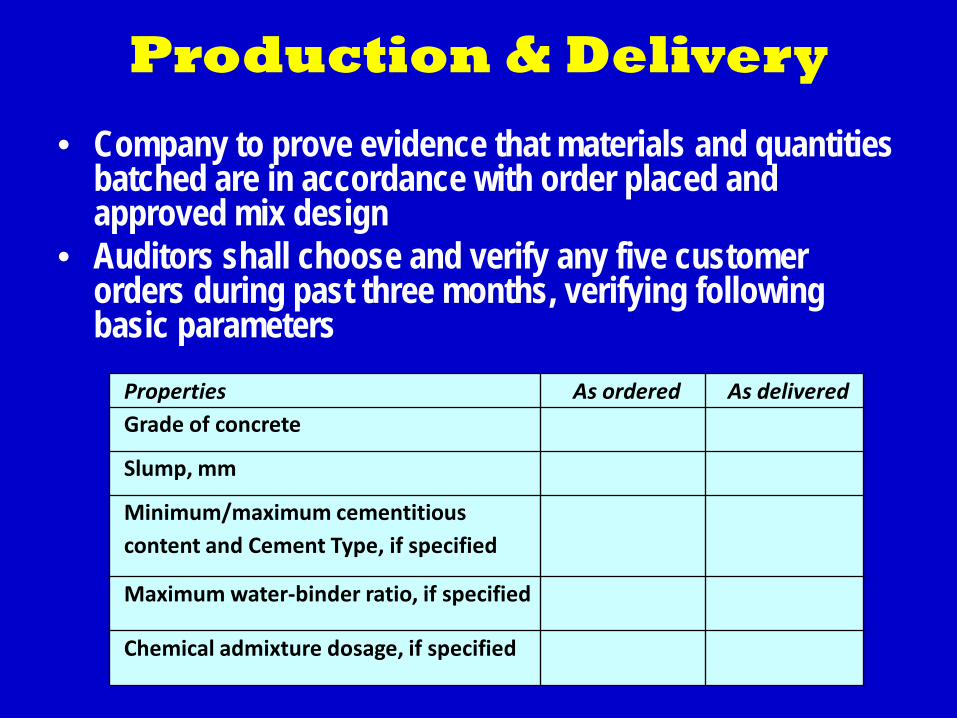
• Company to prove evidence that materials and quantities batched are in accordance with order placed and approved mix design
• Auditors shall choose and verify any five customer orders during past three months, verifying following basic parameters
Properties As ordered As deliveredGrade of concrete
Slump, mm
Minimum/maximum cementitiouscontent and Cement Type, if specified
Maximum water-binder ratio, if specified
Chemical admixture dosage, if specified
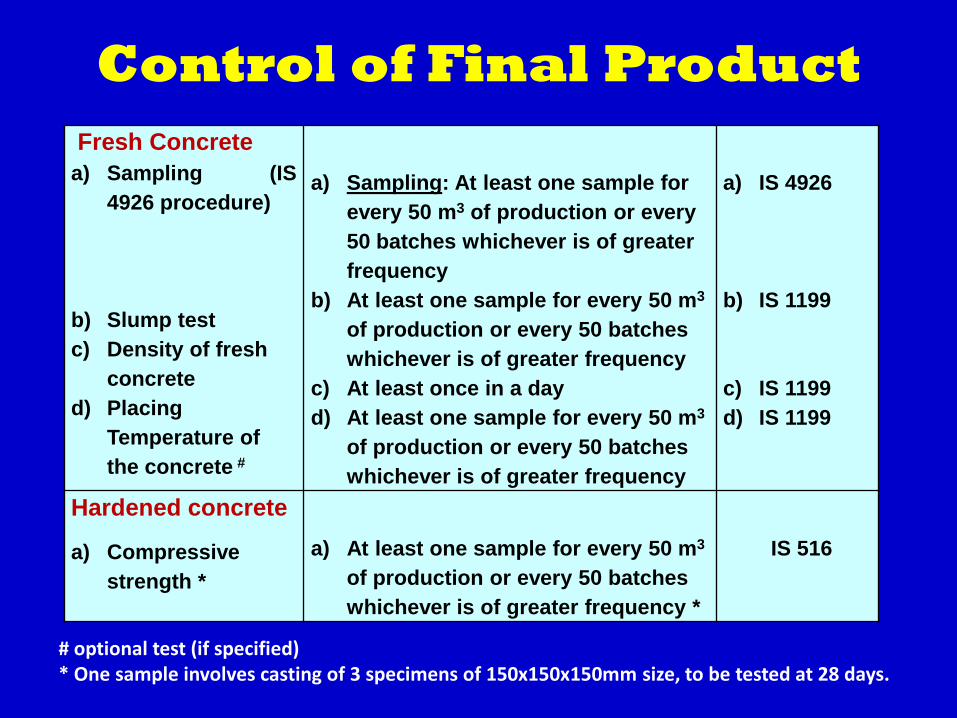
Control of Final ProductFresh Concrete
a) Sampling (IS4926 procedure)
b) Slump testc) Density of fresh
concrete d) Placing
Temperature of the concrete #
a) Sampling: At least one sample for every 50 m3 of production or every 50 batches whichever is of greater frequency
b) At least one sample for every 50 m3
of production or every 50 batches whichever is of greater frequency
c) At least once in a dayd) At least one sample for every 50 m3
of production or every 50 batches whichever is of greater frequency
a) IS 4926
b) IS 1199
c) IS 1199d) IS 1199
Hardened concrete
a) Compressive strength *
a) At least one sample for every 50 m3
of production or every 50 batches whichever is of greater frequency *
IS 516
# optional test (if specified)* One sample involves casting of 3 specimens of 150x150x150mm size, to be tested at 28 days.
Key Personnel• Key personnel to be competent, adequately
qualified and trained• Basic knowledge in concrete technology
essential• QC in-charge to have degree/diploma in civil
engineering with min. 3 years of experience• Lab Technicians to have knowledge and skills in
sampling and testing• Identification of gaps in knowledge and efforts in
training personnel
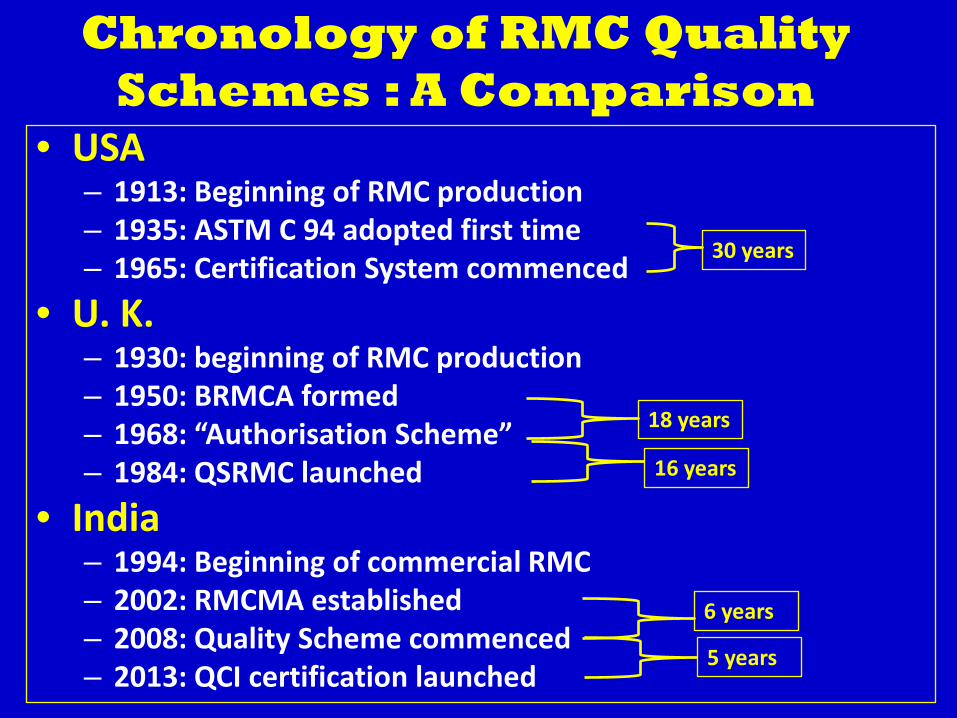
Chronology of RMC Quality Schemes : A Comparison
• USA– 1913: Beginning of RMC production– 1935: ASTM C 94 adopted first time– 1965: Certification System commenced
• U. K.– 1930: beginning of RMC production– 1950: BRMCA formed– 1968: “Authorisation Scheme”– 1984: QSRMC launched
• India– 1994: Beginning of commercial RMC– 2002: RMCMA established– 2008: Quality Scheme commenced– 2013: QCI certification launched
30 years
18 years
6 years
16 years
5 years
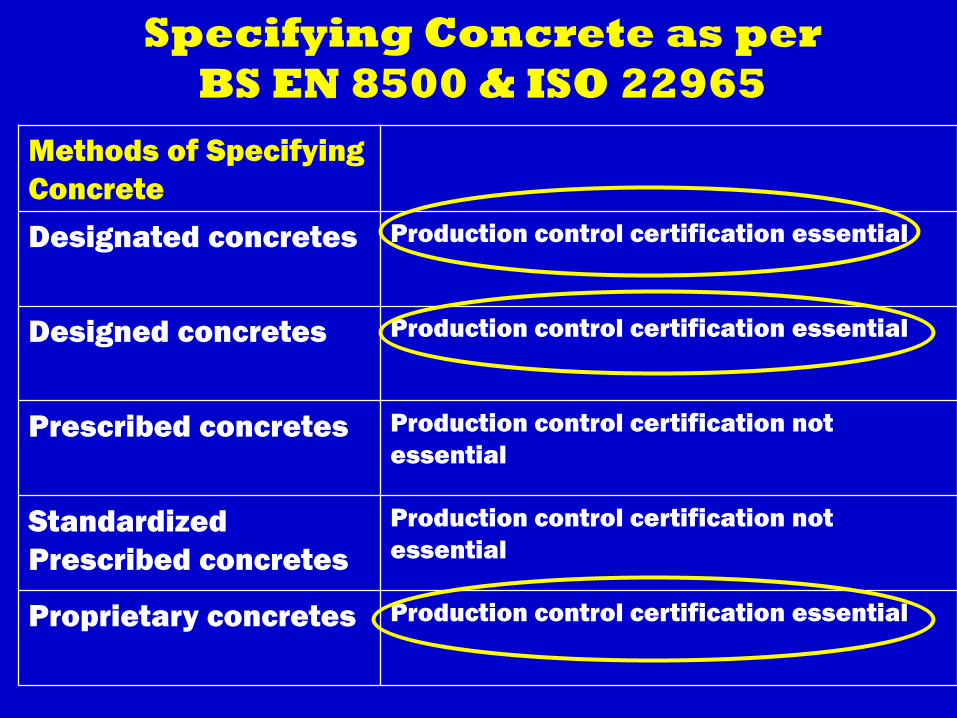
Specifying Concrete as per BS EN 8500 & ISO 22965
Methods of Specifying ConcreteDesignated concretes Production control certification essential
Designed concretes Production control certification essential
Prescribed concretes Production control certification not essential
Standardized Prescribed concretes
Production control certification not essential
Proprietary concretes Production control certification essential

Properties of Ingredient Influencing Durability
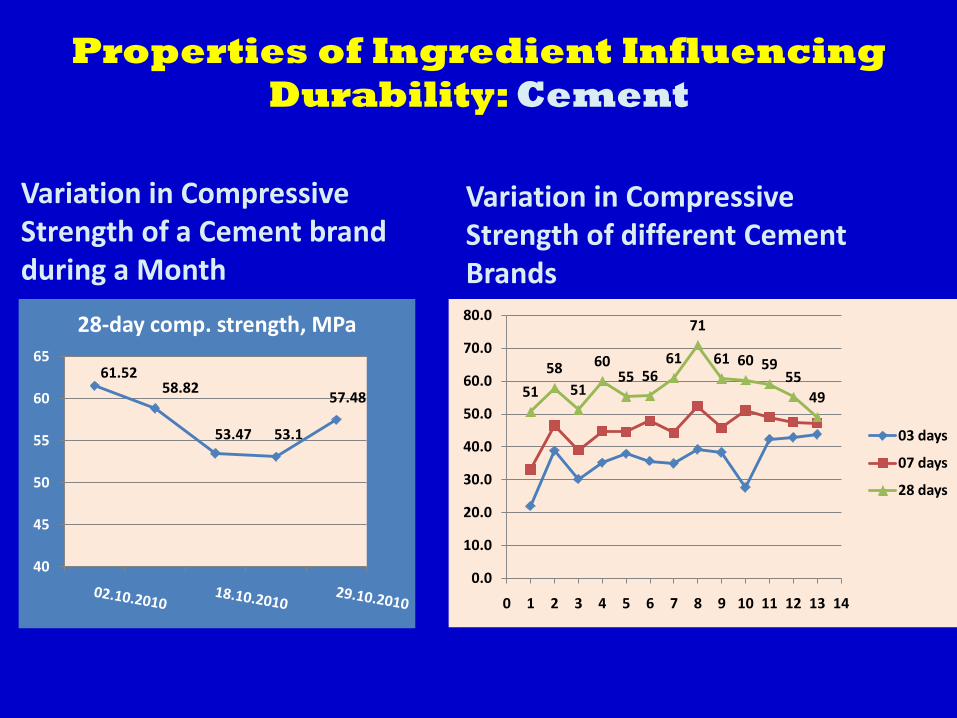
Properties of Ingredient Influencing Durability: Cement
5158
51
6055 56
61
71
61 60 5955
49
0.0
10.0
20.0
30.0
40.0
50.0
60.0
70.0
80.0
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14
03 days
07 days
28 days
Variation in Compressive Strength of different Cement Brands
Variation in Compressive Strength of a Cement brand during a Month
61.5258.82
53.47 53.1
57.48
40
45
50
55
60
65
28-day comp. strength, MPa
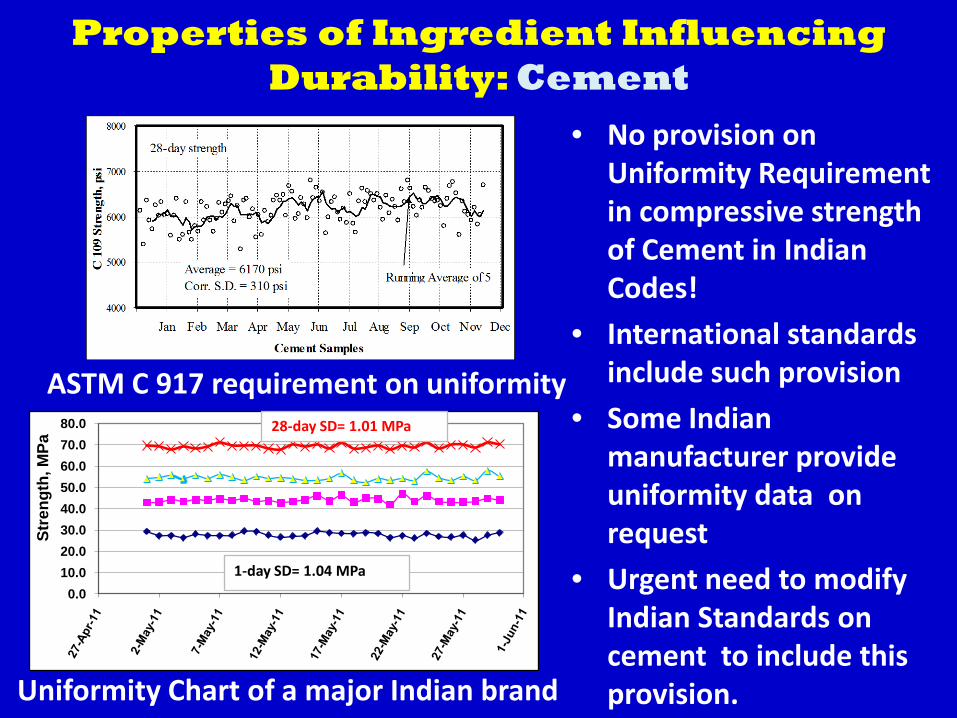
Properties of Ingredient Influencing Durability: Cement
• No provision on Uniformity Requirement in compressive strength of Cement in Indian Codes!
• International standards include such provision
• Some Indian manufacturer provide uniformity data on request
• Urgent need to modify Indian Standards on cement to include this provision.
0.010.020.030.040.050.060.070.080.0
Stre
ngth
, MPa
1-day SD= 1.04 MPa
28-day SD= 1.01 MPa
ASTM C 917 requirement on uniformity
Uniformity Chart of a major Indian brand
Properties of Ingredient Influencing Durability: Aggregates
• Dredging restrictions on sand from natural sources
• Industry constrained to use Crushed Stone Sand (CSS)
• What constitutes CSS?– IS 383 definition of CSS
• “Fine aggregate produced by crushing hard stone”• IS 383 draft revision (2014) introduced one
more term - “Blended sand”• “Fine aggregate produced by blending natural sand and
crushed stone sand or crushed gravel sand in suitable proportions”
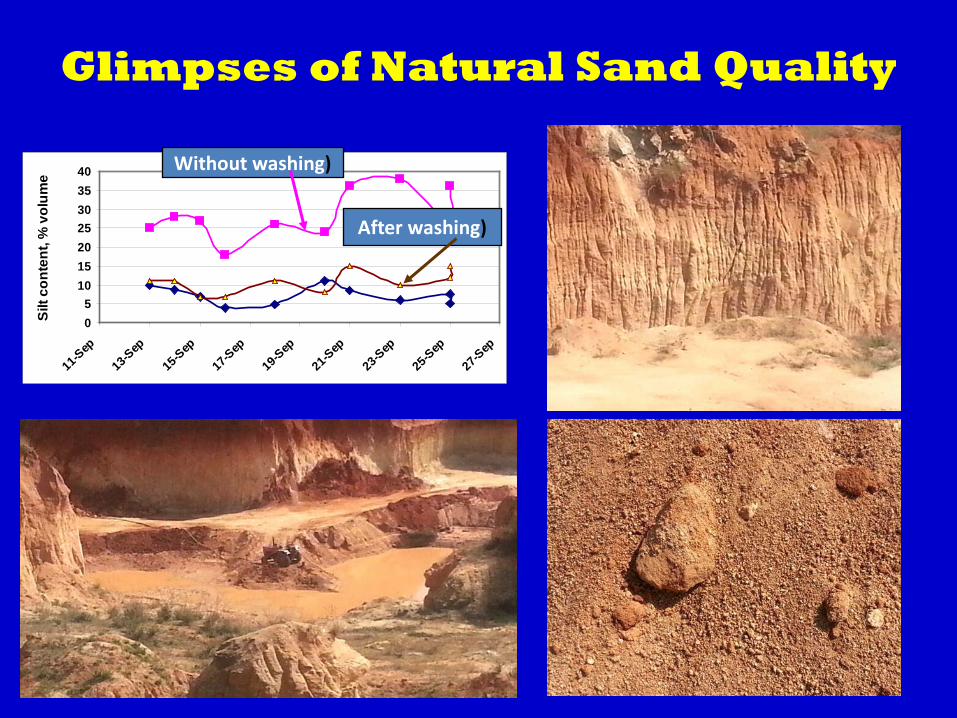
Glimpses of Natural Sand Quality
05
10152025303540
11-S
ep
13-S
ep
15-S
ep
17-S
ep
19-S
ep
21-S
ep
23-S
ep
25-S
ep
27-S
ep
Silt
cont
ent,
% v
olum
e
After washing)
Without washing)
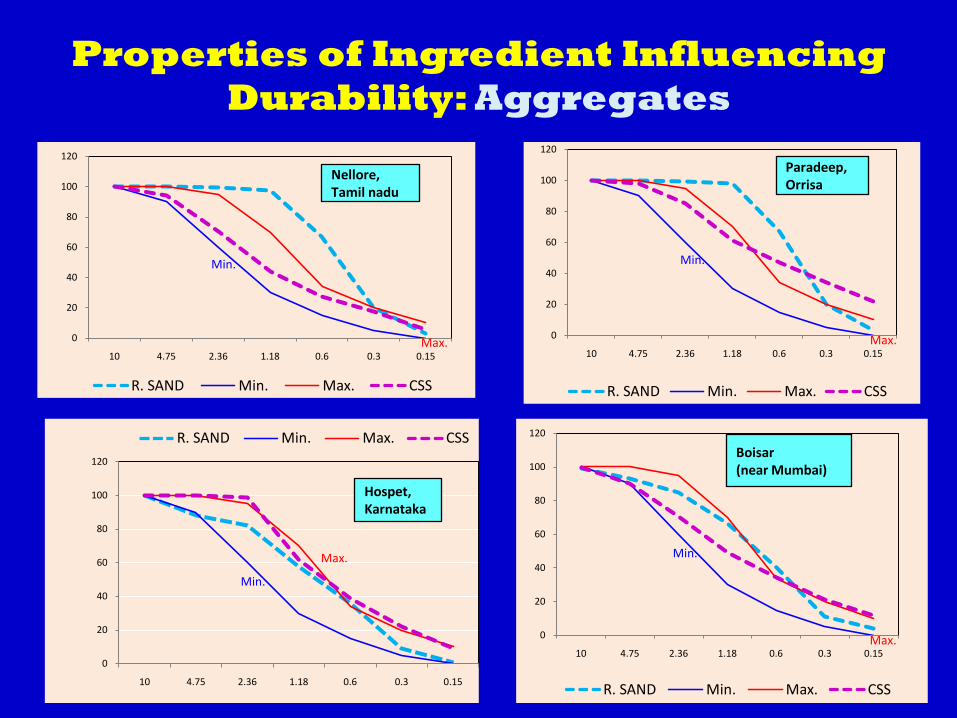
Properties of Ingredient Influencing Durability: Aggregates
Min.
Max.
0
20
40
60
80
100
120
10 4.75 2.36 1.18 0.6 0.3 0.15
R. SAND Min. Max. CSS
Hospet, Karnataka
Min.
Max.0
20
40
60
80
100
120
10 4.75 2.36 1.18 0.6 0.3 0.15
R. SAND Min. Max. CSS
Paradeep, Orrisa
Min.
Max.0
20
40
60
80
100
120
10 4.75 2.36 1.18 0.6 0.3 0.15
R. SAND Min. Max. CSS
Nellore, Tamil nadu
Min.
Max.0
20
40
60
80
100
120
10 4.75 2.36 1.18 0.6 0.3 0.15
R. SAND Min. Max. CSS
Boisar(near Mumbai)
Properties of Ingredient Influencing Durability: Aggregates
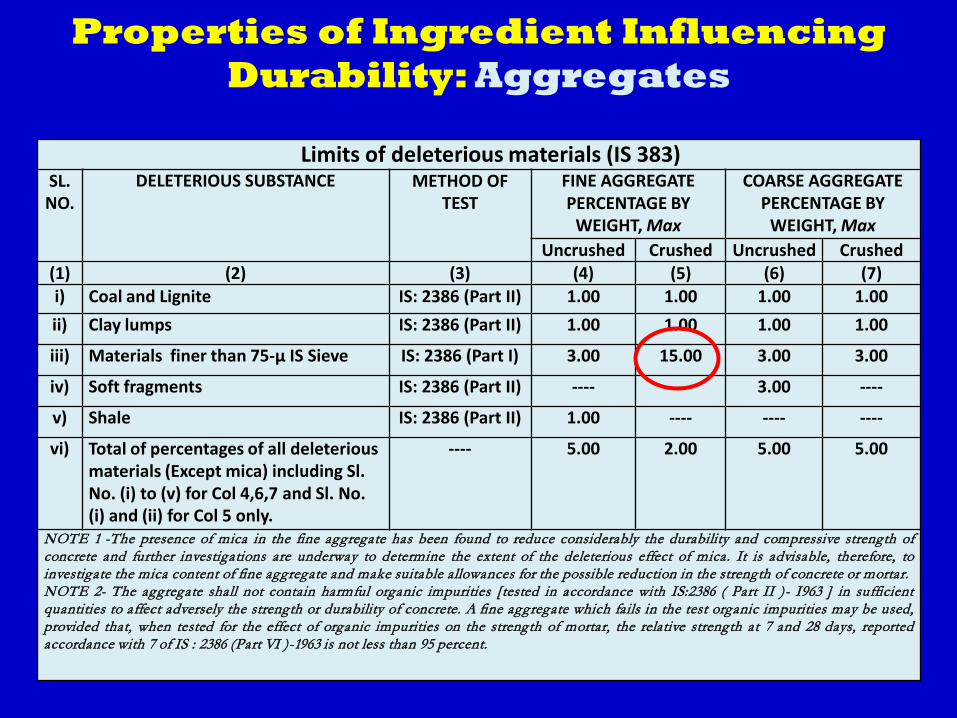
Limits of deleterious materials (IS 383) SL. NO.
DELETERIOUS SUBSTANCE METHOD OF TEST
FINE AGGREGATE PERCENTAGE BY
WEIGHT, Max
COARSE AGGREGATE PERCENTAGE BY
WEIGHT, MaxUncrushed Crushed Uncrushed Crushed
(1) (2) (3) (4) (5) (6) (7)i) Coal and Lignite IS: 2386 (Part II) 1.00 1.00 1.00 1.00ii) Clay lumps IS: 2386 (Part II) 1.00 1.00 1.00 1.00
iii) Materials finer than 75-µ IS Sieve IS: 2386 (Part I) 3.00 15.00 3.00 3.00
iv) Soft fragments IS: 2386 (Part II) ---- ---- 3.00 ----
v) Shale IS: 2386 (Part II) 1.00 ---- ---- ----
vi) Total of percentages of all deleterious materials (Except mica) including Sl. No. (i) to (v) for Col 4,6,7 and Sl. No. (i) and (ii) for Col 5 only.
---- 5.00 2.00 5.00 5.00
NOTE 1 -The presence of mica in the fine aggregate has been found to reduce considerably the durability and compressive strength ofconcrete and further investigations are underway to determine the extent of the deleterious effect of mica. It is advisable, therefore, toinvestigate the mica content of fine aggregate and make suitable allowances for the possible reduction in the strength of concrete or mortar.NOTE 2- The aggregate shall not contain harmful organic impurities [ tested in accordance with IS:2386 ( Part II )- I963 ] in sufficientquantities to affect adversely the strength or durability of concrete. A fine aggregate which fails in the test organic impurities may be used,provided that, when tested for the effect of organic impurities on the strength of mortar, the relative strength at 7 and 28 days, reportedaccordance with 7 of IS : 2386 (Part VI )-1963 is not less than 95 percent.
Microfine Content
• Research Report ICAR 102-1F– “Good quality concrete can be made with
amounts of microfines (particles passing 75µ sieve) as high as 15%. In fact, most of the concrete made with MFA in both projects surpassed the concrete made with natural sand in terms of strength, resistance to chloride ion penetration, and abrasion”*
• New Zealand experience– For low to medium compressive strengths, the
optimum % of microfines can be as high as 18%#
•Concrete Mixtures with High Microfines by Pedro N. Quiroga, Namshik Ahn, and David W. Fowler, ACI Materials Journal, Aug 2006•# Manufactured sands in Portland cement concrete – The New Zealand Experience, by S. Goldsworthy
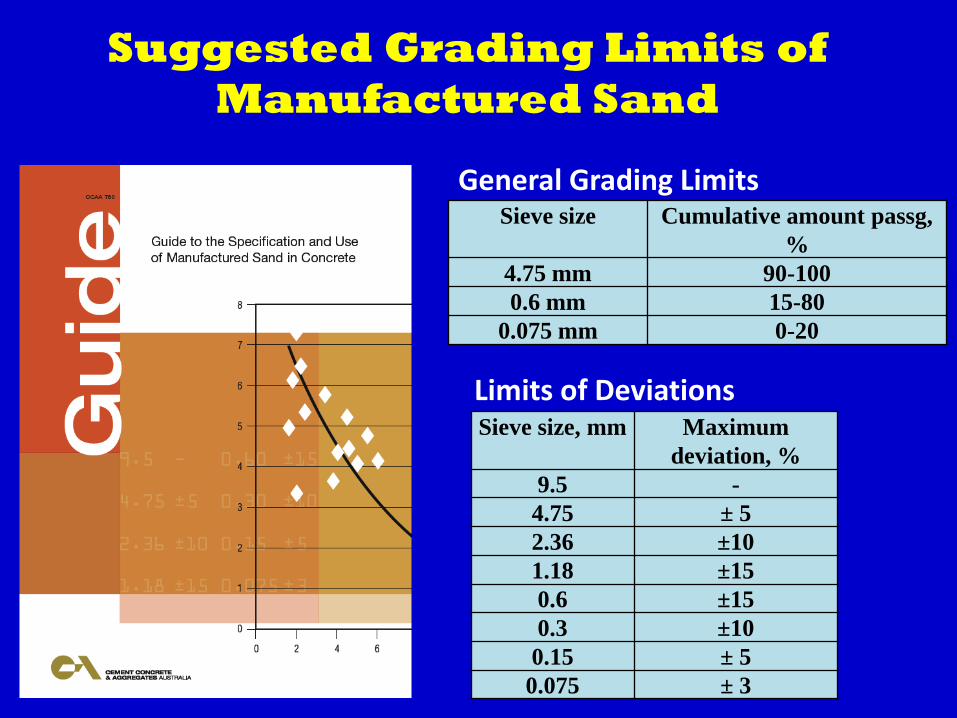
Suggested Grading Limits of Manufactured Sand
Sieve size Cumulative amount passg, %
4.75 mm 90-1000.6 mm 15-80
0.075 mm 0-20
Sieve size, mm Maximum deviation, %
9.5 -4.75 ± 52.36 ±101.18 ±150.6 ±150.3 ±100.15 ± 5
0.075 ± 3
General Grading Limits
Limits of Deviations
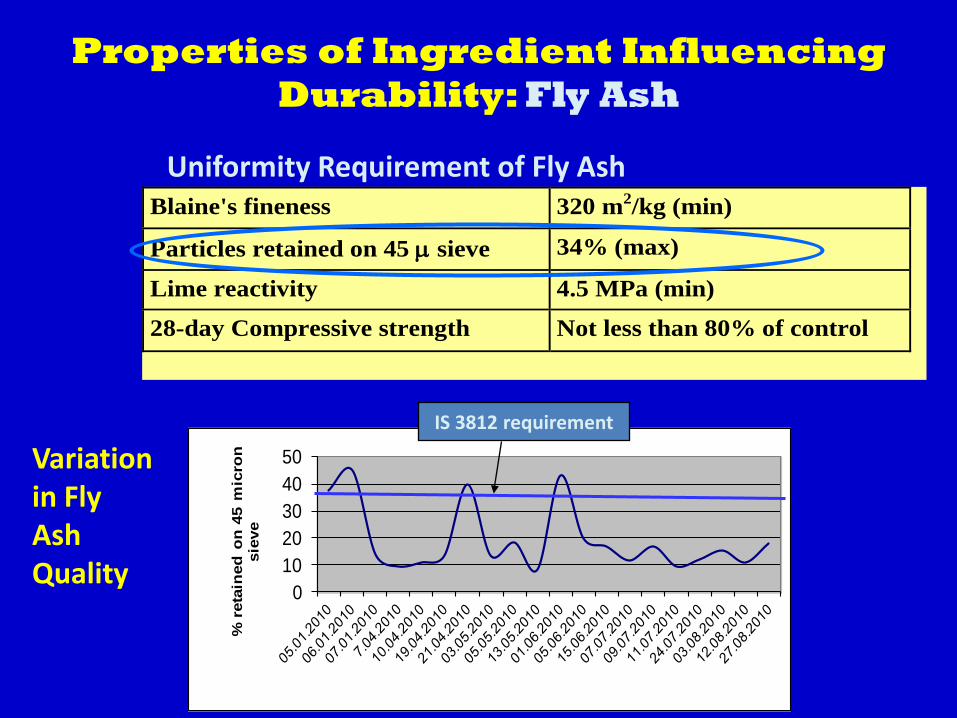
Properties of Ingredient Influencing Durability: Fly Ash
Blaine's fineness 320 m2/kg (min)
Particles retained on 45 µ sieve 34% (max)
Lime reactivity 4.5 MPa (min)
28-day Compressive strength Not less than 80% of control
01020304050
% r
etai
ned
on 4
5 m
icro
n si
eve
Uniformity Requirement of Fly Ash
Variation in Fly Ash Quality
IS 3812 requirement
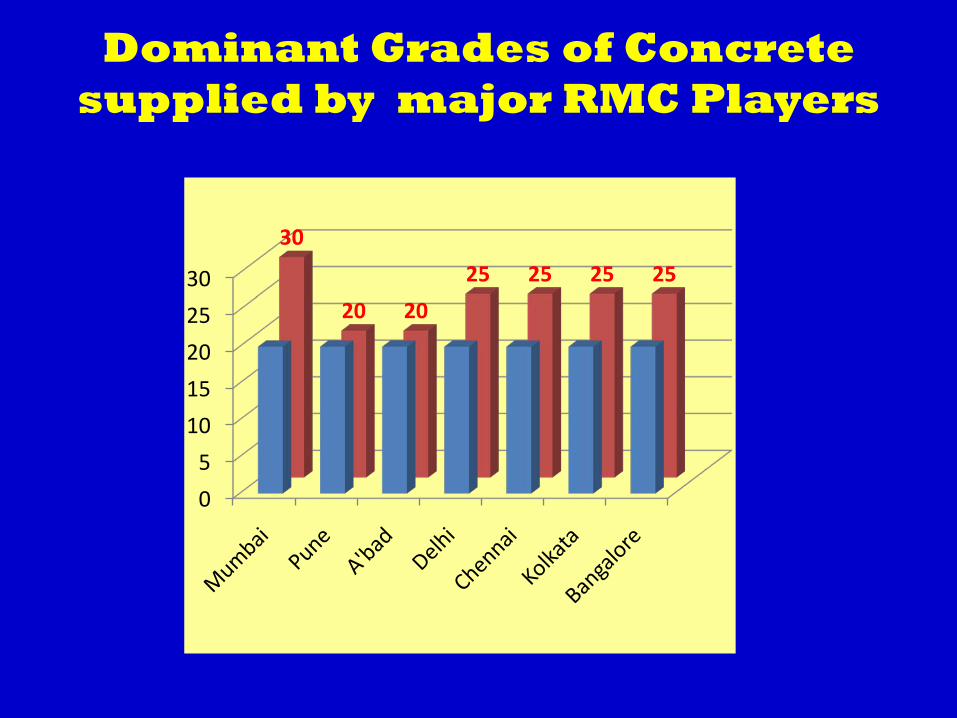
Dominant Grades of Concrete supplied by major RMC Players
05
1015202530
30
20 2025 25 25 25

Customer Specified Mixes: Some Examples
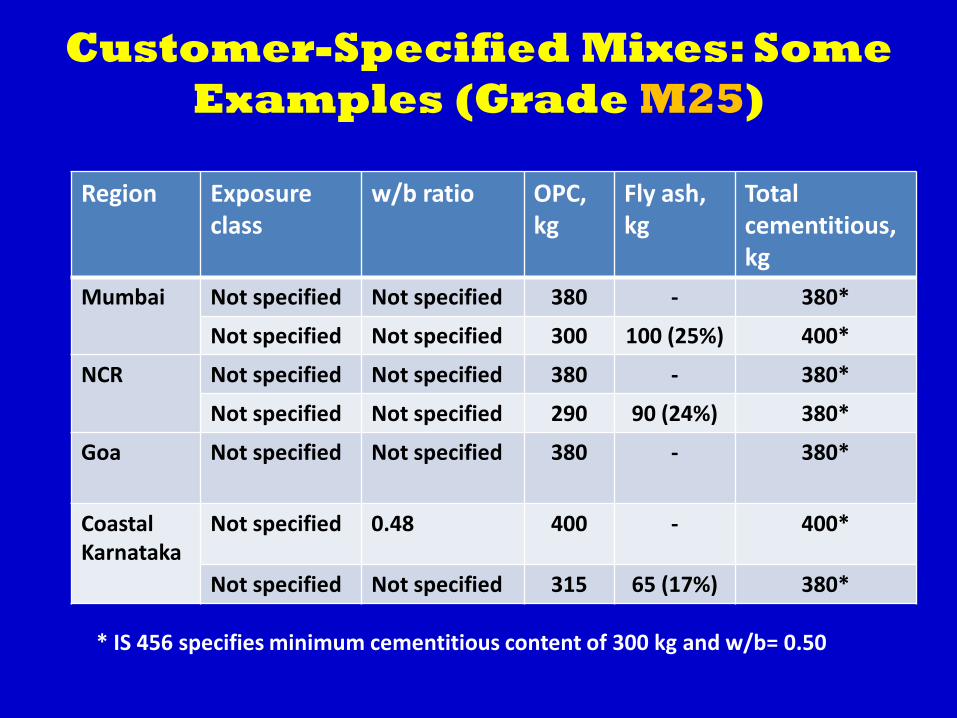
Customer-Specified Mixes: Some Examples (Grade M25)
Region Exposure class
w/b ratio OPC, kg
Fly ash, kg
Total cementitious, kg
Mumbai Not specified Not specified 380 - 380*
Not specified Not specified 300 100 (25%) 400*
NCR Not specified Not specified 380 - 380*
Not specified Not specified 290 90 (24%) 380*
Goa Not specified Not specified 380 - 380*
Coastal Karnataka
Not specified 0.48 400 - 400*
Not specified Not specified 315 65 (17%) 380*
* IS 456 specifies minimum cementitious content of 300 kg and w/b= 0.50
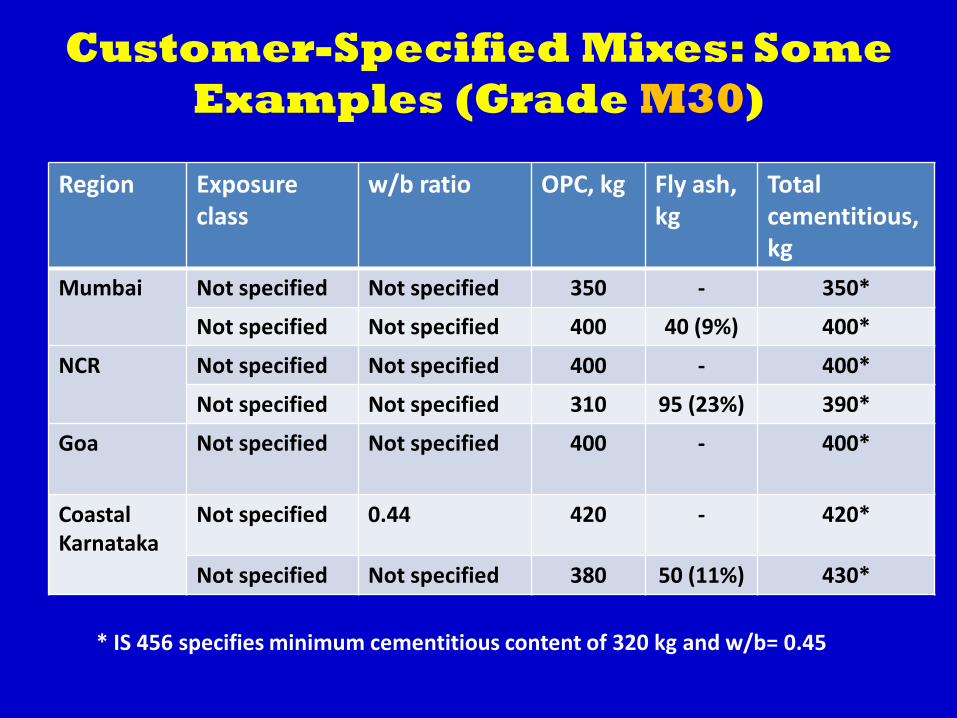
Customer-Specified Mixes: Some Examples (Grade M30)
Region Exposure class
w/b ratio OPC, kg Fly ash, kg
Total cementitious, kg
Mumbai Not specified Not specified 350 - 350*
Not specified Not specified 400 40 (9%) 400*
NCR Not specified Not specified 400 - 400*
Not specified Not specified 310 95 (23%) 390*
Goa Not specified Not specified 400 - 400*
Coastal Karnataka
Not specified 0.44 420 - 420*
Not specified Not specified 380 50 (11%) 430*
* IS 456 specifies minimum cementitious content of 320 kg and w/b= 0.45
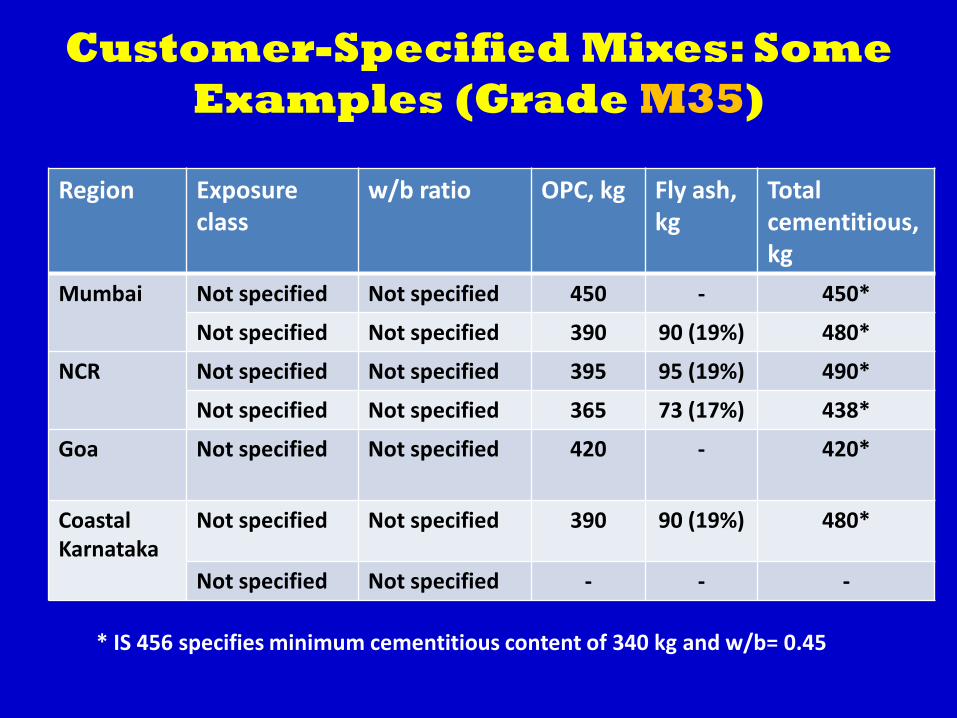
Customer-Specified Mixes: Some Examples (Grade M35)
Region Exposure class
w/b ratio OPC, kg Fly ash, kg
Total cementitious, kg
Mumbai Not specified Not specified 450 - 450*
Not specified Not specified 390 90 (19%) 480*
NCR Not specified Not specified 395 95 (19%) 490*
Not specified Not specified 365 73 (17%) 438*
Goa Not specified Not specified 420 - 420*
Coastal Karnataka
Not specified Not specified 390 90 (19%) 480*
Not specified Not specified - - -
* IS 456 specifies minimum cementitious content of 340 kg and w/b= 0.45
Mix Optimization
• Currently, little freedom given to RMC players to optimize mixes even for strength - leave apart durability
• Result: • Uneconomical mixes devoid of
durability and sustainability • Shrinkage cracking owing to higher
cement and water contents • Usual blame goes to RMC producer
Two strong restraints in production
Why cracks in my
concrete ?
Max. fly ash content
Min. cement content RMC
ProducerCustomer
Need of the Hour
• “Try to give the producer as much choice as possible.” – Clause 5.2.1 of ISO 22965-Part I
• Provide freedom to RMC producer to design his own mix – under “designed mix” category as permitted under IS 4926
• Encourage optimization of mixes for strength and durability
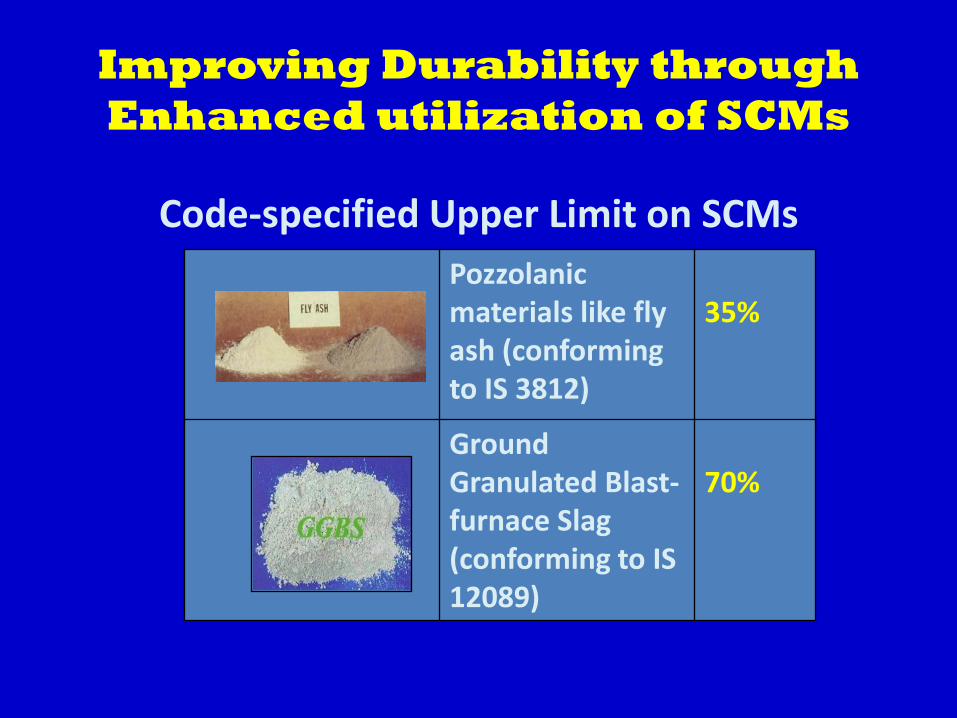
Improving Durability through Enhanced utilization of SCMs
Code-specified Upper Limit on SCMs Pozzolanicmaterials like fly ash (conforming to IS 3812)
35%
Ground Granulated Blast-furnace Slag (conforming to IS 12089)
70%

Typical HVFAC mix
Grade of Concrete
OPC,kg
Fly Ash, kg
Total Cementitious materials, kg
w/b ratio
Slump, mm
M20 170 170 340 0.44 160
13.63
23.7226.48
32.31
10
20
30
40
7-day 28-day 56-day 90-day
Compressive strength
020406080
100120140
7 day
28 day
56 day
90 day
57100 112 136
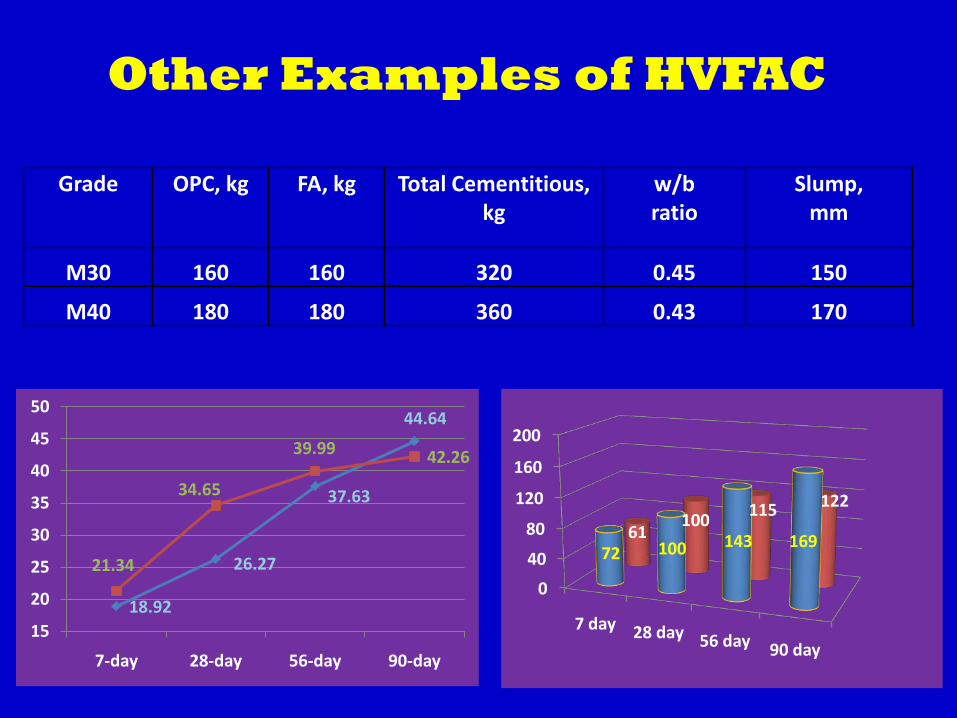
Other Examples of HVFAC
Grade OPC, kg FA, kg Total Cementitious, kg
w/b ratio
Slump, mm
M30 160 160 320 0.45 150
M40 180 180 360 0.43 170
18.92
26.27
37.63
44.64
21.34
34.65
39.99 42.26
15
20
25
30
35
40
45
50
7-day 28-day 56-day 90-day
0
40
80
120
160
200
7 day 28 day 56 day 90 day
72 100 143 16961100 115 122
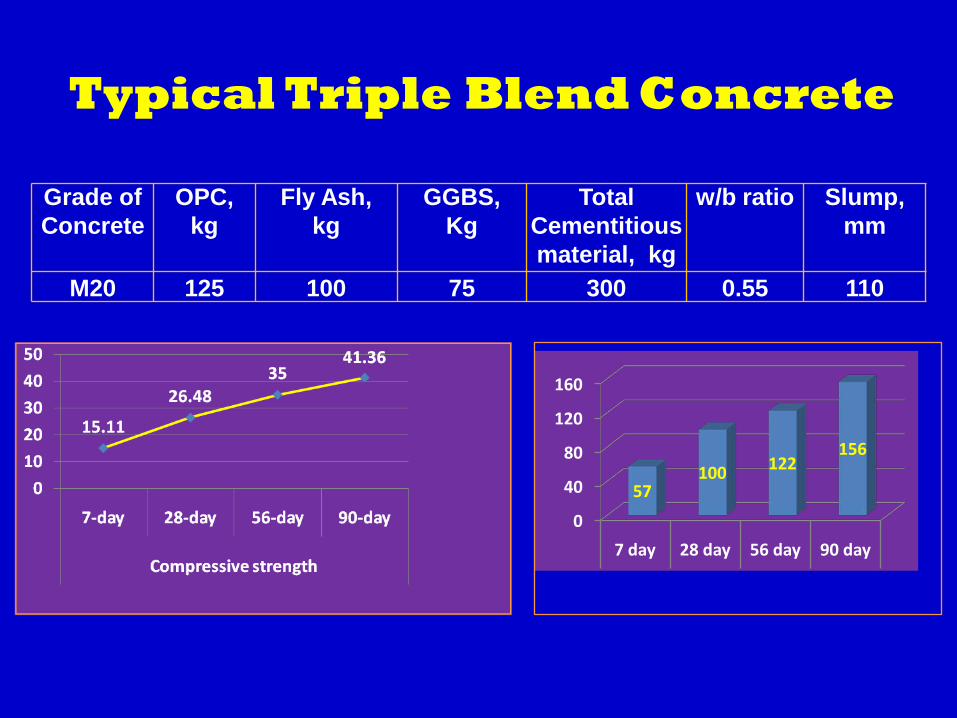
Typical Triple Blend Concrete
0
40
80
120
160
7 day 28 day 56 day 90 day
57100 122
156
Grade of Concrete
OPC, kg
Fly Ash, kg
GGBS,Kg
Total Cementitious material, kg
w/b ratio Slump, mm
M20 125 100 75 300 0.55 110
Recent Changes in Durability Specifications of IRST and IRC
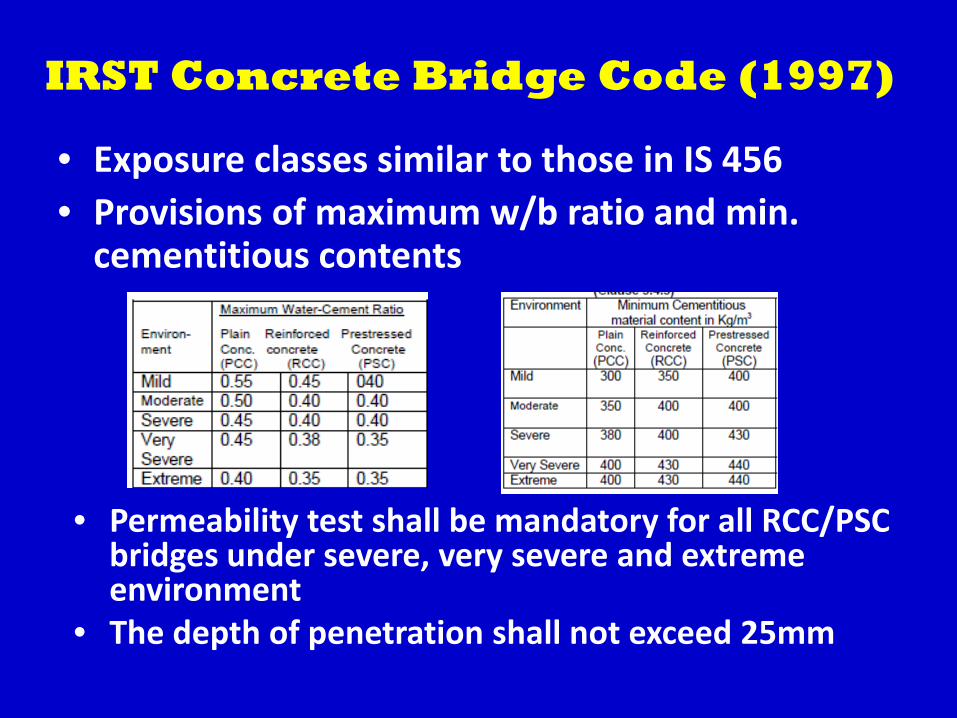
IRST Concrete Bridge Code (1997)
• Exposure classes similar to those in IS 456• Provisions of maximum w/b ratio and min.
cementitious contents
• Permeability test shall be mandatory for all RCC/PSC bridges under severe, very severe and extreme environment
• The depth of penetration shall not exceed 25mm
IRST Guidelines for HPC• Cementitious content
– not less than 380 kg/m3 and not more than 450 kg/m3
– W/c ratio not less than 0.33 and not more than 0.40• RCPT value shall be less than 800 coulombs. • Additional durability tests, such as, Water
Permeability test as per DIN: 1048 Part 5-1991 or Initial Surface Absorption test as per BS:1881 Part 5 can also be specified.
• The permissible values in such tests shall be decided taking into account the severity of the exposure conditions.
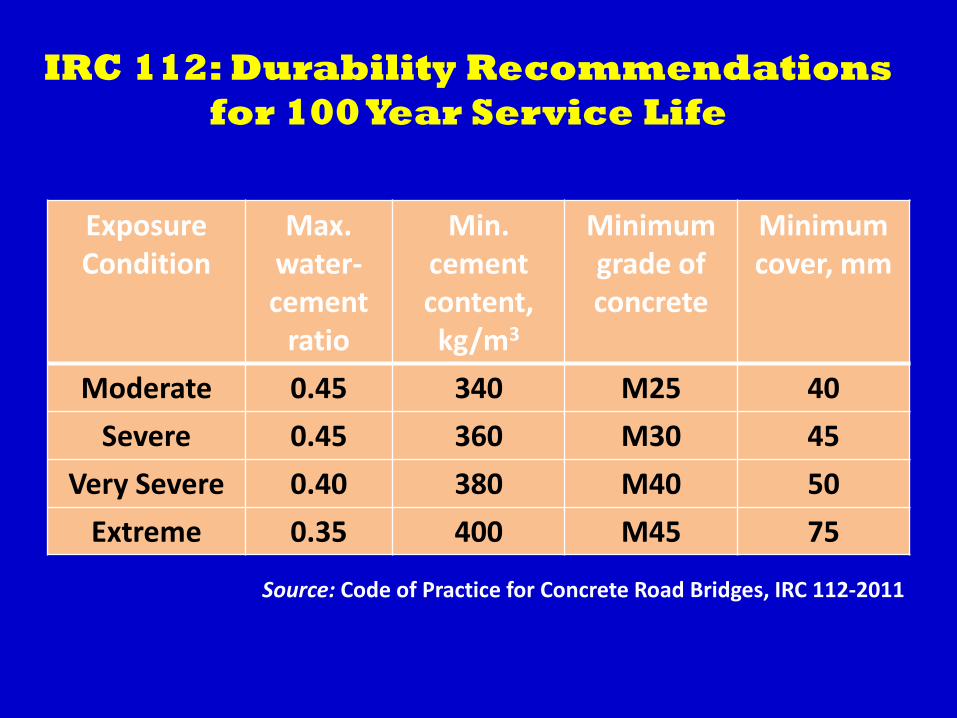
IRC 112: Durability Recommendations for 100 Year Service Life
Exposure Condition
Max. water-cement
ratio
Min. cement content, kg/m3
Minimum grade of concrete
Minimum cover, mm
Moderate 0.45 340 M25 40Severe 0.45 360 M30 45
Very Severe 0.40 380 M40 50Extreme 0.35 400 M45 75
Source: Code of Practice for Concrete Road Bridges, IRC 112-2011
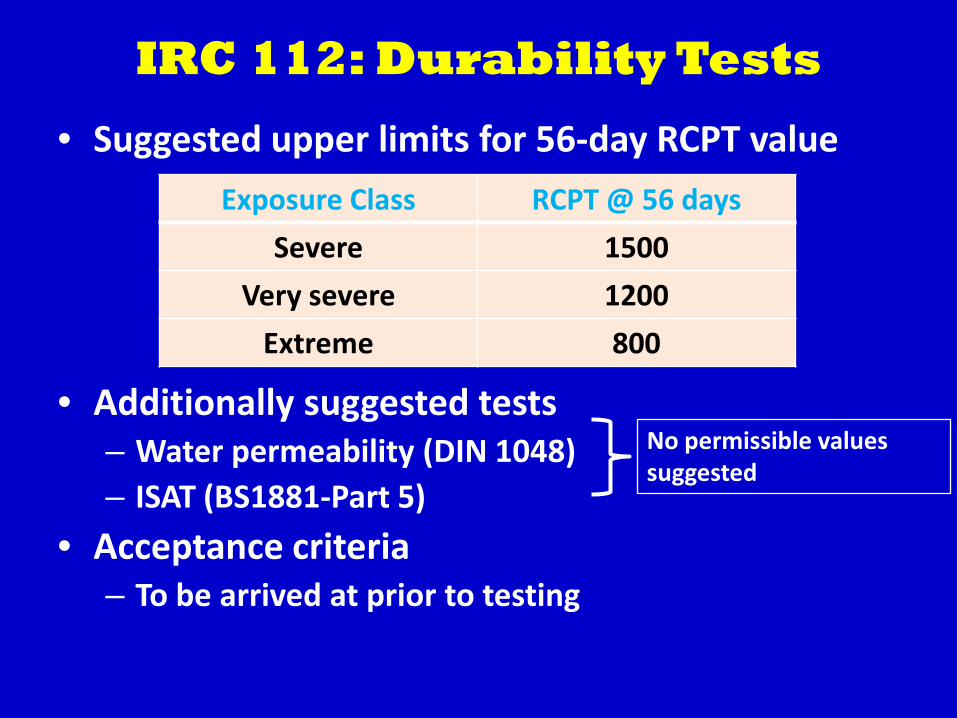
IRC 112: Durability Tests
• Suggested upper limits for 56-day RCPT value
• Additionally suggested tests – Water permeability (DIN 1048)– ISAT (BS1881-Part 5)
• Acceptance criteria– To be arrived at prior to testing
Exposure Class RCPT @ 56 daysSevere 1500
Very severe 1200Extreme 800
No permissible values suggested
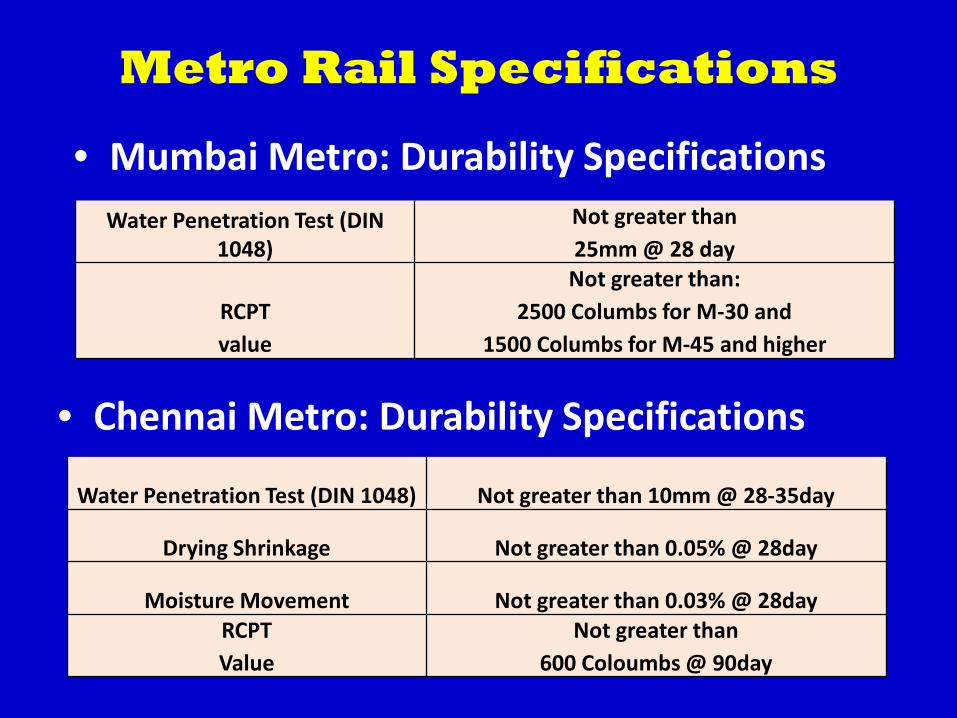
Metro Rail Specifications
• Chennai Metro: Durability Specifications
Water Penetration Test (DIN 1048) Not greater than 10mm @ 28-35day
Drying Shrinkage Not greater than 0.05% @ 28day
Moisture Movement Not greater than 0.03% @ 28dayRCPT Value
Not greater than 600 Coloumbs @ 90day
Water Penetration Test (DIN 1048)
Not greater than 25mm @ 28 day
RCPT value
Not greater than: 2500 Columbs for M-30 and
1500 Columbs for M-45 and higher
• Mumbai Metro: Durability Specifications
Lab Data on RCPT & Compressive Strength
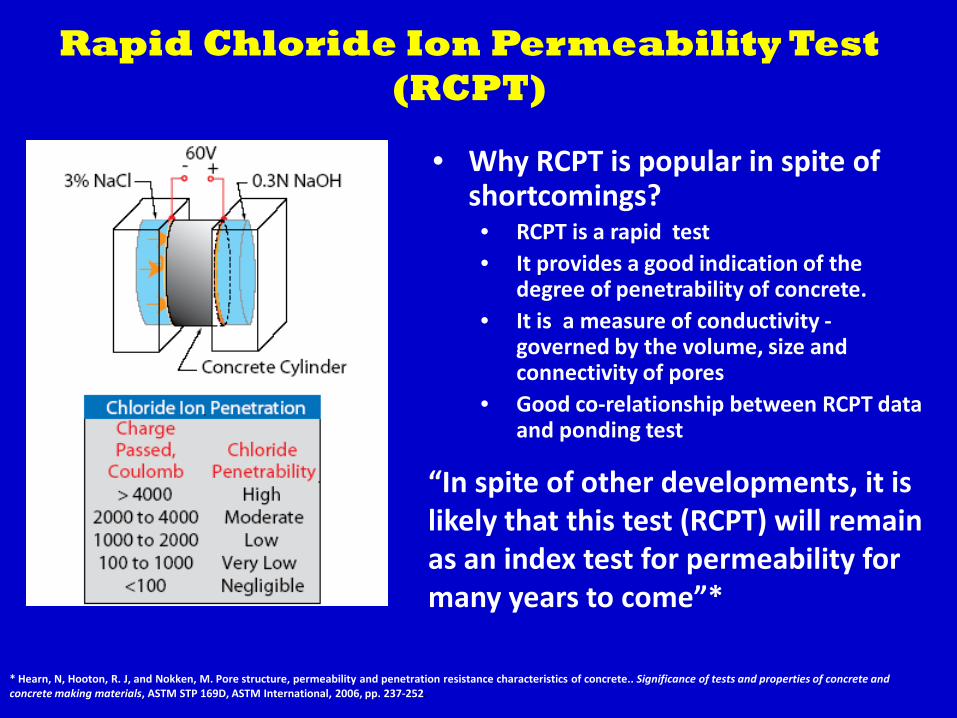
Rapid Chloride Ion Permeability Test (RCPT)
• Why RCPT is popular in spite of shortcomings?• RCPT is a rapid test • It provides a good indication of the
degree of penetrability of concrete. • It is a measure of conductivity -
governed by the volume, size and connectivity of pores
• Good co-relationship between RCPT data and ponding test
“In spite of other developments, it is likely that this test (RCPT) will remain as an index test for permeability for many years to come”*
* Hearn, N, Hooton, R. J, and Nokken, M. Pore structure, permeability and penetration resistance characteristics of concrete.. Significance of tests and properties of concrete and concrete making materials, ASTM STP 169D, ASTM International, 2006, pp. 237-252.
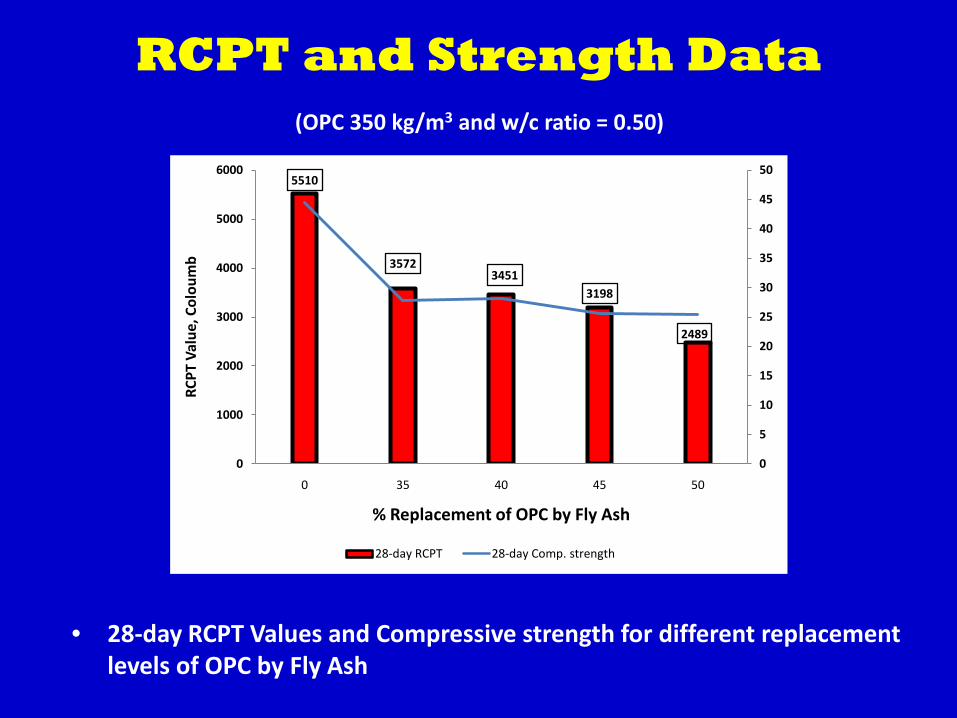
RCPT and Strength Data
• 28-day RCPT Values and Compressive strength for different replacement levels of OPC by Fly Ash
(OPC 350 kg/m3 and w/c ratio = 0.50)
5510
35723451
3198
2489
0
5
10
15
20
25
30
35
40
45
50
0
1000
2000
3000
4000
5000
6000
0 35 40 45 50
RCPT
Val
ue, C
olou
mb
% Replacement of OPC by Fly Ash
28-day RCPT 28-day Comp. strength
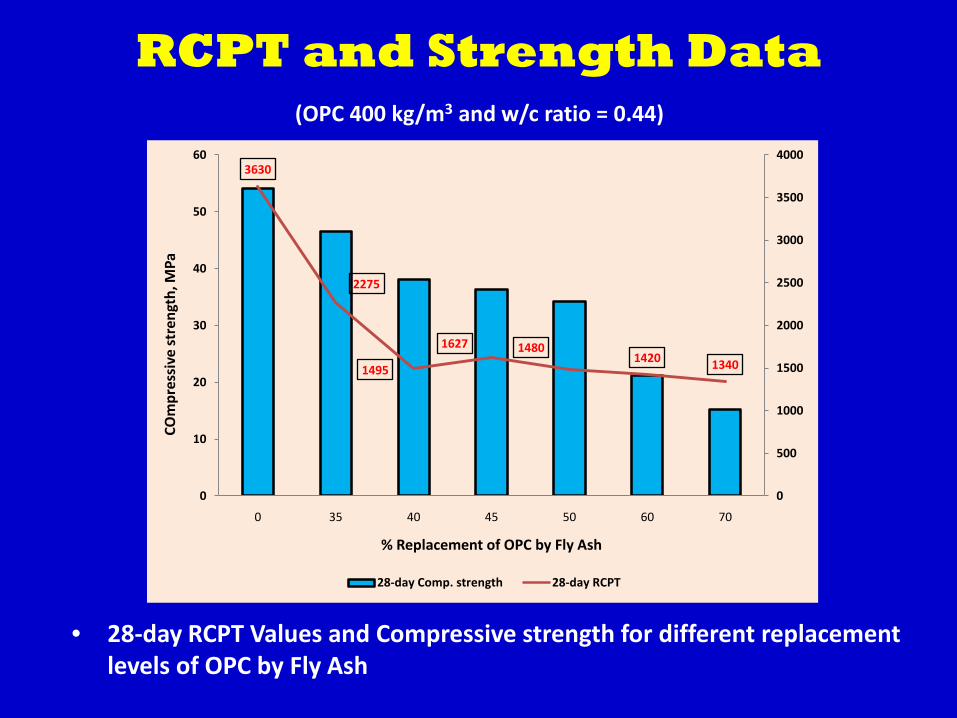
RCPT and Strength Data
• 28-day RCPT Values and Compressive strength for different replacement levels of OPC by Fly Ash
3630
2275
1495
1627 14801420 1340
0
500
1000
1500
2000
2500
3000
3500
4000
0
10
20
30
40
50
60
0 35 40 45 50 60 70
COm
pres
sive
stre
ngth
, MPa
% Replacement of OPC by Fly Ash
28-day Comp. strength 28-day RCPT
(OPC 400 kg/m3 and w/c ratio = 0.44)
Conclusion• When ordering concrete, it will be appropriate
to specify:– Third-party production control criteria and
certification– Exposure conditions– Higher % utilization of SCMs – Allow freedom to RMC supplier to optimize
concrete mixes to achieve desired strengths and durability
– Provide incentives for producers optimizing mixes for strength and durability
– Specify durability tests and permissible limits
Future …• Evolve Guidelines Document for specifying
durability (on lines of ISO 22965 – Part I and II*)– New definition of exposure classes– Properties of concrete constituents including their
uniformity requirements– Encourage increased utilization of SCMs for enhancing
durability and sustainability– Upgraded production control criteria – Durability requirements including conformity criteria
for different tests– Encourage service life design and specify service life
requirements
* ISO 22965-1, Concrete – Part 1: Methods of specifying and guidance for the specifier* ISO 22965-2, Concrete – Part 2: Specification of constituent materials, production of concrete and conformity of concrete

Thank You!

• RCPT Shortcomings– Current passed is related to all ions – Measurement made before any steady state migration is achieved– High voltage may increase temperature– Presence of fibers, calcium nitrite increases the value of coulombs