Computational modelling of industrial pulp stock chests
11
Computational Modelling of Industrial Pulp Stock Chests S. Bhattacharya, 1 C. Gomez, 1 A. Soltanzadeh, 2 F. Taghipour, 1 C. P. J. Bennington 1 * and G. A. Dumont 2 1. Department of Chemical and Biological Engineering, University of British Columbia, 2360 East Mall, Vancouver, BC, Canada V6T 1Z3 2. Department of Electrical and Computer Engineering, University of British Columbia, 2332 Main Mall, Vancouver, BC, Canada V6T 1Z4 Agitated pulp stock chests are the most widely used mixers in pulp and paper manufacture. Stock chests are used for a number of purposes, including attenuation of high-frequency disturbances in pulp properties (such as mixture composition, fibre mass concentration, and suspension freeness) and are designed using semi-empirical rules based largely on previous experience. Tests made on both laboratory and industrial-scale pulp chests indicate that they are subject to non-ideal flows, including channelling and creation of dead zones. In the present work, a commercial computational fluid dynamic (CFD) software (Fluent) is used to model two industrial pulp stock chests. The first chest is rectangular, agitated using a single side-entering impeller, and feeds a mixture of chemical pulps at 3.5% mass concentration (C m ) to a papermachine. The second chest has rectangular geometry, with a mid-feather wall used to direct suspension flow through a U-shaped trajectory past four side-entering impellers. This chest is used to remove latency from a C m = 3.5% thermomechanical pulp suspension ahead of stock screening. For CFD computations, pulp rheology was described using a modified Hershel–Buckley model. Steady-state simulations were made corre- sponding to process conditions during mill tests. The calculated steady-state flows were then used to determine the dynamic response of the virtual chests and then compared with experimental measurements and found to agree reasonably well. The computed flow fields provided insight into mixing processes occurring within the chests, showing cavern formation around the impellers (which reduced the agitated volume available for mixing). Mass-less particle tracking, using the steady-state flow field, gave insight into the stagnant regions and bypassing zones created in the vessels. This paper discusses difficulties encountered in characterising the mixing (both experimentally and computationally) and the limitations of the industrial data. Les cuviers de pˆ ate sont les m´ elangeurs les plus largement utilis´ es dans la production de la pˆ ate ` a papier. Ils sont utilis´ es ` a des fins diverses et sont conc ¸us en utilisant des r` egles semi-empiriques bas´ ees principalement sur les exp´ eriences du pass´ e. Des tests effectu´ es sur des cuviers de pˆ ate de laboratoire et des cuviers de taille industrielle indiquent qu’ils font l’objet de flux non id´ eaux, dont des ph´ enom` enes de canaux et la cr´ eation de zones mortes. Pour le travail en cause, un logiciel commercial de m´ ecanique des fluides computationnelle (CFD) est utilis´ e pour mod´ eliser deux cuviers de pˆ ate industriels. Le premier cuvier est rectangulaire, agit´ e en utilisant un agitateur unique ` a admission radiale et alimente une machine ` a papier d’un m´ elange de pulpes chimiques d’une concentration en masse de 3,5%. Le second cuvier a une g´ eom´ etrie rectangulaire et comporte une cloison m´ ediane utilis´ ee pour diriger le flux en suspension vers une trajectoire en U post´ erieure ` a quatre agitateurs ` a admission radiale. Ce cuvier est utilis´ e pour ´ eliminer la latence d’une suspension de pulpe thermom´ ecanique ` a 3,5%, devant le tamisage du m´ elange. Aux fins des calculs de m´ ecanique des fluides computationnelle, la rh´ eologie de la pulpe a ´ et´ e d´ ecrite en utilisant un mod` ele Hershel-Buckley modifi´ e. Des simulations de l’´ etat d’´ equilibre ont ´ et´ e effectu´ ees pour ´ etablir des correspondances avec les conditions des processus durant les tests en usine. Les flux ` a l’´ etat d’´ equilibre calcul´ es ont ensuite ´ et´ e utilis´ es pour d´ eterminer la r´ eponse dynamique des cuviers virtuels, en comparaison des mesures exp´ erimentales. On a conclu que les donn ´ ees correspondaient raisonnablement bien. Les champs de propagation calcul ´ es par ordinateur donnaient une introspection sur les processus de m´ elange se d´ eroulant dans les cuviers, montrant la formation de cavernements autour des agitateurs. Le suivi des particules sans masse, en utilisant les champs de propagation ` a l’´ etat d’´ equilibre, donne une introspection sur les r´ egions stagnantes et sur les zones de d´ erivation cr´ e´ ees dans les cuviers. L’article pr´ esente les difficult´ es rencontr´ ees lors de la d´ etermination des caract´ eristiques du m´ elange ainsi que les limites des donn´ ees industrielles. Keywords: pulp fibre suspensions, stock chests, mixing, mixers, computational fluid dynamics ∗ Author to whom correspondence may be addressed. E-mail address: [email protected] Can. J. Chem. Eng. 88:295–305, 2010 © 2010 Canadian Society for Chemical Engineering DOI 10.1002/cjce.20259 Published online 4 February 2010 in Wiley InterScience (www.interscience.wiley.com) | VOLUME 88, APRIL 2010 | | THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING | 295 |
-
Upload
s-bhattacharya -
Category
Documents
-
view
212 -
download
0
Transcript of Computational modelling of industrial pulp stock chests

Computational Modelling of Industrial PulpStock ChestsS. Bhattacharya,1 C. Gomez,1 A. Soltanzadeh,2 F. Taghipour,1 C. P. J. Bennington1*and G. A. Dumont2
1. Department of Chemical and Biological Engineering, University of British Columbia, 2360 East Mall, Vancouver, BC, CanadaV6T 1Z3
2. Department of Electrical and Computer Engineering, University of British Columbia, 2332 Main Mall, Vancouver, BC, CanadaV6T 1Z4
Agitated pulp stock chests are the most widely used mixers in pulp and paper manufacture. Stock chests are used for a number of purposes,including attenuation of high-frequency disturbances in pulp properties (such as mixture composition, fibre mass concentration, and suspensionfreeness) and are designed using semi-empirical rules based largely on previous experience. Tests made on both laboratory and industrial-scalepulp chests indicate that they are subject to non-ideal flows, including channelling and creation of dead zones.In the present work, a commercial computational fluid dynamic (CFD) software (Fluent) is used to model two industrial pulp stock chests.
The first chest is rectangular, agitated using a single side-entering impeller, and feeds a mixture of chemical pulps at 3.5% mass concentration(Cm) to a papermachine. The second chest has rectangular geometry, with a mid-feather wall used to direct suspension flow through a U-shapedtrajectory past four side-entering impellers. This chest is used to remove latency from a Cm =3.5% thermomechanical pulp suspension ahead ofstock screening.For CFD computations, pulp rheology was described using a modified Hershel–Buckley model. Steady-state simulations were made corre-
sponding to process conditions during mill tests. The calculated steady-state flows were then used to determine the dynamic response of thevirtual chests and then compared with experimental measurements and found to agree reasonably well. The computed flow fields providedinsight into mixing processes occurring within the chests, showing cavern formation around the impellers (which reduced the agitated volumeavailable for mixing). Mass-less particle tracking, using the steady-state flow field, gave insight into the stagnant regions and bypassing zonescreated in the vessels. This paper discusses difficulties encountered in characterising the mixing (both experimentally and computationally) andthe limitations of the industrial data.
Les cuviers de pate sont les melangeurs les plus largement utilises dans la production de la pate a papier. Ils sont utilises a des fins diverses et sontconcus en utilisant des regles semi-empiriques basees principalement sur les experiences du passe. Des tests effectues sur des cuviers de pate delaboratoire et des cuviers de taille industrielle indiquent qu’ils font l’objet de flux non ideaux, dont des phenomenes de canaux et la creation dezones mortes. Pour le travail en cause, un logiciel commercial de mecanique des fluides computationnelle (CFD) est utilise pour modeliser deuxcuviers de pate industriels. Le premier cuvier est rectangulaire, agite en utilisant un agitateur unique a admission radiale et alimente une machinea papier d’un melange de pulpes chimiques d’une concentration en masse de 3,5%. Le second cuvier a une geometrie rectangulaire et comporteune cloison mediane utilisee pour diriger le flux en suspension vers une trajectoire en U posterieure a quatre agitateurs a admission radiale. Cecuvier est utilise pour eliminer la latence d’une suspension de pulpe thermomecanique a 3,5%, devant le tamisage du melange. Aux fins descalculs de mecanique des fluides computationnelle, la rheologie de la pulpe a ete decrite en utilisant un modele Hershel-Buckley modifie. Dessimulations de l’etat d’equilibre ont ete effectuees pour etablir des correspondances avec les conditions des processus durant les tests en usine. Lesflux a l’etat d’equilibre calcules ont ensuite ete utilises pour determiner la reponse dynamique des cuviers virtuels, en comparaison des mesuresexperimentales. On a conclu que les donnees correspondaient raisonnablement bien. Les champs de propagation calcules par ordinateur donnaientune introspection sur les processus de melange se deroulant dans les cuviers, montrant la formation de cavernements autour des agitateurs. Lesuivi des particules sans masse, en utilisant les champs de propagation a l’etat d’equilibre, donne une introspection sur les regions stagnanteset sur les zones de derivation creees dans les cuviers. L’article presente les difficultes rencontrees lors de la determination des caracteristiques dumelange ainsi que les limites des donnees industrielles.
Keywords: pulp fibre suspensions, stock chests, mixing, mixers, computational fluid dynamics
∗Author to whom correspondence may be addressed.E-mail address: [email protected]. J. Chem. Eng. 88:295–305, 2010© 2010 Canadian Society for Chemical Engineering
DOI 10.1002/cjce.20259Published online 4 February 2010 in Wiley InterScience(www.interscience.wiley.com)
| VOLUME88, APRIL 2010 | | THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING | 295 |

INTRODUCTION
Effective operation of agitated pulp stock chests is crucialto the success of many processes in the pulp and paperindustry, including those requiring blending of pulp sus-
pensions, chemical contacting, and consistency control. One keyfeature of these chests is their ability to attenuate high-frequencydisturbances in pulp properties, acting as low-pass filters to com-plement the action of process control loops. However, the abilityto attenuate these disturbances depends on the effectiveness ofmixing achieved, and it is important to ensure that mixing chestsare properly designed and operated to achieve the required mix-ing quality. There are many challenges in meeting this objective,and this paper presents results from computational fluid dynamic(CFD) simulations carried out on two industrial-scale pulp stockchests as a part of these efforts.Pulp suspensions have unique rheology: they are non-
Newtonian, multiphase suspensions and possess a yield stress.This rheology contributes to the creation of undesirable flows inthe mixers, including channelling (bypassing) and dead zones(stagnant regions), which degrade mixing quality. Stock chestsare typically designed using semi-empirical rules based largelyon past experience. This is amply illustrated in a review of chestdesign practices summarised by Yackel (1990). The design pro-cedure recommended is empirical in nature and is based onmatching the momentum generated by the impeller(s) (a func-tion of impeller design, diameter, and rotational speed) with thatrequired to achieve complete motion across the suspension sur-face of the chest. The criterion of “complete surface motion”reflects the fact that experimental data were often obtained fromoperating plants where only the observation of the suspension sur-face was possible. The required momentum is given as a functionof the chest geometry, suspension mass concentration (consis-tency, Cm), and fibre type—factors accounted for using graphicalcorrelations and correction factors. Although Yackel’s method pro-vides a systematic approach to chest design, Ein-Mozaffari et al.(2003) showed that it does not ensure that ideally mixed condi-tions are achieved.The dynamic response of a typical industrial chest to an inlet
disturbance is often significantly different than that expectedfrom an ideally mixed vessel (Bialkowski, 1992; Ein-Mozaffariet al., 2003). Extensive tests were made on a geometrically scaled,rectangular, laboratory chest with a side-entering impeller (Ein-Mozaffari, 2002) to study the interrelationships between chestgeometry, pulp properties, process operating parameters, and theresulting mixing efficiency. A dynamic mixing model based on aphysical interpretation of flow in the stock chest was developed.In this model (Figure 1) the chest dynamic has been charac-terised with four parameters f, �1, �2, and T1. f is the fraction
Figure 1. Grey box model for flow through pulp stock chests (afterSoltanzadeh et al., 2009).
of incoming pulp which bypasses the main mixing zone andproceeds directly to the chest exit. While most mixing occurswithin this zone surrounding the impeller (represented by a first-order transfer function with a time constant, �2) a limited extentof mixing also occurs in the bypass stream (time constant �1,where �1 � �2). A single time delay, T1, was used in the modelto represent the contribution of plug flow through the chest andin the pipe inlet and outlet. This gives the following transferfunction:
GChest = (1+ �Zs)e−T1s
(1+ �1s)(1+ �2s)(1)
where �Z = f�2 + (1− f)�1. Simplification of Equation (1) is possi-ble if there is negligible mixing in the bypass stream (i.e., �1 ∼ 0).This gives:
GChest = (1+ � ′Zs)e−T1s
1+ �2s(1a)
with � ′Z = f�2. Finally, when there is no bypassing Equation (1a)
reduces to a simple first-order transfer function with delay:
GChest = e−T1s
1+ �2s(1b)
Experimental data were obtained by measuring the tempo-ral variation of a suitable suspension property at both the inletand outlet of the chest (in the laboratory—suspension conduc-tivity following tracer addition; in the mill—suspension massconcentration, Cm, following a change introduced at the inlet).Model parameters were then identified using established meth-ods (Soltanzadeh et al., 2009). This model was found to be morestable than a similar model used in earlier work (Ein-Mozaffariet al., 2005) with very similar values for the key parameters of fand �2 identified. Once the model parameters were identified thefraction of suspension in the chest (VT) that is fully mixed (VFM)could be calculated:
VFM
VT= �2(1− f )Q
VT(2)
Ein-Mozaffari et al. (2003, 2004) found that f and VFM/VT werestrongly influenced by impeller speed, pulp consistency, suspen-sion flow rate (production rate), fibre type, and the location of thestock exit and entrance with respect to the impeller. An increasein consistency, decrease in impeller speed, or increase in stockflow increased the extent of channelling in the chest and reducedits ability to attenuate incoming disturbances. These trends wereexplained by the rheology of the pulp suspensions. When a yieldstress fluid is agitated, a “cavern” (an actively mixed region offluid motion) forms around the impeller with its size determinedby a balance between the stress applied by the impeller and thesuspension yield stress (Wichterle and Wein, 1981). Factors thatdetermine the applied stress include the impeller design, diame-ter, and operating speed. For example, an increase in suspensionmass concentration increases suspension yield stress, which for afixed set of impeller operating conditions results in a decrease incavern volume and a reduction in mixing quality (Ein-Mozaffariet al., 2005). The close correlation between the flow character-istics obtained from the analysis of laboratory tests (extent ofchannelling, extent of chest involved in mixing) and the physicalinterpretation of suspension flow based on pulp rheology provide
| 296 | THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING | | VOLUME 88, APRIL 2010 |

a good basis for the use of the grey boxmodel described previouslyfor analysis of mixing performance.The experimental data also showed that poorly mixed regions
existed below the suspension surface even it was in completemotion. Indeed, Ein-Mozaffari (2002) found that up to three timesmore power was required to produce complete motion in thevessel than specified by Yackel for “complete surface motion.” Cre-ation of ideal mixing required even greater power. These findingsindicate that stock chests designed using traditional methods areunlikely to achieve their design objectives. Performance analysisof five industrial stock chests confirmed this (Ein-Mozaffari et al.,2004). The fully mixed volume in these mixing chests was only27–87% of the total volume resulting in effective time constantssignificantly lower than design values.Although grey box modelling provides an attractive means of
identifying and quantifying mixing performance, it does not iden-tifywhy sub-optimalmixing occurs. To obtain information on flowin these chests and to find relationships between suspension flowand mixing dynamics we are examining the ability of CFD to sup-ply this information. A number of studies have previously usedCFD to calculate steady-state flow fields in pulp mixers. Bakkerand Fasano (1997) modelled agitation in a pulp stock chest with aside-entering impeller by defining velocity profiles at the impellerand using a combination of laminar and turbulent flow regimesin different regions of the tank. The flow field calculated matchedthat expected but was not compared with experimental data toconfirm the accuracy of the predictions. Roberg (1997) simu-lated mixing of a low consistency pulp suspension in a cylindricalstirred vessel agitated with a side-entering impeller. He assumedlaminar flow and compared calculated flow fields for Newtonianand non-Newtonian rheological models to highlight the similari-ties and differences between them. The impellers were modelledasmomentum sources (obtained using the distribution of themea-sured axial and tangential forces produced by the impeller overthe swept volume). Wikstrom and Rasmuson (1998) modelledmixing of low-consistency (Cm = 2.9–3.2%) pulp suspensions bya jet nozzle agitator in a 24m3 pilot-scale chest using the CFDcode CFX. The outflow from the nozzle was treated as a velocityboundary and the suspension as a Bingham fluid. The computa-tional results were compared with ultrasonic Doppler velocimetry(UDV) measurements made at four locations in the chest andfound to agree in regions near the nozzle when a yield stress of150–188 Pa was used in the model. Cavern sizes calculated usingthe CFD simulations (where the suspension velocity fell to 1% ofthe initial nozzle velocity) were much higher than those predictedusing correlations available in the literature. Ford et al. (2006,2007) used CFD software (Fluent 6.1), modified Herschel–Bulkleyrheology, laminar flow, and a multiple reference frames (MRF)approach to compute the steady-state flow fields in the laboratorychest used by Ein-Mozaffari (2002). The flow fields were thenused to compute the dynamic response to a virtual tracer inputwhich permitted comparison with the model parameters deter-mined experimentally. In general, the CFD simulations resultedin good prediction of chest dynamics indicating that the simula-tions reproduced the essence of the flow fields well. However, theCFD simulations were unable to predict sudden transitions inmix-ing quality that were measured under certain process conditions(Ford et al., 2006, 2007).The objectives of the present work are to extend our CFD mod-
elling to more industrial relevant mixer configurations, assess theaccuracy of the simulations using measured data, and use detailsof the simulated flow fields to draw insight into the effects ofdesign parameters on chest performance.
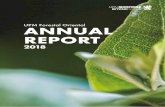
Figure 2. Machine chest (MC-A): (a) multiblock structure used for gridgeneration and (b) outer surface of mesh used in the computational grid.
EXPERIMENTAL
Chest Geometry and Operating ConditionsThe two industrial chests selected for analysis are illustrated inFigures 2 and 3. The first chest has a capacity of 306m3 and feedsa mixture of chemical pulps (softwood, hardwood, and broke) atCm = ∼3.5% to a papermachine. This rectangular chest (length,L= 7.44m; width, W= 7.16m, and height, H= 5.74m with anominal stock level of 0.5H) is agitated by a single side-entryimpeller located on the wall opposite to stock addition. The sus-pension is added to the top of the chest through the main stockinlet (Inlet 1) and falls to the suspension surface. Mixed suspen-sion is withdrawn from the chest outlet located on the wall behindthe impeller. The exit pipe extends 0.5m into the chest and is bentdownwards to reduce short-circuiting. However, as both the sus-pension inlet and outlet are located on the same side of the chest,some channelling is expected. A small amount of the dischargestream (4.4%) is directed to an in-line freeness tester and addedback to the chest through Inlet 2. The suspension is agitated usinga D= 0.91m, three bladed, marine-type, side-entering impellerrotating atN= 445 rpm. The impeller is centred on the wall 0.66mabove the chest floor with an offset of 0.45m from the back wall.Other than its volume, this chest is of similar geometry to thescale-model chest used in our laboratory (Ein-Mozaffari, 2002).Dynamic data were obtained by measuring the inlet and outletmass concentration to a step change in inlet consistency. Pulpconsistency was measured using a shear-based consistency sen-sor (Valmet SP, Metso Automation, Edmonton, AB, Canada) witha measurable range of 2.5–5% Cm and a repeatability of 0.005%
| VOLUME88, APRIL 2010 | | THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING | 297 |

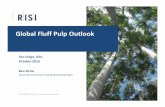
Figure 3. Latency chest (LC-B): (a) multiblock structure used for grid generation and (b) outer surface of mesh used in the computational grid. Theshaded regions in (a) are solved in a rotating reference frame.
Cm at 3% Cm at the inlet. Outlet consistency was measured by amicrowave-based sensor (Kajaani MCA, Metso Automation) withrepeatability of 0.01% consistency.The second chest has a capacity of 340m3 and is used to
remove latency1 from a Cm = 3.5% thermomechanical pulp (TMP)suspension ahead of stock screening. This U-shaped chest (over-all dimensions L×W×H= 11.3m× 6.1m× 4.9m with a stocklevel of 0.75H) uses four side-entry Lightnin A-312 impellers(NP = 0.36; C= 0.4, Npump = 0.56) running at 310 rpm located atthe chest corners (see Figure 3). Themid-feather wall directs stockflow through the chest and minimises channelling. Both inlet andoutlet suspension consistencies are measured using BTG MEK-
2000 series consistency sensors (BTG Americas, Inc., Montreal,QC, Canada). A summary of geometry and operating conditionsfor both chests is provided in Table 1.
Industrial Dynamic TestsMeasurements of suspension mass concentration were made atthe chest inlet and outlets during a change in incoming stockconsistency to measure the mixing dynamics. The requirementsfor obtaining good data for the analysis include:
• Process control loops must be disengaged so that the open-loop response to the disturbance is measured. (Often multiple
Table 1. Industrial chest specifications
Machine chest-A Latency chest-B
Chest shape Rectangular U-shaped
Dimensions: L×W×H (m) 7.44×7.16×5.74 11.3×6.1×4.9
Normal operating level (% of H) 50 75
Pulp type(s) Mixture of hardwood/softwood/broke Thermomechanical
Pulp mass concentration (%) 3.5 3.5
Operating temperature (◦C) 40 63
Pulp flow rate (m3/min) 6.9 (+0.32 for the recirculated stock) 8–9
Inlet pipe location and diameter (m) Vertically from chest roof, 0.3 (both) Stock added to top of suspension at an angle, 0.2
Outlet pipe diameter and location (m) 0.3 (0.18m from impeller) 0.35 (0.35m from impeller 4)
Number of impellers and installed power (kW) 1 at 125hp 4 at 30hp
Impeller type and diameter (m) Black Clawson marine-type impeller side-entry configuration, 0.91
Lightnin A-312 (high-efficiency axial impeller)side-entry configuration, 0.76
Impeller rotational speed (rpm) 445 310
Consistency sensors Inlet: Valmet SP; exit: Kajaani MCA BTG MEK 2000 series on both
| 298 | THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING | | VOLUME 88, APRIL 2010 |

control loops (stock level, consistency etc.) are nested withother operational units and must be placed on manual control.)
• Changes (often a step change) in input consistency must besufficiently large to give measurable changes with an accept-able signal-to-noise ratio. (A step change in inlet consistency of10–15% of its initial value was found to be suitable.)
• Sensors should be accurately calibrated (however, calibrationerrors must often be dealt with following data acquisition).
• Data collection should be three to four times the nominalresidence time of the chest to properly estimate the modelparameters.
• Data must be collected without compression. (Data manage-ment software often compresses data for long-term storage,which results in a loss of frequency content.)
• The sampling rate for the data must exceed the Nyquistfrequency of the highest desired measurement frequency (sam-pling times of 1–5 s are typical for industrial chests).
We attempted to meet these requirements during our tests,although we were limited by operational constraints.
Modelling ApproachThe computational domain for each chest was developed usingGambit software (v.2.2.30, Fluent, Inc., Lebanon, NH). Multi-block structures were created for each vessel to provide efficientallocation of computational cells, with a higher cell density inregions of high velocity gradients (e.g., the impeller zone) andnear wall boundaries. The fluid region containing the impellerwas set as a surface of revolution around the rotating axis, that is,a cylinder with an interface removed from the impeller about oneblade width. Adjoining blocks allowed for a gradual transition incell size (less than a fourfold change of the characteristic lengthof a cell between adjacent zones) with only tetrahedral and/orpyramid shaped cells used in regions containing structurallycomplicated components (i.e., the impellers), and tetrahedral orhexahedral cells used in the bulk of the vessel. The initial multi-block grid structures were further refined until the solutions weredetermined to be grid-independent. The chest floor and side wallswere defined as no-slip boundaries while the liquid surface wastreated as a symmetry boundary with no flux across it (equivalentto a surface with zero shear). The angular speed of the impellerand axis of rotation were specified for the zones surrounding theimpellers with the impeller blades defined as walls with zero rel-ative velocity. Uniform velocity profiles were specified at >10dinupstream of the chest to permit full flow development for theinlets. Similarly, the outlet boundaries were located a distanceof >10dout from the chests.Suspension rheology was approximated using a modified
Herschel–Bulkley model. At very low strain rates ( ≤ �y/�0) thesuspension was treated as an extremely viscous fluid with vis-cosity �0. This avoids instability during computation and resultsin some regions in the chest having very low velocities where inreality they are stationary. As the strain rate was increased and theyield stress, �y, exceeded, the suspension rheology was describedusing a power law relationship. Thus,
� = �0 for � ≤ �y (3)
� =�y + k
[n − (
�y�0
)n]
for � > �y (4)
The consistency index, k, was set to 0.001 Pa s (the viscosity ofwater) and the power-law index, n, to 1.0 following Ford et al.
(2006, 2007). The yield stress of the suspensions was estimatedusing correlations given by Bennington et al. (1990) and theyielding viscosity estimated using experimental data collected byBennington (1988) as �0 = 100± 43 Pa s.Commercial CFD software, Fluent 6.3, was used to simulate the
flow field in the two chests. Both chests featured large unbaffledvessels where the interaction between the impeller and stator (thetank walls) was of minor importance compared with interactionsbetween the impeller generated flow and the flow boundaries(the tank walls, inlet, and outlet ports). Therefore, the steady-state, MRF approach was chosen to model the impeller (rotating)regions. Using this solution method, start-up or periodic transientflow details cannot be resolved, but calculation times and CPUexpense are significantly reduced over those needed to providea fully unsteady solution using a sliding mesh method. Conti-nuity and momentum conservation equations were solved in thelaminar regime with a second-order upwind differencing scheme.Iterations were continued until the RMS scaled residuals for eachtransport equation fell below 10−5 and a steady velocity valuewas reached at various sampled locations in the domain. Simula-tion times in a single PC (Intel Core 2 CPU at 2.66GHz and 4GBRAM) varied from 4h for the initial coarse grids, to 72 h for thefinal refined grids.The converged steady-state flow field was then used to deter-
mine the dynamic response of the chest. When a tracer is addedto a fluid in a mixing tank, the transient calculation can be doneexclusive of the flow field calculation, given that the propertiesof the tracer and the background fluid are similar. Thus, a tracer(having the same properties as the pulp suspension) was intro-duced at the chest inlet and the dynamic response of the chestto a virtual change in tracer concentration (equivalent to thatmade in the mill test) was determined using Fluent’s user definedfunction capability. The convective transient species transportequations for the virtual tracer were solved with a specified timestep, typically around �t= 1 s (following tests to determine inde-pendency from time discretization). Simulations were carried outfor a period at least as long as that of the experimental tests. Thetemporal variations in tracer concentration were then analysed todetermine the dynamic characteristics of the virtual stock chestusing Equation (1).The initial computational domain for MC-A contained 12 zones
and was refined using the evolving flow-field to obtain a finalgradient adapted grid with 0.3 million cells (Ford et al., 2006)(Figure 2). Velocity profiles perpendicular to and 0.08m (a) and3.0m (b) in front of the impeller are given in Figure 4a,b. Gridindependence was verified by demonstrating that further refine-ment of the cells did not change the velocity magnitude by morethan 3.5%. The multiblock grid developed for LC-B is shown inFigure 3 and was similarly refined to obtain grid independence.In the industrial chest, the inlet pipe terminates at the chest wallwith incoming stock falling as a jet to the suspensions surface. Tosimplify the CFD computations, the location, angle, and velocityof jet impact with the suspension surface was calculated andmod-elled as a virtual feed pipe joining the pulp bed at the calculatedlocation.
RESULTS AND DISCUSSIONS
Machine Chest (MC-A)Computational simulation of MC-A began with selection of appro-priate values for �y and �0 in the rheological model (Equations 3and 4). This was difficult as the suspension feed was a mixture
| VOLUME88, APRIL 2010 | | THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING | 299 |

Figure 4. Test for grid independence for MC-A: (a) magnitude ofsuspension velocity 8 cm in front of the impeller (along the y-axis);(b) magnitude of the suspension velocity 3m away from the impeller;(c) effect of yield stress and yielding viscosity on computed velocityalong the impeller axis.
of pulps (and we were given only nominal composition valuesfrom the mill: 50–100% hardwood kraft, up to 50% softwoodkraft and up to 40% broke). For the simulations reported here, theyield stress was taken as �y = 113 Pa based on the aggregate datareported in Bennington et al. (1990). Most computations weremade using this yield stress value, although some simulationswere initially made to determine the effect of suspension rheologyon the flow-field computed in themixing chest, as shown in Figure4c. Here suspension velocity in the x-direction (along the impelleraxis) is shown for fixed set of operating conditions (N= 445 rpm;Q= 7.22) for �y = 50, 113 and 580Pa with �0 = 100 Pa s and for�y = 580 Pa with �0 = 300 Pa s. The velocity profiles are similar atthe lower yield stresses. Velocity magnitudes are lower at higheryield stresses, most noticeable further from the impeller (due tothe cavern formation in the chest). If an accurate method to mea-sure suspension velocity existed, differences between calculatedand measured velocity profiles could be used to judge the qualityof the simulation.The steady-state flow field was computed for process conditions
corresponding to those during collection of experimental data.Once a converged solution was obtained, a dynamic simulationto model the experimental bump test was made. This simula-tion was made using a time interval �t= 1 s, which was foundto give results independent of time discretization (time intervalsfrom 0.25 to 5 s were examined).The experimental data collected from the test made on MC-A
are shown in Figure 5. Here the suspension inlet consistency wasreduced in a step fashion from Cm = 3.67% to 3.60%, only a 2%decrease. Data were sampled every 5 s from both the inlet and out-let consistency meters. The quality of the inlet data is good, withlittle evidence of data compression. However, the exit stream dataare compressed, resulting in a loss of frequency content whichcould introduce artificial low frequency dynamics into the signaland making identification of the model parameters more diffi-cult. A problem with the calibration of the consistency meters isalso apparent. While the inlet consistency changed by only 0.07%(absolute) the measured discharge consistency changed by morethan 1%. Also, the consistencies are not equal at the beginning ofthe test despite the fact the chest is operating at steady state. Notethat poor sensor calibration is not as severe a problem as signalcompression because the dynamics are important for parameter
Figure 5. Raw experimental bump test data for MC-A. Note problemswith consistency meter calibration and compression of the data(particularly the exit data).
| 300 | THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING | | VOLUME 88, APRIL 2010 |

Table 2. Comparison of experimental and CFD simulated parametersfor the stock chests
MC-A LC-B
Expt. CFD Expt.a CFD
Operating conditionsQ (m3/min) 7.2 7.2 8.2–9.6b 10H (%) NM 50 60–67.5 64Cm (%) 3.7–3.6 3.7 2.9–2.7 3.0�y (Pa) NM 113 NM 90.5
Model parametersT1 (s) 98 191 189 799�1 (s) 0 0 0 0�2 (s) 780 1097 743 728f 0.024 0.01 0.05 0
Mixing parametersVFM/VT 0.61 0.85 0.49 0.51
NM, not measured.a Test 1 in Figure 8.b Maximum reading on flow meter.
identification and the sensor gain and offset can be adjusted asneeded.Although the conditions under which the mill data were
obtained were less than ideal, they demonstrate typical problemsfaced in the field. In this case, as the pulp leaving this chest goesdirectly to the papermachine, a more dramatic change in inlet con-sistency is not possible without creating operating issues there.Further experimental data were not available from this chest dueto the closure of the mill. Consequently, our analysis is based onthe best data available. Direct and qualitative comparison of thesimulated and experimental data provides an indication of theability of CFD to properly simulate the mixing chest.The real-time data were analysed using the system identifica-
tion toolbox in MATLAB version 7 (R14) and the results givenin Table 2. Analysis shows that only 2.4% of the incoming pulpbypasses the chest, with negligible mixing in the bypass stream(�1 = 0). The nominal time constant of the chest (�nom) was 1271 s(at Q= 7.22m3/min), whereas �2 was identified as 780 s. Thus,only 61% of the chest was involved in active mixing of the sus-pension. As little pulp bypassed the mixing zone, the balance ofpulp in the chest is either stagnant or very slowly moving.Interpretation of the computed steady-state flow field supports
these findings. The single impeller induces suspension flow awayfrom the impeller toward the rear wall of the chest. Flow is turnedby this wall, and loops back along the side walls, suspension sur-face, and chest floor before being drawn back into the impellersuction. Some flow exits the chest, with competition betweenflow induced into the impeller suction and flow exiting the stockline governing the channelling observed. The region immediatelysurrounding the impeller forms a cavern having high shear andvelocity gradients and is well mixed. A number of methods canbe used to identify the cavern using computed flow data. The firstmethod locates the surface where the shear stress imposed by theflow exceeds the suspension yield stress, one criterion adopted todefine caverns in yield stress fluids (Amanullah et al., 1998). Theiso-surface where this condition is satisfied was calculated fromthe simulated flow field for MC-A and is shown in Figure 6a with�y = 113 Pa. A second criterion used to identify caverns involveslocating the enveloping surface where the magnitude of the local
Figure 6. Cavern formation in MC-A: (a) iso-surface where the shearstress equals the suspension yield stress; (b) iso-surface where thevelocity equals 0.01VTip; (c) trajectories of particles released at main stockinlet (Inlet 1). [Color figure can be viewed in the online issue, which isavailable at www.interscience.wiley.com.]
tangential velocity falls to some low value, typically 1% of theimpeller tip speed (Jaworski et al., 1994). Figure 6b shows thesurface where the local velocity is 0.21m/s, 1% of the impellertip speed of 21m/s.Figure 6 confirms that a large region of MC-A is involved in
weak suspension flow. While suspension flow almost completelyfills the vessel, fibre floc disruption and good mixing occur inthe high-shear region that immediately surrounds the impeller(where � > �y). The region beyond this active zone is in motiondue to circulation caused by the impeller and inlet/exit gener-ated flows. The location of the exit pipe is close to the cavernboundary which determines whether flow will be directed to theimpeller region or exit the chest. Cavern size would decrease ifthe suspension yield stress increased (e.g., through addition of
| VOLUME88, APRIL 2010 | | THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING | 301 |

Figure 7. MC-A: (a) input and (b) output signals for experimental andcomputational data. Test conditions and model parameters as given inTable 2. [Color figure can be viewed in the online issue, which is availableat www.interscience.wiley.com.]
a higher percentage of softwood pulp to the chest). Under thesecircumstances, the location of the exit pipe could increase unde-sired bypassing. Good chest design uses inlet/exit locations thatforce the suspension to traverse the well-mixed impeller zone. Byvisualising path-lines of mass-less particles released at the inlet tothe chest (Figure 6c) we see that most are drawn into the impellersuction, in agreement with the experimental data.The dynamic simulations for MC-A are compared to real-time
data collected during the bump test in Figure 7. The computationalinput signal was chosen to match the experimental signal gener-ated at the mill (three linear input regions were used) as shown inFigure 7a. Note that the high-frequency content of the incoming
stream was not simulated. The computational results are com-pared to the experimental data in Figure 7b (the scale has beenadjusted to account for offset and gain issues in the mill data) andshows that the mixing dynamics are simulated well. The modelparameters identified using the simulated (CFD) bump tests areincluded in Table 2. In this case, the identified time constant wasabout 1097 swhich gave amixed volume equal to 85%of the avail-able chest volume. The simulated MC-A displays better mixingthan it is really attained. This can be related to a number of factors;particularly the approximations introduced in the rheology modelused to describe the pulp suspension. Additionally, errors in flowmeasurements in the plant data and the quality of the bump testdata contribute to differences between the dynamic parametersidentified. Despite these deviations, the CFD results confirm theexperimental analysis that the chest is not ideally mixed.
Latency Chest (LC-B)Latency chest LC-B receives its TMP feed from a refined stockchest located upstream. During normal operation, water is addedinto the feed line at the exit of the refined stock chest to maintaina steady consistency entering LC-B. A similar control loop main-tains a steady discharge consistency from LC-B. Thus, to generatethe step change shown in Figure 8, the consistency controllersmust be turned off and the incoming consistency changed man-ually (by 8–9% in this case). Unfiltered data were collected at asampling time of 2 s from both consistency sensors. The signalquality is good, but as observed in other mills, the consistencymeters were not properly calibrated. Also, there appears to be acontinuous oscillatory component present in the signal from thedischarge stream that could be due to equipment problems suchas valve stiction. Again, the problems with meter calibration andabnormalities in the transmitted signal make identifying the mix-ing model difficult. In an attempt to determine the variability ofmixing quality over a range of operating conditions, tests were car-ried out for various operating modes. The result of the first stepchange is shown in Table 2 while the dynamic model identifiedfor the complete set of operating conditions is given in Table 3.Mixing performance can vary significantly depending on chest
operating conditions such as inlet consistency, fill volume, etc.For example, the data from Table 2 and Figure 8 correspond to arelatively high flow rate and suspension chest level. Under theseconditions the time constant identified (743 s) is about half ofnominal value (�nom ∼ 1450 s) which could be related to bypassing(i.e., when the level of the chest increases a greater portion of theinput stream moves along the suspension surface which reduces
Figure 8. Raw experimental bump test data for LC-B (Test 1–4 indicated by the grey dotted lines).
| 302 | THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING | | VOLUME 88, APRIL 2010 |

Table 3. Experimental data for LC-B (Figure 8)
Test 2 Test 3 Test 4
Operating conditionsQ (m3/min) 8.0 9.5 8.0Cm (%) 2.9 2.7 2.94H (%) 58 57 57
Model parametersT1 (s) 432 203 319�1 (s) 0 0 0�2 (s) 1181 1210 1126f 0.001 0 0.16
Mixing parametersVFM/VT 0.80 0.98 0.66
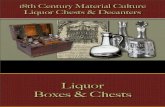
Figure 9. Cavern formation in LC-B: (a) iso-surface where the shearstress equals the yield stress; (b) iso-surface where the velocity equals0.01VTip; (c) trajectories of particles released at the stock inlet. [Colorfigure can be viewed in the online issue, which is available atwww.interscience.wiley.com.]
the time constant), although this was not identified by the greybox model (f= 0.05). At lower suspension flow and stock chestlevels (Test 2 in Table 3) the time constant increased to about 80%of the nominal residence time. Under similar conditions (Test 4)the fraction of bypassing increases. This latter finding agrees withdynamic tests made in the lab-scaled chest (Ein-Mozaffari, 2002).CFD simulations were carried out to simulate the first step
change shown in Figure 8. The yield stress of the TMP was esti-mated to be 90 Pa (Bennington et al., 1990) with �0 set to 100 Pa sas before. Steady-state simulations were first carried out to obtainthe flow field in the vessel followed by dynamic simulations.�t= 1 s was used in the dynamic simulations for LC-B, sincethis gave solutions independent of time discretization (verifiedby initial simulations at 0.5 and 5 s).Analysis of the CFD simulation showed that there was neg-
ligible bypassing in the chest (as found experimentally). Thesimulated chest had a time constant of 728 s compared to 743 sdetermined from experimental data showing that only 50% ofthe chest volume was mixed. An examination of the computedflow field explains this low mixing volume. Pulp enters the chestfrom the inlet positioned directly above an impeller (Figure 2) andmoves in a U-shaped trajectory through the chest. Along this paththe suspension is alternately exposed to high-shear mixed regionsnear the impellers and plug flow low-shear regions between them.Figure 9a,b shows the caverns produced in this chest using thetwo methods discussed earlier. It is seen that the regions of highershear and intense mixing occupy only a fraction of the chest vol-ume, which is also indicated by the lowmixed volume determined
Figure 10. LC-B: (a) input and (b) output signals for experimental andcomputational data. Test conditions and model parameters as given inTable 2.
| VOLUME88, APRIL 2010 | | THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING | 303 |

by the dynamic mixing model. Path-lines of mass-less particlesreleased at the inlet (Figure 9c) show movement of pulp from theinlet through each of the four impellers and subsequent dischargefrom the tank. These path-lines illustrate the recirculation pathsfollowed by the suspension near the inlet and the first impeller.The dynamic simulations for LC-B were compared to the real-time data collected during the bump test in Figure 10. Again thecomputational input signal was chosen to match the experimentalsignal generated at the mill (Figure 10a). The chest response tothe change (both measured and predicted) is given in Figure 10b.Again it was necessary to adjust both the consistency offset andgain to compare agreement between the model and experimen-tal data. The most notable difference between the computed andexperimental output signals is the longer delay in the simulateddata. One possible explanation for this is that the grey-box model(Figure 1) does not include a term for recirculation within thechest, which is important in this configuration as shown in Fig-ure 9c. Also, the location of the consistency meters in the milldid not coincide with the inlet and outlet boundaries used inthe CFD model due to the restrictions imposed by the selectedboundary conditions (a uniform velocity profile at the inlet andan outflow boundary condition at the outlet—both required spec-ification at least at 10d away from the chest exit). The dynamicmodel also does not account for level changes or flow rate changesand requires that the bump chest be achieved in steady-state con-ditions. These experimental challenges must also be dealt with fora more accurate comparison between computed and experimentaldata to be made.
CONCLUSIONSCFD simulations provide insight into mixing occurring in indus-trial pulp stock chests, allowing the location of regions ofactive mixing (caverns) and the bypassing created by interactionbetween chest and impeller geometry and by suspension prop-erties and process conditions, to be determined. The agreementbetween the computational simulations and the experimentalmeasurements was good, with experimental trends displayed wellby the simulations. However, several challenges remain both forsimulating pulp mixing (including specifying the suspension rhe-ology and improving the specification of the boundary conditions)and measuring mixing quality in the mill experimentally (creat-ing a good bump test, obtaining uncompressed data having a goodsignal-to-noise ratio, dealing with instrument calibration errorsand identifying the parameters of a suitable mixing model for thechest). Indeed, the largest challenge of all may be obtaining datafrom an operating mill at steady state.
NOMENCLATURECm mass concentration of pulp suspension (consistency)din diameter of inlet feed pipe (m)dout diameter of exit pipe (m)f fraction of the incoming feedstock bypassing the
well-mixed regionGChest transfer function representing mixing in the pulp chesth height of the inlet feed pipe above the pulp bed (m)k consistency index (Pa s)L length of chest (m)W width of the chest (m)H nominal height of the chest (m)N impeller rotational speed (rpm)D impeller diameter (m)
NP impeller power numberC impeller clearance from wall (m)Npump impeller pumping numberVTip tip velocity (m/s)Q flow rate of pulp through the chest (m3/s)R fraction of flow recalculating in mixing zoneT1 time delay in bypass region (s)VT total volume of pulp suspension in chest (m3)VFM volume of pulp suspension in the chest that is fully mixed
(m3)
Greek Symbols· shear rate (s−1)�y yield stress (Pa)�0 yielding viscosity (Pa s)�1 time constant identified for the well-mixed zone (s)�2 time constant for mixing in bypass zone (s)�nom nominal time constant of vessel, �nom =VT/Q (s)
END NOTES1. Latency describes a property of thermomechanical pulps where partof the mechanical strength of paper sheets produced from the pulp islost due to curl in the fibres. Recovery of this latent strength requiresstraightening of the pulp fibres, which is accomplished by agitating adilute (Cm ∼ 3%) suspension at a temperature above the lignin soften-ing point for a specified length of time (Beath et al., 1966).
REFERENCESAmanullah, A., S. A. Hjorth and A. W. Nienow, “A NewMathematical Model to Predict Cavern Diameters in HighlyShear Thinning Power Law Liquids Using Axial FlowImpellers,” Chem. Eng. Sci. 53, 455–469 (1998).
Bakker, A. and J. B. Fasano, “A Computational Study of FlowPattern in an Industrial Paper Pulp Stock Chest With aSide-Entering Impeller,” AIChE Symp. Ser. 89, 293, 118–294(1997).
Beath, L. R., M. T. Neil and F. A. Masse, “Latency in MechanicalWood Pulp,” Pulp Paper Mag. Can. 67(10), T423–T430(1966).
Bennington, C. P. J., “Mixing Pulp Suspensions,” PhD Thesis,University of British Columbia, Vancouver, Canada (1988).
Bennington, C. P. J., R. J. Kerekes and J. R. Grace, “The YieldStress of Fibre Suspensions,” Can. J. Chem. Eng. 68, 748–757(1990).
Bialkowski, W. L., “Newsprint Variability and Its Impact onCompetitive Position,” Pulp Paper Can. 93(11), T299–T306(1992).
Ein-Mozaffari, F., “Macroscale Mixing and Dynamic Behaviourof Agitated Pulp Stock Chests,” PhD Thesis, University ofBritish Columbia, Vancouver, Canada (2002).
Ein-Mozaffari, F., G. A. Dumont and C. P. J. Bennington,“Performance and Design of Agitated Pulp Stock Chests,”Appita J. 56(2), 127–133 (2003).
Ein-Mozaffari, F., C. P. J. Bennington and G. A. Dumont,“Dynamic Mixing in Agitated Industrial Pulp Chests,” PulpPaper Can. 105(5), 41–45 (2004).
Ein-Mozaffari, F., C. P. J. Bennington and G. A. Dumont,“Suspension Yield Stress and the Dynamic Response ofAgitated Pulp Chests,” Chem. Eng. Sci. 60, 2399–2408 (2005).
| 304 | THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING | | VOLUME 88, APRIL 2010 |

Ford, C., F. Ein-Mozaffari, C. P. J. Bennington and F. Taghipour,“Simulation of Mixing Dynamics in Agitated Pulp StockChests Using CFD,” AIChE J. 52(10), 3562–3569 (2006).
Ford, C., C. P. J. Bennington and F. Taghipour, “Modelling aPilot-Scale Pulp Mixing Chest Using CFD,” J. Pulp Paper Sci.33, 115–120 (2007).
Jaworski, Z., A. W. Pacek and A. W. Nienow, “On Flow Close toBoundaries in Yield Stress Fluids,” Chem. Eng. Sci. 49,3321–3324 (1994).
Roberg, K. E., “Numerical Simulations of the Flow of FibreSuspension in a Side-Entering Mixer,” Recents Prog. GenieProcedes 11(51), 203–210 (1997).
Soltanzadeh, A., G. A. Dumont, S. Bhattacharya and C. P. J.Bennington, “Estimation of Residence Time and Chanelling inPulp Mixers,” Nordic J. Pulp Paper Sci. 24(1), 66–71 (2009).
Wichterle, K. and O. Wein, “Threshold of Mixing ofNon-Newtonian Liquids,” Int. Chem. Eng. 21, 116–121 (1981).
Wikstrom, T. and A. Rasmuson, “The Agitation of PulpSuspensions With a Jet Nozzle Agitator,” Nordic Pulp PaperRes. 13(2), 88–94 (1998).
Yackel, D. C., “Pulp and Paper Agitation: The History, Mechanicsand Process,” TAPPI Press, Atlanta, GA (1990).
Manuscript received November 6, 2008; revised manuscriptreceived September 11, 2009; accepted for publication September17, 2009.
| VOLUME88, APRIL 2010 | | THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING | 305 |