Composite Tool Selection Guide - OSG Tooling Australia · 2016-02-22 · 2 1. N1 - Reaming is...
24
Transcript of Composite Tool Selection Guide - OSG Tooling Australia · 2016-02-22 · 2 1. N1 - Reaming is...


2
1. N1 - Reaming is Required 2. N2 - Step Feed is Required
Thin ≤ .100" and 0.2xD
Composite Tool Selection Guide
Machining Style Machining Efficiency
Machine Type Composite Type
Tool Slotting Side Milling Roughing Finishing Hand CNC 5-Axis or
Robot Thin Thick
AERO-BNC
AERO-HBC xAERO-REC xAERO-MFR x x xAERO-CFR
Electroplated Style x x x x
Machine Type Composite Type
Tool Hand Pneumatic CNC CFRP Honeycomb (Nomex) CFRP/Al Stack CFRP/Ti
StackCFRP/CRES
Stack
Com
posi
te
AERO-STAD x xAERO-LHX x x x x xAERO-DAD x x 2 x xD-REAMER x x xDREAMER x x x
Sta
ck Type N x 1 x xType H x x x
GoodOKNot Recommended Bestx
GoodOKNot Recommended Bestx
Routers Pictured (Left to Right): BNC, HBC, REC, MFR & CFR
Drills Pictured (Left to Right): TAD, LHX, DAD, TYPE N & TYPE H
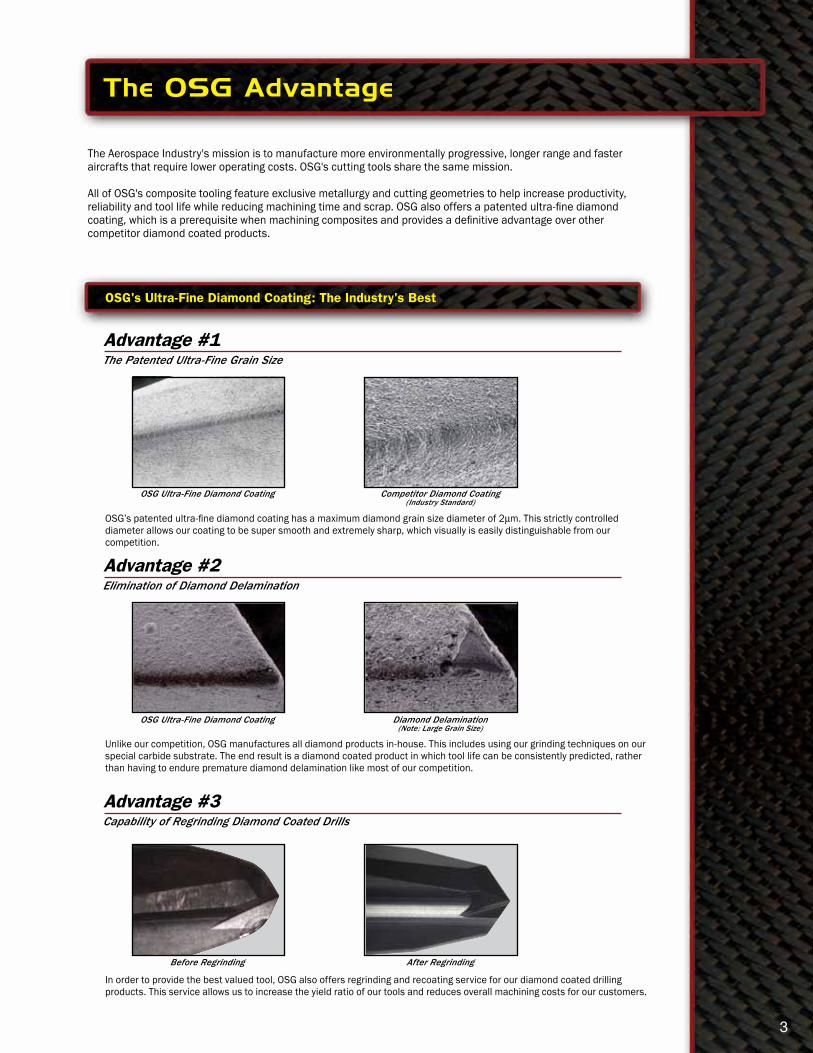
The Patented Ultra-Fine Grain Size
OSG Ultra-Fine Diamond Coating
OSG Ultra-Fine Diamond Coating
Before Regrinding
Competitor Diamond Coating(Industry Standard)
Diamond Delamination (Note: Large Grain Size)
After Regrinding
Elimination of Diamond Delamination
Capability of Regrinding Diamond Coated Drills
Advantage #1
Advantage #2
Advantage #3
3
The Aerospace Industry's mission is to manufacture more environmentally progressive, longer range and faster aircrafts that require lower operating costs. OSG's cutting tools share the same mission.
All of OSG's composite tooling feature exclusive metallurgy and cutting geometries to help increase productivity, reliability and tool life while reducing machining time and scrap. OSG also offers a patented ultra-fine diamond coating, which is a prerequisite when machining composites and provides a definitive advantage over other competitor diamond coated products.
OSG’s patented ultra-fine diamond coating has a maximum diamond grain size diameter of 2μm. This strictly controlled diameter allows our coating to be super smooth and extremely sharp, which visually is easily distinguishable from our competition.
Unlike our competition, OSG manufactures all diamond products in-house. This includes using our grinding techniques on our special carbide substrate. The end result is a diamond coated product in which tool life can be consistently predicted, rather than having to endure premature diamond delamination like most of our competition.
In order to provide the best valued tool, OSG also offers regrinding and recoating service for our diamond coated drilling products. This service allows us to increase the yield ratio of our tools and reduces overall machining costs for our customers.
OSG's Ultra-Fine Diamond Coating: The Industry's Best
The OSG Advantage

Fine Pitch Nicked Router - Diamond Coated
Type 2Type 1
Type 4Type 3
Packed: 1 pc. Available Diamond coating only.Type 1: No End Cut, Type 2: Bur End, Type 3: End Mill Cut, Type 4: Drill Point (Available as special only)
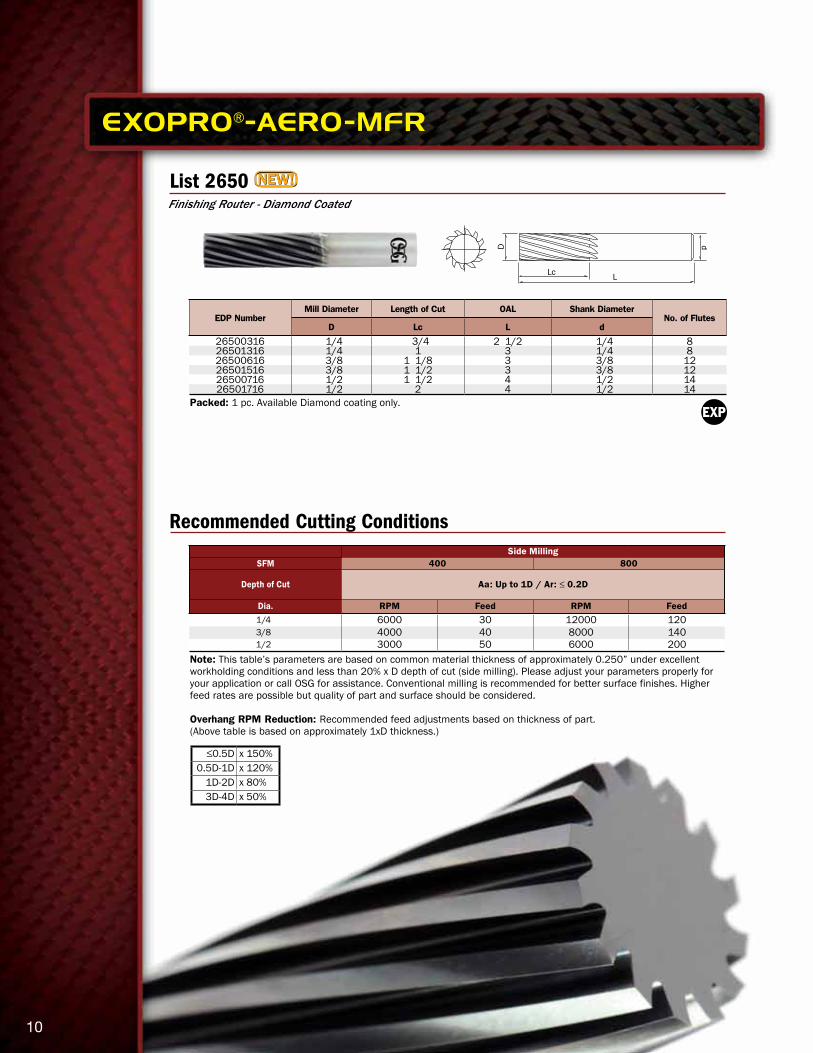
Note: This table’s parameters are based on common material thickness of approximately 0.250” under excellent workholding conditions and less than 20% x D depth of cut (side milling). Please adjust your parameters properly for your application or call OSG for assistance. Conventional milling is recommended for better surface finishes. Higher feed rates are possible but quality of part and surface should be considered.
Feed Reduction: Recommended feed adjustments based on thickness of part.(Above table is based on approximately 1xD thickness.)
≤0.5D x 150%0.5D-1D x 120%
1D-2D x 80%3D-4D x 50%
4
List 2061
EDP NumberMill Dia. Length of Cut OAL Shank Diameter
No. of Flutes TypeD Lc L d
20610116 1/8 1/4 1 1/2 1/8 6 220611116 1/8 3/8 1 1/2 1/8 6 320612116 1/8 1/2 1 1/2 1/8 8 320610216 3/16 3/8 2 3/16 6 220611216 3/16 9/16 2 3/16 6 320612216 3/16 3/4 2 3/16 8 320610316 1/4 1/2 2 1/2 1/4 8 220611316 1/4 3/4 2 1/2 1/4 10 320612316 1/4 3/4 2 1/2 1/4 10 220613316 1/4 1 3 1/4 10 320614316 1/4 1 3 1/4 10 220615316 1/4 1 1/4 4 1/4 12 120610416 5/16 1 2 1/2 5/16 10 320610516 3/8 3/4 2 1/2 3/8 12 220611516 3/8 1 1/8 3 3/8 12 320612516 3/8 1 1/8 3 3/8 12 220613516 3/8 1 1/2 4 3/8 12 320614516 3/8 1 1/2 4 3/8 12 220615516 3/8 2 4 3/8 12 120610716 1/2 1 3 1/2 14 320611716 1/2 1 3 1/2 14 220612716 1/2 2 4 1/2 16 2
EXOPRO®-AERO-BNC
Recommended Cutting ConditionsSide Milling Slotting
SFM 400 800 300 600
Depth of Cut Aa: Up to 1.5D / Ar: Up to 1D Aa: 1D
Dia. RPM Feed RPM Feed RPM Feed RPM Feed 1/8 12000 20 24000 40 9000 10 18000 20
3/16 8000 25 16000 50 6000 12 12000 25 1/4 6000 30 12000 60 5000 15 9000 30
5/16 5000 35 10000 70 4000 18 7000 35 3/8 4000 40 8000 80 3000 20 6000 40 1/2 3000 50 6000 100 2000 25 5000 50
5
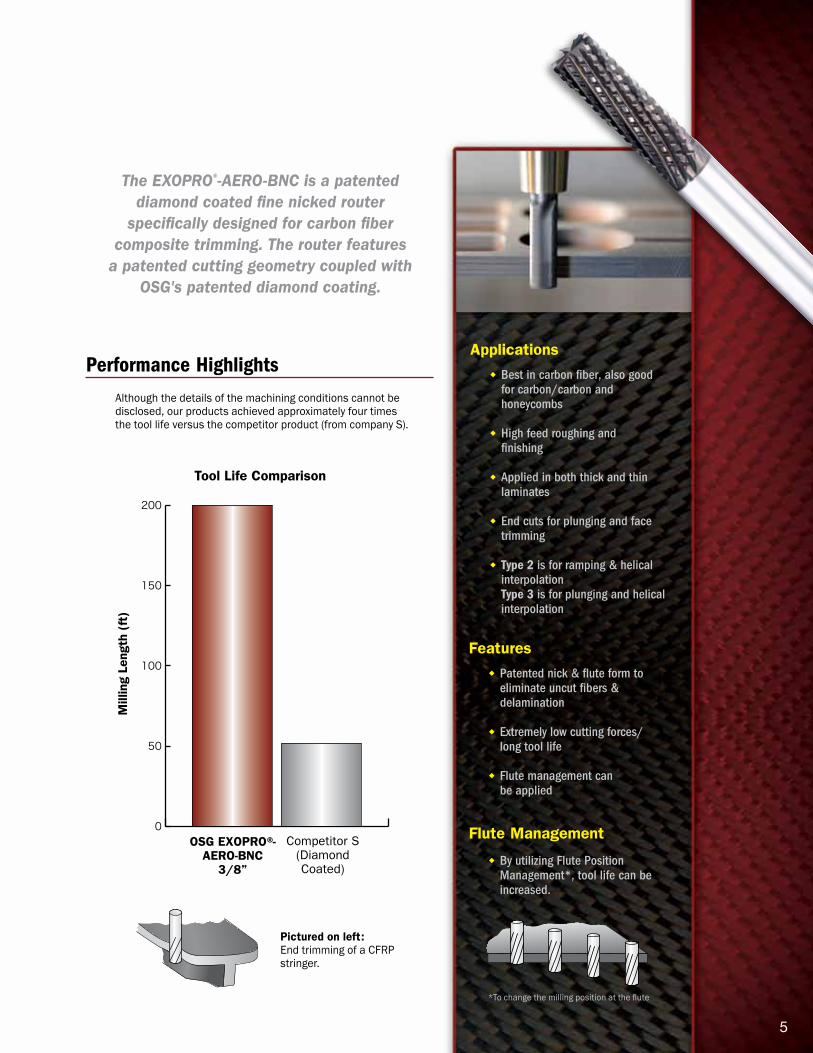
The EXOPRO®-AERO-BNC is a patented diamond coated fine nicked router
specifically designed for carbon fiber composite trimming. The router features
a patented cutting geometry coupled with OSG's patented diamond coating.
Although the details of the machining conditions cannot be disclosed, our products achieved approximately four times the tool life versus the competitor product (from company S).
Pictured on left: End trimming of a CFRP stringer.
w Patented nick & flute form to eliminate uncut fibers & delamination
w Extremely low cutting forces/ long tool life
w Flute management can be applied
w Best in carbon fiber, also good for carbon/carbon and honeycombs
w High feed roughing and finishing
w Applied in both thick and thin laminates
w End cuts for plunging and face trimming
w Type 2 is for ramping & helical interpolation Type 3 is for plunging and helical interpolation
Features
ApplicationsPerformance Highlights
0
50
100
150
200
Mill
ing
Leng
th (
ft)
OSG EXOPRO®-AERO-BNC
3/8”
Competitor S(DiamondCoated)
Tool Life Comparison
w By utilizing Flute Position Management*, tool life can be increased.
Flute Management
*To change the milling position at the flute

Packed: 1 pc. Available Diamond coating only.
Herringbone Router - Diamond Coated
Packed: 1 pc. Available Diamond coating only.
Note: This table’s parameters are based on common material thickness of approximately 0.250” under excellent workholding conditions and less than 20% x D depth of cut (side milling). Please adjust your parameters properly for your application or call OSG for assistance. Conventional milling is recommended for better surface finishes. Higher feed rates are possible but quality of part and surface should be considered.
Feed Reduction by Thickness of Part: Recommended feed adjustments based on thickness of part. (Above table is based on approximately 1xD thickness.)
≤0.5D x 150%0.5D-1D x 120%
1D-2D x 80%3D-4D x 50%
6
List 2066
EDP NumberMill Diameter Compression Length Length of Cut OAL Shank Diameter No. of
FlutesD L2 Lc L d
20660116 1/8 0.125 3/8 1 1/2 1/8 420660316 1/4 0.250 3/4 2 1/2 1/4 420660516 3/8 0.375 1 1/8 3 3/8 420660716 1/2 0.500 1 1/8 3 1/2 4
EXOPRO®-AERO-HBC
Recommended Cutting ConditionsSide Milling Slotting
SFM 400 800 300 600
Depth of Cut Aa: Up to 1.5D / Ar: Up to 1D Aa: 1D
Dia. RPM Feed RPM Feed RPM Feed RPM Feed 1/8 12000 20 24000 40 9000 10 18000 20 1/4 6000 30 12000 60 5000 15 9000 30 3/8 4000 40 8000 70 3000 20 6000 35 1/2 3000 50 6000 100 2000 25 5000 50

Flute
Cutting Edge 4FL
4FL
8FL
Cutting Edge
6FL
6FL
6FL
6FL
6FLCutting
Edge
Flute
Flute
Cutting Edge 4FL
4FL
8FL
Cutting Edge
6FL
6FL
6FL
6FL
6FLCutting
Edge
Flute
7
ToolOSG - List 2066 Competitor
Herringbone Router - Diamond Coated
Material Carbon Fiber CompositeDiameter 0.500"
Number of Flutes 4 6
Milling Method Side Milling
Speed 6000 RPMFeed Various (24 to 480 IPM)DOC Aa: 0.250" / Ar: 0.125"
Coolant DryMachine VMC
The EXOPRO®-AERO-HBC is a diamond coated herringbone style router for high
feed rates and excellent surface finishes. The router features a compression cutting
mechanism along with OSG's patented diamond coating.
The EXOPRO®-AERO-HBC showed excellent performance and surface finished at high feed rates. The 4-flute herringbone design was able to mill up to 480 IPM without leaving streak marks on the composite.
OSG EXOPRO® AERO-HBC (List 2066)
Clean milling at 480 IPM
CompetitorStreaking and Torn/Uncut Fibers
w Compression mechanism to neutralize cutting forces to prevent delamination on both top and bottom laminates
w Low cutting forces/ long tool life
w Excels in carbon and glass composites and honeycombs
w High feed routing and finishing
w Best in thick laminates (Ref. L2 length on page 6)
w Excellent in thermoplastic matrix
Features
Applications
Performance Highlights

Packed: 1 pc. Available Diamond coating only.
Roughing Router - Diamond Coated
Lc L
D
Packed: 1 pc. Available Diamond coating only.
≤0.5D x 150%0.5D-1D x 120%
1D-2D x 80%3D-4D x 50%
8
List 2680
EDP NumberMill Diameter Length of Cut OAL Shank Diameter
No. of FlutesD Lc L d
26809316 15/64 3/4 2 1/2 1/4 426805316 1/4 1/2 2 1/2 1/4 426800316 1/4 3/4 2 1/2 1/4 426809416 5/16 15/16 3 3/8 626809516 23/64 1 1/8 3 3/8 626805516 3/8 3/4 3 3/8 626800516 3/8 1 1/8 3 3/8 626809616 7/16 1 15/16 3 1/2 826809716 31/64 1 1/2 3 1/2 826805716 1/2 1 3 1/2 826800716 1/2 1 1/2 3 1/2 8
EXOPRO®-AERO-REC
Recommended Cutting Conditions
Note: This table’s parameters are based on common material thickness of approximately 0.250” under excellent workholding conditions and less than 20% x D depth of cut (side milling). Please adjust your parameters properly for your application or call OSG for assistance. Conventional milling is recommended for better surface finishes. Higher feed rates are possible but quality of part and surface should be considered.
Feed Reduction by Thickness of Part: Recommended feed adjustments based on thickness of part. (Above table is based on approximately 1xD thickness.)
Side Milling SlottingSFM 400 800 300 600
Depth of Cut Aa: Up to 1.5D / Ar: Up to 1D Aa: 1D
Dia. RPM Feed RPM Feed RPM Feed RPM Feed 1/4 6000 60 12000 180 5000 45 9000 90 3/8 4000 120 8000 240 3000 60 6000 120 1/2 3000 150 6000 300 2000 75 5000 150

0
500
1000
1500
2500
2000
Cut
ting
For
ce (
N)
OSGEXOPRO®-AERO-REC
OSGEXOPRO®-AERO-BNC
2211
976624
CompetitorHerringbone
6FL
Cutting Force Comparison
Comparison of Surface Finish
Router size: 0.3937"Coolant: DryMaterial: CFRP
Aa: 1" Ar: 0.3937"Cutting Speed: 656 SFMCutting Feed: 15.7 IPM
OSG EXOPRO®-AERO-REC
OSG EXOPRO®-AERO-BNC
CompetitorHerringbone
6FL
9
The EXOPRO®-AERO-REC is a diamond coated roughing router for roughing and semi-finishing of composites. The AERO-
REC uses extremely low cutting forces for low rigid fixtures and weak spindles.
Due to the roughing nick profile AERO-REC can reduce cutting force over competitor herringbone 6-flute and our AERO-BNC.
w Roughing nicks for efficient milling providing extremely low cutting forces
w Low rigid fixtures & setups and weak spindles
w Can be used in combination with AERO-MFR for finishing
Features
Applications
Performance Highlights
w By utilizing Flute Position Management*, tool life can be increased.
Flute Management
*To change the milling position at the flute
Packed: 1 pc. Available Diamond coating only.
Finishing Router - Diamond CoatedFinishing Router - Diamond Coated
Lc L
D
Packed: 1 pc. Available Diamond coating only.
Note: This table’s parameters are based on common material thickness of approximately 0.250” under excellent workholding conditions and less than 20% x D depth of cut (side milling). Please adjust your parameters properly for your application or call OSG for assistance. Conventional milling is recommended for better surface finishes. Higher feed rates are possible but quality of part and surface should be considered.
Overhang RPM Reduction: Recommended feed adjustments based on thickness of part.(Above table is based on approximately 1xD thickness.)
≤0.5D x 150%0.5D-1D x 120%
1D-2D x 80%3D-4D x 50%
10
List 2650
EDP NumberMill Diameter Length of Cut OAL Shank Diameter
No. of FlutesD Lc L d
26500316 1/4 3/4 2 1/2 1/4 826501316 1/4 1 3 1/4 826500616 3/8 1 1/8 3 3/8 1226501516 3/8 1 1/2 3 3/8 1226500716 1/2 1 1/2 4 1/2 1426501716 1/2 2 4 1/2 14
EXOPRO®-AERO-MFR
Recommended Cutting ConditionsSide Milling
SFM 400 800
Depth of Cut Aa: Up to 1D / Ar: ≤ 0.2D
Dia. RPM Feed RPM Feed 1/4 6000 30 12000 120 3/8 4000 40 8000 140 1/2 3000 50 6000 200
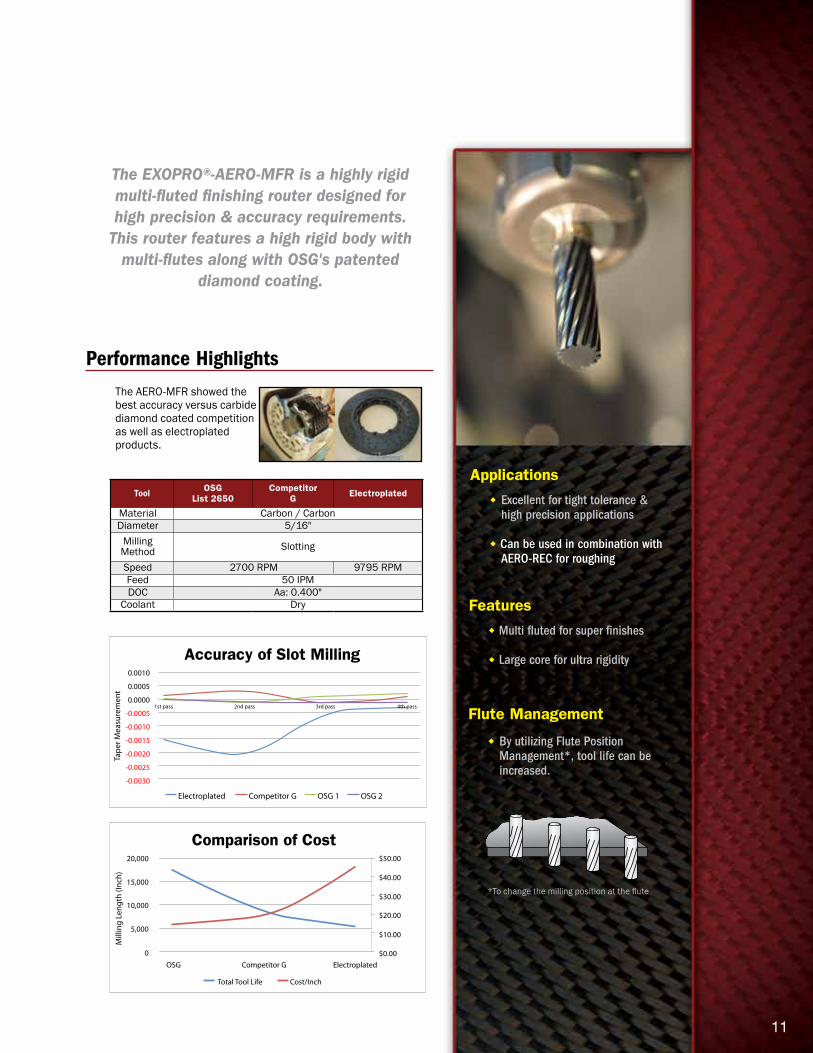
Tool OSG List 2650
Competitor G Electroplated
Material Carbon / CarbonDiameter 5/16"
Milling Method Slotting
Speed 2700 RPM 9795 RPMFeed 50 IPMDOC Aa: 0.400"
Coolant Dry
0.0010 20,000 $50.00
$40.00
$30.00
$20.00
$10.00
$0.00OSG Competitor G
Total Tool Life Cost/Inch
Electroplated
15,000
10,000
5,000
0
0.0005
0.0000
-0.0005
-0.0010
-0.0015
-0.0020
-0.0025
-0.0030
Accuracy of Slot Milling Comparison of Cost
1st pass
Electroplated
2nd pass 3rd pass 4th pass
Competitor G OSG 1 OSG 2
Tape
r Mea
sure
men
t
Mill
ing
Leng
th (I
nch)
0.0010 20,000 $50.00
$40.00
$30.00
$20.00
$10.00
$0.00OSG Competitor G
Total Tool Life Cost/Inch
Electroplated
15,000
10,000
5,000
0
0.0005
0.0000
-0.0005
-0.0010
-0.0015
-0.0020
-0.0025
-0.0030
Accuracy of Slot Milling Comparison of Cost
1st pass
Electroplated
2nd pass 3rd pass 4th pass
Competitor G OSG 1 OSG 2
Tape
r Mea
sure
men
t
Mill
ing
Leng
th (I
nch)
11
w Multi fluted for super finishes
w Large core for ultra rigidity
w Excellent for tight tolerance & high precision applications
w Can be used in combination with AERO-REC for roughing
Features
Applications
The EXOPRO®-AERO-MFR is a highly rigid multi-fluted finishing router designed for high precision & accuracy requirements.
This router features a high rigid body with multi-flutes along with OSG's patented
diamond coating.
The AERO-MFR showed the best accuracy versus carbide diamond coated competition as well as electroplated products.
Performance Highlights
w By utilizing Flute Position Management*, tool life can be increased.
Flute Management
*To change the milling position at the flute
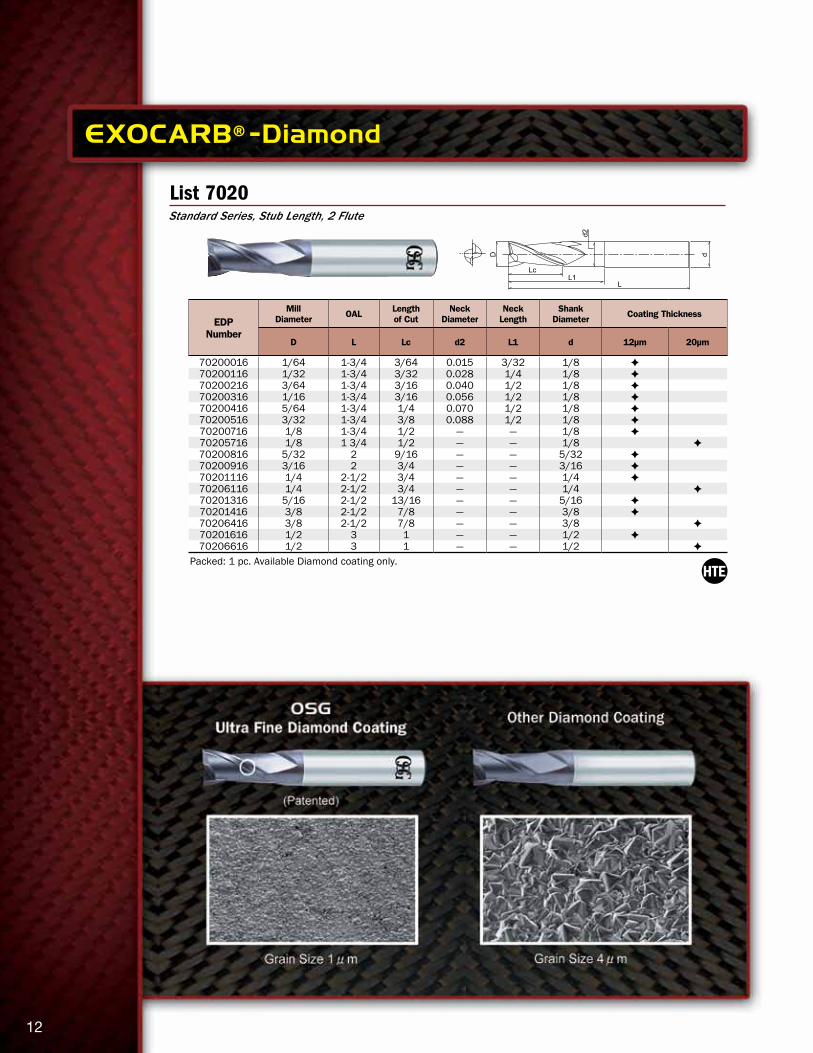
Standard Series, Stub Length, 2 Flute
List 7020
EXOCARB®-Diamond
Packed: 1 pc. Available Diamond coating only.
EDP Number
MillDiameter OAL Length
of CutNeck
DiameterNeck
LengthShank
Diameter Coating Thickness
D L Lc d2 L1 d 12µm 20µm
70200016 1/64 1-3/4 3/64 0.015 3/32 1/8 F70200116 1/32 1-3/4 3/32 0.028 1/4 1/8 F70200216 3/64 1-3/4 3/16 0.040 1/2 1/8 F70200316 1/16 1-3/4 3/16 0.056 1/2 1/8 F70200416 5/64 1-3/4 1/4 0.070 1/2 1/8 F70200516 3/32 1-3/4 3/8 0.088 1/2 1/8 F70200716 1/8 1-3/4 1/2 — — 1/8 F70205716 1/8 1 3/4 1/2 — — 1/8 F70200816 5/32 2 9/16 — — 5/32 F70200916 3/16 2 3/4 — — 3/16 F 70201116 1/4 2-1/2 3/4 — — 1/4 F 70206116 1/4 2-1/2 3/4 — — 1/4 F70201316 5/16 2-1/2 13/16 — — 5/16 F 70201416 3/8 2-1/2 7/8 — — 3/8 F 70206416 3/8 2-1/2 7/8 — — 3/8 F70201616 1/2 3 1 — — 1/2 F 70206616 1/2 3 1 — — 1/2 F
12

Standard Series, Long Length, 4 Flute
Standard Series, Regular Length, 2 Flute, Ball End
List 7041
List 7010
EXOCARB®-Diamond
Packed: 1 pc. Available Diamond coating only.
EDP Number
MillDiameter OAL Length
of CutShank
Diameter
D L Lc d
70410716 1/8 3 1 1/870410916 3/16 4 1 3/1670411116 1/4 4 1-1/2 1/470411416 3/8 4 1-1/2 3/870411616 1/2 5 2 1/2
Packed: 1 pc. Available Diamond coating only.
EDP Number
MillDiameter OAL Length
of CutNeck
DiameterNeck
LengthShank
Diameter Coating Thickness
D L Lc d2 L1 d 12µm 20µm
70100116 1/32 1-3/4 3/32 0.028 1/4 1/8 F70100216 3/64 1-3/4 3/16 0.040 1/2 1/8 F70100316 1/16 1-3/4 3/16 0.056 1/2 1/8 F70100416 5/64 1-3/4 1/4 0.070 1/2 1/8 F70100516 3/32 1-3/4 3/8 0.088 1/2 1/8 F70100716 1/8 1-3/4 1/2 — — 1/8 F70105716 1/8 1-3/4 1/2 — — 1/8 F70100816 5/32 2 9/16 — — 5/32 F70100916 3/16 2 3/4 — — 3/16 F70101116 1/4 2-1/2 3/4 — — 1/4 F70106116 1/4 2-1/2 3/4 — — 1/4 F70101316 5/16 2-1/2 13/16 — — 5/16 F70101416 3/8 2-1/2 7/8 — — 3/8 F70106416 3/8 2-1/2 7/8 — — 3/8 F70101616 1/2 3 1 — — 1/2 F70106616 1/2 3 1 — — 1/2 F
13
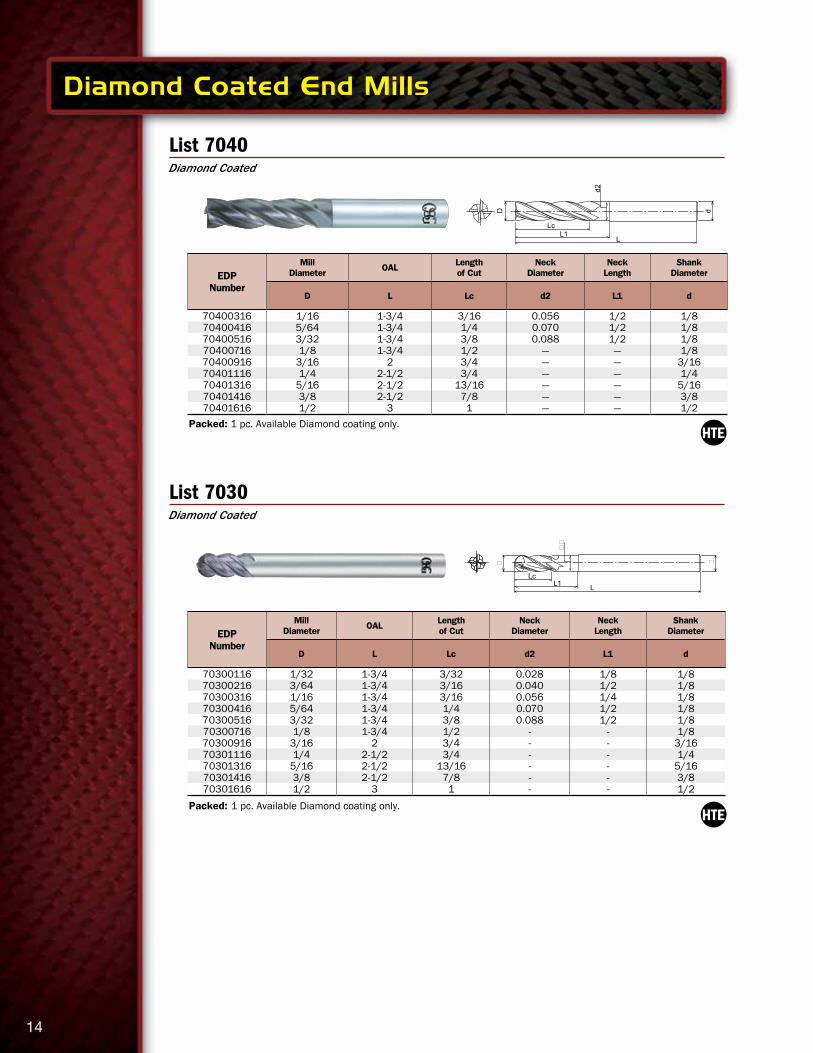
Diamond Coated
Diamond Coated
Packed: 1 pc. Available Diamond coating only.
EDP Number
MillDiameter OAL Length
of CutNeck
DiameterNeck
LengthShank
Diameter
D L Lc d2 L1 d
70400316 1/16 1-3/4 3/16 0.056 1/2 1/870400416 5/64 1-3/4 1/4 0.070 1/2 1/870400516 3/32 1-3/4 3/8 0.088 1/2 1/870400716 1/8 1-3/4 1/2 — — 1/870400916 3/16 2 3/4 — — 3/1670401116 1/4 2-1/2 3/4 — — 1/470401316 5/16 2-1/2 13/16 — — 5/1670401416 3/8 2-1/2 7/8 — — 3/870401616 1/2 3 1 — — 1/2
LcL1
L
��
��
Packed: 1 pc. Available Diamond coating only.
EDP Number
MillDiameter OAL Length
of CutNeck
DiameterNeck
LengthShank
Diameter
D L Lc d2 L1 d
70300116 1/32 1-3/4 3/32 0.028 1/8 1/870300216 3/64 1-3/4 3/16 0.040 1/2 1/870300316 1/16 1-3/4 3/16 0.056 1/4 1/870300416 5/64 1-3/4 1/4 0.070 1/2 1/870300516 3/32 1-3/4 3/8 0.088 1/2 1/870300716 1/8 1-3/4 1/2 - - 1/870300916 3/16 2 3/4 - - 3/1670301116 1/4 2-1/2 3/4 - - 1/470301316 5/16 2-1/2 13/16 - - 5/1670301416 3/8 2-1/2 7/8 - - 3/870301616 1/2 3 1 - - 1/2
14
List 7040
List 7030
Diamond Coated End Mills

PFB (Inch & Metric)
Appearance Designation SpecificationNumber
of Cutting Edges
Insert Size EDP Number
Dc(inch)
R(inch)
T(mm)
H(mm) XC4505
Inse
rts
(Inc
h) PFB0375-D
Spiral Type (Diamond Coated)
2 0.375 0.1875 2.6 8.5 52101001PFB0500-D 2 0.500 0.250 3 10 52101002PFB0625-D 2 0.625 0.3125 4 12 52101003PFB0750-D 2 0.750 0.375 5 15 52101004PFB1000-D 2 1.000 0.500 6 18.5 52101005
Inse
rts
(Met
ric)
PFB080-D
Spiral Type (Diamond Coated)
2 8 4 2.4 7 7820020PFB100-D 2 10 5 2.6 8.5 7820021PFB120-D 2 12 6 3 10 7820022PFB160-D 2 16 8 4 12 7820023PFB200-D 2 20 10 5 15 7820024PFB250-D 2 25 12.5 6 18.5 7820025PFB300-D 2 30 15 7 22.5 7820026
15
φD
L
l1 l2
φd
φd2R
List 52100 & 78014
Ball End Indexable (PFB)
Steel Shank
EDP No. Body Type Designation
Tool Dia.(in)
Tool Rad.(in)
OAL(in)
Neck Length
(in)L/D
RatioNo. of Teeth
Shank Dia.(in)
Shank Length
(in)
Neck Dia.(in)
D R L l1 d l2 d2
List
52100 (
Inch
)
52100001Cylindrical
ShankSteel
PFB-R0375SS0375-S600 0.375 0.1875 6 1.688 4.5 2 0.375 4.312 4.46052100002 PFB-R0500SS0500-S550 0.500 0.250 5.5 2.250 4.5 2 0.500 3.250 4.46052100003 PFB-R0625SS0625-S550 0.625 0.3125 5.5 2.500 4 2 0.625 3.000 3.92052100004 PFB-R0750SS0750-S600 0.750 0.375 6 3.000 4 2 0.750 3.000 3.92052100005 PFB-R1000SS1000-S650 1.000 0.500 6.5 3.000 3 2 1.000 3.500 2.88052100011
Cylindrical Shank
Carbide
PFB-R0375SS0375-LL600CS 0.375 0.1875 6.5 2.625 7 2 0.375 3.875 6.96052100012 PFB-R0500SS0500-LL550CS 0.500 0.250 7 3.500 7 2 0.500 3.500 6.96052100013 PFB-R0625SS0625-LL550CS 0.625 0.3125 7.5 3.750 6 2 0.625 3.750 5.92052100014 PFB-R0750SS0750-LL600CS 0.750 0.375 9 4.500 6 2 0.750 4.500 5.92052100015 PFB-R1000SS1000-LL650CS 1.000 0.500 10.5 5.500 5.5 2 1.000 5.000 5.380
List
78014 (
Met
ric)
7801400
Cylindrical ShankSteel
PFB-R080SS08-S120 8 4 120 36 4.5 2 8 84 77801401 PFB-R100SS10-S130 10 5 130 45 4.5 2 10 85 97801402 PFB-R120SS12-S130 12 6 130 54 4.5 2 12 76 117801403 PFB-R160SS16-S140 16 8 140 64 4 2 16 76 147801404 PFB-R200SS20-S160 20 10 160 80 4 2 20 80 187801405 PFB-R250SS25-S160 25 12.5 160 75 3 2 25 85 227801406 PFB-R300SS32-S170 30 15 170 90 3 2 32 80 277801420
Cylindrical Shank
Carbide
PFB-R080SS08-LL140CS 8 4 140 56 7 2 8 84 77801421 PFB-R100SS10-LL150CS 10 5 150 70 7 2 10 80 97801422 PFB-R120SS12-LL160CS 12 6 160 84 7 2 12 76 117801423 PFB-R160SS16-LL200CS 16 8 200 96 6 2 16 104 147801424 PFB-R200SS20-LL240CS 20 10 240 120 6 2 20 120 187801425 PFB-R250SS25-LL260CS 25 12.5 260 137.5 5.5 2 25 122.5 227801426 PFB-R300SS32-LL290CS 30 15 290 165 5.5 2 32 125 27
Packed: 1 pc.
Packed: 1 pc.

The D-STAD is a patent pending diamond coated drill specifically designed to eliminate fiber breakout and delamination issues on both entry and exit of drilled holes. The drill features patent pending triple angle geometry with OSG's patented diamond coating.
Triple Angle Drill
AERO-D-STAD
Performance Highlights
10,000
1,000
100
10
1Unit Price
OSG’sD-STAD
Competitor’s Carbide Drill
Time Durability Tool Change Cost Total Cost
747%
25%
1,200%
8%55%
Diamond Coated
16
OSG's Triple Angle Drill vs. Competitor's Carbide Tapered Drill
45%Total CostReduction
(Holes) 200 (Holes)
400 (Holes)
600(Holes)
800 (Holes)
Ent
ranc
e
Competitor's PCD twist
Drill
D-STAD
Exi
t
Competitor's PCD twist
Drill
D-STAD
OSG's Triple Angle Drill vs. Competitor's PCD Twist Drill
Initial Cost of D-STAD > Competitor • Total Cost for D-STAD < Competitor
A considerable quality difference at the exit.
Tool Life of D-STAD > Competitor's Twist Drill
w Patented triple angle geometry to reduce push-out exit delamination
w Straight-fluted to eliminate the pull-up entrance delamination
w Excels in carbon and glass composites and honeycombs
w For non-countersunk holes
w Excellent in CFRP & Al stack applications
Features
Applications 200%
150%
100%
50%
0
Unit Price
OSG’sD-STAD
Competitor’s PCD Twist Drill
Regrind Price Durability Total Cost
76%
200%
175%
43%
24%Total Cost Reduction
Diameter Speed Feed Thickness
ф0.251 V=330SFM f=0.0025IPR .750"

The DAD is a patent pending diamond coated drill specifically designed to eliminate delamination on the exit side only. The drill features our double angle point geometrypaired with our patented diamond coating.
The above graph illustrates the average of three individual trials.
Double Angle Drill
AERO-DAD
Performance Highlights
Diamond Coated
17
OSG's new drill design for composite materials combines sharpness, low cutting resistance geometries, and our diamond coating to maximize performance.
Tool Dia .2510"
Work Material CFRP
Drilling Speed 200SFM (3,000min-1)
Feed 9IPM (0.003IPR)
Depth of Hole
.675" (.225" Depth Three-layer Stack) (Through)
Coolant Dry
Machine Special Machine for Drilling
Tool Life Delamination
OSG Diamond Coated Drill
Competitor
w Double angle to reduce push- out exit delamination
w High helix for ultra sharp cutting edges
w Excels in carbon and glass composites and honeycombs
w Best applied for countersunk holes
w Excellent in CFRP & Al stack applications
Features
Applications
400
350
300
250
200
150
100
50
0
OSG Diamond
Coated Drill
Competitor APCD Drill
Competitor CDiamond
Coated Drill
Average of303 Holes
Num
ber
of H
oles
Average of184 Holes
Average of26 Holes

The AERO-LHX is a diamond coated drill specifically for tough to drill laminates. It is designed to complety eliminate uncut fibers and delamination when other drills are unable to properly cut fibers. The drill features unique geometries combined with our patented diamond coating.
When drilling carbon fiber composites, quality of holes can easily be seen from the first few drilled holes. The pictures above show the first hole drilled by a variety of drill designs. As can be seen, the LHX showed the best quality when drilling this particular carbon fiber laminate.
Low Helix Drill
AERO-LHX
Diamond Coated
Entrance Exit
OSGAERO-LHX
Competitor A
Competitor B
Competitor C
Competitor D
Competitor E
Performance HighlightsTotal Cost Performance Analysis
18
w Triple angle geometry to reduce push-out exit delamination
w Low helix providing a sharper cutting edge to help shear tough fibers
w Excels in tough carbon fiber composites
Features
Applications
Tool Dia .2510"
Work Material Carbon Fiber Composite
Drilling Speed 3000 RPM
Feed .001 IPR
Depth of Hole 0.25
Coolant Dry
Machine VMC
Quality Criteria Uncut Fibers
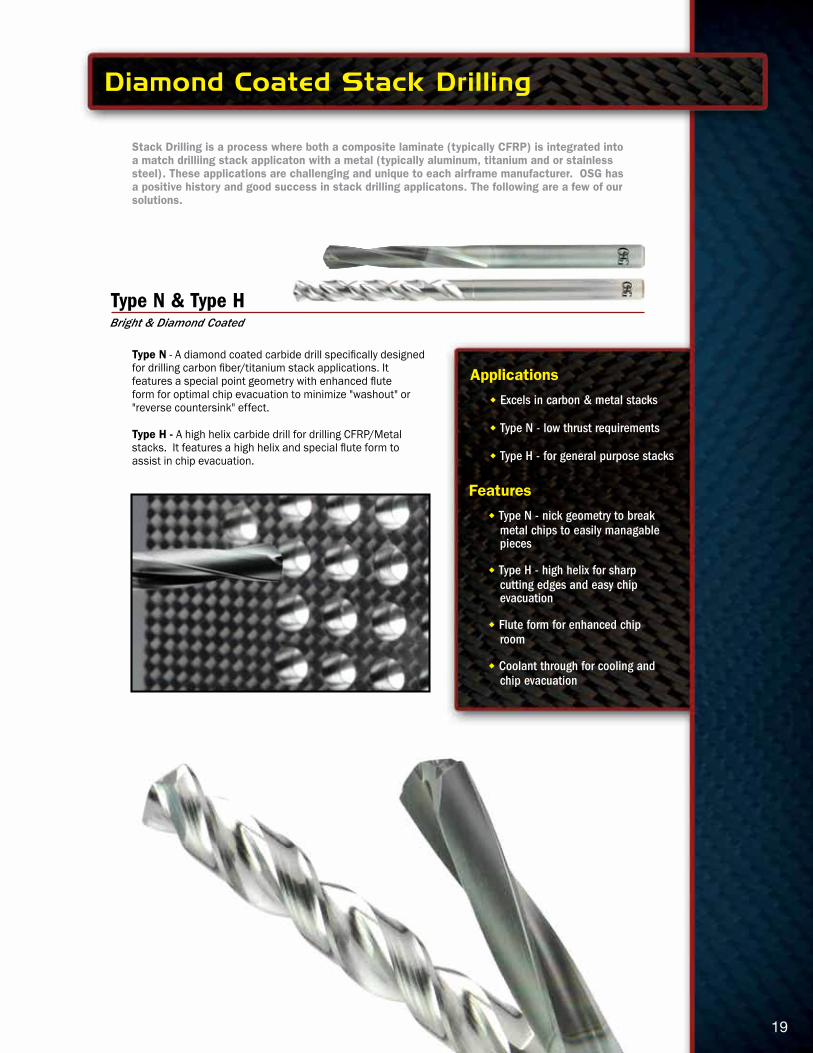
Type N - A diamond coated carbide drill specifically designed for drilling carbon fiber/titanium stack applications. It features a special point geometry with enhanced flute form for optimal chip evacuation to minimize "washout" or "reverse countersink" effect.
Type H - A high helix carbide drill for drilling CFRP/Metal stacks. It features a high helix and special flute form to assist in chip evacuation.
Stack Drilling is a process where both a composite laminate (typically CFRP) is integrated into a match drilliing stack applicaton with a metal (typically aluminum, titanium and or stainless steel). These applications are challenging and unique to each airframe manufacturer. OSG has a positive history and good success in stack drilling applicatons. The following are a few of our solutions.
Type N & Type H
Diamond Coated Stack Drilling
Bright & Diamond Coated
19
w Type N - nick geometry to break metal chips to easily managable pieces
w Type H - high helix for sharp cutting edges and easy chip evacuation
w Flute form for enhanced chip room
w Coolant through for cooling and chip evacuation
w Excels in carbon & metal stacks
w Type N - low thrust requirements
w Type H - for general purpose stacks
Features
Applications
20
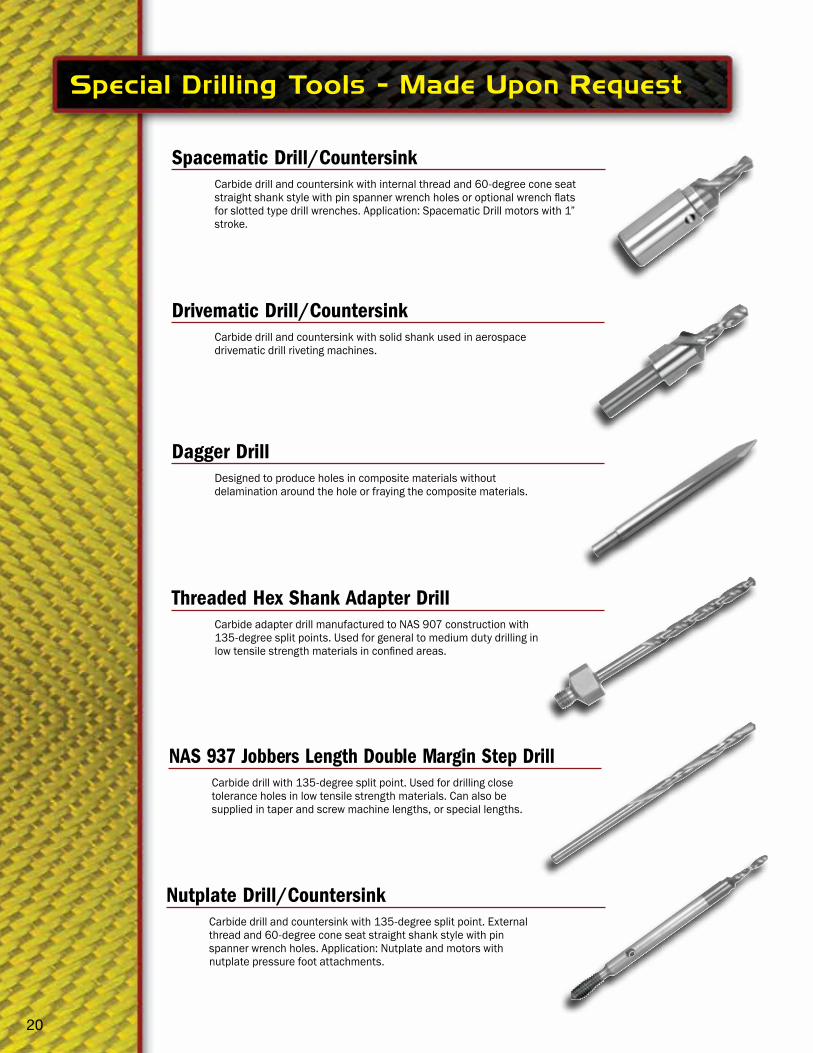
Carbide drill and countersink with internal thread and 60-degree cone seat straight shank style with pin spanner wrench holes or optional wrench flats for slotted type drill wrenches. Application: Spacematic Drill motors with 1” stroke.
Spacematic Drill/Countersink
Carbide drill with 135-degree split point. Used for drilling close tolerance holes in low tensile strength materials. Can also be supplied in taper and screw machine lengths, or special lengths.
NAS 937 Jobbers Length Double Margin Step Drill
Carbide adapter drill manufactured to NAS 907 construction with 135-degree split points. Used for general to medium duty drilling in low tensile strength materials in confined areas.
Threaded Hex Shank Adapter Drill
Carbide drill and countersink with solid shank used in aerospace drivematic drill riveting machines.
Drivematic Drill/Countersink
Designed to produce holes in composite materials without delamination around the hole or fraying the composite materials.
Dagger Drill
Carbide drill and countersink with 135-degree split point. External thread and 60-degree cone seat straight shank style with pin spanner wrench holes. Application: Nutplate and motors with nutplate pressure foot attachments.
Nutplate Drill/Countersink
Special Drilling Tools - Made Upon Request
Innovative Hand Drill for a Wide Variety of Tough to Machine Alloys
21
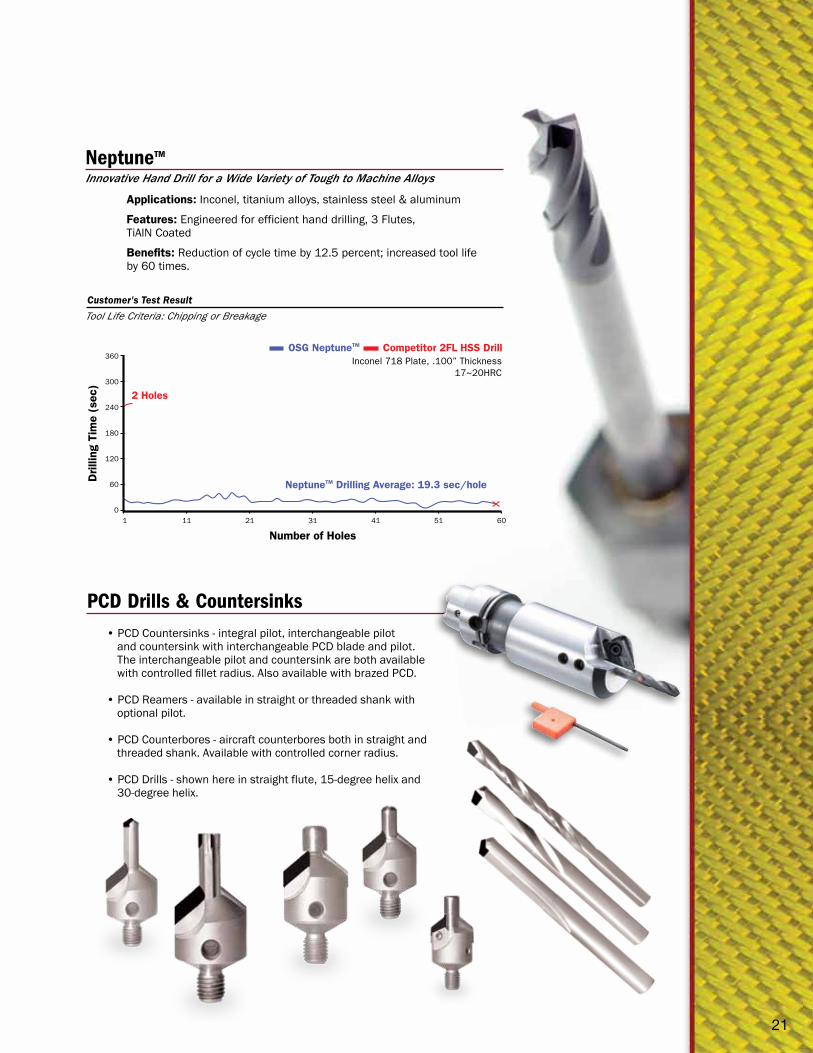
• PCD Countersinks - integral pilot, interchangeable pilot and countersink with interchangeable PCD blade and pilot. The interchangeable pilot and countersink are both available with controlled fillet radius. Also available with brazed PCD.
• PCD Reamers - available in straight or threaded shank with optional pilot.
• PCD Counterbores - aircraft counterbores both in straight and threaded shank. Available with controlled corner radius.
• PCD Drills - shown here in straight flute, 15-degree helix and 30-degree helix.
Neptune™
Applications: Inconel, titanium alloys, stainless steel & aluminum
Features: Engineered for efficient hand drilling, 3 Flutes, TiAlN Coated
Benefits: Reduction of cycle time by 12.5 percent; increased tool life by 60 times.
PCD Drills & Countersinks
360
300
240
180
120
60
0
Number of Holes
NeptuneTM Drilling Average: 19.3 sec/hole
Inconel 718 Plate, .100” Thickness17~20HRC
OSG NeptuneTM
2 Holes
Drilli
ng T
ime
(sec
)
Competitor 2FL HSS Drill
Customer's Test Result
Tool Life Criteria: Chipping or Breakage

22
Special Milling Tools - Made Upon Request
Circular Milling ToolThe circular milling tool excels in hole machining utilizing helical interpolation. This tool can produce excellent quality holes in CF/Ti and CF/AL stack materials with an extremely high level of hole circularity. Chipping and burr formation in both metallic and composite structures are also reduced.
Electroplated Diamond Drill/MillThe electroplated Diamond Drill can be used in various applications ranging from drilling-through and blind holes to side and contour grinding.
Replaceable Tip Reamer
Carbide Tipped Core Drill
Replaceable Tip Reamer & Carbide Tipped Core DrillBoth tools are specially designed for final hole size finishing in composites and stack materials.
Hole Quality Comparison
Hole Produced by Circular Interpolation
CFRP
β-Ti
Stacked Material (CFRP/β-Ti)
A good quality hole
OSG's diamond coating and sharp cutting edges prevent delamination.
Delamination is present around the drilled holes.
A poor quality hole, drilled by a competitor

OSG offers a variety of solutions for making efficient and accurate threads in composites. If you have a threading
application please contact our engineering staff at 1-800-837-2223
for threading options.
23
Special Threading Tools - Made Upon Request
Electroplated Thread Mill (Thermosetting Plastics)
Thread Mill & Tap (Thermoplastics)
The Electroplated Thread Mill is for grinding of internal threads and composites.
Tapping and thread milling of composites is uncommon. Some composites are capable of being tapped or thread milled, in such cases, OSG can offer special-made tooling for these applications.
• Use safety cover, safety glasses and safety shoes during operation.• Do not touch cutting edges or chips with bare hands.• Stop cutting when the tool becomes dull.• Stop cutting operation immediately if you hear any strange sounds.• Use correct tools for the operation. Check dimensions to ensure proper selection.• Do not modify tools.
© Copyright 2013 OSG Tap & Die, Inc. All rights reserved. Printed in USA. EDP# 800212CA-V2
OSG TAP & DIE, INC.676 E. Fullerton Avenue • Glendale Heights • IL 60139800.837.2223 • FAX: 800.837.3334 • www.osgtool.com