
COMPleTe Turn-key AT MAggI - optima-packaging.com€¦ · · 2018-03-08Complete turn-key at...
28
OPTIMA CONSUMER’S FIRST ANNIVERSARY Time enough for a look back MEGAPROJECT NONWOVENS Palletising: Centralized or decentralized? consumer/nonwovens 02 | 2013 The OPTIMA Magazine COMPLETE TURN-KEY AT MAGGI: Exacting instants! An interview with Frank Finus
Transcript of COMPleTe Turn-key AT MAggI - optima-packaging.com€¦ · · 2018-03-08Complete turn-key at...

OPTIMA COnsuMer’s fIrsT AnnIversAryTime enough for a look back
MegAPrOjeCT nOnwOvens Palletising: Centralized or decentralized?
consumer/nonwovens 02 | 2013
The OPTIMA Magazine
COMPleTe Turn-key AT MAggI: Exacting instants! An interview with Frank Finus

editOrial
SoluTionS SmAll And lArge
what moves us …… is our passion for technology, for progress, for improving what already exists. And what is the
result of this passion? Cutting-edge packaging machinery which sets countless standards. But this
is not our primary aim.
QuoTe
“An investment in knowledge always pays the best interest.“
Benjamin Franklin (1706-90), uS politician, writer and natural scientist,
who in 1776 cosigned the American declaration of independence.
What is essential are solutions that give customers exactly what they need. This often involves just a minor “tweak” or details that reflect the bundled expertise of the company. But what exactly is a company’s expertise? it is the sum of the knowledge and the many
years of experience of the team of employees, building on the previously mentioned passion of each individual.
This issue of o-com once again provides insight into the range of small and large solutions into which extensive brainwork,
handwork and machine work has flowed. it is about precision and lifeblood –factors which incidentally are also apparent in the interview with rainer Feuchter and martin Sauter, the two mana-ging directors of optima Consumer. The interview deals primarily with the question of what has changed since the (formal) merger a year ago and the following months together in the new building, and what has remained the same. A number of expectations in this respect have been exceeded (page 11 – 14).
surprisingly different
Things are also always interesting when upon closer look, expectations are not fulfilled and presumptions are not confirmed: The nonwoven division reports in this issue on a successful large-scale project with multiple palletisers, during the course of which two different concepts for palletising – one centralized, one decen-tralized – were compared. The considerations go beyond technical aspects, since palletising is not “just” palletising, after all.
Should you happen to be in the vicinity of Schwäbisch Hall, perhaps you would like to combine business with pleasure – or pleasure with business, as the case may be? Whichever order you choose, this issue of o-com showcases a range of interesting local events, cultural institutions and more on the second-to-last page. Schwäbisch Hall is a modest but vibrant city with a rich history which is still very apparent today.
2 o-com magazin

COMPACT
4 news Calendar 2014: Trade Shows
5 – 6 new era for packaging technology: industry 4.0
fOCus
11 – 14 Time enough for a look back
20 – 21 From 14 to 4
sPOT
7 – 10 Quiet, please!
18 – 19 „Packing it up“ in foil bags
26 robot olympiad
ZOOM 15 – 17 Decentralized concept with 10 palletisers
COntent
PAnOrAMA
24 – 25 State-of-the-art production
shOwrOOM 22 – 23 Perfect for powdery products & granules
InfO
27 Around Schwaebisch Hall
Complete turn-key at Maggi:Exacting instants! An interview with Franz Finus
OPTIMA Consumer’s first anniversary Time enough for a look back
Megaproject nonwovens Palletising: Centralized or decentralized
Imprint Address editoro-com is the actual Communication service of the oPTimA packaging group gmbH Phone: +49 791 506-0 Felix Henning oPTimA packaging group gmbH Steinbeisweg 20 Fax: +49 791 506-9000 74523 Schwaebisch Hall e-mail: [email protected] germany internet: www.optima-ger.com
7 11 15
o-com magazin 3

COmpact
High-quality cardboard packaging for
cosmetics for instance often comes
with an “inliner” made of corrugated
cardboard. There are two basic ways of
processing inliners: either on a vertical
or a horizontal cartoner. optima Consu-
mer focuses on vertical cartoning with
their oPTimA CmF unit. reasons include
more flexible processing and gentler
treatment of the product in this type of
machine. But now there may even be
another significant benefit for the cus-
tomer: when it comes to the shapes that
are processed, horizontal cartoners can
accommodate much larger and more
complex inliner forms than vertical
cartoners.
Take for example the folded box size of
55 x 55 x 135 mm: A horizontal machine
produces approximately 45% waste
from a rectangular area of 550 cm². The
vertical cartoner on the other hand
needs only 518 cm² of material and
generates less waste at only 41%. This
means material input is reduced in two
ways, with less starting material and
less scrap. These initial findings will be
analysed in greater detail in a study by
optima Consumer and will be reported
on in a future o-com.
mileSTone
Paksis sells their 50th machine
SAVing moneY in CArToning?
reducing material useage and waste produced
Paksis’ two co-operation partners
Fameccanica and optima comme-
morated the sale of the 50th Paksis
packaging machine this past July.
The joint product resulting from
the technological alliance between
optima and Fameccanica is currently
available for three applications: baby
diapers, adult incontinence products
and sanitary napkins. The potential
for expansion to other products was
discussed at a small german-italian
celebration of this milestone in Pesca-
ra, italy.
Fameccanica is a leading producer
of integrated production systems for
hygienic paper products. The company
joined forces with optima to develop
co-ordinated, cost-efficient, high-
efficiency packaging systems for this
application field. There are currently
three common machine types, which
are independently marketed by both
companies. They also of course conti-
nue to develop their comprehensive
optima and Fameccanica product
families and offer them independently
of one another.
CAlendAr 2014
Trade shows
01-27-2014 – 01-30-2014 Vision dallas, uSA
03-18-2014 – 03-21-2014 Tissue World Americas miami, uSA
04-08-2014 – 04-11-2014 INDEX geneva, Switzerland
05-08-2014 – 05-14-2014 Interpack düsseldorf, germany
05-14-2014 – 05-16-2014 CIDPEX Chengdu City, China
06-02-2014 – 06-05-2014 World of Wipes minneapolis, uSA
06-03-2014 – 06-06-2014 Fispal Tecnologia São Paulo, Brasil
06-17-2014 – 06-20-2014 Expo Pack mexico City, mexico
07-17-2014 – 07-19-2014 ProPak China Shanghai, China
4 o-com magazin

COmpact
CAlendAr 2014
Trade shows
01-27-2014 – 01-30-2014 Vision dallas, uSA
03-18-2014 – 03-21-2014 Tissue World Americas miami, uSA
04-08-2014 – 04-11-2014 INDEX geneva, Switzerland
05-08-2014 – 05-14-2014 Interpack düsseldorf, germany
05-14-2014 – 05-16-2014 CIDPEX Chengdu City, China
06-02-2014 – 06-05-2014 World of Wipes minneapolis, uSA
06-03-2014 – 06-06-2014 Fispal Tecnologia São Paulo, Brasil
06-17-2014 – 06-20-2014 Expo Pack mexico City, mexico
07-17-2014 – 07-19-2014 ProPak China Shanghai, China
TeCHnologY And ideAS
new era for packaging technology:
Industry 4.0“The importance of packaging and packaging systems technology in connection with Industry 4.0 is growing significantly”, comments Professor Dr. wolfgang wahls-ter. A leading expert in the field, Professor wahlster is convinced that Industry 4.0 is no longer just a vision. Industry 4.0 was discussed at length at a symposium of the Packaging valley germany Cluster held on 10 – 11 April in schwäbisch hall with some 250 attendees from 20 countries. fundamental changes in production scenarios are on the horizon.
industry 4.0 is currently in the spotlight of the trade world and various media in germany. The reason is that the working environment will soon undergo a funda-mental change, explains Professor Wahlster. When information about how to design processes, up to and including transport, is saved directly in (emerging) products and packages, it has an enormous impact on the working environment as a whole. machines will be responsible for new tasks, while humans will work in new and diffe-rent types of factories.
Professor Wahlster (german research Center for Artificial intelligence, Saar-brücken) refers to this phenomenon as “mass customization”. The example of the automobile industry shows that no two ve-hicles are identical today; components and software are constantly being improved, in terms of both appearance and technology. even mass merchandise such as training shoes, muesli or chocolate drops is availa-ble today in production runs of a single unit. in the words of Professor Wahlster, “industry 4.0 offers the tools of implemen-
tation with practically no additional costs”. individualisation is increasingly becoming the norm. Products which are customised to meet personal requirements will soon no longer be regarded as exclusive.
The Internet of all things – machines in the net
Semantic product memories fed with position and temperature information from optical and other sensors are an essential factor for the operation of what is known as the smart factory. Xml-based web servers, the size of a sugar cube and equipped with wireless technology, and the replacement of the many different field bus systems by TCP protocols allow interaction bet-ween machines, products and packaging. Because sensors are already extremely inex-pensive these days and suitable standards are in place in the form of W3C (World Wide Web Consortium), a “service-oriented cyber physical” production system is now just a matter of time according to Professor Wahlster. These automated, interacting systems operate in a context-dependent
manner. The ambient machine, transport and robot infrastructure is then simply a “pool of services” to be accessed and uti-lised by the product. Should a bottleneck occur somewhere during processing, the product itself looks for a better alternative. Another example: particularly energy-con-serving production methods are chosen for ecological products.
And Professor Wahlster is convinced that packaging can fulfil even more func-tions: The scope of information contained in or on the packaging can be significantly expanded, making the entire production
o-com magazin 5

COmpact
chain transparent. Packaging can also per-form monitoring and supervision tasks at home. if for example sensitive contents are exposed to light for too long, an automatic warning can be sent to a smartphone.
The discussion at Packaging Valley days also turned to a filling and packaging machine from Packaging Valley germany which already operates according to these principles to a large extent: The high-performance optima machine packages perfumes with a run of just a single unit. Customers create a personalised perfu-me by selecting a mix of fragrances and choosing the bottle and the wording on it. The entire manufacturing and packaging process is completely automated, up to and
including the declaration of ingredients in compliance with the legal regulations of the customer’s country of residence. representatives from the pharmaceutical industry were somewhat more reserved about the benefits of industry 4.0 due to the complex certification procedures in their sector, while acknowledging that personalised medicine is a future scenario which clearly could benefit tremendous-ly from the technical implementation of industry 4.0.
About Packaging valley
A workforce of approximately 8,000 is employed in the packaging machinery in-dustry in Packaging Valley. The export ratio
of companies here is often more than 80%, with the uS and europe as key mar-kets, in addition to emerging markets in South America and Asia. This established industry structure with more than 40 packaging machine producers and sup-pliers including numerous world market leaders founded Packaging Valley germany in 2007. A key element of this association’s mission is to raise awareness of the interna-tionally unparalleled expertise in packaging machinery engineering concentrated in the region. Potential and existing customers can obtain comprehensive information about cutting-edge packaging solutions within the relatively small area of the Schwäbisch Hall district and neighbouring regions.
Bottle junction on a cosmetics packaging line. An RFID chip on the transport puck signals each station for the desired process step. A batch run of 1 unit is made feasible.
6 o-com magazin

Filling PlAnT For inSTAnT mAggi ProduCTS
Quiet, please!Instant soups and sauces are sophisticated products, not only because of their complex formulations. from a technical point of view, they involve filling jars with expensive, often non-free-flowing products with a tendency to scatter. These characteristics make processing a challenge. Other challenges for Optima Consumer in this project at Maggi’s plant in singen, germany involved spatial limitations and a fixed date for the start of the season. Only a custom solution came into consideration.
The optima equipment started up operations in August 2012. in this interview from July 2013, Franz Finus (project head at maggi) talks about the company’s experi-ences with the plant and the joint project planning. But first, an important question must be answered: How are maggi instant products filled into jars?
Process for powdery and granulated products
The concept is based on an oPTimA mFl machine modified with numerous custom solutions to meet the customer’s needs.
The containers are fed to the filling line in two lanes, queued and then separated into sets of 3x2. A rake transport system quietly, gently and precisely moves the containers through the filler in sets of six. The integrated “programmable product addition” portioning system achieves ideal dosing thanks to six pre-dosers, interme-diate weighers, six top-up fillers and gross weighers.
The principle of programmable product addition: the pre-doser fills the container to approx. 80% of the fill volume in a very short time using a large auger filler. The resulting dosing fluctuations are measu-
red by the intermediate weigher, which determines the exact volume remaining to be filled. The difference is made up by the downstream top-up filler. The gross weight system registers the exact final weight and reduces any surplus product via the average value controller. This machine con-cept has been realised six-fold for maggi’s production facility. Separating pre- and top-up dosing ensures short filling times and unparalleled accuracy.
The filled containers exit the oPTimA mFl in two rows and are merged into a single lane before reaching the dynamic check weigher. The calibrated check weig-her classifies the products according to the Prepackage directive and rejects packaging unsuitable for circulation.
The system’s output depends on the properties of the product being processed. instant chicken bouillon for instance is filled in 125-gram jars at a rate of up to 240 containers per minute. The average measured weight is 125.1 g with a standard deviation 0.58 g. A simple format change takes less than 10 minutes to carry out. The dimensions of the system are 5.7 x 1.4 x 2.3 (l x W x H in metres).
spOt
o-com magazin 7

8 o-com Magazin
spOt
Practical experience – Interview with franz finus
Editors: Mr. Finus, what product types are processed with the Optima system? And how do they vary in their characteristics?
franz finus: Primarily we fill different types of bouillon here. We also refer to the system internally as the “instant line” – in other words, all products which dissolve in hot water and do not need to be cooked. Sauces and granulated beef broth are also processed. The products may be free-flow-ing, non-free-flowing, powdery, fatty and/or granulated.
Editors: How did you fill products before?
franz finus: We previously used an older optima system, a rotary filler from 1993. Jar transport was critical and no longer up-to-date.
Editors: What difficulties did you encounter?
franz finus: We repeatedly had issues with glass breakage in the old system. it could even happen multiple times per shift with containers with rounded edges. The system also had out-dated control tech-
nology, the control components of which were no longer available. reliable produc-tion without glass breakage is extremely important for us. We need a reliable, state-of-the-art production line. The old system had a number of factors in its disfavour, and something had to be done.
Editors: Regarding processing glass containers: What improvements did the new system bring?
franz finus: glass needs to be handled very gently during transport. This was difficult with the old rotary filler. Things are
Franz Finus – Project Manager at Maggi (at left) in a conversation with Ulrich Burkart of Optima Consumer

much easier with the new linear arrange-ment, and we’ve also been able to triple outputs per cycle. now six containers are processed per machine cycle, instead of only two previously. Slower transport has improved reliability, and noise emissions have decreased significantly, from 85 to less than 80 dB.
it is also very interesting that we can now fill 180 jars in 30 cycles; the same task took 90 cycles with the old system. When you see the machine, you first wonder how the necessary outputs can be achieved. The new system manages up to 40 cycles with 240 containers per minute.
Editors: How often are products swit-ched in the line?
franz finus: on some days, we switch three times. Changing products takes a relatively long time, since we have twelve fillers which all must be cleaned. Thanks to various optimisations, we can currently carry out a complete cleaning in about 100 minutes. Further optimisations are underway with the help of optima. We aim in particular to make the product feed less dusty and to reduce mass fluctuations. But the ultimate challenge in this project was the product feed. The locations of every corner of the machine were fixed due to spatial constraints. Strictly speaking, the new system was built around the product feed. The ceiling here has a limited height. our products are all delivered in bigbags; no other alternatives were available. in the old line, the product feed was open, via a conveyer belt. now we have a closed supply auger.
Editors: Can the system work with all formats?
franz finus: That is one of the main advantages of the new system. Simple format changes now take only five to ten minutes. With the old machine, we needed up to one hour, as many parts needed to be exchanged. now we have quite a
few pluggable format parts and no more adjustments. We refer to these unambi-guous, pinpoint settings as “centerlining”. We simply exchange three or four parts and are ready to produce again. Simple format changes involve country-specific containers for instance or special offers with 25 per cent more contents.
Editors: What about dosing accuracy?
franz finus: our products are very expensive and german packaging regu-lations specify very exact limits which we must comply with. neither overdosage nor underdosage is desirable. The measured averages were therefore a criterion for signing off on the line. Handling of rejected jars is also complex; because they have already been filled, they must be disposed of. Standard deviation has decreased signi-ficantly thanks to the new system.
Editors: Did your technical specifica-tions include additional requirements?
franz finus: Yes, especially cleaning in accordance with nestlé specifications. These specifications are related to hygienic design in particular, but also TPm or total performance management, which involves for example centerlining, ease of access, colour codes for lubrication, etc. Hygienic design requires eliminating “dirt traps” where contaminants might hide. For this re-ason, the cables on the machine are open, without hollow profiles.
Editors: Were you surprised by the tech-nical solutions used in the line?
franz finus: optima’s expertise was imminently apparent in the dosing techno-logy. The 2 x 6 arrangement, in other words 12 jars filled at the same time, is impressive, especially considering our high through-puts. The safe transport without glass breakage and the significant reduction in noise emissions are also noteworthy. These features were cause for amazement when
the system was started up; our employees were pleasantly surprised. The only area with room for improvement are product deposits, something we are working with optima to reduce.
Editors: Challenges can often best be solved together. How would you describe the cooperation with Optima?
franz finus: it was absolutely neces-sary that maggi and optima work in close collaboration. The system was designed together, and all details were discussed at length. Something like this would not have been possible with another company. We also would not have achieved our goal with an off-the-shelf system; it was clear that only an individual solution would work for us. The collegial, at times critical but always constructive interaction was the guaran-tee for the project’s success. The delivery deadline also posed a critical challenge, since the system needed to be ready by the beginning of the season.
Editors: What season are you referring to?
franz finus: our “season” starts in Sep-tember, as there is more demand for soups and bouillons during the cold months of the year. Pre-production is thus essential. We succeeded in starting up production with the new system by August, just in time for the high season. But it was a bit of a wild ride. And we had to decide by a certain date when to decommission the old line; parallel production would not have been possible due to lack of space. Before taking this decision, we filled containers for two days at optima under real production conditions, with maggi production staff, the original product and pallet after pallet of glass containers. it was a tremendous ef-fort for us as well. We installed the original transport system and disassembled it again afterwards. By then the decision was clear: all systems go. This approach allowed us to minimise the risk.
o-com magazin 9

spOt
Editors: How long has the Optima MFL been in operation in your facility?
franz finus: The system was installed and started up operation in August 2012. Two weeks later, the first jar for regular production was filled.
Editors: How are the operators mana-ging with the system?
franz finus: The line’s flexibility neces-sitates a certain expertise in its operation. improper operation at the beginning of the project led to broken glass. As a result, the optima training sessions were very important and helpful. Two-stage training was held.
Editors: When you compare now and then, what has changed for you with the new system?
franz finus: We are undeniably more productive; the exact figures are available internally. The quicker format changeover is certainly a factor in this. We have now eliminated broken glass 100%. We are in complete compliance with our internal regulations for hygienic design. noise emis-sions have been considerably reduced, and absolute filling accuracy is an important improvement for us.
20 years working together
as a team:
Optima are the main supplier of packaging
systems for solid containers at Maggi in Singen.
Editors: One last question: Did you face any obstacles in installing the system due to spatial limitations?
franz finus: it took two mobile cranes to transport the equipment to the first floor through a window and an opening in the wall. Ceilings here are 4.70 m high and there is a column every six metres, which posed additional challenges.
Thank you very much, Mr. Finus!
Primary dosing, intermediate weighing, fine dosing. 6-up
Shhhhhh … gentle and quiet – linear processing
10 o-com magazin

fOcus
one YeAr oF oPTimA ConSumer
looking back, taking stockOne year ago in june, the previously separate Consumer companies (kugler, sf vision, stern, PPs) were formally merged into OPTIMA consumer gmbh. The two directors of the “new” company, rainer feuchter and Martin sauter, report on their experiences in the first year – about internal co-operation, customer proximity, and new paths and perspectives. Customer concerns about the merger at the time are also addressed.
Editors: All Consumer activities have been consolidated in a new building as of one year now. Could you elaborate on how this development took place in the Consu-mer division?
rainer feuchter: Although we had complementary technologies to some extent, they were located at separate sites and thus physically distinct from one another. At the current site, we originally only had the technologies for liquids and filter products. Then decorative, high-quality cosmetics were moved to the same location in an initial step. Subsequently, we were able to offer additional cosmetics such as shampoos in addition to cartoning and were in an excellent position in these areas. But an on-going issue was having two locations in the same city, each with their own machine development, produc-tion, sales and service departments – one for powders and granulates, the other for liquid products.
in order to cover the complete range, it only made sense to merge our joint exper-tise. our intention is to supply our custo-mers with complete lines, providing them with a uniform operating philosophy and a single contact for filling of liquids, powders and granulates; capping and sealing tech-nology; cartoning and robot equipment.
Martin sauter: We are pleased to take advantage of synergistic effects and
the pooled expertise today and to have enhanced our understanding of customer markets. We can offer customers real added value as a result, which is more than just the sum of its parts.
Editors: Can this be transferred to the machine level?
rainer feuchter: Take for example a machine for powder. We had an optima filling machine, an SF Vision capping ma-chine and a cartoner from PPS. There were different contacts, including for service. We had various program structures, different operating philosophies and a different out-fit for the machines. This has now all been streamlined. While the process has not yet been completed, it is a major advantage for customers today to only need to deal
with a single contact. A single installer can attend to the entire line.
Editors: A project with hygienic func-tions was realised last year, and robot technology is increasingly being relied upon. It seems significant technological progress has been made, at least from the outside looking in. Is this also related to the merger?
rainer feuchter: We have indeed succeeded in presenting and bundling a number of interesting new technologies. For me, however, it is even more important to emphasise that we have always carried out continuous improvements and achie-ved ground-breaking results. This process is now being continued together.
o-com magazin 11

fOcus
Customer concerns …
Editors: Customer responses to these changes were not always positive. What reactions did you experience and how did you respond to them?
rainer feuchter: There are of course longstanding customers who had concerns or reservations. “Watch out; things are bound to snowball. And then you won’t be there for us anymore when we need you.” our merger brought together five compa-nies with diverse technologies, and we plan to reach the level of 500 employees in the near future. Why 500? We have five base technologies from five relatively small com-panies. each company should have a staff on the order of 100 to ensure that it can work effectively and continue to offer the necessary service. We have maintained our flexibility and customer proximity thanks to specialisation in the respective sectors.
Martin sauter: The idea behind this development is that we want to maintain the spirit we had as small companies. The
innovative power of the new constellation is extremely stimulating and inspiring.
rainer feuchter: There are no other suppliers which can offer this unparalleled level of expertise and technology in a single company. We are able to meaning-fully drive forward development from this powerful foundation – a major advantage of optima Consumer gmbH. in order to further develop the right technologies for
every sector, we have promoted specia-lisation internally and have established the subdivisions of foods, single-serve solutions, cosmetics and chemistry.
Martin sauter: Technologies are being developed to generate customer benefit when applied. When we talk about tech-nologies, we also mean to a great extent the experience and knowledge which come with application, with jobs that are carried out. We see numerous positive effects thanks to the merger of Consumer, an observation which is confirmed daily in discussions with customers, especially when they are able to gain insight into the various technologies and fields of applica-tion directly at our facilities.
Editors: That does sound convincing, but the size you are targeting might in fact confirm the concerns of certain critics?
Martin sauter: Ano-ther aspect is that we have been working successfully with customers for as many as 30 years. many of these customers were also much smaller 30 years ago than they are today. We are pleased to further develop ourselves together with our customers, via the tasks with which we are entrusted. We are always enormously pleased when our solutions and systems help even relatively small customers to improve and expand their market position. i cannot help but think of the saying: “never become too large for small customers.”
rainer feuchter: Whether the custo-mer purchases a small mdm machine and a cartoner a year later, whether it invests in a moduline or a complete line with robot sorting: every customer is equally impor-tant to us.
Editors: Has the ratio of small to large projects changed?
Martin sauter: Today we increasingly supply small and ultra-small systems, star-ting with the Sd1 auger filler or the eco for eur 20,000, through the various extensions all the way to fully automated complete lines.
A new form of co-operation ...
Editors: Aside from the tech-nological aspects, did the move to a new building change how you co-operate internally?
Martin sauter: our complete sales depart-ments for chemicals, food, single-serve solutions and cosmetics continue to be located adjacent to one another on a single storey, separated only by room dividers and plants instead
of walls. This provides extensive opportunities
for daily interaction and individual exchange bet-
ween employees. And we’ve already experienced some
amazing things as a result. For example, a colleague from the
cosmetics subdivision was asked to take part in a customer visit of
the chemicals unit in order to tap into new ideas and positive effects.
Something like that is only possible in this kind of open atmosphere.
rainer feuchter: A longstanding employee commented
to me: “Before, i thought out eve-rything with my colleagues in our division. now i’m two steps
Rainer Feuchter, Chief Executive Officer Optima Consumer GmbH12 o-com magazin

ahead in project planning and get comple-tely different input. ideas that never would have occurred to me. How unfortunate that we didn’t have this 20 years ago.” Hearing this from a long-term employee made me particularly happy. other advantages are the direct communication channels, from sales all the way to service. Knowledge is bundled, and everything can be accessed immediately.
Editors: Have you already observed this positive development in your sales figures?
rainer feuchter: We definitely notice that work would be easier with the previ-ously mentioned number of employees instead of the staff of 300 we currently have. But twelve months after the merger is too short of a time to express the develop-ment in percentages. Something like that would be just a temporary snapshot. And not everything can be attri-buted to the merger. All areas were performing excellent work even before the merger.
Martin sauter: That’s the point. it’s not as if a quantum leap took place from one day to the next. it’s impor-tant for us to provide a solid foundation and to demonstrate verifiable, continuous develop-ment over the course of years.
rainer feuch-ter: We can talk about how the numbers have
developed in three years. Because we are a family-owned business and not listed on the stock exchange, long-term perspectives are what count for us.
Editors: Growth is not always positive after all. Did you encounter any problems?
Martin sauter: We aim to significantly improve supply times for our customers. Various measures have been implemented, for instance standardisation of products and technologies and even of working methods, as already touched on by mr. Feuchter. The second factor is the direct communication channels we now have. many things used to fall by the wayside between our various locations. Further-more, we are creating structures for faster throughput times.
rainer feuchter: The merger also
helps us when it comes to standardisation. After all, we can either invest the time
to train three sales employees for three machines that all do the same thing, or invest the same amount of time in design, or in software development and so on, or we can
consolidate resources from the very beginning to free up capacity for other tasks. We plan to have a seal module or a seal type to
be used in all machines in the future.
synergies with other company divisions …
Editors: Looking beyond the Consumer field to the other three Optima units of Pharma, Life Sci-ence and Nonwovens: do you also co-operate with these divisions? Are there synergies to be taken advantage of?
rainer feuchter: Take for ex-ample documentation. We know
that optima’s nonwovens division is strong in this area, which is why we
exchange experiences with them. This works for certain issues, but with others you quickly realize that the type of ma-chines or the way we work is simply too different.
generally speaking, we exchange ideas and information with all units regarding development. At the moment, we are building a machine for bulk pharmaceutical containers, as optima Pharma does not use this technology. i am convinced that this exchange is highly fruitful.
Editors: Are there fixed structures for this exchange?
Martin sauter: division head meetings are held to discuss all kinds of topics. At the individual functional level, service head meetings are held every four weeks for example, to discuss service issues which affect all divisions and to develop strate-gies for the future. And we maintain a joint spare parts warehouse and delivery.
rainer feuchter: We co-ordinate amongst ourselves before developing new technology. “do you have any experience in X, how do you do Y, can you also use Z?” As an example, we joined forces with Pharma and nonwovens to develop a new transport system for various applications. one business division stacks diapers with the technology, another uses it to transport vials and the third for shampoo bottles or similar products. But it is a joint deve-
Martin Sauter, Managing Director Optima Consumer GmbH
o-com magazin 13

fOcus
lopment in which all technical areas are involved. each division contributes to the end result.
goals and a special profile …
Editors: Where do you see Optima Consumer midterm future? What are your goals?
rainer feuchter: it’s not as if we simply made up the target of 500 employees out of thin air. rather, we need a powerful workforce to solve customers’ problems from a single source. We want to be the first and the best contact for customers. That is our real goal. once we achieve this, the rest will follow automatically.
Martin sauter: it needs to consistently pay off for customers to contact optima Consumer …
rainer feuchter: That is our overriding goal! mr. Sauter had a phone call today with a major customer. We observed that what the competition needs four companies to do, we can supply from a single source. This certainly speaks in our favour.
Editors: But there are undoubtedly larger companies in the packaging indus-try. You nonetheless see yourselves at an advantage?
rainer feuchter: They are typically spread across multiple sites. only since working here together and seeing the people who walk through the hall day for day do we realize how important this is. mr. Sauter said it just a moment ago: The customer contacts us and sees that we offer a comprehensive, “worry-free” solution.
Martin sauter: We are also distinguis-hed by our structure as a family business.
The shareholders in optima play an active role in day-to-day business. This is a major difference to the corporate structures often seen in the industry, or even to companies managed as private equities.
Editors: How does this manifest itself in practical terms?
Martin sauter: in fast decision-making capabilities and an open-door policy for mr. Bühler and mr. Feuchter. important strategic decisions are made at tremendous speed.
rainer feuchter: “How quickly can you decide that?” was a question from a major customer last week. mr. Sauter looked at me and responded: “Today, immediately, now.”
With the consolidation and expansion of the assembly area at Consumer, a dynamic process was set in motion. A look back at Autumn 2011.Inauguration of the combined assembly area with Hans Bühler (Owner of Optima, middle). Today, the highest technical density.
14 o-com magazin

Will A lArge ProJeCT PAY oFF?
Decentralized concept with 10 palletisersIn plants with multiple packaging lines, there are two alternatives for palletising hygienic paper products: a single large central palletiser drawing product off of several lines, or a decentralized concept in which a small, dedicated palletiser is located at the end of every packaging line.
ZOom
OPTIMA RTP-H2.1 – Palletiser for paper hygiene products
o-com magazin 15

optima palletisers are specially desi-gned for the demands of hygienic paper products. As an example, a dozen such pal-letisers are currently being used in multiple production plants, each installed at the end of a packaging line. Additional palletisers are scheduled to be delivered through 2014 as part of this large order, and expanding this decentralized concept to additional locations is currently being considered. But why would a company invest in a range of different palletisers instead of one single machine per plant?
Comparing two systems: centralized vs. decentralized
it might initially seem that a central pal-letising concept would make sense in large plants with multiple lines, in particular due to the lower investment cost. But this does not necessarily prove to be the case, as the following example shows. Although this instance involves the largest palleti-sing project currently realised by optima
nonwovens, multiple optima palletisers have already been decentrally deployed in a number of other companies.
When analysing centralized vs. decen-tralized concepts from an economic point of view, two main factors come into play: capital costs and reliability. Capital costs (decentralized concept) must be weighed against the costs of potential downtime (centralized concept). initial outlays for a small palletiser are less than those for a large one. But not surprisingly, the total acquisition costs of palletisers in the decen-tralized concept quickly exceed those of a central unit. The advantage of the decen-tralized concept however is that it is more reliable. Whether planned or unplanned, downtime in the centralizsed concept means reduced total output. And after all, most hygienic paper plants already operate 24 hours a day, seven days a week, so lost production time cannot typically be made up. even short downtimes can be highly problematic, because intermediate storage
or buffer needs to be arranged. The cost of just one hour of downtime is immense. longer production breakdowns directly translate into lost sales.
Assuming identical availability of all palletiser machines, it is apparent that sales losses due to downtime in the centralized concept are multiplied by the number of packaging lines served by a central palleti-ser. it must be taken into consideration that decentralized palletisers also experience downtime, but the effect is much smaller.
Another interesting issue is the actual availability of the complete lines; how well co-ordinated are the packaging lines, inclu-ding the palletisers? one can assume that an integrated line concept with a palletiser at the end of each line is easier to achieve than a palletiser which serves multiple lines. Whether more complex systems actu-ally lead to reduced line availability remains to be seen in actual plant practice.
ZoOm
All packaging lines were implemented as turn-key projects.
16 o-com magazin

*Quote from the Financial Times Deutschland: http://www.brainguide.de/upload/publication/21/woa2/c1c070941e46da936e587c2ec2d69c50_1311535539.pdf
Apart from that? Additional factors
But an analysis of acquisition costs and downtimes alone yields an incomplete picture. There are a number of other factors to consider, for example packaging quality and the brand message at the point of sale. The related issue is whether the packaging actually reaches the sales point intact following palletising. How “gentle” are the palletisers on the packaging?
Packaging quality and design have a significant influence on purchasing beha-viour. According to psychologist and neu-romarketing expert oliver Frenzel from the gruppe nymphenburg brand consultancy: “As soon as customers see packaging on the shelf, an associative brand awareness is activated in their brains”. of course product price and quality play an important role, but customers also unconsciously ask themselves: “do i like the packaging? is the brand a good match for me?”*
How high are losses when distorted or damaged printed films or boxes end up on shelves? Personal experience is more helpful than a mathematical formula in answering this question and is just as valid: When faced with a choice between a damaged package and an undamaged one, the vast majority of consumers prefer the undamaged option. This is also reflected in the discounts stores offer for damaged packaging. Price reductions of 30 to 70 percent are typical even if the contents are undamaged. damaged packaging however is usually immediately sorted out at super-markets and drugstores in order to avoid negotiating discounts with consumers.
Design advantages
The optima palletiser for nonwovens is designed with a special grabber system to gently move the light, soft plastic film and cardboard packaging without damage and to protect it on the pallet. rounded edges limit the gripping force. Vacuum suction cups in contrast often distort the printed image when the attached weight is too large and are therefore non-ideal where damage to the package is to be avoided.
The special design of the optima palletiser for nonwoven products has a number of advantages, a main one being parallel stacking and wrapping. The film is already stretched while the lowering frame is still stacking the products. The system constantly measures the force used in this task, resulting in stacks of hygienic paper products in the desired form, without over-hanging corners or edges. The products remain in the desired position and are better protected as a result.
The user-friendliness of the optima system is another persuasive argument in its favour. employees can adjust the palleti-sing process themselves via a menu in the Hmi, eliminating the need for complicated programming. different pallet arrange-
ments can be easily achieved, including re-inforced edges and corners or intermediate layers. Changing formats without having to switch format parts means greater user friendliness and enhanced investment productivity.
example configuration
This example involves a new invest-ment which became necessary due to strong demand for the manufacturer’s hygienic paper products. The palletisers were (and continue to be) delivered and installed in multiple stages. The machines are used to palletise both cardboard boxes and bundles of film packaging, either as di-rect transport packaging or as printed sales packaging. The parallel handling of plastic film and cardboard packaging was another key reason for this customer to choose the optima system.
All the supplied palletisers are identical and can be used for all types of (bundled) hygienic paper products. no manual mo-difications are required when formats are changed; all adjustments are carried out via actuators and the control system. Before ordering, the customer tested the system in the Technidrome at optima nonwovens in Schwäbisch Hall.
The hygienic paper product manufac-turer and optima nonwovens have been working together as partners for many ye-ars. The packaging lines which culminate in these palletisers are likewise from optima and consist of stackers, baggers (primary packaging) and case packers. Foil bundlers (packaging in plastic films), some linked in parallel with the case packers, have also been installed. Case packers and bundlers carry out secondary packaging. The choice of optima to supply the palletisers is also in harmony with the customer’s single-source strategy, making optima the exclusive contact for all packaging issues.
o-com magazin 17

spOt
PerFeCT ProduCT PreSenTATion AT THe PoinT oF SAle
“Packing it up” in foil bagsOne machine type, multiple applications. The second version of the Amotek r168 can perform practically any packaging task involving unit goods, for example: garbage bags, diapers, sponges, textiles, etc. Products are bagged in all kinds of foil packs produced from rolls. There are no limits to how the products can be presented at the point of sale.
The AmoTeK r168 is a form-fill-seal packaging machine. its versatile areas of application are made possible by a base machine which can be combined with various product feed systems. The base machine is designed to produce 11 types of foil bags. The sky is the limit here; as an example, even cardboard boxes with euro perforation for suspended product presentation can be sealed in plastic foil. reinforcements, handles, perforations, re-closable fasteners and other special solutions can be accommodated, as can simple standard packaging.
Professional foil processing is essen-tial to perfect product presentation. To achieve this, photo cells in the machine recognise the print markings on the foils. The AmoTeK r168 also features precisely controllable servo-motors to position ima-ges pre-printed on the foils with micron-level accuracy. Consistently high packaging quality is ensured thanks to the aluminium sealing jaws coated with non-stick material and maintained at a constant temperature.
feeds for all needs
For the ultimate in flexibility, the r168 packaging machine can be combined with a delta robot system, which means that the
18 o-com magazin

feed is not limited to certain product types. individual stations are particularly well-sui-ted for large products. Feed systems with subdivisions as well as special feed systems for rubbish and freezer bags – both main areas of application for the AmoTeK r168 – are also available. multipacks can also be produced with this system.
The AmoTeK r168 packaging machine is ideal for entering the world of (semi-)automated packaging or as a fully automa-ted system. Stations for manually loaded products are available. A direct connection to production systems can also be establis-hed, making the AmoTeK r168 able to take on new tasks.
The machine comes completely equip-ped with servo-motors, which makes quick format changeovers and outputs of up to 50 units per minute possible. Foil rolls from 70 to 600 mm in width can be used, depen-ding on roll diameter. materials include Pe, PP and other half-folded foil materials pro-cessed from the roll (“semi-tubular foil”).
Product dimensions W x L x H
min. in mm 50 x 100 x 3
max. in mm 290 x 500 x 120
The AMOTEK R168 with a product feed – the Delta Robot o-com magazin 19

fOcus
CroP ProTeCTion AgenTS: reduCed numBer oF Filling lineS, greATer FleXiBiliTY
from 14 to 4Cost-cutting in a special way: Optima Consumer was commissioned with replacing several existing decentralized filling and packaging lines with a smaller number of new lines. The range of products involved is considerable: fungicides and herbicides in numerous bottle and container formats and product variations are processed.
System flexibility was thus a key criteri-on for the technological design of the pro-cessing lines. Although price was a major factor in awarding the contract, ultimately it was not the offer with the lowest acqui-
sition costs which won the contract. The customer was particularly impressed by the solution which used an existing machine type to comprehensively meet the special requirements of the demanding chemicals
industry. This approach, combined with a special technical cleaning concept and a number of high-quality reference projects, was a decisive factor in the contract being awarded to optima Consumer.
Preventing cross-contamination
Fungicides and herbicides in a wide range of product variations are processed in these plants. A prerequisite for centrali-sing the plants was that cross-contaminati-on in the equipment needed to be reliably prevented when changing over products. Another special requirement was com-pliance with ATeX guidelines up to zone 1, which means very high safety levels to prevent explosion.
optima Consumer realised several filling lines for the group of fungicides and herbicides. All parts in contact with products can be quickly exchanged in order to reduce the number of lines and to ensure rapid changeover between pro-ducts and formats. All other components in the complete lines, including bottle and canister unscramblers, cappers, check weighers, sealers, labellers, case packers and palletisers, can be adjusted primarily by machine control as well as via pluggable format parts.
Decentralized cleaning concept saves time
The filling machines in all lines are of a unique modular design. The permanently
Machine with a module for all product contacting parts. Mobile unit for better access during cleaning.
20 o-com magazin

installed machines have mass flow mete-ring systems built on top. The difference to conventional systems is that when pro-ducts are switched or a cleaning cycle takes place, all parts in contact with the product are removed from the machine as a module and transported to a decentralized cleaning station. new, pre-cleaned modules can be immediately docked as soon as the used modules are removed. The main advantage of this is time savings: Filling modules can be independently cleaned and prepared for the next product without interrupting on-going production. The cleaning stations are controlled with equipment from optima Consumer.
The mass flow metering machines vary in their filling capacity. Bottle lines are used to fill volumes up to one litre, while canister lines can fill up to 2.5 litres. dosing accuracy is designed to ideally fulfil the pre-packaging directive.
Closing takes place via a gantry system (oPTimA KVg) and an oPTimA V100 capper with servo-technology. identical check weighers are followed by labelling machi-nes.
To comply with ATeX safety regulations, the plants are divided into zones with diffe-rent requirements. Specific components are used within these zones as needed.
from project planning to operational start-up
The project planning phase was very cooperative and constructive, especially with respect to the location of the conveyor belts and the positioning of the various components within the tight space allot-ted. Following installation, the packaging lines were monitored at length in close co-operation with the customer. numerous details were able to be optimised as a result; the bottle unscrambler for examp-le was modified to further improve its effectiveness, while wear and tear at belt transitions was minimised. The filling lines went into regular operation following the SAT in mid-2012.
o-com magazin 21

shOwroom
inSTAnT SouPS And SAuCeS WiTH oPTimA mFl
Perfect for powdery products & granulesA modular base machine makes possible a range of custom solutions, including individual container feeds, weighing systems and closures. The system can be tailored to almost any need, as is apparent in the report on Maggi (pages 7-10).
Characteristics:
Compact, modular construction
40 machine cycles per minute yield an output of 240 containers/min
Vibration to compact product at multiple stations
Product distributed from a single product feeding point to a 6-unit pre-doser and a 6-unit top-up filler
outstanding filling accuracy thanks to pre-dosing and top-up filling
noise level below 80 dB(A)
no glass breakage thanks to gentle handling
Format changeover takes less than 15 min
Format changeover
< 15 min.
22 o-com magazin

No glass breakage thanks to
gentle handlingOutput up to
240 containers/min.
o-com magazin 23
PanOrama
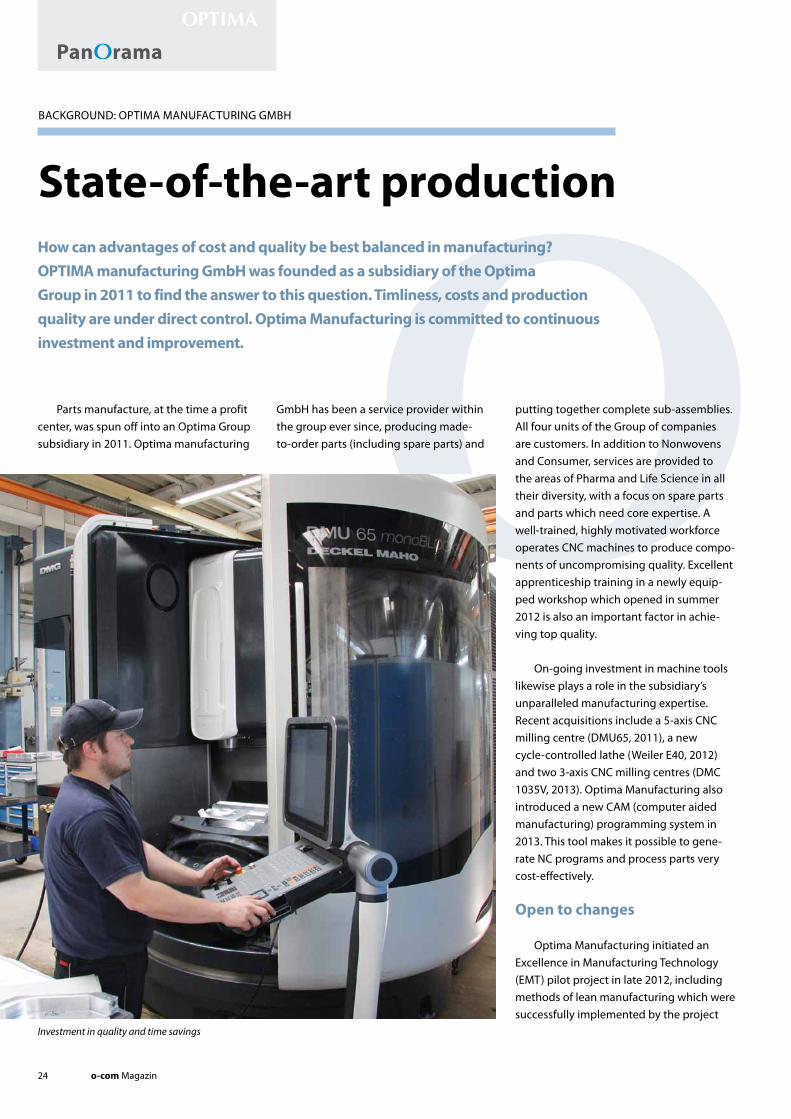
BACKground: oPTimA mAnuFACTuring gmBH
state-of-the-art production
Parts manufacture, at the time a profit center, was spun off into an optima group subsidiary in 2011. optima manufacturing
gmbH has been a service provider within the group ever since, producing made-to-order parts (including spare parts) and
how can advantages of cost and quality be best balanced in manufacturing? OPTIMA manufacturing gmbh was founded as a subsidiary of the Optima group in 2011 to find the answer to this question. Timliness, costs and production quality are under direct control. Optima Manufacturing is committed to continuous investment and improvement.
putting together complete sub-assemblies. All four units of the group of companies are customers. in addition to nonwovens and Consumer, services are provided to the areas of Pharma and life Science in all their diversity, with a focus on spare parts and parts which need core expertise. A well-trained, highly motivated workforce operates CnC machines to produce compo-nents of uncompromising quality. excellent apprenticeship training in a newly equip-ped workshop which opened in summer 2012 is also an important factor in achie-ving top quality.
on-going investment in machine tools likewise plays a role in the subsidiary’s unparalleled manufacturing expertise. recent acquisitions include a 5-axis CnC milling centre (dmu65, 2011), a new cycle-controlled lathe (Weiler e40, 2012) and two 3-axis CnC milling centres (dmC 1035V, 2013). optima manufacturing also introduced a new CAm (computer aided manufacturing) programming system in 2013. This tool makes it possible to gene-rate nC programs and process parts very cost-effectively.
Open to changes
optima manufacturing initiated an excellence in manufacturing Technology (emT) pilot project in late 2012, including methods of lean manufacturing which were successfully implemented by the project
Investment in quality and time savings
24 o-com magazin

team. The project also includes elements of 5S methodology for organising workspace, total product maintenance (TPm) and performance measurements for employees
and managers. employees have been given greater responsibility in parallel. The purpo-se of this pilot project is to further improve productivity and reduce throughput times.
optima manufacturing is responsible for ensuring the availability of a broad ran-ge of parts around the world. investments and activities such as the emT pilot project promote an optimal parts supply for optima’s international customers. 100-per-cent compliance with delivery deadlines and the shortest possible supply times are of highest priority.
Additional potential for improvement is constantly being analysed and cap-tured, which ultimately helps to reduce costs and foster competitiveness. Further investments to expand lathing, milling and grinding capabilities are planned to impro-ve the performance of parts manufacturing and better meet market requirements. implementing automated solutions in the machine tools will play a key role in achie-ving these goals. Automation is making great strides in parts manufacture, similar to the development of the packaging ma-chine industry.
Continual improvement process and more personal responsibility in manufacturing
o-com magazin 25

spOt
enTHuSiASTiC reCePTion AmongST Young TeCHnoPHileS
robot OlympiadAdults, youths and children alike are fascinated by robots. Optima supports several school teams as they prepare for and take part in the world robot Olympiad, which is based on the lego Mindstorms platform. The idea is to spark interest in technology and technical careers whilst having fun. At the same time, pupils gain exposure to Optima and establish initial contacts there.
The World robot olympiad (Wro) is an international competition with par-ticipating teams from approximately 40 countries. Preliminary rounds take place at the regional level, followed by national competitions in each country to determine the finalists for the international champion-ship, which in 2013 will be held in Jakarta (indonesia) in november.
optima are pleased to expand their support to include three schools in the Schwäbisch Hall region as of the 2013/14 academic year. Because extensive supervi-sion is necessary, three student employees will tutor these pupils in addition to their regular responsibilities at the company. Christian Frank (engineering manager, nonwovens), who serves as volunteer internal and external coordinator of Wro activities at optima, notes that the compe-tition is anything but a piece of cake: “The challenges of Wro are sophisticated. our technically-minded student employees put in considerable time getting ready for the sessions with the teams of pupils. it wouldn’t be possible without this extent of preparation.”
Mission in the temple
one of the tasks in the 2013 competiti-on was to construct and program a robot to navigate various obstacles in the Borobu-dur temple, locate a black Buddha statue
and return it to the start. (Borobudur is a 9th-century Buddhist monument in indo-nesia.) in solving the challenge, members of this year’s robotics team from the real-schule Schenkensee school in Schwäbisch Hall learned about the different functions of ultrasonic, colour and pressure sensors. The right settings for the light sensor in particular were not a simple task for the twelve- and thirteen-year-olds. other tasks included climbing small stairs, crossing a valley (e.g. with the aid of a bridge laid by the robot itself ) and lifting large lego blocks from a statue.
The teams sponsored by optima just missed the german finals this year. Although the pupils were relatively young compared to the competition, they did outstanding work. But more importantly for the young participants and of course their tutors: they had fun and learned to work together as a team. The schools report that unfortunately, not everyone interested in taking part in the robotics teams has the opportunity to do so. Technology is “cool” and interest is correspondingly high.
Aspiring engineers at the OPTIMA Robotics Club teach the robots to drive, see and feel.
26 o-com magazin

InfO
Around schwaebisch hall
jazzweekend mit günter Baby sommer
günter Baby Sommer is regarded as one of the most important representatives of european jazz. With absolutely individual drum instruments he has developed his own unmistakable musical interpretation.
Sommer was born in dresden in 1943 and studied in the former gdr at the uni-versity of music “Carl maria von Weber”. At present he is Professor, a solo artist and also active in various international jazz groups.
during the Jazz Weekend Sommer will perform with various musicians. Also in the program is the “Komeno-Project”, with performances with greek jazz musicians. in addition there are readings and a lecture on the Komeno Project.
November 21 – 23, 2013
Further information: www.schwaebischhall.de/Kulturstadt/musik/Jazz-rock-Pop
wrought iron museum “kunst-schmiedehaus emil schmidt“
emil Schmidt Senior (1871 – 1959) and emil Schmidt Junior (1912 – 2002) were artistic craftsmen who left significant traces of their creative work in Schwäbisch Hall and the surrounding areas. Both made window lattice grilles, wrought iron gates, door fittings, house and garden lanterns and much more. After World War ii, Schmidt father and son were commissioned for example, with artistic ironwork for the new Castle (neues Schloss) in Stuttgart.
The last major work of the son was the design and production of street lighting for the town center of Hall.
in 2006 the former residence and work-shop of the honorary citizen emil Schmidt Senior was established as a museum. “Kunstschmiedehaus emil Schmidt” dis-plays traditional wrought iron craftsman-ship covering four centuries. The collection comprises some 500 exhibition pieces. There are also courses in wrought iron techniques, with live and interactive access to craftsmanship and design.
Contact: Kunstschmiedehaus emil Schmidt,Brückenhof 4, 74523 Schwäbisch [email protected]
gerhards Marionettentheater
gerhard’s marionette Theater in Schwaebisch Hall is the oldest marionette theater in Baden-Württemberg. The pup-pets are all made with love and craftsman-ship and the miniature stage settings are also all home made.
These characters come to life in the productions of both classic and well-known fairy tales of our times. The program for Au-tumn / Winter 2013 includes “The Wishing-Table”, “Hansel and gretel”, “Snow White”, “The Valiant little Tailor” and “Christmas Tales”.
on 23 and 24 november gerhards ma-rionettentheater presents the “Puppet play doctor Johann Faust” for young people and adults. This famous tale with the theme of goethe’s Faust, has been adapted for the marionette theater.
gerhards marionettentheater has its own stage in the “Schafstall”, the former Kurtheater of Schwäbisch Hall.
Theater im Schafstall, im lindach 974523 Schwäbisch Hall
more informationen: www.gerhards-marionettentheater.de
Living museum - Photo: Matthias NatzkeGünter Sommer solo - Photo: Francesca Pfeffer “Welcome!” - Photo: Gerhards Marionetten
o-com magazin 27

riccardo favaraBachelor of engineering (Sales manager)
“Customers of OPTIMA expect flexibility and assurance. And not only from our machines. Logical.”
For us at Optima Consumer, it is only natural that the responsible sales-person will make a precise picture of the status of a project. Not just from their desk, but directly at the machine. After all, we want you to be in the picture at all times. Because trust isn’t everything. It’s the only thing.
OPTIMA consumer gmbh | geschwister-Scholl-Straße 89 | 74523 Schwaebisch Hall | germanyTelefon +49 791 94606-0 | e-mail [email protected] | www.optima-consumer.com
Member of











![Untitled-1 [] · CHOCOMILO; Bouillon - MAGGI CUBE, MAGGI CHICKEN, MAGGI CRAYFISH, MAGGI MIX'PY; and table water ... and marketing company.](https://static.fdocuments.us/doc/165x107/5aedc9577f8b9a6625906f43/untitled-1-bouillon-maggi-cube-maggi-chicken-maggi-crayfish-maggi-mixpy.jpg)






