Compatibility Testing of Postle Duraband NC over Arnco...
28
Postle Industries, Inc. Cleveland, OH Compatibility Testing of Postle Duraband ® NC over Arnco 100XT TM THHA E4-19994 July 31, 2014 Srinivasa R. Koneti, BSME & MSMSE Materials Engineering Manager Disclaimer of Liability: The calculations, analyses, and conclusions in this report are based on data supplied by the customer and/or other parties. Verifying the accuracy and completeness of this data is beyond the scope of this work. The calculations, analyses, and conclusions in this report are also based on judgment which may not be correct. T H Hill Associates, Inc., its officers and directors, make no representation, guarantee, claim, or warranty of any kind as to the completeness of this report, the validity of any engineering formulas used, or the accuracy of any data, computations, or conclusions presented herein. T H Hill Associates, Inc., its officers and directors, hereby expressly disclaim any responsibility or liability for loss or damage, or for any violation of any law or infringement of any patent arising out of the use of this report. *T H Hill Associates, Inc. is a Texas Registered Engineering Firm F-217
Transcript of Compatibility Testing of Postle Duraband NC over Arnco...

Postle Industries, Inc. Cleveland, OH
Compatibility Testing of Postle Duraband® NC over Arnco 100XTTM
THHA E4-19994
July 31, 2014
Srinivasa R. Koneti, BSME & MSMSE Materials Engineering Manager
Disclaimer of Liability: The calculations, analyses, and conclusions in this report are based on data supplied by the customer and/or other parties. Verifying the accuracy and completeness of this data is beyond the scope of this work. The calculations, analyses, and conclusions in this report are also based on judgment which may not be correct. T H Hill Associates, Inc., its officers and directors, make no representation, guarantee, claim, or warranty of any kind as to the completeness of this report, the validity of any engineering formulas used, or the accuracy of any data, computations, or conclusions presented herein. T H Hill Associates, Inc., its officers and directors, hereby expressly disclaim any responsibility or liability for loss or damage, or for any violation of any law or infringement of any patent arising out of the use of this report.
*T H Hill Associates, Inc. is a Texas Registered Engineering Firm F-217

T H Hill Associates, Inc.
i
Table of Contents Conclusions ......................................................................................................................................1 ATTACHMENT 1 ...........................................................................................................................4
1.1. Introduction .......................................................................................................................5 1.2. First layer welding – Arnco 100XTTM ..............................................................................6 1.3. Blacklight Inspection After First Application.................................................................13 1.4. Second layer welding – Postle Duraband® NC ...............................................................13 1.5. Blacklight Inspection After Second Application ............................................................20 1.6. Material Testing ..............................................................................................................20 1.7. Optical Metallography ....................................................................................................24
List of Figures
Figure 1 – Tool joint sketch with hard banding sections. ............................................................... 5 Figure 2 – OD condition of the tool joint before welding. ............................................................. 6 Figure 3 – Etched markings on the tool joint. ................................................................................. 6 Figure 4 – Arnco 100XTTM wire on the spool for welding on the tool joint. ................................. 7 Figure 5 – Shielding gas used for welding of Arnco 100XTTM. ..................................................... 7 Figure 6 – Flow rate used for the welding of Arnco 100XTTM. ..................................................... 7 Figure 7 – Pre-heating of the tool joint prior to welding. ............................................................... 9 Figure 8 – Pre-heating temperature for the first section of hardbanding. ....................................... 9 Figure 9 – Interpass temperature for the first section of hardbanding. ......................................... 10 Figure 10 – Pre-heating temperature for the middle section of hardbanding. .............................. 10 Figure 11 – Interpass temperature for the middle section of hardbanding. .................................. 10 Figure 12 – Pre-heating temperature for the second section of hardbanding. .............................. 11 Figure 13 – Interpass temperature for the second section of hardbanding. .................................. 11 Figure 14 – Amperage and voltage used for welding. .................................................................. 12 Figure 15 – Thermal blanket cool down process after application of Arnco 100XTTM. .............. 12 Figure 16 – Overall view of the weld beads on the tool joint after welding of Arnco 100XTTM. 13 Figure 17 – OD condition of the tool joint before welding the second layer. .............................. 14 Figure 18 – Duraband® NC wire on the spool for welding on the tool joint. ............................... 14 Figure 19 – Shielding gas used for welding of Duraband® NC. ................................................... 15 Figure 20 – Flow rate used for the welding of Duraband® NC. ................................................... 15 Figure 21 – Pre-heating of the tool joint prior to welding of Duraband® NC. ............................. 16 Figure 22 – Pre-heating temperature for the first section of hardbanding. ................................... 17 Figure 23 – Interpass temperature for the first section of Duraband® NC. ................................... 17 Figure 24 – Pre-heating temperature for the second section of Duraband® NC. .......................... 18 Figure 25 – Interpass temperature for the second section of Duraband® NC. .............................. 18 Figure 26 – Amperage and voltage used for welding of Duraband® NC. .................................... 19 Figure 27 – Thermal blanket cool down process after application of Duraband® NC. ................ 19 Figure 28 – Sketch showing the material testing sample locations on the tool joint. ................... 20 Figure 29 – Material testing sample locations on the tool joint. ................................................... 21 Figure 30 – Compression ring after testing................................................................................... 22 Figure 31 – Close-up view of the rupture point. ........................................................................... 22
T H Hill Associates, Inc.
ii
Figure 32 – Longitudinal sample taken from the tool joint for Vicker’s hardness testing. .......... 23 Figure 33 – Hardness readings locations. ..................................................................................... 23 Figure 34 – As-polished metallography sample. .......................................................................... 25 Figure 35 – Microstructure near fusion line at 50X. ..................................................................... 25 Figure 36 – Microstructure near fusion line at 500X. ................................................................... 26 Figure 37 – Porosity observed at the fusion line at 50X. .............................................................. 26
List of Tables Table 1 – Measured Dimensions in inches ..................................................................................... 6 Table 2 – Recommended parameters for welding of Arnco 100XTTM ........................................... 8 Table 3 – Parameters used for welding of Arnco 100XTTM ........................................................... 8 Table 4 – Measured Dimensions after welding Arnco 100XTTM in inches .................................. 13 Table 5 – Recommended parameters for welding of Duraband® NC ........................................... 15 Table 6 – Parameters used for welding of Duraband® NC ........................................................... 16 Table 7 – Measured Dimensions after welding Duraband® NC in inches .................................... 20 Table 8 – Mechanical Test Results for the Tool Joint .................................................................. 21 Table 9 – Hardness Testing Results .............................................................................................. 24
T H Hill Associates, Inc.
1
July 31, 2014 Mr. Bob Miller Materials Engineer Postle Industries, Inc. Cleveland, OH RE: Compatibility Testing of Postle Duraband® NC over Arnco 100XTTM THHA Job No.: E1-19994
Dear Mr. Miller, At your request, T H Hill Associates, Inc. (THHA) witnessed compatibility testing of Postle Duraband® NC over Arnco 100XTTM. The purpose of this monitor was to test the compatibility of Duraband® NC overlaid onto worn, or flush 100XTTM. As part of this testing, Arnco 100XTTM was applied on the tool joint as the first layer. A wet magnetic particle inspection was performed on the hard banding to check for secondary cracks. The two weld sections of Arnco 100XTTM near the pin neck and tube neck were machine ground to the original OD of the tool joint in order to simulate wear in the field. The middle section was left as welded to perform additional tests on the original layer of hard banding. After machine grinding, the second layer of hard banding (Duraband® NC) was applied over Arnco 100XTTM. A wet magnetic particle inspection was performed on the tool joint to check for secondary cracks. Mechanical testing and optical metallography was performed on the tool joint to check the compatibility. The conclusions from this testing are summarized below, while the detailed report is included in ATTACHMENT 1.
Conclusions The observations and test results produced in association with this compatibility report suggest that the Duraband® NC is compatible with Arnco 100XTTM. The results did not reveal any reason that the Postle Duraband® NC would not be compatible when applied over Arnco 100XTTM. This conclusion is supported by the following evidence:
1. No cracking was observed in the Arnco 100XTTM visually, or under blacklight
inspection. 2. No cracking was observed in the Duraband® NC visually, or under blacklight inspection
after application onto Arnco 100XTTM. 3. Tensile and Charpy testing results obtained on the tool joint after the application of the
hard banding layers presented similar values to those listed in the MTR’s. This suggests that the application of hard banding did not significantly alter the base properties of the tool joint.

T H Hill Associates, Inc.
2
4. Vicker’s hardness testing was performed on the hard banding and the base material to check the uniformity of the materials. The hardness readings obtained in the hard banding region are higher than the heat affected zone (HAZ) and base material. All readings obtained in HAZ region and base material were similar and relatively uniform. Hence, the application of hard banding did not significantly alter the base properties of the tool joint.
5. A visual examination of a tested compression ring revealed that the Duraband® NC hard banding adjacent to rupture points was still fused to the base material. This suggests that the Postle Duraband® NC is compatible over Arnco 100XTTM.
6. Through optical metallography, no significant material defects were observed near the fusion line. Slight porosity was observed in the Arnco 100XTTM and near the fusion line. The porosity observed may have occurred due to application of the Arnco 100XTTM and not likely due to the compatibility of the two hard banding layers. The hard band material was completely fused with the base material. This suggests that the Postle Duraband® NC is compatible over Arnco 100XTTM.
T H Hill Associates, Inc. appreciates the opportunity to provide engineering services to Postle Industries, Inc. If you have any questions regarding this report please do not hesitate to contact me at (281) 671-5700 or via email at [email protected]. Sincerely,
Srinivasa Koneti Srinivasa Koneti, BSME & MSMSE Materials Engineering Manager NOTICE TO OUR CLIENTS: It is standard practice at T H Hill Associates, Inc., to maintain all product samples for 15 days after the report date of the analysis. Unless specifically requested otherwise in writing by the customer, all samples will be discarded after the 15-day period. There will be a nominal storage fee for samples stored beyond the 15-day period.

T H Hill Associates, Inc.
4
ATTACHMENT 1

T H Hill Associates, Inc.
5
1.1. Introduction Postle Industries, Inc. (“Postle”) requested T H Hill Associates, Inc. (THHA) to monitor and validate the compatibility testing of Postle Duraband® NC over Arnco 100XTTM. An approved applicator for Postle Duraband® NC and Arnco 100XTTM performed the welding of the hard banding layers on the tool joints and THHA witnessed/monitored the welding. The length of the body of the tool joint was ~11". Three hard banding sections were applied on the body of the tool joints. Two sections had a width of 3", adjacent to the pin neck and tube neck, and the middle section had a 1" width. Figure 1 shows a sketch of the tool joint with three sections of hard banding.
Figure 1 – Tool joint sketch with hard banding sections. After application of the first layer (Arnco 100XTTM) of the hard banding on the tool joint, the two weld sections near the pin neck and tube neck were machine ground to the original OD of the tool joint. The middle layer was left as welded to perform additional testing on the first layer of hard banding. After machine grinding, the second layer of hard banding (Postle Duraband® NC) was applied on the two ground sections. After the application of Duraband® NC over Arnco 100XTTM, further testing was performed to check the compatibility of Duraband® NC over Arnco 100XTTM, which is further discussed below. Note that before a re-application layer is applied to a worn layer of known or unknown hardbanding, a thorough visual inspection of the worn surface must be performed to determine the acceptability of the surface condition and whether re-application is possible without removal of the worn layer of hardbanding. The hardbanding supplier should be contacted for re-application inspection criteria and procedures before conducting re-application.
First section Middle section Second section
T H Hill Associates, Inc.
6
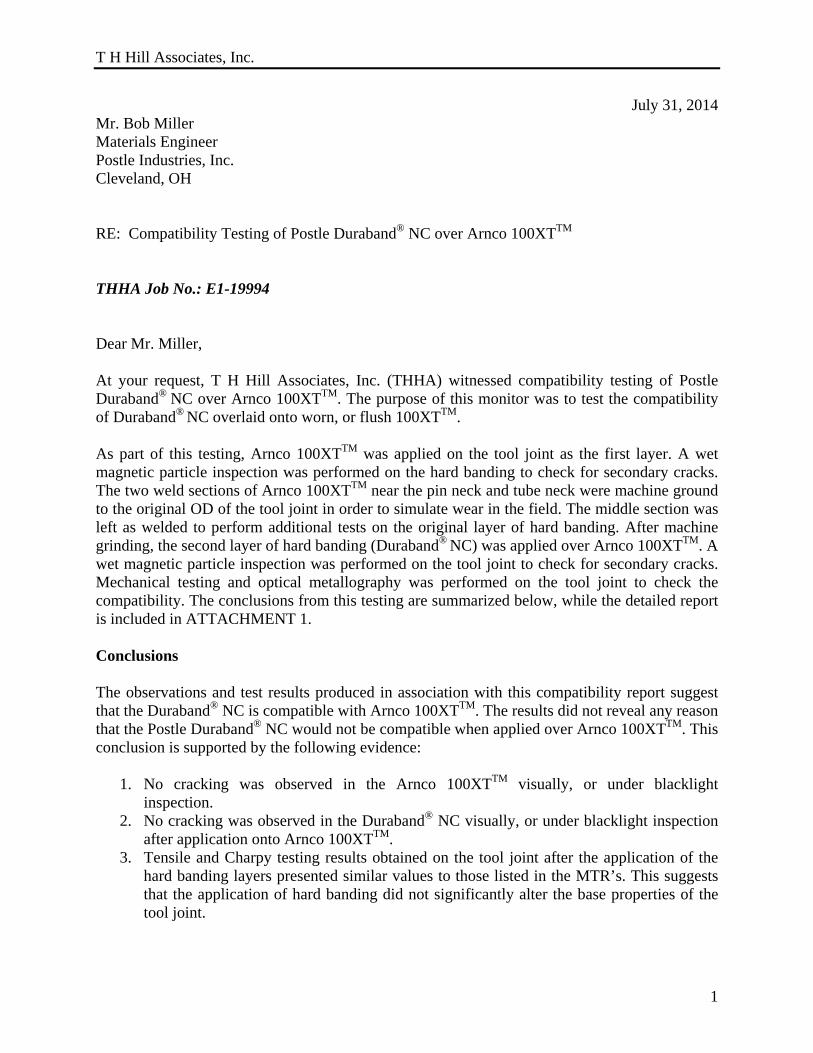
1.2. First layer welding – Arnco 100XTTM Figure 2 shows the condition of the tool joint on which the first layer of hard banding was applied. Figure 3 shows the etched markings on the tool joint. Table 1 lists the dimensions of the tool joint.
Figure 2 – OD condition of the tool joint before welding.
Figure 3 – Etched markings on the tool joint.
Table 1 – Measured Dimensions in inches OD (in) Total length (in) Body length (in)
Sample 6.625 18.75 11
T H Hill Associates, Inc.
7
Figure 4 shows the Arnco 100XTTM wire on the spool ready for welding. Figure 5 shows the shielding gas used for welding the Arnco 100XTTM. Figure 6 shows the flowrate of the shielding gas. Table 2 lists the recommended parameters for the welding of the Arnco 100XTTM provided by Postle. Table 3 lists the parameters used for the welding of Arnco 100XTTM by Knight Oil Tools.
Figure 4 – Arnco 100XTTM wire on the spool for welding on the tool joint.
Figure 5 – Shielding gas used for welding of Arnco 100XTTM.
Figure 6 – Flow rate used for the welding of Arnco 100XTTM.

T H Hill Associates, Inc.
8
Table 2 – Recommended parameters for welding of Arnco 100XTTM DC Power Source Reverse (DCEP) or Straight Polarity (DCEN)
Amperage 240 to 320 Voltage 24 to 32
Shielding Gas Mixture 100% CO2 Flow rate 35 to 40 CFH
Torch Setting Angle 10 to 17º Offset from TDC 3/4" to 1-1/2"
Distance from part 1" to 1-1/8" Oscillation Width 3/4" to 1" Oscillation Speed 45 to 55/min Oscillation Dwell Not Specified
Rotation Speed per Revolution 4-1/8"OD to 8-3/4"OD : 60 to 200 Seconds Preheat Temperature Range for 6-5/8" OD TJ 6-3/8" to 6-5/8" OD: 500° to 550°F
Interpass Temperature (Max Allowed) 850ºF Specified cool-down process Thermal Blanket/Canister or Boxes
Table 3 – Parameters used for welding of Arnco 100XTTM Amperage 300 Voltage 30
Shielding Gas Mixture 100% CO2 Flow rate 40 CFH
Torch Setting Angle 17º Offset from TDC 1"
Distance from part 1-1/8" Oscillation Width 7/8" Oscillation Speed 52/min Oscillation Dwell 0.3 Rotation Speed 163 sec
Preheat Temperature for 1st section 544ºF Interpass Temperature for 1st section 465ºF
Preheat Temperature for middle section 506ºF Interpass Temperature for middle section 477ºF
Preheat Temperature for 2nd section 507ºF Interpass Temperature for 2nd section 462ºF
Specified cool-down process Thermal Blanket
Figure 7 shows the preheating of the tool joint prior to welding the first section of Arnco 100XTTM hardbanding. Figure 8 shows the pre-heating temperature for the first section of hardbanding. Figure 9 shows the interpass temperature for the first section of hardbanding. Figure 10 shows the pre-heating temperature for the middle section of hardbanding. Figure 11 shows the interpass temperature for the middle section of hardbanding. Figure 12 shows the pre-heating temperature for the second section of hardbanding. Figure 13 shows the interpass
T H Hill Associates, Inc.
9
temperature for the second section of hardbanding. Figure 14 shows the amperage and voltage used for the application of Arnco 100XTTM. Figure 15 shows the cool down process after the application of Arnco 100XTTM.
Figure 7 – Pre-heating of the tool joint prior to welding.
Figure 8 – Pre-heating temperature for the first section of hardbanding.

T H Hill Associates, Inc.
10
Figure 9 – Interpass temperature for the first section of hardbanding.
Figure 10 – Pre-heating temperature for the middle section of hardbanding.
Figure 11 – Interpass temperature for the middle section of hardbanding.

T H Hill Associates, Inc.
11
Figure 12 – Pre-heating temperature for the second section of hardbanding.
Figure 13 – Interpass temperature for the second section of hardbanding.

T H Hill Associates, Inc.
12
Figure 14 – Amperage and voltage used for welding.
Figure 15 – Thermal blanket cool down process after application of Arnco 100XTTM. Figure 16 shows the tool joint after welding of the first layer. A visual examination of the hard banding was performed. No visible cracking was observed on the weld beads. Table 4 lists the dimensions of the weld beads.

T H Hill Associates, Inc.
13
Figure 16 – Overall view of the weld beads on the tool joint after welding of Arnco 100XTTM.
Table 4 – Measured Dimensions after welding Arnco 100XTTM in inches Width OD Thickness
1st section
Middle section
2nd section
1st
section Middle section
2nd section
1st
section Middle section
2nd section
3 1‐1/8 3‐1/8 6‐26/32 6‐26/32 6‐26/32 3/32 3/32 3/32 1.3. Blacklight Inspection After First Application A bi-directional blacklight inspection (Wet Fluorescent Active DC-Field Magnetic Particle Inspection) was performed by Accutest labs on the weld beads of Arnco 100XTTM to check if there were any cracks present. No cracking was observed on any of the weld beads of Arnco 100XTTM or in the base material. 1.4. Second layer welding – Postle Duraband® NC The first and second sections (near pin and tube neck) of Arnco 100XTTM weld beads were machine ground to the original OD of the tool joint to simulate field wear. The middle section of the weld was not ground in order to perform additional testing. Figure 17 shows the condition of the tool joint on which the second layer of hard banding was applied. The OD of the tool joint was measured to be 6.625" before welding the Duraband® NC.

T H Hill Associates, Inc.
14
Figure 17 – OD condition of the tool joint before welding the second layer. Figure 18 shows the Duraband® NC wire on the spool ready for welding. Figure 19 shows the shielding gas used for welding the Duraband® NC. Figure 20 shows the flow rate of the shielding gas. Table 2 lists the recommended parameters for the welding of the Duraband® NC. Table 6 lists the parameters used for the welding of Duraband® NC.
Figure 18 – Duraband® NC wire on the spool for welding on the tool joint.

T H Hill Associates, Inc.
15
Figure 19 – Shielding gas used for welding of Duraband® NC.
Figure 20 – Flow rate used for the welding of Duraband® NC.
Table 5 – Recommended parameters for welding of Duraband® NC DC Power Source Reverse (DCEP)
Amperage 300-365 Voltage 26 to 33
Shielding Gas Mixture 98%AR/2%O2 Flow rate 32-37 CFH
Torch Setting Angle 10 to 17º Offset from TDC 3/4" to 1-1/2"
Distance from part 3/4" to 1-1/2" Oscillation Width 3/4" to 1-1/4" Oscillation Speed 60 to 100/min Oscillation Dwell Not Specified
Rotation Speed per Revolution 4-1/8"OD to 8-3/4"OD : 150 to 180 Seconds Preheat Temperature Range for 6-5/8" OD TJ 6-3/8" to 6-7/8" OD: 450° to 550°F
Interpass Temperature (Max Allowed) 850ºF Specified cool-down process Thermal Blanket/Canister or Boxes

T H Hill Associates, Inc.
16
Table 6 – Parameters used for welding of Duraband® NC DC Power Source Reverse (DCEP)
Amperage 360 Voltage 30
Shielding Gas Mixture 98% AR, 2% O2 Flow rate 37 CFH
Torch Setting Angle 13º Offset from TDC 1"
Distance from part 1 1/8" Oscillation Width 7/8" Oscillation Speed 92/min Oscillation Dwell 0.3 Rotation Speed 165 sec
Preheat Temperature for 1st section 475ºF Interpass Temperature for 1st section 644ºF Preheat Temperature for 2nd section 500ºF Interpass Temperature for 2nd section 594ºF
Specified cool-down process Thermal Blanket
Figure 21 shows the pre-heating of the tool joint prior to welding of first section of Duraband® NC. Figure 22 shows the pre-heating temperature for the first section of Duraband® NC. Figure 23 shows the interpass temperature for the first section of Duraband® NC. Figure 24 shows the pre-heating temperature for the second section of Duraband® NC. Figure 25 shows the interpass temperature for the second section of Duraband® NC. Figure 26 shows the amperage and voltage used for the application of Duraband® NC. Figure 27 shows the cool down process after the application of Duraband® NC.
Figure 21 – Pre-heating of the tool joint prior to welding of Duraband® NC.

T H Hill Associates, Inc.
17
Figure 22 – Pre-heating temperature for the first section of hardbanding.
Figure 23 – Interpass temperature for the first section of Duraband® NC.
T H Hill Associates, Inc.
18
Figure 24 – Pre-heating temperature for the second section of Duraband® NC.
Figure 25 – Interpass temperature for the second section of Duraband® NC.

T H Hill Associates, Inc.
19
Figure 26 – Amperage and voltage used for welding of Duraband® NC.
Figure 27 – Thermal blanket cool down process after application of Duraband® NC. A visual examination of the Duraband® NC hard banding was performed after welding. No visible cracking was observed on the weld beads. Table 7 lists the dimensions on the weld beads of Duraband® NC.

T H Hill Associates, Inc.
20
Table 7 – Measured Dimensions after welding Duraband® NC in inches Width OD Thickness
1st
section 2nd section
1st
section 2nd section
1st
section 2nd section
3 2‐7/8 6‐26/32 6‐26/32 3/32 3/32 1.5. Blacklight Inspection After Second Application A bi-directional blacklight inspection (Wet Fluorescent Active DC-Field Magnetic Particle Inspection) was performed by Accutest labs on the weld beads of Duraband® NC to check if there were any cracks present. No cracking was observed on any of the weld beads of Duraband® NC or the base material. 1.6. Material Testing Figure 28 shows a sketch of the samples locations taken for material testing on the tool joint. Figure 29 shows the locations of the material testing samples taken on the welded tool joint. Tensile, Charpy V-notch Impact testing, compression ring and hardness testing were performed on the tool joint after the application of Duraband® NC.
Figure 28 – Sketch showing the material testing sample locations on the tool joint.

T H Hill Associates, Inc.
21
Figure 29 – Material testing sample locations on the tool joint. Tensile and Charpy Testing Accutest labs performed all the mechanical testing on the welded tool joint. The tensile sample was taken at the mid-wall of the tool joint with the gage length located near the three hard banding beads near the pin neck. One set of three longitudinal Charpy samples was taken at the mid-wall of the tool joint with the notch located beneath the three hard banding beads near the pin neck. Table 8 shows the tensile and Charpy V-notch impact testing results. All the properties measured except the Charpy Impact values were similar to the values listed in the MTR’s. The Charpy impact values were slightly lower than the reported values in the MTR’s. However, the lower values observed were not caused by the application of the hard banding as the hardness reading (see hardness testing section) obtained on the sample were relatively uniform. Hence, the application of hard banding layers did not significantly alter the base properties of the tool joint.
Table 8 – Mechanical Test Results for the Tool Joint
Tensile Test (0.2% Offset Method)
Charpy V-Notch Test (-4°F)
Yield Strength
(ksi)
Tensile Strength
(ksi)
Percent Elongation
Single Reading (ft-lbs)
Average Value (ft-lbs)
MTR values 141.5 153.7 17.4 73, 71, 69 71
Sample 135.8 151.2 15.7 58, 57, 58 58
Compression Ring Testing The compression ring was taken from the middle bead of the three-band section near the tube neck. The saw cut faces of the 1" wide compression test ring were ground smooth and then etched with a solution of nitric acid and ethanol to reveal the weld, HAZ and base material. The

T H Hill Associates, Inc.
22
compression ring was then loaded 90º to the axis of the ring. At a load of 22,833 pounds and a deflection of 0.180", the compression ring began to rupture, producing two failure points located 90º to the axis of loading. Figure 30 shows the compression ring after testing. Figure 31 shows the close-up view of the failure point. A visual examination of the compression ring revealed that the hard banding adjacent to the rupture points was still fused to the base material. This suggests that the Postle Duraband® NC is compatible over Arnco 100XTTM.
Figure 30 – Compression ring after testing.
Figure 31 – Close-up view of the rupture point.
Rupture point

T H Hill Associates, Inc.
23
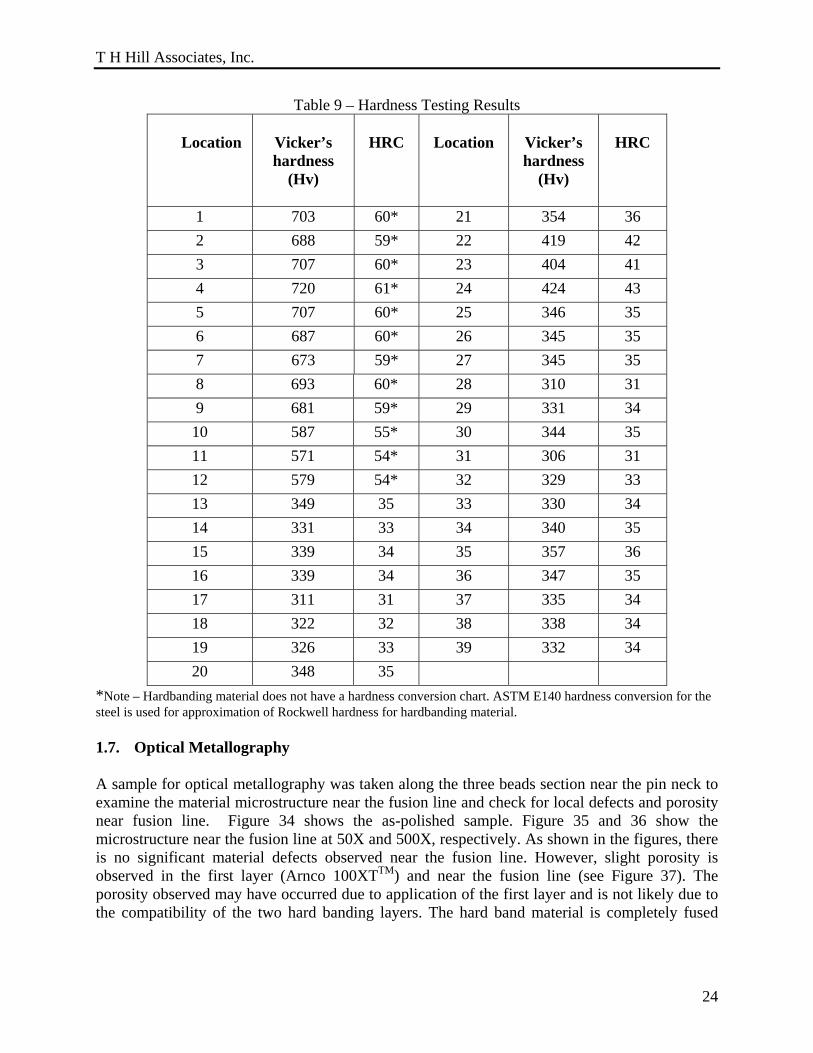
Hardness Testing Vicker’s hardness readings were taken on the hard banding and the base material to check the uniformity of the materials. A 10 kg load and 15 s dwell time were used to perform the hardness testing. Figure 32 shows the hardness sample. As seen in the figure, the three-bead section is the Postle Duraband® NC over Arnco 100XTTM and the single bead is the original Arnco 100XTTM. Figure 33 shows the location of hardness readings taken on the sample. Table 9 presents the hardness survey data. Readings 1 through 12 are taken on the weld material. Readings 13 through 24 are taken in the HAZ region (1 mm from the fusion line). Readings 25 through 36 are taken 1 mm above the bottom of the HAZ layer. Readings 37 through 39 are taken on the base material. The hardness values obtained in the hard banding region are higher than the HAZ and base material as expected. All readings obtained in HAZ region and base material were similar and relatively uniform. Hence, the application of hard banding did not significantly alter the base properties of the tool joint. This suggests that the Postle Duraband® NC is compatible over Arnco 100XTTM.
Figure 32 – Longitudinal sample taken from the tool joint for Vicker’s hardness testing.
Figure 33 – Hardness readings locations.
Re-applied Postle Duraband® NC Original Arnco 100XTTM
T H Hill Associates, Inc.
24
Table 9 – Hardness Testing Results Location
Vicker’s hardness
(Hv)
HRC
Location
Vicker’s hardness
(Hv)
HRC
1 703 60* 21 354 36 2 688 59* 22 419 42 3 707 60* 23 404 41 4 720 61* 24 424 43 5 707 60* 25 346 35 6 687 60* 26 345 35 7 673 59* 27 345 35 8 693 60* 28 310 31 9 681 59* 29 331 34 10 587 55* 30 344 35 11 571 54* 31 306 31 12 579 54* 32 329 33 13 349 35 33 330 34 14 331 33 34 340 35 15 339 34 35 357 36 16 339 34 36 347 35 17 311 31 37 335 34 18 322 32 38 338 34 19 326 33 39 332 34 20 348 35
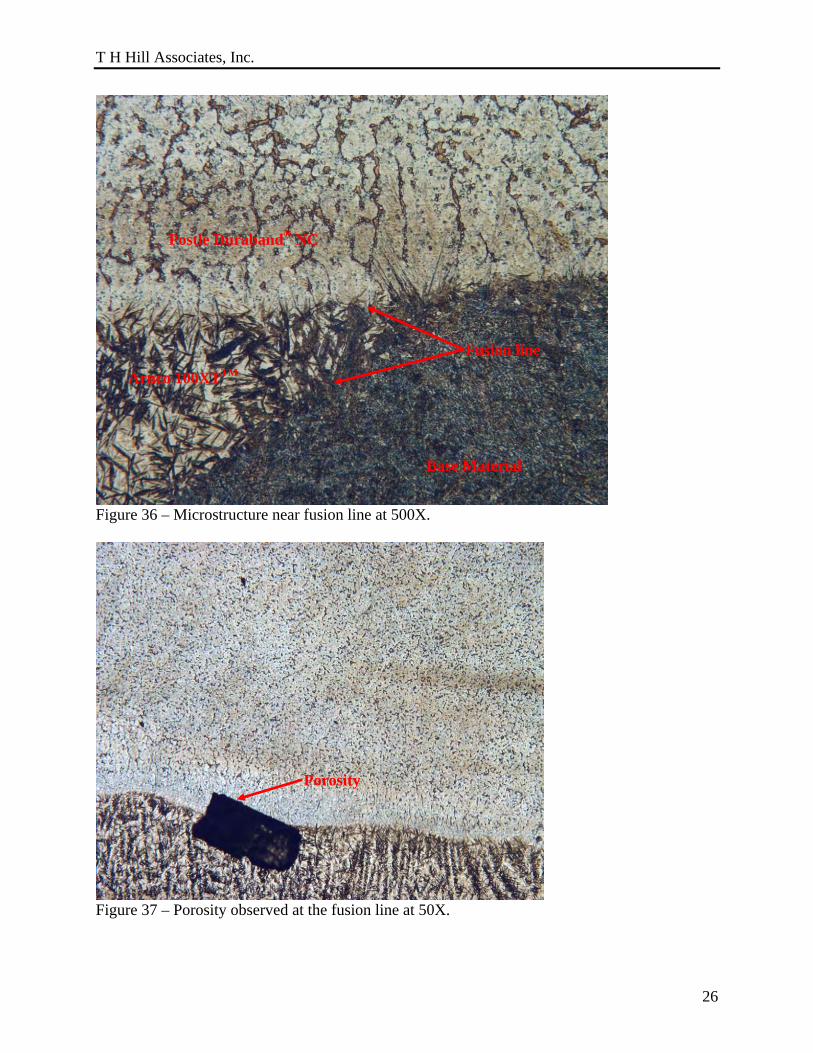
*Note – Hardbanding material does not have a hardness conversion chart. ASTM E140 hardness conversion for the steel is used for approximation of Rockwell hardness for hardbanding material. 1.7. Optical Metallography A sample for optical metallography was taken along the three beads section near the pin neck to examine the material microstructure near the fusion line and check for local defects and porosity near fusion line. Figure 34 shows the as-polished sample. Figure 35 and 36 show the microstructure near the fusion line at 50X and 500X, respectively. As shown in the figures, there is no significant material defects observed near the fusion line. However, slight porosity is observed in the first layer (Arnco 100XTTM) and near the fusion line (see Figure 37). The porosity observed may have occurred due to application of the first layer and is not likely due to the compatibility of the two hard banding layers. The hard band material is completely fused

T H Hill Associates, Inc.
25
with the base material. This suggests that the Postle Duraband® NC is compatible over Arnco 100XTTM.
Figure 34 – As-polished metallography sample.
Figure 35 – Microstructure near fusion line at 50X.
Figures 34 and 35
Arnco 100XTTM
Base Material
Fusion line
Porosity Figure 36
Postle Duraband® NC
T H Hill Associates, Inc.
26
Figure 36 – Microstructure near fusion line at 500X.
Figure 37 – Porosity observed at the fusion line at 50X.
Base Material
Fusion line
Arnco 100XTTM
Postle Duraband® NC
Porosity




![Maverick Energy Services - DATA SHEET 150XT...THE INDUSTRY’S LEADING CASING-FRIENDLY HARDBANDING For more information, please visit us on the Web at: DATA SHEET [ARNCO 150XT TECHNOLOGY]](https://static.fdocuments.us/doc/165x107/60e9af3a68fbcf393221e50e/maverick-energy-services-data-sheet-the-industryas-leading-casing-friendly.jpg)