Comparison Study Between ASME code and EuroNorm … Study Between ASME code and EuroNorm 12952 for...
18
POWERGEN EUROPE 2012 – Koln, Germany Page 1 of 18 Comparison Study Between ASME code and EuroNorm 12952 for HRSG Design By Ir. Pascal Fontaine Tendering Manager CMI Energy [email protected] Av Greiner 1, 4100 Seraing BELGIUM Ir. Robert Bonsang Technical Project Manager CMI Energy [email protected] Av Greiner 1, 4100 Seraing BELGIUM Table of Contents 1. Introduction .....................................................................................................................2 2. Heat exchanger tubes.......................................................................................................3 3. Piping and headers design ...............................................................................................3 4. Piping weights .................................................................................................................4 5. Calculated thickness of ASME versus EN .......................................................................6 6. Piping routing and stress analysis ....................................................................................9 7. Pipe fittings ................................................................................................................... 10 8. Drum design .................................................................................................................. 11 9. Cycling fatigue analysis................................................................................................. 11 10. Valves design............................................................................................................. 13 11. Safety devices ............................................................................................................ 15 12. Pump design .............................................................................................................. 16 13. Quality control of welds ............................................................................................. 16 14. Conclusions ............................................................................................................... 18 15. References ................................................................................................................. 18
-
Upload
phungtuong -
Category
Documents
-
view
334 -
download
14
Transcript of Comparison Study Between ASME code and EuroNorm … Study Between ASME code and EuroNorm 12952 for...

POWERGEN EUROPE 2012 – Koln, Germany Page 1 of 18
Comparison Study Between ASME code and
EuroNorm 12952 for HRSG Design
By
Ir. Pascal Fontaine
Tendering Manager
CMI Energy
Av Greiner 1, 4100 Seraing
BELGIUM
Ir. Robert Bonsang
Technical Project Manager
CMI Energy
Av Greiner 1, 4100 Seraing
BELGIUM
Table of Contents
1. Introduction .....................................................................................................................2 2. Heat exchanger tubes .......................................................................................................3 3. Piping and headers design ...............................................................................................3 4. Piping weights .................................................................................................................4 5. Calculated thickness of ASME versus EN .......................................................................6 6. Piping routing and stress analysis ....................................................................................9 7. Pipe fittings ................................................................................................................... 10 8. Drum design .................................................................................................................. 11 9. Cycling fatigue analysis ................................................................................................. 11 10. Valves design............................................................................................................. 13 11. Safety devices ............................................................................................................ 15 12. Pump design .............................................................................................................. 16 13. Quality control of welds ............................................................................................. 16 14. Conclusions ............................................................................................................... 18 15. References ................................................................................................................. 18

POWERGEN EUROPE 2012 – Koln, Germany Page 2 of 18
1. Introduction In Europe, boilers that are part of Combined Cycle Power Plants, have to be designed
according to an harmonized code as per the mandatory Pressure Equipment Directive
97/23/EC (PED). National design codes are progressively replaced by the EuroNorm 12952
as it is used in Europe and even abroad, even though the ASME code is still prevailing. These
various design codes must be selected according to PED. Recently, CMI has completed a
Heat Recovery Steam Generator for a 400 MW standard block CCPP in France, for which
ASME code was used for the HRSG design. For that project, CMI has conducted an internal
review based on the EuroNorm instead of the ASME code. The purpose of this exercise was
to study and compare advantages and design features of ASME code versus EuroNorm. This
report presents the conclusions of this review, which will be of interest to the European power
market because EuroNorm is more and more prescribed by specification for CCPP.
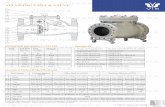
Figure 1 Standard horizontal HRSG, 3 pressure levels and reheater HRSG behind the Siemens SPG 4000F gas turbine.
.

POWERGEN EUROPE 2012 – Koln, Germany Page 3 of 18
2. Heat exchanger tubes
Obviously, thermodynamic rules apply the same way, regardless of the design code applied.
In other words, heating surfaces and the number of tubes required, remain the same should the
boiler be calculated based on ASME code or Euro Norm. The original boiler design totalling
9000 tubes of 22 meters long, for a total heating surfaces of 364267 m².
For this particular project, the original ASME tube selection was as follows: welded tubes for
carbon steel and seamless tubes for alloyed steel. Following our market analysis, it appeared
that welded tubes are not commonly used in case of Euro Norm. Therefore, we selected
seamless tubes throughout for this EN design, as shown in Table 1 below:
Exchanger ASME material
(welded and seamless) EN material (all seamless)
LP,IP economizer and evaporator
SA178A EN 10216-2/P235GH
HP economizer and evaporator
SA178C EN 10216-3/P355NH
LP evaporator SA178A SA213 T11(*)
EN 10216-2/P235GH EN 10216-2/13CrMo4-5
LP , IP superheater SA178A EN 10216-2/P235GH Reheater and HP Superheater
SA213T22(*) SA213T91(*)
EN 10216-2/10CrMo9-10 EN 10216-2/ X10CrMoVNb9-1
(*) seamless Table 1 Finned tubes material used for this particular plant
Following materials selection as per Table 1, and considering a life time of 200000 h for EN,
tubes thickness of finned tubes are the same between codes on LP and IP circuits. However,
the HP circuit is lighter in EN. The weight reduction is as follows: 10.3 t on carbon steel, 5.7 t
on 10CrMo9-10, and 3.2 t on X10CrMoVNb9-1 tubes.
3. Piping and header design
EN10253-2 defines eight series of normalized pipe thicknesses from Series 1 to Series 8.
Similarly, ASME B16.10 defines standard piping schedules, from SCH 20 to SCH 160. Table
2 compares thicknesses of ASME schedules and EN series, and shows that available thickness
is similar in both design codes. For standardisation purpose, CMI uses in-house ‘piping
specifications’, which comprise series of maximum design pressure and temperature. Such
specifications define material selection, pipe normalized thickness, fittings rating of valves

POWERGEN EUROPE 2012 – Koln, Germany Page 4 of 18
and flanges according to diameters. As each main line has its defined piping specifications,
the 3D model used for the isometric generation picks up the correct rating and thickness of all
accessories located in this pipe or connected pipes subject to the same design conditions. CMI
has developed such ‘piping specifications’ adapted for either ASME or EN codes (Table 2).
Series 4 to 8 are comparable to SCH 40 to SCH XXS. These are most usual for piping design.
DIAMETER
mm THICKNESS
Series 2 Series 3 Sch.40 Series 4 Sch.80 Series 5 Sch.120 Series 6 Sch.160 Series7 Sch.XXS Series 8 21,3
26,7(26,9)
33,4(33,7)
42,2(42,4)
48,3 60,3
73(76,1) 88,9
114,3 141,3(139,7)
168,3
2 2,3 2,6 2,6 2,6 2,9 2,9 3,2 3,6 4
4,5
2,6 2,6 3,2 3,6 3,6 3,6 3,6 4,0 4,5 5,0 5,6
2,77 2,87 3,38 3,56 3,68 3,91 5,16 5,49 6,02 6,55 7,11
3,2 3,2 4 4 4 4
4,5 5,6 6,3 6,3 7,1
3,73 3,91 4,55 4,85 5,08 5,54 7,01 7,62 8,56 9,53 10,97
4,0 4,0 4,5 5,0 5,0 5,6 7,1 8,0 8,8
10,0 11,0
11,13 12,7 14,27
4,5 5,6 6,3 6,3 7,1 8
8,8 11
12,5 14,2
4,78 5,56 6,35 6,35 7,14 8,74 9,53 11,13 13,49 15,88 18,26
5,0 5,6 6,3 8,0 8,0 8,8
10,0 11,0 14,2 16,0 17,5
7,47 7,82 9,09 9,70
10,15 11,07 14,02 15,24 17,12 19,05 21,95
7,1 8,0 8,8
10,0 10,0 11,0 14,2 16,0 17,5 20,0 22,2
Sch.20 Sch.STD
Series2 Sch.30 Series 3 Sch.40 Series 4 Sch.60 Series 5 Sch.80 Series 6 Sch.120 Series 7 Sch.160 Series 8 219,1 273
323,8(323,9) 355,6 406,4 457 508 559 610 660 711 762
6,35 6,35 6,35 7,92 7,92 7,92 9,53 9,53 9,53 12,70 12,70 12,70
9,53 9,53 9,53 9,53 9,53 9,53 9,53
6,3 6,3 7,1 8,0 8,8
10,0 10,0 10,0 10,0 10,0 10,0 10,0
7,04 7,80 8,38 9,53 11,13 12,70 12,70 14,27 n.a.
7,1 8,8 8,8
10,0 10,0 11,0 11,0 n.a. 12,5 12,5 12,5 12,5
8,18 9,27 10,31 11,13 12,70 14,27 15,09 n.a.
17,48
8,0 10,0 10,0 12,5 12,5 12,5 12,5 12,5 17,5 17,5 25,0 25,0
10,31 12,70 14,27 15,09 16,66 19,05 20,62 22,23 24,61
12,5 12,5 12,5 16,0 17,5 17,5 17,5 20,0 25,0
12,7 15,09 17,48 19,05 21,44 23,83 26,19 28,58 30,96
16,0 16,0 17,5 20,0 22,2 22,2 25,0 28,0 30,0
18,26 21,44 25,40 27,79 30,96 34,93 38,10 41,28 46,02
17,5 22,2 25,0 28,0 30,0 32,0 36,0 n.a. 45,0
23,01 28,58 33,32 35,71 40,49 45,24 50,01 53,98 59,54
22,2 30,0 32,0 36,0 40,0 45,0 50,0 n.a. 60,0
Table 2 Comparison between ASME schedules and EN Series
4. Piping weights
Weights of large bore piping have been compared between ASME and EN codes. For our
specific case study; total piping weight was 165 t in case of EN, against 157,9 t for ASME.
Looking beyond our specific case study, we have tried to answer whether such 4,9%
difference could be systematic for all projects between ASME and EN code. Going into
details of each pipe section, the answer to this question is clearly negative, as explained on
Figure 3. Please read this graph as follows: each large bore piping is represented by a
rectangle, which height is the weight ratio EN versus ASME. As such, area of each rectangle
is proportional to its corresponding weight. This graph clearly shows that most of the piping
have the same weight between ASME and EN codes (ratio is between 0,95 to 1,05). However,
a limited number of pipes accounts for most differences. Refer to table 3, pipes A, B, C, are
much lighter in EN, while on the other side, X,Y, Z pipes are much heavier in EN. One can
see that Z pipe (RHT outlet pipe) has a weight difference larger than the total difference.

POWERGEN EUROPE 2012 – Koln, Germany Page 5 of 18
Figure 3 Weight ratio’s between ASME and EN codes Ref Designation O.D
mm Thickness
ASME mm
Thickness EN mm
Material ASME
Material EN
Weight difference
(EN-ASME)
A RHT inlet manifold 508 15.09 12.5 SA335P11 13CrMo4-5 -0.4 t B Cold reheat pipe 508 15.09 12.5 SA335P11 13CrMo4-5 - 1.3 t C IP vapo downcomer 273 15.09 12.5 SA106B P265GH - 1.3 t X LP steam pipe 457 9.53 12.5 SA106B P265GH + 2.5 t Y RHT21 outlet 610 30.96 45 SA335P22 10CrMo9-10 + 2.1 t Z RHT21 outlet pipe 610 30.96 45 SA335P22 10CrMo9-10 + 8.9 t
Table 3 Pipes featuring the most important weight differences
Table 4 gives weight differences of these 6 pipes without normalized thickness. Difference
becomes less than 0,5%, which proves that piping weight is mostly related to Series applied.
Ref Designation O.D. Calculated
thickness ASME
Calculated thickness
EN
Weight difference (EN –ASME)
A RHT inlet manifold 508 10.05 8.69 -0.22 t B Cold reheat pipe 508 10.05 8.69 -0.69 t C IP vapo downcomer 273 4.70 4.59 -0.06 t X LP steam pipe 457 2.12 2.24 +0.09 t Y RHT21 outlet manifold 610 26.35 28.91 + 0.45 t Z RHT21 outlet pipe 610 26.35 28.91 + 1.18 t
Table 4 Weight differences with calculated thicknesses

POWERGEN EUROPE 2012 – Koln, Germany Page 6 of 18
5. Calculated thickness of ASME versus EN
Let us compare the EN design stress versus the Maximum Allowable Stress of ASME. Except
for carbon steel between 240 and 400°C, and in high temperature ranges, the Maximum
Allowable Stress (M.A.S.) according to ASME is usually lower than the design stress
according to EN. The formula’s used to calculate the thickness do not really compensate this
difference:
EN Formula ASME Formula Thickness = (P * D ) / (2* f + P )
Thickness = (P * D ) / (2* MAS + 2 * Y * P )
P is the calculation pressure
D is the outside diameter
f is the design stress
P is the design pressure
MAS is the Maximum Allowable Stress
Y is a coefficient varying from 0.4 to 0.7 according to
temperature (0.4 for t<=480°C,0.5 for <t=510°C, and
0.7 for t>=540°C, linearly interpolated)
The formula’s output are identical when Y =0.5; meaning at 510°C. Below 480°C, the
formula’s lead to the same thicknesses when MAS-f = 0.1 P, and above 540°C, when MAS-f
= - 0.2 P. Even at high pressure (110 bar g), it means MAS-f= 1.1 and -2.2 MPa respectively.
This is negligible compared to the design stresses admitted.
Figure 4

POWERGEN EUROPE 2012 – Koln, Germany Page 7 of 18
Figure 5
Figure 6

POWERGEN EUROPE 2012 – Koln, Germany Page 8 of 18
Figure 7 Globally, calculated thicknesses can be summarized as indicated in Table 5 here below: Material Useful zone Pipes thinner
with EN Pipes thinner with ASME
SA106B or EN10216-2/P265GH
100°C/400°C 100°C/240°C 240°C/400°C
SA335P11 or EN10216-2/13CrMo4-5
300°C/525°C 300°C/525°C n.a.
SA335P22 or EN10216-2/10CrMo9-10
400°C/570°C 400°C/540°C 540°C/570°C
SA335P91 or EN10216-2/X10CrMoVNb91
500°C/600°C 500°C/600°C n.a.
Table 5 Comparison of calculated pipe thicknesses
Considering that temperatures of pipes connected to LP, IP and HP drums are 188°C, 250°C,
and 342°C respectively, and that those of the steam lines are 260°C,580°C, and 582°C, we
can see that pipes are sometimes heavier in EN, and sometimes heavier in ASME code.
For HP superheaters and reheater made of P91 material, we note that thicknesses are lower in
EN compared to ASME Code, which is beneficial for cycling stress and material fatigue.

POWERGEN EUROPE 2012 – Koln, Germany Page 9 of 18
6. Piping routing and stress analysis
The pipe stress analysis, according to EN 13480-3, considers two sustained cases, including
either the normal snow, or the normal wind. While, ASME code considers one sustained case
with neither snow nor wind. Moreover, EN considers separately exceptional wind, and
exceptional snow, defined as 1.75 times the normal wind and the normal snow. This can result
in additional or sturdier guiding supports, or possibly additional hangers.
The design code does not much influence pipe routings, except possibly for piping around
control valves. Control valve suppliers, which are usually working according to ASME code,
proposes valves which are straight in-line type. Other suppliers, which are usually working
according to DIN standards, usually offer control valves based on angle or Z types, even if
they can propose sometimes straight in-line type also. This can lead to very different pipe
routings, as shown on Figure 8. That has little impact on the pipe length and weight, but this
can hold the designer at the early project phase, as the valve supplier is not selected yet, and
no detailed drawings are available.
Fig. 8 Comparison of pipe routing including control valves
HP feedwater control valve relocated in pipe routing from in-line (ASME), to angle (EN) configuration

POWERGEN EUROPE 2012 – Koln, Germany Page 10 of 18
7. Pipe fittings
Regarding pipe fittings, there is a big difference between ASME and EN codes because:
- EN 12952-3 does not allow socket welding above 20 bar G or 350°C. Even if socket
could still be use on the LP circuit, CMI decided to apply full penetration weld for all
welds.
- ASME code proposes standardized fittings (such as “sockolets” and “weldolets”),
which do not exist in EN code. Reinforced nozzles, used for lateral connections, such
as vents, drains or instruments, must be designed specifically.
CMI has developed a catalog of EN fittings, based on butt weld ends (Figure 9), to be
manufactured according to specific design conditions and drawings. This applied solution is
more expensive than ASME standard fittings ‘out of the shelf’, but this is necessary for piping
design according to EN code. Otherwise reinforcement pads must be used locally.
Fig. 9 Example of fitting to be manufactured For low pressure carbon steel piping, we have identified that some fittings can be up to 10
times more expensive to source in EN. However, for high pressure alloyed steel piping like
P91, prices of fitting are comparable.

POWERGEN EUROPE 2012 – Koln, Germany Page 11 of 18
8. Drum design For this particular project, the HP drum was manufactured in SA302 GrB material, resulting
in a calculated drum thickness of 114 mm. For the EN version of this boiler, CMI selected the
material EN 10028-2/15NiCuMoNb5-6-4. Currently, this material has no equivalent in
ASMEI. Although more expensive, it is more resistant. The calculated thickness was only 75
mm in EN, instead of 114 mm in ASME. It is to be noted that this material is well known by
CMI, as its DIN equivalent has been used for numerous HP drums fabricated in CMI
workshops. Also, this EN 10028-2/15NiCuMoNb5-6-4 requires special welding procedure.
Regarding IP and LP drums, plate thicknesses were the same, as material selected was EN
10028-2/P295GH equivalent to SA516 Gr70. Also, let us note that EN 12952-7 requests that
the internal side of the shell must remain visible for inspection. Consequently, the standard
design of drum internals was adapted.
9. Cycling fatigue analysis
ASME I considers continuous operation at design conditions, but it does not mandate
assessment for fatigue analysis. Even though the boiler is designed according to ASME code,
CMI typically uses EN code to make its cycling fatigue analysis. The allowable number of
cycle is calculated as per the Euro Norm EN 12952-3 (Fig. 10). Practically, cold, warm and
hot cycle stress numbers are considered as per plant cyclic service informed by specification.
Other stress cycles can also be accounted, such as partial cycle when the first unit is started on
a 2-2-1 arrangement, or even Low Cycle Fatigue (LCF) due to attemperation in operation.
Then, the Palmgren-Miner Linear cumulative fatigue damage theory (also known as “The
Miner’s Rule”) is used to account each of those fractions of cumulative fatigue damage.
Application of the norm shows that a cold start is up to 20 times more damaging than a warm
start, and that the stress range resulting from a hot start is typically below the fatigue limit and
not contributing to the total fatigue damage (except for the damaging quenching issue). The
fatigue damage is very sensitive to stress range because of its logarithmic nature (see the
double logarithmic scale of Fig. 11). A small variation in stress amplitude largely impacts the
corresponding number of cycles. Fatigue calculation does not precisely establish the line
between a crack and a no-crack initiation, but it is rather a statistical probability of crack
occurrence under a certain number of cycles Na, with the corresponding stress amplitude fa,
representing a percentage of risk of failure.

POWERGEN EUROPE 2012 – Koln, Germany Page 12 of 18
The sensitivity and the probabilistic nature of fatigue results in an uncertainty in fatigue
lifetime analysis. Some uncertainties come from simplified the Stress Induced Factors.
Compared to the former TRD301 German code, from which this EN part is derived largely,
finite element analysis can be used to determine SIF. Euro Norm appears to be less
conservative than its former TRD 301.
Fig.10 Wöhler curve from EN 12952-3 showing material fatigue for symmetric stress range (amplitude fa) versus allowable number of cycles Na for various material tensile strength Rm.
Fig. 11 Application of EN 12952-3 for determination of acceptable HP drum gradients.

POWERGEN EUROPE 2012 – Koln, Germany Page 13 of 18
EN fatigue analysis is applied to thick HP drum walls, to outlet headers of reheater and HP
superheater. An interesting point is the ramp rate variation versus operating pressure (Fig.
11): as pressure increases, the allowable pressure ramp rate also increases. As noted, the
allowable gradient can be optimized as pressure is building up. These calculated
temperature/time gradients are converted into pressure/time gradients as these are more
accessible and controllable parameters during transients. This feature is used to optimize the
start-up by applying progressive pressure ramp rates (Fig. 12), which allows optimisation of
the overall boiler start-up time, without consuming any extra lifetime of the boiler. Such
progressive pressure gradients are implemented into the plant DCS as set points applied on
the HP steam turbine by-pass valve.
10. Valve design
Regarding the on-off valves, EN12516 proposes two methods for valve selection:
- a tabulation method similar to ASME B16.34 from the ASME code, or
- a calculation method similar to DIN 3840, for which the designer must calculate the
wall thickness.
Fig. 12 Optimized pressure gradients set points resulting from application of EN 12952-3

POWERGEN EUROPE 2012 – Koln, Germany Page 14 of 18
Table 6 shows a typical table which can be found in the tabulation method. Ratings are noted
as Bxx (similar to PNxx in DIN), or as CLxxx (similar to ANSI). Ratings can be standard or
special ratings, and materials are presented by groups (Table 6 features group 1C1).
Some groups are specially devoted to ASTM materials, and some other groups are devoted to
EN materials. As the EN12516-1 gives wall thicknesses close to those of ASME B16.34, it is
easy for valves suppliers to switch from ASME to EN codes.
Table 6 Typical table from EN12516-1
EN give much more flexibility in valve selection than ASME code does. As an example, there
are up to four different body lengths for each valve. In practice, the valve manufacturer selects
one of the allowed lengths, as available. As the valve suppliers will be selected in due course
of project execution, isometric pipe drawings are initially drawn with the maximum valve
lengths, in order to avoid interferences. Once valves are ordered, isometric drawings are
updated, and the requested pipe material is checked to avoid any shortage for pipe spools.

POWERGEN EUROPE 2012 – Koln, Germany Page 15 of 18
11. Safety devices
While ASME code relies only on spring loaded safety valves as safety devices on each
circuits, EN propose several safety systems for pressure relief, mostly grouped as follows:
- based on safety valves, which can either be spring loaded (similar to ASME), or
assisted, or supplementary loaded , or pilot operated.
- without safety valves, using a Controlled Safety Pressure Relief System (CSPRS).
Safety devices are categorized as follows in EN:
• Spring loaded safety valves (type similar to ASME code).
• Assisted safety valves can be lifted by means of a ‘powered assistance mechanism’,
but it can work also properly without such assistance. The purpose of this mechanism
is to limit overpressures, and allow to slightly increase the closing time in case of risk
of valve chattering.
• Supplementary loaded safety valves have an additional force increasing the sealing
force. This is designed in a way that if it is not released, the safety valve will reach the
certified capacity at a pressure not greater than 1.1 times of the maximum allowable
pressure of the boiler.
• Pilot operated safety valves are operated by the fluid discharged from a pilot valve
which is itself a direct loaded safety valve.
• CSPRS is a safety system consisting in an assisted valve combined with control units
(Figure 13).
When using one of the three first safety valve types, at least 75% of the required discharge
capacity must be on drum and the rest at superheater outlet; when using the pilot operated
safety valves or CSPRS, at least 25% of this capacity must be on the drum, or even 0% if at
least one pressure signal is transmitted to the control unit from the drum. This means that the
HP safety relief valves can be replaced by a secured steam by-pass between HP circuit and
cold reheat line. This design is quite common with the DIN design, and expected by German
plant operators. It has the advantage of removing safety valves on the HP drum and HP
superheater, but needs a secured bypass, with a local sophisticated hydraulic enclosure. As the
assumption of failure in the supply of desuperheating water must be considered, the design of
the cold reheat line must include the possibility of temporary high temperature.

POWERGEN EUROPE 2012 – Koln, Germany Page 16 of 18
Fig. 13 Safety devices as per Euro Norms
12. Pump design
Pumps are designed according to EN 5199, and the design code used for the HRSG has no
influence on pump design. Concerning the flow and the head of the feedwater pumps, the EN
12952-7 mentions two points of design, similar to those of German TRD. But, it also states
that these margins do not need to be met if two water level limiters cut off the heating, should
water level falls below the lowest permissible drum water level. HRSGs are always designed
with these monitoring and conditions either based ASME or EN codes. However, EN code
requires independent level switches on drums, in additional to ASME requirements. Apart
from these mentioned adaptations above, PIDs are not impacted otherwise by codes.
13. Quality control of welds
On this particular project case study, the horizontal HRSG heat exchangers comprise 18000
welded tube-to-header connections, 670 circumferential tube-to-tube welds, and 1000 welds
on piping. Although it is not the purpose of this paper to review all differences in quality
controls between ASME and EN, we have tried to highlight the most of them in table below.
Although EN is usually slightly more stringent than ASME, it is to be noted that CMI has
already requested additional controls beyond ASME code, similar to EN requirements.

POWERGEN EUROPE 2012 – Koln, Germany Page 17 of 18
Type of connection EN requirements ASME requirements Heat exchangers: Tube to header( tube thk<5 mm) Tube to tube (thickness<5 mm and diam.<65 mm)
As tube diam. are < 80 mm: 10% MT ( 10% PT acceptable for groups 1,2,5 and 8) 10% UT or RT
No requirement No requirement ( but CMI req.: 10% RT or UT )
Piping circumferential butt weld (typical examples): -LP feedwater to drum (downstream of c.v.) -LP evapo downcomer -LP live steam pipe -RHT live steam pipe -HP feedwater pipe (downstream of c.v.) -HP evapo downcomer -HP live steam pipe
88.9 x 5.6 (13 CrMo4.5) 10%(RT or UT) 273 x10 100%(MT or PT) + 10%(RT or UT) 457 x 12.5 100%(MT or PT) + 10%(RT or UT) 610 x 25(X10CrMoVNb9-1) (EN12952) 100% MT + 100% UT) 219.1 x 22.2 100%(MT or PT) + 10%(RT or UT) 355.6 x 36 100%(MT or PT) + 10%(RT or UT) 323.9 x 32(X10CrMoVNb9-1) ( EN12952) 100% MT + 100% UT
88.9x5.49 (SA335P11) No requirement 273 x 9.27 No requirement 457 x 9.53(ASME B31.1) No requirement 610 x 24.61(SA335P91) (ASME B31.1) 100% UT or RT 219.1 x 23.01 (ASME B31.1) No requirement 355.6 x 35.71 100%(UT or RT) 323.8 x 33.2 (SA335P91) (ASME B31.1) 100%(RT or UT)
Drums: -Longitudinal and circumferential welds: -Pressure connection welds:
100% MT + 100% (UT or RT) -e>25 (full penetration ): 100% MT (+100% UT if dia>142mm ) -15<e<25(full penetration ): 100% MT (+10% UT if dia>142mm ) -e<15 : 10%MT
100% (UT or RT) ( CMI requirement : 100% (MT or PT) ) No requirement (But CMI requirement: 100% (MT or PT), and if e>13 and full penetration : + 100% UT)
( but CMI req. 100% MT for P91/X10CrMoVNb9-1 and 10% MT for other materials; and 10% UT for checking of full penetration welds, limited to alloy steel of HP circuit)

POWERGEN EUROPE 2012 – Koln, Germany Page 18 of 18
14. Conclusions
Following this detailed comparison study on a recent HRSG design, we can conclude that the
most significant differences between EN and ASME design codes are as follows:
1. Both EN and ASME codes resulted in similar pressure parts and piping weights.
2. Compared to ASME code, EN allows to calculate pressure parts in more details. EN
provide therefore further possibilities for boiler optimisation. In particular, finite
element analysis is more broadly used on EN.
3. Compared to ASME, the HP drum thickness is much lower on EN. As such, pressure
gradients and cycling capabilities of EN boilers are enhanced compared to ASME.
4. Euro Norm shows that allowable pressure gradient varies with pressure. Therefore,
boiler start-up time can be optimized without consuming fatigue lifetime by using
progressive pressure gradients. This interesting feature, derived directly from a fatigue
analysis, is used by CMI on a standard basis even for ASME boiler
5. Unlike ASME code, EN allows to use by-pass systems as safety devices, giving more
plant operation flexibility, while saving safety valves and associated costs.
6. Unlike ASME, EN fittings must be designed and manufactured for specific pipe cases.
7. Valves sourcing for EN code is more difficult than ASME, because numerous valve
suppliers are not yet ready to supply valves according to EN. Consequently, EN valves
are more expensive than ASME valves.
Compared to ASME code, and based on the same boiler performances, the EN design is
currently about 3% more expensive, and the project planning is extended by about 2 months
longer. However, this difference tends to reduce. EN is a more sophisticated code, which
allows further design optimisation, and providing greater flexibility in plant operation.
As HRSG designer, CMI can design and supply equally according to either ASME or EN.
15. References
[1] Euro Norm NBN EN 12952, February 2002 ‘Water-tube boilers and auxiliary installations, design and calculation for pressure parts’
[2] ASME Boiler and Pressure Vessel Code Section I and Section VIII, Rules for construction of Pressure Vessels, ASME, New York , 2001 Edition , 2002 Addenda
[3] TRD 301 Code, April 1979, ‘Zylinderschalen unter innerem Uberdruck’
[4] HRSG optimization for cycling duty based on Euro Norm EN 12952-3, Power Gen 2007, Jean-François Galopin and Pascal Fontaine