COMPARISON OF CONSTANT RETORT TEMPERATURE AND …
135
COMPARISON OF CONSTANT RETORT TEMPERATURE AND VARIABLE RETORT TEMPERATURE THERMAL PROCESSES FOR QUALITY IMPROVEMENT OR COST REDUCTION OF CONDUCTION-HEATED CANNED FOODS By BOB YONGSHENG XIANG B. Sc. in Ag., Southwest Agricultural University, P. R. China, 1987 A THESIS SUBMITTED IN PARTIAL FULFILLMENT OF THE REQUIREMENT FOR THE DEGREE OF MASTER OF SCIENCE In THE FACULTY OF GRADUATE STUDIES (Food Science Program) We accept this thesis as conforming to the required standard THE UNIVERSITY OF BRITISH COLUMBIA NOVEMBER 2003 © Bob Yongsheng Xiang, 2003
Transcript of COMPARISON OF CONSTANT RETORT TEMPERATURE AND …

C O M P A R I S O N OF CONSTANT RETORT T E M P E R A T U R E AND VARIABLE RETORT T E M P E R A T U R E THERMAL P R O C E S S E S FOR QUALITY
IMPROVEMENT OR C O S T REDUCTION OF CONDUCTION-HEATED C A N N E D FOODS
By
BOB Y O N G S H E N G XIANG
B. Sc. in Ag., Southwest Agricultural University, P. R. China, 1987
A THESIS SUBMITTED IN PARTIAL FULFILLMENT OF THE REQUIREMENT FOR THE D E G R E E OF
MASTER OF SCIENCE
In
THE FACULTY OF G R A D U A T E STUDIES
(Food Science Program)
We accept this thesis as conforming to the required standard
THE UNIVERSITY OF BRITISH COLUMBIA
N O V E M B E R 2003
© Bob Yongsheng Xiang, 2003

In presenting this thesis in partial fulfillment of the requirement for an advanced
degree at the University of British Columbia, I agree that the Library shall make it
freely available for reference and study. I further agree that permission for
extensive copying of this thesis for scholarly purposes may be granted by the
head of my department or by his or his representatives. It is understood that
copying or publication of this thesis for financial gain shall not be allowed without
my written permission.
Food, Nutrition and Health Program
The University Of British Columbia
6650 NW Marine Drive
Vancouver, B C
V6T 1Z4
Date

-ii-
ABSTRACT Almost all commercial retort processes for canned foods use constant retort
temperature (CRT) process. However, variable retort temperature (VRT)
process, as one of the potential technologies to improve both the economy and
quality of some canned foods, has been receiving increasing attention. The
VRT process has been shown to be very promising in this regard, especially in
improving food quality and reducing process time. The surface color is an
important quality attribute of canned foods. Discoloration and browning of
canned foods are the results of various reactions, including Maillard reaction.
Heat treatment affects the surface color of canned foods. Surface color
changes measured by HunterLab are used to predict both chemical and quality
changes in canned foods.
In this study I examined the surface color change characteristics of macaroni
and cheese (MC). Surface color change of M C followed first order reactions
and D values of the surface color change and z value of the surface color
change were measured. This study evaluated the application of the "Retort"
program and the random centroid optimization (RCO) program for modeling and
optimization of VRT thermal processing for conduction-heated foods. This
study tested whether canned macaroni and cheese (MC) surface quality would
be improved or process times decreased by using the optimal V R T process as
compared with the optimal CRT process. From this study, I concluded that the
optimal VRT process was superior. It improved the surface quality (i.e.,
reduced the surface cook value by 8.9-11.2 %) or reduced the process time by
23.6-34.2 % compared with the optimal C R T process.

-III-
T A B L E O F C O N T E N T S
Page
Abstract ii
Table of Contents iii
List of Tables vi
List of Figures ix
Acknowledgements xi
C H A P T E R I 1
C H A P T E R II L ITERATURE REVIEW 4
2. 1. Color Measurement 4
2 .2 . Color Change With Heat Treatment 5
A. Maillard Reaction 5
B. Color Change in Canned Foods 8
C. Thermal Kinetics of Color Change of Foods 9
2. 3. Thermal Processing of Canned Foods 10
A. Goals of Thermal Processing for Canned Foods 10
B. Processing Media of Canned Foods 11
C. Optimization Sterilization of Canned Foods 12
D. Temperature Measurement and Heat Penetration Tests 12
E. Process Determination 13
F. The Improved General Method and Sterilization Value (F0) 14
2. 4. C R T Process and VRT Process 17
A. Definition of the C R T and VRT processes 17
B. Retort Program 19
C. R C O Program 20
D. Computer Simulation of the C R T and VRT Processes 27
E. Estimation of Rho (Fraction of Sterilization Value) 27
2. 5 Quality of the Thermally Processed Canned Foods 28
A. Basic Consideration for Canned Foods 28

-iv-
B. Effect of Canned Size 29
C. Effect of Processing Temperature 30
D. Surface Quality for Canned Foods 31
E. Goals of This Research Project 31
C H A P T E R III EXPERIMENTAL METHODS 33
3. 1. Sample Preparation 33
3. 2. Surface Color Change of MC with Heat Treatment 34
3 .3. Surface Color Measurement of MC 35
3. 4. Heat Penetration Test 35
3. 5. Determination of Sterilization Value (F0) 36
3. 6. Retort Program 36
3. 7. R C O Program 38
3. 8. Confirmation of the Results for the C R T and VRT Processes
in an Actual Steam Retort 40
C H A P T E R IV R E S U L T S AND DISSCUSSION 42
4. 1. Surface Color Changes of MC 42
4 .2 . D Values and z Value of MC 50
4. 3. Heat Penetration Parameters 55
4. 4. Comparison of Can Center Temperatures by Retort Program
and Retort Experiment 57
4. 5. Rho, Retort Temperature and Unaccomplished Temperature 59
4. 6. Surface Cook Values of the C R T and VRT Processes 62
4. 7. Process Times of the C R T and VRT Processes 81
4. 8. Compare the Results of the C R T and VRT Processes for MC 97
4. 9. Confirmation of the Optimum C R T and VRT Processes in an
Actual Steam Retort 103
A. Confirmation of Sterilization Value (F0) 103
B. Confirmation of Surface Cook Values and Surface Color
Parameters 105

-V-
C. Confirmation of the Surface Cook Values of MC 107
C H A P T E R V CONCLUSIONS 109
APPENDIX A. Terminology and Abbreviations 111
APPENDIX B. Processing Conditions for Computer Simulation Model 114
R E F E R E N C E S 116
BIBLIOGRAPHY 124

-vi-
LIST OF TABLES Page
Table 1. Processing conditions of retort experiment for MC
307 x 409 cans 41
Table 2. D values at different heat temperatures (°C) 51
Table 3. The average heating rate index and the average cooling rate
index for MC obtained during process determination work
work in three process runs (12 cans) 56
Table 4. The C R T processes at different surface z values in term
of surface cook value (Fs) with the same F0=6 min 63
Table 5. Optimization experiments to minimize Fs with Pt < 124.8
min and 5.9 < F 0 < 6.1 min (z= 28 C°), the best result
was the bold value (F s = 56.2 min) 66
Table 6. Optimization experiments to minimize F s with P t < 148.1
min and 5.9 < F 0 < 6.1 min (z= 24 C°), the best result
was the bold value (F s = 50.4 min) 68
Table 7. Optimization experiments to minimize F s with P t < 148.1
min and 5.9 < F 0 < 6.1 min (z= 26 C°), the best result
was the bold value (F s = 53.6 min) 70
Table 8. Optimization experiments to minimize F s with P t < 124.8
min and 5.9 < F 0 < 6.1 min (z= 30 C°), the best result
was the bold value (F s = 59.6 min) 72
Table 9. Optimization experiments to minimize F s with P t < 124.8
min and 5.9 < F 0 < 6.1 min (z= 32 C°), the best result
was the bold value (F s = 61.2 min) 74
Table 10. Comparison of the optimum VRT processes with minimum F s
and P t in term of different z values 77

-VII-
Table 11. Comparison of F s of MC for the optimum C R T and VRT
processes in terms of different z values (F S ) min) 80
Table 12. Optimization experiments for VRT processes to minimize
P t with F s < 63.2 min and 5.9 < F 0 < 6.1 min (z=28 C°),
the best result was the bold value (P t = 95.3 min) 82
Table 13. Optimization experiments for VRT processes to minimize
P t with F s < 56.1 min and 5.9 < F 0 < 6.1 min (z=24 C°),
the best result was the bold value (P t = 106.9 min) 84
Table 14. Optimization experiments for VRT processes to minimize
P t with F s < 59.8 min and 5.9 < F 0 < 6.1 min (z=26 C°),
the best result was the bold value (P t =97.5 min) 86
Table 15. Optimization experiments for VRT processes to minimize
P t with F s < 66.1 min and 5.9 < F 0 < 6.1 min (z=30 C°),
the best result was the bold value (P t = 88.2 min) 88
Table 16. Optimization experiments for VRT processes to minimize
P t with F s < 68.9 min and 5.9 < F 0 < 6.1 min (z=32 C°),
the the best result was the bold value (P t = 87.5 min) 90
Table 17. Comparison of the optimum VRT processes with minimum P t
and F s in term of different z values 93
Table 18. Comparison of P t for the optimum C R T and VRT processes
in terms of different surface z values 96
Table 19. The optimum C R T and VRT processes of M C (z=28 C°)
In term of the minimum surface cook value and the
minimum process time 102
Table 20. Sterilization values (F0) for MC with three process
runs for each treatment and calculations done using
improved general method 104
Table 21. The surface color parameters of MC in terms of the
different C R T and VRT processes (confirming experimental

-VIII-
results) 106
Table 22. Comparison of surface cook values (Fs) of MC in terms
of computer simulation and retort experiments (three
process runs for 8-10 cans, based on the sterilization
value F 0 of 6.0 min) 108

-ix-
LIST OF FIGURES Page
Figure 1. Reference TDT curve, where F=1 and z=18 Fo
(Durance, 1995) 15
Figure 2. Comparison of retort temperature histories of
Conduction-heated canned foods with the C R T and
VRT processes (Durance, 1997) 18
Figure 3. The simplified flow diagram of R C O procedure 24
Figure 4. A comprehensive operation chart of R C O
program (Nakai et al., 1999) 26
Figure 5. Simplified flow diagram of the Retort program procedure 37
Figure 6. Effect of heating time and heating temperature on the
surface color L values 43
Figure 7. Effect of heating time and heating temperature on the
surface color a values 44
Figure 8. Effect of heating time and heating temperature on the
surface color b values 45
Figure 9. Surface color parameters (L, a and b) changes with the
heating time (hr) at heating temperature 100 °C 48
Figure 10. Surface color difference versus heating time (hr) at
heating temperature 100 °C 49
Figure 11. Effect of heating time on the log L value of MC at
different heating temperatures (80, 100, 110,
120 and 125 °C) 53
Figure 12. Effect of heat temperature on the Log D values of MC 54
Figure 13. Comparison of the can center temperature histories of
MC (retort experiment and Rretort Program) 58
Figure 14. The relationship of Rho and final unaccomplished
temperature (g) 60

-X-
Figure 15. The relationship of Rho and retort temperature 61
Figure 16. The C R T processes at different z values in terms of surface
cook values (Fs) 64
Figure 17. The optimum VRT processes to yield the minimum
F s of MC in terms of different z values 78
Figure 18. The optimum VRT processes to yield the minimum
P t of MC in terms of different z values 94
Figure 19. The optimum C R T and VRT processes for the minimum surface
cook values. RT and T c indicated retort temperature and
can center temperature for the respective C R T and VRT
computer simulations 98
Figure 20. The optimum CRT and VRT processes for the minimum process
time. RT and T c indicated retort temperature and
can center temperature for the respective C R T and VRT
computer simulations 100

-xi-
ACKNOWLEDGEMENTS The author wishes to express his gratitude to Dr. Tim Durance, research
supervisor for his encouragement, support and guidance throughout the course
of this research project. He wishes to thank the members of the research
committee: Dr. Christine Seaman, Dr. Victor Lo and Dr. Gary Sandberg for their
advice during the research phase of this project and in the review of this
manuscript.
Special thanks are extended to Mr. Jinglie Dou for his help with the Random
Centroid Optimization (RCO) program of this project and the use of the R C O
program that he, together with Dr. S. Nakai, had written; to Mr. Sherman Yee
and Ms. Val Skura for their assistance with the surface color measurement and
laboratory equipment; to Ms. Brenda Barker for her all assistance for my thesis
writing, printing and committee meeting and more; to Ms. Parastoo Yaghmaee
for her advice on the operation of retort. The help provided by several other
students and staff within the Food, Nutrition and Health Program of the Faculty
of Agricultural Sciences at UBC during the course of the research is greatly
appreciated.
In addition, I would like to thank my dear wife, Manna Ma. She gave me much
more support, encouragement and love when I study at UBC. I also would like
to thank my adorable, little daughter, Esther Xiang and she gave me more love,
happiness and enjoyment. I cannot finish my study without her help, support
and love. Finally, many thanks for my parents, my brothers and sisters, my
father-in-law, mother-in-law for believing in me. God Bless them all.

1
CHAPTER I
INTRODUCTION
Food industry is pressed with the need to provide foods that are safe, nutritious and
convenient at competitive prices. In the last decade, various studies have been
carried out for quality optimization of thermally processed foods. Computer
simulation has made this possible since the kinetics of microorganisms and quality
factors, and physics of conduction heat transfer are very well understood and can be
described with mathematical models (Sablani et al., 1995). Optimization of the
sterilization process is based on the fact that thermal inactivation of microorganisms
is much more temperature dependent than quality factors (Lund, 1977). Teixeira et
al. (1969) were probably the first to use computer simulations for quality optimization.
Now several researchers have used such models for predicting optimal conditions for
thermal processing of foods (Ohlsson, 1980; Silva et al., 1992; Hendrickx et al., 1990,
1993; Durance et al., 1997).
The first goal in designing a sterilization process is to achieve a reduction in the
number of undesirable microorganisms, leading to a safe product with increased
shelf life. Because of the applied heat treatment a concomitant decrease in the
quality attributes (essential nutrients, color, flavor, texture and so on) is observed
(Lund 1982). Conduction-heated foods have a slow rate of heat transfer. Very high
temperatures will cause severe thermal degradation of the food near the surface long
before the food at the center of the container has risen in temperature. On the other
hand, a relatively low retort temperature will cause great quality losses because of
the long time it will take to obtain commercial sterility. Consequently, there is an
optimum time-temperature relationship that will minimize the quality losses while still
providing a microbiologically safe food (Ohlsson, 1980).
The optimum constant retort temperature (CRT) processes have been calculated for
the case of optimization of surface quality of canned foods (Hendrickx et al., 1990;

2
Banga et al., 1991). The use of recent optimization techniques to solve the problem
of finding the optimal retort profile for the optimization of surface retention (Banga et
al., 1991) leads to the conclusion that the use of variable retort temperature (VRT)
processes represents a valuable policy. An appreciable increase in the surface
quality retention (20%), over the optimal CRT processes could be achieved. A
considerable reduction in the process time could also be achieved using the VRT
processes. These conclusions were based on a limited number of case studies
(Noronha et al., 1993; 1996b, Durance et al., 1997).
Most of the available work on optimization of thermal processes considers the
calculation of the optimum CRT processes. Several authors have investigated the
use of the VRT processes. When maximization of mass average quality was
considered, there was no significant improvement in the use of optimum VRT
processes compared with the optimum CRT processes (Banga et al., 1991).
However when the optimization of surface quality retention is considered, substantial
increases in quality retention and decreases in the process time could be achieved
using the optimum VRT processes, as compared with the optimum C R T processes
(Banga et al., 1991; Noronha et al., 1996a). Banga et al. (1991) indicated that
surface quality was improved by up to 20% under the optimum VRT process and that
the process time could be reduced by up to 16.5% compared with the optimum CRT
process. Noronha et al. (1996b) demonstrated that the optimal VRT processes
allowed a significant reduction in the surface cook value (22%) or the process time
(26%) without reduction of the quality compared to the optimum C R T processes.
Almonnacd et al. (1993) also obtained the conclusions that a change from the C R T
processes to the VRT processes increased canning capacity by 20 to 50%.
Conventional thermal processes, that is constant retort temperature (CRT)
processes, have been widely studied for a variety of optimization purposes. Almost
all commercial retort processes for canned foods use constant retort temperature
(CRT) processes. However, variable retort temperature (VRT) process, as one of
the potential technologies to improve both the economy and quality of some canned
foods, has been receiving increasing attention (Durance, 1997). Some researchers

3
have focused on optimization of some objective functions, such as surface quality,
process time and energy conservation. The VRT process has been shown to be
very promising in this regard, especially in improving food quality and reducing
process time (Chen and Ramaswamy, 2002b).
The surface color is an important quality attribute of foods. This is due to the
reactionship among color, flavor and aroma of food products. Discoloration and
browning of canned foods are the results of various reactions, including Maillard
reaction (Cornwell and Wrolstad, 1981). Heating temperature and heating time both
affect the surface color of canned foods. Surface color changes measured by
tristimulus reflectance colorimetry may be used to predict both chemical and quality
changes in a food (Little, 1976).
Durance et al. (1997) reported a study using a finite difference model program (Retort
Program) and random-centroid optimization (RCO) program (Dou et al. 1993) to
optimize the optimum VRT processes to treat canned salmon by specific small can
size (307 x 115 cans) and got good results. Durance et al. (1997) concluded that
the best VRT process decreased process time (16%) and the thiamine losses from
19.6 % to 16.8 % which maintained equal F 0 and surface quality compared with the
best C R T process. Chen and Ramaswamy (2002) used the small cans (111 x 306
cans) to evaluate the optimum CRT and VRT processes to affect on the surface
quality or process time by using coupled neural networks and genetic algorithms.
But no one has used the Retort program and R C O program to select the VRT
processes to the canned foods in bigger cans. Also no one reported research about
surface color change of canned foods and used the surface color change index to
decide the best sterilization process.
The aim of this project was to study the surface color change of conduction-heated
canned foods and use this knowledge to choose the optimum thermal sterilization
processes. This study evaluated the application of the Retort program and R C O for
modeling and optimization of the CRT and VRT thermal processes for conduction-
heated foods.

4
CHAPTER II
LITERATURE REVIEW
2 . 1 . Color Measurement
Color measurement is a critical objective quality parameter that can be used for the
following applications: as a quality index measurement of processed foods for use in
quality control documentation and communication; for determination of conformity of
food quality to specifications; and for analysis of quality changes as a result of food
processing, storage and other factors (Giese, 2000).
The color measurements can be used in an indirect way to estimate quality changes
of foods, since they are simpler and faster than chemical analysis. HunterLab color
parameters (L, a and b) have previously proven to be valuable in describing visual
color deterioration and providing useful information for quality control of canned
foods, such as pear puree (Ibarz et al., 1999). Of course, the measurement of
brown color is one of the most common analytical methods used to study the effects
of food composition, storage environment and packaging system on the non-
enzymatic reaction of foods (Palombo et al., 1984).
For objective color measurement of foods, color scales are used to measure color
and color differences. Color is often defined using three-dimensional color scales
that describe the different components of color. Light reflected from a colored object
is composed of a light or dark component in addition to a red or green and a blue or
yellow component. HunterLab measures the degree of lightness or blackness (L),
the degree of redness or greenness (a), and the degree of yellowness or blueness
(b). Sometimes only one specific dimension of color is needed to determine the
quality of a product. For example, Lightness (L) was used to monitor the formation
of the Maillard reaction products (MRPs)(Bates et al., 1998). As pH and temperature
increased, the L value decreased and the samples became darker. In the tomato
industry, the color red is the color by which the quality of the product is evaluated. A

5
set of indices has been derived to measure or score tomato ketchup, sauce, juice,
paste, and puree for the degree of redness (Mabon, 1993).
Color is one of the three major quality attributes of food along with flavor and texture.
However, if the color is unattractive, a consumer may never get to judge the other
two quality attributes (Francis, 1991). Color is among the most important quality
attributes of canned foods or dehydrated foods for consumers (Driscoll and
Madamba, 1994). Color change in canned foods during manufacturing and storage
is of vital interest to the food industry, because the first quality judgment made by a
consumer on a food at the point of sale is its visual appearance. Appearance
analyses of foods, color, taste, odor and texture are used in the maintenance of food
quality throughout and at the end of processing (Avila and Silva, 1999; Lopez at al.,
1997; Maskan et al., 2002). The color of food products can be specified by three co
ordinates in the color space that can be obtained directly with a tristimulus
colorimeter. A variety of color scales are used to describe color. Those most often
used in the food industry include the HunterLab system, the CIELab system and the
Munsell control solid (Giese, 2000). The HunterLab system is the most frequently
used scale to measure the color of food products (Hutchings, 1994). The HunterLab
systems decide the L, a, b color coordinates. The L coordinate measures the value
or lightness of a color and ranges from black at 0 to white at 100. The a coordinate
measures red when positive and green when negative. The b coordinate measures
yellow when positive and blue when negative (Chen et al., 1999).
2. 2. Color Change with Heat Treatment
A. Maillard Reaction
The Maillard reaction is a type of non-enzymatic browning reaction that involves the
reaction of carbonyl compounds, especially reducing sugars, with compounds that
possess a free amino group, such as amino acids and proteins. The reaction
products are significant in foods because they are responsible for flavor and color
changes, which may be desirable or undesirable depending on the type of foods
(Ames, 1990).

6
Non-enzymatic browning reactions between amino acids and reducing sugars are the
basics of the Maillard reaction, which take place in thermally processed foods. The
Maillard reaction results in the formation of complex mixtures of colored and colorless
reaction products, which range from flavor volatiles to melanoidins, a series of brown
pigments with high molecular weights. Brown pigment formation is desired during
some types of food processing (baking, cocoa and coffee roasting, cooking of meat),
while it is absolutely undesirable in other technologies (milk drying, thermal
treatments for the stabilization of milk, fruit juices and tomatoes). The Maillard
reaction often has negative consequences not only on the sensory characteristics of
foods (color changes and volatile compound formations), but also on the nutritional
value (amino acid and protein unavailability for human metabolism) (Lerici et al.,
1990).
When food is cooked, the Maillard reaction plays an important role in improving the
appearance and taste of foods. Maillard reaction is related to aroma, taste and
color, particularly in traditional processes such as roasting of coffee and coco beans,
the baking of bread and cakes, the toasting of cereals, the cooking of meat, the
sterilization of canned foods (Martins et al., 2001). The Maillard reaction also plays
an important role in the production of undesirable flavor compounds, and in the
development of browning color during thermal processing (Palombo et al., 1984).
Various factors are responsible for changing the color during processing of food
products. These include Maillard and enzymatic browning and process conditions,
such as pH, acidity, packaging materials and duration and temperature of storage
(Ahmed and Shivhare, 2001).
The Maillard reaction is largely responsible for the roasted, toasted, or caramel-like
aromas, as well as the development of browning color in protein and carbohydrate
rich foods following a thermal treatment (Nursten, 1986). Because of the inherent
complexity of many food systems, such as coffee, much of the work on the Maillard
reaction has been accomplished in simple Maillard reaction model systems of
individual amino acids and reducing sugars or lipids (Friedman, 1996; Namiki, 1988).
The Maillard reaction occurs nonenzymatically in foods between reducing sugars and

7
available amino groups during thermal processing and home cooking operations.
The Maillard reaction is influenced by many factors such as temperature, time, pH,
water activity (aw), and reactants (Wijewickreme et al., 1997).
Maillard reactions include those involving reducing sugars, aldehydes, and ketones
with amines amino acids, peptides, and proteins. In food, the normal reactants are
reducing sugars and amino acids. Reactions can be divided into three phases. The
early phase consists of defined chemical reactions without browning. The second
phase consists of many reactions involving the formation of volatile or soluble
substances. The final phase consists of reactions leading to the production of
insoluble browning polymers. Most chemical changes that occur during
caramelization also occur in Maillard browning. Many reactions that take place in
pure sugars only at very high temperatures occur at lower temperatures once they
have reacted with amino acids (Mauron, 1981). Maillard browning can be found in
three different areas of food manufacture. It has a traditional use in the development
of aromas and flavors in roasting, baking and cooking; it is used deliberately to
engineer flavors in non-traditional foods; and it occurs as an undesirable byproduct of
food processing, affecting color or flavor, or both (Buckholz et al., 1980).
The Maillard reaction is of considerable importance to food companies. In particular,
pasta industries need more knowledge to control browning during processing; in fact,
pasta color is generally considered as one of the major components of quality
(Fogliano et al., 1999). The Maillard reaction produces a multitude of small
molecular weight intermediates, collectively referred to as Maillard reaction products
(MRPs), and high molecular weight polymeric compounds known as melanoidins.
Melanoidins were isolated from different model systems consisting of a single amino
acid and carbohydrate (Fogliano et al., 1999).
The typical brown color formed by Maillard reaction is due to chromophores, which
have been widely studied in different model systems. In a gluten-glucose model
system, colored low molecular weight molecules became entrapped in the high
molecular weight polymers formed by gluten proteins (Fogliano et al. 1999). In a

8
casein-sugar model system, it is established that color formation is mainly due to the
formation of protein oligomers mediated by chromophoric substructures derived from
carbohydrates. In different model systems, the Maillard reactions are different and
they produce different Maillard reaction products (MRP). Thus the food product will
have different color changes with different heat treatments (Hofmann, 1998).
A number of kinetic studies have been carried out on the Maillard reaction. Two
approaches with respect to Maillard reaction kinetic studies have been proposed in
the literature. The first approach focuses on the rate of browning, and the other
relates to the rate of loss of sugar and amino acids (Xing, 2002). Baisier and Labuza
(1992) reported that although the overall kinetics of Maillard reaction are more
complex than the individual loss of sugar or amino acids, the initial stage of the
reaction follows pseudo-first order kinetics. After the initial first order period, the
loss of reactants tapers off into a phase with little reactant disappearance (no loss
period), which can be explained by means of steady state kinetics (Baisier and
Labuza, 1990)
B. Color Change in Canned Foods The time-temperature combinations used in canning have a substantial effect on
most naturally occurring pigments in canned foods. For example, in meats the red
oxymyoglobin pigment is converted to brown metmyoglobin and purplish myoglobin is
converted to red-brown myohaemichromogen. Maillard browning and caramelisation
also contribute to the color of sterilized meats. However, this is an acceptable
change in cooked meats. In fruits and vegetables, chlorophyll is converted to
pheophytin, carotenoids are isomerized from 5, 6-epoxides to less intensely colored
5, 8-epoxides, and anthocyanins are degraded to brown pigments. In sterilized milk
slight color changes are due to caramelization, Maillard browning and changes in the
reflectivity of casein micelles (Fellows, 1998). In pasta industry, pasta color is
generally considered as one of the major components of quality. Consumers like an
amber-yellow color while an intense brown tone causes a decrease of the
commercial pasta value (Fogliano et al., 1999).

9
The heat treatment of foods rich in reducing sugars and free amino acids results in
the production of MRPs . Therefore, heat treatments such as frying, baking, broiling,
stewing and thermal processing have an integral role in the quality of browning which
in turn will influence the sensory, color and nutritional compositions of the foods
(Xing, 2002). In a macaroni and cheese system, it contains sugars, proteins and
amino acids. Through heat treatment, MC could take place the Maillard reaction.
The sugars and amino acids of the MC will change their compositions and new
compounds are produced. MC will have different color changes with the Maillard
reaction.
C. Thermal Kinetics of Color Change of Foods Food color changes can be associated with its heat treatment history. Various
reactions such as pigment destruction (carotenoids and chlorophylls) and non-
enzymatic browning (Maillard) reactions affect the color of foods during blanching of
fruits and vegetables and during the heat processing to canned foods (Cornwell and
Wrolstad, 1981). The retention of total color can be used as a quality indicator to
evaluate the extent of color deterioration during thermal processing (Shin and
Bhowmik, 1995). Several researchers have published work on modeling of thermal
degradation kinetics of color in the temperature range of sterilization conditions. The
majority of the published work reported first order or zero order degradation reaction
kinetics (Avila and Silva, 1999).
The kinetics of color change in food products is a complex phenomenon, and
dependent on models to predict experimental color change. Experimental studies
and application of various simplified models to represent the behavior are required.
Several authors studied the color kinetics of food materials during thermal processing
in terms of changes in Hunter tristimulus color values L, a and b (Berry, 1998;
Weemaes et al., 1999). To optimize the thermal process of a food, it is important to
determine the kinetic parameters (reaction order, reaction rate constant, and
activation energy) for color change (Weemaes et al., 1999). Hence, if the kinetics of
color change are determined and the order of color change is established, the total

10
color can be used to evaluate quality of food product during thermal processing
(Ahmed and Shivhare, 2001).
Calculating and predicting a quality indicator in food systems involves development of
a mathematical model during processing (Samaniego-Esguerra et al., 1991). A
quality indicator such as color is usually modeled using a general reaction rate
equation:
dC/dt = k C n (1)
Where C is the measured HunterLab color value (L, a, b) of the product, C 0 is the
measured HunterLab color value at zero time, t is the heating time (min) and k is the
reaction rate constant (per min). The order of a chemical reaction is generally zero
or first order (Ozdemir and Devres, 2000). The Maillard reaction in foods is
generally first-order or zero-order reactions (Driscoll and Madamba, 1994; Chen and
Ramaswamy, 2002a). The results of Ahmed et al., (2000) and Shin and Bhowmik
(1995) indicated that color degradation during thermal processing of chilli puree
followed first order reaction kinetics.
2. 3. Thermal Processing of Canned Foods
A. Goals of Thermal Processing for Canned Foods
Heat sterilization of foods is a preservative technique that aims to obtain a safe
product with a long shelf life and is based on the application of suitable time-
temperature conditions to thermally inactivate microorganisms, spores and enzymes
(Maesmans et al., 1990). The recommended sterilization processes are not
designed to kill all microorganisms in canned foods. In canned food sterilization, the
main concern of the canning industry is to prevent the growth of Clostridium
botulinum, the food poisoning bacterium capable of producing a highly lethal toxin
(Lopez, 1981).
Where
Forn>1 , C / C 0 = (1 + (n-1) kt) 1 / ( 1 " n )
For n = 1 (first-order), C = C 0 exp (-kt)
For n = 0 (zero-order), C = C 0 - kt
• •(2)
(3)
..(4)

11
Clostridium botulinum is the most heat-resistant, anaerobic, spore-forming pathogen
that can grow in low-acid canned foods, and consequently its destruction is the
criterion for successful heat processing of this canned food (Lund, 1991). A
sterilization process that assures the destruction of Clostridium botulinum usually
also kills all other microorganisms capable of producing canned food spoilage under
normal conditions of canned food handling and storage (Lopez, 1981).
The thermal processing of canned foods is one of the most widely used methods of
preservation in the twentieth century (Teixeira and Tucker, 1997). The concept of
thermal processing is based on heating of canned foods for a certain length of time to
obtain a safe product complying with public health standards. The thermal
processing is based on established time-temperature profiles. Associated with
thermal processing is always some degradation of heat-sensitive quality factors that
is undesirable. Since much demand is on safe and shelf-stable food products along
with a high quality attributes, processing schedules are designed to keep the process
time to the required minimum (Afaghi and Ramaswamy, 2001). The differences in
the temperature-sensitivity between the rate constants of destruction of
microorganisms and those of quality factors, such as color, flavor, texture and
nutrients, allow the choice of an appropriate heating process that minimizes the
degradation of quality factors while still achieving the necessary destruction of
undesirable microorganisms (Noronha et al., 1996b).
B. Processing Media of Canned Foods The processor wishes to provide the consumer with a safe product, and within
economic constraints, one exhibiting the maximum possible retention of quality
attributes (Durance, 1995). Different heating mediums are used to optimize the
retorting of different forms of food and types of packaging. In the food industry, there
are three kinds of heating media, which have been used for processing of filled
containers in retorts: steam, water immersion/overpressure systems and steam/air
mixtures. In general, steam is used for cans and is the most popular heating
medium and is used in many retort designs. Steam is easily manufactured,
regulated and held for immediate use, the steam pressure within the retort helps to

12
counterbalance the pressure in the can. Steam produces large amounts of latent
heat available to heat the food (Durance, 1995).
C. Optimum Sterilization of Canned Foods In commercial heat sterilization of canned foods, the cans have been heated in a
retort at certain conditions of temperature and time. Much attention has been given
to maximizing quality retention for a specified reduction in undesirable
microorganisms during sterilization (Terajima and Nonaka, 1996).
Quality optimization is possible because the degradation kinetics of quality is much
less temperature-sensitive than the kinetics of microorganism destruction (Lund,
1977). More researchers have optimized sterilization of canned foods in terms of
quality retention (Lund, 1982, Holdsworth, 1985, Silva et al., 1993). Teixeira et al.
(1969) calculated the optimum retort temperature for cylindrical cans using thiamine
retention as optimization criteria.
It is necessary to obtain an optimal compromise with regards to quality and
consistency (Hildenbrand, 1980). Now more techniques such as computer
simulation, expert systems, on-line monitoring and semi-automatic control systems
are used in the food industry to optimize sterilization process and allow canned foods
have a long shelf life with a minimum quality loss (Ramesh, 1995).
D. Temperature Measurement and Heat Penetration Tests
Data obtained from heat penetration tests conducted on containers of foods during
processing can be used to calculate the process time required for that product.
Temperature measurements are made at the slowest heating spot (cold spot) in the
filled container. Procedures for conducting such heat penetration tests have been
described by Bee and Park (1978).
Obtaining accurate data regarding the heating and cooling of the food in a container
is extremely important if an accurate time and temperature for product sterilization is
to be determined. The results of a heat penetration test are experimentally derived

13
heating and cooling curves. The type of curve obtained is dependent on the kind of
product involved. Parameters obtained from the data plot are dependent on the
manner in which data are plotted. Generally, factors influencing rate of heat
penetration are retort temperature, size and shape of a container, fill-in weight,
thermal properties of the food, initial product temperature and heating medium
(Downing, 1996).
In cans, Ecklund Type-T rigid thermocouples (O. F. Ecklund Inc., Cape Coral, FL,
USA) have been the primary means used to obtain temperature measurements for
heat penetration work (Bee and Park, 1978). Thermocouples are preferable to
thermometers in measuring temperature changes because of the physical properties
of canned foods. To insert the thermocouple into a can, a hole is cut in the sidewall
of the can. Thermocouples are placed in the cold spot of a can. A gasket
receptacle is placed through the hole, and screwed in place. The thermocouple with
the receptacle adaptor is inserted, and then the can filled and closed. For
conduction-heated foods, the cold spot is the geometric center of the can. The
thermocouples are also placed outside the cans to monitor the retort temperature
(T r). The temperature of each thermocouple is measured at set intervals of time
(every 60 seconds). These temperatures are collected with a data logger, and then
presented in a standard manner (Durance, 1995). (Terminology and abbreviations
in thermal processing are presented in Appendix A.)
E. Process Determination
The process time required to sterilize a canned food is influenced by the heat
resistance of microorganisms or enzymes in the foods, the heating conditions, the pH
of the food, the size of the container and the physical state of the food. It is also
necessary to have information about both the heat resistance of microorganisms,
particularly heat resistance spores, or enzymes that are likely to be present and the
rate of heat penetration into the food (Fellows, 1998).
The main objective of thermal process calculations is to determine the process time
for achieving a pre-selected process lethality or making heat treatment sufficient to

14
destroy expected spoilage organisms or evaluating the lethality of a given process
(Afaghi and Ramaswamy, 2001). The sterilization value of a process is generally
expressed as the F 0 value which is equivalent to the number of minutes required to
destroy a specified number of Clostridium botulinum spores at 121.1 °C (250 °F)
when z value equals 10 C 0 (18 F°) (Downing, 1996).
F. The Improved General Method and Sterilization Value (F0) The Improved General Method is the most accurate method for a given experimental
condition, as it makes use of real time-temperature data for process calculations
(Afaghi et al., 2001). However, this method provides little flexibility in allowing
mathematical determination of process changes when variations in conditions occur.
A general rule of thumb is that a process should have a total lethality three times F to
insure a safe process for a low acid canned food (Durance, 1995).
Lethality can be derived from the graph in Figure 1 in the following manner:
AY/AX= Iogt-Iog1/T-250 (5)
Log t - l og 1/(T-250) =-1/z (6)
Log (1/t) = T-250/18 (7) 1 / t = 1 0 ( T - 2 5 0 ) / 1 8 ( 8 )
L = "lethal rate" = 1/t (9) L _ 1 Q (T-250)/18 _ 1 Q (T-121.1)/10 ^
Accumulated Lethality (F0)= £ Lx At (11)
Where At = time interval over which L is considered constant.
The lethality of the Improved General Method is a special case, based on the unit
(the decimal death time (TDT)) curve where z = 10 C° (18 F°) and the reference
temperature =121.1 °C (250 °F). It is given the symbol F 0 (with units of time). The
reference TDT curve can be used to construct a "lethality" curve from any heat
penetration curve. Thus, we are no longer dependent on the knowledge of the TDT
of any organism. We can determine the F value of any process and compare it to
the F value of any other process and thus tell which of the two is more effective. If
F 0 is 6.0 min, then the entire thermal process is equivalent in terms of lethality to 6.0
minutes at 121.1 °C for any microorganisms with a z =10 C° (Durance, 1995).

15
1C0
10
(T.t)
J2 V . « -u u> OS O
Q
(250°, 1)
0.1 2 2 0 Temperature (*F)
- 18 F 3
250
l i l i l l i f l i
Figure 1. Reference TDT curve, where F=1 and z = 18 F°
(Durance, 1995)

16
After time and temperature data for a given product in a given can have been
obtained by heat penetration studies, these data may be analyzed by the general
method. The Improved General Method is used to measure the exact sterilization
value of a process when such conditions as come-up time, cooling water temperature
or the holding time after processing but before water-cooling are different from
normal retort procedures. Time and temperature data during the cooling cycle as
well as the heating cycle must be recorded in order to use the general method
(Downing, 1996).
The accumulative lethality method, in which the time-temperature data from heat
penetration test is analyzed for determining process lethality, is the most accurate
method possible (Stumbo, 1973). In developing a process schedule, a specific
target lethality value for the product must be known and heat penetration tests
performed with thermocouples installed in the center point of the cans. The test
product must be adjusted to an initial temperature normally encountered during
commercial production. The retort temperature used for the heat penetration test
must be no higher than the retort temperature intended for use during commercial
production. The process time can be increased by calculation over the test process
time if additional process lethality is required (Spinak and Wiley, 1982).
The target sterilization value F 0 depends on the expected number of spores and the
medium where the spores are processed. For example, products higher in acid or
salt will require a less severe heat process. The number of organisms is also
important. Mushrooms and pet food have high concentrations of spores, while baby
food spore counts are lower. The typical target F 0 for canned mushrooms and pet
food ranges from 10 to 18 minutes, while baby food may have a F 0 of 3 to 7 minutes
(Durance, 1995). However, the food composition of canned foods can dramatically
influence the survival of spores, target F 0 should preferably be determined
individually for each type of product. For a new product, the target F 0 is based on
previously established processes for similar products (Durance, 1995). The
sterilization value (F) at the coldest point in container assures a minimum sterility in
all points of the foods; therefore this is the most adequate criterion (Silva et al., 1993)

17
2. 4. Constant Retort Temperature (CRT) Process and Variable Retort
Temperature (VRT) Process
A. Definition of the CRT and VRT processes C R T process is defined as the process which includes a come-up time (the time
needed for the initial retort temperature to rise to the prescribed retort temperature,
for example, 119 or 121 °C), a holding time at constant heating temperature, cooling
time with cooling water. The come-up time includes the vent time plus the time for
the retort to reach the prescribed retort temperature after the vent is closed. Process
time (P t) of a C R T process is defined as holding time not including vent time or
cooling time. A VRT process is defined as a process which includes a come-up
time, Until retort temperature reaches 104 °C; a variable temperature period in which
retort temperature changes with the heating time and cooling time. Like the CRT
process, the process time (P t) of a VRT process does not include come-up time or
cooling time (Durance et al., 1997).
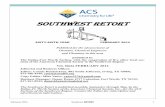
Durance (1997) compared the difference of the CRT and VRT processes. Figure 2
shows the difference of the typical CRT and VRT processes. This Figure shows that
their retort temperatures are different. For the CRT process, the retort temperature
is constant from vent time (about 6 minutes) until the steam turns off. For the VRT
process, the retort temperature was variable from about 104 to 130 °C after vent time
(from initial retort temperature to 104 °C). Often, the process time of the VRT
process is shorter than that of CRT process with the same sterilization value.

18
140.00
120.00
O 100.00
3 80.00 re o. E 60.00 0)
-2 40.00
20.00
o.oo
n Retort temp. (CRT)
Retort temp. (VRT)
i r ~i r
0 20 40 60 80 100 120 140 160 Heating time (min)
Figure 2. Comparison of retort temperature histories of
conduction-heated canned foods with the C R T
and VRT processes (Durance, 1997)

19
B. Retort Program Finite difference models of heat transfer into packaged food have been successfully
applied in optimization and control (Teixeira et al, 1969; Teixeira and Tucker, 1997;
Durance et al., 1997). The main feature of this model is the prediction of the
temperature profile based on the governing heat transfer equations of packaged food
products. A finite difference model requires several input data related to the food
product and system such as thermal diffusivity of the food product, heat transfer
coefficient of the heating and cooling medium, and processing conditions. When
these conditions are known, time-temperature data at any specific location of the
product can be obtained by solving the appropriate governing equations. Because
of its ability to provide accurate time-temperature history, this model has largely
replaced the need to carry out experiments for routine data gathering when the
boundary conditions are well defined (Afaghi et al., 2001). However, actual heat
penetration experiments are still a regulatory requirement for determination of
commercial food sterilization process.
A finite difference model is based on a numerical solution of unsteady state heat
transfer, providing transient temperature distribution throughout the container. At the
beginning of the process time, all the interior points of the cylinder are set to the initial
temperature of the product, while the temperature at the surface is set at the retort
temperature. With a known set of initial conditions, these equations are solved at
each time interval. The new temperature distribution at the end of each time interval
is used to set the initial conditions for the following time interval. This procedure is
continued for a pre-determined process time, during which the temperature profile of
product is computed. The same procedure is applied for cooling of the product by
changing the ambient temperature to cooling water temperature and continuing the
calculation process (Afaghi et al., 2001).
The objective of any heat-transfer analysis is to predict heat flow or the temperature
that results from a specified heat flow. During commercial sterilization, the heat
transfer within the can was estimated with a two-dimensional finite difference model

20
(Sandberg, 1991; Sandberg et al. 1994). Average thermal diffusivity (a) of the food
material was calculated as follows:
a = (0.398) / [ fh (1 / r2 + 0.427 / b 2 ) ] (12)
Where fh is the average heating rate index determined in a retort trial, r is the radius
of the can and b is the half-height of the can. The thermal diffusivity of the heating
side and that of cooling side may be different and the authors used a factor to adjust
the thermal diffusivity of the cooling side of thermal process. This model controlled
initial retort temperature, retort temperature, cooling water temperature, initial product
temperature and final product temperature. Surface heat transfer coefficients for
heating and cooling were 10,000 and 800 W/m 2 °K, respectively. Steam-off
condition was based on the sterilization value (F 0) at the time of steam-off. Output
included temperature histories at the surface of the can and the center-point of the
can, as well as sterilization value (F 0) at the end of cooling and the accumulated
surface cook value (F s) at the end of cooling and the process time (Durance et al.,
1997).
The product temperature was assumed to be uniform throughout the can at the
beginning of the cook. Heat penetration measurements were used for comparison
with the model only if the measured center point initial temperature was < 1 °C from
the nominal initial temperature. A perfect thermal contact at the surface of the
container was also assumed, in an attempt to simplify the model. Lastly, due to the
large temperature difference between the interior of the container and the saturated
steam environment of the retort, the convective boundary condition was ignored at
the container surface and was set at retort temperature at the beginning of the
process (Sandberg et al., 1994).
C. RCO Program Since Morgan and Deming (1974) applied simplex optimization for selection of
analytical conditions, this method has become one of the most popular optimization
techniques in chemistry. This optimization technique can accommodate nonlinear
equations to predict response values by including a subroutine; however, it is
incapable of handling constraints with exception of a boundary constraint (Nakai,

21
1981). Vazquez-Arteaga (1990) modified the Complex (constrained simplex)
technique of Box (1965) for application to meat formulation. The method (Forplex)
searches for the best quality within an acceptable cost range, in contrast to least-cost
formulation. Equations to predict quality parameters were derived as functions of the
ingredient composition through small-scale experiments for frankfurter preparation.
Forplex was superior to least-cost formulation as it could obtain quality parameter
values, closer to the values for desirable product than those obtained by least-cost
formulation (Dou et al., 1993).
In addition to the incapability of handling constraints, simplex optimization suffers
from the following shortcoming: 1. quick loss of efficiency during optimization and 2.
difficulty in homing-in on the global optimization. Random centroid optimization was
established in UBC food science (Nakai, 1990) to circumvent these shortcomings. It
is possible to accommodate constraints through mapping by selecting new search
scales to avoid trespassing the level values, which will violate the constraints (Dou et
al., 1993).
Now there are different programs to optimize the optimization VRT processes for
getting the optimum result. Banga et al. (1991) proposed a new algorithm, ICRS/DS,
for the solution of fixed terminal a combination of a robust parameterization of the
control function and a computationally efficient non-linear programming algorithm.
The objective was to calculate optimum VRT in order to maximize surface and overall
retention or minimize process time (Silva et al., 1993). Noronha et al. (1996b) used
the F O R T R A N program using a quasi-Newton multivariable optimization subroutine
to calculate the VRT processes. The genetic algorithms (GAs) are a combinatorial
optimization technique, which searches for an optimal value of a complex objective
function by simulation of the biological evolutionary process based on crossover and
mutation. Chen and Ramaswamy (2002) optimize the VRT processes by GAs and
got good results.
A random centroid optimization program (RCO) is used to search simulantously for
optimal levels of many factors. R C O is an effective optimization programme while

22
allowing testing of several treatments at a time (Girard and Nakai, 1991). The R C O
program consists of a random search, a centroid search and mapping, which
together constitute a search cycle (Dou et al., 1993). R C O is also modified by
introducing a penalty function to accommodate constraints in formula optimization.
A new program of random centroid optimization (RCO) was written that is useful for
graphical solutions of multimodel cases of optimization. The R C O repeats a cycle of
random search—centroid search—mapping. The mapping defines the search
spaces to be used in the random search of the succeeding cycle (Nakai et al., 1998).
It is expected that broader application of R C O is feasible not only in food research
and development but also a variety of optimization purposes in different fields of
study (Nakai etal . , 1999).
A deterministic rule was modified in order to obtain more uniform distribution of
experimental points. Centroid search is conducted by altering the vertex to be
excluded in the centroid computation from the worst to the second worst and then to
the third and so on until the subsequent response becomes worse than the preceding
response (Aishima and Nakai, 1986). Mapping is an approximation of the response
surface. Mapping assists visualization of the true response surface steps of the
simplex optimization (Dou et al., 1993).
A mathematical model for 15 factors (xi - x -15) was formulated using the matrices of
Bowman and Gerard (1976). R C O was applied to the 15-factor model. This model
also was used to optimize computations for 3-15 factors by replacing unused factors
with their optimal level values. To optimize these models, the mapping process was
automated by selecting narrower search spaces for subsequent search cycles to be
one-third the size of search spaces of the previous search cycle around the best
response values (Dou et al., 1993). Dou et al. (1993) showed the number of
experimental points for search convergency for mathematical models with different
number of factors. Dou et al. (1993) also got results that in situations when the
number of factors is less than eight, the number of experimental points required for
optimization slowly increases up to 50. Normally, it needs about 30-50 experimental
points when there are 5 - 6 factors for R C O program. Then the optimization result

23
from these 30 to 50 points is obtained. A potential risk of missing the global
optimum exists in this strategy as a result of narrowing the search ranges of factors
selected in the first series of optimization. Random search possesses high flexibility
by freely extending its search spaces outside of the set ranges if required and finally
homing-in on the global optimum in the case of models with local optima. Therefore,
the global optimum may not be frequently overlooked (Dou et al., 1993).
The R C O repeats a cycle of random search-centroid search-mapping. The centroid
search, which computes averages of level values in better groups of response
values, also contributed to improvement of the optimization efficiency. Continuation
of searching around the best response that was found in the random search would
more thoroughly utilize the information derived from the random search. The
mapping defines the search spaces to be used in the random search of the
succeeding cycle. The new search space for each factor should be sufficiently
narrow near the global optimum. Therefore, this mapping step is highly critical in
achieving the efficient optimization without being stalled at local optima. Success of
the R C O for global optimization owes mainly to "a factor ignoring process" (to ignore
factors during computation of trend lines). Mapping process for automating the
intensified line-drawing process was included in the R C O program by eliminating one
or two factors simultaneously in a search cycle by rotating the factors to be ignored.
A S a result, by using model functions appeared in the global optimization papers
reported in the literature, the R C O has found the global optima by running less than
50 experiments for most functions (Nakai et al., 1999).
Figure 3 shows the simplified flowchart diagram of the R C O procedure.

24
Start
± Random search
(Define upper and lower limit for each factor: list random combination)
Experiment (Conduct the experiments on
given combination)
* Centroid
(Enter the results: program narrows the ranges and lists combinations)
Experiment (Conduct the experiments on
given combination)
t
Mapping (Enter the results in the program as response: map the results)
Figure 3. The simplified flow diagram of R C O procedure.

25
Figure 4 shows the operation chart for R C O program. By entering the search
spaces of all factors narrowed by mapping in cycle 1, the random search design
would be printed out or saved to files. After entering the response values obtained
by experimenting, Centroid 22 would print the centroid design. Upon entering
experimental results (response values), Sum/Map23 would print out or save the
summary data of the cycles 1-2 combined and its mapping was then initiated. Then
the procedure was continued to random 31 to random 41 until the optimal results
were obtained (Nakai et al., 1999).
MaxMin was the option button for selecting maximization or minimization. "Select
cycle" contained four options for cycle 1-3 and Simult. Additional cycles 4 and 5
were for optimization involving a larger number of factors (the program can
accommodate 3-30 factors). After one of these option buttons had been "clicked",
the processes in each procedure list should be followed step-by-step for random
search, centroid search, and summary/mapping, except Simult. The two digits after
each step title were the identification numbers to show the step in use (Nakai et al.,
1998).

26
rMaxMirv
0 Maximization 0 Minimization
f Select cycle-0 1x\ cycle 0 2nd cycle
0 4th cycle
0 3rd cycle
O Sth cycle
0 Simult Shift
Procodura Open first Open first Open f irst
RandomH Centtoid12 Sum/Map! 3
Random21 Centioid22 Sum/Map23
Random31 Centroid32 Sum/Map33
Shf(Gornb41 SeirShfM2 Sum/Map43
Figure 4. A comprehensive operation chart of R C O
program (Nakai et al., 1999)

27
D. Computer Simulation of the CRT and VRT Processes Durance et al. (1997) defined the CRT and VRT processes through the Retort
Program. C R T processes were defined by a 6-minute vent time, during which the
retort temperature rose linearly to the nominal retort temperature, a period of
constant retort temperature and a period of cooling. Retort temperature during
cooling decreased over 7 minutes, from the final retort temperature of the heating
cycle to the cooling water temperature of 10 °C, then remained constant until the can
center-point reached 90 °C (Durance et al., 1997).
VRT processes included a 6 min vent time to 104 °C, which was the vent time
necessary to ensure a pure steam environment in the test retort. The shape of the
subsequent retort temperature versus time profile was defined by four coordinate
pairs on the profile, (0.25 tv, R T ^ , (0.50 tv, RT 2 ) , (0.75 tv, RT 3 ) , and (tv, RT 4 ) .
Straight-line segments between such points can be made to approximately
curvilinear temperature profiles. The five variables; total time of variable retort
temperature heating (tv) and values of the four intermediate retort temperatures (RT-i,
RT 2 , etc.) were adjusted in each computer simulation experiment as directed by the
Random Centroid Optimization search procedure. The search was further
constrained such that temperatures increased through the cook (i.e. RTi< RT 2< RT 3<
RT 4 ) . If process time specified by R C O exceeded vent + tv then R T 4 was maintained
until accumulated bacterial lethality equaled the target F 0 multiplied by fraction of
sterilization value (Rho), at which point cooling was begun (Durance et al., 1997).
E. Estimation of Rho (p) (Fraction of Sterilization Value)
The fraction of bacterial lethality that occurs in the heating side of thermal processing
or Rho was estimated, allowing the experimenter to end heating at the correct time
and achieve the target F 0 at the end of the cooling time. Relationship of Rho (p) to
retort temperature (retort temperature from 120 to 130 °C), final unaccomplished
temperature (g = RT-T f ; 1< g <12; Tf = center-point temperature at time of steam-off),
and thermal diffusivity (a) of the can contents (a from
1x 10 "7 to 2.2 x 10 "7 m 2/s) was estimated with repeated computer simulations
(Durance etal . , 1997).

28
Accurate prediction of Rho (p), the fraction of total F 0 which occurs prior to steam-off,
was desirable because Rho (p) would greatly reduce the number of experiments
required for computer optimization of the VRT processes. If Rho (p) is unknown,
many simulations of each VRT process must be performed in order to arrive at a
suitable process time to give the target total F 0 , while one is sufficient if p is known
since "Retort" can be set to begin cooling once a given interim F 0 is achieved in the
heating side. Stumbo (1973) estimated p as a function of final unaccomplished
temperature (g), the difference between maximum retort temperature and the can
center-point temperature of the product at steam-off (Durance et al., 1997). Through
the retort program (computer simulation), Durance et al. (1997) found Rho (p) was
also a function of thermal diffusivity (a), retort temperature, container geometry and
container size.
2. 5. Quality of the Thermally Processed Canned Foods A. Basic Consideration for Canned Foods Thermal resistance of food components of canned foods must be considered to
develop strategies for maximizing retention of quality attributes. Examinations of
these data indicate several important points. The temperature dependence for
vulnerable quality attributes, both sensory and nutritional qualities are similar. Thus,
optimization for one quality attribute will generally optimize the retention of all quality
attributes (Rizvi and Acton, 1982).
In thermal processing of low acid foods, the primary concern of the processor is to
achieve a condition of total absence of microorganisms of public health significantly
especially Clostridium botulinum and its spores as well as other nonpathogenic
microorganisms that may be capable of growing and causing spoilage of the food
under normal storage and distribution conditions. It is only after having assured the
safety of the food that the canner then chooses adequate temperature-time
combinations that would optimize nutrient and organoleptic quality retentions (Ariahu
and Ogunsua, 1999).

29
B. Effect of Container Size Each point within the container must receive a heat treatment sufficient to destroy the
microbial population of concern in order to produce a safe product. In conduction-
heated products, the rate of temperature response within the product is limited by the
distance within the food through which the heat must penetrate and by the thermal
diffusivity of the product. The thermal diffusivity is a material property for a particular
product, but the thickness of material through which the heat must penetrate can be
changed by altering the container geometry (Teixeira et al., 1975a). By reducing the
distance required for heat penetration, process times required to achieve a safe
product can be reduced and retention of quality attributes improved (Teixeira et al.,
1975a).
Teixeira et al. (1975a) used a finite difference computer model to calculate
temperature histories at many locations within containers, coupled with microbial
spore and thiamine degradation kinetics to predict thiamine retention in conduction-
heated foods processed at 121.1 °C (250 °F) in different cylindrical can sizes
receiving the same sterilization effect. Ohlesson (1980) did the same research
about different can sizes that provided different volumes. The integrated effect on
quality was expressed as the cook value. Her results showed that improved quality
could be obtained by using cans that provided a minimum distance for heat
penetration to the center (Young, 1984).
The concern for producing high quality products has led to investigations in which
different processes, that accomplish the major objective of safety, have been
compared on the basis of quality retention. High temperature short time processes
have been used to achieve these objectives with convection-heating products and in
aseptic processing (Lund, 1977). Variations in container geometry provide greater
promise for improved quality retention. A significant increase in the nutritional value
of a thermally processed food is possible with the use of container geometries, which
allow more rapid heat penetration compared to conventional cans (Texieira et al.,
1975b). A change in container geometry offers the possibility of improving retention
of quality attributes. For such improvements to be observed, it would appear that

30
careful control of processing conditions must be maintained to ensure that
overprocessing does not occur (Young, 1984)
C. Effect of Processing Temperature Teixeira et al. (1969) used a finite difference model to predict thiamine retention in a
conduction-heated product processed in a cylindrical container. Thiamine retention
may decrease with increasing process temperature. When the product receives a
relatively severe heat treatment at the outer surfaces in order to heat the food
sufficiently at the center, this results in lower thiamine retention overall. It was
demonstrated that the optimum temperature would vary depending on the conditions
under study. A heat labile factor with a relatively low z value showed optimum
retention with a relatively low process temperature compared to a high z value quality
factor for which retention was favored by a higher temperature process.
Ohlsson (1980) used a similar type of study to predict the integrated effect on quality
(cook value) in conduction-heated foods in cylindrical cans. Their results showed
the same trends as did those of Teixeira et al. (1969). Also tested were the effects
of changing can size, process lethality (F 0) and initial temperature on the optimum
process temperature required for the minimum cook value. Increasing the can size
shifted the optimum temperature to lower values. Many researchers suggested that
optimal retort temperatures were in the range of 113 to 119 °C for normal can sizes.
Of course, some substantially smaller can diameters or heights would be
advantageous for thermal sterilization at a higher temperature (Young, 1984).
Thus, there is potential to improve quality retention in thermally processed foods by
altering the container geometry and /or retort temperature. Of the two, changes in
container geometry can provide a larger improvement (Teixeira et al., 1975b). The
magnitude of the differences and the optimum retort temperature will depend on the
product and container tested, as well as the thermal degradation kinetics of the
quality attribute under investigation (Young, 1984).

31
D. Surface Quality for Canned Foods The maximization of the final canned food quality can be considered in terms of
surface quality retention (Banga et al., 1991; Hendrickx et al., 1993; Silva et al.,
1994) or volume average quality retention (Banga et al., 1991). Average quality is
important for nutrient retention, texture characteristics, etc., while optimum surface
quality is necessary for quality attributes such as appearance, color and aroma (Silva
et al., 1992). The experimental determination of optimum retort temperature to
minimizing the surface cook value of canned foods is an important procedure for
evaluation the effect of thermal processing on product surface quality.
Rate of the surface quality loss (Q) was defined as
Q = 10 <Ts-Tref)/z (13)
Where T s was the surface temperature of the can, T r e T was the reference
temperature, usually it was defined at 121.1 °C, z was defined the surface quality
factor and it was the temperature interval associated with a tenfold surface quality
loss. Accumulated surface quality loss at the product surface (F s) was defined as F s
=EQAt = 110 <Ts"Tref>/z At (Durance et al., 1997). When conduction products are
processed to adequate center lethality and they inevitably received excessive surface
cooks. A C R T process, which yielded the minimum surface cook value, existed for
each combination of containers, product and surface z (Durance et al., 1997)
The comparison of the optimum CRT's with the optimum VRT 's for the same process
time showed that it is possible to get improvement in the quality retention at the
surface up to 20 % by using the VRT process. From the case studies of the VRT
process, there was no straightforward relationship between the achieved
improvements and the z value or target sterilization value (Noronha et al., 1993)
E. Goals of this research project The overall objective of this project was to evaluate the optimum CRT and VRT
processes to decrease the process time or improve surface quality for macaroni and
cheese (MC) by using the Retort program and R C O program. A limited number of
studies have been conducted to compare surface quality or process time of MC in

32
307 x 409 cans. As previously discussed, surface quality and process time of the
optimum CRT and VRT processes have been evaluated in conduction-heated
canned foods in small cans (301 x 115 cans or 111 x 305 cans) by several
researchers (Noronha et al., 1993; Durance et al., 1997; Chen and Ramaswamy,
2002). But no one used the big cans to evaluate the surface quality or process time
for conduction-heated canned foods by using the optimum C R T and VRT processes.
In this project, the big cans (307 x 409 cans) were used to evaluate surface quality or
process time for MC by using the optimum CRT and VRT processes.
The use of a canned MC product as the test product provided a conduction-heated
material that was relatively homogeneous and susceptible to Maillard browning.
Conduction-heated foods would be expected to show quality attribute benefits of the
cans because of the very slow heat penetration rate through such products. In this
project, the effect of heating time and heating temperature on surface color change of
MC was evaluated. The objective was to determine whether the surface quality of
MC would be improved or process times decreased by using the optimum CRT and
VRT processes.
The objectives for this research project were:
1) . to consider if first order reaction kinetics could be used to describe the
thermally induced surface color changes in MC product processed in cans by using
different temperatures.
2) . to use the Retort Program and R C O program to select the optimum CRT and
VRT processes for MC.
3) . to compare the surface cook values and process times for MC by using the
optimum C R T and VRT processes with the same sterilization value (F 0).
4) . to confirm the results for surface color parameters, surface cook values for
MC by using an actual steam retort.
5) . to determine whether the optimum VRT processes would decrease the
surface cook value or improve surface quality or decrease process time compared to
the optimum C R T processes.

33
CHAPTER III
EXPERIMENTAL METHODS
3.1. Sample Preparation In this study, macaroni and cheese (MC) were used as a sample of a food sensitive
to color change and studied its surface color change. This product also was used to
study the CRT and VRT processes.
According to the instructions of Kraft Dinner (The Original, MACARONI & C H E E S E ,
Kraft Canada, Don Mills, ON, Canada), macaroni was cooked in salted, boiling water
for 9-10 minutes. Water and cheese powder were added to the macaroni in the
prescribed amounts. The product was stirred about 3-5 minutes and then used a
blender to make MC to a paste. The MC paste was hand-filled into 301 x 106 cans
to study the surface color change or 307 x 409 cans for heat penetration tests or
other retort tests. The cans were filled to maximum capacity, sealed in a hand-
operated sealing machine. The cans were stored in the cooling room until
processed.
To study the surface color change, for each test, four cans were fitted with
thermocouples and connected to the data logger (Model DT 505, Sydney, Australia)
to measure the surface temperature of the cans during heat treatment. The surface
color changes were studied using MC samples heated at different temperatures
between 80 and 125 °C. Temperatures of 80 and 100 °C were achieved in a water
bath, and temperatures of 110, 120 and 125 °C were achieved in a saturated steam
retort. The processing times varied from 0 to 9 hours.
For the test temperatures of 80 or 100 °C, four cans were prepared. A wire was
soldered to the surface of each can and then connected with a data-logger,
connected to a laptop equipped with the software program Decipher. The data
logger was used to monitor the changes of the surface temperature of the can. Then

34
the cans were put in the water bath at 80 or 100 °C separately and the test began to
show the surface temperature changes of the cans according to different heat
treatment time. For the test temperatures of 110, 120 or 125 °C, four cans were
prepared and put in a horizontal steam retort (FMC Corporation Central Engineering
Laboratories, Santa Clara, CA, USA). Then the cans were soldered with wires to
monitor the surface temperature of the cans. The wires were connected with data
logger and laptop to obtain the surface temperature changes of the cans and the
retort temperature change.
3. 2. Surface Color Changes of MC with Heat Treatment The surface color changes of MC were analyzed as first order reactions with respect
to time such that
t = D(log L 1 - log L 2 ) . . . . (14)
Where t was time at a particular temperature, Li and L 2 were the surface color index
(lightness) at time 0 and time t respectively, and D was the time associated with a
tenfold surface color change of MC.
Surface D value was defined as the time in hours at a specified temperature required
to have a 90% of surface color changes. From the plot of the log L versus heating
time, the D value was calculated from the negative inverse of the slope. Then D
values of different temperatures were calculated from surface color L value changes.
The surface z value was the temperature required for a one-log reduction in the log D
value. The z value was a measure of the sensitivity of the surface color to change in
temperature. The surface color change curve could be described using D and z to
predict the effect of the temperature history of the surface color change. Using any
two points on a surface color change curve, surface z value and D value at any
temperature could be determined.
The Minitab software (Version 13, Minitab Inc., State College, PA, USA) was used to
evaluate the heating time and heating temperature to affect on the surface color

35
changes. Two-way analysis of variance (ANOVA) was performed to find out the
effects of temperature and time on the surface color of MC.
3. 3. Surface Color Measurement of MC MC samples were treated at different temperatures and different times in a water
bath or a retort. Cans were taken from the water bath or the retort and cooled for 4 -
6 hours. The sample was stored at 4 °C and the surface color measurements were
performed within 24 - 48 hours. Following processing, four cans from each run were
opened and the surface color of MC was measured using the HunterLab (Hunter
Associates Laboratory Inc., Reston, Virginia, USA), with a 1.0 cm diameter aperture.
A HunterLab standard black tile and white tile were used to calibrate the colorimeter.
Each test used four cans to measure the surface color parameters. Each can (240 ±
5g in weight) was opened and then the MC put into two plastic Petri dishes (Fisher
Brand, 100 x 15 mm) to measure the surface color parameters. The sample was
measured on a plastic Petri dish covered with a black plastic box as a light-shield.
Each dish was turned 90 degree after each measurement. It was determined that
four individual readings for each plastic dish were sufficient to produce repeatable
results with acceptable standard deviations. Then the average surface color
parameter values for one sample (L, a and b value) were calculated by 16-32
readings from the HunterLab.
3. 4. Heat Penetration Test MC sample was packed into 307 x 409 cans, fitted with Ecklund nonprojecting
thermocouple fittings, steam retorted and center temperature histories were collected
as previously described (Durance and Collins, 1991). All thermocouples needed for
experiments were calibrated against the retort thermometer at the same conditions
used during processing runs. In each trial, the vent time of 6 min was used and
temperatures at the can center and in the retort were recorded every minute using a
data-logger. When the can center temperature was 121 °C and it was the same with
retort temperature (121 °C), the steam was turned off. The cans were cooled to
about 50 °C with cooling water at the end of the process. During processing the

36
retort temperature was maintained to the prescribed temperature (121 °C) within 1
°C. There were three replicate retort runs carried out for each of the processes.
The average heating rate index (fh) and the average cooling rate index (fc) of cans
were obtained from can center point temperature histories of 12 cans. After
correction for heat conduction along the thermocouple fitting (Ecklund, 1956)
temperature histories of cans were compared with a computer simulation of the same
process (Durance et al., 1997).
3. 5. Determination of Sterilization Value (F0) Sterilization value of the thermal processes was calculated from the time-temperature
data by the Improved General Method with the reference temperature of 121.1 °C
and a z value of 10 C°. Accumulated bacterial lethality or sterilization value (F 0) at
the center of the can was determined by the following equation:
Fo =1 L A t = E (10 ( ( T c - 1 2 1 - 1 ) / 1 0 ) )A t , (15)
Where T c is the can center temperature.
In this project, the sterilization value (F 0) of the thermal process of 6.0 min was used.
That is to say that any sterilization process for MC was based on the sterilization
value of 6.0 min which determined process time, retort temperature and so on.
3. 6. Retort Program According to the instruction of Retort Program (Durance et al., 1997), the CRT and
VRT processes were defined. Parameters as required were entered and the results
of the C R T and VRT processes were obtained by Retort Program. Appendix B
showed the parameters for the Retort program for the C R T and VRT processes.
Figure 5 showed the simplified flow diagram of the Retort Program procedure.

Start
1 r Input (Product parameters menu)
Cylindrical geometric diameter and height,
heating rate index, cool diffusivity
modification, initial product temperature
Input (Product parameters menu)
Cylindrical geometric diameter and height,
heating rate index, cool diffusivity
modification, initial product temperature
Input (Retort heating control menu)
Retort temperature, initial retort temperature,
surface color z value, reference temperature for
surface color, number of ramps, ramp parameters,
heat off lethality
t
Input (Retort cooling control menu)
Cooling water temperature, temperature at the
can center (for terminating the process)
Output
Sterilization value, surface cook
value, process time
Retort program
calculation
Figure 5. Simplified flow diagram of the Retort program procedure

38
3. 7. RCO Program Random centroid optimization (RCO) program was used to find the optimum VRT
process (Dou et al. 1993). For the VRT processes, different ramp times and total
times were chosen to obtain the results through the Retort program and R C O
program. Here five variable factors were defined. They were the total ramp time (tv)
and four variable retort temperature values (RT-i, RT 2 , R T 3 and RT 4 ) . The five
factors were optimized by using R C O program. Values for parameters in each
experiment were suggested by the R C O program, and then the retort program was
used for simulation experiments. The objective here was to determine the values for
five factors which minimize the process time or the surface cook value for the VRT
process. Then the five variables were adjusted in each Retort Program experiment.
Total ramp time was 90 to 160 minutes and the variable retort temperature ranges
were 104 to 130 °C. Retort temperature ramps were further constrained such that
RTi< RT 2< RT 3< RT 4 . Each ramp was linear with time and extends one quarter of
the total ramp time. The first cycle of optimization included 10 random design
experiments and 4 centroid experiments, after which the results were mapped. The
mapping process is automated by selecting narrower search spaces for subsequent
search cycles to be one-third the size of search spaces of the previous search cycle
around the best response values (Dou et al., 1993). Then the second and third
cycles were continued. Then all results were mapped. The mapping process aids
in visualization of the experimental response surface, indicating the result (Nakai et
al., 1984).
According to Dou et al. (1993), about 30-50 experimental points are needed for
optimization if there are five factors for a project. R C O is usually repeated until one
gets a response considered adequate. After the first cycle of the R C O program, the
approximate position of the optimum was clear. Then the second cycle and third
cycle was continued to conduct random search and centroid search. Because of the
random search, the different search spaces were selected and this will result in
different numbers of experiment. Sometime more experiments and sometime fewer
experiments would be needed for the same factors for a project. Mapping of results,
revealed points which best approach the optimum point and the R C O program would

39
be stopped. Therefore, about 30 -50 experiments were performed to determine an
optimum VRT process for each case. Because R C O is a random search program,
every search is different. As well as the main optimization objective, constraints or
conditions were included in the experiments. For example, a VRT process that
resulted in a minimum process time to achieve the sterilization value F 0 , with the
constraint that surface cook value must not exceed a certain value of F s .
After first cycle of the R C O program, maps were drawn of the experimental results.
The R C O program generates arrows, which appeared at the bottom of maps,
showing the assigned locations of the optimum, which were used for computing the
approximated slope curves of the response surface. The maps were drawn
according to the methods of Nakai (1990), by assuming that the optimum is located
at an x value marked by a large shaded arrow at the bottom of each map. A pair of
small arrows on maps indicates the boundaries on the x scale between which the
optimum may be located (Dou et al., 1993). Through this method, the optimum VRT
process would be obtained by the R C O program and the retort program. While R C O
maps require experience to interpret correctly, they are very useful for narrowing the
boundaries of search areas for each factor between which the optimum is likely to be
found. The narrowed field may then be searched more intensely in the next cycle.
In my project, sometime about 31 experiments (i.e. 3 cycles) were needed for the
optimum result and sometime about 41 or 49 experiments (i.e. 4 cycles) were
conducted. The search experiments are mapped and the lowest value of P t or F s
was selected from all search experiments. In my project, I would decide to stop the
R C O program if the objective values had differences of less than 3 minutes for the
last 6 experiments when the three search cycles were finished. Otherwise I should
go on the fourth cycle to continue to search the optimum. In no case did I continue
beyond the fourth cycle which corresponded to about 41 to 49 experiments.

40
3. 8. Confirmation of the Results for the CRT and VRT Processes in an Actual
Steam Retort
To confirm the results of the computer simulation of the optimum C R T and VRT
processes, retort experiments were done by using the parameters obtained with the
Retort Program and R C O program. Heat penetration data were obtained for MC
packed and processed under the specified conditions. The data obtained were used
to determine process times that were calculated on the same basis for each
treatment.
In this study, the C R T and VRT processes were chosen to confirm the experiments.
An experimental design was employed with four processing temperatures ((113 °C (it
had the minimum surface cook value), 121 °C (normal RT for canned foods) and two
variable retort temperatures (one had the minimum surface cook value, the other had
the minimum process time)) for 12 experimental runs. The cans were connected to
thermocouples to monitor the center point temperature of the cans and monitor the
surface temperature of the cans (that is the retort temperature). Process times were
established based on the sterilization value (F 0) of 6 minutes for MC according to the
data from the Retort Program, based on the fh and fc and the dimension of the cans.
Temperature readings were recorded at 60 s intervals. During the processing, the
retort temperature was maintained to the prescribed temperature within 1 °C. Each
experimental run consisted of a 6-min vent time, a fixed constant retort temperature
time or a fixed variable RT time and then by 15-20 minutes' cooling time until the
center point temperature of the cans reached to about 90 °C after the established
process time. Then cans were taken from the retort and went on cooling until 4 - 6
hours later. Following processing, four cans from each run were opened and then
the surface color of macaroni and cheese was measured by using HunterLab.
The processing conditions, container dimensions and heat treatment used for
macaroni and cheese were outlined in Table 1. The 307 x 409 cans (87.3 mm
diameter by 116 mm high) were packed with 625 ± 5 g of macaroni and cheese. The
cans were processed together in each run. Cans were placed in a metal crate.

41
Table 1. Processing conditions of retort experiment
for MC of 307 x 409 cans
Process abbreviation CRT
=113°C
CRT
=121 °C
The VRT processes
Container 307 x 409 307 x
409
307 x 409
Amount of product per can (g) 625 +5 625 ±5 625 ±5
Process temperature (°C) 113 121 104-130
Heating medium Steam Steam Steam
Sterilization value (F 0 , min) 6.0 ±0.1 6.0 ±0.1 6.0 ±0.1
Product initial temperature (°C) 20 20 20
Cooling water temperature (°C) 10 10 10
Initial retort temperature (°C) 22.5 22.5 22.5

42
CHAPTER IV
RESULTS AND DISCUSSION
4.1. Surface Color Changes of MC The surface color of MC changed from a light yellow color to dark yellow color with an
increase in heating time, which corresponded to a decrease in the surface color
parameters L, a and b values of MC. As expected, the surface color change of MC
was more rapid at higher temperatures as evidenced by steady changes in L, a and b
values. The surface color parameters L, a and b values changed at different rates
with different temperatures. During heat treatment, L values change from 66.88 to
46.73, a values from 8.64 to 7.13 and b values from 24.72 to 18.93. However, it was
observed (Figure 6, 7 and 8) that there were clear differences in the time dependency
of these surface color parameters.
A N O V A was performed to determine the factors affecting the surface color changes
of MC. For MC, two-way A N O V A indicated that L, a and b values of MC surface
color were significantly changed by heating temperature (p<0.05). From the results
of A N O V A analysis, both heating time and heating temperature had significant effects
on the surface color of MC as measured by L, a and b values.

Figure 6. Effect of heating time and heating temperature on the
surface color Lvalues of MC

4 5 6 7 Heating time (hr)
Figure 7. Effect of heating time and heating temperature on the surface
color a values of MC

45
4 5 6 7
Heating time (hr)
- 0 - b value-80 b value-100
— A — b value-110 —•— b value-120
b value-125
Figure 8. Effect of heating time and heating temperature on the surface color b values of MC

46
The average L value of the uncooked sample was 66.88 ± 0.13, whereas for the
other samples, after the different heat treatments, the average L values were
between 46.73 and 66.57. Thus the uncooked sample and the cooked samples
were all relatively bright samples but brightness decreased as a result of heat
treatment, especially with higher heating temperatures. An increase in temperatures
from 80 to 125 °C markedly decreased the brightness of MC (figure 6). Two-way
A N O V A analysis indicated that L value was significantly affected (p<0.05) by heating
time and heating temperature.
From figure 7, the final a values, indicative of the redness of MC, varied between
7.13 and 8.61 for the heated samples, whereas the uncooked sample had an
average a value of 8.64 ± 0.12. The low magnitude of a value indicated that the
development of the red color was small during heat treatment for MC. Two-way
A N O V A analysis indicated that a value was also significantly associated with
(p<0.05) heating time and heating temperature.
From figure 8, the positive b values indicated the yellowness of MC. The uncooked
sample had the average b value of 24.72 ± 0.15, which showed the prominence of
the yellow color in the sample due to the presence of the cheese powder. The
heated samples had final b values in the range of 18.93 and 24.58, showing that
these samples had a marked decrease in yellow color. Two-way A N O V A analysis
indicated that b value was also significantly affected (p< 0.05) by heating time and
heating temperature.
From Figure 9 and Figure 10, one can see that L values decreased more than the a
and b values with the same conditions. Figure 9 shows the surface color overtime at
100 °C, while figure 10 shows the surface color differences with heating time at
temperature 100 °C.
MC darkened to a brown color with increased heating. The surface color changes of
MC are related to the formation of browning pigments in the MC probably due to

47
Maillard browning. On the basis of high correlations, HunterLab L values were found
to be the best predictor of surface color change. L values were chosen as the main
surface quality indicator and used to study the surface color change of MC. In this
study, L values were considered to determine the surface color changes of MC and a
and b values were not considered.

Figure 9. Surface color parameters (L, a and b) changes with the
heating time (hr) at heating temperature 100 °C

Figure 10. Surface color difference versus heating time (hr) at
heating temperature 100 °C

50
4. 2. D Values and z Value of MC The surface color changes of MC followed first order reactions. The D value was
calculated by the following equation:
t = D(log U - l o g L 2) (16)
Where t was time at a particular temperature, l_i and L 2 were the surface color index
at time 0 and time t respectively, and D was the time associated with a tenfold
surface color change of the MC.
Table 2 showed the D values at different temperatures.

Table 2. D values at different heating temperature (°C)
Temperature (°C) Linear equation D values (hr) R '
80 °C y = -0.0013x+ 1.8245 769.2 R 2 = 0.9902
100 °C y = -0.0071x+ 1.8187 140.8 R2 = 0.9828
110°C y = -0.0172x+ 1.8204 58.1 R 2 = 0.9749
120 °C y = -0.035x + 1.8159 28.6 Rz = 0.9777
125 °C y = -0.0525x+ 1.8196 19.0 R2 = 0.988

52
Figure 11 showed the effect of heating time on the log L of MC at 80, 100, 110, 120
and 125 °C. The D values with different temperatures were obtained from Figure 11.
We found that the correlation coefficients (R 2) of all regression models were larger
than 0.97, meaning there were good agreements between the model-predicted
values and experimental values. Thus, the kinetic models of first order reactions
were assumed to adequately describe the surface color changes of MC during heat
treatment. Figure 11 showed that higher temperature had the lower D values. That
was to say that the higher temperature had more effect on the surface color.
The surface z value was the temperature required for a one-log reduction in the log D
value. Figure 12 showed that the surface z value of MC through the log D values at
different heating temperatures. From the linear equation y=-0.036x+5.7611, z value
was calculated and the surface z was 28 C° for MC.

53
O) O
2 3 4 5 6 7 8 9 Heating time (hr)
R2 = 0.9902
R2 = 0.9837
A Log L (80 C) o Log L (100 C) oLogL(110C) x Log L (120 C) • Log L (125 C)
Figure 11. Effect of heating time on the log L of MC at different
heating temperatures (80, 100, 110, 120 and 125 °C).

Figure 12. Effect of heating temperature on the log D values of MC

55
4. 3. Heat Penetration Parameters The average heating rate index (fh) and the average cooling rate index (fc) were
determined from the heat penetration data for MC in 307 x 409 cans by retort
experiments in three process runs (12 cans). The calculation of the heating rate
index (fh) and the cooling rate index (fc) was performed using the heat penetration
curves. The linear portion of the log (T r-T c) versus time curve was chosen and the
heating rate index (fh) was calculated by linear regression. Similarly, the linear
portion of the log (T c-T w) versus time curve was chosen and the cooling rate index (fc)
was calculated. The average heating rate index (fh) and the average cooling rate
index (fc) of MC through heat penetration test were presented in Table 3. Note that
the fc was greater than fh, indicating that the MC heated faster than it cooled.

56
Table 3. The average heating rate index and the average cooling
rate index for MC obtained from heat penetration tests in
three process runs (12 cans).
CRT= f h fh fh Mean fc fc fc Mean
121 °C (4 (4 (4 value (4 (4 (4 value
cans) cans) cans) f h cans) cans) cans) fc
307x409 59 58 57 58.0 ± 76.9 77.5 77.5 77.3 ±
cans 1.0 0.4

57
4. 4. Comparison of Can Center Temperatures for the CRT Processes by
Retort Program and Retort Experiment
The finite difference model for cylindrical containers (Retort Program, Durance et al.,
1997) was tested against experimental data obtained by measuring the can center
temperature. In Figure 13, the can center temperature predictions of the finite
difference model were compared with the can center temperature measured during
the processing of 307 x 409 cans for MC by using retort experiment. A good
agreement between predicted and experimental temperatures was observed in the
heating phase of the process. There were small differences observed in the cooling
phase of the process. There were some difficulties in controlling the conditions
during the cooling phase of the phase. This was because water used for cooling
was not controlled could change significantly between different processes.
Figure 13 compared the two kinds of can center temperature histories; the results
were very similar to each other. From this figure it was concluded that the Retort
program was sufficiently accurate for process optimization purposes.

58
125
o 100
<D
3 •+->
(0 o. E <D +->
a> +•» c a>
O
75
50
25
20 40 60 80 100
Heating time (min)
o Can #1 - Model
120
Figure 13. Comparison of the can center temperature histories of MC
(retort experiment and Retort Program), C R T =121 °C.

59
4. 5. Rho, Retort Temperature and Unaccomplished Temperature Rho is the fraction of sterilization value (F 0), which occurs during the heating side of
thermal processing. Prior knowledge of Rho greatly reduces the number of
experiments required for computer optimization of the VRT processes. When Rho is
known, the experimenter knows when to end heating in the simulation and achieve
the target sterilization value (F 0) at the end of the cooling phase (Durance et al.,
1997).
In this project, one can size and one product were used and only the effect of
unaccomplished temperature and retort temperature on Rho was considered.
Through the Retort program, Rho values were obtained from retort temperature and
unaccomplished temperature. Figure 14 and Figure 15 showed the relationships
among Rho, retort temperature (111 to 121 °C) and final unaccomplished
temperature (3 < g < 15). From the Retort Program, the results were concluded that
Rho decreased with increasing final unaccomplished temperature, but Rho was only
slightly changed with increasing retort temperature. Therefore for simplicity, Rho
was predicted from unaccomplished temperature alone.
In addition, one-way A N O V A analysis indicated that the unaccomplished temperature
was a significant factor affecting the Rho (p<0.001) and retort temperature was not a
significant factor affecting the Rho (p>0.001).

60
0.55
CRT=111 oC y = 0.679e° 1 0 6 2 x
= 0.996
3 4 5 6 7 8 9 10 11 12 13 14 15
g values (C)
CRT=116oC y = 0.6896e° 1 1 0 8 x
R2 = 0.996
CRT=121 oC y = 0.654e 0 0 9 9 3 x
R2 = 0.994
o Tr=111 C • Tr=116 C X Tr=121 C
•Expon. (Tr=111 C) Expon. (Tr=116C) Expon. (Tr=121 C)
Figure 14. The relationship of Rho and final unaccomplished temperature (g)

61
o .c
0.55
0.45
0.35
0.25
0.15
0.05 111 113 115 117
Retort temperature (C)
119 121
-—g=l5 C ^^g=14C _+_g=13 c _^g=12C -«-g=11 C
g=10 C - » - g = 9 C - « - g = 8 C -x-g=7 C —x-g=6 C ^-g=5C ^-g=4C -o-g=3 C
Figure 15. The relationship of Rho and retort temperature.

62
4. 6. Surface Cook Values (Fs) of the CRT and VRT processes
Surface cook values (F s) for MC were estimated from the equation F s = Z (10 ( T s " 1 2 1 1 ) / z )
At. Here T s was the surface temperature of the can. The surface temperature of
MC was assumed to equal to the can surface temperature since the thermal
conductivity of the steel can was so large as not to provide any significant insulation
of MC from the steam. Table 4 and Figure 16 compared surface cook values of MC
for C R T processes at different surface z values. The optimum RT varied from 111
°C to 113 °C, depending on different surface z values. The bold values of table 3
were the minimum surface cook value for the optimum C R T process. In each case,
the CRT process had the same sterilization value (F 0) of 6.0 min.

63
Table 4. The C R T processes at different surface z values in terms
of surface cook value (Fs) with the same F 0 =6 min
CRT, Tr
(°C)
Fo
(min)
Pt
(min)
Fs
(z=24)
Fs
(z=26)
Fs
(z=28)
Fs
(z=30)
Fs
(z=32)
111 5.91 148.1 55.3 59.7 63.7 67.5 71.0
113 5.99 124.8 56.3 59.9 63.2 66.3 68.9
115 5.95 108.0 58.8 61.7 64.3 66.7 69.0
117 5.97 96.0 63.2 65.4 67.3 69.0 70.6
118 5.94 91.0 65.9 67.7 69.2 70.6 71.9
119 5.96 87.2 68.8 70.1 71.4 72.5 73.4
1.21 6.01 80.0 76.3 76.7 77.1 77.4 77.7
123 5.95 74.0 85.3 84.5 83.9 83.3 82.9
125 5.95 69.1 96.3 94.0 92.1 90.6 89.3

64
Figure 16. The C R T processes at different z values in terms of surface cook
values (F s) with the same F0=6 min

65
To get the minimum surface cook value of MC in 307 x 409 cans, the optimum CRT
process of 113 °C was found through Retort Program when z value of MC equaled to
28 C°. When the F s of CRT process of 113 °C was 63.2 min and F 0 was 5.99 min, its
process time (P t) was 124.8 min plus vent time. R C O was employed to determine
the optimum VRT processes for MC that minimized Fs based on the different z
values of MC. The optimum VRT process reduced the surface cook value (F s) while
maintaining the F 0 value very close to 6.0 min and maintaining the P t no higher than
the P t of the CRT process. When z value was 28 C°, 49 computer simulation
experiments were used to complete the research for the optimum VRT process and
the results were summarized in Table 5. By using the same methods, the optimum
VRT processes were determined when z was 24, 26, 30, 32 C° (Table 6, 7, 8, 9).

66
Table 5. Optimization experiments for VRT processes to minimize F s with
Pt < 124.8 min and 5.9 < F 0 < 6.1 min (z= 28 C°), the best result
was the bold value (F s = 56.2 min)
Trial Ramp time RT! R T 2 R T 3 R T 4 F 0 Fs(min) Pt(min)
1 153.7 108.9 112.9 121.7 128.1 5.96 59.0 117.1
2 135.3 105.1 11.7 123.2 125.1 6.03 59.3 103.3
3 101.9 107.4 110.6 123.6 127.9 6.05 64.0 96.3
4 132.0 109.6 119.2 123.8 128.3 6.04 61.2 96.7
5 148.9 109.0 116.2 123.0 129.6 5.93 58.8 107.6
6 98.2 107.8 112.7 120.4 129.3 5.99 64.2 95.7
7 143.2 105.4 113.1 121.9 127.7 5.93 58.3 114.5
8 96.7 106.5 117.1 121.2 128.9 6.02 64.3 91.9
9 147.7 106.5 112.6 124.7 126.4 6.08 60.3 113.9
10 153.2 106.3 113.4 122.9 126.4 6.06 58.9 116.8
11 146.9 106.9 114.7 122.5 127.4 5.93 58.4 111.7
12 149.4 107.2 113.6 122.8 127.6 5.98 58.9 114.2
13 145.7 106.5 114.6 123.1 127.0 6.01 58.9 111.3
14 145.8 107.0 114.5 122.9 127.4 5.97 58.8 111.2
15 121.8 104.5 115.7 122.9 125.9 5.98 59.8 101.8
16 149.3 104.3 110.0 124.7 125.7 5.97 59.1 119.5
17 124.5 107.7 113.5 123.5 129.8 5.92 60.9 103.0
18 121.7 105.7 115.7 125 127.7 6.07 61.9 99.1
19 127.6 106.6 112.2 120.8 129.0 5.98 59.1 109.8
20 146.1 107.0 114.6 122.7 127.8 6.01 58.8 111.5
21 146.8 107.1 114.4 122.6 127.9 5.92 58.5 111.9
22 146.2 106.6 114.1 122.7 127.4 6.02 58.8 112.6
23 146.8 107.0 114.4 122.7 127.9 5.96 58.6 112.0
24 136.2 104.7 115.9 121.5 129.4 6.03 58.3 108.4
25 140.2 106.5 116.4 121.3 125.3 6.09 58.4 108.2
26 133.5 107.4 112.9 123.0 129.8 6.01 60.2 108.5

27 133.4 104.5 111.3 120.7 127.7 6.02 58.7 115.0
28 148.5 107.1 111.0 122.6 129.2 6.02 59.9 118.5
29 143.2 104.4 110.1 123.0 126.0 5.96 58.2 118.4
30 141.9 105.6 114.0 122.1 127.2 5.93 58.2 112.2
31 141.9 105.6 114.0 122.1 127.3 5.93 58.2 112.2
32 143.3 105.7 113.6 122.3 127.7 5.94 58.4 113.1
33 142.7 105.9 114.3 122.2 127.2 5.91 58.2 111.7
34 130.9 106.6 110.0 120.5 125.3 6.06 59.3 115.1
35 146.5 104.4 117.6 122.3 126.9 5.97 56.2 109.8
36 134.4 105.0 116.7 124.0 127.0 6.04 59.8 103.9
37 143.3 105.2 114.0 122.3 126.9 5.94 58.2 112.7
38 141.8 105.3 115.2 122.0 127.6 5.94 58.0 110.6
39 142.1 105.0 114.4 122.2 127.4 5.98 58.2 111.9
40 142.1 105.0 114.4 122.2 127.3 5.97 58.2 111.9
41 145.6 106.3 116.3 120.9 125.7 5.99 57.6 110.5
42 149.9 106.1 117.2 122.3 125.1 6.04 58.1 109.2
43 142.3 104.4 116.7 123.8 126.9 6.03 57.5 107.6
44 145.1 105.7 119.6 121.3 127.4 5.96 58.0 103.9
45 144.3 105.2 117.1 122.1 126.9 5.98 57.9 108.2
46 145.9 105.4 117.5 122.1 126.4 5.99 57.9 107.8
47 145.2 105.3 116.6 122.3 126.4 5.96 57.9 109.0
48 145.1 105.2 117.3 122.4 126.8 5.97 57.9 109.1
49 145.8 105.5 117.2 121.7 126.5 5.93 57.6 108.5

68
Table 6. Optimization experiments for VRT processes to minimize F s with
Pt < 148.1 min and 5.9 < F 0 < 6.1 min (z = 24 C°), the result was
the bold value (F s = 50.4 min)
Trial Ramp time RTi R T 2 R T 3 R T 4 F 0 (min) F s (min) Pt (min)
1 107.7 108.5 111.6 124.1 128.2 6.07 61.4 97.1
2 159.3 107.1 115.2 122.7 125.6 5.93 52.5 114.8
3 125.9 106.8 119.1 122.0 127.0 6.02 \ 56.4 98.4
4 156.0 106.1 112.8 122.7 126.3 6.07 53.3 121.2
5 102.9 108.2 111.7 120.6 129.8 5.95 60.8 98.1
6 122.2 107.9 119.7 121.9 128.1 5.92 57.2 95.6
7 97.2 104.5 115.8 121.8 128.3 5.98 61.6 93.1
8 120.7 10.07 117.5 123.4 125.3 6.06 57.8 97.7
9 101.7 109.9 117.6 123.7 128.0 6.07 63.1 89.6
10 107.2 104.5 117.3 124.0 128.4 6.04 61.2 93.5
11 136.8 107.0 116.9 122.5 126.4 5.93 54.5 104.3
12 133.2 107.2 115.7 122.0 127.4 5.91 54.4 105.3
13 132.9 107.0 115.3 122.3 126.8 6.00 54.9 105.9
14 132.2 107.3 115.4 122.2 127.0 5.99 54.9 105.5
15 130.0 104.7 117.4 121.6 127.7 5.93 54.4 103.6
16 126.7 104.6 111.4 121.3 125.6 5.96 54.2 111.0
17 157.9 109.2 118.0 123.5 126.8 6.04 54.2 106.5
18 126.3 104.7 114.2 122.9 127.4 6.01 55.9 105.3
19 159.2 107.3 112.1 123.5 125.0 5.94 53.8 120.1
20 129.8 108.8 111.7 123.1 127.7 5.92 56.4 107.6
21 137.8 104.4 119.6 124.2 126.4 6.04 55.9 102.6
22 151.8 106.9 113.9 122.7 125.9 5.97 53.4 114.8
23 152.5 106.9 115.1 122.8 126.3 5.91 53.4 111.3
24 146.2 106.0 113.8 122.3 126.0 6.04 53.6 114.2
25 146.0 106.3 115.0 122.3 126.4 6.06 53.6 111.8
26 131.0 104.2 115.4 120.4 126.8 5.93 52.1 109.9

27 158.6 105.4 115.8 120.2 127.4 5.96 51.2 117.1
28 151.9 109.4 112.8 121.9 127.1 5.95 53.8 11.6.1
29 133.8 109.4 117.5 123.6 125.8 6.09 56.8 100.3
30 158.2 107.9 117.2 121.5 126.7 5.94 52.5 100.4
31 152.9 106.3 116.5 121.9 127.8 5.99 52.7 111.5
32 152.0 106.2 116.0 121.3 126.8 5.91 52.1 112.6
33 152.6 106.1 115.3 121.5 126.6 5.92 52.1 114.2
34 151.3 106.0 115.5 121.3 127.0 5.94 52.2 113.6
35 151.6 105.8 115.1 121.6 126.8 5.98 52.4 114.5
36 151.5 104.2 112.1 120.1 126.0 5.95 50.4 123.8
37 158.5 104.6 116.6 122.8 128.9 6.06 52.7 114.0
38 152.4 105.4 115.0 123.9 128.4 6.01 53.8 113.2
39 149.1 105.2 114.9 120.7 126.7 5.93 51.8 115.3
40 153.2 105.6 115.0 120.9 126.8 5.94 51.7 116.0
41 149.0 105.2 114.8 120.7 126.7 6.02 52.1 115.8
42 148.9 105.2 115.0 120.7 126.8 6.04 52.2 115.3
43 150.9 106.1 113.8 122.6 128.4 6.02 53.4 115.5
44 148.2 104.6 116.3 111.1 126.7 6.06 53.0 111.7
45 152.3 105.1 114.5 120.5 126.7 5.93 51.5 117.6
46 153.0 105.3 114.6 120.7 126.7 5.95 51.7 117.3
47 153.0 105.3 114.6 120.7 126.7 5.96 51.7 117.2
48 152.2 105.2 114.6 120.6 126.7 5.96 51.7 117.1

70
Table 7. Optimization experiments for VRT processes to minimize F s with
Pt < 148.1 min and 5.9 < F 0 < 6.1 min (z = 26 C°), the result was
the bold value (F s = 53.6 min)
Trial Ramp time R T T R T 2 R T 3 R T 4 F 0 (min) F s (min) Pt (min)
1 106.7 108.4 111.5 124.1 128.1 5.97 62.4 96.7
2 158.3 107.0 115.1 122.6 125.5 5.93 55.3 115.0
3 125.0 106.7 119.0 121.9 127.0 6.08 58.4 98.5
4 155.1 106.0 112.7 122.6 126.3 6.06 56.3 119.5
5 102.0 108.1 111.6 120.6 129.7 6.03 62.5 98.0
6 121.2 107.8 119.6 121.8 12.08 6.00 59.1 95.9
7 96.3 104.4 115.6 121.7 128.2 6.01 62.4 93.8
8 119.7 106.9 117.4 123.3 125.2 6.09 59.6 97.7
9 100.8 110.0 117.5 123.6 127.9 6.05 64.1 89.6
10 106.3 104.5 117.2 123.9 128.4 5.97 62.1 93.3
11 135.9 106.9 116.7 122.5 126.4 5.94 56.8 104.5
12 133.2 106.4 116.7 122.6 127.0 6.03 57.3 104.0
13 132.9 106.2 116.3 122.9 126.5 6.04 57.4 104.3
14 132.1 106.4 116.4 122.9 126.7 6.04 57.6 103.7
15 130.5 104.1 115.9 122.4 125.3 6.01 55.7 106.8
16 147.3 109.7 118.1 124.2 125.2 6.05 57.9 102.5
17 133.7 106.3 113.4 121.1 125.5 5.95 56.1 110.7
18 137.7 108.9 113.7 122.9 128.4 6.04 57.9 108.4
19 112.6 105.7 115.1 122.4 127.8 6.04 59.8 98.9
20 151.2 106.4 11.6.6 121.4 126.7 5.91 54.9 110.9
21 148.7 105.9 115.8 124.4 126.7 6.09 57.0 109.9
22 142.8 107.3 112.4 120.3 127.7 5.92 55.8 116.4
23 143.3 106.2 114.7 121.6 126.5 6.00 55.8 111.9
24 147.6 106.1 114.5 121.9 126.6 5.91 55.4 113.4
25 145.8 106.0 114.7 122.0 126.2 6.04 55.9 112.6
26 148.2 106.6 114.0 121.6 126.7 5.98 55.6 114.8

27 141.8 105.4 115.7 123.1 129.8 6.06 56.7 108.9
28 147.8 107.5 115.2 124.0 125.8 5.97 56.9 109.4
29 137.9 108.7 118.7 120.2 125.3 5.94 56.3 102.2
30 137.7 105.1 114.1 121.4 128.1 6.05 56.1 111.7
31 130.3 108.3 117.9 123.0 129.6 6.03 58.5 99.7
32 152.4 105.0 118.8 123.1 126.4 6.02 56.2 107.1
33 147.2 106.0 115.2 122.0 126.5 5.98 55.6 112.2
34 149.7 106.5 115.0 121.8 126.7 5.92 55.3 113.1
35 146.2 106.0 115.4 122.0 126.5 5.96 55.6 111.3
36 146.3 106.1 115.3 121.9 126.5 5.96 55.5 111.7
37 154.7 107.5 118.8 121.2 125.2 6.03 55.8 106.8
38 153.9 106.8 114.2 123.5 129.9 5.93 56.1 114.4
39 150.6 106.4 115.3 121.9 126.8 5.98 55.4 123.1
40 150.6 106.4 115.3 121.9 126.7 5.98 55.4 113.1
41 150.3 106.4 115.5 121.9 126.7 6.01 55.5 112.6
42 148.2 106.2 115.4 121.8 126.9 6.07 55.7 112.7
43 145.1 104.6 117.3 120.9 129.3 5.97 54.9 109.6
44 153.3 104.4 112.3 120.8 126.5 5.97 53.6 123.0
45 151.5 105.8 115.3 121.5 127.3 5.91 54.8 114.0
46 150.0 105.7 115.3 121.4 127.5 5.94 55.0 113.7
47 151.7 105.8 115.3 121.5 127.3 5.91 54.8 114.0
48 151.4 105.8 115.0 121.6 127.0 5.95 55.1 114.6

Table 8. Optimization experiments for VRT processes to minimize F s with
P t < 124.8 min and 5.9 < F 0 < 6.1 min (z = 30 C°), the result was
the bold value (Fs = 59.6 min)
Trial Ramp time RTi R T 2 R T 3 R T 4 F 0 (min) Fs(min) Pt (min)
1 147.9 108.4 114.0 12.01 127.6 5.93 60.8 113.9
2 129.5 104.6 111.1 123.4 128.6 6.00 62.1 109.7
3 96.1 106.9 119.8 124.9 125.7 6.05 67.1 86.3
4 126.2 109.1 111.2 124.2 126.9 6.00 63.6 105.5
5 143.1 108.5 117.0 122.7 125.7 6.08 61.3 105.3
6 92.4 107.3 119.5 120.9 129.4 6.03 67.0 88.4
7 137.4 104.9 119.3 121.1 127.0 5.93 59.8 103.1
8 90.9 106.0 112.4 123.1 129.2 5.97 67.1 90.4
9 141.9 106.0 113.1 120.9 129.1 5.94 60.6 114.9
10 147.4 105.8 113.7 121.3 126.8 5.91 60.2 115.8
11 143.5 106.7 115.4 121.4 127.2 6.08 60.6 110.9
12 140.8 106.0 114.3 121.6 127.8 6.06 60.7 111.9
13 139.9 106.0 114.9 121.9 127.4 6.05 60.7 110.3
14 141.1 106.4 115.0 121.9 127.2 5.97 60.5 110.1
15 115.9 105.0 118.8 124.3 127.3 5.98 63.3 94.5
16 127.3 106.6 116.7 124.0 128.7 5.94 62.0 100.2
17 144.9 107.2 119.4 123.3 129.6 6.00 61.1 101.9
18 112.2 106.4 116.7 120.7 125.5 5.95 61.6 99.0
19 119.7 108.8 117.2 124.9 127.8 6.07 64.1 95.5
20 138.4 104.6 114.0 120.7 125.1 5.97 59.9 113.3
21 141.6 105.7 115.5 121.3 126.7 5.93 59.9 110.4
22 141.2 105.6 115.0 121.2 127.0 5.95 60.0 111.4
23 141.7 105.6 115.1 121.1 127.0 5.96 60.0 111.5
24 140.5 105.7 115.4 121.2 127.1 6.02 60.2 110.5
25 145.7 106.9 119.5 120.9 126.7 6.04 60.2 103.7
26 121.6 106.6 119.2 121.8 127.5 6.09 61.6 98.6

27 141.5 106.7 118.3 123.2 125.3 6.05 61.0 103.4
28 126.2 106.6 115.8 121.0 128.0 5.97 60.9 104.4
29 140.1 105.3 115.8 121.1 126.6 5.92 59.7 109.8
30 140.9 105.5 116.7 12110 126.5 5.91 59.6 108.4
31 141.5 105.7 116.9 121.1 126.9 5.94 59.7 108.1
32 149.9 106.8 115.1 122.3 125.1 5.98 60.5 1.12.5
33 134.8 105.5 114.4 123.9 126.9 6.01 61.6 107.0
34 140.2 105.4 117.1 121.1 126.7 6.07 60.1 107.8
35 141.0 105.6 116.3 121.1 126.6 5.98 59.9 109.2
36 140.5 105.5 117.0 121.1 126.7 6.05 60.0 108.0
37 140.2 105.4 116.8 121.1 126.7 6.04 60.0 108.3
38 148.4 107.4 117.8 123.2 127.7 6.04 60.8 105.9
39 140.2 105.4 117.1 121.1 126.7 6.07 60.1 107.8
40 140.9 105.5 116.5 121.1 126.6 6.00 59.9 108.9
41 140.3 105.5 117.2 121.1 126.7 6.08 60.1 107.7
42 140.1 105.4 117.0 121.1 126.7 6.07 60.1 108.0

Table 9. Optimization experiments for VRT processes to minimize F s
with P t < 124.8 min and 5.9 < F 0 < 6.1 min (z = 32 C°), the
result was the bold value (F s = 61.2 min)
Trial Ramp time RT-, R T 2 R T 3 R T 4 F 0 (min) F s (min) Pt (min)
1 94.7 106.0 114.9 120.7 126.4 6.05 65.4 94.2
2 148.7 107.4 118.5 124.3 127.4 6.06 63.0 104.1
3 145.2 107.7 112.3 123.6 129.4 5.91 64.0 113.3
4 137.0 109.4 116.0 124.3 125.7 5.94 63.9 102.7
5 91.7 105.9 114.9 122.2 129.5 5.96 67.5 90.0
6 157.6 106.1 112.9 123.5 128.1 5.94 63.5 118.8
7 118.3 107.2 119.0 123.4 125.8 6.03 64.3 94.9
8 147.7 108.3 110.7 125.0 127.9 6.05 65.8 115.4
9 110.8 107.7 110.8 120.3 127.8 6.01 64.6 103.9
10 118.8 105.1 110.5 120.6 125.5 5.98 63.0 109.1
11 141.5 107.1 114.1 123.3 127.2 5.94 63.3 109.8
12 136.1 107.0 115.4 123.2 126.5 6.03 63.3 106.0
13 137.7 106.7 114.6 123.1 127.2 5.95 63.1 107.9
14 133.6 107.4 115.3 123.3 126.7 6.00 63.4 104.9
15 125.9 107.6 111.9 123.6 125.4 5.97 64.2 105.9
1 6 1 4 4 . 3 1 0 4 . 4 1 1 1 . 7 1 2 0 . 9 1 2 6 . 5 5 . 9 4 6 1 . 2 1 1 9 . 7
17 133.8 108.2 110.5 121.4 128.4 5.94 64.3 113.1
18 106.2 107.6 115.7 120.7 126.5 5.98 64.3 97.3
19 93.6 106.6 110.5 122.7 128.2 6.03 66.9 93.5
20 90.9 104.6 114.0 123.8 128.1 5.99 67.2 89.6
21 137.1 106.1 114.1 122.4 126.6 5.95 62.8 109.6
22 138.2 106.1 113.9 122.4 126.8 5.91 62.7 110.1
23 137.9 106.2 114.0 122.5 126.6 5.95 62.9 109.9
24 135.7 106.1 113.3 122.2 126.6 5.97 63.0 110.4
25 155.2 108.0 112.5 122.8 126.8 5.93 64.0 117.9
26 121.4 105.9 113.0 120.5 127.3 5.95 63.0 106.9

27 142.0 104.9 114.9 120.5 126.4 5.98 61.9 112.2
28 141.7 106.0 113.8 122.2 128.6 6.05 63.1 112.3
29 139.9 105.5 113.7 121.7 126.6 5.93 62.5 112.5
30 136.6 105.5 113.5 121.4 126.7 5.99 62.7 111.8
31 136.7 105.5 113.5 121.4 126.7 5.97 62.6 111.9
32 136.5 105.5 113.5 121.4 126.7 5.99 62.7 111.8

76
Table 10 compared the results obtained for the optimization of the VRT processes,
considering the minimum surface cook values for each surface z value. Table 10
showed that when the surface z values increased, the minimum surface cook value
of its optimum VRT process also increased.
Figure 17 showed the best VRT processes to yield minimum surface cook values at
different surface z values.

77
Table 10. Comparison of the optimum VRT processes with minimum F s
and Pt in term of different z values
z value Ramp time RTi R T 2 R T 3 R T 4 F 0 (min) F s (min) P t (min)
24 151.5 104.2 112.1 120.1 126.0 5.95 50.4 123.8
26 153.3 104.4 112.3 120.8 126.5 5.97 53.6 123.0
28 146.5 104.4 117.6 122.3 126.9 5.97 56.2 109.8
30 140.9 105.5 116.7 121.0 126.5 5.91 59.6 108.4
32 144.3 104.4 111.7 120.9 126.5 5.94 61.2 119.7

Figure 17. The optimum VRT processes to yield the minimum F s of MC
in terms of different z values.

79
Table 11 compared the surface cook values of MC for the CRT and VRT processes
at different z values. Here it was found that the optimum VRT processes had
smaller surface cook values than the optimum C R T processes. For example, when
surface z value was 28 C°and C R T 113 °C was chosen as the optimum C R T and its
minimum surface cook value was 63.2 min, but the surface cook value of the
optimum VRT process is only 56.2 min. At the same time, comparison of the
optimum CRT and VRT processes showed that the process times of the VRT
processes were smaller than those of the C R T processes. The optimum VRT
process decreased surface cook value 11.1 % relative to the optimum CRT process
with the same sterilization value (F 0 equaled to 6.0 min). Of course, different surface
z values resulted in different surface cook values for the C R T and VRT processes.
From Table 11, it was found that when the surface z value increased, its surface cook
values (F s) of the CRT and VRT processes all increased. For the C R T processes,
when z value increased from 24 to 32, their optimum RT increased from 111 to 113
°C and their surface cook values increased from 55.3 to 68.9 min. The surface cook
values of the CRT processes increased 13.6 min with an increase of z value from 24
to 32. For the VRT process, when z value increased from 24 to 32, its surface cook
value increased from 50.4 to 61.2 min. The surface cook values of the VRT
processes increased 10.8 min with an increase of z value from 24 to 32.
Table 11 showed that when the z value was higher, the surface cook values of the
VRT processes decreased more from 4.9 to 7.7 min and their surface cook values
decreased from 8.9 to 11.2 % compared with the surface cook values of the CRT
processes. From Table 11, it was found the process times of the C R T processes
were from 148.1 to 124.8 min but the process times of the VRT processes were from
123.8 to 108.4 min. The process times of the VRT processes decreased from 25.1
to 5.1 min. Then the process times of the VRT processes all were shorter than
those of the C R T processes. When z values decreased, the process times of the
VRT processes decreased more and when z values increased, the process times of
the VRT processes decreased less (Table 11).

Table 11. Comparison of F S of MC for the optimum C R T and VRT
processes in terms of different z values ( F S , min)
z = z = z = z = z =
/ 24 C° 26 C° 28 C° 30 C° 32 C°
55.3 59.7 63.2 66.3 68.9
(CRT (CRT (CRT (CRT (CRT
F S for the best C R T process =111) =111) =113) =113) =113)
F S for the best VRT process 50.4 53.6 56.2 59.6 61.2
Decrease surface cook value
(min, F S , C R T - F S , V R T ) 4.9 6.1 7.0 6.7 7.7
Decrease surface cook value
(%) 8.9 10.2 11.1 10.1 11.2
148.1 148.1 124.8 124.8 124.8
(CRT (CRT (CRT (CRT (CRT
P t for the best CRT process =111) =111) =113) =113) =113)
P t for the best VRT process 123.8 123.0 109.8 108.4 119.7
Decrease P t(min,
Pt, C R T -P t , V R T ) 24.3 25.1 15.0 16.4 5.1
Decrease P t (%) 16.4 17.0 12.0 13.1 4.1

81
4. 7. Process Time of the CRT and VRT processes A significant advantage of the VRT processes was the reduction in process time
while maintaining product surface quality similar to that of the C R T processes. MC
in 307 x 409 cans would typically be processed at 113 °C since this gave the best
surface quality for a CRT process when z value was 28 C°. When a CRT process of
113 °C was chosen, its sterilization value (F 0) of 5.99 min and F s, z=28c°of 63.2 min,
the process time (P t) of 124.8 min plus vent time was obtained. R C O program was
applied to find the optimum VRT process that reduced the process time (P t),
maintained the F 0 value very close to 6.0 min and maintained the F s no higher than
the F s of the best CRT process. 33 computer simulation experiments were used to
search for the best VRT process and the results were summarized in Table 12. By
using the same methods, the optimum VRT processes were determined when z was
24, 26, 30, 32 (Table 13, 14, 15, 16).

82
Table 12. Optimization experiments for VRT processes to minimize P t with
F s < 63.2 min and 5.9 < F 0 < 6.1 min (z=28 C°), the best result
was the bold value (P t = 95.3 min)
Trial Ramp time RTi RT 2 ) R T 3 R T 4 Fo(min) Fs (min) Pt (min)
1 145.8 107.1 118.2 122.2 125.2 6.04 58.5 105.3
2 142.4 107.5 116.8 124.2 128.8 6.06 59.7 104.9
3 134.1 109.2 118.2 120.5 129.2 5.93 58.8 101.5
4 158.8 105.7 114.1 124.3 126.7 6.00 58.7 116.8
5 154.8 105.8 116.6 122.9 129.2 6.07 58.1 111.8
6 115.4 106.9 116.4 120.6 125.3 5.98 59.6 100.5
7 144.9 108.1 119.5 122.7 129.7 6.09 59.5 101.5
8 108.0 107.5 110.2 122.6 126.5 6.04 62.0 100.8
9 115.9 104.9 110.8 120.3 126.2 5.96 59.4 107.7
10 118.8 107.5 115.1 121.5 127.9 6.03 60.3 101.6
11 120.5 107.1 114.8 122.2 127.8 5.96 60.2 101.8
12 118.3 107.4 114.6 121.8 127.7 5.92 60.2 101.5
13 125.7 107.5 116.4 121.8 128.3 5.97 59.6 101.9
14 119.1 105.8 1.10.3 122.6 129.2 5.99 61.3 105.9
15 133.3 107.2 110.1 123.8 125.5 6.01 60.8 111.2
16 105.4 106.3 114.9 120.3 128.0 5.94 61.4 98.2
17 114.4 105.8 114.1 123.7 125.6 6.06 61.3 99.5
18 123.9 105 114.9 121.6 127.7 5.95 59.1 104.8
19 118.9 107.4 112.4 122.8 127.6 6.07 61.2 103.2
20 97.2 104.1 113.9 122.2 125.3 6.00 61.3 95.9
21 104.9 105.8 114.1 121.6 126.5 6.05 61.5 97.9
22 103.4 105.9 112.9 122.0 126.8 6.05 62.0 97.7
23 103.6 106.1 113.3 121.4 126.7 6.02 61.6 98.1
24 105.4 106.0 113.2 122.0 126.2 6.02 61.4 98.3
25 99.9 105.0 110.7 123.1 128.1 5.97 63.5 96.3
26 127.7 104.4 114.7 121.4 129.5 5.98 57.8 107.8

27 103.5 104.4 110.4 120.5 125.9 6.07 60.3 102.7
28 129.0 106.4 110.3 123.8 128.2 6.00 61.1 109.2
29 98.1 105.3 112.6 122.3 127.5 6.02 63.3 95.2
30 98.8 105.5 113.1 122.1 127.3 5.99 62.9 95.3
31 99.3 105.6 112.4 122.3 127.8 6.06 63.4 95.7
32 105.5 104.5 111.3 121.2 129.5 5.98 62.4 100.3
33 111.5 107.5 112.7 121.5 129.6 6.03 61.9 100.9

84
Table 13. Optimization experiments for VRT processes to minimize Pt
with F s < 55.3 min and 5.9 < F 0 < 6.1 min (z = 24 C°), the best
result was the bold value (Pt = 106.9 min)
Trial Ramp time RT^ R T 2 R T 3 R T 4 F 0 (min) Fs(min) Pt (min)
1 97.4 105.5 117.4 120.8 129.1 6.02 61.9 92.5
2 91.6 109.9 115.1 122.6 127.7 6.00 64.2 89.1
3 146.1 107.1 114.6 124.5 127 6.09 55.4 109.9
4 103.8 109.6 114.4 121.4 127.7 5.99 59.7 96.7
5 90.8 105.1 117.0 120.8 125.6 6.02 61.3 91.6
6 148.4 106.7 116.4 124.8 126.9 6.09 55.1 107.9
7 97.1 104.6 110.8 122.9 126.8 6.07 61.4 95.9
8 111.0 106.6 115.0 123.7 128.3 5.99 60.4 95.4
9 157.8 105 119.7 123.8 128.7 6.06 54.5 106.9
10 157.4 105.5 110.8 123.6 128.9 6.06 54.7 122.7
11 97.6 106.3 115.0 122.2 127.5 6.01 61.3 93.1
12 98.9 107.3 115.6 121.9 127.7 6.09 61.2 93.3
13 96.1 106.9 114.7 121.7 127.4 6.08 61.7 93.2
14 98:8 107.2 114.3 122.3 127.2 6.03 61.0 93.8
15 104.5 105.8 111.2 121.1 129.1 5.91 59.7 99.5
16 123.9 109.4 112.1 123.3 129.5 6.07 58.2 104.3
17 122.0 106.3 117.6 124.9 127.7 6.07 59.3 96.9
18 91.7 105.8 114.5 121.3 129.1 5.99 64.2 91.3
19 102.7 108.6 115.9 120.6 125.1 5.92 57.9 95.8
20 93.8 106.5 115.8 121.5 127.8 5.99 62.4 91.5
21 93.5 106.6 115.7 121.4 127.8 5.98 62.3 91.6
22 93.5 106.8 115.3 121.7 127.4 5.99 62.2 91.6
23 94.9 106.9 115.4 121.7 128.1 5.99 62.4 91.8
24 109.8 107.7 112.5 123.6 126.1 6.00 59.2 98.3
25 115.7 109.8 113.1 123.3 127.1 6.03 58.8 99.6
26 98.2 105.6 114.9 125.0 125.9 6.07 63.0 91.3

85
27 93.8 106.9 115.1 122.4 127.6 5.95 62.7 90.9
28 93.7 106.9 115.2 122.4 127.6 5.92 62.6 90.8
29 93.7 107.0 115.1 122.4 127.6 5.93 62.6 90.8
30 94.1 107.1 115.4 122.5 127.3 5.95 62.4 90.8
31 109.5 109.6 117.7 124.0 125.4 5.92 60.6 91.8
32 93.4 107.6 115.2 122.5 127.6 6.02 63.2 90.5
33 94.3 107.3 115.1 123.0 127.2 6.03 62.9 90.7
34 94.3 107.3 115.1 123.0 127.2 6.04 62.9 90.8
35 94.3 107.3 115.1 123.0 127.2 6.04 62.9 90.8
36 98.3 105.5 111.3 121.0 125.0 5.96 58.0 98.5
37 93.0 109.8 114.4 125.0 128.4 5.95 66.3 87.5
38 93.3 108.4 115.0 123.2 127.6 5.96 63.6 89.6
39 93.3 108.4 115.0 123.2 127.6 5.96 63.6 89.6
40 93.3 108.4 115.0 123.3 127.6 5.96 63.6 89.6
41 93.5 108.3 115.0 123.3 127.5 5.95 63.5 89.7

86
Table 14. Optimization experiments for VRT processes to minimize P t
with F s < 59.7 min and 5.9 < F 0 < 6.1 min (z = 26 C°), the
result was the bold value (P t = 97.5 min)
Trial Ramp time RTi R T 2 R T 3 R T 4 F 0 (min) F s (min) Pt (min)
1 147.6 108.4 114.0 121.0 127.6 6.02 56.0 114.0
2 129.2 104.6 111.1 123.4 128.6 6.01 58.5 109.5
3 95.9 106.9 119.7 124.9 125.6 6.09 66.0 86.5
4 126.0 109.1 11.1 124.2 126.9 5.92 59.8 105.2
5 142.9 108.5 117.0 122.6 125.7 6.01 56.9 105.1
6 92.1 107.2 119.5 120.9 129.4 6.00 65.5 88.2
7 137.2 104.9 119.3 121.1 127.0 5.93 56.0 103.0
8 90.6 105.9 112.4 123.1 129.2 5.94 66.3 90.2
9 141.7 106.0 113.1 120.9 129.0 5.98 55.8 114.8
10 147.2 105.8 113.6 121.3 126.7 6.01 55.5 116
11 111.7 106.7 117.6 122.5 127.4 5.97 60.1 95.4
12 108.4 106.8 116.4 122.8 127.6 6.05 60.9 95.3
13 109.5 107.5 115.9 123.1 127.4 6.05 61.0 95.6
14 118.8 107.3 117.3 122.7 126.9 5.94 59.0 97.5
15 100.8 106.3 113.5 124.7 127.1 6.05 63.4 93.1
16 90.7 108.2 118.3 123.7 127.4 6.01 66.3 86.2
17 120.2 105.3 118.5 121.1 126.2 6.01 57.8 99.3
18 128.0 107.9 113.4 122.4 128.6 5.99 58.1 106.0
19 99.0 104.0 117.4 123.1 125.6 5.95 61.4 93.0
20 93.7 106.5 117.5 123.1 127.4 5.93 64.2 88.7
21 94.0 106.9 116.7 123.5 127.7 6.05 64.9 89.0
22 95.7 106.5 117.7 123.5 127.0 5.93 63.9 88.9
23 95.4 106.3 116.3 123.9 127.0 6.08 64.4 89.8
24 102.9 108.5 112.4 121.2 126.0 5.94 60.1 98.0
25 96.3 110.0 116.4 121.4 125.5 5.93 62.0 91.6
26 91.2 109.5 114.2 124.2 129.9 6.03 67.8 87.5

87
27 92.7 107.7 117.8 123.4 127.9 5.92 65.2 87.4
28 93.1 107.7 117.9 123.4 127.8 6.00 65.3 87.6
29 93.4 107.5 117.5 123.9 127.5 6.08 65.6 87.8
30 93.6 107.1 118.5 123.2 127.4 5.96 64.8 87.7
31 91.2 105.4 113.6 123.7 126.6 5.97 64.0 90.4
32 99.4 105.4 116.6 121.0 125.4 6.02 60.4 94.9
33 92.1 109.1 118.3 124.0 125.2 6.00 65.2 86.5
34 92.5 108.3 117.7 124.0 127.2 6.01 65.8 86.9
35 92.9 107.9 118.4 123.9 126.8 5.92 65.3 86.6
36 92.6 108.3 117.7 124.0 127.2 6.01 65.8 86.9
37 92.0 108.4 117.3 123.7 127.6 5.99 65.7 87.1

88
Table 15. Optimization experiments for VRT processes to minimize P t
with F s < 66.3 min and 5.9 < F 0 < 6.1 min (z = 30 C°), the
result was the bold value (P t = 88.2 min)
Trial Ramp time RTi R T 2 R T 3 R T 4 F 0 (min) Fs(min) Pt (min)
1 146.5 105.4 118.9 120.1 127.4 6.05 59.5 107
2 130.5 107.5 116 121.1 129.1 5.96 60.9 104.8
3 127.1 109.8 114.7 123.1 127.7 6.06 62.9 102.4
4 118.8 106.1 116.0 124.4 128.1 6.06 63.3 98.1
5 143.5 105.4 111.9 123.2 125.6 6.02 61.5 115.2
6 139.5 104.2 114.4 121.9 128.2 5.95 58.7 112.7
7 100.1 107.8 114.2 124.5 129.2 6.00 66.2 91.5
8 129.6 108.9 117.3 121.6 128.6 5.95 61.3 101.1
9 92.7 109.0 118.0 121.5 125.4 6.00 65.3 89.6
10 100.6 108.8 118.6 124.2 125.1 6.02 65.8 88.6
11 108.4 108.1 116.8 123.2 127.3 6.03 64.0 93.9
12 107.9 108.3 116.3 123.5 127.1 6.01 64.1 93.8
13 110.0 108.9 116.6 123 127.2 4.92 63.6 94.3
14 113.7 108.5 116.9 123 127.0 5.93 63.1 95.4
15 98.3 107.4 112.6 124.7 127.1 6.00 65.6 92.3
16 98.1 107.1 114.8 122.2 127.0 6.03 64.5 93.3
17 90.7 109.3 118.1 123.7 127.4 6.03 67.7 86.0
18 112.8 106.4 118.4 121.2 126.2 5.91 61.9 96.4
19 111.4 109.3 113.3 124.0 126.3 6.03 64.1 97.3
20 96.9 105.1 117.1 123.1 125.6 5.96 64.3 91.1
21 96.2 108.0 117.2 123.4 126.5 6.01 65.6 89.4
22 95.8 107.9 116.9 123.5 126.1 6.01 65.5 89.5
23 96.5 108.4 116.3 123.7 126.9 5.98 65.7 89.5
24 97.3 107.7 116.1 124 126.9 6.03 65.7 90.0
25 98.9 110.0 115.1 123.8 127.2 6.01 65.9 90.7
26 95.6 106.2 118.6 121.5 126.7 6.05 65.0 90.7

89
27 95.5 107.6 117.0 123.2 129.6 6.03 66.6 94.2
28 90.4 107.4 115.8 121.6 127.9 6.09 66.6 89.9
29 96.0 108.5 117.4 123.7 126.4 5.99 65.9 88.6
30 95.3 108.7 117.7 123.3 126.3 5.91 65.7 88.3
31 95.2 108.6 117.8 123.3 126.1 5.96 65.7 88.5
32 95.3 108.6 117.6 123.3 126.2 5.98 65.8 88.6
33 90.7 106.0 119.9 124.3 129.1 6.03 68.7 88.9
34 98.1 107.1 113.4 121.2 129.2 6.06 65.4 94.8
35 94.5 108.7 117.7 123.5 126.5 6.06 66.4 88.1
36 95.4 108.8 117.9 123.6 126.2 6.02 66.2 88.2
37 95.6 108.7 117.9 123.6 126.3 6.00 66.1 88.2
38 95.6 108.8 117.9 123.7 126.3 6.04 66.3 88.1

90
Table 16. Optimization experiments for VRT processes to minimize P t
with F s < 68.9 min and 5.9 < F 0 < 6.1 min (z = 32 C°), the best
result was the bold value (P t = 87.5 min)
Trial Ramp time RTi R T 2 R T 3 R T 4 F 0 (min) F s (min) Pt (min)
1 140.4 106.0 116.6 120.5 128.0 6.07 62.1 109.1
2 156.1 108.9 118.6 122.6 128.9 6.01 62.8 105.6
3 90.4 104.7 112.6 125.0 128.9 6.00 68.4 89.1
4 110.3 109.8 115.2 124.2 128.8 5.94 66.1 94.4
5 139.2 108.0 112.8 123.9 129.2 6.07 64.7 110.1
6 141.1 105.9 110.1 125.0 126.5 5.97 64.8 114.0
7 153.8 106.2 115.4 121.6 127.1 5.92 62.0 114.3
8 97.1 108.5 119.7 123.0 127.8 5.95 67.0 87.5
9 90.1 105.8 119.4 120.1 125.7 5.93 66.1 90.0
10 129.7 106.4 114.8 123.9 127.0 6.03 63.7 104.0
11 103.5 107.0 116.3 123.3 127.6 5.95 65.3 92.8
12 108.8 107.6 117.1 123.0 128.0 6.02 65.1 94.1
13 112.7 106.9 117.0 122.9 127.7 6.05 64.5 96.1
14 116.7 107.7 116.2 123.8 128.3 5.95 64.5 96.8
15 106.2 105.0 117.2 122.3 125.3 5.93 63.8 95.2
16 119.6 109.7 119.2 124.1 125.2 6.03 65.2 93.0
17 108.8 106.9 115.1 121.1 125.6 5.93 63.5 98.7
18 122.7 107.0 117.9 121.4 129.2 6.06 63.3 99.8
19 116.1 107.7 114.2 120.3 128.4 6.02 64.0 102.9
20 100.2 107.2 117.4 123.1 127.1 6.01 65.9 90.9
21 98.0 106.7 117.0 122.9 127.6 6.06 66.2 90.9
22 101.2 107.3 117.6 123.1 127.1 5.94 65.6 91.0
23 103.9 107.5 117.0 123.7 127.5 6.01 65.8 91.9
24 102.2 109.3 115.1 122.6 126.4 6.04 65.6 93.7
25 97.2 107.9 114.5 122.1 128.4 6.04 66.4 92.7
26 102.1 108.1 117.7 124.9 125.4 5.97 66.4 89.3

91
27 91.9 107.3 115.2 123.5 129.3 5.98 67.8 88.6
28 94.3 106.9 116.9 123.3 127.4 5.93 66.6 89.1
29 95.9 107.1 116.4 123.9 127.8 6.08 67.1 89.5
30 93.5 106.6 116.8 122.9 127.9 5.98 66.8 89.3
31 95.8 107.3 117.8 122.9 127.2 5.92 66.3 89.2

92
Table 17 showed the optimum VRT processes, considering the minimum process
time for each surface z value. Table 17 showed that when the surface z values
increased, the minimum process time of its optimum VRT process decreased. From
table 17, the process times were changed with the different retort temperatures and
different surface z values.
Figure 18 showed the optimum VRT processes to yield the minimum process times
at different surface z values.

93
Table 17. Comparison of the optimum VRT processes with minimum P t
and F s in term of different z values
z value Ramp time RTi R T 2 R T 3 R T 4 F 0 (min) F s (min) Pt (min)
24 157.8 105.0 119.7 123.8 128.7 6.06 54.5 106.9
26 118.8 107.3 117.3 122.7 126.9 5.94 59.0 97.5
28 98.8 105.5 113.1 122.1 127.3 5.99 62.9 95.3
30 95.6 108.7 117.9 123.6 126.3 6.00 66.1 88.2
32 97.1 108.5 119.7 123.0 127.8 5.95 67.0 87.5

94
Figure 18. The optimum VRT processes to yield the minimum P t of MC
in terms of different z values.

95
Table 18 compared the process times of MC for the best C R T process and the best
VRT process at different surface z values. From Table 18, the surface z value
increased, their process times (P t) of the CRT and VRT processes all decreased.
For the C R T processes, their optimum retort temperatures increased from 111 to 113
°C and their process times decreased from 148.1 to 124.8 min with an increase of z
values from 24 to 32. For the VRT processes, their process times decreased from
106.9 to 87.5 min with an increase of z values from 24 to 32.
From Table 18, it was found that the process times of the VRT processes were
shorter than those of the CRT processes. When the z value was higher, the process
times of the VRT processes decreased more from 29.5 to 50.6 min and their process
times decreased from 23.6 to 34.2 % compared with those of the C R T processes.
From Table 18, the surface cook values of the CRT processes were from 55.3 to 68.9
min but the surface cook values of the VRT processes were from 54.5 to 67.0 min.
The surface cook values of the VRT processes also decreased from 0.2 to 1.9 min
with the different z values. Then the surface cook values of the VRT processes all
were lower than those of the CRT processes.

96
Table 1 8 . Comparison of P t for the optimum CRT and VRT processes
in terms of different z values, (P t, min)
z = z = z = z = z =
/ 2 4 C° 2 6 C° 2 8 C° 3 0 C° 3 2 C°
148 .1 148 .1 1 2 4 . 8 1 2 4 . 8 1 2 4 . 8
(CRT (CRT (CRT (CRT (CRT
Ptfor the best C R T process = 1 1 1 ) = 1 1 1 ) = 1 1 3 ) = 1 1 3 ) = 1 1 3 )
Pt for the best VRT process 106.9 97.5 95.3 88.2 87.5
Decrease process time (min,
Pt, CRT-Pt, VRT) 4 1 . 2 5 0 . 6 2 9 . 5 3 6 . 6 3 7 . 3
Decrease process time (%) 2 7 . 8 3 4 . 2 2 3 . 6 2 9 . 3 2 9 . 9
5 5 . 3 5 9 . 7 6 3 . 2 6 6 . 3 6 8 . 9
(CRT (CRT (CRT (CRT (CRT
F S for the best C R T process = 1 1 1 ) = 1 1 1 ) = 1 1 3 ) = 1 1 3 ) = 1 1 3 )
F S for the best VRT process 5 4 . 5 5 9 . 0 6 2 . 9 66 .1 6 7 . 0
Decrease F S (min,
F S , CRT-F S , VRT) 0 .8 0 .7 0 .3 0 . 2 1.9
Decrease F S (%) 1.5 1.2 0 .5 0 . 3 2 . 8

97
4. 8. Compare the results of CRT and VRT processes for MC When the aim was to find the minimum surface cook value for the C R T process and
VRT process. The optimum CRT process of RT of 113 °C was chosen and its
surface cook value was 63.2 minute. Its process time was 124.8 minutes. On the
other hand, its minimum surface cook value of the optimum VRT process was 56.2
minutes and its process time was 109.8 minutes. Thus, the surface cook value of
the optimum VRT process decreased about 11.1% than that of the optimum CRT
process. In the mean time, the process time of the optimum VRT process was
shorter than that of the optimum C R T process. The process time of the optimum
CRT process was 124.8 min but the process time of the optimum VRT process was
109.8 min. The process time of the optimum VRT process decreased 15 min than
that of the optimum CRT process.
Figure 19 compared the changes of the retort temperatures and can center
temperatures for the optimum CRT and VRT processes.

98
140.00 i
0.00 -I 1 1 1
0 45 90 135 180
Heating time (min)
Figure 19. The optimum CRT and VRT processes of MC for the minimum
surface cook values. RT and T c indicated retort temperature
and can center temperature for the respective C R T and
VRT computer simulations.

99
When the aim was to find the minimum process time, the optimum C R T process of
RT of 113 °C was chosen for the z value of 28 C°, its process time was 124.8 min but
the minimum process time of the optimum VRT process was 95.3 minutes. The
process time of the optimum VRT process decreased about 23.6% than that of the
CRT process with the same sterilization value of 6 minutes. In the mean time, its
surface cook value of MC for the VRT process was smaller than that of the CRT
process. The surface cook value of the optimum CRT process was 63.2 min but the
surface cook value of the optimum VRT process was 62.9 min. The surface cook
value of the optimum VRT process decreased 0.3 min than that of the optimum CRT
process.
Figure 20 compared the changes of the retort temperatures and can center
temperatures of the optimum C R T and VRT processes.

100
140 i
0 -I 1 1 1 1
0 45 90 135 180
Heating time (min)
Figure 20. The optimum CRT and VRT processes of MC for the
minimum process time. RT and Tc indicated retort
temperature and can center temperature for the respective
CRT and VRT computer simulations.

101
Table 19 compared the results of surface cook values and process times with the
optimum C R T and VRT processes for MC. In terms of the surface cook value of
MC, the optimum VRT process decreased surface cook value and improved surface
quality compared with the optimum CRT process. In term of the process time of MC
for the thermal processing, the optimum VRT process decreased process time than
that of the optimum CRT process. From this table, it was found that different VRT
processes had different effects on the surface quality and process time.

102
Table 19. The optimum C R T and VRT processes of MC (z=28 C°) in
terms of the minimum surface cook value and the minimum
process time
Thermal processes CRT=113°C Optimum VRT
process 1
Optimum VRT
Process 2
Process time
P t (min)
124.8 109.8 95.3
Save the process time
(Pt, min)
/ 15.0 29.5
Save the process time
(%)
/ 12.0 23.6
Surface cook value (F s,
min)
63.2 56.2 62.9
Decrease the surface
cook value (F s, min)
/ 7.0 0.3
Decrease the surface
cook value (%)
/ 11.1 0.5
Optimum VRT process 1: VRT process for the minimum surface cook value, the
process time was smaller than that of CRT process.
Optimum VRT process 2: VRT process for the minimum process time, the surface
cook value was smaller than that of CRT process.

103
4. 9. Confirmation of Optimum CRT and VRT Processes in an Actual Steam
Retort
The optimum CRT process of RT of 113 °C was chosen because the minimum
surface cook value for MC was obtained. The optimum VRT processes with the
minimum surface cook value or minimum process time were chosen through the
Retort Program and R C O program.
Retort experiments in an actual steam retort were done to confirm the results of the
computer simulation.
A. Comparison of Sterilization Value (F0) Calculation of the sterilization value (F 0) was done from actual retort experiments
based on the results of computer simulations. Table 20 showed that the sterilization
values from the retort experiment were slightly higher than those of the predicted
results from the computer simulation. In the actual retort experiments, some factors
such as initial product temperature, cooling water temperature, and retort
temperature were less precisely controlled than in the computer simulation. The
sterilization values from the computer simulation and retort experiments were
different. But the results were generally within one standard deviation of empirical
values.

104
Table 20. Sterilization values (F 0) for MC with three process runs
for each treatment and calculations done by using
improved general method
Process Number of individual
.cans tested (retort
experiments)
F 0 , min, mean
(standard deviation)
F 0 , min,
Computer
Simulation
CRT=113°C 9 6.3 ±0.6 6.0 ±0.1
CRT=121 °C 8 6.5 ±0 .9 6.0 ±0.1
Optimum VRT 8 6.2 ±0 .3 6.0 ±0.1
process 1
Optimum VRT 9 6.3 ±0 .5 6.0 ±0.1
process 2
Optimum VRT process 1: VRT process for the minimum surface cook value, the
process time was smaller than that of CRT process.
Optimum VRT process 2: VRT process for the minimum process time, the surface
cook value was smaller than that of CRT process.

105
B. Comparison of the Surface Color Parameters In this project, a surface z value of 28 C° was found for surface color change of MC.
The optimum CRT for a z value of 28 C° was 113 °C and the optimum VRT
processes were determined by the Retort program and the R C O program. Next it
was necessary to confirm these results in an actual retort. Following the retort
experiments, the surface color of M C was measured to confirm the results of the
computer simulation. Table 21 shows the surface color parameters L, a and b
values from different actual retort processes. For the C R T process, 113 °C was
chosen as the optimum RT. The surface color L, a and b values of the MC
decreased and the surface of MC appeared dark. For the VRT process, the surface
color L, a and b values decreased less than those of the C R T process and the
surface of MC appeared less dark. From Table 21, it can be seen that the surface
color of MC for the VRT processes was significantly better than that of the CRT
processes. That is to say the VRT processes improved the surface quality
compared to the CRT processes.
In order to quantitatively evaluate whether there was a consistent difference in the
surface color L, a and b values by the different thermal processes, a paired t-test was
performed on the means comparing between L (CRT=113) and L (VRT 1), between L
(CRT=113) and L (VRT 2), between L (CRT=13) and L (CRT=121), and between L
(VRT1) and L (VRT 2). Also a paired t-test was performed to compare between the
a and b values with different thermal processes (table 21).

106
Table 21. The surface color parameters of MC in terms of
the different CRT and VRT processes (confirmation
experiment results and t-test)
L , a and b value (mean 1 ± SD)
L , a and b value (mean 2 ± SD)
p values Significant or not
L C RT=113 = 59.48 ±0.18 LCRT=121= 58.47 ±0.10 p<0.05 Significant L C R T = I I 3 = 59.48 ±0.18 L VRT 1= 60.78 ±0.24 p<0.05 Significant L C R T = I I 3 = 59.48 ±0.18 L V R T 2 =60 .27 ±0.22 p<0.05 Significant L VRT 1=60.78 ±0.24 LVRT2=60.27 ±0.22 p<0.05 Significant a C R T = n 3 = 8.45±0.21 a CRT=I2I= 8.29 ± 0.28 p>0.05 Not significant a C R T = n 3 = 8.45±0.21 a V R T i = 8.61 ±0.24 p>0.05 Not significant a CRT=II3 = 8.45 ± 0.21 a VRT 2=8.53 ± 0.19 p>0.05 Not significant a V R T I = 8.61 ±0.24 a VRT 2=8.53 ±0.19 p>0.05 Not significant b C RT=i i3 = 23.31 ±0.13 b CRT=I2I= 23.00 ± 0.14 p<0.05 Significant b C R T = i i 3 = 23.31 ±0.13 b VRT 1=23.94 ±0.21 p<0.05 Significant b C R T = i i 3 = 23.31 ±0.13 b VRT2=23.59 ±0.20 p<0.05 Significant b VRT 1=23.94 ±0.21 b VRT 2=23.59 ±0.20 p<0.05 Significant
V R T 1: the optimum V R T process 1 for the minimum surface cook value,
the process time is smaller than that of C R T process.
V R T 2: the Optimum V R T process 2 for the minimum process time,
the surface cook value is smaller than that of C R T process.

107
C. Confirmation of the Surface Cook Values of MC Table 22 compared the surface cook values of the C R T and VRT processes with the
retort experiments and the computer simulations. From this table, it was found that
the surface cook values of the CRT and VRT processes with the retort experiments
were slightly higher than those of the computer simulations. In the actual retort
experiments, some factors such as initial product temperature, cooling water
temperature, and retort temperature were less precisely controlled than in computer
simulation. Here the effect of the thermal treatment must be integrated for every
point in the container. Thus, actual tests or simulation work must be carried out to
determine the effect of a processing temperature change and the effect may vary
depending on the container tested.

108
Table 22. Comparison of surface cook values (F s) of MC in terms of
computer simulation and retort experiments (three process
runs for 8-10 cans, based on the sterilization value F 0 of 6.0 min
Retort experiments
(average values of 8-10
cans)
Computer
simulations
F s (min, CRT=113°C) 66.4 ±3.4 63.2
F s (min, CRT=121 °C) 80.9 ±2.7 77.1
F s (min, Optimum VRT
process 1) 57.7 ± 1.5 56.2
F s (min, Optimum VRT
process 2) 64.0 ±2.1 62.9
Optimum VRT process 1: VRT process for the minimum surface cook value, the
process time is smaller than that of CRT process.
Optimum VRT process 2: VRT process for the minimum process time, the surface
cook value is smaller than that of CRT process.

109
C H A P T E R V
C O N C L U S I O N S
Based on the experiment results, the surface color changes of MC were related to
the heating temperature and heating time. If the heating temperature or heating time
was increasing, the surface color of MC became more dark and the surface color
parameter L, a, b values all changed. Lightness (L value) of MC was considered the
most important factor to affect human color judgment for the MC in this study. The
surface color parameter L value change of MC tested was described by first order
reaction kinetics. The surface z value of MC was 28 C°.
R C O program, when combined with Retort Program, provided a convenient, efficient
method for choosing the optimum VRT thermal process. Optimum VRT process was
proved to reduce surface cook value of MC and reduce the surface color change,
while maintaining the sterilization value (F 0) of the total process. The optimum VRT
processes reduced surface cook value by 4.9-7.7 minutes, depending on different z
values. This corresponded to a reduction of 8.9-11.2% compared with the optimum
CRT processes and also process time of the optimum VRT processes was shortened
compared to the C R T processes for MC. In terms of the surface color change of MC,
the optimum VRT process improved surface quality (MC with less darkening of color
(higher L, a, b values) compared with the optimum C R T process.
From the experimental results, the optimum VRT processes reduced process time by
29.5 to 50.6 minutes depending on the different surface z values. This
corresponded to a reduction of 23.6 to 34.2 % compared with the best CRT process,
depending on the different z values. The results of this study demonstrated that
process times of the VRT processes for MC were shortened and also the surface
cook value was slightly decreased compared to the C R T processes for MC.

110
Actual steam retort experiments confirmed that the optimum VRT process was
indeed superior to the optimum C R T process for MC. From this study, the
conclusion was that the optimum VRT processes were better than the optimum CRT
processes for the conduction-heated canned foods.
In the near future, this study will do more research. Other different conditions, such
as different temperature, different can size or different foods or products will be
considered for the surface color change characteristics. Other factors to affect on
the surface color changes of canned foods will be considered. This study only
considered the L value changes of surface color of MC, a value and b value changes
or combination of L, a and b value changes will be considered for researching the
surface z value. Other quality characteristics, such as thiamine retention, flavor
retention and so on, will be compared by using the CRT and VRT processes.

I l l
APPENDIX A: Terminology and Abbreviations in Thermal Processing
a : thermal diffusivity. a = thermal Conductivity/(specific heat * density), is
inversely proportional to fh where the proportionality constant is related to the
container geometry (m2/s).
a w : water activity.
ANOVA: Analysis of variance.
b: the half-height of the can (mm).
cold spot: the slowest heating point in a can of food or in a retort.
come-up time: the time between the start of heating and the time when the retort
reaches processing temperature.
C: the measured color scale value of the product.
C 0 : the measured color scale value of the product at the beginning.
Commercial sterility: free of all viable microorganisms of public health significance
and of all other organisms capable of growth at normal storage temperatures. Some
thermophilic bacteria may still survive in commercially sterile products but these grow
at temperatures only above 100 °F and are not of public health significance.
CRT: constant retort temperature.
D value: the decimal reduction time, usually in minutes. This is the time at a lethal
temperature, which will destroy 90% of the population of the target organisms. Color
D value is defined as the time at a specified temperature required for a 90% change
in a numerical color value.
fc: Cooling rate index. The index of the cooling curve, such as (log (T c-T w) versus
time) and is numerically equal to the negative reciprocal of the slope.
fh: Heating rate index. The minutes required for the heat penetration curve (log (T r-
T c) versus time) to traverse one-log cycle in temperature difference. It is numerically
equal to the negative reciprocal of the slope of the semi-log plot.
F 0 : Process lethality or sterilization value. The equivalent, in terms of minutes at
250 °F (121.1 °C), of all lethal heat received by the cold spot in a container. This
lethality is calculated with a z value of 18 F° (10 C°). F 0 = ZLAt.
F s : The accumulated surface cook value of MC, F s = ZQAt.

112
g value: The unaccomplished temperature, the temperature difference at given time
between the cold spot temperature of a container and retort temperature, g=RT-T c.
Hunter a: The HunterLab colorimetric scale, the a scale measures the redness (+a
value) or greenness (- a value) of the color of the product.
Hunter b: The HunterlLab colorimetric scale, the b scale measures the yellowness
(+ b value) or blueness (-b value) of the color of the product.
Hunter L: The HunterLab colorimetric scale, the L scale measures the lightness
(L=100) or darkness (L=0) of the color of the product.
k: the reaction rate constant for base e (natural logarithms; death rate constant in
the Arrhenius model, k=2.303/D).
K: thermal conductivity (W/m °K)
L: Lethal rate expressed as minutes at the reference temperature per minute at the
center temperature of the container, L = 10 T c " T r e f / z .
low acid food: food with a natural pH higher than 4.5.
MC: Macaroni and cheese.
MR: Maillard reaction.
MRPs : Maillard reaction products.
P t : Operator's process time. The time from when the retort reaches processing
temperature until the steam is turned off and cooling started.
Q: surface cook rate of the product surface, Q = 10 T s - T r e f / Z .
r: the radius of the can (mm).
R C O : random centroid optimization program (Dou et al., 1993; Nakai et al., 1998)
Retort Program: A finite difference computer model for conduction with a cylindrical
container (Durance et al. 1997).
Rho or p value: Fraction of sterilization value, which occurs up to the time the
steam is turn off.
RT or T r: retort temperature.
Saturated steam: 100% water vapor at a temperature equal to the boiling point of
water at the prevailing pressure.
t: the heating time (min).
tv: the ramp time of VRT process (min).
T c : the slowest heating point product temperature of the container,

113
Tf: the center-point temperature of the can at time of steam-off.
T\\ Initial retort temperature, Tj = 22.5 °C,
T p : Initial product temperature, the temperature of the can contents when it enters
the retort, T p= 20 °C,
T ref: Reference temperature for microorganisms or reference temperature for
surface color of product, T r e f = 121.1 °C,
T s : the surface temperature of canned foods,
T w : cooling water temperature, T w = 10 °C,
Vent time: The time at the beginning of a retort run necessary for complete removal
of air from a retort, meeting both a time and a retort temperature requirement.
VRT: variable retort temperature.
X i : a factor for the R C O program.
z value: The temperature difference required for a thermal death time or D value to
change by one order of magnitude. It is a measure of the sensitivity of the relevant
reaction or event to change in temperature.

114
A P P E N D I X B : Processing Conditions for Computer Simulation Model
C R T process:
Product: MC (macaroni and cheese)
Thermal diffusivity, a = 3.625 x 10"7 m 2/s
Thermal conductivity, =19.00 (W/m °K)
Can dimension: Diameter = 82 mm, Height = 111.6 mm
Lethality: Sterilization value, F 0 = 6.0 minutes,
z value of microbial thermal death, z m = 10 C°,
z value of thermal darkening of the surface of MC, z s = 28 C°
Heat penetration parameters: fh = 58 minutes, fc = 77.3 minutes
Operation Conditions,
Initial retort temperature, Tj = 22.5 °C
Initial product temperature, T p= 20 °C,
Form of cans, cylindrical cans (307 x 409), normally 3 7/16 inch diameter and 4 9/16
inch height.
Cooling water temperature, T w = 10 °C,
Reference temperature for microorganisms, T r ef = 121.1 °C,
Reference temperature for surface color of product, T r e T = 121.1 °C,
VRT process:
Product: MC (macaroni and cheese)
Thermal diffusivity, a = 3.625 x 10"7 m 2/s
Thermal conductivity, =19.00 (W/m °K)
Can dimension: Diameter = 82 mm, Height = 111.6 mm
Lethality: Sterilization value, F 0 = 6.0 ± 0.1 minutes,
Z m = 1 0 C ° ,
z s = 28 C°,
Heat penetration parameters: fh = 58 minutes, fc = 77.3 minutes
Operation Conditions,
Initial retort temperature, Ti = 22.5 °C,

115
Initial product temperature, T p= 20 °C,
Cooling water temperature, T w = 10 °C,
Form of cans, cylindrical cans (307 x 409),
Time-temperature profile limits, for VRT, 104 -130 °C,
Ramp time for V R T processes, tv = 90-160 min,
Reference temperature for microorganisms, T r ef =121.1 °C,
Reference temperature for surface color of product, T r ef = 121.1 °C.

116
R E F E R E N C E S Afaghi, M., Ramaswamy, H. S., Prasher, S. O. (2001) Thermal process
calculations using artificial neural network models. Food Research
International. 34(1), 55-65.
Afaghi, M., Ramaswamy, H. S. (2001) Artificial neural network simulation of ball
and Stumbo formula methods of thermal process calculations. Journal of
Food Science and Technology, India. 38(5), 439-446.
Ahmed, J . , Shivhare, U. S., Raghavan, G. S. W. (2000) Rheological characteristics
and kinetics of color degradation of green chilli puree. Journal of Food
Engineering. 44, 239-244.
Ahmed, J . , Shivhare, U. S. (2001) Thermal kinetics of color change, rheology, and
storage characteristics of garlic puree/paste. Journal of Food Science. 66
(5), 754-757.
Aishima, T., Nakai, S. (1986) Centroid mapping optimization: a new efficient
optimization for food research and processing. Journal of Food Science. 51,
1297-1300,1310.
Almonacid, M. S. F., Simpson, R., Torres, J . A. (1993) Time-variable retort
temperature profiles for cylindrical cans: batch process time, energy
consumption, and quality retention model. Journal of Food Process
Engineering. 16 (4), 271-287.
Ames, J . M. (1990) Control of the Maillard reaction in food systems. Trends in
Food Science and Technology. 1(6), 150-154.
Ariahu, C. C , Ogunsua, A. O. (1999) Effect of thermal processing on thiamine
retention, in-vitro protein digestibility, essential amino acid composition, and
sensory attributes of periwinkle-based formulated low acid foods. Journal of
Food Processing and Preservation. 23, 121-134.
Avila, I. M. L. B., Silva, C. L. M. (1999) Modelling kinetics of thermal degradation of
color in peach puree. Journal of Food Engineering. 39, 161-166.

117
Baisier, W. M., Labuza, T. P. (1992) Maillard browning kinetics in a liquid model
system. Journal of Agricultural and Food Chemistry. 40 (5), 707-713.
Banga, J . R., Perez-Martin, R. I., Gallardo, J . M., Casares, J . J . (1991) Optimization
of the thermal processing of conduction-heated canned foods: study of several
objective functions. Journal of Food Engineering. 14(1), 25-51.
Bates, L , Ames, J . M., MacDougall, D. B., Taylor, P. C. (1998) Laboratory reaction
cell to model Maillard color development in a starch-glucose-lysine system.
Journal of Food Science. 63 (6), 991-996.
Bee, G. R., Park, D. K. (1978) Heat penetration measurement for thermal process
design. Food Technology. 32(4), 56-58.
Berry, B. W. (1998) Cooked color in high pH beef patties as related to fat content
and cooking from the frozen or thawed state. Journal of Food Science.
63(5), 797-800.
Box, M. J . (1965) A new method of constrained optimization and a comparison
with other methods. Computer Journal. 8, 42-45.
Buckholz, L. L., Daun, H., Stier, E. (1980) Influence of roasting time on sensory
attributes of fresh roasted peanuts. Journal of Food Science, 45, 547-554.
Carabasa, G. M., Ibarz, R. A. (2000) Kinetics of colour development in aqueous
fructose systems at high temperatures. Journal of the Science of Food and
Agriculture. 80, 2105-2113.
Chen, Q., Koh, H. K., Park, J . B. (1999) Color evaluation of red pepper powder.
Transactions of the A S A E . 42(3), 749-752.
Chen, C. R., Ramaswamy, H. S. (2002a) Color and texture change kinetics in
ripening bananas. Lebensmittel Wissenschaft und Technologie. 35 (5),
415-419.
Chen, C. R., Ramaswamy, H. S. (2002b) Modeling and optimization of variable
retort temperature (VRT) thermal processing using coupled neural networks
and genetic algorithms. Journal of Food Engineering. 53 (3), 209-220.
Cornwell, C. J . , Wrolstad, R. E. (1981) Causes of browning in pear juice
concentrate during storage. Journal of Food Science. 46, 515-518.
Dou, Jinglie, Toma, S., Nakai, S. (1993) Random-centroid optimization for food
formulation. Food Research International. 26, 27-37.

118
Downing, D. L. (1996) A complete course in canning and related processes. Book
II. Microbiology, packaging, H A C C P and ingredients. Baltimore, MD 21218-
4547, USA; CTI Publications Inc.
Driscoll, R. H., Madamba, P. S. (1994) Modelling the browning kinetics of garlic.
Food Australia. 46 (2), 66-71.
Durance, T. D. (1995) Principles of Food Process Science I. Food 308 Course
Manual. 73-175. UBC Access Guided Independent Study, Continuing
Studies, UBC, Vancouver, BC , Canada
Durance, T. D., Collins, L.S. (1991) Quality Enhancement of Sexually Mature
Chum Salmon Oncorhynchus Keta in Retort Pouches. Journal of Food
Science. 56 (5), 1282-1286.
Durance, T. D. (1997) Improving canned food quality with variable retort
temperature processes. Trends in Food Science & Technology. 8 (4), 113-
118.
Durance, T. D., Dou, J . , Mazza, J . (1997) Selection of variable retort temperature
processes for canned salmon. Journal of Food Process Engineering. 20 (1),
65-76.
Ecklund, O. F. (1956) Correction factors for heat penetration thermocouples.
Food Technology. 10(1), 43-47.
Fellows, P. J . (1998) Food Processing Technology. Principles and Practice. First
edition, C R C Press. Boca Raton, FL, 33431 USA
Fogliano, V., Monti, S. M., Musella, T., Randazzo, G. (1999) Formation of colored
Maillard reaction products in a gluten-glucose model system. Food
Chemistry. 64, 1-7.
Francis, F. J . (1991) Color measurement and interpretation. In Instrumental
methods for quality assurance in foods. Edited by D. Y. C. Fung and R. F.
Matthews. Marcel Dekker Inc. New York, NY, USA.
Friedman, M. (1996) Food browning and its preservation: An overview. Journal of
Agricultural and Food Chemistry. 44, 631-653.
Giese, J . (2000) Color measurement in foods as a quality parameter. Food
Technology. 54(2), 62-63.

119
Hendrickx, M. E., Van Genethten, K., Tobback, P. (1990) Optimization quality
attributes of conduction heated foods, a simulation approach. In Engineering
and Food: Preservation Processes and Related Techniques, 2, edited by W.
E. L. Spess and H. Shubert. Elservier Applied Science, New York, USA.
Hendrickx, M., Silva, C , Oliveira, F., Tobback, P. (1993) Generalized (semi) -
empirical formulae for optimal sterilization temperatures of conduction-heated
foods with infinite surface heat transfer coefficients. Journal of Food
Engineering. 19 (2), 141-158.
Hildenbrand, P. (1980) An approach to solving the optimal temperature control
problem for sterilization of conduction-heating foods. Journal of Food
Process Engineering. 3,123-142.
Hofmann, T. (1998) Studies on the influence of the solvent on the contribution of
single Maillard reaction products to the total color of browned pentose/alanine
solutions - a quantitative correlation using the colour activity concept. Journal
of Agricultural and Food Chemistry. 46 (10), 3912-3917.
Holdsworth, S. D. (1985) Optimization of thermal processing - a review. Journal
of Food Engineering. 4,89-116.
Hutchings, J . B. (1994) Food Color and Appearance. Blackie Academic and
Professional Publication. Glasgow, U. K. 375-376.
Ibarz, R. A., Pagan, J . , Garaz, S. (1999) Kinetic models for color changes in pear
puree during heating at relatively high temperatures. Journal of Food
Engineering. 39,415-422.
Little, A. C. (1976) Physical measurements as predictors of visual appearance.
Food Technology. 30 (10), 74, 76-77, 80, 82.
Lopez, A. (1981) A complete course in canning. I. Basic information on canning.
Baltimore, Maryland, USA; Canning Trade, Inc.
Lopez, A., Pique, M. T., Boatella, J . , Romero, A., Ferran, A. (1997) Influence of
drying conditions on the hazelnut quality: III. Browing. Drying Technology.
15,989-1002.
Lund, D. B. (1977) Design of thermal processes for maximizing nutrient retention.
Food Technology. 31 (2), 71-75.

120
Lund, D. B. (1982) Applications of optimization in heating processing. Food
Technology. 36 (7), 97-100.
Lund, D. B. (1991) Heat processing. In Principles of Food Science. Part II.
Physical Principles of Food Preservation. Edited by M. Karel, O. w. Rennema
and D. D. Lund. 31-92. Marcel Dekker, Inc., New York, USA.
Mabon, T. J . (1993) Color measurement of food. Cereal Foods World, 38 (1) 21-
25.
Maesmans, G. , Hendrickx, M., Weng, Z., Keteleer, A., Tobback, P. (1990)
Endpoint definition, determination and evaluation of thermal processes in food
preservation. Belgium Journal of Food Chemistry and Biotechnology. 45 (5),
97-100.
Martins, S. I. F. S., Jongen, W. M. F., Boekel, M. A. J . S. van (2001) A review of
Maillard reaction in food and implications to kinetic modeling. Trends in food
science and technology. 11, 364-373.
Maskan, A., Kaya, S., Maskan, M. (2002) Effect of concentration and drying
processes on color change of grape juice and leather. Journal of Food
Engineering. 54, 75-80.
Mauron, J . (1981) The Maillard reaction in food: a critical review from the
nutritional standpoint. Progress in Food and Nutrition Science. 5(1-6), 5-35.
Morgan, S. L., Deming, S. N. (1974) Simplex optimization of analytical chemical
method. Analytical Chemistry. 46,1170-1181.
Nakai, S. (1981) Comparison of optimization techniques for application to food
product and process development. Journal of Food Science. 47, 144-152,
157.
Nakai, S., Koide, K., Eugster, K. (1984) A new mapping super-simplex optimization
for food product and process development. Journal of Food Science. 49,
1143-1148, 1170.
Nakai, S. (1990) Computer-aided optimization with potential application in
biorheology. Journal of Japanese Society of Biorheology. 4, 143-152.
Nakai, S., Dou, J . , Lo, K.V., Seaman, C. H. (1998) Optimization of site-directed
mutagenesis. 1. New random-centroid optimization program for Windows

121
useful in research and development. Journal of Agricultural and Food
Chemistry. 46, 1642-1654.
Nakai, S., Saeki, H., Nakamura, K. (1999) A graphical solution of multimodal
optimization to improve food properties. International Journal of Food
Properties, 2(3), 277-294.
Namiki, M. (1988) Chemistry of Maillard reactions: recent studies on the browning
reaction mechanism and the development of antioxidants and mutagens.
Advances in Food Research. 32. Academic Press, Inc. San Diego,
California, 92101, USA.
Noronha, J . , Hendrickx, M., Suys, J . , Tobback, P. (1993) Optimization of surface
quality retention during the thermal processing of conduction heated foods
using variable temperature retort profiles. Journal of Food Processing and
Preservation. 17 (2), 75-91.
Noronha, J . , Loey, A. van, Hendrickx, M., Tobback, P. (1996a) Simultaneous
optimization of surface quality during the sterilization of packed foods using
constant and variable retort temperature profiles. Journal of Food
Engineering. 30 (3/4), 283-297.
Noronha, J . , Loey, A. van, Hendrickx, M., Tobback, P. (1996b) An empirical
equation for the description of optimum variable retort temperature profiles that
maximize surface quality retention in thermally processed foods. Journal of
Food Processing and Preservation. 20 (3), 251-264.
Nursten, H. E. (1986) Aroma compounds from the Maillard reaction. In
Developments in Food Flavor. Edited by G. G. Birch and M. G. Lindley. 173-
190. Elsevier, Amsterdam.
Ohlsson, T. (1980) Optimal sterilization temperatures for sensory quality in
cylindrical containers. Journal of Food Science. 45 (6), 1517-1521.
Ozdemir, M., Devres, O. (2000) Kinetics of color changes of hazelnuts during
roasting. Journal of Food Engineering. 44,31-38.
Palombo, R., Gertler, A., Saguy, L. (1984) A simplified method for determination of
browning in dairy powders. Journal of Food Science. 49(6), 1609-1613.
Ramesh, M. N. (1995) Optimum sterilization of foods by thermal processing-a
review. Food Science & Technology Today. 9 (4), 217-227.

122
Rizvi, S. S. H , Acton, J . C. (1982) Nutrient enhancement of thermostabilized foods
in retort pouches. Food Technology. 36 (4), 105-108.
Romero, C , Garcia, P., Brenes, M., Garrido, A. (1995) Color and texture changes
during sterilization of packed ripe olives. International Journal of Food
Science and Technology. 30,31-36.
Sablani, S .S. , Ramaswamy, H.S., Prasher, S. O. (1995) A neural network
approach for thermal processing applications. Journal of Food Processing
and Preservation. 19, 283-301.
Samaniego-Esguerra, C. M., Boag, I. F., Robertson, G. L. (1991) Kinetics of quality
deterioration in dried onions and green beans as a function of temperature
and water activity. Lebensmittel Wissenschaft und Technologie. 24, 53-58.
Sandberg, Gary (1991) Thermal processing of low-acid foods with sub-zero initial
temperatures. M. Sc. Thesis, The University of British Columbia, BC,
Canada.
Sandberg, G. M. M., Durance, T. D., Richard, P., Leung, P. H. (1994) Thermal
processing canned meat with sub-freezing initial temperatures: thermal and
microbial validation. Journal of Food Science, 59 (4), 693-696, 719.
Shin, S., Bhowmik, S. R. (1995) Thermal kinetics of color changes in pea puree.
Journal of Food Engineering. 24, 77-86.
Silva, C. L. M., Hendrickx, M., Oliveira, F., Tobback, P. (1992) Optimum
sterilization temperatures for conduction heating foods considering finite
surface heat transfer coefficients. Journal of Food Science. 57 (3), 743-748.
Silva, C. L. M,, Oliveira, F. A. R., Hendrickx, M. (1993) Modelling optimum
processing conditions for the sterilization of prepackaged foods. Food
Control. 4(2), 67-73.
Silva, C. L. M., Oliveira, F.A. R., Lamb, J . , Torres, A. P., Hendrickx, M. (1994)
Experimental validation of models for predicting optimal surface quality
sterilization temperatures. International Journal of Food Science and
Technology. 29 (3), 227-241.
Spinak, S. H., Wiley, R. C. (1982) Comparisons of the general and Ball formula
methods for retort pouches process calculations. Journal of Food Science.
47, 880-.

123
Stumbo, C. R. (1973) Thermobacteriology in food processing. Academic Press,
New York, London.
Teixeira, A. A., Dixon, J . R., Zahardnik, J . W., Zinsmeister, G. E. (1969) Computer
optimization of nutrient retention in the thermal processing of conduction-
heated foods. Food Technology. 23, 845-853.
Teixeira, A., Stumbo, Charles R., Zahrad, John W. (1975a) Experimental
evaluation of mathematical and computer models for thermal process
evaluation. Journal of Food Science. 40, 653-655.
Teixeira, A., Zinsmeister, George E., Zahrad, John W. (1975b) Computer
simulation of variable retort control and container geometry as a possible
means of improving thiamine retention in thermally processed foods. Journal
of Food Science. 40, 656-659.
Teixeira, A. A., Tucker, G. S. (1997) On-line retort control in thermal sterilization of
canned foods. Food Control. 8(1), 13-20.
Terajima, Y., Nonaka, Y. (1996) Retort temperature profile for optimum quality
during conduction-heated of foods in retortable pouches. Journal of Food
Science. 61 (4), 673-678.
Vazquez-Arteaga, M. C. (1990) Computer-aided formula optimization. MSc
thesis, The University of British Columbia, Vancouver, BC , Canada.
Weemaes, C. A., Ooms, V., Loey, A. M., van, Hendrickx, M. E. (1999) Kinetics of
chlorophyll degradation and color loss in heated broccoli juice.
Journal of Agricultural and Food Chemistry. 47(6), 2404-2409.
Wijewikreme, A. N., Kitts, D. D., Durance, T. D. (1997) Reaction conditions
influence the elementary composition and metal chelating affinity of
nondialyzable model Maillard reaction. Journal of Agricultural and Food
Chemistry. 45(2), 4577-4583
Xing, B. K. (2002) Maillard browning reaction of glucose-lysine model system in a
microwave field. U B C thesis.
Young, K. E. (1984) Thiamine degradation in a luncheon-type ham product
thermally processed in retort pouches and cans. M.Sc. Thesis, The
University of British Columbia, Vancouver, BC , Canada.