Comparison of Computer Simulation of Reactive Distillation Using Aspen Plus and Hysys Software
6
Chemical Engineering and Processing 41 (2002) 413 – 418 Comparison of computer simulation of reactive distillation using ASPEN PLUS and HYSYS software Q. Smejkal a, *, M. S oo ´s ˇ b,1 a ICT Prague, Technicka 5, CZ-166 28, Prague,Czech Republic b Department of Chemical Engineering, STU Bratislaa, Radlinskeho 9, SK-812 37, Bratislaa, Czech Republic Received 5 June 2001; received in revised form 25 July 2001; accepted 25 July 2001 Abstract A comparison of computer simulation results of reactive distillation obtained by ASPEN PLUS and HYSYS software was done. Esterification of acetic acid and 1-butanol was chosen as the model reaction proceeding in a reactor and reactive distillation column (RD) system. A nearly equimolar reaction mixture was fed into the equilibrium fixed bed reactor and the liquid product was continuously fed into reaction zone of the reactive distillation column. The same mass balance in the reactor and reactive distillation column was used to compare the adequacy of chosen simulation systems. The results of computer simulation have been consequently compared with pilot plant experimental data. A good agreement was reached. © 2002 Elsevier Science B.V. All rights reserved. Keywords: Butylacetate; Reactive distillation; Simulation; ASPEN PLUS; HYSYS www.elsevier.com/locate/cep 1. Introduction Butylacetate is a common solvent, used in the chemi- cal industry, e.g. as a paint solvent. The production of butylacetate has been growing in the last decade due to a continual demand for solvents not containing aromatics. Esterification has been traditionally catalyzed by acidic agents, e.g. sulphuric acid, p -toluenesulfonic acid, etc. Recently, heterogeneous catalysts, like ion exchange resins, have also been applied. Using liquid acidic catalysts, several problems occur like corrosion and difficulties with waste disposal. Furthermore, to increase conversion, either an excess of reactants must be used, or at least one of the products must be constantly removed from the reaction system because esterification reactions are in general reversible reac- tions. A reactive distillation system consisting in a solid acidic catalyst in the reaction zone of the column enables a simplification of the butylacetate technology. The utilisation of a homogeneous catalyst and associ- ated problems with product-catalyst separation and with waste disposal in traditional technologies are dis- advantageous in comparison with ecologically friendly catalytic active packing used in butylacetate synthesis by reactive distillation technique. The reactive distillation processes have become im- portant in industrial scale in the last decade. The stud- ies of reaction and separation operations are usually divided into experimental and simulation parts. The topic of this paper is focused on the relevance of the commercial software ASPEN PLUS and HYSYS for the simulation of RD problems. The modern trends in scale up and process design are oriented to the technology aided engineering software. The most important ques- tion is then the adequacy of the chosen software, which very often reduces the precision of chemical and phases equilibrium. In the present paper, the simulation packages ASPEN PLUS and HYSYS were used to predict the behaviour of the esterification reactor and the RD column in the esterification system containing acetic acid and 1-bu- tanol. The attention has been paid to the composition of product streams and mass and heat balances. * Corresponding author. Tel.: +36-420-2-24354188; fax: +36- 420-2-3119657. E-mail addresses: [email protected] (Q. Smejkal), [email protected] (M. S oo ´s ˇ). 1 Tel.: +36-421-7-59325208; fax: +36-421-7-52496743. 0255-2701/02/$ - see front matter © 2002 Elsevier Science B.V. All rights reserved. PII:S0255-2701(01)00160-X
-
Upload
andresmilquez -
Category
Documents
-
view
145 -
download
3
description
Destilacion reactiva
Transcript of Comparison of Computer Simulation of Reactive Distillation Using Aspen Plus and Hysys Software

Chemical Engineering and Processing 41 (2002) 413–418
Comparison of computer simulation of reactive distillation usingASPEN PLUS and HYSYS software
Q. Smejkal a,*, M. S� oos b,1
a ICT Prague, Technicka 5, CZ-166 28, Prague,Czech Republicb Department of Chemical Engineering, STU Bratisla�a, Radlinskeho 9, SK-812 37, Bratisla�a, Czech Republic
Received 5 June 2001; received in revised form 25 July 2001; accepted 25 July 2001
Abstract
A comparison of computer simulation results of reactive distillation obtained by ASPEN PLUS and HYSYS software was done.Esterification of acetic acid and 1-butanol was chosen as the model reaction proceeding in a reactor and reactive distillationcolumn (RD) system. A nearly equimolar reaction mixture was fed into the equilibrium fixed bed reactor and the liquid productwas continuously fed into reaction zone of the reactive distillation column. The same mass balance in the reactor and reactivedistillation column was used to compare the adequacy of chosen simulation systems. The results of computer simulation have beenconsequently compared with pilot plant experimental data. A good agreement was reached. © 2002 Elsevier Science B.V. Allrights reserved.
Keywords: Butylacetate; Reactive distillation; Simulation; ASPEN PLUS; HYSYS
www.elsevier.com/locate/cep
1. Introduction
Butylacetate is a common solvent, used in the chemi-cal industry, e.g. as a paint solvent. The production ofbutylacetate has been growing in the last decade due toa continual demand for solvents not containingaromatics.
Esterification has been traditionally catalyzed byacidic agents, e.g. sulphuric acid, p-toluenesulfonicacid, etc. Recently, heterogeneous catalysts, like ionexchange resins, have also been applied. Using liquidacidic catalysts, several problems occur like corrosionand difficulties with waste disposal. Furthermore, toincrease conversion, either an excess of reactants mustbe used, or at least one of the products must beconstantly removed from the reaction system becauseesterification reactions are in general reversible reac-tions. A reactive distillation system consisting in a solidacidic catalyst in the reaction zone of the column
enables a simplification of the butylacetate technology.The utilisation of a homogeneous catalyst and associ-ated problems with product-catalyst separation andwith waste disposal in traditional technologies are dis-advantageous in comparison with ecologically friendlycatalytic active packing used in butylacetate synthesisby reactive distillation technique.
The reactive distillation processes have become im-portant in industrial scale in the last decade. The stud-ies of reaction and separation operations are usuallydivided into experimental and simulation parts. Thetopic of this paper is focused on the relevance of thecommercial software ASPEN PLUS and HYSYS for thesimulation of RD problems. The modern trends in scaleup and process design are oriented to the technologyaided engineering software. The most important ques-tion is then the adequacy of the chosen software, whichvery often reduces the precision of chemical and phasesequilibrium.
In the present paper, the simulation packages ASPEN
PLUS and HYSYS were used to predict the behaviour ofthe esterification reactor and the RD column in theesterification system containing acetic acid and 1-bu-tanol. The attention has been paid to the compositionof product streams and mass and heat balances.
* Corresponding author. Tel.: +36-420-2-24354188; fax: +36-420-2-3119657.
E-mail addresses: [email protected] (Q. Smejkal),[email protected] (M. S� oos).
1 Tel.: +36-421-7-59325208; fax: +36-421-7-52496743.
0255-2701/02/$ - see front matter © 2002 Elsevier Science B.V. All rights reserved.PII: S 0 2 5 5 -2701 (01 )00160 -X

Q. Smejkal, M. S� oos / Chemical Engineering and Processing 41 (2002) 413–418414
The simulation results of butylacetate synthesis werecompared with pilot plant experimental data. The pilotplant system of butylacetate consists of an equilibriumreactor and a reactive distillation column. The equi-librium reactor affords a mixture of reaction productsnear its equilibrium composition. Considering the factthat conversion of this equilibrium reaction is near 67%[1], a reaction distillation column for increasing theconversion and separation was used. The advantage ofesterification pre-reactor is based on the fact that thegreatest part of reaction component can react beforeRD column and the throughput of reaction systemincreases [2].
Two commercially program packages were employedin this study, the software ASPEN PLUS 10.1 provided byAspen Technology Ltd. and the software HYSYS 2.1made by AEA Technology Ltd. Both programs havebeen frequently used in chemical engineering studies.The detailed study and behaviour of the programs aswell as practical examples of simulation calculations areavailable in the literature [3,4].
2. Computer simulation
2.1. Simulation assumption
A computer simulation was applied to the descriptionof the reactive distillation and the esterification pre-re-actor. A model of a continuous isothermal equilibriumreactor was used. Therefore, a set of assumptions wasapplied to simplify the calculation. The most importantassumption for the RD simulation was based on thefact that the mathematical model supposed both va-pour– liquid and chemical equilibrium in all theoreticalstages (TS) of the reaction zone and the phase equi-librium in separation sections. Pressure drop was ne-glected along the column (5 kPa in 45 TS), the columnwas run under atmospheric pressure and liquid andvapour phases were ideally mixed. The basic parame-ters of the apparatus are summarised in Table 1.
2.2. Phase and chemical data
The phase equilibrium data play an important role inthe whole engineering design of the esterification–distil-lation process. In this study, activity coefficients werecalculated by the NRTL equation. The case systemchosen in this study is typical by a non-ideal behaviourof the liquid phase (the existence of a ternaryazeotropic mixture with 1-butanol and water—b.p.90 °C, [5] and two partial mixed liquids). Because theprogram module RadFrac of the software ASPEN PLUS
was not able to describe the V–L equilibrium properly,for some binary systems, data of binary coefficients(NBA-BAC and Water-AA) [6,7] available in the litera-ture were used. In the ASPEN PLUS database there areseveral sets of binary parameters available for V–Lphase equilibrium, and for unification of binary coeffi-cients the data from the HYSYS database (BAC-AA,water-AA, AA-BAC) were used.
In case of the binary system water-NBA and -BAC,the existence of two liquid phases for the computationof binary coefficients of the V–L–L equilibrium wassupposed for the simulation of both the equilibriumreactor and the reactive distillation column.
3. Pilot plant experiments
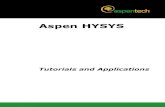
A nearly equimolar mixture of acetic acid and 1-bu-tanol was fed to an equilibrium reactor (operationtemperature 75 °C) packed with an acidic ion exchangeresin catalyst. A reaction mixture with an almost equi-librium composition was fed into the middle position(22 TS from the top) of the reaction zone in the RDcolumn (Fig. 1).
The esterification of acetic acid with 1-butanol pro-ceeded in a stainless steel column with a 80 mm IDoperating continually under atmospheric pressure (F-factor 0, 1–2). The experiments were done in a pilot-plant unit in Chemopetrol Ltd. Co, Litvinov, CZ. Theapparatus consisted of a rectification column with re-
Table 1Process simulation parameters
ParameterMathematical model Dimension Value
2,8117Equilibrium reactor kg/hFeed rate1,096–Molar ratio NBA/AA in the feed
Reactive distillation column 11,1Reflux flow in the RD column (OP) kg/hPrecision of calculation – �10−6
Numerical method – Newton100–Maximum number of iterations

Q. Smejkal, M. S� oos / Chemical Engineering and Processing 41 (2002) 413–418 415
Fig. 1. Flow sheet of the equilibrium reactor and the reactive distilla-tion column for production of butylacetate.
mental data for accurate calculation of chemical equi-librium. Concerning minimal temperature dependence ofequilibrium constant for production of butylacetate withno specific information about temperature dependenceof Kr, the experimental measured value (at 75 °C) of theequilibrium constant Kr=4,27, was used. This value isin a good agreement with data available in the literature[1]. A comparison of computer simulation and pilot plantexperimental data is summarised in Table 2. For bothprograms a chemical equilibrium was supposed to be theparameter of the chemical reactor in the calculationmodel. The conditions and feed composition remainedthe same.
The results in Table 2 show the adequacy of bothchosen programs. Also calculated conversions of esterifi-cation are in good agreement with published values [1].Therefore, it is possible to note that the product from theesterification reactor with a composition of butylacetateclose to 58 mass % will be fed to the RD column. Onthe other hand, the composition and progress of thereactive distillation column will be influenced by thereaction conversion in the esterification pre-reactor.
The presented results are valid only in a narrowinterval of the reaction temperature (�5%) in theesterification reactor. For the reactor with reaction inboth vapour and liquid phases or reaction with vapour–liquid separation, one should first check the build-in datafor the NRTL equation.
The calculation of reaction composition in the equi-librium reactor by minimisation of Gibb’s free energydepends on temperature and leads to important changesof product composition with increasing system tempera-ture (ASPEN PLUS) [9]. The chemical reaction should bedefined at constant temperature. On the other hand, thesoftware HYSYS allows defining the equilibrium constantindependently on temperature [10].
boiler, condenser and a phase separator. The reactionzone of the reactive distillation column was filled with thestructural packing KATAPAK® S with a efficiency of 3TS, containing an acidic ion exchange resin in H+ form(5 eq/kg). Both the lower and upper separation zoneswere packed by high effective CY® structural packing.The efficiency of each zone was equivalent to 20 TS.
The water formed by the reaction was taken off fromthe phase separator and the major part of the organicphase was refluxed back to the column. Another smallerpart of the organic phase was withdrawn as distillate.Crude butylacetate (bottom product) was withdrawn ata rate assuring constant liquid holdup from the reboiler.
There is no side reaction in the RD system. Thedetailed description of pilot plant column and experi-mental work as well as the sensitivity study (operatingconditions versus selectivity of the process) have beendiscussed in our previous papers [8].
4. Results and discussion
4.1. Simulation of equilibrium reactor
In this study the esterification reactor was calculatedwith the aid of build-in equilibrium models. The softwareASPEN PLUS allows the description of chemical equi-librium in a reactor by the minimisation of Gibb’s freeenergy. The HYSYS program is able to define the equi-librium reaction using minimisation of Gibb’s free en-ergy, as equilibrium constant, which is independent ordependent of temperature and the regression of experi-
Table 2Comparison of experimental product composition in the esterificationreactor with results obtained by simulation using ASPEN PLUS andHYSYS software
Composition Program(wt.%)
Product streamFeed stream
HYSYSASPENExp+ASPEN Experiment+HYSYS
39,533 13,46AA 11,9612,7121,2719,4321,5453,462NBA
57,674,337 54,7856,27BAC9,48 10,94 10,49Water 2,668
0,678Conversion of 0,697– 0,66AA
feed composition was the same for all simulations.

Q. Smejkal, M. S� oos / Chemical Engineering and Processing 41 (2002) 413–418416
Table 3RD Column—comparison of pilot plant experiments and simulationdata
ASPEN PLUSParameter HYSYSExperiment
Feed flow (kg/h) 2,8112,811 2,81111,111,08 11,1Reflux (kg/h)
2,4 2,73Reboiler duty (kW) 3128 128127T boiler (°C)
2,2Product (kg/h) 2,192,6Product composition
(wt.%)0Acetic acid 00,178
0,3140,323 0,2Butanol99,69 99,8Butylacetate 99,5
0,3977Water phase (kg/h) 0,390,3250,214 0,236Organic phase (kg/h) 0,123
Reflux composition(wt.%)
Water 10,5 12,06 14,4200,356 0,08Acetic acid
53,37Butanol 51,74 48,7935,77Butylacetate 36,20 36,77
the experimental measured mass balance, and conse-quently the temperature profile. The results are listed inTable 3.
Table 3 shows a comparison of pilot plant experi-ments and simulation data. Some differences appearedin the flow rate of bottoms product streams, reactionwater and the organic phase. These differences werecaused by experimental errors (�10%) of the flow ratemeasurements. Differences of experimental and simula-tion compositions for product stream and reflux can beexplained by the phase and reaction equilibrium fortheoretical and reaction stages. In the case of pilotplant experiment the chemical and phase equilibriumwere not reached. Another reason is temperature de-pendence of equilibrium constant for esterification reac-tion and simulation. For simulation the equilibriumconstant Kr=4,27 was used. This value of Kr wasobtained from experiments performed at temperature75 °C. On the other hand, the temperature on the feedstage of the RD column is between 115 and 120 °C, so,this fact influence the reaction equilibrium.
By comparing both programs, the mass balancealong the equilibrium reactor is not absolutely relevant,(see Table 3), and thus, small differences between calcu-lated results can occur. These differences are observedin the amount of NBA and BAC in the rectifyingsection and consequently in the temperature and con-centration profiles drawn in Figs. 2 and 3. Followingthese explanations, the results and comparison of simu-lations show, that both computer simulations are in agood agreement with experiments.
The difference in the composition of reflux could becaused by a different definition of equilibrium reactionor different description of V–L–L equilibrium in thesimulation software used in this study. The influence ofphase equilibrium and its description in the rectifyingpart of the column can play an important role in thediscussions concerning both simulation programs.
The simulation error in chemical equilibrium calcula-tion in the RD column is minimised by the definition ofa proper equilibrium constant in the module of thereaction zone in the RD system, which is in bothprograms allowed.
4.2. Simulation of the reacti�e distillation column
The computer simulation parameters were the samein both programs. The operation conditions: reflux flowand butylacetate production, were chosen to describethe mass and enthalpy balances along the column. Thereboiler duty determined the temperature in the bottompart of the column and thus, the temperature profilecould be compared. The feedback of the simulation was
Fig. 2. Temperature profile along the RD column—conditions for simulation are given in Table 3, �, HYSYS; �, ASPEN PLUS; × , Pilot plantexperiment.

Q. Smejkal, M. S� oos / Chemical Engineering and Processing 41 (2002) 413–418 417
Fig. 3. Concentration profile in the liquid phase along the RD column �, NBA; �, BAC; �, water (simulation by ASPEN); �, NBA; �, BAC;�, water; (simulation by HYSYS).
The temperature profile along the RD column forboth simulations is illustrated in Fig. 2. The composi-tion profile for the liquid phase composition is shown inFig. 3. The relation between HYSYS and ASPEN PLUS
calculations is good, only the measured temperaturebelow the reaction zone is higher than that obtained bycalculation. This inaccuracy may be explained by lowerboiler duty used in the calculation.
The temperature profile edge is dropped during thecalculations to the top column stages and the course ofthe temperature curve is similar for experiments andcalculations (see the temperature profile on the temper-ature curve for the experiment on the 23rd stage andfor simulation on the 23rd and the 35th stages). Thebreak on the feed stage is typical for the reactivedistillation process and represents the feed point loca-tion on the column in the reaction zone.
The comparison between ASPEN PLUS and HYSYS
software in the concentration profile is relevant, bothprograms calculated very close concentration profilesalong the column.
5. Conclusion
Commercial simulation programs HYSYS and ASPEN
PLUS have been used in this study. A reactive distilla-tion system was chosen to compare the adequacy ofthese program packages. An excellent agreement be-tween experimental data and simulation results wasobtained. Thus the equilibrium model can be used todescribe chemical reaction and simulate the process. Ifchemical and phase equilibrium data are very close,both programs describe the reactive distillation of aceticacid and 1-butanol properly. Simulation program pack-ages HYSYS and ASPEN PLUS were applied to fit the pilot
plant experimental data. A good agreement wasobtained.
Concerning economical aspect, both programsneeded the same computation time for the same type ofcomputer for RD simulations. Therefore, the programpackage prices should also play an important role inthe presented discussion. The software HYSYS is ap-proximately two times cheaper in comparison with thesoftware ASPEN PLUS.
Appendix A: Nomenclature
acetic acidAABAC butylacetate
equilibrium constantKrNBA 1-butanol
Acknowledgements
One author (Q.S.) was supported by the GrantAgency of the Czech Republic (grant No. 104/00/P004).Other author (M.S� .) was partly supported by the GrantAgency of the Slovak Republic (Grant VEGA 1/8112/01).
References
[1] P.H. Groggins, Unit Process in Organic Synthesis, McGraw-Hill,1952.
[2] Q. Smejkal, J. Hanika, J. Kolena, 2-Methylpropylacetate synthe-sis in a system of equilibrium reactor and reactive distillationcolumn, Chem. Eng. Sci. 56 (2001) 365–370.
[3] S. Venkataraman, W.K. Chan, J.F. Boston, Reactive distillationusing ASPEN PLUS, Chem. Eng. Prog. 86 (8) (1990) 45–54.

Q. Smejkal, M. S� oos / Chemical Engineering and Processing 41 (2002) 413–418418
[4] W.D. Seider, J.D. Seader, D.R. Lewin, Process Design Princi-ples—Synthesis, Analysis, and Evaluation, John Wiley & Sons.Inc, New York, 1999.
[5] C.D. Hodgmann, Handbook of Chemistry and Physics, 46th,The Chemical Rubber Co., Cleveland, 1965.
[6] J. Gmehling, U. Onken, Aqueous-Organic Systems, in Vapor–liquid equilibrium data collection, DECHEMA, Vol. 1, Part 1,Frankfurt, 1977, p. 135.
[7] J. Gmehling, U. Onken, U. Weidlich, Alcohols and Phenols, in
Vapor– liquid equilibrium data collection, DECHEMA, Vol. 1,Part 2d, Frankfurt, 1982, p. 197.
[8] J. Hanika, J. Kolena, Q. Smejkal, Butylacetate via reactivedistillation–modelling and experiment, Chem. Eng. Sci. 54(1999) 5205–5209.
[9] Aspen Technology, Inc. ASPEN PLUS user manual, Vol. 1, Unitoperation model, 1994.
[10] J. Pongo, W. Boras, R. Schacter, K. Hanson, C. Lowe, J.Forrest. HYSYS-Reference, Vol. 1, 2, Hyprotech Ltd., 1996.