
COLOURING MORTAR AND CONCRETE PRODUCTS
24
COLOURING MORTAR AND CONCRETE PRODUCTS Edición 07/2013. Rev. 4ª COLOURING MORTAR AND CONCRETE PRODUCTS Índice I. PIGMENTS, COLORANTS AND COLOUR CONCEPTS .................................................................................. 2 II. ORIGIN OF THE PIGMENTS ................................................................................................................................ 4 III. NATURE OF THE PIGMENTS ............................................................................................................................ 5 IV. PARTICLES, AGGREGATES AND AGGLOMERATES.................................................................................. 6 V. BINDING AND DISPERSION OF A PIGMENT ................................................................................................ 6 VI. ADEQUATE PIGMENTS FOR CEMENT /LIME PRODUCTS ................................................................. 10 VII. IMPORTANT ASPECTS WHEN PIGMENTING ........................................................................................ 12 VIII. PRESENTATION OF THE PIGMENT ......................................................................................................... 15 IX. TYPICAL SURFACE PATHOLOGIES AND THEIR INFLUENCE IN THE DECORATIVE PROPERTIES OF MORTAR AND CONCRETE. EFFLORESCENCES AND IRREGULAR COLOURS. ... 17 i. EFFLORESCENCES ............................................................................................................................................................... 17 a. Acting on the water to reduce efflorescences. .................................................................................................................... 19 b. Acting over calcium hydroxide to reduce efflorescences. ............................................................................................ 21 ii. IRREGULAR TONES ........................................................................................................................................................... 21 X. LEGISLATION ........................................................................................................................................................ 23 XI. BIBLIOGRAPHIC REFERENCES .................................................................................................................... 23
Transcript of COLOURING MORTAR AND CONCRETE PRODUCTS
COLOURING MORTAR AND CONCRETE PRODUCTS Edición 07/2013. Rev. 4ª
COLOURING MORTAR AND CONCRETE PRODUCTS
Índice
I. PIGMENTS,COLORANTSANDCOLOURCONCEPTS..................................................................................2
II. ORIGINOFTHEPIGMENTS................................................................................................................................4
III. NATUREOFTHEPIGMENTS............................................................................................................................5
IV. PARTICLES,AGGREGATESANDAGGLOMERATES..................................................................................6
V. BINDINGANDDISPERSIONOFAPIGMENT................................................................................................6
VI. ADEQUATEPIGMENTSFORCEMENT/LIMEPRODUCTS.................................................................10
VII. IMPORTANTASPECTSWHENPIGMENTING........................................................................................12
VIII. PRESENTATIONOFTHEPIGMENT.........................................................................................................15
IX. TYPICALSURFACEPATHOLOGIESANDTHEIRINFLUENCEINTHEDECORATIVEPROPERTIESOFMORTARANDCONCRETE.EFFLORESCENCESANDIRREGULARCOLOURS....17 i. EFFLORESCENCES...............................................................................................................................................................17 a. Actingonthewatertoreduceefflorescences.....................................................................................................................19 b. Actingovercalciumhydroxidetoreduceefflorescences.............................................................................................21
ii. IRREGULARTONES...........................................................................................................................................................21
X. LEGISLATION........................................................................................................................................................23
XI. BIBLIOGRAPHICREFERENCES....................................................................................................................23
COLOURING MORTAR AND CONCRETE PRODUCTS Edition 07/2013. Rev.0. Cemento Hormigón Magazine Page 2 of 24
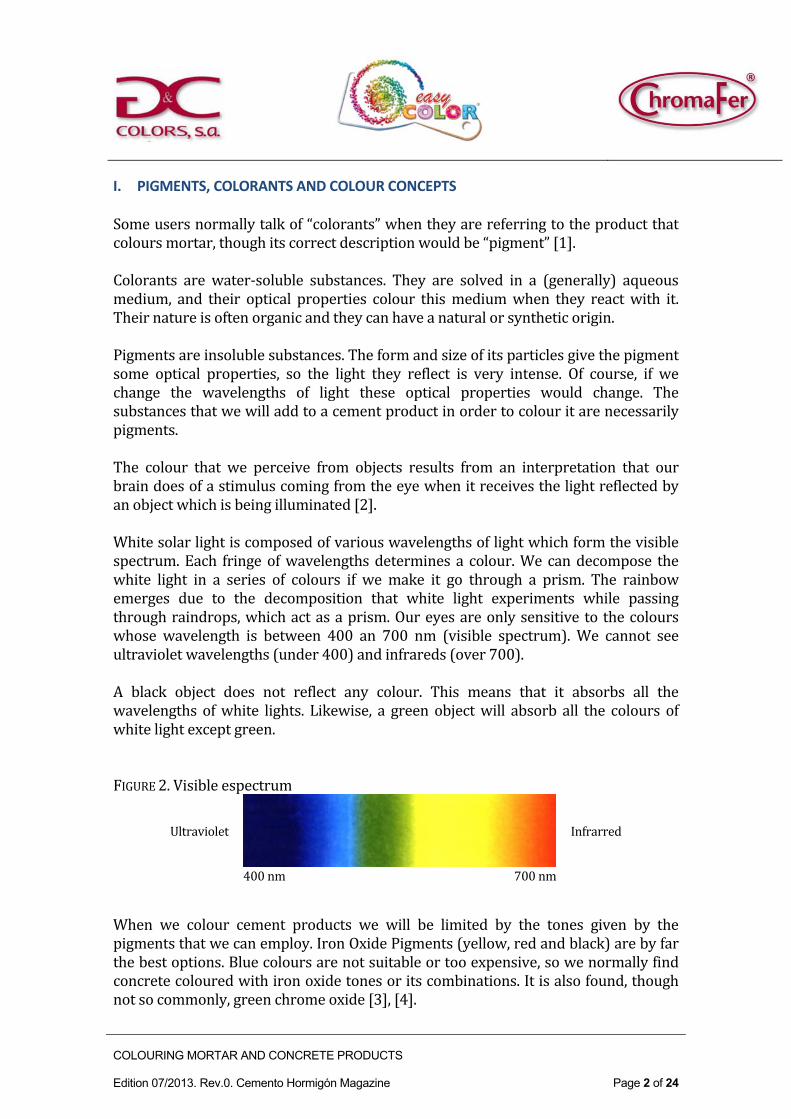
I. PIGMENTS, COLORANTS AND COLOUR CONCEPTS Someusersnormallytalkof“colorants”whentheyarereferringtotheproductthatcoloursmortar,thoughitscorrectdescriptionwouldbe“pigment”[1].Colorants are water‐soluble substances. They are solved in a (generally) aqueousmedium, and their optical properties colour thismediumwhen they reactwith it.Theirnatureisoftenorganicandtheycanhaveanaturalorsyntheticorigin.Pigmentsareinsolublesubstances.Theformandsizeofitsparticlesgivethepigmentsome optical properties, so the light they reflect is very intense. Of course, if wechange the wavelengths of light these optical properties would change. Thesubstancesthatwewilladdtoacementproductinordertocolouritarenecessarilypigments.The colour that we perceive from objects results from an interpretation that ourbraindoesofastimuluscomingfromtheeyewhenitreceivesthelightreflectedbyanobjectwhichisbeingilluminated[2].Whitesolarlightiscomposedofvariouswavelengthsoflightwhichformthevisiblespectrum.Each fringeofwavelengthsdetermines a colour.We candecompose thewhite light in a series of colours if we make it go through a prism. The rainbowemerges due to the decomposition that white light experiments while passingthroughraindrops,whichactasaprism.Oureyesareonlysensitive to thecolourswhose wavelength is between 400 an 700 nm (visible spectrum). We cannot seeultravioletwavelengths(under400)andinfrareds(over700).A black object does not reflect any colour. This means that it absorbs all thewavelengths ofwhite lights. Likewise, a green objectwill absorb all the colours ofwhitelightexceptgreen.FIGURE2.Visibleespectrum
Ultraviolet Infrarred
400nm 700nm
When we colour cement products we will be limited by the tones given by thepigmentsthatwecanemploy.IronOxidePigments(yellow,redandblack)arebyfarthebestoptions.Bluecoloursarenotsuitableortooexpensive,sowenormallyfindconcretecolouredwithironoxidetonesoritscombinations.Itisalsofound,thoughnotsocommonly,greenchromeoxide[3],[4].

COLOURING MORTAR AND CONCRETE PRODUCTS Edition 07/2013. Rev.0. Cemento Hormigón Magazine Page 3 of 24
FIGURE3.ChromaticPyramid
Made up by yellow, orange‐red and black ironoxidesontheverticesanditscombinations.
Let’stakealookatthetonesthatcanbeachievedwithironoxidepigments:
‐ Yellowshadeswithmoreorlessreddishtones,butwithnotagreatdiffer‐enceamongthem.
‐ Redshades fromorange‐red toviolet‐reds, includingmoreor lessblueishreds.
‐ Blackshades, fromred tobluebut, as in theyellowshades,withnogreatdifferences.Wehave topointout thatwithblack ironoxideswecanonlyobtain grey shades in cement products. Real blacks can only be reachedthroughtheuseofapigmentcalledcarbonblack[5].
‐ Brownshadesareatleastmadeofredandblack.IfweweretryingtoobtainleatherorWoodshadeswewouldhavetoaddyellow.Thegreatvarietyofshades possible among red iron oxides gives us uncountable possibilities.Sometimesmorethanonered isused inthemixture. It isalsopossible tomixorangeironoxideandgreycementtoobtainbrownshades.
‐ Orange and salmon shades are obtainedmixing a big part of yellowwithsomeredpigment.
‐ Greenshadescanbeobtained,thoughtheresultwillbedullanddirtytones.There are twoways:mixing blackwith yellow iron oxides or just yellowironoxidewithgreycement.
COLOURING MORTAR AND CONCRETE PRODUCTS Edition 07/2013. Rev.0. Cemento Hormigón Magazine Page 4 of 24
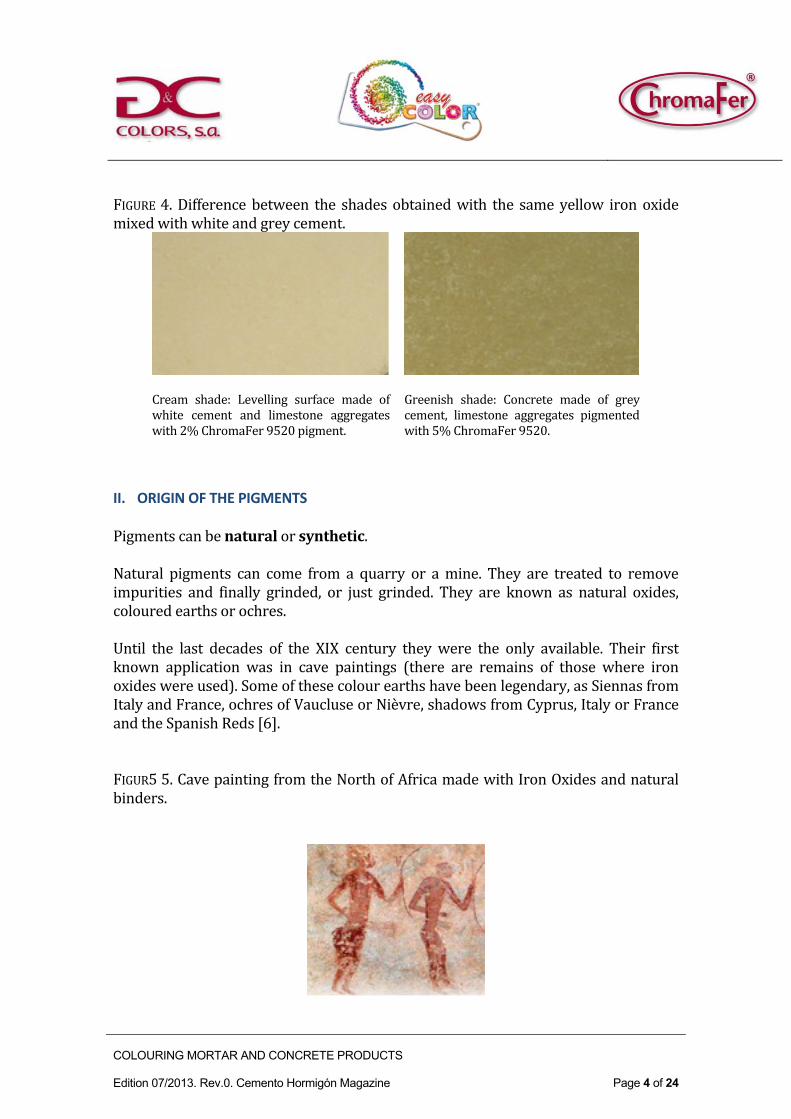
FIGURE4.Differencebetween the shadesobtainedwith the sameyellow ironoxidemixedwithwhiteandgreycement.
Cream shade: Levelling surface made ofwhite cement and limestone aggregateswith2%ChromaFer9520pigment.
Greenish shade: Concrete made of greycement, limestone aggregates pigmentedwith5%ChromaFer9520.
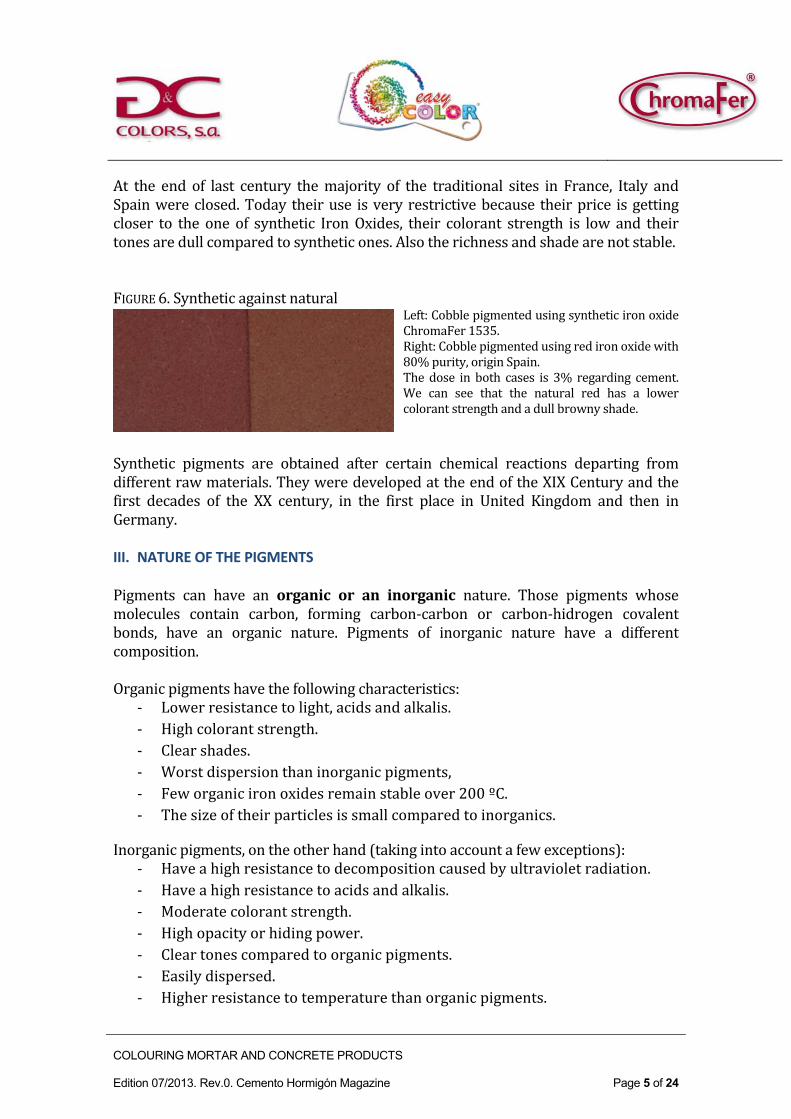
II. ORIGIN OF THE PIGMENTS Pigmentscanbenaturalorsynthetic.Natural pigments can come from a quarry or amine. They are treated to removeimpurities and finally grinded, or just grinded. They are known as natural oxides,colouredearthsorochres.Until the last decades of the XIX century they were the only available. Their firstknown application was in cave paintings (there are remains of those where ironoxideswereused).Someofthesecolourearthshavebeenlegendary,asSiennasfromItalyandFrance,ochresofVaucluseorNièvre,shadowsfromCyprus,ItalyorFranceandtheSpanishReds[6].FIGUR55.CavepaintingfromtheNorthofAfricamadewithIronOxidesandnaturalbinders.
COLOURING MORTAR AND CONCRETE PRODUCTS Edition 07/2013. Rev.0. Cemento Hormigón Magazine Page 5 of 24
At the end of last century themajority of the traditional sites in France, Italy andSpainwereclosed.Today theiruse isveryrestrictivebecause theirprice isgettingcloser to the one of synthetic IronOxides, their colorant strength is low and theirtonesaredullcomparedtosyntheticones.Alsotherichnessandshadearenotstable.FIGURE6.Syntheticagainstnatural
Left:CobblepigmentedusingsyntheticironoxideChromaFer1535.Right:Cobblepigmentedusingredironoxidewith80%purity,originSpain.The dose in both cases is 3% regarding cement.We can see that the natural red has a lowercolorantstrengthandadullbrownyshade.
Synthetic pigments are obtained after certain chemical reactions departing fromdifferentrawmaterials.TheyweredevelopedattheendoftheXIXCenturyandthefirst decades of the XX century, in the first place in United Kingdom and then inGermany.III. NATURE OF THE PIGMENTS Pigments can have an organic or an inorganic nature. Those pigments whosemolecules contain carbon, forming carbon‐carbon or carbon‐hidrogen covalentbonds, have an organic nature. Pigments of inorganic nature have a differentcomposition.Organicpigmentshavethefollowingcharacteristics:
‐ Lowerresistancetolight,acidsandalkalis.‐ Highcolorantstrength.‐ Clearshades.‐ Worstdispersionthaninorganicpigments,‐ Feworganicironoxidesremainstableover200ºC.‐ Thesizeoftheirparticlesissmallcomparedtoinorganics.
Inorganicpigments,ontheotherhand(takingintoaccountafewexceptions):‐ Haveahighresistancetodecompositioncausedbyultravioletradiation.‐ Haveahighresistancetoacidsandalkalis.‐ Moderatecolorantstrength.‐ Highopacityorhidingpower.‐ Cleartonescomparedtoorganicpigments.‐ Easilydispersed.‐ Higherresistancetotemperaturethanorganicpigments.
COLOURING MORTAR AND CONCRETE PRODUCTS Edition 07/2013. Rev.0. Cemento Hormigón Magazine Page 6 of 24
IV. PARTICLES, AGGREGATES AND AGGLOMERATES Particlesarethesmallerunitsinpigments,and,asithasbeenexplained,thecauseofpigment’s optic properties. They originate when the tiny glasses that form thepigmentgetarranged.Thesizeoftheparticlesforinorganicpigmentsusedtocolourcementproductsarebetween0,09and0,8µm.Theseparticles stick togetherand formaggregates. Inmostof theapplications theaggregatesremain.Theseaggregatesareafewmicronsbig,and,ifwecomparethemtocementparticles, theywouldbeapproximately10 times thesizeof thepigmentaggregates[7].There isa thirdway inwhichpigmentscanbe found.When,during theprocessofobtaining the pigment it is dried, the aggregates stick to each other formingagglomerates, normally of less than 45 microns. This is the size of the powderreceivedbytheconsumer.WheninsteadofusingtheclassicalswinginggrindingsystemitisusedtheJetsystemortheoverheatedsteamjetat1,47megapascals,itispossibletopracticallydissolvetheagglomerates.Theresultis“micronizedpigments”,butthehigherpriceoftheseproductscanonlybejustifiedforcertaintypesofpaintsorplastics,whenaneasierdispersioncanbeappreciated.Whenpigmentsarepacked,givenitsshapelessstructureanditscohesiveproperties,agglomerates stick together forming bigger ones and lumps. Although thesestructurescanbeeasilydissolved,theproductisheavy‐flowingandhasatendencytoformvaults.Thisisalsoaresultofhoweasyit isforthissubstancetocatchtheairandhowdifficultitistoletitgo,sothebulkdensitywouldbedifferentdependingonthestateofagitationorhowitwaspacked.Thisrepresentsabiginconveniencewheninstalling automatic dosing systems and in general when manipulating, mixing,packingandtransportingtheproductthroughmechanicalways.V. BINDING AND DISPERSION OF A PIGMENT Whenwearetalkingaboutapplyingapigmentwehavetotakeintoaccountthecharacteristicsofthebinderandalsothedispersionofthatpigmentinthebinder.Thebindermustkeeptherestoftheelementstogetherinthenewmaterial:
‐ Ifweweretalkingaboutpaintthebinderwouldbetheresin.‐ Ifweweretalkingaboutplastic,itwouldbethepolymer.‐ Inanasphaltagglomerateorbituminousmixture,itwouldbebitumen.‐ Inamortarorconcrete,itwouldbecementand/orlime(hydraulicbind‐
ers).
COLOURING MORTAR AND CONCRETE PRODUCTS Edition 07/2013. Rev.0. Cemento Hormigón Magazine Page 7 of 24
Theclodsformedinthepigmentduringthestoringmustdeagglomeratesothatitmixesadequatelywiththerestoftheelementsinthemixture.Thisdispersionisachievedshakingalltheelementstogether.Whenwearetalkingaboutmortarsandconcretethismechanicalpowerisproducedduringthemixing.Concreteisformedbyaggregatesofdifferentsizes,sowhenitismixedtheshearstressisveryintenseandthedispersioncanbeconsideredcomplete.In mortars the shear stress is sometimes not enough, as they are formed byaggregatesoflowgranulometry,orevenpowder,asmicrocementorstucco.Inthesecases:
1. Thepossibilitiestodevelopthecolourinthepigmentmightdiminish,sowewon’ttakefulladvantageofit.
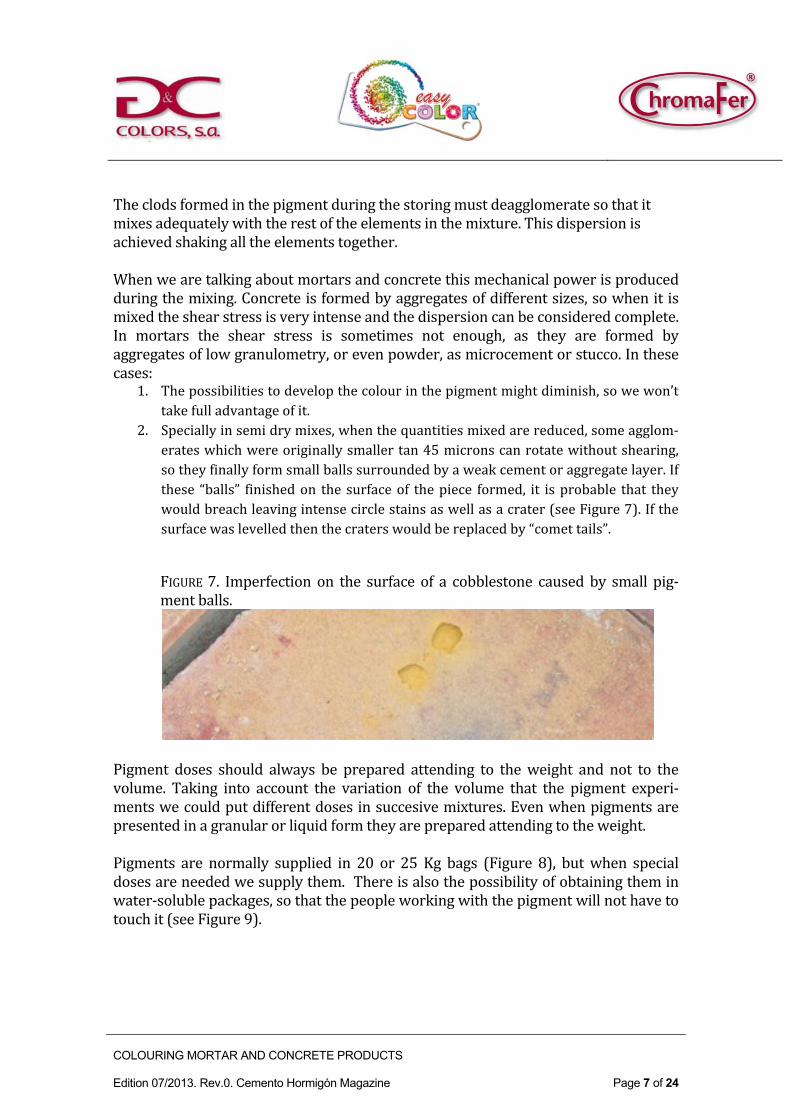
2. Speciallyinsemidrymixes,whenthequantitiesmixedarereduced,someagglom‐erateswhichwereoriginallysmallertan45micronscanrotatewithoutshearing,sotheyfinallyformsmallballssurroundedbyaweakcementoraggregatelayer.Ifthese “balls” finishedon the surfaceof thepiece formed, it isprobable that theywouldbreachleavingintensecirclestainsaswellasacrater(seeFigure7).Ifthesurfacewaslevelledthenthecraterswouldbereplacedby“comettails”.
FIGURE 7. Imperfection on the surface of a cobblestone caused by small pig‐mentballs.
Pigment doses should always be prepared attending to theweight and not to thevolume. Taking into account the variation of the volume that the pigment experi‐mentswecouldputdifferentdosesinsuccesivemixtures.Evenwhenpigmentsarepresentedinagranularorliquidformtheyarepreparedattendingtotheweight.Pigments are normally supplied in 20 or 25 Kg bags (Figure 8), butwhen specialdosesareneededwesupplythem.Thereisalsothepossibilityofobtainingtheminwater‐solublepackages,sothatthepeopleworkingwiththepigmentwillnothavetotouchit(seeFigure9).

COLOURING MORTAR AND CONCRETE PRODUCTS Edition 07/2013. Rev.0. Cemento Hormigón Magazine Page 8 of 24
FIGURE8.25Kgbagsofblackironoxide
FIGURA9.Differentpigmentdosesinpolypropylene,polyethyleneandwater‐solublebags/boxes.
Tomake sure that thepigment is adequatelydispersed, itwouldbe convenient tofollow certain guidelines during the mixing process. It should be done premixingaggregates,pigmentandcement.Thensomewatershouldbeadded,andmixagain.Thisishowdrymortarsandconcretearemanufactured,theyaremixedintheplantandwaterisaddedjustbeforetheyareusedatthebuildingsite.Whenmanufacturingwetmortarorconcrete,bothinaplantoratthebuildingsiteitisrecommendedtofollowthisprocess:
1. Once themixer isworking,pour the coarseaggregateorall theaggregate. If thepigmentsusedweregranular, theseaggregatesshouldcontain10%humidity, sowatercouldbeadded ifnecessary.Granularpigmentsneedwater todissolve,aswellastheshearmovement.
COLOURING MORTAR AND CONCRETE PRODUCTS Edition 07/2013. Rev.0. Cemento Hormigón Magazine Page 9 of 24
2. The pigment should be then poured (powder, liquid or granular). If possible, itshouldbepouredprogressivelyandcontinuethemixing.
3. Aftersometimethatwoulddependonthesizeoftheaggregatesandthecharac‐teristicsofthemixer,cementispouredandmixedforthesametime.
4. Thefineaggregatesshouldbethenaddedincasetheyhavenotbeenaddedinthefirststep.Continuemixing.
5. Finally, add the water and other liquid additives. Continue mixing for a while(longerthaninprevioussteps).
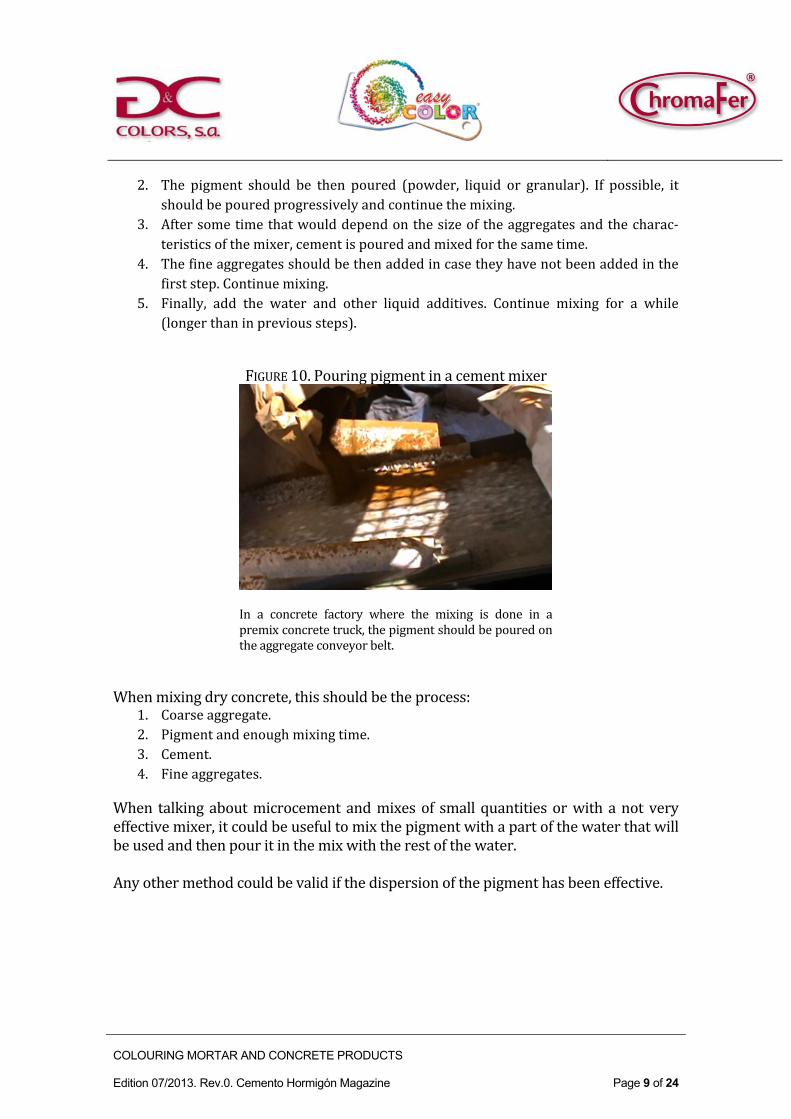
FIGURE10.Pouringpigmentinacementmixer
In a concrete factory where the mixing is done in apremixconcretetruck,thepigmentshouldbepouredontheaggregateconveyorbelt.
Whenmixingdryconcrete,thisshouldbetheprocess:
1. Coarseaggregate.2. Pigmentandenoughmixingtime.3. Cement.4. Fineaggregates.
When talkingaboutmicrocementandmixesof smallquantitiesorwithanot veryeffectivemixer,itcouldbeusefultomixthepigmentwithapartofthewaterthatwillbeusedandthenpouritinthemixwiththerestofthewater.Anyothermethodcouldbevalidifthedispersionofthepigmenthasbeeneffective.
COLOURING MORTAR AND CONCRETE PRODUCTS Edition 07/2013. Rev.0. Cemento Hormigón Magazine Page 10 of 24
VI. ADEQUATE PIGMENTS FOR CEMENT /LIME PRODUCTS Organic pigments are generally not stable due to their increased reactivity, thereducedsizeof theirparticlesor their lowresistance tooutdoorconditions,wheremortars and concrete are mainly used. These organic pigments end up beingtransformedinothercompoundslackingthepigmentpropertiesormigratingtothesurface,soinitialtoneswhicharequitespectacularendupdisappearingcompletelyaftersometime.Thisisthereasonwhyinorganicpigments,evenifnotonageneralbasis,aretheoneswhich maintain stability in mortar and concrete products. The suitable pigmentsmustbe:Alkaliresistant(cementandlimearealkaline).Acid resistant, asmany cement productsmay be submitted to acid environmentalconditions.Solar‐radiationresistant.Becompatiblewithaqueoussystems,asmortarsandconcreteneedwatertosettle.Have an optimal size that guarantees a correct anchoring to themortar/concretestructure.Taking this information into accountwe canestablish the subsequent chartwhereadequatepigmentsforconcreteandmortararelisted:Colour PigmentWhite Titaniumdioxide(TiO2).PigmentWhite6.Thispigmenthasbeen
obtained synthetically since 1927 departing from a mineral calledilmenite,whichcontainstitaniumoxideandironoxide.Amongallthepigments used currently, it is the most important and commonlyused, having good results in practically every application. For thisapplicationarevalidbothstructuresanataseandrutile,althoughthelatter ismorestable. It isnot important if theyhavebeenobtainedthroughasulphateorchlorideprocess.
Yellows Yellowironoxideorferrichydroxide(FeOOH).Ithasasubtlerednuance,andisgenerallycalledochre.Variousminerals,forexamplelimonite,havebeenusedforthisapplicationsinceprehistorictimes,but it was during the first decades of the 20th century when thismaterial truly developed: when yellow, red and black iron oxidesstarted to be synthetically produced. These iron oxides are, aftertitanium dioxide, the second group of most commonly usedpigments.Titaniumandnickelyellow:Itisextraordinarilysolid.Itsmainfieldof application is plastics. The tone is purer than yellow iron oxide,althoughitscolorantstrengthismuchlower.Thepriceisconsidera‐blyhigherthanferrichydroxide,soitsuseinmortarsandconcreteisverylimited.
Red RedIronOxide(Fe2O3).Synthetic ironoxideshaveprevailedovernatural iron oxides for the last 40 years. This is due to the better
COLOURING MORTAR AND CONCRETE PRODUCTS Edition 07/2013. Rev.0. Cemento Hormigón Magazine Page 11 of 24
colourperformance(completeregularityofthetone),theincreasedcolorant strength and also to the decrease on the price differencebetweenbothpigments.Naturalironoxides’shadesarelesspureandvividthansynthetic ironoxidecolours.Theproductionofsyntheticironoxidescanbedonethroughprecipitationorcalcinationofblackoryellowironoxide.Syntheticsgivethepossibilityofhavingaverywiderangeofcoloursfromared‐orangetoared‐violet.Astheyarenotlightcolours,theirresultswithgreycementaresatisfactory.
Blacks Black IronOxide(Fe2O3):As in redandyellow ironoxides, therearenaturalandsyntheticironoxides.Forcementapplications,evenifweusegreycementandtakethepigmentdoseuptosaturation(8%of the cement dose), we will obtain a dark grey, but never a realblack.Until today, in cementuses it notpossible toobtain a stableblackwithanypigment.Carbonblack: thispigment ischemicallyverystable,and itcanbeused toobtain realblacks inmortarsandconcrete. It is in fact stillused, although it creates an effect of progressive loss of intensityunder outdoor conditions. This is due to the reduced size of thepigment, so the particles are not correctly fixed to the concrete ormortar structure. Carbon black particles end up by leaving theconcretestructureduetoatmosphericphenomena.Solid black: Spinel structure made from metallic oxides[Cu(Cr,Fe)2O4].Itisaverystablepigment,adequateforcementuses,butwithalowcolorantstrengthandhighprice,soitisveryscarcelyusedinconcreteandmortarproducts.
Greens Chromeoxide(Cr2O3):Pigmentofgreatstabilitywhichcanonlybeobtainedsyntheticallyfromdichromates.InverseSpinelstructuremadefrommetallicoxides[(Co,Ni,Zn)2]and [(Ti,Al)O4]: As all spinels, it is a very stable pigment. Itsextremelyhighpriceisjustjustifiedincementproductswhenaclearshadeissearched,andchromeoxide’snuanceisnotwanted.Ithasalowcolorantstrength.Irongreen:itisamixtureofironoxideandFtalocianinebluetreatedwithmoisturizingagents.Itspriceisconsiderablylowerthanchromeoxide, but its stability is not guaranteed. The Ftalocianine bluedegrades over time, so the product progressively acquires ayellowishtone.P.G.8laquer:Itisanorganicproductandthereforenotverystable,butithasbeenusedinsomespecificcasesduetothepurityofthetoneandbecauseithasgreatercolorantstrengththanchromeoxide.
Blues Cobalt Blue, spinel: High stability and high price. It is the onlycompletelystableoption.Itscolorantstrengthislow.Itsnuancesgofromgreenishyellowtored.Therearedifferenttypesofcobaltblue:Pigment Blue 36 [Co (Al, Cr)2 O4]; Pigment Blue 28 (Co Al2O4) orPigmentBlue72[(Co,Zn)Al2O4].
COLOURING MORTAR AND CONCRETE PRODUCTS Edition 07/2013. Rev.0. Cemento Hormigón Magazine Page 12 of 24
Ultramarine Blue (Pigment Blue 29): Pigment with low acidstability. Its calcium ions generate some problems in presence ofwater, which is necessary when using cement. They have lowcolorantstrengthandredandvioletnuances.Ftalocianine Blue (Pigment Blue 15.3.). It is treated withmoisturizersdue to itsorganicnatureand its extremely small size.Theyareusedinveryspecificcases(groutsortilesforinterior)asitistheonlypigmentthatcanprovideintensebluetones.
Browns andOranges
Thesepigmentsareobtainedmixing the three typesof ironoxides.So,eveniftheycouldbeeasilyobtaineddirectlythroughprecipitati‐on,itismorepracticalandaccuratetousemanufacturedmixtures.
VII. IMPORTANT ASPECTS WHEN PIGMENTING Dosage has an influence on the intensity of the colour.We can obtain frompastelshades(ifweadd less than0,5%)to thesaturation(10‐15%),normallyreached insmoothingcontinualpavements.Thereareseveralparametersthataffectthecolourofacementproduct,apartfromtheshadeofthepigment:usingwhiteorgreycement,resistance,plasticity,porosity,thegrainsizeofaggregates,thewater‐cementratio,vibrating,pressing,floating…[8].Wearenowexplaininginmoredetailtheinfluenceofsomeoftheseparameters:
Grey/white cement:white cement will give brighter shades and a widerrangeof shades.Grey cement limits thepossibility of light shades, speciallyyellowandblue,obtainingdullanddarkcolours.Nevertheless, fordarkcol‐ours(red,brownandblack)thereisnotsuchabigdifferencebetweenusingwhiteorgreycement.
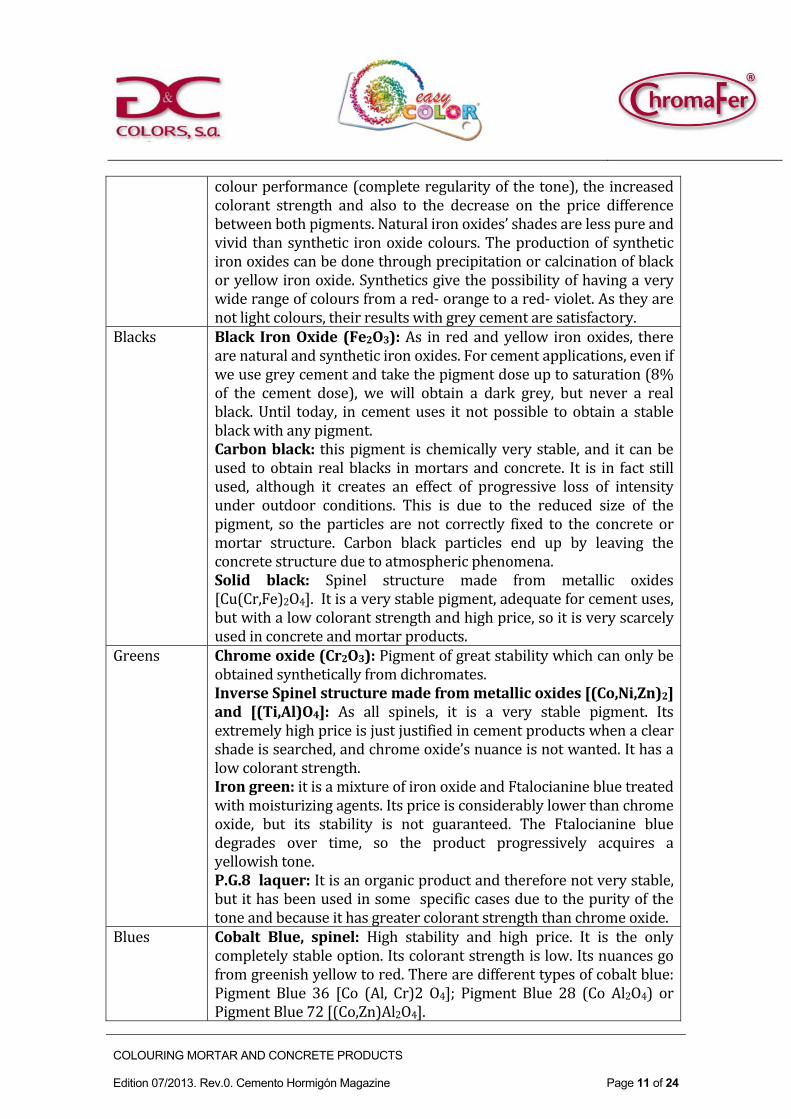
FIGURE11.Non‐pigmentedconcretespecimens.
The one at the left ismade of white cementandtherestaremadeofincreasingly darker greycement.
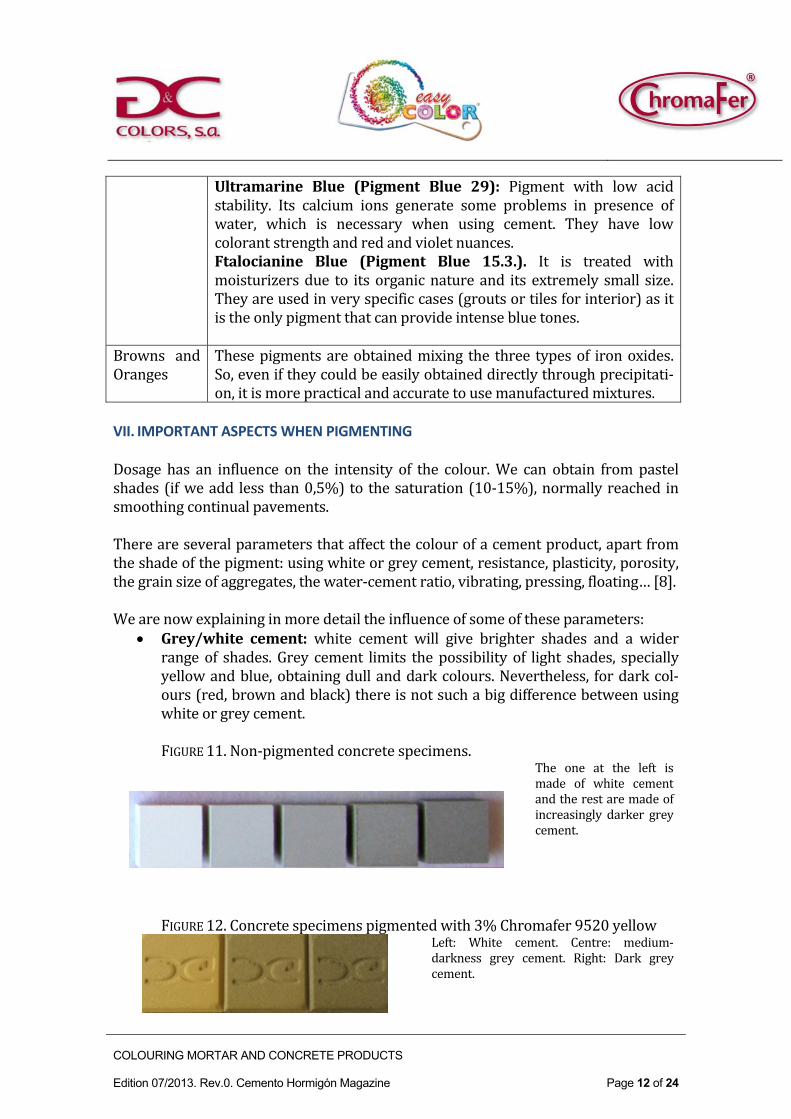
FIGURE12.Concretespecimenspigmentedwith3%Chromafer9520yellow
Left: White cement. Centre: medium‐darkness grey cement. Right: Dark greycement.
COLOURING MORTAR AND CONCRETE PRODUCTS Edition 07/2013. Rev.0. Cemento Hormigón Magazine Page 13 of 24
Granulometryof theaggregatesor relative quantity of fine aggregates. A
cement productwith a big proportion of fine aggregateswill need a biggerpigmentdose,aswewillneedtocoverabiggersurfacethanwhentheaggre‐gatesarebigger.
Water/cementratio:Itchangesaccordingtothedesiredconsistency.Whenthere ismorewater the coloursget lighter.Toomuchwater in themixturegenerates a superficial supernatant made of pigments, fine and other ele‐mentsoftheconcreteormortar,andtheaestheticvaluecanbeaffected.Itisalsopossiblethatwhenthewaterevaporatestherewouldbeanumberofmi‐croporeson thesurface thatwilldistortion the chromaticeffectof thepig‐mentedproductreducingtheintensityoftheshade.Thereasonforthisisthattheairoccludedintheporesgivesawhitenuance.
Colouroftheaggregates.Aggregatesarenotasimportantascementinthefinalcolour,astheirspecificsurfaceisnotsobig.Aggregatesarecoveredbythecementgrout,sotheirtonehasnotmuchimpactinthefinalcolour.
Surfacetextureandtreatmenttoenhancethesurfaceshine.Theflatterasurfaceis,themoreitshines.Thiseffectisenhancedifweapplyaresin,astheporeswillbesealedandthiswillpreventdirt fromgetting intheporesandthuschangingthecolour.
Mechanicaltreatmentduringthemanufacturing.Vibratingandpressinghaveabiggereffect over the resistance thanover the colour, as these tech‐niques are meant to compact the materials. Nevertheless, extrusion andfloating createabetter surface,with fewer irregularities,which reflect in ahigherandbrightertone.
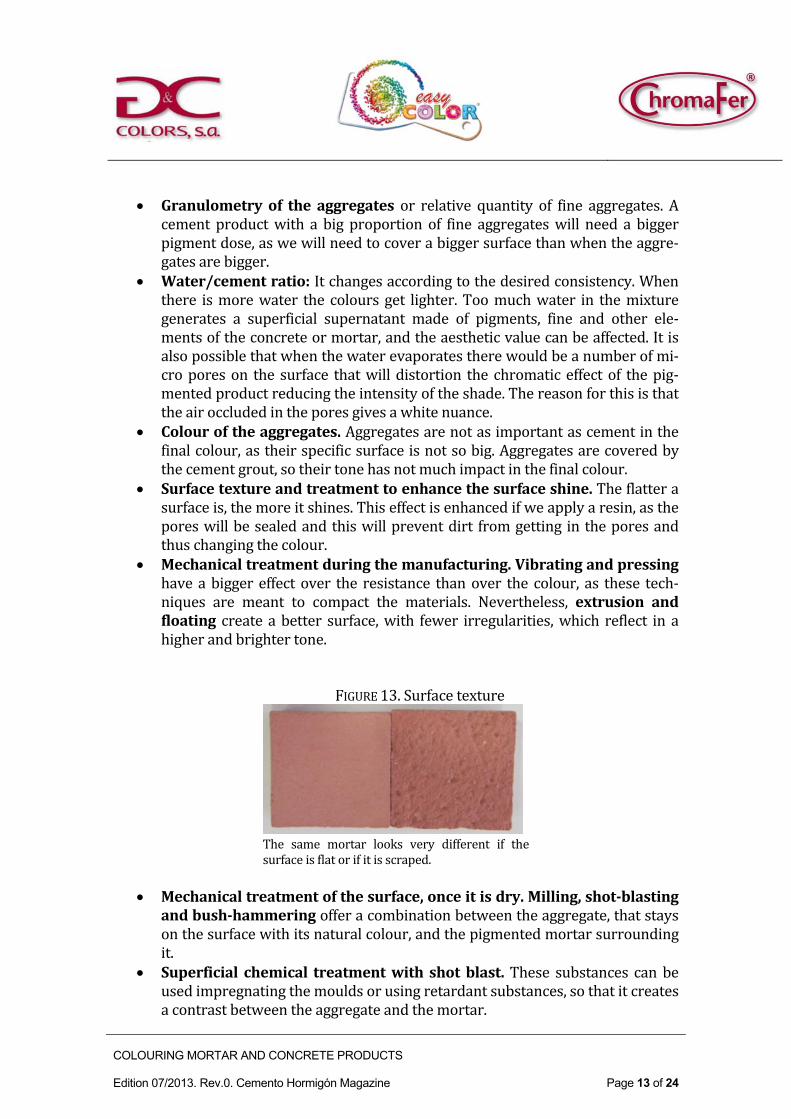
FIGURE13.Surfacetexture
The same mortar looks very different if thesurfaceisflatorifitisscraped.
Mechanicaltreatmentofthesurface,onceitisdry.Milling,shot‐blasting
andbush‐hammeringofferacombinationbetweentheaggregate,thatstaysonthesurfacewithitsnaturalcolour,andthepigmentedmortarsurroundingit.
Superficialchemical treatmentwithshotblast.These substances canbeusedimpregnatingthemouldsorusingretardantsubstances,sothatitcreatesacontrastbetweentheaggregateandthemortar.
COLOURING MORTAR AND CONCRETE PRODUCTS Edition 07/2013. Rev.0. Cemento Hormigón Magazine Page 14 of 24
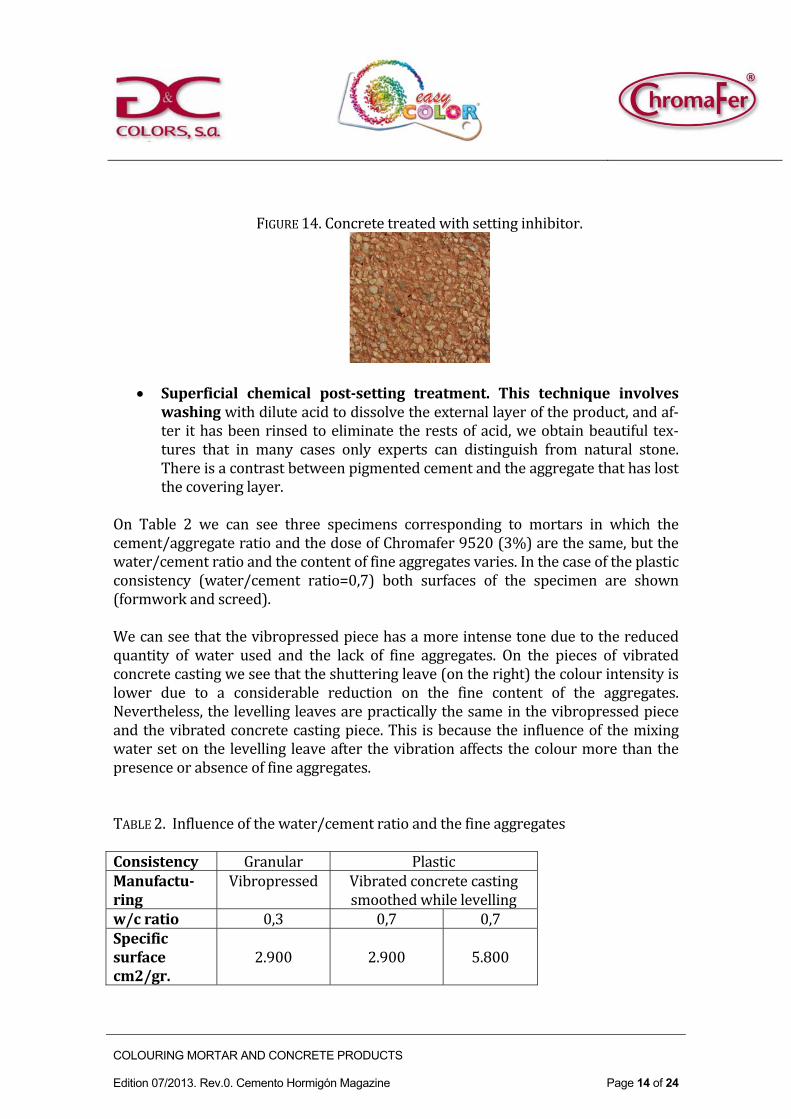
FIGURE14.Concretetreatedwithsettinginhibitor.
Superficial chemical post‐setting treatment. This technique involveswashingwithdiluteacidtodissolvetheexternallayeroftheproduct,andaf‐ter ithasbeenrinsedtoeliminate therestsofacid,weobtainbeautiful tex‐tures that in many cases only experts can distinguish from natural stone.Thereisacontrastbetweenpigmentedcementandtheaggregatethathaslostthecoveringlayer.
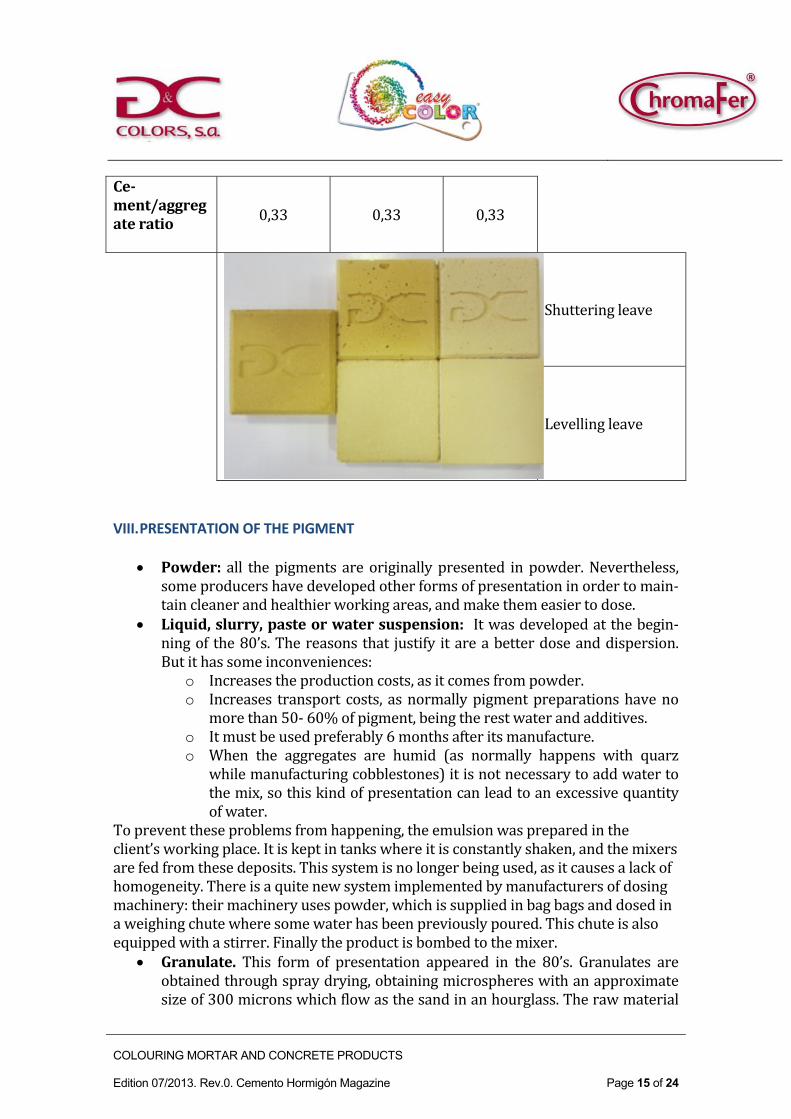
On Table 2 we can see three specimens corresponding to mortars in which thecement/aggregateratioandthedoseofChromafer9520(3%)arethesame,butthewater/cementratioandthecontentoffineaggregatesvaries.Inthecaseoftheplasticconsistency (water/cement ratio=0,7) both surfaces of the specimen are shown(formworkandscreed).Wecanseethatthevibropressedpiecehasamoreintensetoneduetothereducedquantity of water used and the lack of fine aggregates. On the pieces of vibratedconcretecastingweseethattheshutteringleave(ontheright)thecolourintensityislower due to a considerable reduction on the fine content of the aggregates.Nevertheless,thelevellingleavesarepracticallythesameinthevibropressedpieceandthevibratedconcretecastingpiece.This isbecausethe influenceofthemixingwatersetonthe levelling leaveafterthevibrationaffects thecolourmorethanthepresenceorabsenceoffineaggregates.TABLE2.Influenceofthewater/cementratioandthefineaggregatesConsistency Granular Plastic Manufactu‐ring
Vibropressed Vibratedconcretecastingsmoothedwhilelevelling
w/cratio 0,3 0,7 0,7 Specificsurfacecm2/gr.
2.900 2.900 5.800
COLOURING MORTAR AND CONCRETE PRODUCTS Edition 07/2013. Rev.0. Cemento Hormigón Magazine Page 15 of 24
Ce‐ment/aggregateratio 0,33 0,33 0,33
Shutteringleave
Levellingleave
VIII. PRESENTATION OF THE PIGMENT
Powder: all thepigments areoriginallypresented inpowder.Nevertheless,someproducershavedevelopedotherformsofpresentationinordertomain‐taincleanerandhealthierworkingareas,andmakethemeasiertodose.
Liquid,slurry,pasteorwatersuspension: Itwasdevelopedatthebegin‐ningofthe80’s.Thereasonsthat justify itareabetterdoseanddispersion.Butithassomeinconveniences:
o Increasestheproductioncosts,asitcomesfrompowder.o Increases transport costs, asnormallypigmentpreparationshaveno
morethan50‐60%ofpigment,beingtherestwaterandadditives.o Itmustbeusedpreferably6monthsafteritsmanufacture.o When the aggregates are humid (as normally happens with quarz
whilemanufacturingcobblestones)itisnotnecessarytoaddwatertothemix,sothiskindofpresentationcanleadtoanexcessivequantityofwater.
Topreventtheseproblemsfromhappening,theemulsionwaspreparedintheclient’sworkingplace.Itiskeptintankswhereitisconstantlyshaken,andthemixersarefedfromthesedeposits.Thissystemisnolongerbeingused,asitcausesalackofhomogeneity.Thereisaquitenewsystemimplementedbymanufacturersofdosingmachinery:theirmachineryusespowder,whichissuppliedinbagbagsanddosedinaweighingchutewheresomewaterhasbeenpreviouslypoured.Thischuteisalsoequippedwithastirrer.Finallytheproductisbombedtothemixer.
Granulate. This form of presentation appeared in the 80’s. Granulates areobtainedthroughspraydrying,obtainingmicrosphereswithanapproximatesizeof300micronswhichflowasthesandinanhourglass.Therawmaterial

COLOURING MORTAR AND CONCRETE PRODUCTS Edition 07/2013. Rev.0. Cemento Hormigón Magazine Page 16 of 24
is powder,which ismixedwith binding agents and then sprayed in dryingtowers.Theproductcanbesupplied inbigbagswhichcanbeeasilymovedaround. It would then be weighed and transported blowing dense phasepressurethroughpipes.Toobtainacorrectdisaggregationofthegranulatessomefrictionshouldbecreatedinpresenceofwater.Theseproductsaread‐equateforsemidryconcreteproducts,ascobbles,blocksandtiles.Fortherestofapplicationspowderismoresuitable.
FIGURE15.Fluencyofgranulatepigment FIGURA16.Spray‐dryinggranulate
Compactedpigments.Akindofpseudo‐granularcompositionwasdevel‐oped in the late 90’s. It is similar to spray drying granulates, but with acheapermanufacturingprocess. Their advantages and inconveniences aresimilartotheonesofthegranularpigments,buttheyarenotasfluentandleavesomedusttraces.
FIGURA17.Compactedpigments
COLOURING MORTAR AND CONCRETE PRODUCTS Edition 07/2013. Rev.0. Cemento Hormigón Magazine Page 17 of 24
IX. TYPICAL SURFACE PATHOLOGIES AND THEIR INFLUENCE IN THE DECORATIVE PROPERTIES OF MORTAR AND CONCRETE. EFFLORESCENCES AND IRREGULAR COLOURS.
Themostimportantonesare:
i. EFFLORESCENCES
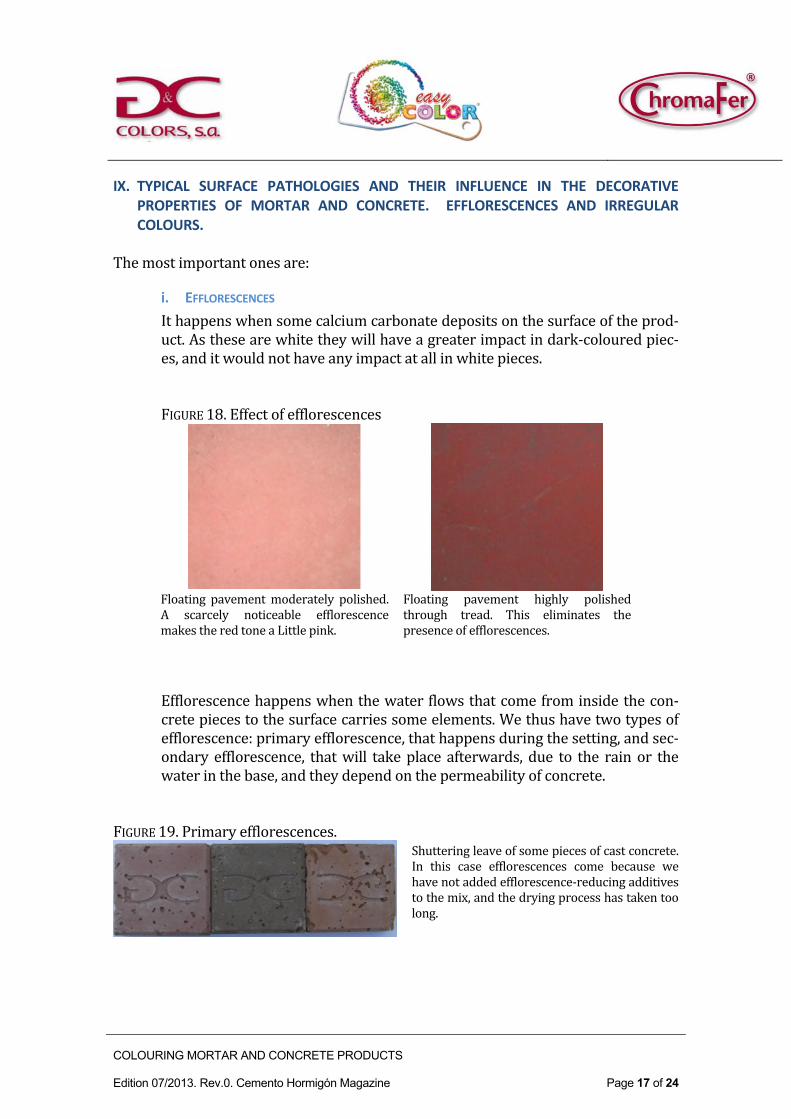
Ithappenswhensomecalciumcarbonatedepositsonthesurfaceoftheprod‐uct.Asthesearewhitetheywillhaveagreaterimpactindark‐colouredpiec‐es,anditwouldnothaveanyimpactatallinwhitepieces.FIGURE18.Effectofefflorescences
Floating pavementmoderately polished.A scarcely noticeable efflorescencemakestheredtoneaLittlepink.
Floating pavement highly polishedthrough tread. This eliminates thepresenceofefflorescences.
Efflorescencehappenswhenthewaterflowsthatcomefrominsidethecon‐cretepiecestothesurfacecarriessomeelements.Wethushavetwotypesofefflorescence:primaryefflorescence,thathappensduringthesetting,andsec‐ondaryefflorescence, thatwill takeplace afterwards, due to the rainor thewaterinthebase,andtheydependonthepermeabilityofconcrete.
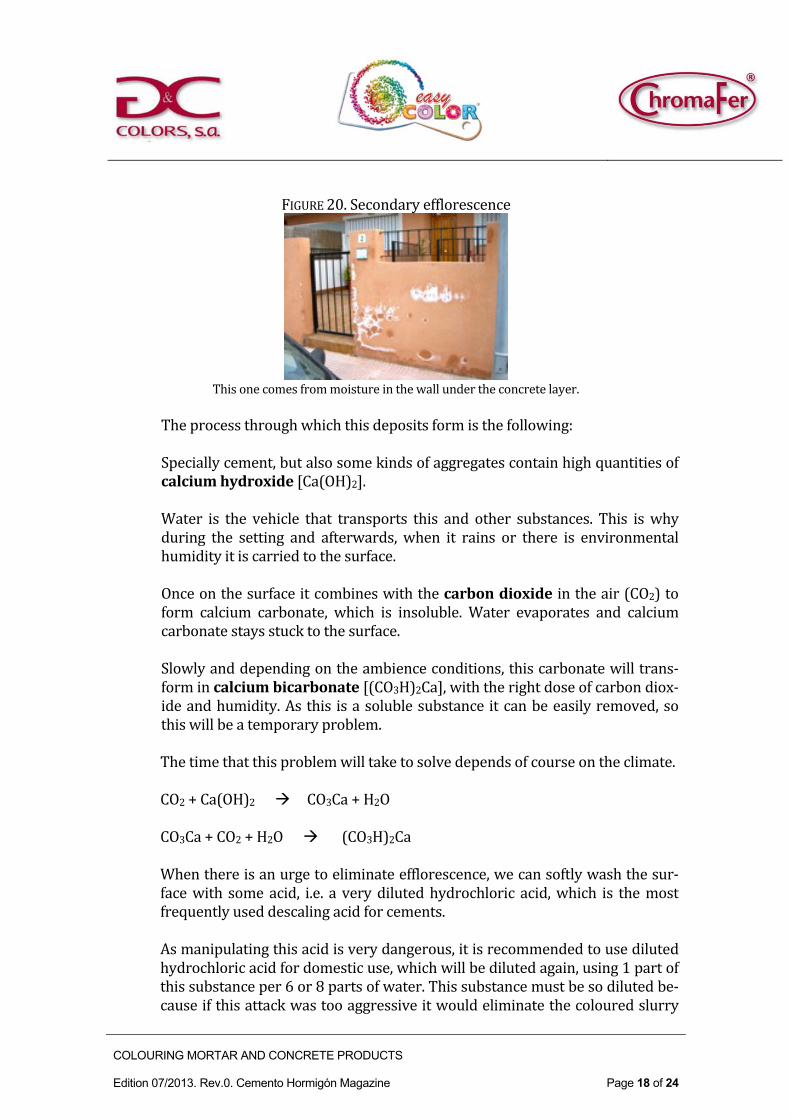
FIGURE19.Primaryefflorescences.
Shutteringleaveofsomepiecesofcastconcrete.In this case efflorescences come because wehavenotaddedefflorescence‐reducingadditivestothemix,andthedryingprocesshastakentoolong.
COLOURING MORTAR AND CONCRETE PRODUCTS Edition 07/2013. Rev.0. Cemento Hormigón Magazine Page 18 of 24
FIGURE20.Secondaryefflorescence
Thisonecomesfrommoistureinthewallundertheconcretelayer.
Theprocessthroughwhichthisdepositsformisthefollowing:Speciallycement,butalsosomekindsofaggregatescontainhighquantitiesofcalciumhydroxide[Ca(OH)2].Water is the vehicle that transports this and other substances. This iswhyduring the setting and afterwards, when it rains or there is environmentalhumidityitiscarriedtothesurface.Onceonthesurfaceitcombineswiththecarbondioxide intheair(CO2)toform calcium carbonate, which is insoluble. Water evaporates and calciumcarbonatestaysstucktothesurface.Slowlyanddependingontheambienceconditions,thiscarbonatewilltrans‐formincalciumbicarbonate[(CO3H)2Ca],withtherightdoseofcarbondiox‐ideandhumidity.Asthis isasolublesubstance itcanbeeasilyremoved,sothiswillbeatemporaryproblem.Thetimethatthisproblemwilltaketosolvedependsofcourseontheclimate.
CO2+Ca(OH)2CO3Ca+H2OCO3Ca+CO2+H2O(CO3H)2CaWhenthereisanurgetoeliminateefflorescence,wecansoftlywashthesur‐facewith someacid, i.e. a verydilutedhydrochloric acid,which is themostfrequentlyuseddescalingacidforcements.Asmanipulatingthisacidisverydangerous,itisrecommendedtousedilutedhydrochloricacidfordomesticuse,whichwillbedilutedagain,using1partofthissubstanceper6or8partsofwater.Thissubstancemustbesodilutedbe‐causeifthisattackwastooaggressiveitwouldeliminatethecolouredslurry

COLOURING MORTAR AND CONCRETE PRODUCTS Edition 07/2013. Rev.0. Cemento Hormigón Magazine Page 19 of 24
thatsurroundstheaggregates.Itshouldbeimmediatelywashedwithenoughwatertogetridoftheacidrests.Inthiscase,calciumchlorideisformed,beingmoresoluble:
CaCO3+2HCl CaCl2+CO2+H2O
Itisverydifficulttototallypreventefflorescence,butwecanreduceitsimpactacting:
Onthewater,whichisthevehicle. Onthecalciumhydroxide,whichisthegermoftheefflorescence.
a. Acting on the water to reduce efflorescences.
Thefirstmeasureinthiswayistoreducethemixingwaterasmuchaspos‐sible.Plasticizersorwater‐reducingagentswouldbeveryuseful.Itisalsoimportanttoimpedethewaterflowintheconcretepiece.Wecouldusewater‐repellents,asstearates,whichwouldblock thecapillarynetwork,sothatthewaterwouldnottransportcalciumhydroxidetothesurface.Thewaterthatremainsintheconcreteproductwouldevaporate,notcausinganyefflorescencethisway.Thisadditivewouldbeusefultopreventbothprimaryandsecondaryefflorescences.We can also prevent secondary efflorescences applying a surface coatingbasedonresinorwater‐repellentadditivessuchassiloxanes.Normally theexposedpartsoftheproductarecovered,althoughsometimestheproductisdirectlyimmersed(seeFigure21).Weshouldkeepinmindwhenapplyingresinsthatthesecanchangetheap‐pearance of the product, especially ifwe choose a glossy resin instead of amattone.Weshouldalsokeepinmindthatsurfacecoatingsdegradeaftersometime,especiallyiftheyareexposedtothesun,sotheyhavetoberenewedfromtimetotime.Mostofthecoatingsmustbeappliedwhenthepiecesaredry,thisis,24hoursormoreaftertheproducthasbeenmanufactured.
COLOURING MORTAR AND CONCRETE PRODUCTS Edition 07/2013. Rev.0. Cemento Hormigón Magazine Page 20 of 24
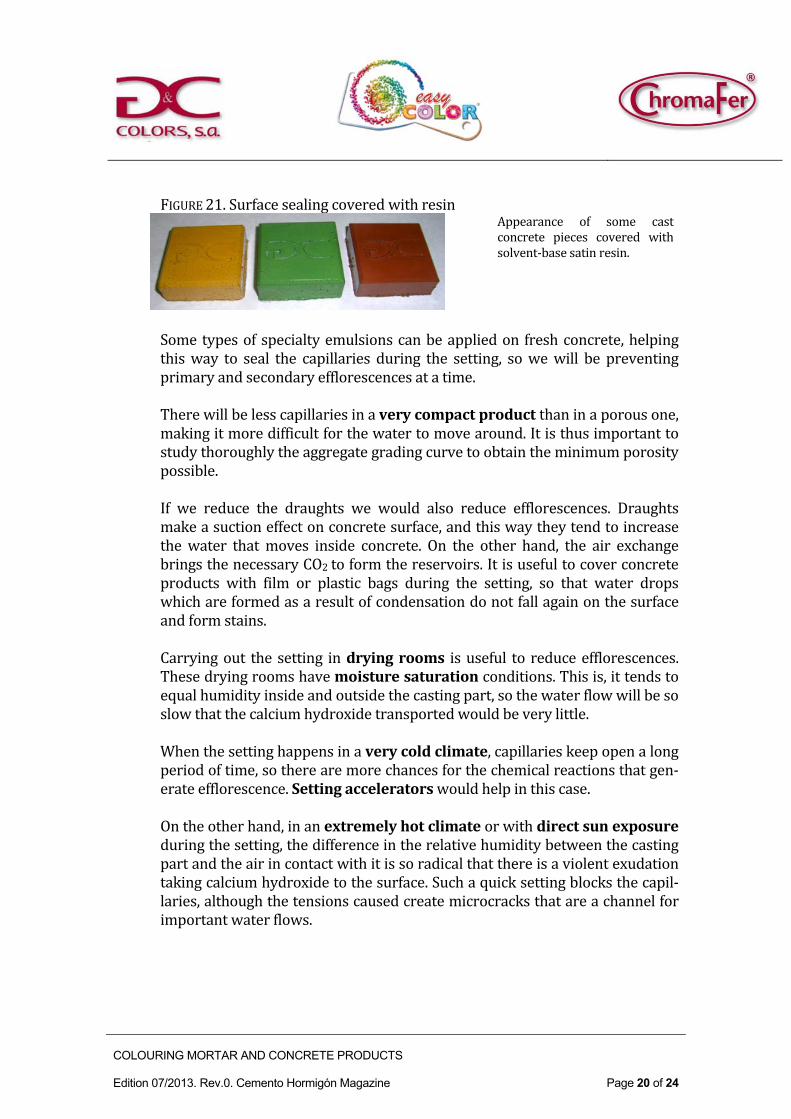
FIGURE21.Surfacesealingcoveredwithresin
Appearance of some castconcrete pieces covered withsolvent‐basesatinresin.
Sometypesofspecialtyemulsionscanbeappliedon freshconcrete,helpingthisway to seal the capillaries during the setting, sowewill be preventingprimaryandsecondaryefflorescencesatatime.Therewillbelesscapillariesinaverycompactproductthaninaporousone,makingitmoredifficultforthewatertomovearound.Itisthusimportanttostudythoroughlytheaggregategradingcurvetoobtaintheminimumporositypossible.If we reduce the draughts we would also reduce efflorescences. Draughtsmakeasuctioneffectonconcretesurface,andthiswaytheytendtoincreasethewater thatmoves inside concrete. On the other hand, the air exchangebringsthenecessaryCO2toformthereservoirs.Itisusefultocoverconcreteproducts with film or plastic bags during the setting, so that water dropswhichareformedasaresultofcondensationdonotfallagainonthesurfaceandformstains.Carryingout thesetting indryingrooms isuseful to reduceefflorescences.Thesedryingroomshavemoisturesaturationconditions.Thisis,ittendstoequalhumidityinsideandoutsidethecastingpart,sothewaterflowwillbesoslowthatthecalciumhydroxidetransportedwouldbeverylittle.Whenthesettinghappensinaverycoldclimate,capillarieskeepopenalongperiodoftime,sotherearemorechancesforthechemicalreactionsthatgen‐erateefflorescence.Settingacceleratorswouldhelpinthiscase.Ontheotherhand,inanextremelyhotclimateorwithdirectsunexposureduringthesetting,thedifferenceintherelativehumiditybetweenthecastingpartandtheairincontactwithitissoradicalthatthereisaviolentexudationtakingcalciumhydroxidetothesurface.Suchaquicksettingblocksthecapil‐laries,althoughthetensionscausedcreatemicrocracksthatareachannelforimportantwaterflows.

COLOURING MORTAR AND CONCRETE PRODUCTS Edition 07/2013. Rev.0. Cemento Hormigón Magazine Page 21 of 24
b. Acting over calcium hydroxide to reduce efflorescences.
Inthiscaseitisrecommendedtoaddsomeinorganicmaterialssuchaspozzo‐lans.Theseareobtainedsyntheticallynowadays,throughothersubproductscomingfromotherindustrialprocesses.Themostimportantcharacteristicoftheseproducts is thattheyareshapeless,givingmorereactivitytosomece‐mentcomponents.Themostfrequentlyusedare:
Flyash.Itisaby‐productofmineralcoalburning,beingatthesametimearesiduefromcoal‐firedpowerstations.
Silica fume. By‐product of electric arc furnaces obtainedwhen quartz isreducedtoobtainsiliconandferro‐silicon.
Blastfurnaceslag.By‐productoftheferrousmaterialsproduction.
Thechemicalcompositionof thepozzolanmusthaveat least70%ofSiO2+Al2O3+Fe2O3.Apartfromotherbenefitsforconcrete,theseproductsreduceprimary efflorescences, as they reactwith calciumhydroxidewhen there iswaterinthemix,thisis,duringthesetting,forminginsolublecomponentsthatwillstayinsidetheconcretecasting.Thiswaywereducethequantityofcalci‐umhydroxidepresentinthewaterwhenitreachesthesurfaceofconcrete.
ii. IRREGULAR TONES
Cement‐basedproducts, independentlyofhavingbeenpigmented,orhavingusedwhite or grey cement, experiment a natural process of yellowing thatendsupstabilizing itself aftera fewmonths.Thiseffect is lessnoticeable inpigmentedproducts.Apartfromthisphenomenon,weshouldnotmistaketheirregulartoneresult‐ingfromadecompositionofthepigmentwithapossiblemigrationandlossofthepigmentorthewearandlossofthesurfaceofapigmentedcastingpart.
Irregulartonecausedbydecompositionof thepigment.Thishappens, forexample,withultramarineblue,whichincertaincircumstancestransformsitselfinawhitecomposite.
Irregulartonecausedbymigrationofthepigment.Especiallywhencarbonblackisused.Thepigmentisstable,butsosmallthatitcanmoveinsidethecastingpartuntilitreachesthesurfaceandfinallygoesaway.
COLOURING MORTAR AND CONCRETE PRODUCTS Edition 07/2013. Rev.0. Cemento Hormigón Magazine Page 22 of 24
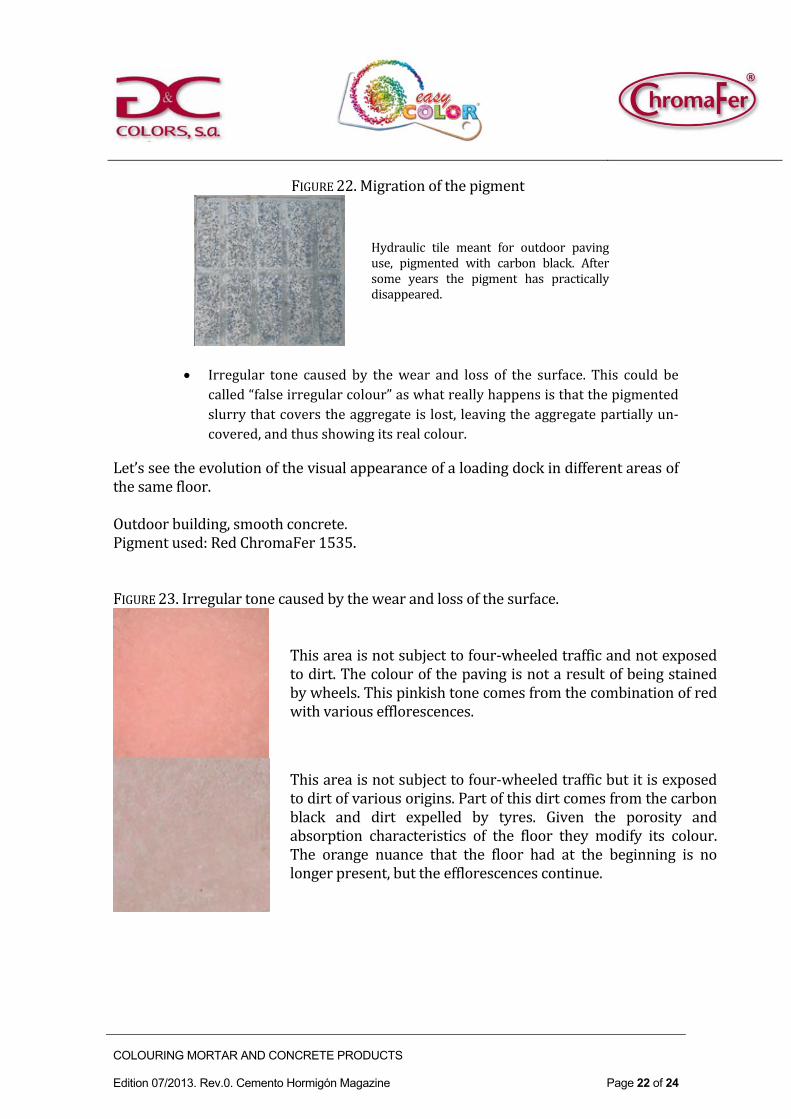
FIGURE22.Migrationofthepigment
Hydraulic tile meant for outdoor pavinguse, pigmented with carbon black. Aftersome years the pigment has practicallydisappeared.
Irregular tone caused by thewear and loss of the surface. This could be
called“falseirregularcolour”aswhatreallyhappensisthatthepigmentedslurrythatcoverstheaggregateislost, leavingtheaggregatepartiallyun‐covered,andthusshowingitsrealcolour.
Let’sseetheevolutionofthevisualappearanceofaloadingdockindifferentareasofthesamefloor.Outdoorbuilding,smoothconcrete.Pigmentused:RedChromaFer1535.
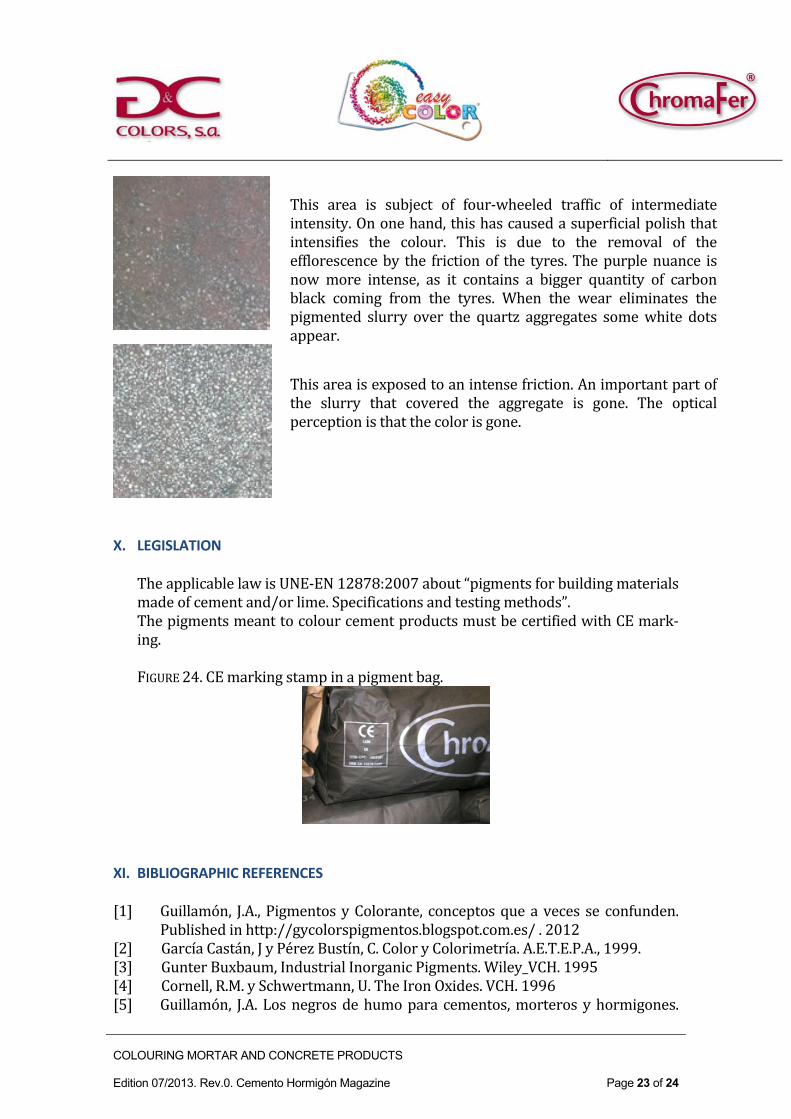
FIGURE23.Irregulartonecausedbythewearandlossofthesurface.
Thisareaisnotsubjecttofour‐wheeledtrafficandnotexposedtodirt.Thecolourofthepavingisnotaresultofbeingstainedbywheels.Thispinkishtonecomesfromthecombinationofredwithvariousefflorescences.
Thisareaisnotsubjecttofour‐wheeledtrafficbutitisexposedtodirtofvariousorigins.Partofthisdirtcomesfromthecarbonblack and dirt expelled by tyres. Given the porosity andabsorption characteristics of the floor they modify its colour.The orange nuance that the floor had at the beginning is nolongerpresent,buttheefflorescencescontinue.
COLOURING MORTAR AND CONCRETE PRODUCTS Edition 07/2013. Rev.0. Cemento Hormigón Magazine Page 23 of 24
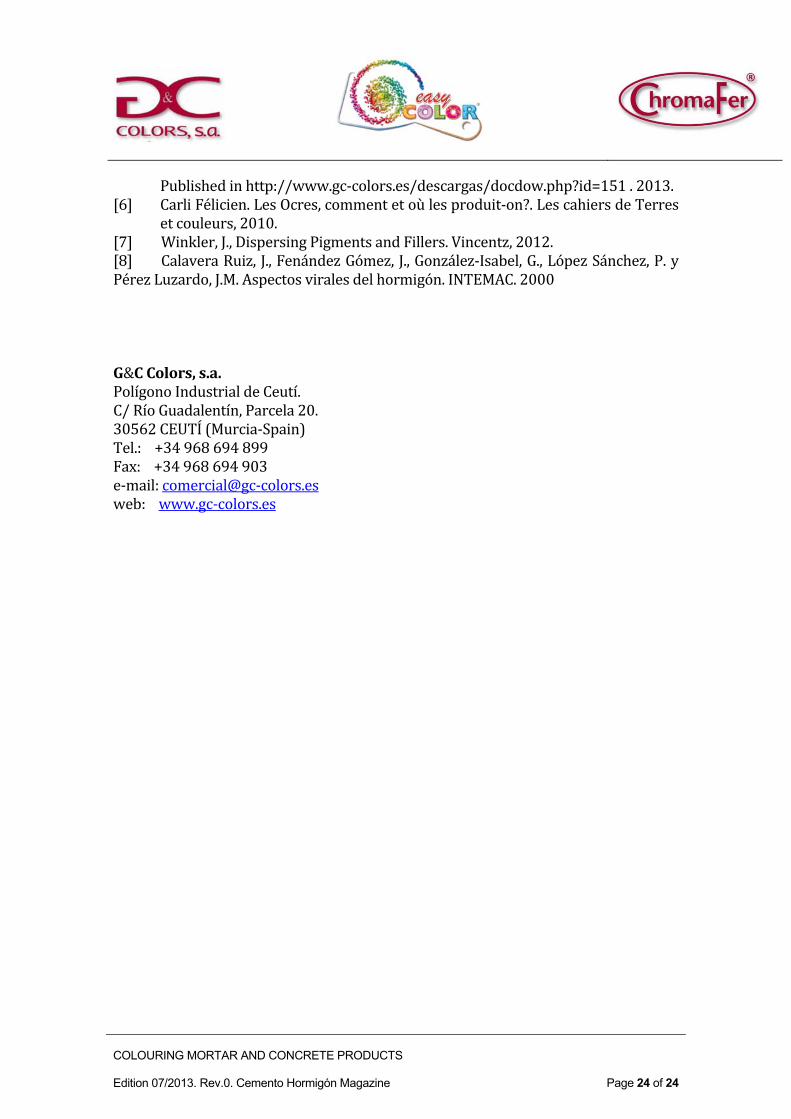
This area is subject of four‐wheeled traffic of intermediateintensity.Ononehand,thishascausedasuperficialpolishthatintensifies the colour. This is due to the removal of theefflorescenceby the frictionof the tyres.Thepurplenuance isnow more intense, as it contains a bigger quantity of carbonblack coming from the tyres. When the wear eliminates thepigmented slurry over the quartz aggregates somewhite dotsappear.
Thisareaisexposedtoanintensefriction.Animportantpartofthe slurry that covered the aggregate is gone. The opticalperceptionisthatthecolorisgone.
X. LEGISLATION
TheapplicablelawisUNE‐EN12878:2007about“pigmentsforbuildingmaterialsmadeofcementand/orlime.Specificationsandtestingmethods”.ThepigmentsmeanttocolourcementproductsmustbecertifiedwithCEmark‐ing.FIGURE24.CEmarkingstampinapigmentbag.
XI. BIBLIOGRAPHIC REFERENCES [1] Guillamón, J.A.,PigmentosyColorante, conceptosqueaveces se confunden.
Publishedinhttp://gycolorspigmentos.blogspot.com.es/.2012[2] GarcíaCastán,JyPérezBustín,C.ColoryColorimetría.A.E.T.E.P.A.,1999.[3] GunterBuxbaum,IndustrialInorganicPigments.Wiley_VCH.1995[4] Cornell,R.M.ySchwertmann,U.TheIronOxides.VCH.1996[5] Guillamón, J.A.Losnegrosdehumoparacementos,morterosyhormigones.
COLOURING MORTAR AND CONCRETE PRODUCTS Edition 07/2013. Rev.0. Cemento Hormigón Magazine Page 24 of 24
Publishedinhttp://www.gc‐colors.es/descargas/docdow.php?id=151.2013.[6] CarliFélicien.LesOcres,commentetoùlesproduit‐on?.LescahiersdeTerres
etcouleurs,2010.[7] Winkler,J.,DispersingPigmentsandFillers.Vincentz,2012.[8] CalaveraRuiz,J.,FenándezGómez,J.,González‐Isabel,G.,LópezSánchez,P.yPérezLuzardo,J.M.Aspectosviralesdelhormigón.INTEMAC.2000G&CColors,s.a.PolígonoIndustrialdeCeutí.C/RíoGuadalentín,Parcela20.30562CEUTÍ(Murcia‐Spain)Tel.:+34968694899Fax:+34968694903e‐mail:comercial@gc‐colors.esweb:www.gc‐colors.es


















