
Colour assessment - ECCA guidelines, final, 6.5.2013 · To ensure tonal consistency, all material...
36
Colour assessment of prepainted metal ECCA guidelines
Transcript of Colour assessment - ECCA guidelines, final, 6.5.2013 · To ensure tonal consistency, all material...

Colour assessment of prepainted metal
ECCA guidelines

Why is colour management
important?

The directionality of
metallics should be
consistent especially when
panels are cut to size

To ensure tonal
consistency, all
material should come
from the same
production batch

To ensure tonal
consistency, all
material should come
from the same
production batch

Colour in practice – what does it
mean for the end user / client?
If different materials are used
next to each other (e.g.
powder coated and
prepainted), colour matching
of the powder coated
components should be done
to an actual sample of the
cladding material – not to a
theoretical value or a RAL
reference.

Colour: basic principles

Basic principles
Colour
• Colour stimulus consists of three components
• The light source sending out light waves (electromagnetic radiation) and the
surrounding conditions (environment around the light source and the object)
• The observed object that reflects a part of the light waves
• The observer that detects/the eyes that absorb the light waves reflected on the
surface of the object

Basic principles
• The light source
• The light source emits electromagnetic radiation at different wavelengths that all
relate to a different colour. All visible light is a mixture of wavelengths, each
corresponding to a different colour, which is specific to a light source. Therefore, a
colour of an object can seem to vary under different light sources.
• The object
• Any object reflects certain wavelengths of the incoming light and absorbs the
others. Therefore, an object that reflects green light waves and absorbs the others
looks green. Other aspects that affect the colour observation are shape and
surface. The object can be embossed or textured, or have metallic, pearlescent or
phosphorescent effects that all influence our experience of colour.
• The observer
• The defining observer of colour is the human eye. Thus, the colour experience is
highly subjective. The ability of the human eye and brain to detect and handle
colours is individual and depends on age, gender, inherited traits, and even mood.

Colour characterisation

Colour characterisation
What do we measure?
• Different colour spaces can be used to define a colour. Please note that the
colour observation is always dependent of illuminant and observer (e.g.
D65/10°)
The colour – CIELab
• The CIE L*a*b* colour space is the most used
in coil coating industry
• It defines the colour coordinates L*, a* and b*
� L* represents the colour lightness
� a* represents the colour green-red
dimension
� b* represents the colour blue-yellow
dimension

Colour characterisation
The colour – CIELCh
• CIELCh uses the same colour space than CIELab,
defining it with three colour coordinates L*, C*
and h*
� L* represents the colour lightness
� C* = represents Chroma or saturation of the
colour. Its value can be obtained from CIELab
by C* = �∗� + �∗�
� h* axis represents hue ranging from 0 (grey)
in the centre of the circle to 100 (saturated)
around the edge.
� All possible saturated colours are present
around the edge of the circle. The units are
expressed as degrees from 0° (red) through
90° (yellow), 180° (green), and 270° (blue)
back to 0°.

Colour characterisation
Colour measurement –
differences of geometry
Directional geometry
c) 45/0° d) 0°/45
Diffuse geometry
a) 8°/D (0°/D) b) D/8° (D/0°)
Multiangle

Colour characterisation
Colour measurement -
spectrophotometry
• Different types of equipment
available
• Colorimeter, spectrophotometer,
spectroradiometer
Colorimeter
Minolta: CR 400, D/0°°°°
Spectrophotometer
X-Rite: 964,
Spectrophotometer
X-Rite: VS450,45/0°
Spectrophotometer
BYK Gardner: BYK-mac, multiangle
Spectrophotometer
HunterLab: UltraScan, D/8°°°°
45/0°

Colour characterisation
Colour measurement – differences of measurement
• Depending on the equipment used
• Difference between the producers for the same kind of equipment
• More important with fabrication time
• Difference between one equipment family and another explained e.g.
by different parameters
• sphere diameter, light source (tungsten, xenon, diode, etc.), pulsed or continuous
light, etc.
• Depending on the geometry used
• L*a*b* absolute values depend on the geometry used
• Always small dispersion in absolute value due to equipment
calibration
• Mandatory to observe all the equipment conditions before
concluding a difference of colour

Colour characterisation
Metamerism
• In some cases two prepainted
samples can look exactly the
same under one light source,
but when transferred under a
different light source, their
visual appearance differs
significantly.
• This is called metamerism.

Appearance
• The final appearance of
prepainted metal depends
also on the type of resin
used, film thickness, gloss,
and the surface texture
(structured, granulated,
embossed, metallic,…)
Colour characterisation
smooth orange peel
grained structured
embossed wrinkled

Colour management
Colour management
Colour difference ∆E*
• The colour difference between a reference and a sample is
determined by the deviation on the different axes: ∆L*, ∆a*,
∆b*
• ∆E* (colour deviation) =
• Visual evaluation is necessary because ∆E* criteria can be
insufficient (metallized colours, colours with high whiteness,
limit of the equipment sensitivity, non-uniformity of CIELab
colour space…)
• Colour difference is always measured from 2 physical samples
(never with absolute values as references)
• It is practically impossible to have a ∆E* 0.0 colourmatch, a
small difference of ∆E* is normal and expected.
∆�∗� + ∆�∗² + ∆�∗²

Colour characterisation
The colour - CMC
• CMC is a modification of ΔE of CIELab developed
by the Color Measurement Committee of the
Society of Dyers and Colorists. It is defined in
AATCC Test Method 173, “CMC: Calculation of
Small Color Differences for Acceptability.”
• The CMC calculation mathematically defines an ellipsoid around a defined and
agreed standard colour. The dimensions of the ellipsoid depends on the colour shade
and thus can be expected to better correspond to the sensibility of the human eye.
• This ellipsoid consists of a semi-axis that corresponds to the attributes of hue (h),
chroma (C), and lightness (L)
• It represents the area of acceptance in relation to the standard, the same way the
CIELab "box" defines acceptable difference limits
• The size of the ellipsoid varies depending on its position in the colour space and its
shape is influenced by the CMC ratio l/c lightness/chroma. The c (chroma) tolerance
is usually smaller, since human eye is able to detect smaller shifts in chroma than in
lightness. Also, in the orange region, ellipsoids are narrower, while in the green
region, ellipsoids are wider.

Colour category definition
• Colour classification by category is
obtained from the colour
parameters L*, a*, b*, C*
- Category 1: light colours
- Category 2: medium colours
- Category 3: dark colours
- Category 4: sharp/saturated colours
- Category 5: metallized colours
Colour management
NOTE! Colours that do not fall into any category are classified by
the paint supplier.
C* ≤ 10 Category 1
10 < C* ≤ 20 Category 2
20 < C* ≤ 30 Category 3
C* > 30 Category 4
C* ≤ 10 Category 2
C* ≤ 25
and -11 < a* < 11
and -5 < b* < 25
C* ≤ 30
and -16 < a* < 16
and -5 < b* < 25
C* > 30 Category 4
C* ≤ 30 Category 3
C* > 30 Category 4
L* > 80
60 < L* ≤ 80
L* ≤ 60
Category 2
Category 3

Examples of colour categories
Colour management

Colour difference tolerances- recommendations

Colour tolerance
recommendations
General tolerances to be applied using 45/0°, 0°/45 and D/8°
geometries with spectro equipment
Note! The supplier has the final responsibility of defining the colour category of his
products. This applies particularly for special, demanding colours and cases where the
colour is close to a limit between two categories, or where a colour shade falls out of
any category
CIELab
DECMC
CF = 1,00
L:C= 2,00
Category 1: light colours ΔE* ≤ 1,0
Category 2: medium colours ΔE* ≤ 1,3
Category 3: dark colours ΔE* ≤ 1,5*
Category 4: sharp/saturated colours ΔE* ≤ 1,5*
Category 5: metallized colours
* ΔE* ≤ 2,0 can be accepted for specific colours
visual control required
Colour tolerance recommendations
Geometry used
45/0° or 0°/45
D/8°
ΔE* ≤ 1,0
ΔECMC ≤ 1,0
ΔE* ≤ 1,5*

• Metallized colours: Interaction light-material
Colour tolerance
recommendations
• ΔE* measurement can be disturbed by
interaction between the incoming light
and the surface of the metallic flake.
Visual control remains important.
• Specular reflection on metallic fillers:
mirror effect, variable effect on the
reading depending on the orientation
of the angle

Guidelines to ensure colour
consistency
• Different production batches
should not be used next to each
other even if they are of the same
colour AND even though all coils
from different orders have the
same tolerance compared to the
colour master standard.
Colour tolerance
recommendations
• ΔE* guaranteed depends
on the colour category

Examples of colour differences

ECCA Green
∆L=-5 ∆L=+5
∆a=+5∆b=+5
∆a=-5 ∆b=-5

ECCA 50% Grey
∆L=-5 ∆L=+5
∆a=+5∆b=+5
∆a=-5 ∆b=-5
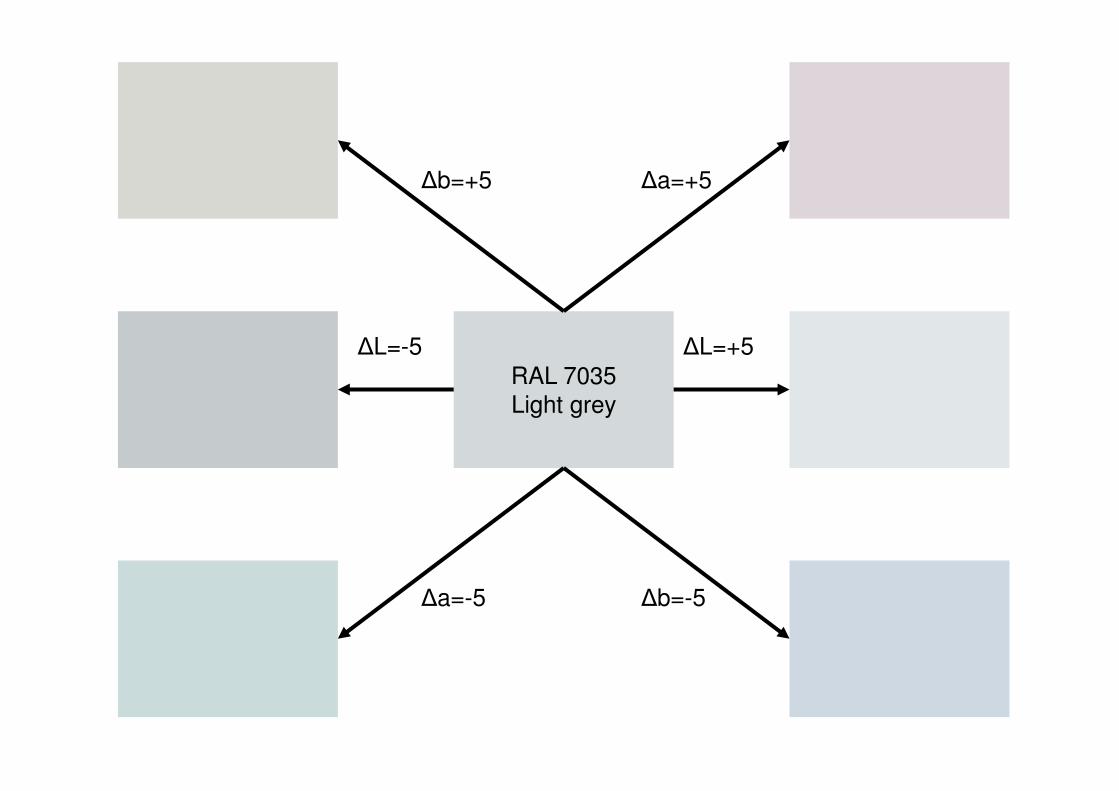
RAL 7035
Light grey
∆L=-5 ∆L=+5
∆a=+5∆b=+5
∆a=-5 ∆b=-5
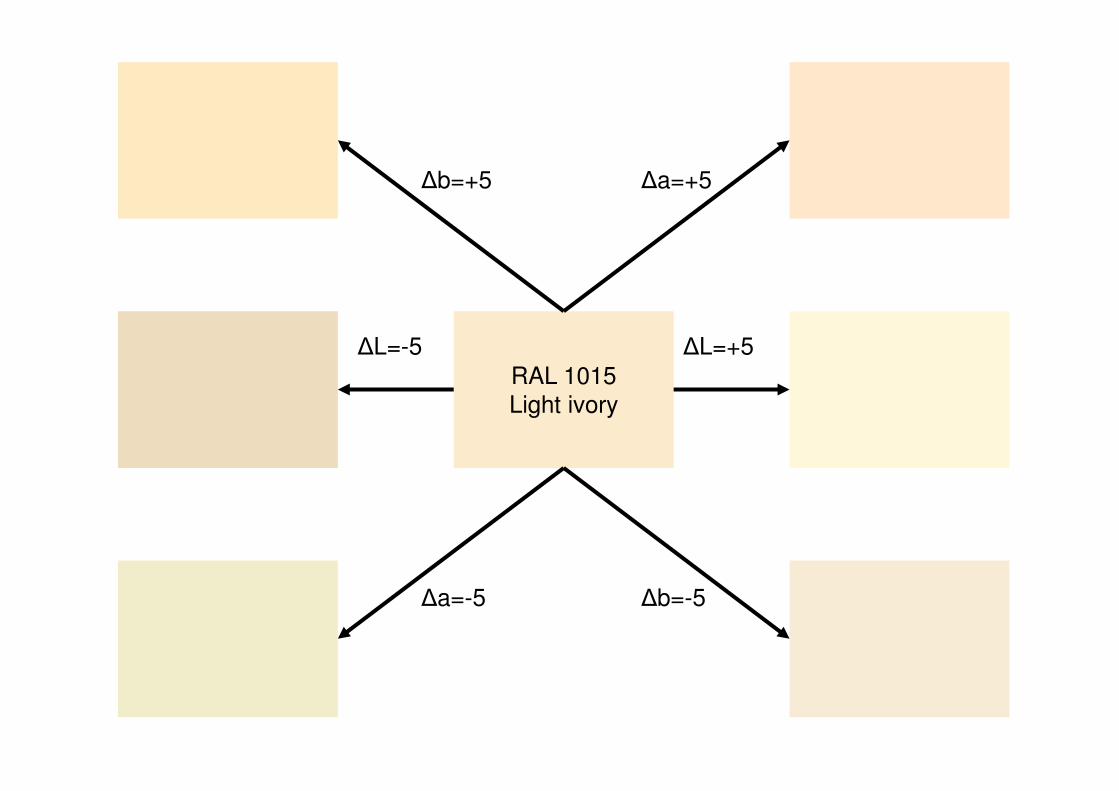
RAL 1015
Light ivory
∆L=-5 ∆L=+5
∆a=+5∆b=+5
∆a=-5 ∆b=-5

RAL 7000
Squirrel Grey
∆L=-5 ∆L=+5
∆a=+5∆b=+5
∆a=-1 ∆b=-1
∆L=-1 ∆L=+1
∆b=+1 ∆a=+1
∆a=-5 ∆b=-5

Colour matching and specification

Colour match and specification
Procedure
• The colour master is the colour matched by the paint supplier
• No colour match is based on theoretical values
• A physical colour match is the closest proposition to the colour
master: the chemical paint composition is perfectly fixed and
reproducible
• One colour match is kept by the customer and one by the coil coater
• When accepted by the customer, the physical colour match is
used as reference for mass production by the coil coating line
and in all discussions or possible claims with the customer
• A physical colour master is mandatory. A colour master on
paper/resin/other substrate/other paint system is never
accepted as reference for mass production!

Customer specifications are to be written in common
agreement between supplier and the customer
• Colour measurement equipment shall be clearly defined
• Colour evaluation according to EN 13523-3, visual evaluation
according to EN 13523-22
• Tolerance on the colour (∆E*) is defined by the supplier, but
can be discussed with the customer
• Tolerance on each axis (L*, a*, b*) can be fixed for demanding
colours or applications (e.g. domestic appliances, electronic
devices etc.)
Colour matching and specification
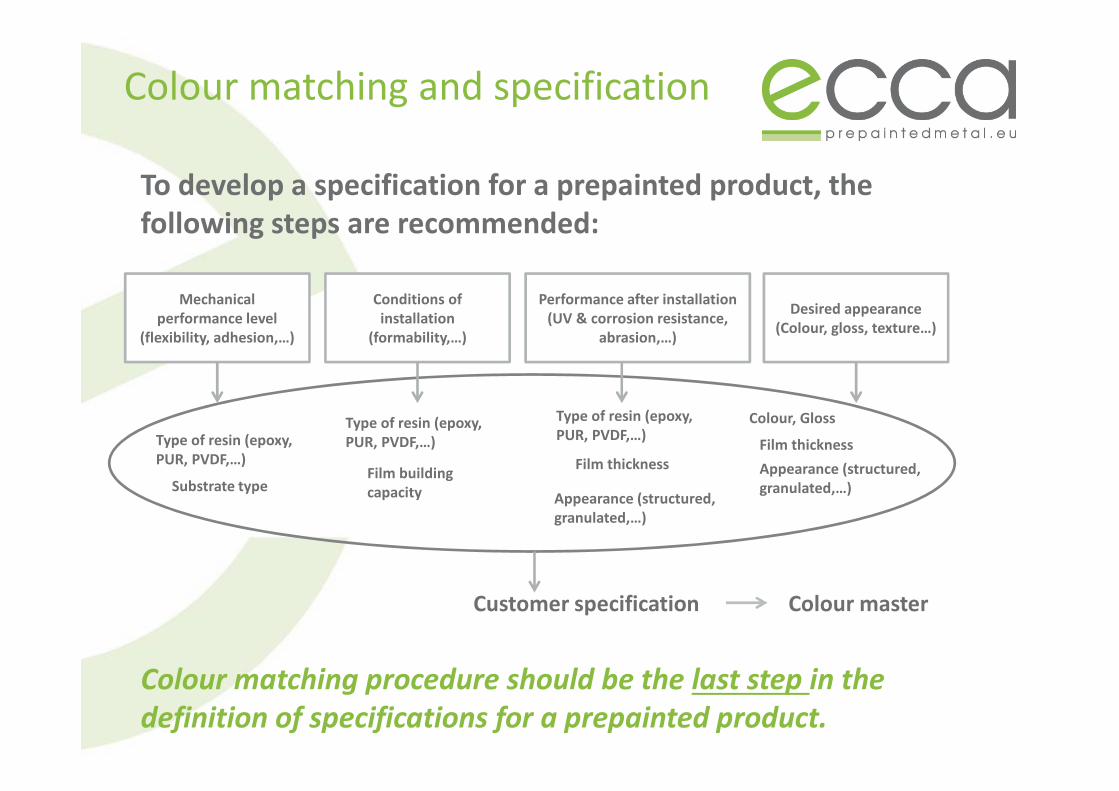
Mechanical
performance level
(flexibility, adhesion,…)
Conditions of
installation
(formability,…)
Performance after installation
(UV & corrosion resistance,
abrasion,…)
Desired appearance
(Colour, gloss, texture…)
Type of resin (epoxy,
PUR, PVDF,…)
Substrate type
Type of resin (epoxy,
PUR, PVDF,…)
Film building
capacity
Type of resin (epoxy,
PUR, PVDF,…)
Film thickness
Appearance (structured,
granulated,…)
Film thickness
Colour, Gloss
Appearance (structured,
granulated,…)
Customer specification Colour master
To develop a specification for a prepainted product, the
following steps are recommended:
Colour matching procedure should be the last step in the
definition of specifications for a prepainted product.
Colour matching and specification


















