Coal
10
“COST REDUCTION IN COAL FIRED POWER STATIONS THROUGH OPTIMISATION OF MILLING SYSTEMS” PAPER PRESENTED AT THE SIXTH INTERNATIONAL CONFERENCE ON TECHNOLOGIES AND COMBUSTION FOR A CLEAN ENVIRONMENT JULY 2001, OPORTO (PORTUGAL)
-
Upload
touchhemant -
Category
Documents
-
view
19 -
download
2
description
Caol and Furnace efficiency
Transcript of Coal

“COST REDUCTION IN COAL FIRED POWER STATIONS THROUGHOPTIMISATION OF MILLING SYSTEMS”
PAPER PRESENTED AT THE SIXTH INTERNATIONAL CONFERENCEON TECHNOLOGIES AND COMBUSTION FOR A CLEAN
ENVIRONMENT
JULY 2001, OPORTO (PORTUGAL)

2
Cost Reduction in Coal Fired Power Stations through Optimisation of Milling SystemsL. SALVADOR-CAMACHO, F. RODRÍGUEZINERCOParque Tecnólogico de la CartujaC/Tomás Alba Edison, s/n, 41092 Seville, Spaine-mail: [email protected]. CORTÉS, L. CAÑADASAICIA-University of SevilleDept. of Chemical and Environmental EngineeringCamino de los Descubrimientos, s/n, Seville, SpainJ.L. ALBALADEJO, P. OTEROENDESACompostilla, Power StationCtra. Cubillos del Sil, s/n, 24400 Ponferrada (León), Spain
ABSTRACTThis paper presents the methodology and results of the millingoptimisation programme developed in several ENDESApulverised coal (p.c.) power units. The scope of this programmeincludes the optimisation of the operation of different pulveriserdesigns (bowl and ball), consuming diverse coal types. The ultimate objective of this programme is to reduce theoperating costs and environmental impact of coal-fired powerplants, in order to face out the increasing competitiveness of theelectricity sector. In this sense, optimisation of milling systemshas been revealed as one of the most effective strategies, sincethese systems consume around 1% of the energy produced in athermal unit and are not normally fully optimised. Apart fromthis direct benefit, the control and adjustment of milling systemsimproves boiler efficiency and NOX emissions, providing alsomore stability and flexibility to boiler performance. This approach for the optimisation of p.c. fired power stationshas allowed to reduce pulverisers maintenance requirements,improve boiler performance and achieve overall reductions inunit heat rate of up to 1%.Key words: optimisation, milling, monitoring, costs.
BACKGROUNDThe present economic context for electricity generation of athermal nature demands improved competitiveness. Given thecost of fuel, which is from 50% to 70% of the total, the mostimmediate way to achieve this higher competitiveness is byincreasing the energy efficiency of the installations (Otero et al.(1999)). This necessity has produced a prompt effect on fuel selection,acquisition and consumption, forcing operators to switch to fuelsand operation conditions quite far from design ones. In addition,these installations must comply with more restrictive legislationconcerning pollutant emissions. As it is known, unit performance and generation of pollutantsin industrial boilers depends largely on the correct distribution offuel and air in the furnace. The existence of critical areas with aninappropriate air/fuel ratio will negatively affect these extremelyimportant parameters. Widely used measures for controllingNOX emission are reductions of this ratio (Smith et al. (1992)) orthe substitution of traditional burners by a new generation oflow-NOX burners, resulting in combustion conditions to becharacterised in detail. This scenario, of changing operating conditions andprocedures, suggests the development of a global optimisationapproach far from the common routines currenly applied inpower stations. In this respect, it is also of note the up to nowlimitations about the adequate characterisation of milling systemperformance in p.c. power plants. This is particularly significanttaking into account the direct effect of pulveriser adjustment oncombustion optimisation.
OBJECTIVES OF THE OPTIMISATION PROGRAMMEGeneral objectives are listed below:- To improve the relationship between capacity, coal size
distribution and electric consumption of milling systems,taking into account the ease of maintenance.
- To optimise the electric consumption of mills by means ofmodifications on working conditions, selection and re-design of elements, etc.
- To optimise the layout of primary air/coal feeding linesand the regulation of the fans, in order to reduce electricconsumption and improve fuel distribution.
- To analyse the implementation of equipment for on-linemeasurement of air/coal flow to burners, as well ascontrol of pulverised coal size distribution.
- To optimise the combustion and the net heat rate throughthe modification of coal size distribution, taking intoaccount the characterisation aforementioned.
- To identify critical parameters having a decisive influenceon mill performance.
These objectives could be summarised in the following goals:- To develop an appropriate methodology for monitoring
main parameters concerning air/coal supplies to burners.- To optimise the distribution of coal and primary air
between burners, correcting inherent imbalances due todesign arrangement.
- To conciliate and evaluate the effects of the optimisationprogramme on boiler performance (efficiency, NOx
emissions, and power consumption of auxiliary plant).
METHODOLOGYStructure of the Optimisation Programme Levels involved in the optimisation programme are shown inFigure 1. Optimisation of the milling systems could be achievedthrough different routes. The scope of the optimisationprogramme should include testing campaigns aimed todetermine the appropriate adjustments for operation parameters.Nevertheless, in order to obtain worthwhile results, thisoptimisation programme must also involve activities focused onimproving existing monitoring and software capabilities.
Figure 1 – General approach for milling system optimisation inpower plants
MONITORINGSOFTWARE
ADVISORYSOFTWARE
MILLING SYSTEMOPTIMISATION
PARAMETRICTESTS
MILLING SYSTEM
PRELIMINARYDIAGNOSIS
PREDICTION
OPTIMISATIONDATA
MONITORINGSYSTEMS
AIR COAL
3
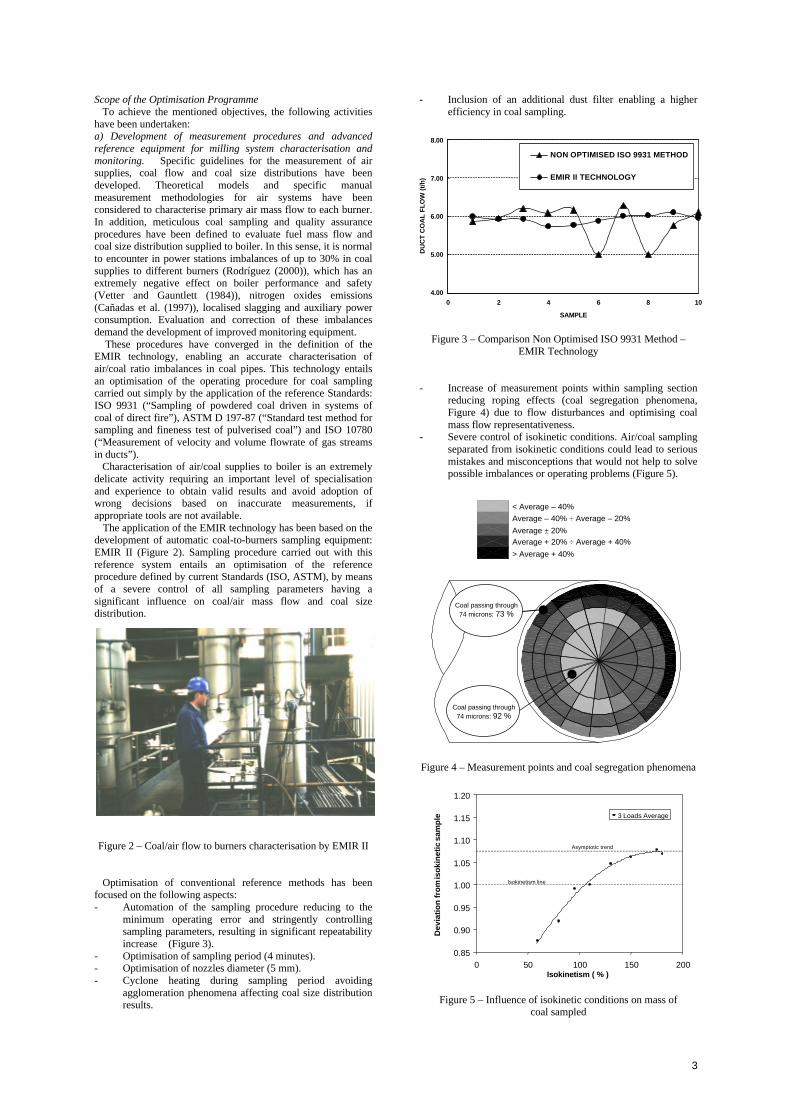
Scope of the Optimisation Programme To achieve the mentioned objectives, the following activitieshave been undertaken:a) Development of measurement procedures and advancedreference equipment for milling system characterisation andmonitoring. Specific guidelines for the measurement of airsupplies, coal flow and coal size distributions have beendeveloped. Theoretical models and specific manualmeasurement methodologies for air systems have beenconsidered to characterise primary air mass flow to each burner.In addition, meticulous coal sampling and quality assuranceprocedures have been defined to evaluate fuel mass flow andcoal size distribution supplied to boiler. In this sense, it is normalto encounter in power stations imbalances of up to 30% in coalsupplies to different burners (Rodríguez (2000)), which has anextremely negative effect on boiler performance and safety(Vetter and Gauntlett (1984)), nitrogen oxides emissions(Cañadas et al. (1997)), localised slagging and auxiliary powerconsumption. Evaluation and correction of these imbalancesdemand the development of improved monitoring equipment. These procedures have converged in the definition of theEMIR technology, enabling an accurate characterisation ofair/coal ratio imbalances in coal pipes. This technology entailsan optimisation of the operating procedure for coal samplingcarried out simply by the application of the reference Standards:ISO 9931 (“Sampling of powdered coal driven in systems ofcoal of direct fire”), ASTM D 197-87 (“Standard test method forsampling and fineness test of pulverised coal”) and ISO 10780(“Measurement of velocity and volume flowrate of gas streamsin ducts”). Characterisation of air/coal supplies to boiler is an extremelydelicate activity requiring an important level of specialisationand experience to obtain valid results and avoid adoption ofwrong decisions based on inaccurate measurements, ifappropriate tools are not available. The application of the EMIR technology has been based on thedevelopment of automatic coal-to-burners sampling equipment:EMIR II (Figure 2). Sampling procedure carried out with thisreference system entails an optimisation of the referenceprocedure defined by current Standards (ISO, ASTM), by meansof a severe control of all sampling parameters having asignificant influence on coal/air mass flow and coal sizedistribution.
Figure 2 – Coal/air flow to burners characterisation by EMIR II
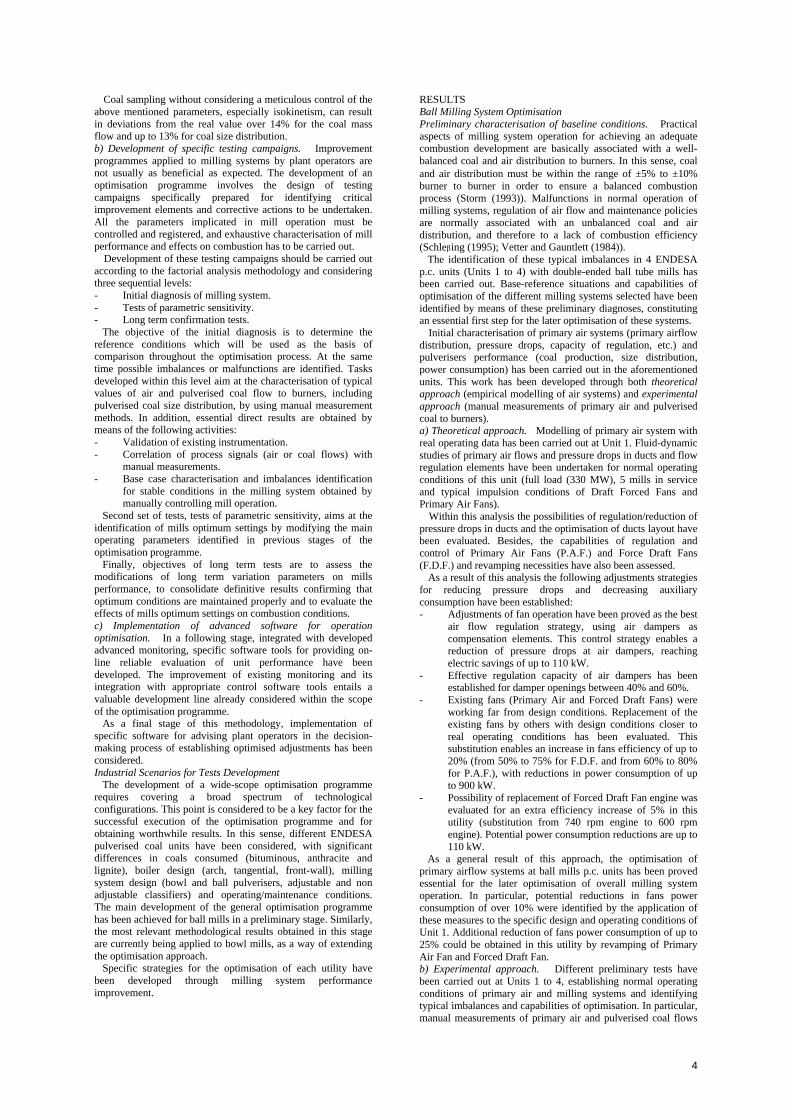
Optimisation of conventional reference methods has beenfocused on the following aspects:- Automation of the sampling procedure reducing to the
minimum operating error and stringently controllingsampling parameters, resulting in significant repeatabilityincrease (Figure 3).
- Optimisation of sampling period (4 minutes).- Optimisation of nozzles diameter (5 mm).- Cyclone heating during sampling period avoiding
agglomeration phenomena affecting coal size distributionresults.
- Inclusion of an additional dust filter enabling a higherefficiency in coal sampling.
Figure 3 – Comparison Non Optimised ISO 9931 Method –EMIR Technology
- Increase of measurement points within sampling sectionreducing roping effects (coal segregation phenomena,Figure 4) due to flow disturbances and optimising coalmass flow representativeness.
- Severe control of isokinetic conditions. Air/coal samplingseparated from isokinetic conditions could lead to seriousmistakes and misconceptions that would not help to solvepossible imbalances or operating problems (Figure 5).
Figure 4 – Measurement points and coal segregation phenomena
Figure 5 – Influence of isokinetic conditions on mass ofcoal sampled
< AVERAGE -40%AVERAGE -40% ÷ AVERAGE -20%AVERAGE ± 20%AVERAGE +20% ÷ AVERAGE +40%> AVERAGE +40%
< Average – 40%
Average – 40% ÷ Average – 20%
Average ± 20%
> Average + 40%
Average + 20% ÷ Average + 40%
Coal passing through74 microns: 73 %
Coal passing through74 microns: 92 %
4.00
5.00
6.00
7.00
8.00
0 2 4 6 8 10
SAMPLE
DU
CT
CO
AL
FL
OW
(t/
h)
NON OPTIMISED ISO 9931 METHOD
EMIR II TECHNOLOGY
0.85
0.90
0.95
1.00
1.05
1.10
1.15
1.20
0 50 100 150 200Isokinetism ( % )
Dev
iati
on
fro
m is
oki
net
ic s
amp
le 3 Loads Average
Asymptotic trend
Isokinetism line
4
Coal sampling without considering a meticulous control of theabove mentioned parameters, especially isokinetism, can resultin deviations from the real value over 14% for the coal massflow and up to 13% for coal size distribution.b) Development of specific testing campaigns. Improvementprogrammes applied to milling systems by plant operators arenot usually as beneficial as expected. The development of anoptimisation programme involves the design of testingcampaigns specifically prepared for identifying criticalimprovement elements and corrective actions to be undertaken.All the parameters implicated in mill operation must becontrolled and registered, and exhaustive characterisation of millperformance and effects on combustion has to be carried out. Development of these testing campaigns should be carried outaccording to the factorial analysis methodology and consideringthree sequential levels:- Initial diagnosis of milling system.- Tests of parametric sensitivity.- Long term confirmation tests. The objective of the initial diagnosis is to determine thereference conditions which will be used as the basis ofcomparison throughout the optimisation process. At the sametime possible imbalances or malfunctions are identified. Tasksdeveloped within this level aim at the characterisation of typicalvalues of air and pulverised coal flow to burners, includingpulverised coal size distribution, by using manual measurementmethods. In addition, essential direct results are obtained bymeans of the following activities:- Validation of existing instrumentation.- Correlation of process signals (air or coal flows) with
manual measurements.- Base case characterisation and imbalances identification
for stable conditions in the milling system obtained bymanually controlling mill operation.
Second set of tests, tests of parametric sensitivity, aims at theidentification of mills optimum settings by modifying the mainoperating parameters identified in previous stages of theoptimisation programme. Finally, objectives of long term tests are to assess themodifications of long term variation parameters on millsperformance, to consolidate definitive results confirming thatoptimum conditions are maintained properly and to evaluate theeffects of mills optimum settings on combustion conditions.c) Implementation of advanced software for operationoptimisation. In a following stage, integrated with developedadvanced monitoring, specific software tools for providing on-line reliable evaluation of unit performance have beendeveloped. The improvement of existing monitoring and itsintegration with appropriate control software tools entails avaluable development line already considered within the scopeof the optimisation programme. As a final stage of this methodology, implementation ofspecific software for advising plant operators in the decision-making process of establishing optimised adjustments has beenconsidered.Industrial Scenarios for Tests Development The development of a wide-scope optimisation programmerequires covering a broad spectrum of technologicalconfigurations. This point is considered to be a key factor for thesuccessful execution of the optimisation programme and forobtaining worthwhile results. In this sense, different ENDESApulverised coal units have been considered, with significantdifferences in coals consumed (bituminous, anthracite andlignite), boiler design (arch, tangential, front-wall), millingsystem design (bowl and ball pulverisers, adjustable and nonadjustable classifiers) and operating/maintenance conditions.The main development of the general optimisation programmehas been achieved for ball mills in a preliminary stage. Similarly,the most relevant methodological results obtained in this stageare currently being applied to bowl mills, as a way of extendingthe optimisation approach. Specific strategies for the optimisation of each utility havebeen developed through milling system performanceimprovement.
RESULTSBall Milling System OptimisationPreliminary characterisation of baseline conditions. Practicalaspects of milling system operation for achieving an adequatecombustion development are basically associated with a well-balanced coal and air distribution to burners. In this sense, coaland air distribution must be within the range of ±5% to ±10%burner to burner in order to ensure a balanced combustionprocess (Storm (1993)). Malfunctions in normal operation ofmilling systems, regulation of air flow and maintenance policiesare normally associated with an unbalanced coal and airdistribution, and therefore to a lack of combustion efficiency(Schleβing (1995); Vetter and Gauntlett (1984)). The identification of these typical imbalances in 4 ENDESAp.c. units (Units 1 to 4) with double-ended ball tube mills hasbeen carried out. Base-reference situations and capabilities ofoptimisation of the different milling systems selected have beenidentified by means of these preliminary diagnoses, constitutingan essential first step for the later optimisation of these systems. Initial characterisation of primary air systems (primary airflowdistribution, pressure drops, capacity of regulation, etc.) andpulverisers performance (coal production, size distribution,power consumption) has been carried out in the aforementionedunits. This work has been developed through both theoreticalapproach (empirical modelling of air systems) and experimentalapproach (manual measurements of primary air and pulverisedcoal to burners).a) Theoretical approach. Modelling of primary air system withreal operating data has been carried out at Unit 1. Fluid-dynamicstudies of primary air flows and pressure drops in ducts and flowregulation elements have been undertaken for normal operatingconditions of this unit (full load (330 MW), 5 mills in serviceand typical impulsion conditions of Draft Forced Fans andPrimary Air Fans). Within this analysis the possibilities of regulation/reduction ofpressure drops in ducts and the optimisation of ducts layout havebeen evaluated. Besides, the capabilities of regulation andcontrol of Primary Air Fans (P.A.F.) and Force Draft Fans(F.D.F.) and revamping necessities have also been assessed. As a result of this analysis the following adjustments strategiesfor reducing pressure drops and decreasing auxiliaryconsumption have been established:- Adjustments of fan operation have been proved as the best
air flow regulation strategy, using air dampers ascompensation elements. This control strategy enables areduction of pressure drops at air dampers, reachingelectric savings of up to 110 kW.
- Effective regulation capacity of air dampers has beenestablished for damper openings between 40% and 60%.
- Existing fans (Primary Air and Forced Draft Fans) wereworking far from design conditions. Replacement of theexisting fans by others with design conditions closer toreal operating conditions has been evaluated. Thissubstitution enables an increase in fans efficiency of up to20% (from 50% to 75% for F.D.F. and from 60% to 80%for P.A.F.), with reductions in power consumption of upto 900 kW.
- Possibility of replacement of Forced Draft Fan engine wasevaluated for an extra efficiency increase of 5% in thisutility (substitution from 740 rpm engine to 600 rpmengine). Potential power consumption reductions are up to110 kW.
As a general result of this approach, the optimisation ofprimary airflow systems at ball mills p.c. units has been provedessential for the later optimisation of overall milling systemoperation. In particular, potential reductions in fans powerconsumption of over 10% were identified by the application ofthese measures to the specific design and operating conditions ofUnit 1. Additional reduction of fans power consumption of up to25% could be obtained in this utility by revamping of PrimaryAir Fan and Forced Draft Fan.b) Experimental approach. Different preliminary tests havebeen carried out at Units 1 to 4, establishing normal operatingconditions of primary air and milling systems and identifyingtypical imbalances and capabilities of optimisation. In particular,manual measurements of primary air and pulverised coal flows

5
have been carried out according to International Standards andspecific sampling tools developed within this optimisationprogramme (coal sampling methodologies and procedures, andspecific coal sampling equipment, EMIR II). Specific primary air tests defined with this scope have beencarried out. As a result of these trials, existing airflowmeasurement systems have been validated and calibrated. In thissense, correlation between primary air control signals (%) andreal air flow obtained by manual measurement (Nm3/h) wereestablished for a reliable on-line characterisation of thedistribution of mill air in these Units (Figure 6).
Figure 6 – Calibration of primary air flow measurement systems(Unit 3)
Important differences in air mass flow for the same controlsignal were determined between mills. Differences of up to 50%were identified. The possibility of balancing primary airflow distribution toboiler was evaluated by means of the correction of the existingcontrol strategies with the implementation of the primary aircorrelations obtained for each pulveriser. Modifications inprimary air control loops were carried out in Unit 1, obtainingsignificant improvements in primary air distribution. Contrary to other grinding systems, in double-ended ball tubemills, firing performance is not controlled via mill feeder but viathe air flowing through the mill, and therefore coal throughput isdirectly related to primary airflow to the mill. In this sense,reliable procedures for on-line identification of coal mass flowthrough primary airflow characterisation were developed.Correlations between coal mass flow and inlet primary airflowwere obtained for each mill tested. Proportional and directcorrelation between coal and air were determined for the specificmilling conditions of the tests, resulting in high correlationindexes (Figure 7).
Figure 7 – Coal mass flow vs. primary air flow correlation(Unit 3)
This feature implies that the air/coal ratio leaving the grindingchamber for a specific ball pulveriser always remains constant,whenever milling conditions do not change (linings, wear, ballrecharge, coal characteristics, etc.) (Gehrke and Fontanille(1991)). However, substantial differences in these relationshipsbetween mills of the same unit were detected. Importantdifferences in coal mass flow between mills were identifiedwithin these tests for the same primary air regulation perpulveriser (associated with normal combustion control strategiesusually implemented in ball mills power plants). Typical maximum imbalances (deviation from average value)detected in air and coal distributions between mills for Units 1 to4 at full load stable operation are shown in Figure 8. Differencesof up to 30% and 50% have been identified for coal flow andair/coal ratio between mills. These imbalances were directlyrelated to the aforementioned discrepancies between thetheoretical balanced control strategy and the real performance ofair and milling systems existing in the tested units. In addition to this general analysis of mill performance,individual burners analyses for each mill were carried out. In thissense, great differences were detected in coal mass flow betweenburners of a same mill, identifying maximum imbalances of upto 50% (Figure 8).
Figure 8 – Typical coal and air imbalances in ball millingsystems
Pulverised coal size distributions were also determined withinthese preliminary tests. Four different particle sizes weremeasured for coal sampled from ducts to burners (325, 200, 170and 100 mesh), and corrections according to InternationalStandards and adjustments to Rosin-Rammler were carried out.Differences of up to 10% through 200 mesh were detectedbetween burners. The contrasted influence of these air and coal imbalances onauxiliary consumption should be remarked on. Effects onspecific mill power consumption (kWh/t), directly related to millproduction, have been evaluated. Differences between mills withinitially the same performance of up to 27% have beenidentified. These preliminary diagnoses have additionally allowed theidentification of unbalanced combustion conditions for normaloperation of the 4 industrial pulverised coal units selected. Highcapacity of combustion optimisation was identified in theseutilities through air and milling systems adjustments.Identification of critical parameters. Based on results ofpreliminary characterisation tests, a great deal of tests weredefined and carried out in 4 industrial p.c. units (Units 1 to 4) forthe identification of the fundamental parameters that conditionball mills performance. More than 250 milling tests weredeveloped for two different double-ended ball mill designs withtwo different classifier system designs (adjustable and nonadjustable). Through these trials main operating andmaintenance parameters for grinding adjustments in ball millshave been identified. Evaluation of the effects of these criticalparameter modifications on mills performance has been carried
P.S. 1
24 37 33
P.S. 2
19 36 20
P.S. 3
27 38 30
P.S. 4
30 50 48
P.A./COAL AMONG MILLSCOAL F. AMONG MILLS COAL F. IN MILLS
R2 = 0.9986 R2 = 0.9953
0
10,000
20,000
30,000
40,000
50,000
0 25 50 75 100
P.A. CONTROL SIGNAL (%)
P.A
. MA
SS
FL
OW
(N
m3 /h
)
MILL A MILL B
R2 = 0.9981R2 = 0.9994
0
10
20
30
40
0 25 50 75 100
P.A. CONTROL SIGNAL (%)
CO
AL
MA
SS
FL
OW
(t/
h)
MILL A MI LL B
6
out, determining the influence on coal size distribution, coalmass flow, airflow requirements and power consumption. With the aforementioned scope, the tests that were developedcan be classified in two different stages: parametric sensitivitytests and long term tests.a) Parametric sensitivity tests. More than 150 short-term testshave been developed in order to identify critical parameters ofthe operation of ball pulverisers. On the basis of design andoperational specifications of these types of pulverisers, specifictests were carried out for the evaluation of the effect of thefollowing fundamental parameters on mill performance:- Type of fuel consumed: moisture and grindability
(Hardgrove Grindability Index).- Primary air flow to the mill.- Temperature of inlet primary airflow.- Pressure of inlet primary airflow.- Classifier adjustments.- Mill coal level.- Mill outlet flow temperature (air-coal mixture).- Mill outlet flow pressure (air-coal mixture).- Differential pressure of primary air-coal flow inside the
mill.- Speed of raw coal feeder.An accurate methodology based on parametric sensitivityanalysis for each mill was applied. In this sense, parameters wereinitially modified one-to-one, with the rest of the mill operatingvariables remaining constant. Modifications on mills operationwere developed withdrawing the mill to be tested from thegeneral control loop. Parameters that have been proved to have a more relevantinfluence on mill performance (pulverised coal flow and sizedistribution, and mill power consumption) can be summarised asfollows:- Coal characteristics: moisture and grindability (Hardgrove
Grindability Index).- Primary air temperature to the mill.- Classifier adjustments.- Primary air flow to the mill. The first two parameters, closely related to grindingconditions, are directly defined by unit operating conditions andexternal imperatives, and therefore cannot be continuouslymodified for on-line milling condition adjustments.Nevertheless, characterisation of the effect of these variables onball mills performance must be taken into consideration for thedefinition of the best adjustment strategies at each grindingcondition. Specific tests for the characterisation of milling conditionsunder the modification of these grinding variables have beencarried out in Units 1 to 4. Some of the main results achieved inthis sense, and that should be remarked on, are:- A reduction in the Hardgrove Grindability Index (H.G.I.)
of the fuel fed to the mill has been proved to cause adecrease in coal flow with a non-significant effect on coalsize distribution. Reductions of up to 10% of millproduction were detected for the modification of the typeof fuel consumed from high H.G.I. (60, coal) to lowH.G.I. (35, coke).
- An increase of raw coal moisture seems to cause a lightbenefit in coal size distribution (increase in coal fineness),with a non-significant effect on coal mass flow.Necessities of primary airflow highly increases with coalmoisture, due to the requirement of coal drying.
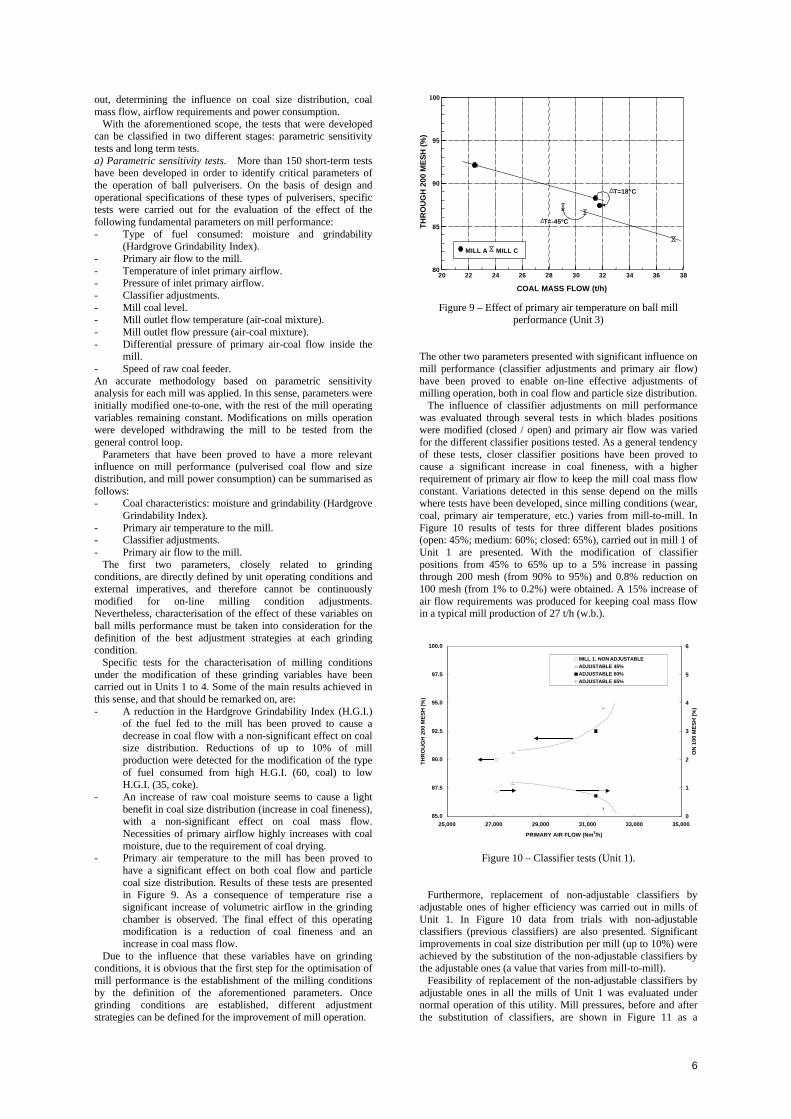
- Primary air temperature to the mill has been proved tohave a significant effect on both coal flow and particlecoal size distribution. Results of these tests are presentedin Figure 9. As a consequence of temperature rise asignificant increase of volumetric airflow in the grindingchamber is observed. The final effect of this operatingmodification is a reduction of coal fineness and anincrease in coal mass flow.
Due to the influence that these variables have on grindingconditions, it is obvious that the first step for the optimisation ofmill performance is the establishment of the milling conditionsby the definition of the aforementioned parameters. Oncegrinding conditions are established, different adjustmentstrategies can be defined for the improvement of mill operation.
Figure 9 – Effect of primary air temperature on ball millperformance (Unit 3)
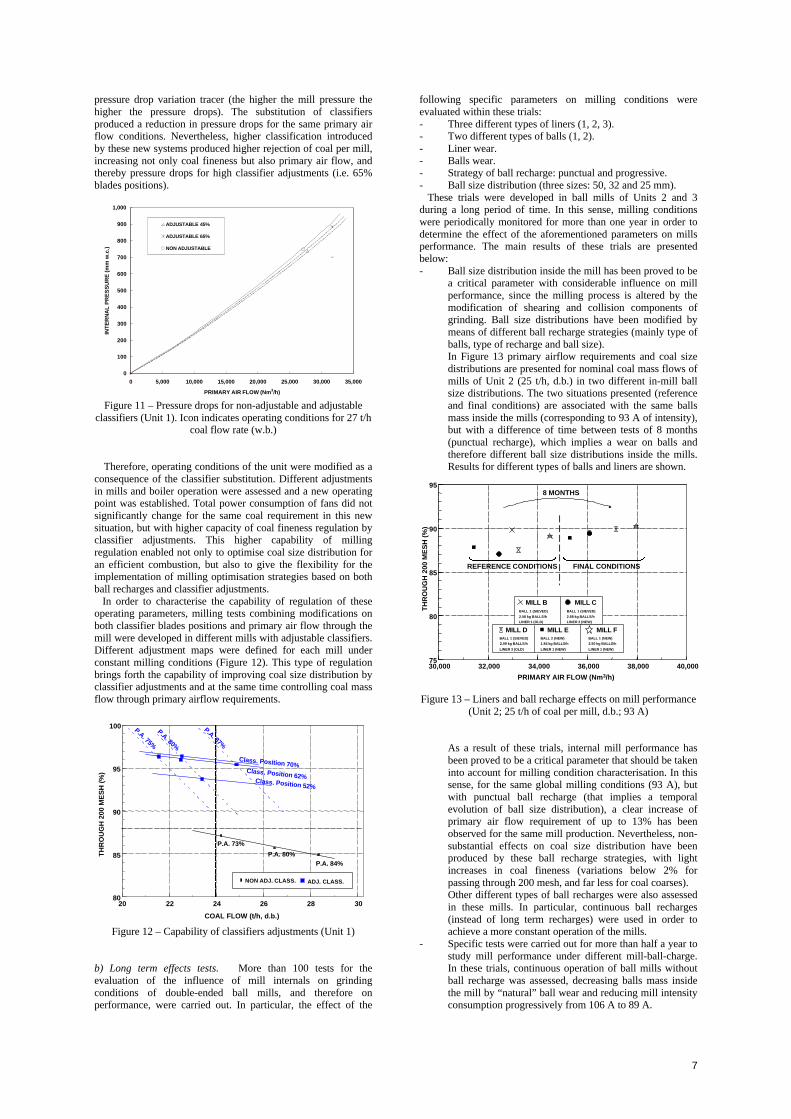
The other two parameters presented with significant influence onmill performance (classifier adjustments and primary air flow)have been proved to enable on-line effective adjustments ofmilling operation, both in coal flow and particle size distribution. The influence of classifier adjustments on mill performancewas evaluated through several tests in which blades positionswere modified (closed / open) and primary air flow was variedfor the different classifier positions tested. As a general tendencyof these tests, closer classifier positions have been proved tocause a significant increase in coal fineness, with a higherrequirement of primary air flow to keep the mill coal mass flowconstant. Variations detected in this sense depend on the millswhere tests have been developed, since milling conditions (wear,coal, primary air temperature, etc.) varies from mill-to-mill. InFigure 10 results of tests for three different blades positions(open: 45%; medium: 60%; closed: 65%), carried out in mill 1 ofUnit 1 are presented. With the modification of classifierpositions from 45% to 65% up to a 5% increase in passingthrough 200 mesh (from 90% to 95%) and 0.8% reduction on100 mesh (from 1% to 0.2%) were obtained. A 15% increase ofair flow requirements was produced for keeping coal mass flowin a typical mill production of 27 t/h (w.b.).
Figure 10 – Classifier tests (Unit 1).
Furthermore, replacement of non-adjustable classifiers byadjustable ones of higher efficiency was carried out in mills ofUnit 1. In Figure 10 data from trials with non-adjustableclassifiers (previous classifiers) are also presented. Significantimprovements in coal size distribution per mill (up to 10%) wereachieved by the substitution of the non-adjustable classifiers bythe adjustable ones (a value that varies from mill-to-mill). Feasibility of replacement of the non-adjustable classifiers byadjustable ones in all the mills of Unit 1 was evaluated undernormal operation of this utility. Mill pressures, before and afterthe substitution of classifiers, are shown in Figure 11 as a
CAOL FLOW (t/h)
TH
RO
UG
H 2
00 M
ES
H (
%)
20 22 24 26 28 30 32 34 36 3880
85
90
95
100
MILL A MILL C
T=18ºC
T=-45ºC
COAL MASS FLOW (t/h)
TH
RO
UG
H 2
00 M
ES
H (
%)
85.0
87.5
90.0
92.5
95.0
97.5
100.0
25,000 27,000 29,000 31,000 33,000 35,000
PRIMARY AIR FLOW (Nm3/h)
TH
RO
UG
H 2
00 M
ES
H (
%)
0
1
2
3
4
5
6
ON
100
ME
SH
(%
)
MILL 1. NON ADJUSTABLEADJUSTABLE 45%ADJUSTABLE 60%ADJUSTABLE 65%
7
pressure drop variation tracer (the higher the mill pressure thehigher the pressure drops). The substitution of classifiersproduced a reduction in pressure drops for the same primary airflow conditions. Nevertheless, higher classification introducedby these new systems produced higher rejection of coal per mill,increasing not only coal fineness but also primary air flow, andthereby pressure drops for high classifier adjustments (i.e. 65%blades positions).
Figure 11 – Pressure drops for non-adjustable and adjustableclassifiers (Unit 1). Icon indicates operating conditions for 27 t/h
coal flow rate (w.b.)
Therefore, operating conditions of the unit were modified as aconsequence of the classifier substitution. Different adjustmentsin mills and boiler operation were assessed and a new operatingpoint was established. Total power consumption of fans did notsignificantly change for the same coal requirement in this newsituation, but with higher capacity of coal fineness regulation byclassifier adjustments. This higher capability of millingregulation enabled not only to optimise coal size distribution foran efficient combustion, but also to give the flexibility for theimplementation of milling optimisation strategies based on bothball recharges and classifier adjustments. In order to characterise the capability of regulation of theseoperating parameters, milling tests combining modifications onboth classifier blades positions and primary air flow through themill were developed in different mills with adjustable classifiers.Different adjustment maps were defined for each mill underconstant milling conditions (Figure 12). This type of regulationbrings forth the capability of improving coal size distribution byclassifier adjustments and at the same time controlling coal massflow through primary airflow requirements.
Figure 12 – Capability of classifiers adjustments (Unit 1)
b) Long term effects tests. More than 100 tests for theevaluation of the influence of mill internals on grindingconditions of double-ended ball mills, and therefore onperformance, were carried out. In particular, the effect of the
following specific parameters on milling conditions wereevaluated within these trials:- Three different types of liners (1, 2, 3).- Two different types of balls (1, 2).- Liner wear.- Balls wear.- Strategy of ball recharge: punctual and progressive.- Ball size distribution (three sizes: 50, 32 and 25 mm). These trials were developed in ball mills of Units 2 and 3during a long period of time. In this sense, milling conditionswere periodically monitored for more than one year in order todetermine the effect of the aforementioned parameters on millsperformance. The main results of these trials are presentedbelow:- Ball size distribution inside the mill has been proved to be
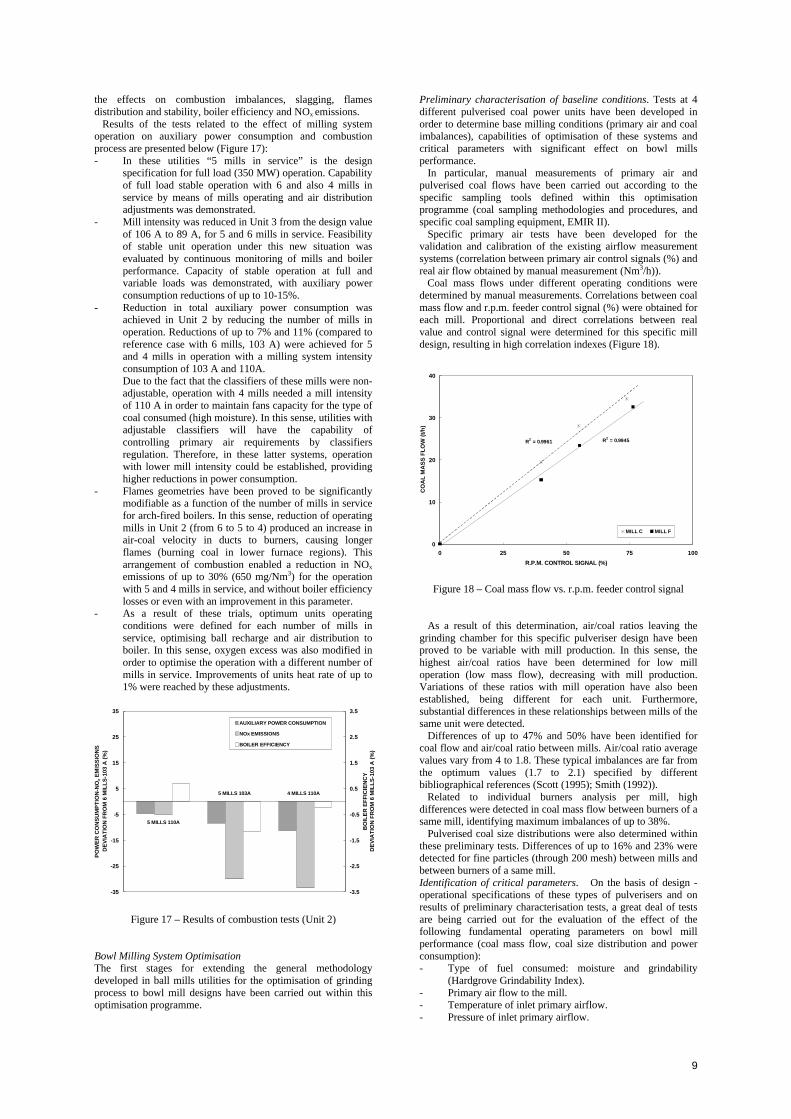
a critical parameter with considerable influence on millperformance, since the milling process is altered by themodification of shearing and collision components ofgrinding. Ball size distributions have been modified bymeans of different ball recharge strategies (mainly type ofballs, type of recharge and ball size).In Figure 13 primary airflow requirements and coal sizedistributions are presented for nominal coal mass flows ofmills of Unit 2 (25 t/h, d.b.) in two different in-mill ballsize distributions. The two situations presented (referenceand final conditions) are associated with the same ballsmass inside the mills (corresponding to 93 A of intensity),but with a difference of time between tests of 8 months(punctual recharge), which implies a wear on balls andtherefore different ball size distributions inside the mills.Results for different types of balls and liners are shown.
Figure 13 – Liners and ball recharge effects on mill performance(Unit 2; 25 t/h of coal per mill, d.b.; 93 A)
As a result of these trials, internal mill performance hasbeen proved to be a critical parameter that should be takeninto account for milling condition characterisation. In thissense, for the same global milling conditions (93 A), butwith punctual ball recharge (that implies a temporalevolution of ball size distribution), a clear increase ofprimary air flow requirement of up to 13% has beenobserved for the same mill production. Nevertheless, non-substantial effects on coal size distribution have beenproduced by these ball recharge strategies, with lightincreases in coal fineness (variations below 2% forpassing through 200 mesh, and far less for coal coarses).Other different types of ball recharges were also assessedin these mills. In particular, continuous ball recharges(instead of long term recharges) were used in order toachieve a more constant operation of the mills.
- Specific tests were carried out for more than half a year tostudy mill performance under different mill-ball-charge.In these trials, continuous operation of ball mills withoutball recharge was assessed, decreasing balls mass insidethe mill by “natural” ball wear and reducing mill intensityconsumption progressively from 106 A to 89 A.
0
100
200
300
400
500
600
700
800
900
1,000
0 5,000 10,000 15,000 20,000 25,000 30,000 35,000
PRIMARY AIR FLOW (Nm3/h)
INT
ER
NA
L P
RE
SS
UR
E (
mm
w.c
.)
ADJUSTABLE 45%
ADJUSTABLE 65%
NON ADJUSTABLE
PRIMARY AIR FLOW (Nm3/h)
TH
RO
UG
H 2
00 M
ES
H (
%)
32,000 34,000 36,000 38,000 40,00075
80
85
90
958 MONTHS
REFERENCE CONDITIONS FINAL CONDITIONS
30,000
MILL B MILL C
MILL FMILL EMILL D
BALL 1 (SIEVED) BALL 1 (SIEVED)
BALL 1 (SIEVED) BALL 2 (NEW) BALL 1 (NEW)
LINER 1 (OLD) LINER 2 (NEW)
LINER 3 (OLD) LINER 1 (NEW) LINER 1 (NEW)
2.58 kg BALLS/h 2.68 kg BALLS/h
2.09 kg BALLS/h 1.84 kg BALLS/h 2.50 kg BALLS/h
COAL FLOW (t/h, d.b.)
TH
RO
UG
H 2
00 M
ES
H (
%)
20 22 24 26 28 3080
85
90
95
100 P.A. 80%
Class. Position 62%
Class. Position 70%
Class. Position 52%
P.A. 87%
P.A. 75%
P.A. 73%
P.A. 80%P.A. 84%
NON ADJ. CLASS. ADJ. CLASS.

8
Variations in coal size distribution and primary air flowrequirements for the maintenance of mill production atnominal value were monitored for the different ballscharges tested. In Figure 14 typical mill performanceunder three punctual situations of balls charges (102 A, 95A and 89 A) is presented.
Figure 14 – Ball mill performance at 102 A, 95 A and 89 A (millA of Unit 3; 25 t/h of coal, d.b.)
As a direct result of the reduction of mill-ball-charge adecrease in coal fineness was detected. Reductions within0.04 to 0.17% through 200 mesh per ampere weredetermined (Unit 3).In addition to this, primary air flow requirements for themaintenance of mill production tended to increase whenmill intensity was reduced. Increases detected in thesetests were between 235 and 504 Nm3/h·A, depending onthe specific mill tested. Therefore, a reduction in millintensity produced a slight increase in primary air powerconsumption (Figure 15). Nevertheless, total auxiliarypower consumption, associated with mills and fans, wasreduced, basically due to the enormous reductionproduced in mill consumption (Figure 16).
Figure 15 – Mills and fans power consumption(mill A of Unit 3; 25 t/h of coal d.b.)
Figure 16 – Total power consumption at different mill intensity(mill A of Unit 3)
Definition of adjustment strategies. Different control andadjustment strategies were defined for optimum operating pointsdetermination of ball milling systems in the selected pulverisedcoal units. Due to the proved capacity of regulation that classifieradjustments and ball recharges (mill intensity) have been provedto have on mill performance, combined adjustments strategies ofthese two parameters have been defined. The adjustment strategy finally defined for ball millperformance optimisation can be summarised in the followingfour steps:- Identification of minimum coal fineness requirement for
an efficient combustion.- Identification of primary air fans capacity (primary air
flow requirement per mill).- Regulation of mill intensity for the optimisation of mill
power consumption reduction.- Adjustment of classifier position as compensation of mill
intensity regulation, in order to attain “coal fineness – fanscapacity” requirements.
In addition to this, it is of note that the number of mills inservice can be optimised for each particular operating conditionof each utility. In this sense, the aforementioned adjustmentstrategy can be parameterised as a function of mills in service,reaching an optimum point of milling system and combustionprocess operation. Specific boiler performance trials were carried out to evaluatethe effect of different air and coal flow distributions and coalsize distributions to burners on the combustion process.Capability of operation with different number of mills in serviceat full load was also assessed. Cases matrix that summarises conditions of the specific testsdeveloped in this sense at Units 2 and 3 (arch-fired) is presentedin Table I. Main parameters that have been modified, as well asthe different values of these modifications are shown in thistable. Capacity of the Data Acquisition Systems (D.A.S.) of theseunits was assessed in order to compile necessary operating andperformance parameters during the trials. In this sense, differentdata sheets were defined. In each test the following parameterswere collected from the D.A.S.s for the correct evaluation of thetested conditions:- Mills operating conditions: primary and secondary air
flow, primary and secondary air temperatures, mill outlettemperature, mill air inlet pressure, etc.
- Boiler efficiency.- Unburnt coal losses.- Steam attemperation flows.- Power consumption of auxiliary systems (milling systems,
P.A.F., F.D.F., I.D.F. and electrostatic precipitator).- Unit heat rate.
PARAMETERS VALUES
O2
(boiler exit section)3,0% 3,5 % 4,0%
S.A./T.A. BASE ↑↑ ↑↑↑↑ ↓↓ ↓↓↓↓
S.A. Distribution BASE ↑↑ LOW LEVEL ↓↓ MIDDLE LEVEL
T.A. Distribution BASE ↓↓ T.A.CYC ↓↓↓↓ T.A.CYC ↑↑ T.A. CYC
Horizontaldistribution of air
BASE ↑↑ CENTRES.A.
↓↓ CORNERSS.A.
↓↓ T. A.B.O.S.
Mills in service 4 MILLS 5 MILLS 6 MILLS
OPPOSITE ALTERNATE CENTER CORNERSFRONTWALL
REARWALL
Burners out of service4 MILLS 4/5 MILLS 5 MILLS
Mill Intensity (A) 89 103 110
Hours aftersootblowing
2 4 6 8 10 12
S.A.: Secondary Air T.A.: Tertiary Air B.O.S.: Burners Out of Service T.A.CYC: Tertiary Air to Cyclones
Table I – Cases matrix of optimisation tests (Unit 2 & 3)
Analysis on milling system performance and combustiondevelopment has been carried out for these situations, assessing
75
77
79
81
83
85
87
89
91
93
95
35,000 37,500 40,000 42,500 45,000 47,500 50,000PRIMARY AIR FLOW (Nm3/h)
TH
RO
UG
H 2
00 M
ES
H (
%)
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
ON
100
ME
SH
(%
)
102 A 95 A 89 A
5
10
15
20
25
30
35
40
25.0 27.5 30.0 32.5 35.0 37.5 40.0
COAL FLOW (t/h, w.b.)
PO
WE
R C
ON
SU
MP
TIO
N (
kWh
/t74
)
MILLS
P.A. FANS
MILLS + P.A. FANS
20
25
30
35
40
45
50
15 20 25 30 35 40 45
COAL FLOW (t/h, w.b.)
AU
XIL
IAR
Y P
OW
ER
CO
NS
UM
PT
ION
(kW
h/t
74)
102 A 99 A 89 A
9
the effects on combustion imbalances, slagging, flamesdistribution and stability, boiler efficiency and NOx emissions. Results of the tests related to the effect of milling systemoperation on auxiliary power consumption and combustionprocess are presented below (Figure 17):- In these utilities “5 mills in service” is the design
specification for full load (350 MW) operation. Capabilityof full load stable operation with 6 and also 4 mills inservice by means of mills operating and air distributionadjustments was demonstrated.
- Mill intensity was reduced in Unit 3 from the design valueof 106 A to 89 A, for 5 and 6 mills in service. Feasibilityof stable unit operation under this new situation wasevaluated by continuous monitoring of mills and boilerperformance. Capacity of stable operation at full andvariable loads was demonstrated, with auxiliary powerconsumption reductions of up to 10-15%.
- Reduction in total auxiliary power consumption wasachieved in Unit 2 by reducing the number of mills inoperation. Reductions of up to 7% and 11% (compared toreference case with 6 mills, 103 A) were achieved for 5and 4 mills in operation with a milling system intensityconsumption of 103 A and 110A.Due to the fact that the classifiers of these mills were non-adjustable, operation with 4 mills needed a mill intensityof 110 A in order to maintain fans capacity for the type ofcoal consumed (high moisture). In this sense, utilities withadjustable classifiers will have the capability ofcontrolling primary air requirements by classifiersregulation. Therefore, in these latter systems, operationwith lower mill intensity could be established, providinghigher reductions in power consumption.
- Flames geometries have been proved to be significantlymodifiable as a function of the number of mills in servicefor arch-fired boilers. In this sense, reduction of operatingmills in Unit 2 (from 6 to 5 to 4) produced an increase inair-coal velocity in ducts to burners, causing longerflames (burning coal in lower furnace regions). Thisarrangement of combustion enabled a reduction in NOx
emissions of up to 30% (650 mg/Nm3) for the operationwith 5 and 4 mills in service, and without boiler efficiencylosses or even with an improvement in this parameter.
- As a result of these trials, optimum units operatingconditions were defined for each number of mills inservice, optimising ball recharge and air distribution toboiler. In this sense, oxygen excess was also modified inorder to optimise the operation with a different number ofmills in service. Improvements of units heat rate of up to1% were reached by these adjustments.
Figure 17 – Results of combustion tests (Unit 2)
Bowl Milling System OptimisationThe first stages for extending the general methodologydeveloped in ball mills utilities for the optimisation of grindingprocess to bowl mill designs have been carried out within thisoptimisation programme.
Preliminary characterisation of baseline conditions. Tests at 4different pulverised coal power units have been developed inorder to determine base milling conditions (primary air and coalimbalances), capabilities of optimisation of these systems andcritical parameters with significant effect on bowl millsperformance. In particular, manual measurements of primary air andpulverised coal flows have been carried out according to thespecific sampling tools defined within this optimisationprogramme (coal sampling methodologies and procedures, andspecific coal sampling equipment, EMIR II). Specific primary air tests have been developed for thevalidation and calibration of the existing airflow measurementsystems (correlation between primary air control signals (%) andreal air flow obtained by manual measurement (Nm3/h)). Coal mass flows under different operating conditions weredetermined by manual measurements. Correlations between coalmass flow and r.p.m. feeder control signal (%) were obtained foreach mill. Proportional and direct correlations between realvalue and control signal were determined for this specific milldesign, resulting in high correlation indexes (Figure 18).
Figure 18 – Coal mass flow vs. r.p.m. feeder control signal
As a result of this determination, air/coal ratios leaving thegrinding chamber for this specific pulveriser design have beenproved to be variable with mill production. In this sense, thehighest air/coal ratios have been determined for low milloperation (low mass flow), decreasing with mill production.Variations of these ratios with mill operation have also beenestablished, being different for each unit. Furthermore,substantial differences in these relationships between mills of thesame unit were detected. Differences of up to 47% and 50% have been identified forcoal flow and air/coal ratio between mills. Air/coal ratio averagevalues vary from 4 to 1.8. These typical imbalances are far fromthe optimum values (1.7 to 2.1) specified by differentbibliographical references (Scott (1995); Smith (1992)). Related to individual burners analysis per mill, highdifferences were detected in coal mass flow between burners of asame mill, identifying maximum imbalances of up to 38%. Pulverised coal size distributions were also determined withinthese preliminary tests. Differences of up to 16% and 23% weredetected for fine particles (through 200 mesh) between mills andbetween burners of a same mill.Identification of critical parameters. On the basis of design -operational specifications of these types of pulverisers and onresults of preliminary characterisation tests, a great deal of testsare being carried out for the evaluation of the effect of thefollowing fundamental operating parameters on bowl millperformance (coal mass flow, coal size distribution and powerconsumption):- Type of fuel consumed: moisture and grindability
(Hardgrove Grindability Index).- Primary air flow to the mill.- Temperature of inlet primary airflow.- Pressure of inlet primary airflow.
R2 = 0.9945R2 = 0.9961
0
10
20
30
40
0 25 50 75 100
R.P.M. CONTROL SIGNAL (%)
CO
AL
MA
SS
FL
OW
(t/
h)
MILL C MILL F
-35
-25
-15
-5
5
15
25
35
PO
WE
R C
ON
SU
MP
TIO
N-N
Ox
EM
ISS
ION
SD
EV
IAT
ION
FR
OM
6 M
ILL
S-1
03 A
(%
)
-3.5
-2.5
-1.5
-0.5
0.5
1.5
2.5
3.5
BO
ILE
R E
FF
ICIE
NC
YD
EV
IAT
ION
FR
OM
6 M
ILL
S-1
03 A
(%
)
AUXILIARY POWER CONSUMPTION
NOx EMISSIONS
BOILER EFFICIENCY
5 MILLS 110A
5 MILLS 103A 4 MILLS 110A

10
- Classifier adjustments.- Mill pressure drops.- Mill outlet flow temperature (air-coal mixture).- Mill outlet flow pressure (air-coal mixture).- Pressure of primary air-coal flow inside the mill.- Speed of raw coal feeder.- Grinding pressure. By means of these tests, important results relating to efficientadjustments of milling conditions for bowl mill design are beingobtained, evaluating the optimum operational and maintenancepoints of these systems. New technologies based on vibration analysis of millperformance are being developed at present. Feasibility ofapplication of these technologies to bowl mills diagnosis are alsobeing evaluated, defining and carrying out different specific testsat those full-scale power plants.
CONCLUSIONS AND PROSPECTSThe optimisation programme described in this paper has enabledto develop a solid general methodology for the improvement ofmill operation in coal-fired power plants. The main results andachievements of this optimisation programme can besummarised as follows:- Development of a specific technology and reference
equipment (EMIR II) for a more accurate and easiercharacterisation of coal and air supplies to the boiler.
- Definition of a precise quality assurance system forvalidation of results obtained by the aforementionedtechnology.
- Evaluation of reference or manufacturer’s adjustments forthe milling/air system maintenance and operation. Thesereferences have been proved to be far from the optimumconditions in most of the cases analysed. Optimumsettings for milling systems have been demonstrated to behighly specific at each overall operating condition.Particularly, these adjustments need to be assessed incases of significant modifications on coal supplies, millmaintenance state, or boiler load profiles.
- In the specific cases studied, reductions in mill energyconsumption of up to 10% have already been achieved,with potential reductions in fan consumption of over 25%.Furthermore, reductions in unit heat rate of up to 1% havebeen reached by milling and boiler adjustments, withsignificant reductions in NOx emissions (up to 30%).
- A general strategy for the continuous optimisation ofmilling system operation has been defined, combining thejoint monitoring and control of the milling andcombustion processes, and providing higher operationflexibility.
Additionally, the following new approaches for on-linecharacterisation, diagnosis and control of milling process arealso being carried out, as a complement to the optimisationactivities already presented:- Accurate measurement of fundamental parameters: feeder
speed meters, energy meters, etc.- Accurate measurement and control of classifier coal
rejection.- Automation of classifiers adjustments.- Mapping of internal mill pressures and temperatures, for
controlling air / coal ratios burner to burner.- On-line mill internal adjustments and control: balls mass,
grinding pressure, liner wear, etc.- Advanced version of coal sampling equipment (EMIR
III). This system automates the determination of coalmass flow and size distribution, allowing a continuouscharacterisation of mill operation, and therefore thedefinition of predictive and corrective evaluationapproaches for pulveriser optimisation.
- Vibration analysis for pulveriser diagnosis. Vibrationmeasurement using sensitive accelerometers is closelyrelated to mill operating malfunctions (coal mass flowimbalances or coarse size distributions). Identification ofmaintenance necessities is also possible by frequencyspectrum analysis. This diagnosis tool enables to improvemill performance and reduce maintenance requirements.
- Development of novel coal flow regulation devices of lowpressure loss and limited maintenance.
- Development of specialised software tools for millingsystem optimisation, by providing on-line reliableevaluation and advice to plant operators.
ACKNOWLEDGEMENTSThe authors gratefully acknowledge the collaboration of theother INERCO, AICIA and ENDESA personnel involved inactivities resulting in this paper. This work has been carried outwith a partial financial grant from the European Coal and SteelCommunity.
REFERENCESCañadas, L.; Cortés, V.; Rodríguez, F.; Otero, P; González, J.F.
(1997). NOX Reduction in Arch-Fired Boilers by ParametricTuning of Operating Conditions, 1997 EPRI/EPAMegasymposium.
Gehrke, B.; Fontanille, D. (1991). Modern Tube MillTechnology for Direct Firing Systems, VGBKraftwerkstechnik, 71 (5), May 1991, pp. 409 – 413
Otero, P.; Gómez, P.; Albadalejo, J. L.; Rodríguez, F.; Cañadas,L. (1999). “Efficiency and Environmental ImprovementProgramme in Compostilla Power Station”. POWERGEN 99-Europe Conference. Pennwell.
Rodríguez, F. (2000). Mejora de Rendimientos y Emisiones deNOX en Centrales Térmicas. Programa de OptimizaciónBasado en Medidas Primarias. Ingeniería Química,Julio/Agosto 2000, pp. 177 – 182.
Schleβing, J. (1995). Advancement of Bowl Mills, VGBKraftwerkstechnik, 75 (10), pp. 780 – 786.
Scott, D.H. (1995). Coal Pulverisers – Performance and Safety,IEACR/79 Coal Research, June 1995.
Smith, B.L.Jr.; Williamsen, D.L.; Bolt, D. (1992). Improve yourPulverizer Performance, Power – Gen 92, Orlando, FL, USA,17-19 Nov 1992. Houston, TX, USA, PennWell Conferencesand Exhibitions, Vol. 12, pp. 437 – 446 (1992).
Storm, R.F. (1993). Optimizing Combustion in Boilers withLow-NOx Burners, Power, October 1993, pp. 53 – 62.
Vetter, A.A.; Gauntlett, W.D. (1984). Balance Coal FlowsAccurately to Improve Boiler Performance, Power, August1984, pp. 51 – 53.