
Cnc hardware
52
CNC Hardware Arvind Deshpande 4/10/2012 1 Arvind Deshpande(VJTI)
-
Upload
parabajinkya0070 -
Category
Business
-
view
3.358 -
download
6
Transcript of Cnc hardware

CNC Hardware
Arvind Deshpande
4/10/2012 1Arvind Deshpande(VJTI)

4/10/2012 2
CNC
Arvind Deshpande(VJTI)

4/10/2012 3
CNC Machining Centre
Arvind Deshpande(VJTI)

4/10/2012 4
Components of CNC
Arvind Deshpande(VJTI)

4/10/2012 5
Structure of Machine Tool
Continuous use
Higher cutting speeds and feeds results in
higher cutting forces
High speed of movement
High static stiffness - To reduce deflection
under heavy load.
High stiffness to weight ratio – Better
dynamic response
Arvind Deshpande(VJTI)

4/10/2012 6
CNC Bed
Cast iron – Damping
properties to reduce
vibrations.
Heavy ribbing – To
improve static stiffness.
Concrete – Low cost
and better damping
properties
Arvind Deshpande(VJTI)

4/10/2012 7
CNC Bed
Arvind Deshpande(VJTI)

4/10/2012 8
Spindle
Very important element
Subjected to higher cutting forces (radial and axial)
Deflection to be minimized to get proper surface
finish
Proper supports with little overhang
Proper cooling to remove the heat generated
Oil cooling with heat exchanger
Spindle motor and gearbox can be isolated to avoid
heat transmission to machine tool structure
Arvind Deshpande(VJTI)

4/10/2012 9
Spindle
Arvind Deshpande(VJTI)

4/10/2012 10
Integral Spindle motor and
cooling system
Arvind Deshpande(VJTI)

4/10/2012 11
Rigid spindle assembly
Arvind Deshpande(VJTI)

4/10/2012 12
Bifurcated Column structure
Used in horizontal
machining centre
Increases torsional
rigidity of the support
structure
Arvind Deshpande(VJTI)

4/10/2012 13
Spindle Drives
Large power with infinite variation in speed
DC motors were very popular with speed
control using voltage variation
Nowadays AC motors are used with speed
control using frequency variation.
Arvind Deshpande(VJTI)

4/10/2012 14
Feed Drives
Electric motors are by far the most common component to supply mechanical input to a linear motion system.
Stepper motors and servo motors are the popular choices in linear motion machinery due to their accuracy and controllability.
They exhibit favorable torque-speed characteristics and are relatively inexpensive.
1. Stepper motors – Open loop control system
2. Servomotor – D. C. Motor with feedback elements. Used in closed loop control system.
Used in high capacity CNC machines requiring high torgue.
Sturdy, powerful and reliable
Arvind Deshpande(VJTI)

4/10/2012 15
Open Loop vs. Closed Loop controls
Arvind Deshpande(VJTI)

Open loop systems
Programmed instructions are fed into the controller through an input
device.
These instructions are then converted to electrical pulses (signals)
by the controller and sent to the servo amplifier to energize the
servo motors.
Drawback - No feedback system to check whether the program
position and velocity has been achieved.
If the system performance is affected by load, temperature,
humidity, or lubrication then the actual output could deviate from the
desired output.
Generally used in point-to-point systems where the accuracy
requirements are not critical. Very few continuous-path systems
utilize open-loop control.
4/10/2012 16Arvind Deshpande(VJTI)

Closed loop systems Feedback subsystem to monitor the actual output and correct any
discrepancy from the programmed input.
Use position and velocity feed back.
The feedback system could be either analog or digital. The analog systems
measure the variation of physical variables such as position and velocity in
terms of voltage levels. Digital systems monitor output variations by means
of electrical pulses.
To control the dynamic behavior and the final position of the machine slides,
a variety of position transducers are employed.
Majority of CNC systems operate on servo mechanism, a closed loop
principle. If a discrepancy is revealed between where the machine element
should be and where it actually is, the sensing device signals the driving
unit to make an adjustment, bringing the movable component to the
required location.
Closed-loop systems are very powerful and accurate
4/10/2012 Arvind Deshpande(VJTI) 17

4/10/2012 18
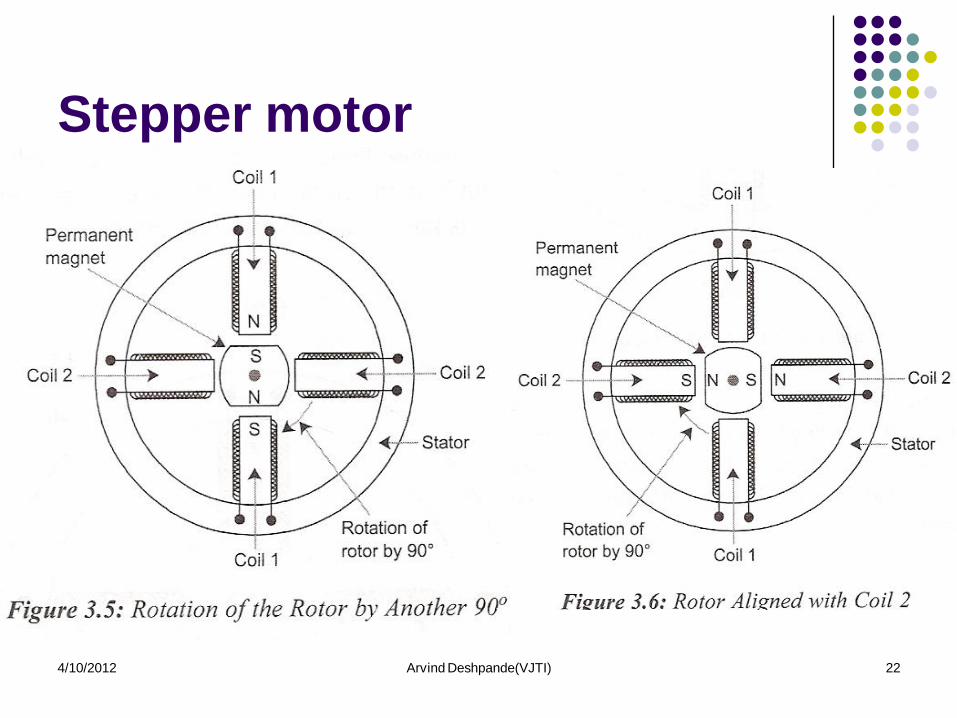
Stepper Motors
Rotates in steps (fixed angular increments)
200 steps per revolution i.e 1.80 per pulse
Permanent magnet rotor
Micro step motors – 25000 steps/rev
Advantages
1. Low cost
2. Compact
3. Simple in construction
4. High reliability
5. No maintenance (no brushes)
6. Excellent torgue at high speeds
7. Stepper motors can easily accelerate a load.
8. There is usually no need for clutches and brakes (unless a large
external load is acting, such as gravity).
Arvind Deshpande(VJTI)

Stepper Motors
9. Stepper motors are inherently digital. The number of pulses
determines position while the pulse frequency determines velocity.
10. Easily and accurately controlled.
11. They offer excellent heat dissipation
Disadvantages
1. The motor can lose position if the load torque exceeds the motor's
available torque.
2. Open loop stepper motor systems should not be used for high-
performance or high-load applications.
3. Damping may be required when load inertia is very high to prevent
motor shaft oscillation at resonance points.
4. Stepper motors may perform poorly in high-speed applications.
4/10/2012 Arvind Deshpande(VJTI) 19

4/10/2012 20
Stepper Motor
Arvind Deshpande(VJTI)

4/10/2012 21
Stepper motor
Arvind Deshpande(VJTI)
4/10/2012 22
Stepper motor
Arvind Deshpande(VJTI)

4/10/2012 23Arvind Deshpande(VJTI)

4/10/2012 24
Stepper Motor
1. If a stepper motor has 24 poles on the rotor
and 30 poles on the stator, what will be the
step angle of this stepper motor?
2. A stepper motor with a step angle of 1.60 is
attached to the lead screw of machine table.
The pitch of the lead screw is 2 mm. What
will be the axial distance traveled for an
input pulse of 300 to the stepper motor?
Arvind Deshpande(VJTI)

Servo Motors
Servo motors are more robust than stepper motors, but pose a more
difficult control problem.
They are primarily used in applications where speed, power, noise
level as well as velocity and positional accuracy are important.
Servo motors are not functional without sensor feedback.
3 common types
The DC brush type servo motors are most commonly found in low-
end to mid-range CNC machinery.
The DC brushless type are typically applied to high-end CNC
machinery.
AC servo motors are another variety that offers high-end
performance
4/10/2012 Arvind Deshpande(VJTI) 25

4/10/2012 26Arvind Deshpande(VJTI)

4/10/2012 27
Linear Motors
Series of magnets attached to machine base
and a set of electrical coils around a steel
laminate attached to moving slide
No mechanical parts in contact
No wear or periodic maintenance required
Not limited in travel like ball screws
Can produce parts with higher accuracy and
close tolerances at higher speeds and feeds
Arvind Deshpande(VJTI)

4/10/2012 28
Hydraulic system
Arvind Deshpande(VJTI)

4/10/2012 29
Lead Screw
To convert rotary motion from drive motor to linear motion of the slides
Square threads
Sliding contact results in higher friction
Low efficiency (35-55%)
Greater power requirement
Backlash
CNC requires high speed of movement where friction will be very high
Arvind Deshpande(VJTI)

4/10/2012 30
Recirculating Ball Screw
Balls circulate between screw and but
Balls are recirculated using deflector or return tube
Preloading to reduce backlash
Advantages
1. Longer life
2. Relatively small wear. Will maintain accuracy through entire life of the screw.
3. Rolling motion reduces friction considerably. Can be used for carrying heavier loads at faster speeds.
4. High efficiency(85-95%)
5. Small power requirement
Arvind Deshpande(VJTI)

4/10/2012 31
Recirculating Ball Screw with
deflector
Arvind Deshpande(VJTI)

4/10/2012 32
Recirculating Ball Screw with
External Return Tube
Arvind Deshpande(VJTI)

4/10/2012 33
Recirculating Ball Screw
Arvind Deshpande(VJTI)

4/10/2012 34
Recirculating Ball Screw
A ball screw has lead of 0.125 in/rev. What is
the distance the nut will travel if the screw is
turned 15 degrees?
Arvind Deshpande(VJTI)

4/10/2012 35
Use of Rolling Friction for
Slideways
Arvind Deshpande(VJTI)

4/10/2012 36
Use of Rolling Friction for
Slideways
Arvind Deshpande(VJTI)

4/10/2012 37
Closed Loop Control System
Arvind Deshpande(VJTI)

4/10/2012 38
Feedback Elements
Rotary or linear
Absolute or incremental
LED
Photo transistor or photo
diode
Arvind Deshpande(VJTI)

4/10/2012 39
Absolute Encoder
Sensor detects exact
position of the shaft
Chances of error
whenever 2 bits
change
Grey code used to
reduce error so that
only one bit changes
at a time
Arvind Deshpande(VJTI)

4/10/2012 40
Absolute Encoder
Arvind Deshpande(VJTI)

4/10/2012 41
Incremental Encoder
1 track and 2 sensors
More resolution
Can measure relative
position only
An incremental encoder
has 240 strips
engraved on it. What
will be no. of strips to
be swept for 300
rotation?
Arvind Deshpande(VJTI)

4/10/2012 42
Rotary Feedback Elements
Arvind Deshpande(VJTI)

4/10/2012 43
Linear Feedback Elements
Arvind Deshpande(VJTI)

4/10/2012 44
Linear Feedback Elements
Arvind Deshpande(VJTI)

4/10/2012 45
Mechanical tape reader
Arvind Deshpande(VJTI)

4/10/2012 46Arvind Deshpande(VJTI)

4/10/2012 47Arvind Deshpande(VJTI)

4/10/2012 48
Tooling System
Arvind Deshpande(VJTI)

4/10/2012 49
Tool Presetting
CNC programme is
prepared for tool tip
Reference can be a
fixed point on the tool
holder
Measure the distance
of tool tip from
reference
Arvind Deshpande(VJTI)

4/10/2012 50
Tool Turret
Simple method
Spindle combined with
tool turret
Tool change with tool
change procedure
Tool is identified
directly with tool
position
Arvind Deshpande(VJTI)

4/10/2012 51
Chain type Tool Magazine
Arvind Deshpande(VJTI)

4/10/2012 52
Chain type Tool Magazine
Arvind Deshpande(VJTI)


















