
CHINA COATINGS · The China Association of Automobile Manufacturers released that the national...
56
+ China National Coatings Industry Association ® CHINA COATINGS CHINA COATINGS Vol.2 No.1 2015 ®
Transcript of CHINA COATINGS · The China Association of Automobile Manufacturers released that the national...

+
China National Coatings Industry Association
®
CHINA COATINGSCHINA COATINGSVol.2 No.1
2015
®®
201501封面.indd 1 15-6-20 上午2:01

封2、3、4.indd 1 14-12-1 下午2:13

2015//01C
HIN
A CO
ATING
S
2015 will be a revolutionary year for Chinese coatings industry. National
attention to environment protection, energy saving and emission reduction
will drive coatings industry for innovation and transformation.
Chinese coatings industry is facing pressures of transforming and up-
grading along with the VOC consumption tax. The purpose of VOC tax is to
accelerate environment protection and work as policy signal. However, it
might be so rushed that controversy arose one after another from coatings
enterprises. In this issue, how to deal with this VOC tax is discussed. The
editors also shared the VOC tax implementation details which were submit-
ted to government to retain original intention of VOC tax.
As VOC emission reduction, energy-saving and consumption reducing in
automobile painting becoming one of the key concerns, in this issue, the
editors discussed environmentally friendly painting in the automobile indus-
try as well. The discussion is focused on the awareness of emission reduc-
tion trend, and the innovation and promotion of advanced emission reduc-
tion technologies. Advanced technology on VOC emission reduction, energy-
saving and consumption reduction in automobile painting is summarized
and analyzed. The environmental life cycle assessment of OEM car coating
is introduced. These will also provide reference for other fields in coatings
and painting industry.
Additionally, this issue reports the coatings summit, IPPIC meeting, as well
as main updates of CNCIA.
In 2015, Chinese coating enterprises should adapt “new normal” of coat-
ing industry development as soon as possible, optimize and adjust industrial
structure, persist in innovation driven and green developing road.
Dr. Jian Wang
Executive Chief Editor of CHINA COATINGS March, 2015
Vol. 2, No. 1, 2015Started in 2014(For Industry Communication Only)
CHINA COATINGSCHINA COATINGS
Edited and Published by: China Coatings Magazine Co., Ltd.Address: West Side of the 4th Floor, No.158 Office Building, Chengshousi, Fengtai District, Beijing, ChinaPost Code: 100079E-mail: [email protected]: www.chinacoatingnet.com
Executive CommitteeDirector: Lianying SunDeputy Director: Yuande Yang, Dengliang Liu
Operating CommitteeExecutive Director: Jian WangMembers: Xiaoyin Hong, Guojie Liu, Jun Ma, Yunjing Bian, China Zhao, Sen Fan, Jade Xu, Vera Wang
Editorial DepartmentDirector: Sen FanEditors: Dayou Tang, Vera WangTel/Fax: 86-10-62252368
Information DepartmentDirector: Jade XuTel: 86-10-67600542
Advertisement DepartmentDirector: Lihui FengContacts: Shifeng Zhang, Wen Li, Xinran HuangTel/Fax: 86-10-62253830, 86-10-67603801Email: [email protected]
Distribution DepartmentContacts: Jinglei Chen, Wen Li Tel: 86-10-62252420
Art DepartmentArt Designer: Jinglei Chen, Wen LiTel: 86-10-62252420
China National Coatings Industry Association
Preface

CONTENTS
Industry Trend
Regulations and Standards
HIGHLIGHT
P01 Coatings Industry Operation in 2014 and Trend Forecast (I)
P16 Actively Respond to Consumption Tax on Coatings and Promote Industrial Transformation and Upgrading
P23 Overviews on Advanced Technology of Energy Conservation and VOC Emission Reduction for Automobile Coating
P48 CNCIA Main Activities(January-March, 2015)
Review MembersChengyou Kan, Jie Deng,
Xinhui Huang, Taijiang Gui,
Fucheng Yan, Hongdong Duan,
Gang Duan, Weixing Wang,
Yue Shen, Mingjun Yang,
Mimi Zhou, Jianlong Zhou,
Qinghui Hao, Yuanyuan Long
01 Coatings Industry Operation in 2014 and Trend Forecast (I)
10 Environmental Protection Comprehensive List (2014) Related to Coatings Industry and the Draft of Version 2015

Energy-saving and Emission-reduction
Hot Topics
CNCIA Update
International Focus
16 Actively Respond to Consumption Tax on Coatings and Promote Industrial Transformation and Upgrading——Focusing on the Coatings Consumption Tax Policy Forum
20 Suggestion on Timely Formulation of Implementation Detailed Guidance of "Collection of Consumption Tax on Coatings"
23 Overviews on Advanced Technology of Energy Conservation and VOC Emission Reduction for Automobile Coating
33 Environmental Life Cycle Assessment of OEM Automotive Paint Shop Technologies
40 The Global Coatings Industry: the Best is Yet to Come!42 IPPIC Annual Meeting Provides Forum for Global Paint Industry
43 CNCIA Main Activities(January-March, 2015)44 News in Brief of CNCIA
China Coatings and Pigments Annual Meeting 2015 was Held in HangzhouRPM Company Visited China National Coatings Industry AssociationThe Technical Committee for Standardization of CNCIA was Officially Set up


Windows of Knowledge
01 Vol. 02 No. 01, 2015
Industry Trend
Coatings Industry Operation in 2014 and Trend Forecast (I)
Coatings Industry Operation in 2014 and Trend Forecast (I)
From the year 2014, Chinese economy entered the era of “New Normal”, with the features including: the ecocomy has shifted gear from the previous high speed to a medium-to-high grouth; the
economic structure is constantly improved; and the economy is increasingly drived by innovation instead of input and investment.
1 Coatings-related Industries in 20141.1 Real Estate Industry
Since 2014, National Real Estate Prosperity Index has decreased month by month, real estate investment increase rate has slowed down significantly, the sales volume (Sq Meters) and amount has slumped heavily compared with the same period of last year, and the number of the cities among the 70 large and medium-sized cities where house prices are falling has increased continuously. As it switches from double-digit to single-digit growth in slow shift, China’s economic development has entered the new phase of quality and efficiency. Consequently, the real estate industry is approaching to the “New Normal” under the influence of national economy. Entrepreneurs in architectural coatings industry should adjust the mind-set as well operating strategies for the transformation.1.2 Furniture Industry
China’s furniture industry in 2014 witnessed a more profound adjustment, and never theless the competitive landscape of this industry in the future would be dramatically diversified. Main business income in furniture industry mounted to RMB 718.7 billion, 11.2% up from a year earlier, but the speed
China National Coatings Industry Association

Windows of Knowledge
02 CHINA COATINGS
Industry Trend
of growth 7.6% lower than the year 2013.Influenced by national macroeconomic policy adjustment in 2014, the traditional furniture and
household markets closely related with the real estate industry have gradually sensed the “coldness”. Due to the shrinking of household consumption demand, the competition has been intensified in the furniture market, with domestic outfit and building materials enterprises under the greater pressure. The whole furniture industry in China has stepped into the adjustment period from the high-speed phase to medium and low speed phase in development. The cost of enterprises has dramatically climbed up. The profit growth rate of furniture industry has unceasingly declined to single-digit in 2014, entering the low profit era. The profit margin of furniture coatings decrease as well. 1.3 Automobile Industry
The China Association of Automobile Manufacturers released that the national production and sales of automobiles reached 23.72 million and 23.49 million, 7.3 % and 6.9% higher than the year earlier, respectively. The car sales hit a record high, the top one in the world, while the domestic sales increase has slowed down. In 2014, the new energy cars surf in rapid development, while the market share of domestic brand cars continues to drop. In the coming five to ten years, domestic brand automobile coatings expect a certain growth. Domestic automotive coatings brands could learn from the experience of foreign automotive coatings brands, otherwise, domestic automotive coatings market share would shrink.1.4 Steel Structure Industry
Due to its economic and technological superiority, low carbon-dioxide emissions, cyclic economy, and its capacity to industrialization, the steel structure industry could adjust to supply for the current national economy construction, and thus play a key role in the future of coatings industry. With the similar success in developing countries, the steel structure industry foresees a promising future in its market
space and potentiality, simultaneously benefiting the anticorrosive coatings market.
2 China’s Coatings Industry Opera-tion in 2014
In the background of a complicated global econo-my, and a slow-and-stable domestic economy in 2014, the Chinese coatings industry fulfilled an overall goal of steady progress under the downturn pressure. Nevertheless, the downward pressure still threatens, and problems and contradictions in operation from 2013 linger on. In the recent 10 years, although the national coatings production mounted to 16.48 million tons in 2014, higher than that of 3.83 million tons in 2005, an increase of 4.3 times in production but

Windows of Knowledge
03 Vol. 02 No. 01, 2015
Industry Trend
a decrease in growth rate with 28.31% down to 7.90%, among which the growth rate merely reached 3.58% in 2013. The gross output value of coatings industry mounted to RMB 386.76 billion in 2014 from RMB 73.47 billion in 2005, an increase of 5.3 times but the growth rate dropping from 36.09% to 11.9%. In 2015, the prospect of the growth rate of gross output in coatings industry returning to the two-digit era is bleak. It is likely to remain at 7.90% as in 2014, merely reaching Chinese GDP level 7.0%. The growth rate of the whole coatings industry would step into the oscillation period between 6% and 8%, which claims to be the “New Normal” in coatings industry. Similar to the situation in 2012 when the average price of coatings was RMB 23 100 per ton with the global low price of raw materials, it was RMB 23 400 per ton due to the long time low price scale of the bulk raw materials in 2014. The competition in the market determines the price trend. Maintaining the basic profit, depreciation plays an efficient role in the market competition, and low price of the raw materials help the enterprises to reduce coatings price.2.1 The Monthly Output Volume and Value of Chinese Coatings Industry in 2014
The production and value of Chinese coatings industry decline from month to month in 2013. Compared with the same month in the year earlier, the increase rate of coatings production in the first half of 2014 was better than the second half, and the absolute value of production in the second half of 2014 was better than the first one. The production in the first half was 7.113 million tons, with 9.011 million tons in the second half. Negative increase occurred in January to February in 2014, 5.4% lower than the year earlier. Whereas, the growth rate of coatings production in January to February in 2013 reached 11.93%, the top one in the whole year. According to previous data, the influence of the Spring Festival upon the two months in 2013 was an exception. Due to the Spring Festival, waterborne coatings production in the vast North and West China is in the shutdown station. The busy seasons in 2013 concentrated in September to November, while busy seasons expanded in 2014 from May to December. With busy seasons not flourishing while slack seasons not shrinking, throughout the whole year all the enterprises take the strategy of discount to face the increasingly fierce challenge by fighting against the combining pressure both from market economy and the new normal. As 2013, the production of September in 2014 was 1.551 million tons ranking as the top one in the world. Apart from January and February, the other months saw an average production over 1 million tons per month.
In January and February of 2014, the production value YTD reached RMB 46.25 billion, 15.7% higher than the year earlier. The growth rate dropped month by month. It was RMB 178.15 billion, 13.2% higher in June and RMB 386.76 billion, 11.9% higher in December. The average price of coatings was RMB 28 500 per ton in January and February, dropping to RMB 23 400 per ton in December, which manifested the serious competition in the market and the fact that in the cold seasons, the sales of the water-borne civil-use coatings with low price and low added-value shrunk, but the sales volume of the high price industrial coatings was bigger without seasonal difference. However, statistics show that the growth rate of production value is higher than that of the production. The monthly decrease in growth rate of production value and higher growth rate of production value than production result from the occupation situation of product structure and market, from the features of industrial and civil-use coatings, and from the various market orientations.

Windows of Knowledge
04 CHINA COATINGS
Industry Trend
2.2 Regional Production and Main Business Income in 2014The overall growth rate slowed down in 2014. The growth rate of production value was stable,
with a fluctuation between 10% and 15%. “Adjust the structure and stabilize the growth” is the need from national macro-economy and the current urgent task for Chinese coatings industry. Structural adjustment, technology upgrading and independent innovation are the major guarantee for the bigger and stronger coatings industry. Although the price level and value-added between civil-use and industrial coatings converged, the characteristics of production capacity surplus, structure surplus and periodic surplus did not change. The small and unconcentrated, disturbing and scattering pattern in the market did not change. The structure with national civil-use brand and foreign industrial brand dominance did not change. The traditional developing mode was lagged behind under the demand of new normal, new thinking mode and new development. The achievements of 7.9% in the production growth rate and 11.9% in the production value in 2014 must be confirmed. With the slowdown of every economic index and decrease in bulk raw materials, enterprises attach more importance to innovation investment, shift from product-sales to service-sales, increase the environmental protection fund under the force of environmental protection laws and regulations, and promote merger and acquisition to enhance concentration in the coatings industry, all of which would benefit the structure adjustment and the overall industrial transformation toward upgraded, high value-added, high scale but low pollution development.
By the main economic index, the gross product output based on 1 344 enterprises with annual revenue of RMB 20 million or more in 2014 reached 16.48 million tons, 7.9% higher than 2013 (see table 3). The number of enterprises with annual revenue of RMB 20 million or more is increasing and the concentration rate is elevated. The minor small enterprises will be difficult to survival with pressures from environment protection, fund, cost and brands. In the next five years, many minor and small coatings enterprises will have to face the risk of bankruptcy.
There are many regions with nega-tive growth in coatings produc-tion, including Beijing, Shanxi, Liao-ning, Shandong and Sichuan, which are the major production areas in coatings industry, and their negative growth significantly prompted the slowdown of nat ional product ion growth. The major increase of above-scale enterprises occurred in these regions, such as Hebei, Liaoning, Shanghai, J iangsu, Zhejiang, Anhui, Hubei, Guangdong and Sichuan, where the market space and environment capa-city are abundant for continuous

Windows of Knowledge
05 Vol. 02 No. 01, 2015
Industry Trend
introduction of new coatings enterprises due to the location of major coatings industrial park in these places. The gross production output of the ten areas, including Hebei, Shanghai, Jiangsu, Zhejiang, Anhui, Fujian, Henan, Hubei, Hunan and Guangdong, was 12.504 million tons, accounting for 75.9% of the total national output, and significantly pulling the national growth rate at 7.9%. The areas still foresee a hopeful prospect, symbolizing the positive trend of the whole coatings industry in China. Tianjin, Jilin, Heilongjiang, Chongqing and Shaanxi maintained strong growth, with higher production output. The contribution rate of these regions gradually claimed to be the second tier in coatings production. If conditions of environment, market and fund permit, it would be wise for the coatings entrepreneurs to invest in these areas.
In Beijing-Tianjin-Hebei, Zhejiang-Anhui-Fujian, Guangdong-Guangxi, Shaanxi and Xinjiang, the loss of the local loss-making enterprises was climbing up dramatically, associated with the haze governance in Beijing-Tianjin-Hebei, the scale and structure of products in other regions and the overburden under environmental protection and labour cost in the medium-sized and small enterprises. 2.3 Main Economic Indicators of Chinese Coatings Industry in 2014
Compared with that in the year of 2013, the overall production and marketing of Chinese coatings industry in 2014 were less optimistic. With the decrease in bulk raw materials prices, the profit has been raised, which was the best performance in the petrochemical industry. However, the customer arrears, the inventory of finished goods, various expenses, the number of loss-making enterprises and the loss amount increased sharply as well. Among the main indicators comparison with the year 2013, the number of loss-making enterprises rose greatly from 120 to 150, 30% up and the value of loss amounted to RMB 0.8 billion, 82.7% higher. Account receivable in 2014 was RMB 52.01 billion, 7.1% higher than the year earlier, while the situation of trade credit and account remained the same as 2013. Engineering machinery industry, construction industry, light industry, household appliances industry and wood furniture industry distinguished from other industries. The main business cost of production was 316.53 billion, 11.9% up; product sales cost was RMB 19.03 billion, 18.4% up; management fee was RMB 19.36 billion, 10.1% up; finished product was RMB 11.43 billion, 14.6% up; inventory was RMB 27 billion, 9.0% up; and total debt was RMB 11.8 billion, 13.3% up. Financial expenses, interests payments and the VAT payable all increased respectively at 13.3%, 11.1% and 9.1%, with total cost of RMB 18 billion. Generally speaking, the growth rate of various taxes and fees in 2014 was higher than that in 2012 and 2013. Though the decrease of raw materials price and increase of product price boosted the profit of coatings industry, the profitability of the enterprises itself and the product structure were not improved. If the raw materials price climbed up, the prospect of the whole industry and the profitability is not optimistic. The State Administration of Taxation and the Ministry of Finance increased 4% of the consumption tax of coatings in 2015, therefore the average profit margin of 5% to 10% would not be there anymore, which would hinder the sustainable development of the coatings industry. The environmentally friendly products and independent innovation are considered to be the powerful engine for the sustainable future.

Windows of Knowledge
06 CHINA COATINGS
Industry TrendTa
ble
1 M
ajor
Eco
nom
ic In
dica
tors
in C
oatin
gs In
dust
ry in
200
5-20
14
year
s
Vo
lum
eVa
lue
Profi
tAv
erag
e pr
ice/
(RM
B 10
000
/ton
)Ac
tual
Val
ue/
10 0
00 to
nsG
row
th R
ate/
(±)%
Actu
al V
alue
/RM
B 10
000
Gro
wth
Rat
e/(±
)%Ac
tual
Val
ue/
RMB
10 0
00G
row
th R
ate/
(±)%
2005
382.
57
28.3
1 7
347
433
36.0
9 44
3 09
4 38
.14
1.92
2006
507.
80
32.7
3 9
631
601
31.0
9 65
6 72
448
.21
1.90
2007
597.
28
17.6
2 12
646
803
31.3
1 86
3 90
831
.55
2.12
2008
638.
00
6.82
18
219
359
44.0
6 99
2 20
1 14
.85
2.86
2009
755.
4418
.40
18 3
59 0
590.
77
1 13
5 25
3 14
.42
2.43
2010
966.
6327
.96
20 2
68 2
0026
.40
1 40
7 70
0 19
.90
2.10
2011
1 07
9.51
16.4
0 27
297
630
25.6
0 1
839
081
13.8
0 2.
53
2012
1 27
1.87
11
.80
29 3
46 0
3212
.40
2 14
0 92
4 16
.34
2.31
2013
1 30
3.35
3.
60
34 1
67 7
669.
50
2 44
1 05
4 11
.10
2.62
2014
1 64
8.19
7.90
38
675
856
11.9
0 2
762
604
12.9
0 2.
34
Not
e:D
ue to
the
diffe
rent
num
bers
of e
nter
pris
es in
eac
h ye
ar c
acul
ated
by
the
Nat
iona
l Bur
eau
of S
tatis
tics,
the
grow
th ra
te w
as c
ompa
red
in th
e ou
tput
, val
ue a
nd p
rofit
with
the
sam
e nu
mbe
rs
of e
nter
pris
es, i
nste
ad o
f the
act
ual o
vera
ll va
lue
of th
e pr
evio
us y
ear. Tabl
e 2
C
hina
Coa
tings
Out
put V
olum
e an
d Va
lue
in 2
014
Mon
thN
umbe
r of e
nter
pris
esVo
lum
eN
umbe
r of e
nter
pris
esVa
lue
2014
/10
000
t to
ns
2013
/10
000
t to
ns
Gro
wth
Rat
e/(±
)%to
tal 2
014/
RMB
0.1
billi
on
2013
/RM
B 0.
1 bi
llion
G
row
th R
ate/
(±)%
Jan.
1 14
816
2.1
171.
4-5
.41
992
462.
539
9.8
15.7
Feb.
Mar
.1
189
120.
111
0.2
9.1
2 01
178
2.3
685.
214
.2
Apr.
1 15
613
7.0
120.
713
.51
950
1 10
6.1
972.
213
.8
May
1 28
114
1.1
129.
68.
91
950
1 42
9.4
1 25
6.9
13.7
Jun.
1 32
715
0.9
133.
113
.41
954
1 78
1.5
1 57
3.5
13.2
Jul.
1 33
014
5.7
129.
112
.91
957
2 11
7.3
1 86
2.4
13.7
Aug.
1 33
214
8.2
142.
04.
41
958
2 44
6.8
2 15
3.5
13.6
Sept
.1
341
155.
114
9.4
3.8
1 96
42
809.
12
472.
513
.6
Oct.
1 34
415
0.3
136.
61.
21
971
3 16
6.3
2 80
0.5
13.1
Nov
.1
342
149.
614
1.2
6.0
1 97
13
505.
53
131.
312
.0
Dec
.1
344
152.
213
9.1
9.5
1 97
03
867.
63
454.
911
.9

Windows of Knowledge
07 Vol. 02 No. 01, 2015
Industry Trend
Table 3 China Coatings Output Volume in 2014(by Region)
RegionNumber of enterprises Coatings Output Volume
2014 2013 2014/ton 2013/ton Growth Rate/
(±)%
Nationwide 1 344 1 106 16 481 882 15 279 626 7.9
North
Beijing 30 28 214 527 227 969 -5.9
Tianjin 33 31 304 698 274 164 11.1
Hebei 30 22 840 673 700 491 20
Shanxi 5 5 31 218 31 762 -1.7
Inner Mongolia 3 4 1 627 1 453 12
Northeast
Liaoning 60 44 533 047 593 652 -10.2
Jilin 12 12 131 132 108 044 21.4
Heilongjiang 8 8 119 192 63 720 87.1
East
Shanghai 97 70 1 870 891 1 692 426 10.5
Jiangsu 195 127 1 821 526 1 727 739 5.4
Zhejiang 118 112 850 337 786 315 8.1
Anhui 56 38 536 307 465 455 15.2
Fujian 58 50 694 203 594 498 16.8
Jiangxi 13 10 80 854 84 088 -3.8
Shandong 66 61 906 986 982 416 -7.7
Central South
Henan 47 41 889 362 808 388 10
Hubei 46 33 402 371 343 829 17
Hunan 48 48 125 8574 964 441 30.5
Guangdong 292 256 3 339 928 3 123 858 6.9
Guangxi 16 17 200 513 245 987 -18.5
Hainan 1 1 2 435 2 583 -5.7
Southwest
Chongqing 25 20 230 907 210 999 9.4
Sichuan 49 38 875 445 946 338 -7.5
Guizhou 4 3 35 417 37 969 -6.7
Yunnan 7 6 61 401 59 577 3.1
Tibet 0 0 0 0 —
Northwest
Shaanxi 14 11 181 931 142 889 27.3
Gansu 4 4 26 674 28 208 -5.4
Qinghai 0 0 0 0 —
Ningxia 1 0 4 919 2 922 68.3
Xinjiang 6 6 34 786 27 447 26.7

Windows of Knowledge
08 CHINA COATINGS
Industry TrendTa
ble
4 M
ajor
Eco
nom
ic In
dica
tors
in C
oatin
gs In
dust
ry o
f Pro
vinc
es a
nd M
unic
ipal
ities
in 2
014
Regi
onN
umbe
r of
ente
rpris
es
Tota
l ass
ets
Inco
me
from
mai
n bu
sine
ssTo
tal p
rofit
Amou
nt o
f lo
ss-in
curr
ing
ente
rpris
es
2014
/RM
B 10
000
2013
/RM
B 10
000
Gro
wth
Ra
te/
(±)%
2014
/RM
B 10
000
2013
/RM
B 10
000
Gro
wth
Ra
te/
(±)%
2014
/RM
B 10
000
2013
/RM
B 10
000
Gro
wth
Ra
te/
(±)%
2014
/RM
B 10
000
2013
/RM
B 10
000
Gro
wth
Ra
te/
(±)%
Nat
ionw
ide
1 97
024
822
233
21 5
78 9
0415
.0
38 6
75 8
5634
549
408
11.9
2
762
604
2 44
6 29
912
.9
80 1
5543
863
82.7
Nor
th
Beiji
ng26
335
469
304
268
10.3
33
2 82
333
5 42
7-0
.8
27 4
7334
201
-19.
7 1
888
951
897.
9
Tian
jin44
1 28
0 79
597
2 86
931
.7
1 52
5 09
01
331
417
14.5
17
1 53
113
6 51
025
.7
2 66
785
421
2.3
Heb
ei51
821
702
686
400
19.7
1
108
976
941
198
17.8
14
2 17
710
7 08
232
.8
1 39
617
470
0.6
Shan
xi5
52 9
5236
935
43.4
98
089
91 8
596.
8 5
240
2 25
213
2.7
1921
-10.
5
Inne
r Mon
golia
514
429
13 3
957.
7 53
202
71 6
09-2
5.7
195
211
-7.8
26
47-4
5.0
Nor
th-
east
Liao
ning
8562
8 14
958
5 31
37.
3 1
176
157
1 30
4 43
2-9
.8
57 7
3171
666
-19.
4 2
232
2074
7.6
Jilin
2419
9 83
617
6 73
113
.1
571
643
497
562
14.9
39
016
32 5
7219
.8
096
-100
.0
Hei
long
jiang
1037
241
41 7
51-1
0.8
109
304
115
013
-5.0
7
462
11 1
48-3
3.1
1449
-70.
6
East
Shan
ghai
132
3176
398
2 96
4 08
07.
2 3
572
712
3 38
7 74
75.
5 34
0 99
927
8 41
722
.5
9 32
918
668
-50.
0
Jiang
su35
059
11 3
985
094
647
16.0
9
658
984
8 47
5 23
814
.0
622
595
515
991
20.7
7
221
10 7
19-3
2.6
Zhej
iang
139
1 80
2 02
71
626
362
10.8
1
686
441
1 64
6 90
32.
4 13
1 01
816
3 63
1-1
9.9
3 52
01
328
165.
1
Anhu
i78
519
892
409
294
27.0
1
071
635
922
109
16.2
71
708
67 1
486.
8 74
1156
8.2
Fujia
n90
491
267
460
391
6.7
1 34
3 28
51
191
797
12.7
87
541
75 5
6315
.9
1 34
620
156
9.4
Jiang
xi24
115
743
92 9
0724
.6
395
576
335
573
17.9
21
786
17 8
8221
.8
00
-
Shan
dong
130
1 07
3 83
987
0 81
423
.3
2 53
3 70
82
297
266
10.3
19
8 62
418
1 07
49.
7 14
823
3-3
6.4
Cent
ral
Sout
h
Hen
an58
563
506
448
123
25.7
1
006
836
781
199
28.9
84
662
67 5
4625
.3
596
-95.
2
Hub
ei97
786
169
588
384
33.6
1
435
798
1 16
0 86
823
.7
72 7
0260
948
19.3
23
555
5-5
7.6
Hun
an55
677
042
546
047
24.0
1
475
182
1 25
4 61
617
.6
114
617
91 9
9524
.6
23
-54.
5
Gua
ngdo
ng42
447
98 0
004
294
645
11.7
7
464
048
6 54
0 69
914
.1
430
817
398
030
8.2
35 1
026
585
433.
1
Gua
ngxi
1818
4 70
817
8 72
53.
3 39
8 58
238
4 18
63.
7 25
881
26 5
75-2
.6
652
401
546.
5
Hai
nan
13
762
3 72
51.
0 3
138
3 51
3-1
0.7
-74
-76
-3.0
74
76-3
.0
Sout
h-w
est
Chon
gqin
g24
305
786
271
750
12.5
27
6 37
323
8 17
416
.0
28 3
9324
881
14.1
8
0-
Sich
uan
6542
2 06
934
6 60
021
.8
863
241
782
054
10.4
68
381
64 3
246.
3 58
10
-
Gui
zhou
24
016
2 77
444
.8
5 26
23
379
55.7
29
162
368.
2 0
44-1
00.0
Yunn
an5
32 4
0325
886
25.2
23
716
16 8
0641
.1
757
145
422.
8 0
0-
Tibe
t0
00
-0
0-
00
-0
0-
Nor
th-
wes
t
Shaa
nxi
1715
1 55
112
2 78
623
.4
226
316
183
252
23.5
20
278
15 7
7328
.6
1073
708
51.5
Gan
su4
66 6
2367
300
-1.0
31
754
33 1
19-4
.1
1232
1120
10.0
0
0-
Qing
hai
00
0-
00
-0
0-
00
-
Nin
gxia
12
152
2 10
42.
2 2
647
1 97
633
.9
375
272
37.6
0
0-
Xinj
iang
636
3 31
134
3 90
15.
6 22
5 34
022
0 41
62.
2 -1
0 80
3-6
431
580.
4 12
547
1 18
695
8.2

Windows of Knowledge
09 Vol. 02 No. 01, 2015
Industry Trend
Tabl
e 5
Maj
or E
cono
mic
Indi
cato
rs in
Chi
na C
oatin
gs In
dust
ry in
201
4
Num
ber o
f en
terp
rises
Num
ber o
f los
s-in
curr
ing
ente
rpris
esAc
coun
ts re
ceiv
able
Fini
shed
pro
duct
sAv
erag
e ba
lanc
e of
cur
rent
ass
ets
2014
2013
(±)%
2014
/RM
B 10
000
2013
/RM
B 10
000
(±)%
2014
/RM
B 10
000
2013
/RM
B 10
000
(±)%
2014
/RM
B 10
000
2013
/RM
B 10
000
(±)%
1 97
015
012
030
5 20
6 78
74
861
535
7.1
1 14
3 81
399
7 96
014
.615
149
913
13 4
81 7
3012
.4
Num
ber o
f en
terp
rises
Inve
ntor
yTo
tal l
iabi
litie
sCo
st o
f goo
ds s
old
Prod
uct s
ales
tax
and
surt
ax
2014
/RM
B 10
000
2013
/RM
B 10
000
(±)%
2014
/RM
B 10
000
2013
/RM
B 10
000
(±)%
2014
/RM
B 10
000
2013
/RM
B 10
000
(±)%
2014
/RM
B 10
000
2013
/RM
B 10
000
(±)%
1 97
02
697
537
2 47
5 88
29.
011
801
338
10 4
20 5
2313
.331
6532
2528
274
885
11.9
208
052
192
453
8.1
Num
ber o
f en
terp
rises
Cost
of p
rodu
ct s
ales
/RM
B 10
000
Over
head
exp
ense
s/RM
B 10
000
Fina
ncia
l exp
ense
s/RM
B 10
000
Inte
rest
exp
endi
ture
/RM
B 10
000
2014
/RM
B 10
000
2013
/RM
B 10
000
(±)%
2014
/RM
B 10
000
2013
/RM
B 10
000
(±)%
2014
/RM
B 10
000
2013
/RM
B 10
000
(±)%
2014
/RM
B 10
000
2013
/RM
B 10
000
(±)%
1 97
01
902
973
1 60
7 12
618
.41
936
373
1 75
8 32
810
.127
5 12
524
2 77
313
.326
9 17
924
2 23
111
.1
Num
ber o
f en
terp
rises
Tota
l pro
fitTo
tal p
rofit
and
tax
Valu
e-ad
ded
tax
paya
ble
2014
/RM
B 10
000
2013
/RM
B 10
000
(±)%
2014
/RM
B 10
000
2013
/RM
B 10
000
(±)%
2014
/RM
B 10
000
2013
/RM
B 10
000
(±)%
1 97
02
762
604
2 44
6 29
912
.94
226
797
3 78
9 87
511
.51
256
140
1 15
1 12
39.
1
(To b
e co
ntinu
ed)
CH
INA
CO
AT
ING
S

Windows of Knowledge
10 CHINA COATINGS
Regulations and Standards
Environmental Protection Comprehensive List (2014) Related to Coatings Industry and the Draft of Version 2015
Environmental Protection Comprehensive List (2014) Related to Coatings Industry and the Draft of Version 2015
Since 2007, the drafting of the Environmental Protection Comprehensive List (hereinafter referred to as the Comprehensive List) has been an important fundamental task carried out under the guidance
of the Ministry of Environmental Protection (MEP) according to the deployment of the State Council on key work of environmental protection, and China National Coatings Industry Association has been responsible for revising the contents related to the coatings industry. The Comprehensive List published hereby has been formed by combining the comprehensive lists constituted in previous years and new comprehensive lists established in 2014. It consists of two parts: (I) List of “high pollution and high environmental risk” (hereinafter referred to as “double high”) products (2014) (including description of “excluding technologies” of some products); (II) Key environmental protection equipment list (2014). Compared with Version 2013, three coating products have been added to the double high products list in the coatings field, including “high VOC and low solid content UV-curing coatings” (the rating standard is that VOC content exceeds 50%), “asphalt-containing antifouling paints for ship bottom” and “styrene-containing unsaturated polyester coatings”.
At present, the first draft of the Environmental Protection Comprehensive List (2015) has basically been completed, in which the contents related to the coatings industry are around VOC control. Though most of VOC in the coatings volatilizes into the air during painting, MEP has realized that reducing the VOC content of coatings and increasing the propor tion of low pollution coatings are effective methods to control VOC at source. These methods not only comply with the idea of cleaner production of the state, but also can be easily executed and supervised. Moreover, though the state has always encouraged coatings with high solid content and limiting those with high VOC content, there are still no comprehensive standards and regulations for specific values. Although relevant national product standards have certain provisions in respect of the VOC content in some coating products, relevant
China National Coatings Industry Association

Windows of Knowledge
11 Vol. 02 No. 01, 2015
Regulations and Standards
indicators are generally broad and cannot be used as the reference basis for relevant national policies, for it should be considered that existing coatings products can meet the requirements. Therefore, during the revision of the list, based on investigation of research of VOC conditions, treatment methods, etc., in the coatings industry, the studies focus on the coatings for cars, furniture, ships, steel structures and toys, so that the corresponding list of high VOC and “double high” coatings products are drafted.
Environmental Protection Comprehensive List (2014)(Related to Paint and Pigments)
List for Products with “High Pollution and High Environmental Risk” (In the column of “environmental characteristics”, GHW represents “High Pollution” and GHF indicates “High
Environmental Risk” for convenience)
S/NEnvironmental characteristics
Product nameCode of affiliated industry
Code of affiliated product
45 GHWAsphalt (except atmospheric distillation, vacuum distillation or atmospheric and vacuum continuous distillation for tar distillation process)
2520 25021302
69 GHWZinc oxide (except the direct ammonia leaching process)
2613 2601080100
76 GHWBarium sulphate (except comprehensive utilization process of precipitated barium sulphate resources)
2613 2601100311
192 GHW/GHF Dibutyltin dilaurate 2614 26011210
193 GHW/GHF Tributyltin laurate 2614 26011210
194 GHW/GHF Triethyltin acetate 2614 26011210
195 GHW/GHF Tin tricyclohexylhydroxide 2614 26011210
196 GHW/GHF Triethyltin sulfate 2614 26011210
197 GHW/GHF Acetic triethyltin 2614 26011210
198 GHW/GHF Dibutyltin oxide 2614 26011210
199 GHW/GHF Tetraethyl tin 2614 26011210
200 GHW/GHF Acetic trimethyltin 2614 26011210
201 GHW/GHF Fentin hydroxide 2614 26011210
202 GHW/GHF Tributyltin fluoride 2614 26011210
203 GHW/GHF Tributyltin chloride 2614 26011210
204 GHW/GHF Tributyltin-oxide 2614 26011210
208 GHF Ethylene oxide 2614 2602020101
209 GHWPropylene oxide (methyl ethylene oxide, PO) (except direct oxidation process)
2614 2602020103
210 GHW/GHFChloroepoxy propane (1-chloro-2, 3-propylene oxide)(except glycerin process)
2614 2602020103

Windows of Knowledge
12 CHINA COATINGS
Regulations and Standards
S/NEnvironmental characteristics
Product nameCode of affiliated industry
Code of affiliated product
257 GHW/GHF
Methanol (except natural gas methanol conversion process, coke oven gas methanol conversion process, and united methanol synthesis process)
2614 2602090101
259 GHW/GHFMethallyl Alcohol (except tert-butyl alcohol /isobutene oxidation and hydrogenation (oxidation) process)
2614 2602090199
268 GHWSec-butyl acetate (except olefin synthetic process)
2614 2602130499
269 GHFChloroacetic acid (except continuous acetic anhydride process)
2614 2602130501
270 GHF Trichloroacetic acid 2614 2602130503
271 GHWPropionic acid (except microbiological fermentation)
2614 2602130601
273 GHF N-butyl acrylate 2614 2602131103
274 GHW/GHF Methyl methacrylate (except isobutene process) 2614 2602131203
275 GHWButyl methacrylate (except continuous ester exchange process)
2614 2602131203
277 GHW/GHF Benzoic acid (except melt crystallization process) 2614 2602131601
352 GHW Fatty tertiary amine(except fatty alcohol process) 2614 261510
353 GHF Acrylamide 2614 2619020201
354 GHW/GHFPolyurethane (except mercury-free catalyst production process)
2614 2701060206
412 GHW/GHF Formvar putty and coatings 2641 2608
413 GHW/GHFAcid-catalyzed and high melamine-formaldehyde resin contained wood coatings
2641 2608
414 GHW/GHFGlycol ether and ether ester-contained polyester resin coatings
2641 2608
415 GHW/GHFGlycol ether and ether ester-contained acrylate resin coatings
2641 2608
416 GHW/GHFGlycol ether and ether ester-contained polyurethane resin coatings
2641 2608
417 GHW/GHFGlycol ether and ether ester-contained epoxy resin coatings
2641 2608
418 GHW/GHF Organotin-contained antifouling coatings 2641 2608
419 GHW/GHF Cuprous oxide-contained antifouling coatings 2641 2608
420 GHW/GHFNitrocellulose coatings containing VOC higher than 75%
2641 2608
421 GHW/GHFThermoplastic acrylic coatings containing VOC higher than 75%
2641 2608
422 GHW/GHFChlorinated resin coatings containing VOC higher than 75%
2641 2608
Continued

Windows of Knowledge
13 Vol. 02 No. 01, 2015
Regulations and Standards
S/NEnvironmental characteristics
Product nameCode of affiliated industry
Code of affiliated product
423 GHW/GHF Fluororesin coatings for non-stick pots 2641 2608
424 GHW/GHF Non-stick fluororesin coatings for kitchenware 2641 2608
425 GHW/GHF Non-stick fluororesin coatings for food machinery 2641 2608
426 GHW/GHF Volatile perchloroethylene coatings 2641 2608
427 GHW/GHF Phthalate-contained coatings for toys 2641 2608
428 GHW/GHFLead and chrome-contained cathodic electrophoretic coatings
2641 2608
429 GHW/GHFHigh methylol melamine-formaldehyde resin cross-linked coatings
2641 2608
430 GHW/GHFDecabromodiphenyl ether-contained fire-retardant coatings
2641 2608
431 GHW/GHFOctabromoether-contained fire-retardant coatings
2641 2608
432 GHW/GHFTetrabromobisphenol a-contained fire-retardant coatings
2641 2608
433 GHW/GHFHexabromocyclododecane-contained fire-retardant coatings
2641 2608
434 GHW/GHFOil-in-water type multi-colour interior wall coatings
2641 2608
435 GHW/GHFRadioactive material-contained fluorescent coatings
2641 2608
436 GHFTriglycidyl isocyanurate-contained powder coatings
2641 2608
437 GHW/GHFHigh-VOC thermoplastic coatings for plastic products
2641 2608
438 GHW/GHF DDT-contained antifouling paints for ship bottom 2641 2608
439 GHW/GHF Mercury-contained paints 2641 2608
440 GHW/GHFHigh-VOC chloro-sulfonated polyethylene anti-corrosive coatings (CSPE)
2641 2608
441 GHW/GHFHigh-VOC nitrocellulose coatings for leather, textile fabric, etc.
2641 2608
442 GHW/GHFPhthalate plasticizer-contained coatings for food packages and drinking water tanks
2641 2608
443 GHW/GHF High VOC and low solid UV-curing coatings 2641 2608
444 GHW/GHFAsphalt-contained antifouling paints for ship bottom
2641 2608
445 GHW/GHFStyrene-contained unsaturated polyester coatings
2641 2608
446 GHW/GHFHighly-toxic VOC and ultralow solid-contained nitrocellulose wood coatings
2641 2608020204
448 GHF Paint remover 2641 2608040400
Continued

Windows of Knowledge
14 CHINA COATINGS
Regulations and Standards
S/NEnvironmental characteristics
Product nameCode of affiliated industry
Code of affiliated product
450 GHWTitanium dioxide (except chlorination and combined sulfuric acid processes)
2643 2610010100
451 GHW/GHF Lithopone 2643 2610010600
452 GHW/GHF Lead chromate yellow 2643 2610010900
453 GHW/GHF Iron blue 2643 2610011300
454 GHW Basic lead carbonate 2643 2610019900
455 GHW Cadmium yellow (CdS) 2643 2610019900
456 GHW/GHF Molybdate red 2643 2610019900
457 GHW Cadmium red (nCdS, CdSe) 2643 2610019900
458 GHF Vermilion 2643 26100302
658 GHW/GHF Chlorinated rubber resin 2651 2613010299
660 GHW/GHF Polyvinyl chloride (PVC) 2651 2613010401
662 GHWInitially-shaped epoxy resin (bromine weight ≥18%) (except one-step desalination process and two-step addition process)
2651 26130108
663 GHWInitially-shaped epoxy resin (bromine weight <18%) (except one-step desalination process and two-step addition process)
2651 26130108
665 GHW/GHF Chlorinated rubber 2652 26130206
Description of “Excluded Process” for Part of Products in the List for Products with High Pollution and High Environmental Risk (2014)
S/NProduct name (corresponding
number 2))
Excluding processes
Name Pollutant discharge Confirmed
characteristic
11 Zinc oxide (69)Direct ammonia leaching process
Emission amount of SO2 and concentration of ammonia waste-water decrease greatly and can be recycled
No zinc-contained ores or zinc-rich ashes recovered from metal-lurgy, and sulfuric acid are used
32Sec-Butyl acetate (268)
Olefin synthesis process
Products (1 ton): No wastewater discharged; Estimated cost for treatment up to the standard RMB 50~60
Without caustic wash-ing and water washing
34Methyl methacrylate (274)
Isobutene process
No highly toxic and strong acid raw materials are used; the emission amount of the three wastes (waste water, gas and residues) is little, and it can be easily treated
Hydrocyanic acid and sulfuric acid are not used
Continued

Windows of Knowledge
15 Vol. 02 No. 01, 2015
Regulations and Standards
S/NProduct name (corresponding
number 2))
Excluding processes
Name Pollutant discharge Confirmed characteristic
59Titanium dioxide (450)
Chlorination process
Products (1 ton): fused salt chlorination produces 1 500 Nm3 waste gas, and 0.49~0.67 t waste residues; fluidizing chlorination process produces 870 Nm3 waste gas, and 0.22~0.45 t waste residues
Use used salt chlorina-tion or fluidized bed chlorination to produce titanic chloride
Sulfuric acid process with the combination method
Zero emission of iron sulfate heptahydrate, and hydrolyzed waste acid with a concentration about 20%. Comprehensive utilization rate of titanium gypsum >50%. The waste water and gas are discharged are up the standard
Titanium dioxide and sulfuric acid are coproduced (except there is sulfuric acid production facility nearby), and combined produced with the deep processed product of iron sulfate heptahydrate and titanium gypsum
66Non-stick materials with teflon coatings (661)
PFOA substitute additive
With no carcinogenicity and mutagenicity, it is safe, stable and relatively difficult to be absorbed by human body. Its product can get dispersed in water freely and is a good substitute of PFOA additive
In the production process, PFOA is not used
67Initially-shaped epoxy resin (662, 663)
One-step desalination process and two-step addition process
The desalination plant is built; For the products (1 ton): the organic solvent used is less than 10 kg; wastewater produced less than 2 t; COD less than 0.8 g/L; it is easy to carry out biochemical treatment for wastewater.
The desalination plant is built, and saline recovery rate is more than 260 kg per a ton of products
90Prepainted steel and their products (749)
Continuous roller coating – printing process
After roller painting and printing, metal plates are cured in the curing oven, in which generated waste gas is burnt for the second time with heat energy reused and low-concentration VOC discharged. The chrome-free passivation is adopted and no water washing is required
Waste gas is recovered in the airtight device and then burnt, with heat energy reused. The chrome-free passivation is adopted and no water washing is carried out. No passivated and phosphorized waste-water is generated
Note: 1) The excluded process represents the process, which has minimum impact on the environment amongthe production processes of part of products with “high pollution and high environmental risk” in the List for Products with High Pollution and High Environmental Risk (2014).
2) The corresponding serial number represents the serial number of the product in the List for Products with High Pollution and High Environmental Risk (2014).
Continue
CHINA COATINGS

Windows of Knowledge
16 CHINA COATINGS
Hot Topics
Actively Respond to Consumption Tax on Coatings and Promote Industrial Transformation and Upgrading
Actively Respond to Consumption Tax on Coatings and Promote Industrial Transformation and Upgrading
——Focusing on the Coatings Consumption Tax Policy Forum
On January 26, 2015, the Ministry of Finance (MOF) and the State Administration of
Taxation (SAT) jointly issued the Notice on Collection of Consumption Tax on Batteries and Coatings [No.: CS(2015)16]. In order to help the coatings industry to accurately comprehend the information and par tial executive details of the policy on consumption tax on coatings, answer the confusions and guide enterprises to take measures to actively cope with it, China National Coatings Industry Association timely held the “Coatings Consumption Tax Policy Forum” in Beijing on February 10.
Many well-known coatings enterprises, local coatings industry associations and testing institu-tions par ticipated in the forum. Focused on
the conditions and information related to the national policy on consumption tax on coatings, the forum elaborated all the aspects related to the regulation including the tax levy objectives, legal force, levy time, levy range, levy objects, tax rate, threshold, VOC testing methods, testing institutions and its effect on coatings industry, presented partial executive details of the national policy on consumption tax on coatings, and analyzed and suggested the counter measures of the coatings manufacturers. By discussion, constructive policy suggestions and industrial countermeasures were proposed and the con-sensus was finally reached, which were together regarded as the appeals of the coatings industry. The suggestions were documented and submitted
Editorial Office of the Journal

Windows of Knowledge
17 Vol. 02 No. 01, 2015
Hot Topics
to relevant national ministries and commissions. The detailed suggestions are mainly as follows:
I. Changing The Levy Objects to Sol-vent Purchasers.
It means that the tax is collected based on total amount of purchased solvent and it can simultaneously achieve double objectives of controlling both production and emission of VOC.
II. Determination of The VOC Threshold at 420 g/L under Application Status.
Since it is difficult to determine the VOC level under final application status, it is suggested that the VOC content of coatings products should be controlled and managed by the front-end R&D and quality control of the manufacturers, while the back-end compulsory product testing should only be taken as a supplementary way to supervise, urge and promote the manufacturers to control and manage VOC content of coatings products. It is suggested that the statements of the coatings manufacturers and official test (sampling test) results should be equally effective at the initial period of implementation and taken as the basis in deciding whether the consumption tax for coatings should be collected.
III. VOC Testing Method and Standard.It is suggested to adopt a universal VOC
standard and testing method, which should be updated and revised as soon as possible, so as to meet the requirements of VOC regulations and market development for practical VOC situation. Before the new standard is issued publicly, the testing institutions should be permitted and encouraged to follow relevant international standards to carry out coating testing.
IV. VOC Testing for Special Coatings Containing Active Ingredients.
The current VOC testing method is applicable to most varieties of coatings, but there is no national or industrial standard on equivalent VOC testing methods for coatings containing active diluents or active ingredients, such as solvent-free coatings, UV curing coatings, etc.. It is suggested to simu-late the specific condition during the painting process when the VOC content is tested and the differential method should be adopted during testing as well.
V. Deduction and Reimbursement of Paid Consumption Tax.
In order to avoid double taxation, reduce exces-sive enterprise cost and relieve the tax burden of taxpayers, it is suggested to deduct the paid consumption tax for raw materials from the payable consumption tax on coatings products; and to reimburse the tax for the expor t of imported or manufactured products, on which the consumption tax has been levied.
VI. Automatic Exemption of Environ-mentally Friendly Coatings from Con-sumption Tax.
With regard to technology, it is suggested to categorize coatings according to their technology based, and release the coatings categories

Windows of Knowledge
18 CHINA COATINGS
Hot Topics
and relieve tax burden of the enterprises; for waterborne coatings, it is suggested that for waterborne coatings the requirement of relevant testing reports is unnecessary; it is also suggested that the consumption tax should be exempted especially for military coatings and other special coatings used in small quantity, which need a long time for performance testing.
VII. HS-code Range Covered by Con-sumption Tax Levy for Imported Coat-ings.
The Ministry of Finance (MOF), the State Administration of Taxation (SAT) and General Administration of Customs are suggested to jointly publish the tax identification numbers of the impor ted coatings taxable, e.g. 3208 and 3209 (par tial) and the chemical raw materials covered by the numbers should be distinguished from relevant coatings, so that the chemical raw materials are exempt from taxation.
VIII. Suggestion on Formulation of Taxation Details.
For the various coatings in the market, the
taxation detai ls should not be formulated according to specific function classification, but according to the coatings forms and current taxation policies. Therefore, the coatings can be divided into several major categories, such as powder coatings, solventborne coatings, waterborne coatings, solventborne UV curing coatings and waterborne UV curing coatings. The taxation details should be formulated according to whether coatings satisfy VOC indicators, to decide coatings’ exemption from compulsory inspection, as well as exemption from taxation.
IX. Suggestion on Encouragement of Using Green Solvents.
In the current condition that the existing coatings technology still relies on solvents to some extent, and the performances of major waterborne and UV curing coatings still cannot compete with those of solventborne coatings, relevant authorities are suggested to issue supplementary regulations to encourage the coatings enterprises to use green and environmentally friendly solvents and promote sustainable economy.

Windows of Knowledge
19 Vol. 02 No. 01, 2015
Hot Topics
X. Suggestion on Establishment of Incentive Fund.
In order to truly realize energy conservation and emiss ion r educt ion , and encour age and suppor t the advancement of coatings technologies, the consumption tax for coatings should be taken as the capital source to cooperatively establish the “Environmentally Friendly Coatings Fund”, so as to suppor t relevant innovations and award advanced enterprises.
XI. Suggestion on Improvement of Consumption Tax Scheme.
The tax assessment by price should be changed to by quantity. For the taxation by price, the tax amount for the same solvent may be lower when it is used in the low-end coatings, and higher when it is applied in high-end coatings,
which means to suppor t the development of low-end solventborne coatings and violates the original intent of relevant laws and regulations; on the other hand, the effect of VOC emitted from coatings on the atmosphere lies in its quantity but not price. After the tax assessment by price is changed to by quantity, the rated rate can be automatically changed to rated quantity, so that it is convenient for confirmation of the tax.
For the testing institutions, relevant specifica-tions are given in the “Interpretation of the An-nouncement for Relevant Management Problems for Consumption Tax levy on Batteries and Coat-ings Products Issued by the State Administration of Taxation (SAT)”, viz. the testing institutions refer to those which provincial quality and technical supervision departments legally confer the laboratory qualification to.
CHINA COATINGS

Windows of Knowledge
20 CHINA COATINGS
Hot Topics
Suggestion on Timely Formulation of Implementation Detailed Guidance of "Collection of Consumption Tax on Batteries and Coatings
Suggestion on Timely Formulation of Implementation Detailed Guidance of "Collection of Consumption Tax on Coatings"
The Ministry of Finance (MOF) and the State Administration of Taxation (SAT) jointly issued the file: Notice on Collection of Consumption Tax on Batteries and Coatings [No.: CS(2015)16] on January
26, 2015, which has widely concerned by the coatings industry. Due to the lack of implementation details and relevant knowledge on coatings, the tax collectors and payers have confronted with various puzzles. As a result, as for the implementation of consumption tax on coatings, relevant state ministries and commissions are formulating implementation details guidance. China National Coatings Industry Association suggests formulating and publicizing the implementation detailed guidance on "Collection of Consumption Tax on Coatings” as soon as possible and submits a suggestion proposal to the Ministry of Finance (MOF) and the State Administration of Taxation (SAT) together with local coatings industry associations and representative coatings enterprises. Relevant suggestions are as follows:
China National Coatings Industry Association

Windows of Knowledge
21 Vol. 02 No. 01, 2015
Hot Topics
Item Content
Scope of taxation products
Coatings refer to a collection of liquid or solid materials, which can be applied on the surfaces of objects to form a protective, decorative or special-purpose solid film.
The coatings are composed of major and secondary film-forming materials, etc.. According to the major film-forming materials, the coatings can be divided into grease type, natural resin type, phenolic resin type, asphalt type, alkyd resin type, amino resin type, nitro type, vinylidene chloride resin type, alkene resin type, acrylate resin type, polyester resin type, epoxy resin type, polyurethane resin type, organic element type, rubber type, cellulose type and other film-forming material type coatings
Non-taxation products
Raw materials, semi-finished products, auxiliary materials, additive, etc. of the coatings, including but not limited to:
Resin (major film-forming materials of coatings), latex (one of the major film-forming materials of waterborne coatings, which is dispersed in water by emulgator), wax liquid (a kind of thixotropic agent for coatings, which thickens and orients the film), pigment dispersion (the pulp used for adjusting the color of coatings), mortar (mainly used for the pulp containing various mineral sands in exterior wall coatings), aluminum paste (mainly containing aluminum powder; the pulp used for the coatings with metal texture), curing agent (the substance, which can make the major film-forming materials solidified and filmed), thinner (the blended liquid, which can reduce the viscosity of coatings), emulgator (the additive, which can turn the resin into emulsion), thickener (the additive, which can increase the viscosity of coatings), plasticizer (the additive, which can increase the plasticity of film), bactericide (the additive, which can make the coatings resistant against mould and bacteria), film-forming agent (the additive, which can make the emulsion paint continuously form the film), drier (the additive, which can speed up the drying of the film and promote its solidification), polymerization inhibitor (the additive, which can postpone the reaction speed of coatings), dispersant (the additive, which can promote the stable presence of all coatings components in the solvent), defoaming agent (the additive, which can eliminate the foam during manufacture and construction of coatings), leveling agent (the additive, which can make the film surface smooth and even), paint remover (the additive, which can make the film effectively separate from substrate surfaces), antioxidant (the additive, which can postpone the corrosion effect of the oxygen in air to the film), anti-skinning agent (the additive, which can prevent the oxidation and skinning on the surface of coatings during storage), adhesion promoter (the additive, which can strengthen the adhesive force of film and substrate), effect promoter (the additive, which can form hammer marks, ripples, flaws, peels and other effects), zinc-plating additive (the additive, which can strengthen the anticorrosion capacity of coatings through cathodic protection), etc.
Products exempting from taxation and testing
Refer to the coatings containing less than 420 g/L (inclusive) of VOC content under the ready-to-use status, including waterborne coatings and solvent-free coatings.
(1) Waterborne coatings, including but not limited to the waterborne coatings listed in the “Attachment: Relevant VOC Standards on Waterborne Coatings”.
(2) Solvent-free coatings, including power coatings, solvent-free UV curing coatings, solvent-free polyester coatings, solvent-free epoxy coatings, and solvent-free polyurea coatings
VOC testing method for the products applied for tax exemption
According to the submitted sample, choose one of the following standards to test: (1) GB/T 23985—2009Paints and Varnishes - Determination of Volatile Organic Compound (VOC) Content-Difference
Methodor(2)GB/T 23986—2009Paints and Varnishes - Determination of Volatile Organic Compound (VOC) Content Gas
Chromatographic Method(3) The testing methods stipulated in the national or industry standards of coatings products

Windows of Knowledge
22 CHINA COATINGS
Hot Topics
Item Content
Deduction and refund of paid consumption tax
For coatings products, it is agreed to deduct the consumption tax, paid for raw materials or in imported products, from the consumption tax payable; to refund the consumption tax paid for the export of the imported or produced products
Collection of consumption tax on imported coatings
The collection of consumption tax on imported coatings only target to paint finish goods; raw materials and semi-finished products are not included in the collection range of consumption tax
Testing organizationsTesting organizations at the levels of province, municipality or above, and with VOC testing
capability and certification
Postponing period Six months of the postponing period are given; collection will start from August 1.
Attachment: Relevant VOC Standards on Waterborne CoatingsStandards Type of coatings
VOC limit /(g/L)
Testing method
GB 24410—2009Waterborne wood coatings
Coatings 300 Chromatography (water deducted)
Putty 60 g/kg Chromatography (water not deducted)
GB 18582—2008Interior wall coatings
Coatings 120 Chromatography (water deducted)
Putty 15 g/kg Chromatography (water not deducted)
GB 24408—2008Exterior wall coatings
Waterborne
Primer 120Chromatography (water deducted)
Topcoat 150
Putty 15 g/kgChromatography (water not deducted)
HG/T 4756—2014 Interior wall antifouling emulsion coatings Chromatography (water deducted)
HG/T 475—2014 Waterborne acrylic resin coatings Chromatography (water deducted)
HG/T 4759—2014 Waterborne epoxy anticorrosion coatings 200 Chromatography (water deducted)
HG/T 4760—2014 Waterborne dipcoatings Chromatography (water deducted)
HG/T 4761—2014 Waterborne polyurethane coatings Chromatography (water deducted)
HG/T 4570—2013 Waterborne automotive coatings 420Chromatography (water deducted), only stipulated in the range
HJ 2537—2014
Interior wall coatings
Topcoat (gloss≤10) 50
Chromatography (water deducted)
Topcoat (gloss>10) 80
Primer 50
Exterior wall coatings
Topcoat 100
Primer 80
Container coatings
Primer 200
Chromatography (water not deducted)
Surfacer, Topcoat 150
Road marking coatings 150
Anticorrosion coatings 80
Automotive coatings
75
100
150
Wood coatings
Varnish 80
Paint 70
GB/T 22374—2008
Waterborne Flooring Coatings 120Water measurement by Carle Fischer method (water deducted)
JC 1066—2008 Waterborne Building Waterproof Coatings 120 Chromatography (water deducted)
Continue
CHINA COATINGS

Windows of Knowledge
23 Vol. 02 No. 01, 2015
Energy-saving and Emission-reduction
Overviews on Advanced Technology of Energy Conservation and VOC Emission Reduction for Automobile Coating
Fucheng Yan(Axalta Coating Systems, Shanghai 201203, China)
Abstract: By summarizing several latest automobile coating technologies and the features of their applications, this thesis makes an overall introduction to the comprehensive investment, level of VOC emission and energy consumption, and the assessment results of environmental lifecycles. Meanwhile, it also provides some su-ggestions on the coating processes for different automobile coating projects and recommends related enterprises to replace their solventborne coating lines that generate high VOC emission with high solid coating systems.Keywords: High solid, Waterborne coatings, Primer-less process, 3C1B Process, Low VOC, Low carbon dioxide
0 ForewordAs an essential par t of energy consumption
and a major source of pollution, car body coating shoulders a compelling obligation of energy
conservation and emission reduction during the process of automobile manufacture. On this premise, many new coating technologies have been introduced and widely promoted in our country recently, such as solventborne high

Windows of Knowledge
24 CHINA COATINGS
Energy-saving and Emission-reduction
solid 3C1B/3-Wet coating system, waterborne primer-less coating technology, waterborne 3-Wet coating system and traditional waterborne coating technology. The successive adoption of these new technologies symbolizes that the technical level of China’s automobile coating technologies have marched into a forefront place in the world. However, many outdated coating lines with heavy pollution and high energy consumption still exist and operate. It is an urgent and social beneficial task for us to renovate those lines to achieve energy saving and VOC compliance[1-4].
1 Measures and Technical Trends for the Reduction of VOC Emission Adopted by Automobile Coating Businesses in China and Abroad1.1 Status Quo and Development Trends of the Coating Technologies in Overseas Automobile Industry
With nearly-simultaneous studies in waterborne automotive coatings and related industrial applica-tions, Europe and Nor th America enjoyed their research achievements in 1990s. By conversion from traditional medium solid solventborne coatings to traditional waterborne products, many automobile coating lines dramatically decreased their VOC emission. However, new problems soon was discovered as automotive companies involved noticed that their processes prolonged, investment was increased, operation windows narrowed, high energy consumptions and wastewater difficult to be treated. Therefore, many automobile factories started to develop new technical solution so as to reduce the costs and energy consumptions caused by traditional waterborne coating systems ever since 1995. Among all those solutions, the one with compressed coating lines and integrated coating processes turned to be the first choice.
Under such background, the primer-less process co-developed by Volkswagen Group and Axalta was put in to production in 2003 with all those standard processes (including primer spraying lines, flashing lines and primer baking lines) being eliminated. This new process shortened tradition waterborne automobile coating lines by 1/3, which consequently reduced related investment, energy consumption and manufacturing costs drastically, minimized coating times, eliminated primer sanding and spot repairing, and eventually improved the productivity. Defined as their global standard process by Volkswagen, the primer-less process made an influential technical progress in automobile coating industry out of itself. After that, many other automobile manufacturers such as Benz, BMW and Peugeot started to cooperate with Axalta and other leading coating suppliers to build their own compact coating processes. As a result, they also made great achievements in reducing energy consumption and related investment. Varying from one another, some of these European countries maintained operation of their traditional medium solid solventborne coating systems, some conver t to high solid solventborne coating system, and some changed into medium solid solventborne 3C1B coating systems. No matter how different they might be, it is obvious that these countries are endeavoring to make their coating industries more effective and more competitive. By optimizing coating pro-cesses and related technologies, they intended to reduce VOC emission, energy consumptions, investment and costs so as to keep their VOC emission compliant and a sustainable develop-ment.
When developing traditional waterborne coat-ing systems, automobile factories in Nor th

Windows of Knowledge
25 Vol. 02 No. 01, 2015
Energy-saving and Emission-reduction
America also endeavored to reduce VOC emission caused by solventborne systems via increasing solids content in related coatings. Consequently, they created the unique high solid solventborne coating systems. When applying such system, coating line could maintain a similar emission level as those waterborne systems could with only slight changes towards their traditional medium solid solventborne coating systems facilities. With broader operation window, less investment and lower energy consumption comparing with waterborne system, high solid system is widely applied by automobile coating businesses in Nor th America and covers a full series of high solid paints and varnishes. Some ultra-high solid clearcoat with 80% of the solid was developed. Based on this high solid technology, a high solid solventborne 3C1B coating system was commercialized. Besides, Ford also made comprehensive and detailed researches towards the environmental lifecycles of various coating systems. According to the findings of these researches, it was concluded that high solid solventborne 3C1B coating system is one of the most ideal solutions for the pursuit of comprehensive environmental benefits. Now, serving as a standard process of Ford Motor, this technology is promoted and applied on a global scale that covers Ford businesses in Europe, Pan-American regions, Africa and the Asia Pacific region. Together with the utilization
of new waste gas abatement system, related Ford factories could even lower down their VOC emission level at less than 10 g/m2 by adopting this high solid 3C1B coating process. Currently, though many Japanese, Korean and European automobile manufacturers in NA build their own coating lines in accordance with their global standard processes, still 40% of the automobile coating factories using high solid solventborne automotive coatings. Considering the fact that waterborne and solventborne coatings bear similar VOC emission level, the US government and relevant EP organizations did not force any enterprise to choose one or the other technology. And what those automotive companies really concern about is the finishing appearance and comprehensive energy consumption by adopting to which technical routes could achieve.
By adopting the same technologies routine as used by their European counterpar ts, related Japanese enterprises made great progress in developing and optimizing waterborne coatings. As a result, the waterborne 3C1B coating sys-tems developed is promoted and applied with-in Japanese automobile manufacturer s al l around the world. Contrarily, by referring to the experience of Europe and America, Koreans introduced both traditional waterborne coating systems and newly developed waterborne 3C1B ones as well as the coating systems prevalent in NA the high solids content[5].

Windows of Knowledge
26 CHINA COATINGS
Energy-saving and Emission-reduction
1.2 Status Quo and Development Trends of the Coating Technologies in Domestic Automobile Industry
Today’s boom of automobile industr y in China started from 1998 when the construction of automobi le coat ing l ines also enjoyed great prosperity. In 2005, the first traditional waterborne coating system in the country was put into production. Five years later, there were over 10 coating lines that were equipped with waterborne automotive coatings under operation. The production capacity of the coating lines built during this period has actually surpassed 15 million vehicles. However, for the decade from 2000 to 2010, most coating lines built in the country have adopted traditional medium and low solid solventborne coating systems. Although the traditional medium solid solventborne systems were adopted in production, a few of these production lines were originally built in accordance with the specifications of waterborne systems. In this case, these coating lines could be easily changed into waterborne systems with slight adjustments in a short period of switch time.
For those coating lines newly built after 2010, many advanced coating technologies have been adopted such as waterborne primer-less system, high solid 3C1B system, waterborne 3C1B sys-tem, waterborne compact coating process and traditional waterborne coating systems. After
the establishment of Administrative Rules for the Access of Passenger Vehicle Manufacturers and the Products by the Ministry of Industry and Information Technology, all the new coating lines being planned and built have adopted to waterborne coating systems. Technical routes and process levels of these coating lines have actually become the collection of most advanced technologies in the world. It is expected that 20 production lines equipped with advanced compact coating processes will be built till the end of 2015. Meanwhile, Over 50 coating lines will adopt waterborne paints and create a capacity of ten millions of vehicles. By introducing latest technological routes, these coating lines would drastically reduce the emission rate of VOC and the level of energy consumption. Now acting as the consensus of automobile coating industry in China, reducing related investment, land occupation, energy consumption and VOC emission by adopting various compact coating processes would become a technical direction for automobile coating businesses in quite a long period.
Table 1 concludes the coating processes set by many global automobile groups as their standard processes. When building new coating lines or transforming those old ones, these corporations would also refer to their own standard processes.
Table 1 The application of compact automobile coating processes
Coating system Automobile Group
Solventborne 3C1B Ford, Mazda,Geely,Changan, Brilliance Auto
Waterborne 3C1BFord, GM, Toyota, BMW, Hyundai Motor, Nissan, Mercedes Benz, Audi, Volkswagen Group, Peugeot, Renault, Honda
Waterborne Primer-free Volkswagen Group, Fiat, BMW, Peugeot, FAW, JAC
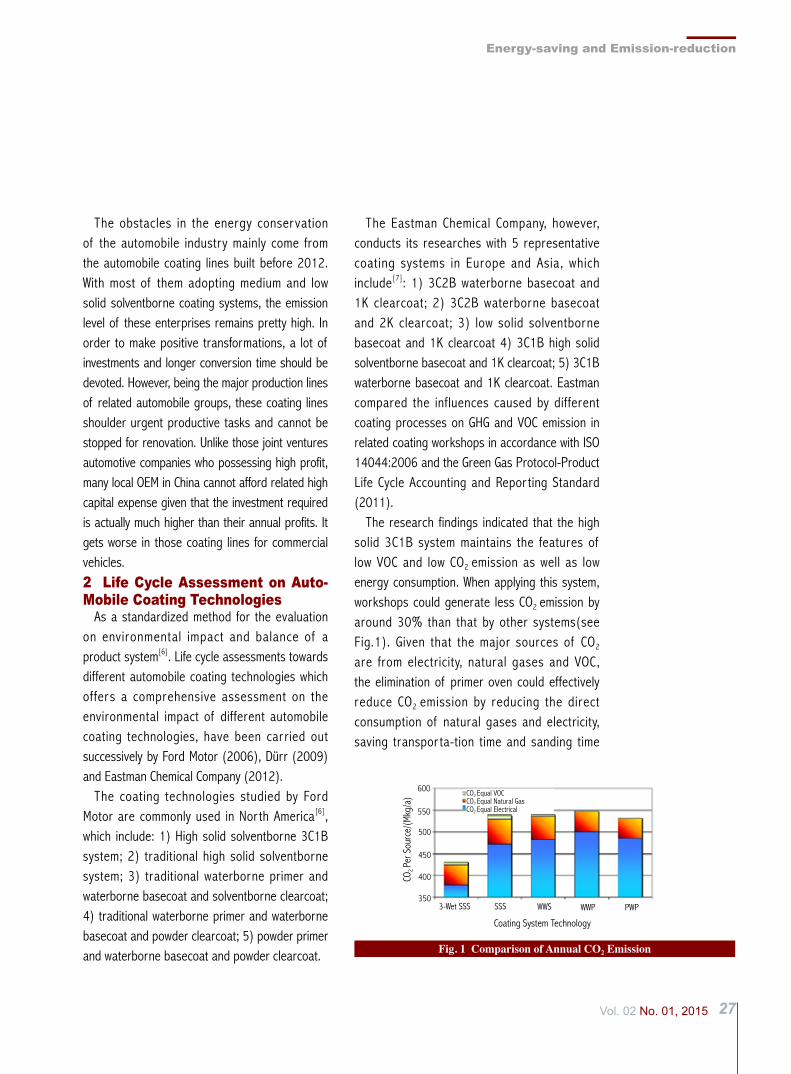
Windows of Knowledge
27 Vol. 02 No. 01, 2015
Energy-saving and Emission-reduction
The obstacles in the energy conser vation of the automobile industry mainly come from the automobile coating lines built before 2012. With most of them adopting medium and low solid solventborne coating systems, the emission level of these enterprises remains pretty high. In order to make positive transformations, a lot of investments and longer conversion time should be devoted. However, being the major production lines of related automobile groups, these coating lines shoulder urgent productive tasks and cannot be stopped for renovation. Unlike those joint ventures automotive companies who possessing high profit, many local OEM in China cannot afford related high capital expense given that the investment required is actually much higher than their annual profits. It gets worse in those coating lines for commercial vehicles. 2 Life Cycle Assessment on Auto-Mobile Coating Technologies
As a standardized method for the evaluation on environmental impact and balance of a product system[6]. Life cycle assessments towards different automobile coating technologies which offers a comprehensive assessment on the environmental impact of different automobile coating technologies, have been carried out successively by Ford Motor (2006), Dürr (2009) and Eastman Chemical Company (2012).
The coating technologies studied by Ford Motor are commonly used in Nor th America[6], which include: 1) High solid solventborne 3C1B system; 2) traditional high solid solventborne system; 3) traditional waterborne primer and waterborne basecoat and solventborne clearcoat; 4) traditional waterborne primer and waterborne basecoat and powder clearcoat; 5) powder primer and waterborne basecoat and powder clearcoat.
The Eastman Chemical Company, however, conducts its researches with 5 representative coating systems in Europe and Asia, which include[7]: 1) 3C2B waterborne basecoat and 1K clearcoat; 2) 3C2B waterborne basecoat and 2K clearcoat; 3) low solid solventborne basecoat and 1K clearcoat 4) 3C1B high solid solventborne basecoat and 1K clearcoat; 5) 3C1B waterborne basecoat and 1K clearcoat. Eastman compared the influences caused by different coating processes on GHG and VOC emission in related coating workshops in accordance with ISO 14044:2006 and the Green Gas Protocol-Product Life Cycle Accounting and Repor ting Standard (2011).
The research findings indicated that the high solid 3C1B system maintains the features of low VOC and low CO2 emission as well as low energy consumption. When applying this system, workshops could generate less CO2 emission by around 30% than that by other systems(see Fig.1). Given that the major sources of CO2 are from electricity, natural gases and VOC, the elimination of primer oven could effectively reduce CO2 emission by reducing the direct consumption of natural gases and electricity, saving transpor ta-tion time and sanding time
600 CO2 Equal VOCCO2 Equal Natural GasCO2 Equal Electrical550
500
450
400
3503-Wet SSS SSS
Coating System Technology
CO2 Pe
r Sou
rce/
(Mkg
/a)
WWP PWP WWS
Fig. 1 Comparison of Annual CO2 Emission

Windows of Knowledge
28 CHINA COATINGS
Energy-saving and Emission-reduction
areas. High solid 3C1Bsystem maintain low sensitivity
towards operation environment. Unlike waterborne coatings, solventborne high solid 3C1B system does not need narrow environmental requirements in the spray booth, which would definitely save abundant of energy originally used for environment control (see Fig. 2). Besides, the CO2
emission by this high solid 3C1B system is 35%
35.0VOC
VOC/
(g/m
3 )
30.0
25.020.0
15.0
10.05.0
0.0
3C2B-WB, 1K CC3C2B-WB, 2K CC
3C2B-LS SB, 1K CC
3C1B-HS SB, 1K CC3C1B-WB, 1K CC
Fig. 3 VOC Emission Rate of Different Coating Systems Fig.4 GHG Emission Rate of Different Coating Systems
450
3C2B-WB, 1K CC
3C2B-WB, 2K CC
3C2B-LS SB, 1K CC
3C1B-HS SB, 1K CC
3C1B-WB, 1K CC
400350300350200150100500Em
issio
n/(k
g CO
2/Car
)
Carbon Footprint for OEM Auto Coatings
368
4744
4443
291242
336320321
52364
388
286324
Paint materials Paint Shop PE-GaBi Benchr
Fig. 2 Comparison of CO2 Emission in Different Processing Scenario
50 000Abatement
OvensHested Flash
Booth Airflow
45 000
40 000
35 000
30 000
25 000
20 000Waterborne Solvent
Processing Scenario
3-Wet Solvent
CO2 M
etric
/(t/a
)
less than that of those waterborne coatings.
2.2 Research Findings of Eastman Che-mical Company(7)
1)When equipped with solvent recover y and waste gas abatement system, the high solid solventborne technology could achieve similar VOC emission level as those waterborne technologies(see Fig.3).
2)In terms of GHG emission, the high solid solventborne 3C1B technology even performs better than those waterborne technologies (see
Fig. 4).SB and WB compact process each maintains
its own advantages and neither of them requires the primer bake oven (though the 3C1B-WB-2K technology demands for a heating flash area). When compared with medium and low solid SB 3C2B process, these compact processes also possess additional advantage, namely, they would reduce the overall length of the coating lines.
The advantages of high solid solventborne 3C1B technology also manifested in the CO2
emission per car(see Fig.5).By decreasing the CO2 emission by 25%, the high solid solventborne technology could reduce the consumption of electricity and natural gases. Considering that most of the electric power provided in China is generated by burning coals, this technology would indirectly reduce the negative influences to the atmosphere caused by coal burning.
Though conducted independent ly, the researches of Ford Motor and Eastman Chemical Company reached similar conclusions, that is, the high solid solventborne 3C1B system is the most energy-efficient process with lowest GHG emission in existing automobile coating systems. In those coating factories which are equipped with solvent recovery and waste gas abatement system, the high solid solventborne technology

Windows of Knowledge
29 Vol. 02 No. 01, 2015
Energy-saving and Emission-reduction
Fig. 5 Comparison of CO2 Emission Per Car
3C2B-WB, 1K CC
3C2B-WB, 2K CC
3C2B-LS SB, 1K CC
3C1B-HS SB, 1K CC
3C1B-WB, 1K CC
400
300
200
100
0Emiss
ion(
kg C
O 2/C
ar)
Carbon Footprint by Emission Type(Biw-to-gate, excluding materials)
321
164 166 164114
147
150 147 151
109137
320 336
242291
Abated VOCElectricity Natural Gas
even maintains similar VOC emission level as those waterborne technologies. 3 Applications of High Solid Solvent-borne 3C1B and 2C1B Coating Sys-tems in China3.1 Shortening Coating Lines, Reducing Equipment Investment and Saving Process Time with High Solid Solventborne 3C1B and 2C1B Coating Systems
When compared with those coating lines equipped with traditional medium and low solid solventborne 3C2B technologies, production lines
with the high solid solventborne 3C1B technology have eliminated primer baking, sanding and related sections, and simplified relevant pro-cesses. It is estimated that this technology could reduce investments on workshop areas and equipment by 10%-15%. In addition, it could also shorten the process time of automobile coating business by 90 minutes. And for those high solid solventborne 2C1B production lines with solid color (does not contain special-effect pigments) topcoat, the process would be simplified. 3.2 Reducing VOC Emission and Saving Energy with High Solid Solventborne 3C1B and 2C1B Coating Systems
According to the common findings of Ford’s and EMN’s LCA researches on coating technologies, by adopting high solid solventborne 3C1B coating system, VOC emission and save energy can be reduced. In order to make the system’s low VOC emission theory acceptable, we would measure the VOC emission rate in a unit area of solid color coatings and metallic paints with medium solid solventborne 3C2B pigmented paint being the benchmark. For detail results, see Table 2 below.
Table 2 Comparisons between the VOC Emissions of Different Coating Systems
Coating system (solid color)
Solids content in the applied colored paint/%
Coating consumption for specific film thickness/g
Solvent content /%
Emission of solvent substances in applied colored paint/g
SB medium and low solid 3C2B
30 100 70 70.00
WB coating systems 30 100 13 13.00
SB high solid 3C1B 70 43 30 12.86
Coating system (metalized coatings)
Solids content in the applied colored paint/%
Coating consumption for specific film thickness/g
Solvent content /%
The emission of solvent substances in applied colored paint/g
SB medium and low solid 3C2B
18 100 84 84.00
WB coating systems 20 90 13 11.70
SB high solid 3C1B 50 36 50 18.00

Windows of Knowledge
30 CHINA COATINGS
Energy-saving and Emission-reduction
Under the same film thickness, the amount of high solid basecoat being used is quite low(see Table 2). Considering the high solid content in the paint, the solvent included in related paints remains limited. As an overall view, the high solid basecoat can maintain similar VOC emission level as those waterborne products.3.3 Reducing the Unit Consumption of Coatings and Auxiliary Materials with High Solid Solventborne 3C1B and 2C1B Coating Systems
Since it has effectively increased the solids content, the high solid 3C1B coating system could reduce unit consumption of coatings when being used, especially when sprayed by a robot. When compared with traditional coatings, the unit consumption of the system could be reduced by 40%-50%. Besides, since the system does not demand for any field dilution, the consumption of diluents would also be cut down. Meanwhile, the elimination of primer oven would also result in the reduction of filter cotton consumption, equipment
maintenance and related materials and manual work. By eliminating primer process, investments on relevant materials and manual work would also be reduced. Besides, the processes of primer and wet-on-wet topcoat would also improve first-pass rate, save materials and energy as well as improve capacity and productivity. 4 Applications of Waterborne Primer-less Coating Systems in China4.1 Reducing Equipment Investment and Saving Process Time with Waterborne Primer-less Coating System
When compared with the traditional waterborne coatings, waterborne primer-less coating system has the following characters:
▪ The primer-less process eliminated the need for primer spray booth, related baking oven and sanding areas.
▪ In terms of material selection, the primer-less basecoat chooses 2K system in the first spray station and introduces a hardener for basecoat.
▪ Basecoat in the second spray station and the interior spraying maintains 1K system.
▪ The solid color basecoat adopts one time spraying process.
▪ The basecoat in the second spray station remains the same as that that in the first spray station except for several high penetrating colors. 4.2 Reducing VOC Emission and Saving Energy with Waterborne Primer-less Coating System
As a kind of waterborne coating without primer, this system contains very limited solvent. Hence, the varnishes and some cleaning solvent in the system remain to be the major contributors of VOC emission. It is calculated that by adopting this waterborne primer-less system, the emission rate

Windows of Knowledge
31 Vol. 02 No. 01, 2015
Energy-saving and Emission-reduction
of VOC could reach 20 g/m2 if not treated via a waste gas abatement system.
By eliminating the entire primer coating line, there is no need to use those energy-intensive facilities such as spray booths with controlled temperature and humidity, hot-air flash lines and baking ovens. Accordingly, this would reduce related energy consumption drastically and serve as the drive for many European manufacturers to alter their coating lines from traditional waterborne ones to WB primer-less processes. 4.3 Reducing the Unit Consumption of Coatings and Auxiliary Materials with Waterborne Primer-less Coating System
Owing to the elimination of primer, the WB primer-less system enjoys the reduction of unit consumption on coatings and cleaning solvent. Since the system does not demand for any field dilution, the consumption of deionized water and diluents would also be cut down. Without primer spray booths, baking ovens and sanding lines, the system would also reduce expenditures on maintenance-related materials and manual work. By cancelling the primer process, this system could also improve first-pass rate (since topcoat could be directly applied after the E-coat), save materials and energy as well as improve capacity and productivity.
Considering its advantages of reducing the VOC emission rate by 70%, CO2 emission rate 30%, related investment by 20% and operation coats by 20%, WB primer-less process is one of the most environmentally friendly automobile coating processes.
Adopted by nearly 20 productive automobile factories in just a few years, the primer-less WB process proves its popularity and advantages. Stable operations, beautiful appearance and high quality, all these characteristics ensure the outstanding outcomes of environmental protection and efficiency. Hence, this WB primer-less process is widely adopted by an increasing number of automobile manufacturers.
5 ConclusionThe development of laws and regulations should be based on
rigorous argumentations and the latest research findings at home and abroad. As we focus on the emission reduction of VOC, equal

Windows of Knowledge
32 CHINA COATINGS
Energy-saving and Emission-reduction
attentions should also be given to energy con-sumption and CO2 emission. Besides, we should also evaluate the environmental impacts and comprehensive balance of a product system with reference to standardized methods such as life cycle assessment. The author here suggests the government to gradually put emphases on the setting of standards and limitations and make ultimate objectives clear and definite, while return the option of coating technologies to related automobile enterprises so as to stimulate their innovative impetus and sense of environmental responsibility.
For waterborne coating lines and those trans-forming projects from medium and low solid sol-ventborne production lines to waterborne ones, the author suggest enterprises to choose WB primer-less coating processes so as to save investment and achieve the lowest VOC emission.
In order to convert medium and low solid solvent-borne production line in to waterborne one, related enterprises have to put higher investment on equipment and increase the installed capacity of electric system. All these efforts require long-term production halts and transformation with an equal difficulty as rebuilding new coating workshops. According to the research data and actual application findings afore mentioned, we noticed that the high solid solventborne coating process also maintains the advantages of energy conservation and emission reduction as well as similar VOC emission rate as those
waterborne coatings could. Given its relatively lower requirements on facility environment and less transforming effor ts from the medium and lower solid solventborne ones, it is a right efficient alternative solution for those domestic enterprises who intend to convert their old coating lines for meeting related regulations.
References [1] Ministry of Industry and Information Technology of the RPC. Administrative Rules for the Access of Passenger Vehicle Manufacturers and the Products [Z].2011-11-04[2] Ministry of Environmental Protection, the Develop-ment and Reform Commission of the RPC Ministry of Finance. The 12th Five-Year Plan on the Prevention and Control of Air Pollution in Major Regions [Z]. 2012-09[3] GB 24409—2009, Limit of Harmful Substances of Automobile Coatings[S]. Beijing, 2009-09-30[4] XICHUN WANG. VOC Pollution in Automobile Coating Industry and Related Prevention and Treatment[G]//The second series of collected works of Xichun Wang, Automobile Coatings and Coating Materials. 2011-06[5] XICHUN WANG. Discussion on VOC Decrease and Energy Conservation and Pollutant Emission Reduction in Industrial Paint Work[G]//the second series of collected works of Xichun Wang, Automobile Coatings and Coating Materials. 2011-06[6] Ford Motor Company. Report in SurCar Annual Meeting 2009[R] [7] Eastman Chemical Company. Report in SurCar Annual Meeting 2014[R]
CHINA COATINGS

Windows of Knowledge
33 Vol. 02 No. 01, 2015
Energy-saving and Emission-reduction
Environmental Life Cycle Assessment of OEM Automotive Paint Shop Technologies
Environmental Life Cycle Assessment of OEM Automotive Paint Shop Technologies
Abstract: Life Cycle Assessment (LCA) is a standardized methodology for assessing the environmental impacts and trade-offs for product systems. Eastman Chemical Company completed a “cradle-to-painted car” LCA study comparing the greenhouse gas (GHG) impacts and volatile or-ganic compound (VOC) emission performance of five representative Original Equipment Manufac-turer (OEM) automotive paint shop configurations. Paint shop data was provided by IHS. The config-urations included: 1) three-coat two- bake (3C2B) waterborne (WB) basecoat with 1K clearcoat; 2) 3C2B WB basecoat with 2K clearcoat; 3) low sol-ids solventborne basecoat with 1K clearcoat; 4) three-coat one-bake (3C1B) high solids solvent-borne basecoat with 1K clearcoat; and 5) 3C1B WB basecoat with 1K clearcoat. The goal of this study was to compare general classes of tech-nologies to assist in understanding and decision
C. Jason Pierce, Josh Seeley
making. The study concludes that the 3C1B high solids solventborne process can achieve the low-est GHG impacts while meeting current European VOC emission limits of 35 g/m2. However, if OEM’s choose to not use VOC emission abatement in some regions of the world, then WB technologies are required in order to meet the 35 g/m2 limit. This study suppor ts an attractive sustainability position for high solids solventborne technology and is recommended for consideration by policy-makers and stakeholders.Keywords: Life cycle assessment, LCA, Paint shop, Automotive, Greenhouse gas, GHG
Introduction
BackgroundSustainability has emerged as a key issue
across the globe. While the specific interpreta-

Windows of Knowledge
34 CHINA COATINGS
Energy-saving and Emission-reduction
tions and implications are complex and can vary among stakeholders, most agree that sustainabil-ity entails creating value through environmental stewardship, social responsibility, and economic growth-both now and for future generations. Sus-tainability includes making balanced choices and pursuing solutions that are best for communities, countries, businesses, and the world. Rigorous tools such as life cycle assessment (LCA) are vital to generate insights and promote a more holistic understanding of environmental benefits, bur-dens, and trade-offs. Life cycle approaches can be helpful to decisionmakers and stakeholders at all levels.
Automotive paint shop operations at Original Equipment Manufacturers (OEMs) around the world have experienced significant regulatory changes[1] in the past 30 years. The environmen-tal debate originally focused on volatile organic compound (VOC) emissions and associated air quality issues. Regulations were enacted in many regions to control VOC emissions; while the technology to meet the performance standards was left open. European OEM’s implemented waterborne (WB) basecoat technology as an al-ternative to conventional low solids solventborne (LSSB) technology in order to help meet the increasingly stringent VOC standards. Individual paint shop facilities differ in the degree to which VOC abatement technologies, such as regenera-tive thermal oxidation, are required to meet local air quality regulations. WB basecoat technology has helped some facilities reduce or eliminate the need for abatement[2-3].
In more recent years, modern paint shops be-gan moving towards compact paint processes - available in high solids solventborne (HSSB) and WB configurations. Compact paint processes are
claimed to provide significant reductions in en-ergy consumption relative to conventional SB and WB processes.
China is currently a focal point for tremendous growth potential in automobile manufacturing. The regulatory situation for Chinese OEM paint shops changed significantly in 2012 when the Ministry of Industry and Information Technology (MIIT) en-acted regulations that require WB base coat tech-nology for all new passenger car paint shops[4]. In 2013, the National Development Reform Com-mission (NDRC) discussed national VOC limits on paint shops emissions. Both the limits and the approach were similar to the European position of setting emission limits without mandating tech-nology. It is possible that the Chinese emission limits may develop to be stricter than the current European limit[5] of 35 g VOC/m2. Growing public concern over environmental issues in China is a major issue. The most prominent environmental issues for paint shops are typically VOC emissions (which impact local smog and odor) and energy consumption (which impacts greenhouse gas emissions, and natural resource consumption- including both energy and water resources).
LCA is a tool well-suited to assessing such envi-ronmental issues for different paint shop technol-ogy options. Ford Motor Company[6], BASF[7], and Dürr have presented LCA results in recent years which maintain that HSSB technologies can meet modern VOC regulations with decreased energy usage and greenhouse gas (GHG) impact as compared to WB technologies. In an effort to gain further insights and corroborate previous indus-try studies, Eastman sponsored an independent LCA study comparing the relative environmental performance of five prominent OEM auto paint shop configurations.

Windows of Knowledge
35 Vol. 02 No. 01, 2015
Energy-saving and Emission-reduction
Automotive Paint and Paint Shop BasicsThe basics of paint shop technologies are sum-
marized here for the sake of readers who may not be familiar with the topic.
The uncoated welded body of a car, including the doors, hood, and deck or trunk lid, is called a body-in- white (BiW) or shell body. The BiW has not received any trim, chassis, or drivetrain com-ponents and is conveyed from the welding shop to the paint shop to first be cleaned to remove dirt, oil, and other contaminants, and finally to be coated or painted.
A conventional automotive coating consists of four layers: electrocoat, primer (a.k.a. surfacer),
basecoat, and clearcoat. Each layer serves a purpose as indicated in Fig. 1 and each has unique formulations. For example, the basecoat formulation consists of solvent, resins, rheology modifiers, pigments, and other additives. Solvent can include organics and/or water. One should note that current WB coatings do contain at least some organic solvents with typical solvent con-tent ranging from 10%-16%[8] by weight in a WB basecoat formulation. The primer and basecoat layers may be either SB or WB. The vast majority of clearcoats are currently SB, and are available in 1K or 2K resin chemistries.
Fig. 1 Automotive Paint Basics
Throughout this report LSSB refers to SB basecoat paints with less than 30% solids. HSSB refers to SB basecoat paints with greater than 40% solids and WBBC refers to WB basecoat paints that are typically 18%-24% solids[8]. For the clearcoats, the terminology 1K and 2K is common within the automotive industry. The 1K clearcoats are typically materials that can be shipped to the au-
tomotive OEM with both resin and cross-linker in formulation. While the 2K clearcoats typically refer to a coating system where the resin and cross-linker must be shipped separately, and are only mixed together when ready to be applied to the car body. A typical example of a 2K system is a hydroxyl functional resin reacted with a polyisocy-anate to form a urethane cross-linked coating[8].
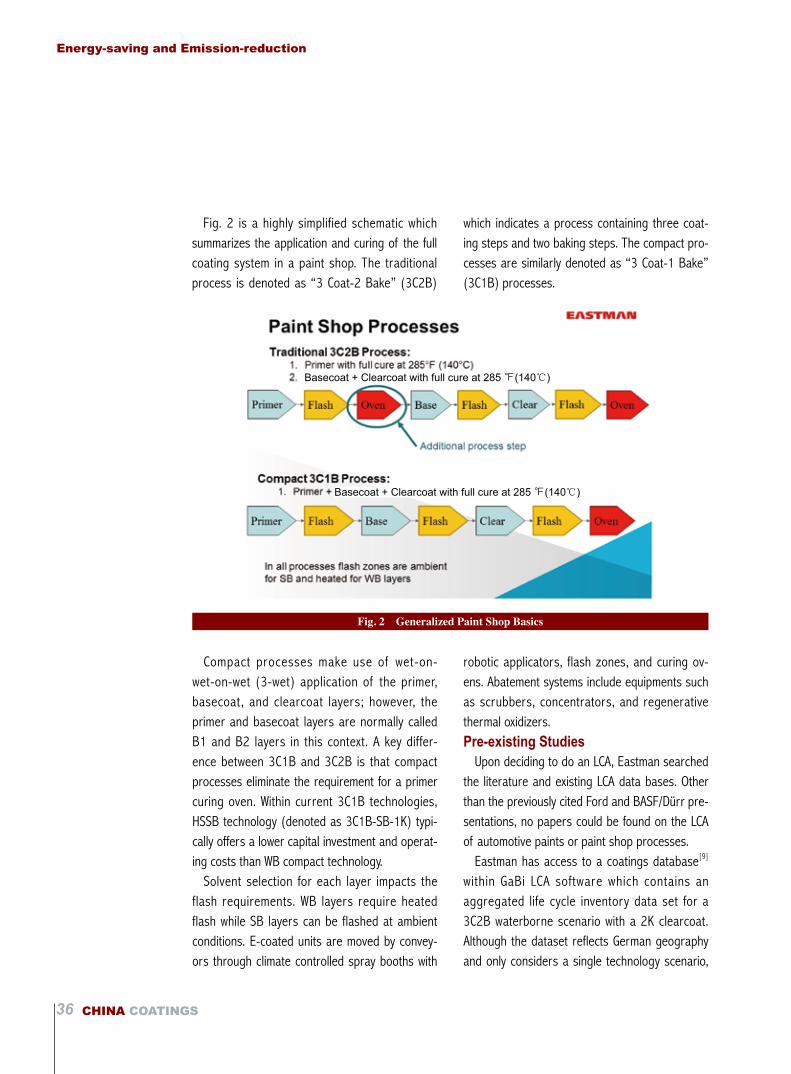
Windows of Knowledge
36 CHINA COATINGS
Energy-saving and Emission-reduction
Fig. 2 Generalized Paint Shop Basics
Basecoat + Clearcoat with full cure at 285 ℉(140℃)
Basecoat + Clearcoat with full cure at 285 ℉(140℃)
Fig. 2 is a highly simplified schematic which summarizes the application and curing of the full coating system in a paint shop. The traditional process is denoted as “3 Coat-2 Bake” (3C2B)
which indicates a process containing three coat-ing steps and two baking steps. The compact pro-cesses are similarly denoted as “3 Coat-1 Bake” (3C1B) processes.
Compact processes make use of wet-on-wet-on-wet (3-wet) application of the primer, basecoat, and clearcoat layers; however, the primer and basecoat layers are normally called B1 and B2 layers in this context. A key differ-ence between 3C1B and 3C2B is that compact processes eliminate the requirement for a primer curing oven. Within current 3C1B technologies, HSSB technology (denoted as 3C1B-SB-1K) typi-cally offers a lower capital investment and operat-ing costs than WB compact technology.
Solvent selection for each layer impacts the flash requirements. WB layers require heated flash while SB layers can be flashed at ambient conditions. E-coated units are moved by convey-ors through climate controlled spray booths with
robotic applicators, flash zones, and curing ov-ens. Abatement systems include equipments such as scrubbers, concentrators, and regenerative thermal oxidizers.Pre-existing Studies
Upon deciding to do an LCA, Eastman searched the literature and existing LCA data bases. Other than the previously cited Ford and BASF/Dürr pre-sentations, no papers could be found on the LCA of automotive paints or paint shop processes.
Eastman has access to a coatings database[9] within GaBi LCA software which contains an aggregated life cycle inventory data set for a 3C2B waterborne scenario with a 2K clearcoat. Although the dataset reflects German geography and only considers a single technology scenario,

Windows of Knowledge
37 Vol. 02 No. 01, 2015
Energy-saving and Emission-reduction
it provides an approximate benchmark.In addition, the National Center for Manufactur-
ing Sciences (NCMS) has published[10] an Excel based LCA tool called “Coatings Counselor”. The project was funded by a US EPA grant and had par ticipation by automotive OEM’s along with suppliers and academics. The Excel model is de-signed to calculate cradle-to-gate GHG and VOC inventories for auto OEM paint shops. The tool has a robust architecture but it is mostly popu-lated with placeholder data.
Lack of quality data was the main hurdle for Eastman in conducting an LCA, so Eastman con-tracted IHS Automotive Industry Solutions as a consultant to provide representative industry data. The IHS data was compiled into an Excel spreadsheet upon which Eastman added LCA cal-culations for GHG and VOC.
ObjectivesGoal and Scope
The goal of the Eastman study was to complete an independent life cycle assessment of OEM automotive coatings with a focus on the relative differences between five technology systems in terms of GHG impacts and VOC emissions. The choice of basecoat technology was a key variable among the technology options. The technolo-gies under study represent the major technolo-gies commercially available in 2013. The goal of this study was to compare general classes of technologies to assist in understanding and deci-sion making. The study is not intended to make detailed comparisons between specific vendors, OEM’s, or technology providers. The reasons for conducting the study were to inform Eastman strategy, to better understand the differences be-tween technologies, and to communicate insights
with external partners and stakeholders.The system under study was the production of
coating materials and their application to a stan-dard automobile surface. The boundary of the life cycle was cradle-to-finished car coating, which includes the production of raw materials, formula-tion of paint, and the application and curing of coatings in the paint shop. The manufacturing life cycle of the substrate (uncoated body-in-white car unit) is not included. The scope only includes the coating system and associated operations. The paint shop boundaries include all auxiliary systems such as paint kitchen, manual zones, ventilation systems, etc.. Abatement systems reflect typical designs as recommended by IHS Automotive. Waste treatment is included except where noted. Paint shop fugitive emissions are included. SB purge solvents (used for rinsing, cleaning, etc.) are assumed to be reclaimed in a closed loop system. The off-site third par ty solvent reclamation process is excluded from the scope of the study due to lack of data and small quantity of purge solvent consumed per car (purge solvents are mostly used during material changes). The study aims to evaluate representa-tive configurations for each scenario; however, it is not intended to reflect any exact OEM or sup-plier design preferences or technologies.
For VOC analysis, the scope is limited to the paint shop only (i.e. gate-to-gate). This is due to the desire to compare paint shop VOC emissions to potential regulatory limits.
The five scenarios investigated are shown in Table 1. The system boundaries used for the as-sessment are depicted in Fig. 3.Functional Unit and Design Basis
The functional unit of this study is one coated car body with the surface areas as shown in Table

Windows of Knowledge
38 CHINA COATINGS
Energy-saving and Emission-reduction
Fig. 3 System Boundaries
2. Each layer of coating is applied to a specific surface area. The car is assumed to be a compact class C passenger vehicle (i.e. Ford Focus, Honda Civic, or equivalent) with its standard coating ap-pearance and functional quality requirements. Each scenario is designed to meet these function-al requirements. The coating functional require-ments for a class C vehicle coating are equivalent
Table 1 Technology Scenarios
Abbreviation Description
3C2B-WB-1K Conventional WB basecoat with 1K clearcoat
3C2B-WB-2K Conventional WB basecoat with 2K clearcoat
3C2B-LSSB-1K Conventional low solids SB basecoat with 1K clearcoat
3C1B-SB-1K Compact high solids SB with 1K clear coat
3C1B-WB-1K Compact wet-on-wet WB basecoat with 1K clearcoat
across all scenarios according to IHS.
Table 2 Surface Area Basis
Area Ft2 m2
Body surface area (electrocoat) 1 050 97.5
Body exterior paint area (primer) 350 32.5
Body exterior paint area (topcoat) 318 29.5

Windows of Knowledge
39 Vol. 02 No. 01, 2015
Energy-saving and Emission-reduction
Each scenario assumes a world class produc-tion facility having an output of 250 000 vehicles per year with 2 shift production. All scenarios as-sume greenfield installation in Chongqing, China using state-of-the-art technology representative of paint shops installed between 2005 and 2013. IHS and Eastman made a best effort to normal-ize potential OEM-specific design variable (e.g. preferences, elevations, climates, etc.) in order to make a direct comparison between technologies.
ApproachLCA Standards
The following LCA standards were used to guide this study
• ISO 14044:2006 • GHG Protocol Product Life Cycle Accounting
and Reporting Standard (2011)
Data Collection and Quality Data collection was a collaborative effor t be-
tween Eastman and IHS. Eastman Coatings Tech-nology staff developed model paint formulations based on literature sources and technical exper-tise. IHS utilized capabilities from their Automotive and Chemicals teams and worked with carmakers, paint shop finishing suppliers, automotive coat-ings suppliers, automation and manufacturing suppliers, emissions experts, and public domain sources (permits, etc.) to collect representative paint shop data and to validate the model paint formulations supplied by Eastman. The data set was scrutinized and refined through multiple rounds of verification and revision. The quality of the data is believed to be very high and repre-sentative of current industry practices.
Cradle-to-gate GHG impact data on the ingre-dients used to manufacture paints was collected from databases available through GaBi software. These mostly rely on data from PE-GaBi 2011 and Ecoinvent 2.2 databases. LCA data on cellulose acetate butyrate, EEP, glycol ethers, isophthalic acid, MIBK, butanol, neopentyl glycol, and butyl acetate are from pre-existing Eastman LCA stud-ies. In some cases, particularly for resins, it was necessary to use proxies based on engineering
judgment. Energy usage for grinding and mixing ingredi-
ents during paint formulation was collected from NCMS Coatings Counselor as provided by the American Coatings Association.
Completeness Eastman strives for inclusion of all relevant
flows in LCA studies. For the sake of feasibility it is sometimes necessary to exclude flows that are insignificant. It is estimated that at least 95% of the mass inputs are included. The GWP results of this study are dominated by electricity and natural gas consumption in the paint shop, which are fully included. The excluded materials and services, in addition to being insignificant contributors to GWP impact and VOC emission, are reasonably assumed to be equivalent between the five paint shop technologies. Thus they do not impact the relative comparison per the goal of this study. Excluded materials and services include:
• Supply & disposal of consumable items (such as filters, booth chemicals, containers, etc.)
• Paint shop wastewater treatment • Transportation of materials to paint shop and
formulators • Disposition of paint sludge (Paint sludge may
be landfilled or sold as a byproduct depending on market demand, either way it is expected to have comparable and minimal impacts among the scenarios studied.)
• Infrastructure and capital goods
Allocation No allocation was performed in this study. Some
source data was collected from published life cycle inventory databases (such as ecoinvent and PE-GaBi) and was accepted as published.
(To be continued)
CHINA COATINGS

Windows of Knowledge
40 CHINA COATINGS
International Focus
The Global Coatings Industry: the Best is Yet to Come!
Senior Managers in the International Coatings Industry Upbeat about the FutureDifferent models of corporate ownership, growth markets and sustainability were substantive themes at the 2015 Coat-
ings Summit. Senior executives from the global coatings industry agreed that it was an attractive industry which offered huge promise - especially in high-growth markets - and plenty of opportunities.
The seventh incarnation of the 2015 Coatings Summit, held in Miami, USA, was a unique opportunity for senior executives from the international coatings industry to discuss strategies, trends and the prospects for the industry. The one-and-a-half-day programme was packed with expert presentations by leading international paint makers. In the first presentation to the conference, Chuck Bunch, Chairman & CEO of PPG Industries summed it all up when he said: “The paint industry is an attractive industry whose best days are still ahead.” Over the last 10 years, five very large paint makers (PPG, Akzo Nobel, Sherwin-Williams, Valspar and RPM) recorded 9.2% growth - the highest rate anywhere in the value chain. In the corridors, too, the word was that the paints and coatings industry was satisfied with current business success and was looking forward to the future with confidence.Strong Management Ensures Success, Regardless of the Ownership Model
A key area of the conference programme was various ownership models. From private equity, to public limited companies and foundations through to family-run businesses – the success stories were in plentiful supply. Charles Shaver, Chairman and CEO of Axalta Coatings system spoke, for instance, about the strategic implications of private equity in the coatings industry. “The coatings industry will continue to appeal to these investors,” he said. Pierre-Yves Julien, Managing Director of Hempel Group, discussed a completely different ownership model. This company was held solely by the Hempel Foundation, which was set up in 1948. While this ownership model was both a chal-lenge and an opportunity, he said, it was at the same time also very successful. In 2014, the Hempel Group gener-ated earnings of 200 million euros (EBITDA). For his part, Peka Rantamäki, Managing Director of Teknos, showed that a family-run SME could be successful on the global stage, too. “Creative, sustainable and fair” was the company philosophy driving the company’s growth and bringing in earnings of 40 million euros (EBITD). Opportunities Abound
Rantamäki traced the company’s gradual growth over the years. Until roughly the mid-1990s, the company fo-cused very much on the Scandinavian markets, before slowly spreading out into neighbouring European countries, from where it gradually conquered the rapidly growing markets, too. Today Teknos had locations in India, Russia and China, and elsewhere, he added. But these countries were not the only ones where growth was predicted in the years ahead. Chuck Bunch gave his expected growth rates for the period 2013-2018. Growth would occur across all regions (Asia Pacific 7%, Latin America 6%, Middle East and Africa 6%, 3% US and Canada, Europe 3%), he said.

Windows of Knowledge
41 Vol. 02 No. 01, 2015
International Focus
Naturally, China featured on the conference agenda as well. Shuchau Cao, Managing Director of Carpoly Chemi-cal Group, whose 510 000 metric ton production volume makes it the largest Chinese paint manufacturer, gave an insider’s view of the Chinese market. Local producers were catching up, he said, but there were still some challenges to overcome: ever stricter legislation, rising labour costs, integration of SMEs and a shortage of technical expertise.
Markus Kamieth, President of BASF Coatings, added further insights into the Chinese market. He discussed strate-gies and success stories, and encapsulated the situation there beautifully by noting that “In China, everything is pos-sible, but nothing is simple.” Kamieth believed there was huge potential in the automotive sector. Currently 86 out of every 1000 Chinese owned a car, he noted. The corresponding figure for Americans was 918. These figures were worlds apart! But what if China were to catch up with Brazil (176 per 1000)? Then the number of cars on China’s roads would hit roughly 120 million. Glorious prospects!Sustainability: A Lasting trend
In Kamieth’s view, China would drastically shorten the sustainability gap. The stage was already set. China planned to be covering 20% of its energy needs from renewable resources by 2030. For this reason, he believed that sus-tainability was important for BASF Coatings. Kamieth also presented an initiative aimed at creating a sustainable value chain called “Together for Sustainability“, by which BASF Coatings and several raw materials suppliers have pledged themselves to sustainability. Sustainability was also an important topic for the Beckers Group, as CEO Dr. Boris Gorella explained in his presentation. In an interactive poll he asked participants to assess, inter alia, the im-portance of sustainability in their company. Only 10% indicated that sustainability was an integral part of their vision, strategy and daily operations. Some 45% of respondents believed that this issue was growing in importance for the company but that it was not yet fully developed. Akzo Nobel was another company that subscribed to sustainability, as CEO Ton Büchner explained in his presentation. “Creating a brighter and more sustainable future” was a motto of Akzo Nobel, he declared. By 2020, the goal was for 20% of company income to originate from products that were more sustainable than those of competitors. In addition, 25-30% of resources and energy across the entire value chain were to be used more efficiently by 2020. One thing became clear over the course of the one-and-a-half-day conference. Sustainability was not a trend that would come and go, but instead presented a challenge that paint makers needed to address more rigorously today rather than to put off until tomorrow. The Following Paint Makers Attended the 2015 Coatings Summit:
AkzoNobel, Allios, Asian Paints, Axalta Coating System, BASF Coatings, Beckers Group, Benjamin Moore, Boero Group, Carpoly Chemical Group, CWS, Dai Nippon Tokyo, DAW, Dulux Group, Ellis Paint, Farrow & Ball, Hebei Chenhong Paint, Hemmelrath Lackfabrik, Hempel, J Colors & Arsonsisi, Jones-Blair-Company, Grebe Holding, Jotun, Mankiewicz, NB Coatings, Perstop, PPG Industries, Sherwin Williams, Skshu Paint, Tambour, Teknos, Tiger Coatings, Tikkurila, U.S. Paints,Valspar, Vogel Paint, RPM International, Weilburger Asia.

Windows of Knowledge
42 CHINA COATINGS
International Focus
IPPIC Annual Meeting Provides Forum for Global Paint Industry
The Australian Paint Manufacturers Federation (APMF) hosted the International Paint and Printing Ink Council’s (IPPIC) annual meeting on March 5-6 in Noosa Heads, Australia. The meeting led to the advancement on multiple key topics of consideration and review the councils effor ts over the last year to advance a number of activities in product labeling and hazardous materials transport, cancer risk assessment, nanotechnology standards development, and marine coatings before various global agencies, including the International Maritime Organization, United Nations Globally Harmonized System and Transport of Dangerous Goods Subcommittees, International Agency for Cancer, and International Organization for Standardization (ISO).
ACA, as IPPIC Secretariat provided an update on the Global Alliance to Eliminate Lead Paint (GAELP) workshop for governments held in September 2014 in New Delhi, India and agreed to a number of continuing activities with the alliance. The group discussed additional IPPIC outreach to global paint companies describing the nature and extent of IPPIC’s commitment to the GAELP mission and opportunities for industry involvement.
ACA also reported on the past year’s efforts to offer paint industry technical perspective on draft (ISO) documents pertaining to nanotechnology standards development. IPPIC’s Nanotechology Standards Work Group continues to monitor and react to emerging ISO standards on nanotechnology being developed under TC 229. This effort, which is being principally managed by FIPEC, the French industry association, is important in light of the coatings industry’s longstanding use of raw materials containing nano-sized particles, and the expected ongoing innovation involving the use of nanomaterials.
Additionally, updates on activities from various affiliate organizations including the Latin American Federation of Paint Manufacturers (LATINPIN) and the Asian Paint Industry Council (APIC) were provided. Modeled after IPPIC, the newly formed LATINPIN represents coatings associations from Brazil, Mexico, Argentina, Colombia, Uruguay and Ecuador. ANAFAPYT (Mexico) and ABRAFATI (Brazil) have taken leadership roles by providing the first president and vice-president respectively. The newly formed federation plans to meet annually and will integrate itself into the broader IPPIC network, much like APIC.
IPPIC is comprised of paint and printing ink trade associations representing Australia, Brazil, Canada, China, Europe, India, Japan, Mexico, South Africa, Turkey and the United States. IPPIC provides a forum for information exchange and cooperation on the major issues and priorities facing the paint and printing ink industries worldwide.

Windows of Knowledge
43 Vol. 02 No. 01, 2015
CNCIA Update
CNCI
A M
ain
Activ
ities
(Jan
uary
-Mar
ch, 2
015)
January
February
March
January 13, 2015 Jiangmen China Waterborne Wood Coatings Industry Alliance organized the representatives of the enterprises to visit the waterborne wood coatings line of Carpoly and held the meeting
February 10, 2015 Beijing Coatings Consumption Tax Forum
March 17, 2015 Chengdu The First Session of the 7th Council of CNCIA Titanium Dioxide Branch March 19, 2015 Beijing The First Professional and Technical Talent Evaluation Meeting 2015
CNCIA Main Activities(January-
March, 2015)
March 26-27, 2015 Hangzhou2015 China Coatings and Pigments Annual Meeting March 27, 2015 Hangzhou China Waterbor ne Wood Coat ings Industr y Al l iance held the exper t committee meeting March 25, 2015 Hangzhou CNCIA Technical Committee for Stan-dardization was founded and the first meeting was held

Windows of Knowledge
44 CHINA COATINGS
CNCIA Update
New
s in
Bri
ef o
f CNC
IA
China Coatings and Pigments Annual Meeting 2015 was Held in Hangzhou
On March 26 to 27, an annual grand meeting in the coatings industry - China Coatings and Pigments Annual Meeting 2015 themed with “environmentaly friendliness, policy guidance and future co-
building” organized by China National Coatings Industry Association (CNCIA) was held in Hangzhou. More than 560 representatives from the industries of coatings, pigments, raw materials and so on nationwide were present, discussing industrial upgrading, structural readjustment, energy-saving and emission reduction under the “new normal” and discussing and exchanging opinions on hot issues like economic performance, consumption tax on coatings, policy on green building materials, VOC control in industrial painting, waterborne industrial coatings, and global development of coatings in the coatings industry. Madam Lianying Sun, president of CNCIA, Mr. Aihua Pan, deputy director of the Department of Raw Materials of the Ministry of Industry and Information Technology, officials from State Administration of Taxation (SAT), Mr. Leinan Cheng, president of Zhejiang Coatings Industry Association, and Mr. Yuande Yang, secretary-general of CNCIA, etc.. were present at the meeting.
Madam Sun gave a speech on the “Operational analysis for Chinese coatings industry and developmental forecast for global coatings industries”. She pointed out Chinese coatings industry had overcome the downward pressure of economy in 2014, generally reached the overall goal of steady

Windows of Knowledge
45 Vol. 02 No. 01, 2015
CNCIA Update
progression with a good momentum of growth and realized the output of 16.48 million tons all the year around, up by 7.9%. 1 970 coatings enterprises with annual revenue of RMB 20 million or more from their main business operations have attained the income of RMB 386.76 billion, up by11.9%. She also introduced that the global coatings industries achieved the total output volume of 37 billion liters and the value of 130 billion US dollars in 2013. The global economic growth was vigorous and regionally diversified, especially in high-income countries. She expected that the performance of the global coatings industry in 2015 and 2016 would be better than in 2014 and the development of coatings industries would stride towards the trends of renewable, environmentally friendly and functional products. Looking forward to 2015, Chinese coatings industry would face with various oppor tunities and challenges. What we are concerned about would be “new normal”, new thought, integration of informatization and industrialization, innovation-driven growth, environmentally friendliness, functional coatings, structural readjustment, transformation and upgrading, brand management, capital introduction, merger and reorganization and unceasing enlarging and strengthening. She predicted preliminarily that, in 2015, the annual output would be up to about 17.6 million tons, up by about 7%; the output value would attain about RMB 41.5 billion, up by 7% to 8%; the profits would be hopefully surpass RMB 30 billion, up by of 8% to 10%.
Mr. Aihua Pan indicated in his report of “Guidance of National Green Building Material Policies on Development of Green Building Coatings” that the connotation of green building coatings contained not only the environmental concepts of waterborne, low VOC, low heavy-metal contents, etc., but also green concepts of building energy conservation, life cycle, etc.. As a part of the green building materials, the green building coatings provided a strong guarantee for development of Chinese green buildings and had become one of the crucial fundamental materials for green buildings.
The official of the State Administration of Taxation interpreted the issues related to the consumption tax on coatings, pointed out that the consumption tax aimed to exert the regulating function of the policy to promote environmental protection, energy saving, transformation and upgrading, and proposed the following pertinent suggestions: firstly, CNCIA should accelerate the constitution of relevant standards to launch the standard system conforming to the development of coatings industry; secondly, as for the examination of VOC, relevant policies should be fur ther improved and relevant implementary details should be managed and issued to reduce the business costs as much as possible.
The interaction on hot issues was a highlight of this meeting. The honored guests of Ms. Lianying Sun, president of China National Coatings Industry Association, the official of SAT, Jianfeng Yu, chief engineer of Shanghai Huayi Fine Chemical Co., Ltd., Shirong Wang, chairman of Xinhe New Materials Co., Ltd., Shuchao Cao, vice chairman of Carpoly Chemical Group Co., Ltd., and Fucheng Yan, product and technology director of Axalta Coating System (China) Ltd., gave their advices on hot issues as how Chinese coatings industry would face with the development of global coatings industries and fling into the
New
s in
Bri
ef o
f CNC
IA

Windows of Knowledge
46 CHINA COATINGS
CNCIA Update
global coating industries, how Chinese coatings industries could be enlarged and strengthened, and the development of waterborne industrial coatings as well as the consumptions tax on coatings. Notably, the representatives present had a face-to-face discussion with the officials of SAT on a couple of issues, like the date on levying the consumption tax on coatings, test methods, detailed rules for implementation and so on.
Another focus of the meeting was on the control of VOC emitted from industrial coatings and the development of waterborne industrial on coatings and shared the measures of the automobile coatings and painting to respond to the consumption tax. Meanwhile, the VOC control in industrial painting and other topics were discussed from different aspects as for the selection and application of low-VOC coatings for engineering machines and the VOC control in the container painting lines. The waterborne coatings forum was the third highlight in this annual meeting and a series of topics related to “waterborne” created a positive green and environmentally friendly atmosphere of the coatings industry, including: development of waterborne work shop primer, waterborne anticorrosion coatings for steel structures, R&D progression and industrialized study of waterborne UV resin, green and environmental development trend of automobile refinishing coatings in China, etc..
Deepening the reform and expediting innovation-driven developmental strategies would fur ther promote technical progression and innovation in the coatings industry. And the application of new materials and technologies would accelerate the regulation of product structures in the coatings industry and promote industrial upgrading. The meeting unveiled the applications of new materials, including the application research of microcapsules in the self-healing and anticorrosion coatings, the potential application prospect of grapheme in coatings, and the characteristic features and application of Nano-TiO2 composite photocatalytic materials; offered all representatives more brilliant contents through relevant reports on new technologies and special applications, such as photocatalytic technology, military coatings and so on.
Up to 2015, the recent coatings industry in China had experienced a whole century of great change and transition, which coincided with the 30th anniversary of the foundation of CNCIA. So, in the meeting, the launching ceremony of the 100th Anniversary of China Coatings & 30th Founding Anniversary of China National Coatings Industry Association also put a start of the serial activities of the 100th Anniversary in the coatings industry. The first professional talent evaluation in the coatings industry unveiled the reform of CNCIA’s qualification assessment. In the meeting, Guojie Liu, professoriate senior engineer and vice director of the Professional Talent Evaluation Committee of CNCIA gave an all-round review on the first professional qualification evaluation work in 2015 and awarded the certificates for the qualified professoriate senior engineers and other senior engineers. In addition, Guangdong Hualong Coatings Industrial Co., Ltd. (AAA) and Chongqing South Painting GmbH (AA) were granted with certificates for their qualification of the 7th credit evaluation of CNCIA.
New
s in
Bri
ef o
f CNC
IA

Windows of Knowledge
47 Vol. 02 No. 01, 2015
CNCIA Update
On March 16, 2015, Mr. Yimin Lin, the chief consultant of Asian-Pacific Office of American RPM Company paid a visit to China National Coatings Industry Association. At the meeting, the two parties mutually introduced and discussed RPM,
China National Coatings Industry Association and their future cooperation in detail. Founded in 1947, RPM has been engaged in the business ranging from coatings products to building chemical
materials. Through over sixty years of rapid development, RPM leaped to No. 6 on the sales ranking list of global top coatings manufacturers in 2014. In the recent thirty years, RPM maintained 14.7% average compound annual growth rate in sales amount and 15.1% average compound annual growth rate in net earnings and was one of the fastest developing companies in the global coatings and building material fields. The rapid development of RPM was profited from its distinct corporate culture and strategy, e.g. “to employ outstanding employees” and “merge best companies”. From 2012 to 2013, RPM acquired nine companies in USA, Italy, Spain, Germany, Australia, Brazil and other countries. After the acquisition, RPM realized rapid development based on its distinct global marketing channels and shared research and development techniques. The annual financial sales target in 2015 was 5 billion US Dollars. Relative to the mature markets in North America and Europe, the Asia-Pacific market will be one of the key future markets of RPM. China has been the country with maximum coatings output globally since 2009, and RPM will see more cooperation opportunities in China.
Madam Lianying Sun, president of China National Coatings Industry Association, made a detailed introduction for the organizational structure, business scope, membership service, publication and subordinate subsidiaries of China National Coatings Industry Association and made further analysis for the operational status of China Coatings Industry in 2014 and the forecast for 2015. Mr. Lin also said that China coatings market had a great potential, and RPM Company had great confidence in this market and hoped to find the suitable cooperation partners in the membership enterprises of China National Coatings Industry Association to jointly push the development of China coatings in technique and marketing channel, on the condition that the markets in North America and Europe are becoming increasingly mature and saturated. President Sun also said, although the output of China coatings industry has leaped to the world number 1, China coatings industry needed the latest high-end techniques and unique business models brought by the enterprises as RMP in the technical field, so as to drive the further development of China coatings industry.
RPM Company Visited China National Coatings Industry Association
RPM Company Visited China National Coatings Industry Association

Windows of Knowledge
48 CHINA COATINGS
CNCIA Update
New
s in
Bri
ef o
f CNC
IA
The Technical Committee for Standardization of CNCIA was Officially Set up
To facilitate the implementation of the requirement of the State Council for deepening the reform of standardization work, the Technical Committee for Standardization of CNCIA was officially set up and held the first session successfully in Hangzhou on March 5, 2015.
CNCIA indicated what the coatings industry should do under the current situation was to accurately carry out the plan of the CPC Central Committee and the State Council for deepening and promoting standardization reform, accelerate the transformation and upgrading of the standardized work in the coatings industry, optimize the standard system, strengthen the standardization work and push forward the standardization work to keep up with the international standard.
The representatives from nearly 30 medium and large sized enterprises in the coatings industry were invited to attend the meeting. The meeting had discussed the lists of standing members and members of the Technical Committee for Standardization (TCS), went into the contents of TCS’s articles of association and earnestly probed into and fully exchanged opinions on the next working plan in the coatings industry. It was generally agreed that the coatings industry should energetically respond to the series of environmental policies and requirements launched by the state and formulate Chinese standards on high-solid and solvent-free coatings products with reference to the relevant standards of the advanced countries. Besides, the focus and emphasis of the standardization work were appointed according to the specialties of all members.
(Ma Jun)

封2、3、4.indd 2 14-12-1 下午2:13

封2、3、4.indd 3 14-12-1 下午2:13


















