Chien 2005
19
7/23/2019 Chien 2005 http://slidepdf.com/reader/full/chien-2005 1/19 International Journal of Fatigue 27 (2005) 1–19 www.elsevier.com/locate/ijfatigue Fatigue analysis of crankshaft sections under bending with consideration of residual stresses W.Y. Chien a , J. Pan a, , D. Close b , S. Ho b a Department of Mechanical Engineering, University of Michigan, 2250 GG Brown, 2350 Hayward Street, Ann Arbor, MI 48109 2125, USA b DaimlerChrysler, Auburn Hills, MI 48326, USA Received 13 August 2003; received in revised form 30 April 2004; accepted 14 June 2004 Abstract In this paper, the influence of the residual stresses induced by the fillet rolling process on the fatigue process of a ductile cast iron crankshaft section under bending is investigated. The stress concentration near the fillet of the crankshaft section under bending without consideration of residual stresses is first investigated by a two-dimensional elastic finite element analysis. The plastic zone development and the residual stress distribution near the crankshaft fillet induced by the fillet rolling process are then investigated by a two-dimensional elastic–plastic finite element analysis. In order to use the two-dimensional finite element analy- sis to shed light on the residual stress distribution due to the three-dimensional rolling process, the rolling depth after the unload- ing of the roller in the two-dimensional finite element analysis is determined by the fillet surface profiles measured by the shadowgraphs taken before and after the fillet rolling process. After the rolling process, a bending moment is then applied to the crankshaft section. With consideration of the stresses due to the rolling process and the bending moment, the fatigue failure near the fillet is investigated based on a linear elastic fracture mechanics approach. An effective stress intensity factor, which combines the stress intensity factors due to the bending moment and due to the residual stresses, is defined. An effective stress intensity fac- tor range is then approximated and compared to an assumed threshold stress intensity factor range to determine if the crack can continue to propagate for a given crack length. The results indicate that the four-bubble failure criterion only determines the crack initiation life for small cracks initiated on the surfaces of fillets. The four-bubble failure criterion does not indicate whether a fatigue crack initiated on the fillet surface can propagate through or arrest in the compressive residual stress zone induced by the rolling process. # 2004 Elsevier Ltd. All rights reserved. Keywords: Crankshaft; Rolling; Residual stresses; Fracture; Fatigue; Bending 1. Introduction Crankshafts in automotive engines can experience a significant number of service cyclic loads. Since fatigue fracture initiated near the fillets is one of the primary failure mechanisms of automotive crankshafts, fillet rolling processes have been used to improve the fatigue lives of crankshafts for many years [17]. The fillet roll- ing process induces compressive residual stresses near the fillet surface. The compressive residual stresses lower the fatigue driving stresses near the fillet surface due to operating loads and consequently increase the fatigue lives of crankshafts. Due to the complex geometry of crankshafts, the uncertainties of the operating loads acting on crank- shafts, and the uncertainties of the residual stresses near the fillet surface due to rolling, the design of crankshafts is quite difficult and empirical in nature. Guagliano et al. [10] investigated the stress concen- tration factor of diesel engine crankshafts based on experiments and finite element analyses using a three- dimensional model and the corresponding two-dimen- sional model. The two-dimensional model was shown to be reliable to evaluate the stress concentration factor without significant errors compared to that based on the three-dimensional model. Guagliano and Vergani Corresponding author. Tel.: +1-734-764-2694; fax: +1-734-647- 3170. E-mail address: [email protected] (J. Pan). 0142-1123/$ - see front matter # 2004 Elsevier Ltd. All rights reserved. doi:10.1016/j.ijfatigue.2004.06.009
-
Upload
maiman-lato -
Category
Documents
-
view
224 -
download
0
Transcript of Chien 2005

7/23/2019 Chien 2005
http://slidepdf.com/reader/full/chien-2005 1/19
International Journal of Fatigue 27 (2005) 1–19www.elsevier.com/locate/ijfatigue
Fatigue analysis of crankshaft sections under bending withconsideration of residual stresses
W.Y. Chien a, J. Pan a,, D. Close b, S. Ho b
a Department of Mechanical Engineering, University of Michigan, 2250 GG Brown, 2350 Hayward Street, Ann Arbor, MI 48109 2125, USAb DaimlerChrysler, Auburn Hills, MI 48326, USA
Received 13 August 2003; received in revised form 30 April 2004; accepted 14 June 2004
Abstract
In this paper, the influence of the residual stresses induced by the fillet rolling process on the fatigue process of a ductile castiron crankshaft section under bending is investigated. The stress concentration near the fillet of the crankshaft section underbending without consideration of residual stresses is first investigated by a two-dimensional elastic finite element analysis. Theplastic zone development and the residual stress distribution near the crankshaft fillet induced by the fillet rolling process are theninvestigated by a two-dimensional elastic–plastic finite element analysis. In order to use the two-dimensional finite element analy-sis to shed light on the residual stress distribution due to the three-dimensional rolling process, the rolling depth after the unload-ing of the roller in the two-dimensional finite element analysis is determined by the fillet surface profiles measured by theshadowgraphs taken before and after the fillet rolling process. After the rolling process, a bending moment is then applied to thecrankshaft section. With consideration of the stresses due to the rolling process and the bending moment, the fatigue failure nearthe fillet is investigated based on a linear elastic fracture mechanics approach. An effective stress intensity factor, which combinesthe stress intensity factors due to the bending moment and due to the residual stresses, is defined. An effective stress intensity fac-tor range is then approximated and compared to an assumed threshold stress intensity factor range to determine if the crack cancontinue to propagate for a given crack length. The results indicate that the four-bubble failure criterion only determines thecrack initiation life for small cracks initiated on the surfaces of fillets. The four-bubble failure criterion does not indicate whethera fatigue crack initiated on the fillet surface can propagate through or arrest in the compressive residual stress zone induced bythe rolling process.# 2004 Elsevier Ltd. All rights reserved.
Keywords: Crankshaft; Rolling; Residual stresses; Fracture; Fatigue; Bending
1. Introduction
Crankshafts in automotive engines can experience a
significant number of service cyclic loads. Since fatiguefracture initiated near the fillets is one of the primary
failure mechanisms of automotive crankshafts, fillet
rolling processes have been used to improve the fatigue
lives of crankshafts for many years [17]. The fillet roll-
ing process induces compressive residual stresses near
the fillet surface. The compressive residual stresses
lower the fatigue driving stresses near the fillet surface
due to operating loads and consequently increase thefatigue lives of crankshafts.
Due to the complex geometry of crankshafts, the
uncertainties of the operating loads acting on crank-shafts, and the uncertainties of the residual stressesnear the fillet surface due to rolling, the design of crankshafts is quite difficult and empirical in nature.Guagliano et al. [10] investigated the stress concen-tration factor of diesel engine crankshafts based onexperiments and finite element analyses using a three-dimensional model and the corresponding two-dimen-sional model. The two-dimensional model was shownto be reliable to evaluate the stress concentration factorwithout significant errors compared to that based onthe three-dimensional model. Guagliano and Vergani
Corresponding author. Tel.: +1-734-764-2694; fax: +1-734-647-3170.
E-mail address: [email protected] (J. Pan).
0142-1123/$ - see front matter # 2004 Elsevier Ltd. All rights reserved.doi:10.1016/j.ijfatigue.2004.06.009

7/23/2019 Chien 2005
http://slidepdf.com/reader/full/chien-2005 2/19
[11] later considered cracks emanating from the filletsurfaces and obtained the stress intensity factors forvarious depths of cracks based on their experimentalobservations using both three-dimensional and the cor-responding two-dimensional finite element models.Their results indicate that it is possible to predict crackgrowth based on a geometric factor obtained from thecorresponding two-dimensional finite element model.
In contrast, from the multiaxial fatigue theory view-point without consideration of any crack emanatingfrom the fillet surface, Henry et al. [13] studied thedurability of crankshafts based on a three-dimensionalmechanical analysis. With consideration of rotatingexternal bearing loads, torsional vibrations and internalcentrifugal loads, a three-dimensional finite elementanalysis followed by a local boundary element analysiswas used for stress calculations. The multiaxial DangVan criterion [7] was then used for fatigue life predic-tion. Another approach to evaluate the strength of the
crankshaft was carried out by Taylor et al. [28] using alinear elastic finite element analysis to calculate anequivalent stress intensity factor due to the stress con-centration near the fillets of the crankshaft. Theapproach is known as crack modeling. The elasticstress field near the fillet was obtained from the finiteelement analysis and then compared to that for a stan-dard center-cracked plate. The fatigue limit of thecrankshaft was assumed to occur when the thresholdstress intensity factor range is reached in the corre-sponding cracked plate. The results showed that thefatigue limit of the crankshaft can be linked to a value
of the threshold stress intensity factor range. Later,Taylor et al. [29] successfully extended the approach topredict the fatigue limit of the crankshaft under torsionconditions. However, the effects of the residual stressesnear fillets due to rolling processes on the fatigue limitof the crankshaft were not considered in Henry et al.[13], Guagliano and Vergani [11] and Taylor et al.[28,29]. But Henry et al. [13] recognized the importanceof the residual stresses near fillets in the durability pre-diction of crankshafts.
In general, the fatigue lives of mechanical compo-nents are influenced by the residual stresses. Tensileresidual stresses are usually harmful to mechanical
components, whereas compressive residual stresses areoften intentionally introduced to improve the fatiguelives. For example, autofrettage, induction hardeningand shot peening have been employed to improve thefatigue lives of mechanical components with compress-ive residual stresses. For automotive crankshafts, a fil-let rolling process has been used to induce compressiveresidual stresses near the fillet surface. In the fillet roll-ing process, crankshaft fillets are repeatedly rolled byprimary rollers assisted by secondary rollers. Merwinand Johnson [19] studied the plastic deformation andresidual stresses of rolling contact. Elastic–plastic finite
element analyses have been used to study the plasticdeformation and residual stress distribution for singleand repeated rolling contacts (for example, see Refs.[2–4,8,12]). In general, compressive longitudinal andtransverse residual stresses exist under the surface. Forrepeated rolling contacts, the steady-state condition isapproached after two or three passes when elastic-per-fectly plastic or elastic–linear–kinematic-hardeningrules are used. Many practical situations such as wheelpassage on a rail encounter the problem of rolling con-tact.
In order to predict accurately the fatigue lives of components, the residual stresses should be included inthe fatigue failure analysis. Numerous researchers haveinvestigated the effects of residual stresses on fatiguelife predictions using linear elastic fracture mechanicsby summing the stress intensity factors from both theapplied loads and residual stresses. For example, Perland Arone [21] calculated the stress intensity factors
for a radially multicracked partially autofrettaged pres-surized thick-walled cylinder. The combined effects of the internal pressure and the residual stresses due tothe autofrettage process were examined by an effectivestress intensity factor, which is defined as the superpo-sition of two stress intensity factors from the internalpressure and the residual stresses.
In this paper, resonant bending fatigue tests of crankshaft sections are first reviewed. Then, an elasticplane strain finite element analysis of a ductile cast ironcrankshaft section under bending is carried out inorder to examine the stress concentration near the
crankshaft fillet. The plastic zone development and theresidual stress distribution near the fillet induced bythe rolling process are then obtained by an elastic– plastic plane strain finite element analysis based on thefillet surface profiles measured by the shadowgraphstaken before and after the rolling process. A bendingmoment is subsequently applied to the crankshaft sec-tion with consideration of the residual stresses. In thispaper, cracks emanating from the fillet surface are con-sidered. A linear elastic fracture mechanics approach isadopted to investigate the fatigue driving force forthese cracks from the applied bending moment and theresidual stresses due to the rolling process. The stress
intensity factors for these cracks due to the bendingmoment and the residual stresses are calculated by thenormal traction method using finite element computa-tions. The normal tractions along the surfaces wherecracks will be introduced are first obtained from theresults of the finite element computations of theuncracked crankshaft section under bending and afterthe rolling process, respectively. Cracks are then intro-duced and the normal tractions are applied directly onthe crack faces to obtain the mode I stress intensityfactors of the cracks under bending and after the roll-ing process, respectively. An effective stress intensity
2 W.Y. Chien et al. / International Journal of Fatigue 27 (2005) 1–19

7/23/2019 Chien 2005
http://slidepdf.com/reader/full/chien-2005 3/19
factor, which combines the stress intensity factors due
to the bending moment and due to the residual stres-
ses, is defined. An effective stress intensity factor range
is then determined. This effective stress intensity factorrange is compared to the threshold stress intensity fac-
tor range to determine whether the crack can escape
from the compressive residual stress zone induced bythe rolling process under the cyclic bending moment.Finally, some conclusions based on the results of this
investigation will be made.
2. Resonant bending fatigue tests
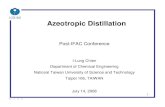
Fig. 1(a) shows an automotive ductile cast iron
crankshaft. In order to investigate the fatigue lives of crankshafts, resonant bending fatigue tests are usually
conducted. In these tests, crankshaft sections are used.
Fig. 1(b) shows a crankshaft section. Fig. 1(c) shows a
close-up view of the fillets where the stress concen-tration occurs when the crankshaft section is subject to
bending. Fig. 2 shows the experimental setup of a res-
onant bending fatigue test. As shown in the figure, a
crankshaft section is attached to two heavy tines whichare acting as a large tuning fork. The tuning forkassembly is excited at its resonant frequency through ashaker attached to one of the tines.
During the resonant bending fatigue test, oil isapplied to the fillet surface. For a given bendingmoment excited by the shaker probe, the crankshaftfatigue life is determined when four pinhead-sized bub-bles within a 6.35 mm (1/4 in.) area appear on the filletsurface [16]. At this point, the test is suspended. It ispossible that cyclic bending loads cause cracks to openand close, and consequently, create oil bubbles as
observed in the experiment.Fig. 3 shows a schematic drawing of the cross-sec-
tion of the crankshaft section along the symmetryplane. Note that the scale of the fillet is exaggerated forthe convenience of presentation. During the resonantbending fatigue test, cracks can be initiated on the filletsurface where the stress concentration occurs. A poss-ible crack propagation path from A to B under the res-onant bending fatigue test is indicated in the figure.Fig. 4(a) shows a schematic plot of the cross-sectionalor side view of the crankshaft section near the fillet.Fig. 4(b) shows a cross-sectional view of the fillet from
a crankshaft section. The crankshaft is made of SAEJ434C D5506 cast iron. The graphite nodules can beseen as the dark regions in Fig. 4(b). The equivalentmean diameter of graphite nodules is 26.5 lm andthe mean graphite nodule spacing is 156 lm. Whenthe crankshaft section is under the resonant bendingfatigue testing, the graphite nodules near the fillet sur-face act as stress raisers and can debond from thematrix material. Cracks can also be initiated near thesegraphite nodules near the fillet surface under cyclicloading conditions. Examples of a small crack initiatedfrom a graphite nodule near the fillet surface and a
Fig. 1. (a) An automotive ductile cast iron crankshaft, (b) a crank-shaft section used in the resonant bending fatigue test and (c) a close-up view of the fillets.
Fig. 2. The experimental setup of a resonant bending fatigue test.
W.Y. Chien et al. / International Journal of Fatigue 27 (2005) 1–19 3

7/23/2019 Chien 2005
http://slidepdf.com/reader/full/chien-2005 4/19
larger crack grown into the fillet material are shown inFig. 5(a) and (b), respectively [24].
In order to obtain the bending moment in the res-onant bending fatigue test, calibration bending tests arecarried out by applying loads 0.457 m (18 in.) awayfrom the centerline of the crank main journal, as sche-
matically shown in Fig. 6. Strain gages are attached tothe right tine near the crankshaft section in order tomeasure the bending strains of the tine under bending.A calibration curve in terms of the strain gage readingsof the tine and the bending moment in the range up toan approximate maximum value of 1130 N m (10000lb in.) with respect to the centerline of the crank main journal is obtained. Based on the strain gage readingsof the tine in the resonant bending fatigue tests, thebending moment with respect to the centerline of thecrank main journal can be obtained based on the cali-bration curve obtained from the calibration bendingtests. A three-dimensional elastic finite element analysis
Fig. 4. (a) A schematic plot of the cross-sectional view of the crank-shaft section near the fillet and (b) a cross-sectional view of a crank-shaft section near the fillet.
Fig. 3. A schematic drawing of the cross-section of the crankshaft
section along the symmetry plane. Note that the scale of the fillet isexaggerated for the convenience of presentation. A possible crackpropagation path from A to B is indicated.
Fig. 5. (a) A small crack initiated from a graphite nodule near thefillet surface and (b) a larger crack grown into the fillet material.
4 W.Y. Chien et al. / International Journal of Fatigue 27 (2005) 1–19

7/23/2019 Chien 2005
http://slidepdf.com/reader/full/chien-2005 5/19
of the calibration bending test and a three-dimensionalfinite element vibration analysis of the resonant bend-ing fatigue test were carried out by Yu et al. [30]. Theresults of the elastic bending analysis and the fourthmode of the vibration analysis indicate that the stressdistributions of the crankshaft section along the sym-metry plane of two cross-sections are quite similar.Therefore, we adopt the displacement distributions of the crankshaft section from the three-dimensional finite
element analysis of the bending test as the displacementboundary conditions for the two-dimensional finiteelement analysis which will be discussed later.
3. Finite element model
Since the existence of residual stresses can affect thefatigue lives of components, determining the residualstresses near the crankshaft fillets due to the fillet roll-ing process is important in the crankshaft fatigue lifeprediction. Significant advances have been made in
recent years to obtain residual stress distributionsexperimentally and numerically. While several experi-mental approaches (e.g., X-ray diffraction, neutron dif-fraction and hole drilling) can determine residual stressdistributions, it is difficult to infer the residual stressdistribution induced by the rolling process near the fil-let experimentally due to the shapes and small dimen-sions of the fillet radii (1.25 and 0.65 mm) consideredin this paper. Here, an elastic two-dimensional planestrain finite element analysis is first conducted tounderstand the nature of stress concentration near thefillet when the crankshaft is under bending. Then, an
elastic–plastic two-dimensional plane strain finiteelement analysis is conducted to obtain the residualstress distributions near the fillet due to the rolling pro-cess. The commercial finite element program ABAQUS[14] is used to perform the computations.
A portion of crankshaft section (the hatched portion
as shown in Fig. 3), a primary roller, and a secondaryroller are considered in our finite element model asshown in Fig. 7. The portion of crankshaft section andthe rollers are modeled by eight-node plane strainquadrilateral continuum elements with a reduced inte-gration scheme. Note that the geometry of the lowerright part of the crankshaft section is simplified. Thesimplification is expected not to affect the results of thefinite element analysis near the fillet. A relatively finemesh near the fillet is generated in order to accuratelycapture the characteristics of the stress field in thisstress concentration area. A magnified finite element
mesh of the crankshaft section near the fillet and a por-tion of the primary roller is shown in Fig. 8. Fig. 9shows schematic plots of two cross-sectional views of athree-dimensional crankshaft section. The hatchedareas indicate the so-called football region. Maab [18],Pfender et al. [22] and Eberhard [9] pointed out that inaddition to the fillet radii, the football region also has
Fig. 6. A schematic drawing of a calibration bending test under aload 0.457 m (18 in.) away from the centerline of the crank main journal.
Fig. 7. A two-dimensional finite element model of a portion of crankshaft section, a primary roller and a secondary roller.
W.Y. Chien et al. / International Journal of Fatigue 27 (2005) 1–19 5

7/23/2019 Chien 2005
http://slidepdf.com/reader/full/chien-2005 6/19
strong influence on the stress concentration near thecrankshaft fillets. Therefore, attention is focused on
this critical region in our analysis.Due to the lack of the stress–strain curve of the
crankshaft material and in view of the large compress-
ive stresses induced near the fillet during the fillet roll-ing process, the cyclic compressive stress–strain curve
as shown in Fig. 10 based on the work of Tartaglia
et al. [27] for the ductile cast iron with the hardness,Young’s modulus, ultimate strength, tensile yield
strength and percentage of elongation similar to the
manufacturing specifications is used as the compressivestress–strain curve in the analysis. Table 1 lists the
material properties of the ductile cast iron based on the
work of Tartaglia et al. [27]. Note that due to the exist-ence of graphite nodules, the ductile cast iron exhibits
different stress–strain curves under tension and com-
pression. In general, the compressive yield strength canbe up to 20% higher than the tensile yield strength for
ductile cast irons. Here, for simplicity and due to the
lack of the experimental data of the monotonic tensileand compressive tests of the ductile cast iron, the Mises
yield criterion is used to describe the yield behavior of
the cast iron crankshaft where the material near the fil-
let is under dominant compressive loading conditions
Fig. 8. A magnified finite element mesh of the crankshaft sectionnear the fillet and a portion of the primary roller.
Fig. 9. Schematic plots of two cross-sectional views of a crankshaft section. The hatched areas indicate the so-called football region.
Fig. 10. The stress–strain curve for the crankshaft used in the finiteelement analysis.
Table 1Thematerial properties forthe ductile cast iron from Tartaglia et al. [27]
Hardness (BHN) 236Young’s modulus (GPa) 169Ultimate strength (MPa) 759Tensile yield strength (MPa) 419Elongation (%) 8.1
6 W.Y. Chien et al. / International Journal of Fatigue 27 (2005) 1–19

7/23/2019 Chien 2005
http://slidepdf.com/reader/full/chien-2005 7/19
due to the rolling process. The value of the cyclic com-pressive yield strength of 462 MPa is taken as the yieldstress for the Mises yield criterion for the finite elementanalysis. Note that, for example, the Drucker–Prageryield criterion can also be adopted to describe the plas-tic behavior of the ductile cast iron when the tensileand compressive strengths of the ductile cast iron areavailable.
3.1. Bending tests without consideration of residual stresses
The crankshaft section under a bending momentwithout consideration of residual stresses is first con-sidered in order to investigate the stress concentrationnear the fillet. The stress field near the fillet under abending moment is obtained by applying linear dis-tributed displacements on the crank pin and the main journal of the crankshaft section, as schematically
shown in Fig. 11, in an elastic finite element analysis.The displacement distributions are based on the resultsfrom a three-dimensional finite element analysis wherethe crankshaft section is subject to a bending momentof 508.4 N m (4500 lb in.) with respect to the centerlineof the crank main journal. The details of the three-dimensional elastic finite element analysis are reported
in Yu et al. [30]. The elastic three-dimensional finiteelement model of Yu et al. [30] has a rather coarsemesh and cannot be used to examine the detailed dis-tributions of the stresses near the fillet. Note that basedon the four-bubble failure criterion, crankshafts withthe existence of the residual stresses due to the fillet
rolling process fail at the order of 10
6
cycles under thebending moment of 508.4 N m (4500 lb in.). Note alsothat the crankshaft section is in fact under combinedbending and tension conditions. For convenience, wefollow the convention to describe the test as a bendingtest.
Fig. 12 shows the finite element model near the filletsurface. This fillet surface has two circular curve sur-faces. The stresses are expressed in terms of the cylin-drical coordinates with respect to the center of thecircular surface with the larger radius of 1.25 mm, asshown in Fig. 12. Note that 0
v
represents the verticaldownward direction as shown in Fig. 12. Fig. 13 showsthe angular distributions of the hoop stress rhh, theradial stress r
rr and the shear stress r
rh along the filletsurface as functions of h from 0
v
to 90v
. The values of these stresses normalized by the nominal bendingstress, which is defined as the normal stress in the xdirection at the top of the pin on the left edge of thecrankshaft section (as shown in Fig. 7), are also shownat the right side of the figure. As shown in the figure,the hoop stress rhh depends on the angle h whereas theradial stress rrr and the shear stress rrh are significantlylower than the hoop stress rhh. Theoretically speaking,the radial stress r
rr and the shear stress r
rh should be
zero along the fillet surface. The maximum hoop stressrhh occurs around h ¼ 40
v
. The maximum value of thenormalized stress is about 7.5, which can be regardedas the stress concentration factor near the fillet in thecrankshaft section subject to bending. Note again thatstress concentration factors near the fillets in crank-shafts have been extensively studied in Guagliano et al.[10]. Their results indicate that two-dimensional planestress models can be used to obtain the stress concen-tration factors for the corresponding three-dimensionalcrankshaft models. We use a plane strain model here inorder to be consistent with the following simulation of
the rolling process under plane strain and axisymmetricloading conditions. Another reason to use a planestrain model is that we investigate the stresses and thedeformation of the material away from the fillet sur-face, where the deformation of the material is restrictedby the neighboring material.
Here, attention must be paid not only to the magni-tudes of the stresses on the fillet surface, but also themagnitude of the stresses and the stress gradientsinto the fillet material. Fig. 14 shows the radial dis-tributions of the hoop stress rhh at selected angles of
h ¼ 0v
, 14.41v
, 28.90v
, 43.38v
, 60.73v
, 73.25v
and 90v
,Fig. 11. A schematic drawing of the displacement boundary con-ditions under bending.
W.Y. Chien et al. / International Journal of Fatigue 27 (2005) 1–19 7

7/23/2019 Chien 2005
http://slidepdf.com/reader/full/chien-2005 8/19
respectively. As shown in the figure, the stress gradientsare very high near the fillet surface. Although the hoop
stress rhh is very high on the fillet surface, its magni-
tude drops very quickly with increasing distance away
from the fillet surface. Therefore, if compressive hoop
stresses can be created in a shallow area near the fillet
surface, the fatigue life of the crankshaft can be signifi-
cantly improved.
3.2. Bending tests with consideration of residual stresses
from fillet rolling
The results of an elastic–plastic finite element analy-sis of the fillet rolling process are first reported in this
section in order to obtain the residual stress distribu-tions near the fillet. Since the fillet rolling processinvolves plastic loading/unloading, the kinematic hard-ening rule is selected to account for the possible reverse
plastic loading effects when the roller is released.Fig. 15(a)–(c) shows the boundary conditions of theplane strain finite element models of roller loading,roller unloading and bending. As shown in Fig. 15(a),
the left edge of the crankshaft section represents thesymmetry plane in the fillet rolling process and is con-strained to have zero displacements in the x direction.The central axis of the crank pin is also set to have the
symmetry condition and is constrained in the y direc-tion. The right edge of the crankshaft section is set to
Fig. 12. Definitions of the cylindrical coordinates.
Fig. 13. Angular distributions of the hoop stress, the radial stressand the shear stress along the fillet surface as functions of h from 0
v
to 90v
under the displacement corresponding to a bending moment of 508.4 N m (4500 lb in.).
Fig. 14. Radial distributions of the hoop stress under the displace-ment corresponding to a bending moment of 508.4 N m (4500 lb in.)at several angles of h ¼ 0
v
, 14.41v
, 28.90v
, 43.38v
, 60.73v
, 73.25v
and
90v
.
8 W.Y. Chien et al. / International Journal of Fatigue 27 (2005) 1–19

7/23/2019 Chien 2005
http://slidepdf.com/reader/full/chien-2005 9/19
have zero traction. As schematically shown in
Fig. 15(a), the secondary roller is set to have a given
displacement in the negative y direction. A master and
slave contact algorithm with the frictionless condition
is used in the finite element analysis. As shown in
Fig. 15(b), the secondary roller is set to have a dis-
placement in the positive y direction until the primary
roller is completely without any contact force with the
crankshaft. The final stage of the finite element analysisis schematically shown in Fig. 15(c) where the con-
straints along the left edge and the central axis are first
released. Then the displacements as shown in Fig. 11 to
cause a bending moment of 508.4 N m (4500 lb in.) are
applied along the left edge and the right edge as sche-
matically shown in Fig. 15(c).In order to have another independent check on the
results of the residual stresses due to the rolling process
based on the plane strain model, an axisymmetric
model is also considered since the cross-section of the
crank pin is circular. Fig. 15(d),(e) shows the boundary
conditions of the axisymmetric models of the rollerloading and unloading, respectively. Only the upperpart of the crankshaft section is modeled. Unfortu-nately, bending due to resonant fatigue tests cannot beconveniently applied to the axisymmetric model. Itshould be mentioned again that the crankshafts are
three-dimensional and the roller is rolled along thecrankshaft fillet during the manufacturing process. Afull three-dimensional simulation of the rolling processwould be very computational intensive with numericaldifficulties. Therefore, simplified two-dimensional planestrain and axisymmetric models are adopted here withthe displacement boundary conditions obtained fromthe shadowgraphs and the three-dimensional finiteelement analysis of the bending fatigue tests.
In order to use the two-dimensional finite elementanalysis to shed light on the residual stress distributiondue to the three-dimensional rolling process, the sha-dowgraphs of the fillet surface profiles were takenbefore and after the rolling process. Fig. 16(a) showsthe fillet surface profiles before and after the fillet roll-ing process based on the shadowgraphs. In the finiteelement analysis, the secondary roller is given a specificvertical displacement in the negative y direction suchthat the maximum difference of the fillet surface pro-files in the y direction before and after the rolling pro-cess is the same as that identified in the shadowgraphs.Note that the left edge of the secondary roller
Fig. 15. Boundary conditions of the plane strain finite element
model for (a) roller down, (b) roller released and (c) bending momentapplied. Boundary conditions of the axisymmetric finite elementmodel for (d) roller down and (e) roller released.
Fig. 16. The fillet surface profiles before and after the fillet rollingprocess based on (a) shadowgraphs and (b) the finite element analysis.
W.Y. Chien et al. / International Journal of Fatigue 27 (2005) 1–19 9

7/23/2019 Chien 2005
http://slidepdf.com/reader/full/chien-2005 10/19
represents the symmetry plane and is constrained tohave zero displacements in the x direction. Fig. 16(b)shows the fillet surface profiles before and after the fil-let rolling process based on the finite element analysis.Note that in Choi and Pan [5], a parametric study of the effects of the primary roller geometries on the
residual stress distribution has been carried out. Theresults of the investigation suggest that the mostimportant parameter to determine the residual stressdistribution in the critical orientation is the maximumdifference of the fillet surface profiles before and afterthe fillet rolling process.
The maximum difference of the fillet surface profilesbefore and after the fillet rolling process based on theshadowgraphs and based on the finite element analysisis 0.17 mm, as shown in Fig. 16(a) and (b), respect-ively. Note that the finite element model is based onthe manufacturing specifications and the shadowgraphs
represent the geometry of the manufactured crankshaftbefore grinding of the crank pin in plants. Therefore,the left part of the finite element model is slightly dif-ferent from that of the manufactured crankshaft beforegrinding based on the shadowgraph. Note that manypossible boundary conditions have been tried to simu-late the actual complex rolling process in plants. Theresults presented in this paper represent the most con-venient way of simulation of the process. The bound-ary condition is not the best by a comparison of theright part of the profiles from the shadowgraphs andsimulations. The results from the shadowgraphs indi-cate that the profiles are converging to each other whilethe results from the finite element simulations showthat the profiles do not close to each other. The dis-agreement indicates that another possible boundarycondition needs to be applied to ensure the alignment
of the axes of the crankpins and the main journal. Fur-ther investigations are still needed to find a boundarycondition to simulate the rolling of a crankshaft sectioninstead of the complex rolling of the entire crankshaftas in plants.
Since the computational results based on the plane
strain model and the axisymmetric model are quitesimilar, we only present the computational resultsbased on the plane strain model. Fig. 17 shows theMises stress contour in the area of interest (the footballregion) when the roller is down at its maximum dis-placement based on the two-dimensional plane strainmodel. The plastic zone is the region with the darkestshade. Note that the size of the plastic zone based onthe two-dimensional plane strain model is slightly smal-ler than that based on the axisymmetric model. Thesmaller plastic zone in the two-dimensional plane strainmodel can be attributed to the fact that the two-dimen-sional plane strain model has more constraints than theaxisymmetric model. The result suggests that the two-dimensional plane strain model may be a reasonablesimplification for the simulation of the fillet rollingprocess.
Fig. 18(a) shows the angular distributions of thehoop stress rhh, the radial stress rrr and the shear stressrrh along the fillet surface as functions of h from 0
v
to90
v
when the roller is down at its maximum displace-ment based on the two-dimensional plane strain model.As shown in the figure, the radial stress r
rr is near
2300 MPa, and the hoop stress rhh is near 1000MPa at h
¼0v
. In general, the magnitude of the com-
pressive radial stress rrr and the magnitude of the com-pressive hoop stress rhh become less as h increases. The
compressive radial stress rrr
vanishes at h from 80v
to
90v
, indicating that no contact occurs between the
Fig. 17. The Mises stress contours near the fillet surface when the roller is down at its maximum displacement based on two-dimensional planestrain model.
10 W.Y. Chien et al. / International Journal of Fatigue 27 (2005) 1–19

7/23/2019 Chien 2005
http://slidepdf.com/reader/full/chien-2005 11/19
primary roller and the crankshaft section in this region.Note that a significant tensile hoop stress rhh occurs at
h larger than 75v
. Fig. 18(b) shows the angular dis-tributions of the hoop stress rhh, the radial stress r
rr
and the shear stress rrh along the fillet surface as func-
tions of h from 0v
to 90v
when the roller is releasedcompletely with no contact force between the roller
and the crankshaft based on the two-dimensional planestrain model. As shown in the figure, the radial stressrrr
and the shear stress rrh become small along the sur-
face. These small values indicate that the numerical
inaccuracies are more near 0v
than those near 40–45v
where the bending stresses are large. The magnitude of the compressive residual hoop stress rhh is near its
maximum of 460 MPa at h ¼ 0v
and decreases to
nearly 300 MPa for the range of h from 20v
to 70v
. Nosignificant compressive residual hoop stress rhh exists
around h from 80v
to 90v
. Note that the magnitude of the compressive hoop stress based on the axisymmetric
model is larger than that based on the two-dimensionalplane strain model by approximately 100 MPa from
h¼ 0v
to 70v
when the roller is released with no contactforce between the roller and the crankshaft.
In the rolling processes, the roller rolls around thecrankshaft for multiple passes. The axisymmetric
model may give a more realistic residual stress distri-bution without the out-of-plane shear stress due to theroller’s rolling motion. The general agreement of thestress distributions based on both the plane strain andaxisymmetric models gives an independent check of theresults based on the plane strain model. Choi and Pan[5] have also conducted a two-dimensional finiteelement analysis of a rigid cylinder indenting on anelastic–plastic half space. The general trend of thetransverse residual stress agrees well with that for roll-ing contact of Bhargava et al. [2]. This agreement indi-cates that the residual hoop stresses obtained in ourindentation computations can represent those of rollingcontact of the primary rollers.
Fig. 19 shows the angular distributions of the hoopstress rhh, the radial stress r
rr and the shear stress r
rh
along the fillet surface as functions of h from 0v
to 90v
after releasing the symmetry constraints and applyingthe bending displacements corresponding to 508.4 N m(4500 lb in.) based on the two-dimensional plane strainmodel. The distribution of the hoop stress rhh isapproximately equal to the summation of that obtainedfrom the bending moment of 508.4 N m (4500 lb in.) asshown in Fig. 13 and that from the residual stresses asshown in Fig. 18(b). The locations of the local peak
Fig. 18. Angular distributions of the hoop stress, the radial stressand the shear stress along the fillet surface as functions of h from 0v
to 90v
based on the two-dimensional plane strain model for (a) theroller down at the maximum displacement and (b) the roller releasedwith no contact force between the roller and the crankshaft.
Fig. 19. Angular distributions of the hoop stress, the radial stressand the shear stress along the fillet surface as functions of h from 0
v
to 90v
based on the two-dimensional plane strain model after thesymmetry conditions are released and a bending moment correspond-ing to 508.4 N m (4500 lb in.) is applied.
W.Y. Chien et al. / International Journal of Fatigue 27 (2005) 1–19 11

7/23/2019 Chien 2005
http://slidepdf.com/reader/full/chien-2005 12/19
hoop stress rhh at about 40v
in general agree with thosefrom the experimental observations where the bubbleswere found in bending fatigue tests. Note that theobserved fatigue crack shown in Fig. 5(a) is located at
h ¼ 46v
. The maximum hoop stress rhh from the two-
dimensional plane strain model occurs at about 85v
.
Occasionally, bubbles were found near the location of 90
v
in bending fatigue tests.
4. Linear elastic fracture mechanics
The graphite nodules of the ductile cast iron canprovide stress concentration sites for crack initiationnear the crankshaft fillet surfaces, as shown in Fig. 5(a).When crankshafts are under cyclic loads during engineoperations, it is of great importance to examine if fati-gue cracks can continue to grow and cause extensivedamages to the engine. Within the content of linear
elastic fracture mechanics, the stress intensity factor K ,which is used to characterize the singular crack tipfields, needs to be evaluated in order to characterize thefatigue crack propagation process. The domain J inte-gral formulation [23,26] is used in ABAQUS to evalu-ate the stress intensity factors. For linear elasticmaterials under plane strain mixed mode I and mode IIloading conditions, the stress intensity factor K can berelated to the J integral as
J ¼ K 2I þ K 2II
E ð1 m
2Þ ð1Þ
where K I and K II are mode I and mode II stress inten-sity factors, respectively, E is Young’s modulus and m isPoisson’s ratio.
Strictly speaking, the J integral is applicable only tolinear or nonlinear elastic materials where the strainenergy is a unique function of the strain field. For elas-tic–plastic materials, the J integral can still be adoptedto characterize approximately the crack tip fields if theloading is increased monotonically. In such cases, the J integral is path independent and can be evaluated fromfields remote from the crack tip. However, whenunloading occurs in elastic–plastic materials, the valuesof the J integral calculated far away from the crack tip
may show significant path dependence and have noclear connection with the stress and strain fields nearthe crack tip. For the fillet rolling process consideredhere, the residual stresses are the result of plastic load-ing/elastic unloading. Therefore, the validity to use theJ integral to characterize the crack tip fields will be inquestion.
Hou et al. [15] showed that when the stresses nearthe crack tip due to the applied load are large com-pared to the residual stresses, the J integrals with con-sideration of the residual stresses for different pathsfollow the same trend as those without consideration of
the residual stresses. Pavier et al. [20] also showed thatwhen the applied load is large compared to the residualstresses, a region of constant J integral is observedclose to the crack tip. However, in this investigation,the residual stresses are comparable to the stresses dueto the bending moment of interest near the fillet sur-
face. Based on the finite element mesh with the elementsize of about 100 lm, the singular stress fields near thetips of small cracks with lengths of a fraction of milli-meter initiated near the fillet surface due to the bendingmoment cannot be obtained. Further reduction of thefinite element size near the crack tip may detect thesingular stress fields but becomes meaningless since thecontinuum description of the material behavior will notbe valid at the smaller scale. Also, numerical difficultiesarise in the simulation of the entire process of the roll-ing contact and the crack generation to evaluate thestress intensity factors. Therefore, the stress intensityfactors due to the bending moment of interest and the
residual stresses are evaluated alternatively as follows.
4.1. Stress intensity factors due to bending moment and residual stresses
In order to use a linear elastic fracture mechanicsapproach to investigate the crack propagation process,cracks with initial crack lengths must first be con-sidered. Here, the crack orientation is selected as h ¼52:35
v
which corresponds to the angle that links thelocations of the fillets in the football region. Note thatthe maximum hoop stress due to the bending is located
at near h ¼ 40v
. Although cracks can be initiated nearh ¼ 90
v
due to almost no compressive residual hoopstress as indicated in Fig. 18(b) and as indicated byobserved bubbles in bending fatigue tests, the maindriving force for crack propagation is still due to thebending. The bending should drive cracks to propagatenear the football region and/or in the direction of themaximum hoop stress near the fillet. Here, the stress
state along the radial direction at h ¼ 52:35v
is firstobtained based on the two-dimensional finite elementmodel. Fig. 20(a) shows the radial distributions of thehoop stress rhh, the radial stress r
rr and the shear stress
rrh at h ¼ 52:35v
under the bending moment of 508.4N m (4500 lb in.). As shown in the figure, the magni-tude of the shear stress r
rh is quite small compared tothat of the hoop stress rhh. This indicates that thevalues of the mode II stress intensity factors due to thebending should be quite small compared to those of the mode I stress intensity factors. Indeed, the mode IIstress intensity factors are quite smaller than the modeI stress intensity factors for several crack depths basedon the finite element computations. Since the stressintensity factor ranges due to the bending are the maindriving force for fatigue crack propagation, we will
12 W.Y. Chien et al. / International Journal of Fatigue 27 (2005) 1–19

7/23/2019 Chien 2005
http://slidepdf.com/reader/full/chien-2005 13/19
concentrate on the mode I stress intensity factor due tothe bending for the crack in the direction of
h ¼ 52:35v
.Fig. 20(b) shows the radial distributions of the hoop
stress rhh, the radial stress rrr and the shear stress rrh
at h¼ 52:35v
when the roller is down at its maximumdisplacement. The magnitudes of the compressive hoopstress rhh and the compressive radial stress r
rr are near
740 and 1900 MPa, respectively, on the fillet surfaceand decrease quickly with the increasing distance awayfrom the fillet surface. The magnitude of shear stressrrh is 200 MPa on the fillet surface. The shear stress r
rh
reaches the maximum value of about 300 MPa at thedepth of 0.5 mm from the fillet surface, and decreaseswith the increasing distance away from the fillet sur-face.
Fig. 20(c) shows the radial distributions of the hoopstress rhh, the radial stress r
rr and the shear stress r
rh
at h ¼ 52:35v
when the roller is completely releasedwith no contact force between the roller and the crank-shaft. As shown in the figure, the magnitude of theresidual compressive hoop stress has an average valueof 280 MPa within the depth of 2 mm from the filletsurface, and then decreases with the increasing distanceaway from the fillet surface. The magnitude of thecompressive radial stress r
rr is quite small near the fillet
surface and gradually increases to 80 MPa at the depthof 1 mm from the fillet surface. The magnitude of the
shear stress rrh is also quite small near the fillet surface.
However, the magnitude of the shear stress rrh gradu-
ally reaches to 150 MPa at the depth of about 3 mmfrom the fillet surface.
The summation of the radial distributions of thehoop stress rhh, the radial stress r
rr and the shear stress
rrh at h ¼ 52:35
v
from those of the bending momentand those of the residual stresses due to the rolling pro-cess is shown in Fig. 20(d). As shown in the figure, atensile hoop stress rhh occurs near the fillet surface.The depth of the region with the tensile hoop stress rhhis about 0.5 mm. As the distance from the surfaceincreases, the magnitude of the compressive hoop stressrhh increases and then decreases. As the distance fromthe surface is larger than 3.3 mm, the hoop stress rhh
becomes tensile again. The radial stress rrr remains
small to the depth of 4 mm. Here, it should be men-tioned that the values of the shear stress r
rh are notsmall when the distance increases away from the filletsurface. However, Fig. 20(a) shows that the magnitudes
of the shear stress rrh near the fillet surface at h ¼
52:35v
are quite small due to the bending fatigue tests.Since the stress intensity factor ranges due to the bend-ing are the main driving force for crack propagation,only the mode I effects on the fatigue crack propa-gation will be considered in the following analysis.
The mode I stress intensity factors ðK IÞmaxb s due to
bending are calculated by the normal traction method.
Fig. 20. Radial distributions of the hoop stress, radial stress and shear stress of the crankshaft at h¼ 52:35v
based on the two-dimensional planestrain model (a) under bending, (b) roller down, (c) roller released and (d) summation of (a) and (c).
W.Y. Chien et al. / International Journal of Fatigue 27 (2005) 1–19 13

7/23/2019 Chien 2005
http://slidepdf.com/reader/full/chien-2005 14/19
The normal tractions are first obtained at the locationswhere the crack will be introduced by applying the lin-ear distributed displacements corresponding to thebending moment of 508.4 N m (4500 lb in.) on thecrank pin and the main journal of the uncracked finiteelement model. The normal tractions are then applied
directly on the crack faces of a cracked finite elementmodel to obtain the stress intensity factor of the crack.The computational results indicate that the stress inten-sity factors evaluated from several different contoursare in general path independent when the normal trac-tions exist on the crack faces, except for the contoursclosest to the crack tip where the stress states are notaccurate due to coarse meshes. The demonstration of path independence of the J integral when the normaltractions exist on the crack faces with the refined meshand singular elements around the crack tip will beshown later for the residual stress case.
Note that the crankshaft sections are subject to
bending moment during bending fatigue tests. We hereused the displacement boundary conditions corre-sponding to the bending moment of 508.4 Nm (4500lb-in.) for the two-dimensional uncracked finite elementmodel. If the displacement boundary conditions areapplied to the finite element models with pre-determ-ined cracks, the values of ðK IÞmax
b will not correctly rep-resent the stress intensity factors experienced by thecracked crankshaft sections under the bending momentof 508.4 N m (4500 lb in.) since the compliance of thecracked crankshaft sections will increase when thecrack length increases. Note that the bending fatigue
tests are in fact controlled by the bending momentthrough the output of the strain gage in the right tine.The normal traction method will result in the stressintensity factors for cracks with the displacementboundary conditions under the bending moment of 508.4 N m (4500 lb in.). The computational results of
the ðK IÞmaxb corresponding to the bending moment of
508.4 N m (4500 lb in.) based on the normal tractionmethod for several crack lengths are listed in Table 2.
The mode I stress intensity factors (K I)rs due to the
residual stresses are also calculated by the normal trac-
tion method. In order to validate the results based onthe original coarse mesh as shown in Fig. 8 or 12, the
same level of the mesh refinement near the crack tipsis used for two different crack lengths, a ¼ 0:33
and 1:25 mm. In order to model the 1=
ffiffi
rp singularityat the crack tip, quarter-point singular elements are
employed around the crack tip. An example of therefined finite element mesh near the crack tip for a ¼0:33 mm is shown in Fig. 21. Note that the local
Cartesian coordinates x0 and y0 and the local polarcoordinates r0 and h0 are centered at the crack tip as
shown. The x0 axis is along the crack line direction.Figs. 22 and 23 show the mode I stress intensity fac-
tors for several different contours as functions of the
normalized contour distance from the crack tip due tothe normal tractions for the crack lengths a ¼0:33 and 1:25 mm, respectively, based on the refinedmeshes. Note that the contour distance is normalized
by the crack length. As shown in the figures, path inde-
pendence is observed with a variation of less than 1%
Table 2The values of ðK IÞmax
b corresponding to 508.4 N m (4500 lb in.), (K I)rand D(K I)eff for several crack lengths
Cracklength (mm)
ðK IÞmaxb
ðMPa m1=2Þ(K I)r(MPa m1/2)
D(K I)eff (MPa m1/2)
0.13 7.65 4.89 2.760.33 10.23 7.33 2.90.60 11.66 9.96 1.70.90 12.48 12.78 0.31.25 13.17 16.23 3.061.60 13.73 19.76 6.032.28 14.59 24.84 10.252.96 15.6 26.87 11.273.65 16.64 25.64 9.04.33 17.75 22.88 5.13 Fig. 21. A refined finite element mesh near the crack tip for
a ¼ 0:33 mm.
14 W.Y. Chien et al. / International Journal of Fatigue 27 (2005) 1–19

7/23/2019 Chien 2005
http://slidepdf.com/reader/full/chien-2005 15/19
compared to the average value for all the contoursevaluated. The average values of (K I)r for these con-tours are 7.58 and 16.56 MPa m1/2 for a ¼0:33 and 1:25 mm, respectively. Note that based on theoriginal coarse mesh, the average values of (K I)r are7.33 and 16.23 MPa m1/2 for a ¼ 0:33 and 1:25 mm,respectively. Table 3 gives a comparison of the valuesof (K I)r based on the original coarse and refined
meshes. The difference between the two different meshesis less than 4%. This indicates that the mesh refinement
may not be necessary if the stress intensity factors areevaluated based on the contours far away from thecrack tip. The values of (K I)r for several crack lengthsbased on the original coarse mesh are also listed inTable 2. Note that although the crankshaft section isnot exactly symmetric with respect to the crack line, themode II stress intensity factors (K II)r are almost zerowhen the normal traction is considered.
In order to check the mode I stress intensity factorobtained by the normal traction method due to the
residual stresses, we use the initial stress method toobtain the stress field ahead of the crack tip. First, therefined finite element model is adopted in order toobtain the accurate stress field ahead of the crack tip.The residual stresses induced by the fillet rolling pro-cess are obtained by the elastic–plastic finite elementanalysis based on the refined mesh without crack. Auser subroutine is written to import the residual stres-ses of each integration point of all elements as theinitial stresses for the corresponding integration pointsof the elements in an elastic finite element analysis witha pre-determined crack where the crack faces are con-
nected by elastic springs of large stiffness. The springsare then released for the desired crack length to obtainthe stress fields near the crack tip in the elastic finiteelement analysis.
Figs. 24 and 25 show comparisons of the normalizedhoop stress distributions ahead of the crack tip withrespect to the local cylindrical coordinate system in alog–log scale based on the initial stress method andthose predicted by the K field based on the normaltraction method for the crack lengths a ¼ 0:33and 1:25 mm, respectively. The hoop stresses are nor-malized by a reference stress which is taken as the yieldstress r
o. Note again that the finite element computa-
tions are based on the linear elastic material behaviorwithout consideration of the contact between the crackfaces. As shown in these figures, the hoop stress dis-tributions ahead of the crack tip obtained from theinitial stress method are very close to those predictedby the K field based on the normal traction method asthe radial distance from the crack tip decreases. How-ever, the difference becomes large as the radial distancefrom the crack tip increases since the crack tip singu-larity becomes less dominant.
Note that the accuracy of the stress intensity factorsobtained from the displacements or stresses near the
Fig. 22. The mode I stress intensity factors for several different con-tours as functions of the normalized contour distance from the cracktip, r=a, for the crack length a ¼ 0:33 mm under the residual stresses.
Fig. 23. The mode I stress intensity factors for several different con-tours as functions of the normalized contour distance from the cracktip, r=a, for the crack length a ¼ 1:25 mm under the residual stresses.
Table 3A comparison of the values of (K I)r based on the original coarsemesh and the refined mesh
Cracklength (mm)
(K I)r (MPa m1/2,coarse mesh)
(K I)r (MPa m1/2,refined mesh)
Difference (%)
0.33 7.33 7.58 3.301.25
16.23
16.58 2.11
W.Y. Chien et al. / International Journal of Fatigue 27 (2005) 1–19 15

7/23/2019 Chien 2005
http://slidepdf.com/reader/full/chien-2005 16/19
crack tip depends on the mesh refinement near the
crack tip for crankshaft sections even under bending
conditions [11]. Here, it should be mentioned that the J
integral remains path independent from the elastic
finite element method based on the normal traction
method. The results shown in Figs. 24 and 25 suggestthat the normal traction method can give reasonablevalues of the mode I stress intensity factor (K I)r due toresidual stresses. Note that the implementation of theshear tractions on the crack faces is not convenient inABAQUS. Also, the mode II stress intensity factors are
small compared to the mode I stress intensity factorsdue to the bending. In addition, the mode I stressintensity factors due to the bending are the primarydriving force for fatigue crack propagation. Therefore,only the mode I stress intensity factors due to thebending and the residual stresses will be considered inthe following analysis.
4.2. An effective stress intensity factor range
In the presence of the residual stresses, the actualmaximum stress intensity factors of the cracks nearthe fillet surface under bending are different from the
ðK IÞmaxb due to bending alone. In order to account for
the effects of the residual stresses, we define an effectivestress intensity factor, (K I)eff , which combines the stressintensity factor due to the bending moment, (K I)b, andthe stress intensity factor due to the residual stresses,(K I)r, as
ðK IÞeff ¼ ðK IÞb þ ðK IÞr ð2ÞIn order to examine if the fatigue crack propagation
will continue or arrest in the compressive residualstress zone, the effective stress intensity factor range isdefined as
DðK IÞeff ¼ ðK IÞmaxeff ðK IÞmin
eff ð3ÞAs indicated in, for example, Beghini and Bertini [1],
the determination of ðK IÞmineff and ðK IÞmax
eff is quite com-plicated with consideration of the residual stress distri-bution, depending on the condition that a crack is fullyopen, partially open or fully closed at the minimumexternal load. For simplicity, we assume that no dam-age can be produced during the compressive part of thecycle and only the positive part of the cycle can con-tribute to fatigue crack propagation. Since these crackswith crack lengths of our interest are almost fullyimmersed in the compressive residual hoop stress field,the effective stress intensity factor range can beapproximated as
DðK IÞeff ¼ ðK IÞmaxb þ ðK IÞr ð4Þ
Note that the closure effect is important. However, itis not considered in this investigation. Table 2 listsD(K I)eff based on Eq. (4) for several crack lengthsunder the bending load corresponding to 508.4 N m(4500 lb in.). Note that, when D(K I)eff is negative, thecrack should not propagate based on our assumption.Fig. 26 shows the values of ðK IÞmax
b corresponding to508.4 N m (4500 lb in.), (K I)r and D(K I)eff as functions
Fig. 25. A comparison of the normalized compressive hoop stressesahead of the crack tip with respect to the local cylindrical coordinatesystem as shown in Fig. 21 based on the initial stress method andthose predicted by the K field based on the normal traction methodfor the crack length a ¼ 1:25 mm under the residual stresses.
Fig. 24. A comparison of the normalized compressive hoop stressesahead of the crack tip with respect to the local cylindrical coordinatesystem as shown in Fig. 21 based on the initial stress method andthose predicted by the K field based on the normal traction methodfor the crack length a ¼ 0:33 mm under the residual stresses.
16 W.Y. Chien et al. / International Journal of Fatigue 27 (2005) 1–19

7/23/2019 Chien 2005
http://slidepdf.com/reader/full/chien-2005 17/19
of the crack length. For the D(K I)eff corresponding to508.4 N m (4500 lb in.), the minimum value is about11.27 MPa m1/2 at a ¼ 2:96 mm. This negative valueof D(K I)eff suggests that under the bending moment of 508.4 N m (4500 lb in.), a fatigue crack initiated near agraphite particle near the fillet surface cannot grow outof compressive residual stress zone. When the bending
moment increases, ðK IÞmaxb increases linearly according
to linear elasticity. As the minimum value of D(K I)eff exceeds the threshold values of the stress intensity fac-tor range DK th for the cast iron, a crack can then con-tinue to propagate through the compressive residualstress zone. Here, DK th is defined as the largest DK forwhich a measurable crack growth is not detected.
For the cast iron that we consider, the value of DK this not available in the literature. Clement et al. [6] tes-ted a ferrite nodular graphite cast iron and reportedthe value of DK th as 8.5 MPa m1/2. The cast iron of Clement et al. [6] is different from the cast iron that westudy here. From the viewpoint of the material pro-perty, the tensile yield strength of the cast iron that we
investigate here is 419 MPa, which is much larger thatthe tensile yield strength of 270 MPa of the cast iron inClement et al. [6]. In addition, the mean diameters andspacings of nodules and the grain sizes are quite differ-ent. Since the tensile yield strength of our cast iron ishigher, we expect that the value of DK th may be lowerthan 8.5 MPa m1/2. Note that DK th can be a functionof the load ratio R. Here, we arbitrarily take the valueof DK th as 4 MPa m1/2 to conduct a parametric studyfor different load ratios in order to demonstrate theimportance of the residual stress distribution on fatiguecrack initiation and arrest.
Based on linear elastic fracture mechanics, when thebending moment increases to 1017 N m (9000 lb in.),the minimum value of D(K I)eff is a bit larger than 4MPa m1/2. Fig. 27 shows the values of ðK IÞmax
b corre-sponding to 1017 N m (9000 lb in.), (K I)r and D(K I)eff as functions of the crack length. Note that the values
of ðK IÞmax
b are 200% of those in Table 2 based on linearelasticity. As shown in the figure, the minimum valueof D(K I)eff corresponding to 1017 N m (9000 lb in.) isabout 4.33 MPa m1/2 at a ¼ 2:96 mm. This value of D(K I)eff suggests that under the bending moment of 1017 N m (9000 lb in.), a fatigue crack initiated near agraphite particle near the fillet surface can escape fromthe compressive residual stress zone during the res-onant bending fatigue tests based on DK th of 4 MPam1/2. Fig. 27 shows that D(K I)eff increases and thendecreases to the minimum as the crack length increases.As the crack length larger than 2.96 mm, D(K I)eff con-
tinues to increase.It should be emphasized that the crack propagationprocess in the crankshaft is three-dimensional in nat-ure. The crack propagation path is quite complicatedand can be influenced by the stress concentration of thefootball region. Here, the two-dimensional finiteelement analysis and the linear elastic fracture mech-anics approach are adopted in order to at least givesome physical insights of the fatigue cracking mechan-isms under resonant bending fatigue tests. Note that weinvestigate the case of h ¼ 52:35
v
here. In fact, thecrack initiation location and propagation angle h
should depend on the distribution of the stresses nearthe fillet surface, which depend upon the magnitude of
Fig. 26. The values of ðK IÞmaxb corresponding to 508.4 N m (4500 lb
in.), (K I)r and D(K I)eff as functions of the crack length.
Fig. 27. The values of ðK IÞmaxb corresponding to 1017 N m (9000 lb
in.), (K I)r and D(K I)eff as functions of the crack length.
W.Y. Chien et al. / International Journal of Fatigue 27 (2005) 1–19 17

7/23/2019 Chien 2005
http://slidepdf.com/reader/full/chien-2005 18/19
the bending moment and the detailed residual stressdistribution. The results for other crack orientations
will be qualitatively similar to those of the case for h
¼ 52:35v
discussed here.
5. Discussions and conclusions
The influence of the residual stresses induced by thefillet rolling process on the fatigue process of a ductilecast iron crankshaft section under bending is investi-gated by a two-dimensional plane strain finite elementanalysis. The stress concentration near the fillet of thecrankshaft section under a bending moment of 508.4 Nm (4500 lb in.) without consideration of residual stres-ses due to the fillet rolling is first investigated by a lin-ear elastic finite element analysis. The computationalresults show that the stress gradients are very high nearthe fillet surface such that the stress magnitude drops
very quickly with increasing distance away from the fil-let surface.
The fillet rolling process is then investigated basedon the shadowgraphs of the fillet surface profiles beforeand after the rolling process in an elastic–plastic finiteelement analysis with consideration of the kinematichardening rule. The critical ‘football’ region is focusedin our investigation. The plastic zone development andthe residual stress distribution induced by the fillet roll-ing process near the crankshaft fillet are obtained.When a bending moment of 508.4 N m (4500 lb in.) isapplied to the crankshaft after the fillet rolling process,
a shallow tensile zone appears near the fillet surface.The locations of the peak hoop stress under bending ingeneral agree with the experimental observations wherethe bubbles were found.
A linear elastic fracture mechanics approach isemployed to understand the fatigue crack propagationprocess by investigating the stress intensity factors of cracks emanating from the fillet surface. The stressintensity factors of these cracks due to the bendingmoment and the residual stresses are evaluated basedon the domain J integral formulation in ABAQUS.Note that the stress intensity factors obtained based onthe domain J integral are not path independent under
the presence of the residual stresses when the elastic– plastic and elastic unloading behavior of the material isconsidered. Therefore, the linear elastic fracture mech-anics approach is considered instead. First, the mode Istress intensity factors are obtained by applying thenormal tractions on the crack faces. The results of thenormal traction method are independently checked bycomparing the crack-tip stress fields ahead of the cracktip based on the normal traction method and the initialstress method. Here, only mode I stress intensity fac-tors are considered since the normal tractions are muchlarger than the shear tractions on the crack faces under
bending. Note that based on the normal tractionmethod, the mode I stress intensity factor can be eval-uated based on the contours far away from the cracktip due to the path independence of the J integral. Theprinciple can be conveniently applied to other geome-tries and stress states to evaluate the mode I stress
intensity factor, which may contribute significantly inthe fatigue crack propagation process.An effective stress intensity factor, which combines
the stress intensity factors due to the bending momentand due to the residual stress, is defined. The effectivestress intensity factor range is then approximated andcompared to an assumed threshold stress intensity fac-tor range to determine if the crack can continue topropagate for a given crack length. The results indicatethe four-bubble failure criterion may not correctly cor-relate to the final failure of the crankshaft under thegiven bending moment. The bubbles observed in theresonant bending fatigue tests are possibly only due tothe graphite fallouts and small fatigue cracks initiatednear the graphite particles due to additional stress con-centration from the existence of graphite particles [5].Cracks found on the fillet surface do not appear to bedetrimental to the fatigue life of the crankshaft.
Note that the detailed microstructure of the ductilecast iron is not explicitly modeled in our analysis. Theexistence of the graphite nodules can provide theadditional stress concentration to accelerate the crackinitiation and propagation. On the other hand, thegraphite nodules can also retard the crack propagationdue to the crack tip blunting when cracks hit the
graphite nodules. Further investigations are needed tounderstand the effects of graphite nodules on the fati-gue properties of the crankshaft. Also, the crack size isrelatively small. Therefore, the crack closure effects andthe smallness of the crack may be important for futureinvestigations. As indicated in Table 2, the smallestcrack length that we consider is 0.13 mm which isabout five times of the graphite particle size and aboutthe mean spacing between the graphite particles. Wecan pick a smaller crack length of the graphite particlesize and compute the values of ðK IÞmax
b , (K I)r andD(K I)eff . These values will be smaller when compared to
those for a ¼ 0:13 mm. In fact, when we extrapolatethe curves of ðK IÞmax
b , (K I)r and D(K I)eff in Figs. 26 and
27, the curves will go to zero as a approaches to 0within the context of fracture mechanics. Therefore,within the context of fracture mechanics, we do needan initial crack length of the size or the mean spacingof graphite particles to support the results based onFigs. 26 and 27.
Here, we concentrate on the effects of residual stres-ses induced by the fillet rolling process. According toour results, the four-bubble failure criterion can onlydetermine the crack initiation life for small cracks
18 W.Y. Chien et al. / International Journal of Fatigue 27 (2005) 1–19

7/23/2019 Chien 2005
http://slidepdf.com/reader/full/chien-2005 19/19
initiated on the surfaces of fillets, but cannot indicate
whether cracks can propagate through or arrest in the
compressive residual stress zone. Therefore, the crank-
shaft fatigue strength assessment based on the four
bubbles failure criterion may be too conservative. In
order to investigate the fatigue fracture of the crank-
shaft, a larger bending moment should be applied inresonant bending fatigue tests such that a crack ema-
nating from the fillet surface can escape from the com-
pressive residual stress zone to cause the complete
fracture of the crankshaft sections. The minimum
bending moment that can allow a crack to grow out of
the compressive residual stress zone should be the true
critical bending moment for the crankshaft section
under cyclic bending conditions. Investigation of the
complete fracture of crankshaft sections under cyclic
bending conditions has been planned [25]. The results
will be reported in the future.
Acknowledgements
The support of this work by a DaimlerChrysler
Challenge Fund project is greatly appreciated. Helpful
discussions with Darryl Taylor, Yung-Li Lee, Paul Spi-
teri and Andy Hartiger of DaimlerChrysler on crank-
shaft bending fatigue tests and William Hosford of the
University of Michigan on the material properties of
cast irons are greatly appreciated.
References
[1] Beghini M, Bertini L. Fatigue crack propagation throughresidual stress fields with closure phenomena. Eng Fract Mech1990;36:379–87.
[2] Bhargava V, Hahn GT, Rubin CA. Elastic–plastic finite elementmodel of rolling contact—part 1: analysis of single contacts. JAppl Mech Trans ASME 1985;52:67–74.
[3] Bhargava V, Hahn GT, Rubin CA. Elastic–plastic finite elementmodel of rolling contact—part 2: analysis of repeated contacts. JAppl Mech Trans ASME 1985;52:75–82.
[4] Bijak-Zochowski M, Marek P. Residual stress in some elasto-plastic problems of rolling contact with friction. Int J Mech Sci
1997;39:15–32.[5] Choi KS, Pan J. Fatigue process of fillet rollers and crankshaftsections with consideration of fillet rolling, submitted for publi-cation.
[6] Clement P, Angeli JP, Pineau A. Short crack behaviour in nodu-lar cast iron. Fatigue Fract Eng Mater Struct 1984;7:251–65.
[7] Dang Van K, Flavenot JF, Le Douaron A. Critere d’amorcageen fatigue a grand nombre de cycles sous solicitations multi-axiales. J Comm Fatigue Soc Franc Metall, RE1123, 1984.
[8] Dang Van K, Maitournam MH. Steady-state flow in classicalelastoplasticity: applications to repeated rolling and sliding con-tact. J Mech Phys Solids 1993;41:1691–710.
[9] Eberhard A. Einfluss der formgebung auf die spannungsvertei-lung von kurbelkropfungen mit langsbohrungen-teil 1. MTZ1973;34:205–10.
[10] Guagliano M, Terranova A, Vergani L. Theoretical and experi-mental study of the stress concentration factor in diesel enginecrankshafts. J Mech Des Trans ASME 1993;115:47–52.
[11] Guagliano M, Vergani L. A simplified approach to crack growthprediction in a crankshaft. Fatigue Fract Eng Mater Struct
1994;17:1295–306.[12] Ham G, Rubin CA, Hahn GT, Bhargava V. Elasto-plastic finite
element analysis of repeated, two-dimensional rolling-slidingcontacts. J Tribol Trans ASME 1988;110:44–9.
[13] Henry J, Toplosky J, Abramczuk M. Crankshaft durability pre-diction—a new 3-D approach, SAE Paper 920087. Warrendale(PA): Society of Automotive Engineers; 1992.
[14] Hibbitt HD, Karlsson BI, Sorensen EP. ABAQUS user manual,version 6-2, 2001.
[15] Hou Y-C, Kim M, Pan J, Brust FW. Effects of residual stresseson fracture of welded pipes. ASME Pressure Vessels Piping DivPVP 1996;327:67–75.
[16] Lee Y-L, Morrissey W. Uncertainties of experimental crankshaftfatigue strength assessment.Int J Mater Prod Tech 2001;16:379–92.
[17] Love RJ, Waistall DN. The improvement in the bending fatigue
strength of production crankshafts by cold rolling. M.I.R.A.Report No. 1954/1, 1954. p. 1–8.
[18] Maab H. Die gestaltsfestigkeit von kurbellwellen, insbesonderenach den forderungen der klassifikation-gesellschaften. MTZ1964;25:391–405.
[19] Merwin JE, Johnson KL. An analysis of plastic deformation inrolling contact. Proc Inst Mech Eng 1963;177:676–90.
[20] Pavier MJ, Poussard CGC, Smith DJ. Effect of residual stressaround cold worked holes on fracture under superimposedmechanical load. Eng Fract Mech 1999;63:751–73.
[21] Perl M, Arone R. Stress intensity factors for a radially multi-cracked partially autofrettaged pressurized thick-walled cylinder.J Pressure Vessel Technol 1988;110:147–54.
[22] Pfender M, Amedik E, Sonntag G. Einfluss der formgebung auf die spannungsverteilung in kurbelkropfungen. MTZ 1966;27:
225–37.[23] Rice JR. A path independent integral and the approximate
analysis of strain concentration by notches and crack. J ApplMech 1968;35:379–86.
[24] Seo Y, Taylor D, Chien WY, Pan J, Close D. Modeling of res-onant testing for determination of cracking in cast iron crank-shafts. SAE 2002 International Congress and Exhibition,Detroit, Michigan, March 4–7. 2002.
[25] Spiteri P. Private communication 2004.[26] Shih CF, Moran B, Nakamura T. Energy release rate along a
three-dimensional crack front in a thermally stressed body. Int JFract 1986;30:79–102.
[27] Tartaglia JM, Ritter PE, Gundlach RB, Jenkins L. Monotonicand cyclic property design data for ductile iron castings. SAEPaper 2000-01-0758. Warrendale (PA): Society of AutomotiveEngineers; 2000.
[28] Taylor D, Ciepalowicz AJ, Rogers P, Devlukia J. Prediction of fatigue failure in a crankshaft using the technique of crack mod-elling. Fatigue Fract Eng Mater Struct 1997;20:13–21.
[29] Taylor D, Zhou W, Ciepalowicz AJ, Devlukia J. Mixed-modefatigue from stress concentrations: an approach based onequivalent stress intensity. Int J Fatigue 1999;21:173–8.
[30] Yu V, Chien WY, Choi KS, Pan J, Close D. Testing and model-ing of frequency drops in resonant bending fatigue tests of not-ched crankshaft sections. SAE Technical Paper No. 2004-01-1501. Warrendale (PA): Society of Automotive Engineers; 2004.
W.Y. Chien et al. / International Journal of Fatigue 27 (2005) 1–19 19