,ChenbinLiu b UNCORRECTED
8
UNCORRECTED PROOF Materials Science & Engineering A xxx (2018) xxx-xxx Contents lists available at ScienceDirect Materials Science & Engineering A journal homepage: www.elsevier.com An effective method to obtain Cu-35Zn alloy with a good combination of strength and ductility through cryogenic rolling Pengfei Wang a , Jinchuan Jie a, ⁎ , Chenbin Liu a , Lijuan Guo b , Tingju Li a a School of Material Science and Engineering, Dalian University of Technology, Dalian 116024, Liaoning, China b TDK Dalian Corporation, Dalian 116024, China ARTICLE INFO Keywords: Brass Cryogenic rolling Deformation Strength Hardness Ductility ABSTRACT In the present study, commercial Cu-35Zn α-brass sheets were subjected to cryogenic rolling (CR) to obtain sam- ples with different amounts of deformation in the thickness direction. A self-designed liquid nitrogen cooling system that can simultaneously cool the work rollers and samples was used to ensure an ultra-low temperature condition during the rolling process. The grains, deformation twins, and dislocation density of the samples were studied by optical microscopy, transmission electron microscopy (TEM), and X-ray diffraction (XRD). Uniaxial tensile tests and Vickers hardness measurements were conducted to measure the mechanical properties of the samples. The microstructures and mechanical properties of CR samples were apparently improved compared to the room temperature rolling (RTR) samples with increasing deformation amount. As a typical example, when the deformation amount is 90%, the CR sample possesses ultrafine microstructures and demonstrates extraor- dinary mechanical properties. The average tensile and yield strengths of a 90% deformation CR sample can be improved to 835.3 MPa and 711.5 MPa, while those of a 90% deformation RTR sample are 718.6 MPa and 481.2 MPa. The average elongation of the CR sample is 2.9%, which is acceptable compared with the RTR sam- ple whose average elongation is 3.1%. The ultrafine microstructures containing ultrafine grains, high density dis- location, and nanometer scale deformation twins in the 90% deformation CR sample may be the main reason for its extraordinary mechanical properties. Therefore, samples with a good combination of strength and ductility were obtained in the present study. This may be a valuable exploration to fabricate Cu-35Zn alloy sheets with excellent microstructures and mechanical properties. 1. Introduction The mechanical properties of metals and alloys are mainly deter- mined by their microstructures, including grain size, densities of twins, and dislocations [1–5]. Grain refinement is one of the important meth- ods to improve the strength of traditional metallic materials [6,7]. Ac- cording to the Hall-Petch relationship, the strength can be improved sig- nificantly when the grain size is reduced to nanometer scale [8–10]. Ultrafine grain materials fabricated by plastic deformation, such as equal channel angular pressing (ECAP), high pres- sure torsion (HPT), and accumulative roll bonding (ARB), can demon- strate high strength [11–14]. The refined grains/twins and high disloca- tion density are responsible for this high strength. However, there are some issues with these methods, such as the requirement of severe plas- tic deformation and can only fabricate small samples. Thus, it is difficult to apply these methods in industrial production. Fabrication of ultrafine-grained materials by cryogenic rolling (CR) has attracted a lot of attention in the last few ⁎ Corresponding author. Email address: [email protected], [email protected] (J. Jie) https://doi.org/10.1016/j.msea.2018.01.014 Received 21 November 2017; Accepted 4 January 2018 Available online xxx 0921-5093/ © 2017.
Transcript of ,ChenbinLiu b UNCORRECTED

UNCO
RREC
TED
PROO
F
Materials Science & Engineering A xxx (2018) xxx-xxx
Contents lists available at ScienceDirect
Materials Science & Engineering Ajournal homepage: www.elsevier.com
An effective method to obtain Cu-35Zn alloy with a good combination of strength andductility through cryogenic rollingPengfei Wanga, Jinchuan Jiea, ⁎, Chenbin Liua, Lijuan Guob, Tingju Liaa School of Material Science and Engineering, Dalian University of Technology, Dalian 116024, Liaoning, Chinab TDK Dalian Corporation, Dalian 116024, China
A R T I C L E I N F O
Keywords:BrassCryogenic rollingDeformationStrengthHardnessDuctility
A B S T R A C T
In the present study, commercial Cu-35Zn α-brass sheets were subjected to cryogenic rolling (CR) to obtain sam-ples with different amounts of deformation in the thickness direction. A self-designed liquid nitrogen coolingsystem that can simultaneously cool the work rollers and samples was used to ensure an ultra-low temperaturecondition during the rolling process. The grains, deformation twins, and dislocation density of the samples werestudied by optical microscopy, transmission electron microscopy (TEM), and X-ray diffraction (XRD). Uniaxialtensile tests and Vickers hardness measurements were conducted to measure the mechanical properties of thesamples. The microstructures and mechanical properties of CR samples were apparently improved compared tothe room temperature rolling (RTR) samples with increasing deformation amount. As a typical example, whenthe deformation amount is 90%, the CR sample possesses ultrafine microstructures and demonstrates extraor-dinary mechanical properties. The average tensile and yield strengths of a 90% deformation CR sample canbe improved to 835.3 MPa and 711.5 MPa, while those of a 90% deformation RTR sample are 718.6 MPa and481.2 MPa. The average elongation of the CR sample is 2.9%, which is acceptable compared with the RTR sam-ple whose average elongation is 3.1%. The ultrafine microstructures containing ultrafine grains, high density dis-location, and nanometer scale deformation twins in the 90% deformation CR sample may be the main reason forits extraordinary mechanical properties. Therefore, samples with a good combination of strength and ductilitywere obtained in the present study. This may be a valuable exploration to fabricate Cu-35Zn alloy sheets withexcellent microstructures and mechanical properties.
1. Introduction
The mechanical properties of metals and alloys are mainly deter-mined by their microstructures, including grain size, densities of twins,and dislocations [1–5]. Grain refinement is one of the important meth-ods to improve the strength of traditional metallic materials [6,7]. Ac-cording to the Hall-Petch relationship, the strength can be improved sig-nificantly when the grain size is reduced to nanometer scale [8–10].Ultrafine grain materials fabricated by plastic
deformation, such as equal channel angular pressing (ECAP), high pres-sure torsion (HPT), and accumulative roll bonding (ARB), can demon-strate high strength [11–14]. The refined grains/twins and high disloca-tion density are responsible for this high strength. However, there aresome issues with these methods, such as the requirement of severe plas-tic deformation and can only fabricate small samples. Thus, it is difficultto apply these methods in industrial production.
Fabrication of ultrafine-grained materials by cryogenic rolling (CR)has attracted a lot of attention in the last few
⁎ Corresponding author.Email address: [email protected], [email protected] (J. Jie)
https://doi.org/10.1016/j.msea.2018.01.014Received 21 November 2017; Accepted 4 January 2018Available online xxx0921-5093/ © 2017.

UNCO
RREC
TED
PROO
F
P. Wang et al. Materials Science & Engineering A xxx (2018) xxx-xxx
years, and may be a promising industrial production method [15–20].During the cryogenic rolling process, dynamic recovery and recrystal-lization can be inhibited, grain refinement and deformation twins areapparently promoted, and the dislocations accumulate after each rollingpass and reach a high density; even the dislocations can rearrangethemselves into dislocation cells, enhancing the deformation amount[19–21]. All of these can result in ultrafine microstructures, which con-sequently lead to the high strength of the samples, but the ductility ispoor [22,23]. Although the following heat treatment is one of the ef-fective methods to improve the ductility, the strength will be seriouslysacrificed [21,23]. Therefore, it is difficult to obtain samples with highstrength and good ductility through cryogenic rolling.
The temperature increase during the cryogenic rolling process wasnot considered or well-controlled in the previous studies [16–19]. Thismay be one of reasons affecting the ductility of as-rolled samples.Hence, whether the ductility of samples can be improved if the temper-ature increase is controlled during the whole process should be investi-gated. As is well known, the resistance of metals to deformation is en-hanced with increasing deformation amount due to the work hardening[24,25]. Faced centered cubic (fcc) copper and its alloys possess goodtoughness even they are rolled at ultra-low temperature [24,25]. For ex-ample, the Cu-Zn alloys are widely used in industry due to their goodmechanical properties, deformation behavior, and corrosion resistance[26–28].
Hence, the Cu-35Zn brass was used as the experimental material inthe present study. A self-designed liquid nitrogen cooling system was ap-plied to maintain an ultra-low temperature condition during the wholecryogenic rolling process. The microstructures and mechanical proper-ties of CR samples were studied, and the deformation and strengtheningmechanisms are also discussed.
2. Experimental
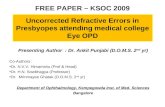
The commercial Cu-35Zn brass sheet was prepared and its chem-ical composition is listed in Table 1. The sheet was cut into150×80×5.5 mm3 samples and then subjected to homogenization treat-ment (HT) at 560 °C for 3 h. Their surfaces were grinded and polishedbefore cryogenic rolling. The samples were immersed into liquid nitro-gen for 20 min until the temperature was stable. In order to controlthe temperature increase and offer an ultra-low temperature conditionduring the whole cryogenic rolling process, a self-designed liquid nitro-gen cooling system was applied. Liquid nitrogen was jetted continuouslyduring the whole process as shown in Fig. 1. After each pass, the sam-ples were immediately immersed into the liquid nitrogen for 10 min un-til the temperature was stable again before the next rolling pass. So theCR samples were fabricated in the ultra-low temperature condition dur-ing the whole process. CR samples with deformation amount of 30%,50%, 70%, or 90% were obtained through multiple rolling passes. For
comparison, RTR samples with the same deformation amounts were alsofabricated through room temperature rolling.
An optical microscope (Olympus GX51) was used to observe the mi-crostructures of HT, CR, and RTR samples. The samples for optical ob-servation were grinded with sandpaper followed by mechanical polish-ing. Then they were etched in a solution containing 2 ml hydrochloricacid, 96 ml alcohol, and 3 g FeCl3. The microstructures of 90% defor-mation samples were analyzed by TEM. The samples were thinned to50 µm, and then disc samples of 3 mm diameter were punched out fromthe thin foil. The disc samples were electro polished at about −40 °Cin a solution containing methanol and nitric acid (with a volume ra-tio of 3:1) using a twin jet electro polisher. Samples for XRD test (thescan speed was 2°/min, step size was 0.02°) were grinded and subjectedto electrolytic polish. Mechanical properties were measured by Vickershardness and uniaxial tensile test. The Vickers hardness was measuredunder a load of 3 N and for a duration time of 15 s at room temperature.At least 15 different points were measured for each sample to obtain anaverage value. Uniaxial tensile tests were carried out at room temper-ature using an MTS testing machine (SHT4305). Five samples for eachdifferent deformation amount were tested to ensure the credibility andreproducibility of the experimental results. The fracture morphology ofthe cracked tensile specimens was observed through a scanning electronmicroscope (SEM).
3. Results and discussion
3.1. Microstructure
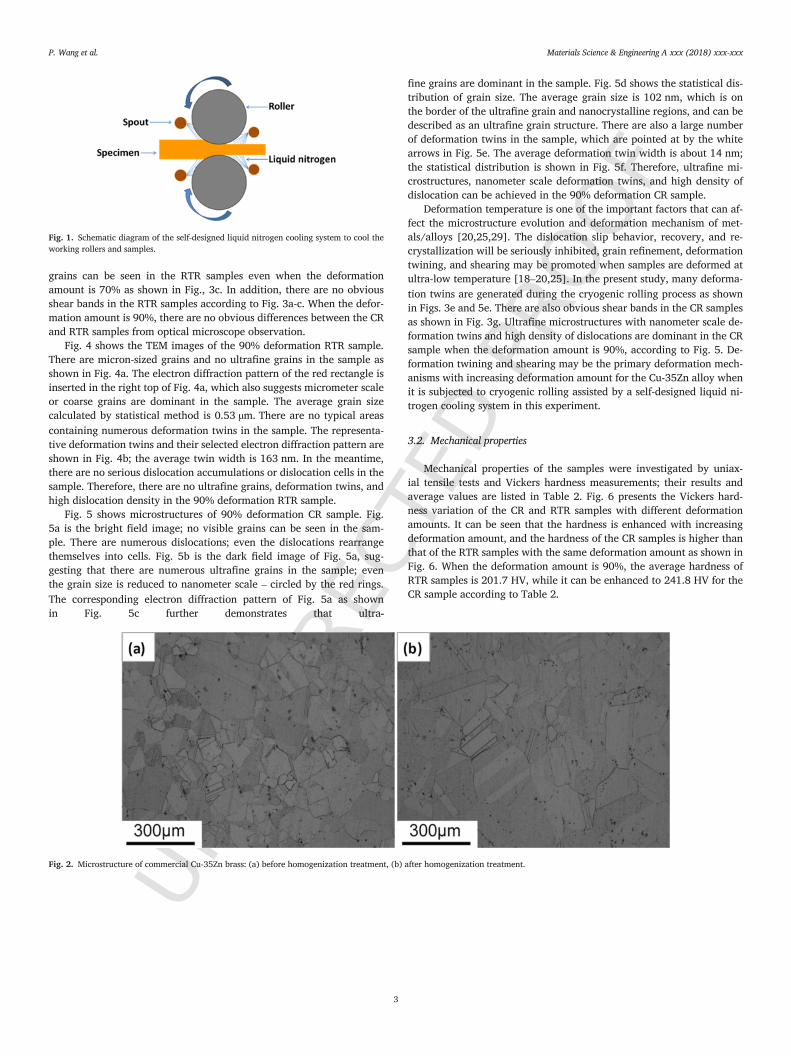
Fig. 2 shows the microstructure of the Cu-35Zn brass before and af-ter homogenization treatment. Coarse grains and twins can be observed;the average grain sizes before and after homogenization treatment are74 µm and 126 µm, respectively.
The microstructures of rolled samples are shown in Fig. 3. It can beseen that grains are gradually elongated with increasing deformationamount for both RTR and CR samples. When the deformation amountis 50%, there are numerous coarse equiaxed grains and twins in theRTR sample shown in the Fig. 3a. While the grains are obviously re-fined and there are lots of fine deformation twins in the CR sample,even some shear bands generate as shown in Fig. 3e. The shear bands,which can transfer across the grain boundaries and are ascribed tothe large strains due to the deformation inhomogeneities, are paral-lel to the transverse direction (TD) and inclined at about 35° to therolling direction (RD) [29,30]. When the deformation amount is 70%,the microstructures in the CR sample are more obviously refined, thereare no obvious grains, and deformation twins can be seen accordingto Fig. 3f. And there are numerous shear bands in the CR sample asshown in Fig. 3g. In contrast, the microstructures of RTR samples arenot refined as obviously as in the CR samples. There are still obvious
Table 1Chemical composition of Cu-35Zn brass.
Element Cu Pb P Fe Sb Bi Znwt% 65.1 0.03 0.01 0.10 0.005 0.005 Balance
2
UNCO
RREC
TED
PROO
F
P. Wang et al. Materials Science & Engineering A xxx (2018) xxx-xxx
Fig. 1. Schematic diagram of the self-designed liquid nitrogen cooling system to cool theworking rollers and samples.
grains can be seen in the RTR samples even when the deformationamount is 70% as shown in Fig., 3c. In addition, there are no obviousshear bands in the RTR samples according to Fig. 3a-c. When the defor-mation amount is 90%, there are no obvious differences between the CRand RTR samples from optical microscope observation.
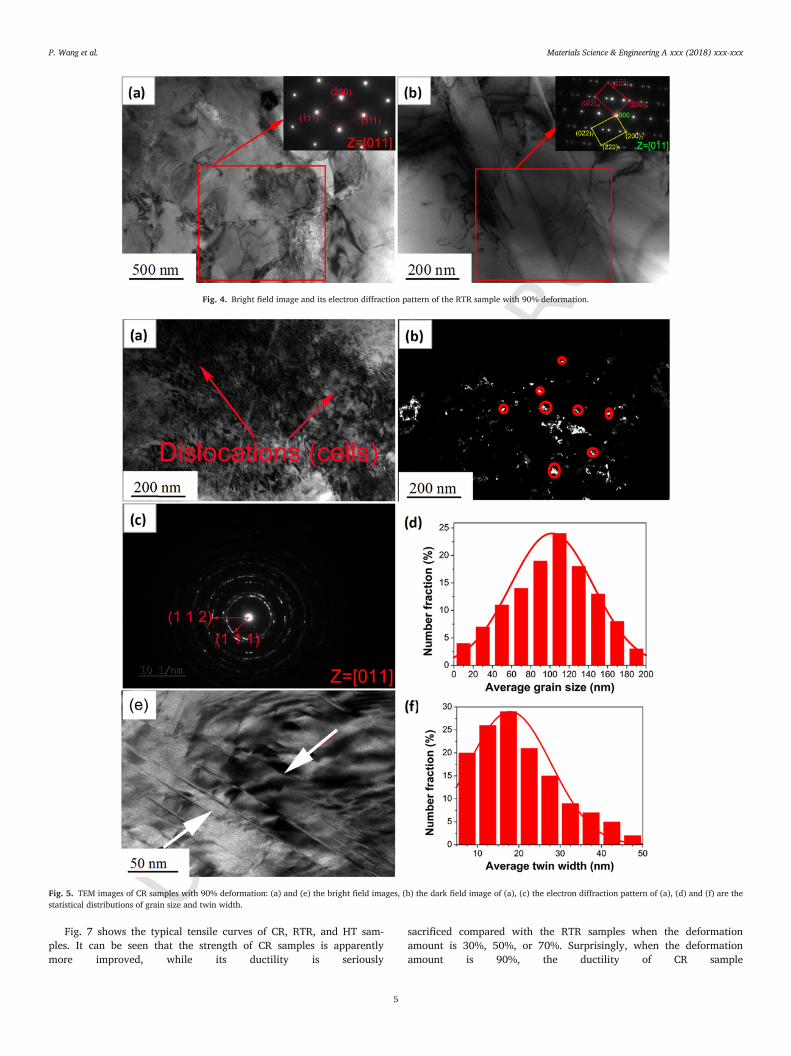
Fig. 4 shows the TEM images of the 90% deformation RTR sample.There are micron-sized grains and no ultrafine grains in the sample asshown in Fig. 4a. The electron diffraction pattern of the red rectangle isinserted in the right top of Fig. 4a, which also suggests micrometer scaleor coarse grains are dominant in the sample. The average grain sizecalculated by statistical method is 0.53 µm. There are no typical areascontaining numerous deformation twins in the sample. The representa-tive deformation twins and their selected electron diffraction pattern areshown in Fig. 4b; the average twin width is 163 nm. In the meantime,there are no serious dislocation accumulations or dislocation cells in thesample. Therefore, there are no ultrafine grains, deformation twins, andhigh dislocation density in the 90% deformation RTR sample.
Fig. 5 shows microstructures of 90% deformation CR sample. Fig.5a is the bright field image; no visible grains can be seen in the sam-ple. There are numerous dislocations; even the dislocations rearrangethemselves into cells. Fig. 5b is the dark field image of Fig. 5a, sug-gesting that there are numerous ultrafine grains in the sample; eventhe grain size is reduced to nanometer scale – circled by the red rings.The corresponding electron diffraction pattern of Fig. 5a as shownin Fig. 5c further demonstrates that ultra
fine grains are dominant in the sample. Fig. 5d shows the statistical dis-tribution of grain size. The average grain size is 102 nm, which is onthe border of the ultrafine grain and nanocrystalline regions, and can bedescribed as an ultrafine grain structure. There are also a large numberof deformation twins in the sample, which are pointed at by the whitearrows in Fig. 5e. The average deformation twin width is about 14 nm;the statistical distribution is shown in Fig. 5f. Therefore, ultrafine mi-crostructures, nanometer scale deformation twins, and high density ofdislocation can be achieved in the 90% deformation CR sample.
Deformation temperature is one of the important factors that can af-fect the microstructure evolution and deformation mechanism of met-als/alloys [20,25,29]. The dislocation slip behavior, recovery, and re-crystallization will be seriously inhibited, grain refinement, deformationtwining, and shearing may be promoted when samples are deformed atultra-low temperature [18–20,25]. In the present study, many deforma-tion twins are generated during the cryogenic rolling process as shownin Figs. 3e and 5e. There are also obvious shear bands in the CR samplesas shown in Fig. 3g. Ultrafine microstructures with nanometer scale de-formation twins and high density of dislocations are dominant in the CRsample when the deformation amount is 90%, according to Fig. 5. De-formation twining and shearing may be the primary deformation mech-anisms with increasing deformation amount for the Cu-35Zn alloy whenit is subjected to cryogenic rolling assisted by a self-designed liquid ni-trogen cooling system in this experiment.
3.2. Mechanical properties
Mechanical properties of the samples were investigated by uniax-ial tensile tests and Vickers hardness measurements; their results andaverage values are listed in Table 2. Fig. 6 presents the Vickers hard-ness variation of the CR and RTR samples with different deformationamounts. It can be seen that the hardness is enhanced with increasingdeformation amount, and the hardness of the CR samples is higher thanthat of the RTR samples with the same deformation amount as shown inFig. 6. When the deformation amount is 90%, the average hardness ofRTR samples is 201.7 HV, while it can be enhanced to 241.8 HV for theCR sample according to Table 2.
Fig. 2. Microstructure of commercial Cu-35Zn brass: (a) before homogenization treatment, (b) after homogenization treatment.
3

UNCO
RREC
TED
PROO
F
P. Wang et al. Materials Science & Engineering A xxx (2018) xxx-xxx
Fig. 3. Microstructures of Cu-35Zn brass with different deformation amount: (a), (e) 30%, (b), (f) 50%, (c), (g) 70%, (d), (h) 90%. (a)-(d) are the RTR samples, (e)-(h) are the CR samples.
4
UNCO
RREC
TED
PROO
F
P. Wang et al. Materials Science & Engineering A xxx (2018) xxx-xxx
Fig. 4. Bright field image and its electron diffraction pattern of the RTR sample with 90% deformation.
Fig. 5. TEM images of CR samples with 90% deformation: (a) and (e) the bright field images, (b) the dark field image of (a), (c) the electron diffraction pattern of (a), (d) and (f) are thestatistical distributions of grain size and twin width.
Fig. 7 shows the typical tensile curves of CR, RTR, and HT sam-ples. It can be seen that the strength of CR samples is apparentlymore improved, while its ductility is seriously
sacrificed compared with the RTR samples when the deformationamount is 30%, 50%, or 70%. Surprisingly, when the deformationamount is 90%, the ductility of CR sample
5

UNCO
RREC
TED
PROO
F
P. Wang et al. Materials Science & Engineering A xxx (2018) xxx-xxx
Table 2Average values of mechanical properties of HT, RTR, and CR samples.
Sample Tensile strength (MPa) Yield strength (MPa) Elongation (%)
CR30 484.2±12.8 213.8±10.3 9.9±1.8RTR30 462.7±11.2 158.4±7.1 12.3±2.4CR50 641.6±16.7 286.9±7.9 7.8±0.6RTR50 553.8±10.8 242.7±8.1 8.3±1.1CR70 720.4±10.1 475.1±13.5 5.4±0.4RTR70 624.1±9.6 371.6±6.9 5.9±0.6CR90 835.3±18.4 711.5±21.1 2.9±0.4RTR90 718.6±12.8 481.2±6.1 3.1±0.3HT 298.5±6.1 85.6±5.2 65.8±2.3
Fig. 6. Vickers hardness of CR and RTR samples with different deformation amount.
Fig. 7. Typical tensile curves of the HT, RTR, and CR samples.
is not seriously sacrificed, while its strength is much higher than thatof RTR sample. As listed in Table 2, the average yield strength ofa 90% deformation CR sample can reach 711.5 MPa and its aver-age elongation is about 2.9%, while those of the RTR samples are481.2 MPa and 3.1%, respectively. At the same time, the average ten-sile strength of the CR sample is 835.3 MPa, which is much higherthan that of RTR sample, whose average tensile strength is 718.6 MPa.The tensile fracture morphologies of 90% deformation CR and RTRsamples observed through SEM are shown in Fig. 8. There are manycontinuous deep and small dimples in the CR sample as shown inFig. 8a, which is different from those
of the RTR sample shown in Fig. 8b. This may suggest acceptable ductil-ity of the 90% deformation CR sample and its ultrafine microstructures.
The dislocation density can be calculated by the following equation[31–33]:
(1)
where ε is the micro strain of the samples measured by XRD, and b is theBurgers vector. The dislocation density of CR and RTR samples with dif-ferent deformation amount are shown in Fig. 9. It can be seen that thedislocation density in both the RTR and CR samples can be improvedwith increasing deformation amount. The dislocation density of the CRsample is higher than that of the RTR sample at the same deformationamount. When the deformation amount increases to 90%, the disloca-tion density in the CR sample can be improved to 15.87 × 1013 m−2,and to 10.96 × 1013 m−2 in the RTR sample.
The strength of CR samples is much higher than that of RTR sam-ples as shown, especially when the deformation amount reaches 90%.The enhanced yield strength, which is the difference between 90% de-formation in CR and RTR samples, marked as Δσy, is used to discuss thestrengthening mechanism. When the deformation is 90%, the averageyield strength of CR and RTR samples are 711.5 MPa and 481.2 MPafrom the experimental results, the enhanced yield strength (Δσy) is230.3 MPa. This may be attributed to the ultrafine grain microstructuresof CR samples including high densities of dislocation and nanometerscale deformation twins.
It is well-known that the yield strength of alloys is closely associatedwith their grain size [2,7]. The high density of grain boundaries attrib-uted to the refined grain structure can block and hinder the dislocationmotion, so the grain refinement makes the deformation more differentin uniaxial tensile tests at room temperature [8]. Therefore, the yieldstrength can substantially increase in the ultrafine grain-dominant sam-ples. The enhanced yield strength can be expressed quantitatively by theHall–Petch formula [10]:
(2)
where σo is the friction stress, d is the average grain size, and k isHall-Petch coefficient (0.12 MPa m1/2). The average grain sizes of CRand RTR samples are 102 nm and 0.53 µm, respectively. So the en-hanced yield strength of the
6

UNCO
RREC
TED
PROO
F
P. Wang et al. Materials Science & Engineering A xxx (2018) xxx-xxx
Fig. 8. Fracture morphology with 90% deformation of (a) CR sample, (b) RTR sample.
Fig. 9. Dislocation density of CR and RTR samples with different deformation amount.
CR sample induced from the grain refinement (Δσg) is 209.1 MPa by theHall–Petch formulation.
In addition to the grain refinement, the high yield strength of CRsamples may also be related to the higher dislocation density. The yieldstrength can increase when the dislocations seriously accumulate in thesample [2,3]. The relationship between strength and dislocation densitycan be measured by the following formula [33–35]:
(3)
where α, M, and G are constants – 0.2, 3.06, and 37 GPa, σo and b arethe same as in Eq. (2). The yield strength is proportional to the squareroot of dislocation density according to the equation. When the defor-mation amount is 90%, the dislocation densities of CR and RTR sam-ples are 15.87 × 1013 m−2 and 10.96 × 1013 m−2, respectively. The en-hanced yield strength resulting from the dislocation accumulation (Δσd)is 12.5 MPa measured by Eq. (3). Above all, Δσy ≈ Δσg+Δσd, whichmeans the enhancement of yield strength for the 90% deformation CRsample is mainly attributed to the grain refinement and high dislocationdensity. The difference between experiment result (230.3 MPa) and the-oretical calculation (221.6 MPa), which is 8.7 MPa, may be ascribed tothe high density of nanometer scale deformation twins in the CR sam-ple [4]. Therefore, the main strengthening mechanisms in the 90% de-formation CR sample are grain refinement, high density of dislocations,and nanometer scale deformation twins.
In addition to the high strength, the 90% deformation CR sampledemonstrates acceptable ductility compared with that of RTR samples,with average elongations of 2.9% and 3.1%, respectively. The high den-sity of nanometer scale deformation twins may make a great contri-bution to the ductility of the 90% deformation CR sample. Nanometerscale deformation twins can play a critical role in improving the duc-tility [29,36–38]. Nano-twinned structure allows room for the disloca-tion multiplication and storage to continue to large plastic strains, twinboundaries can act as locations for high dislocation accumulation or dis-location sources [29,36–38]. There are numerous deformation twins inthe 90% deformation CR sample, and the average twin width is 14 nm.Therefore, the main reason for the acceptable ductility of the 90% de-formation CR sample is the high density of nanometer scale deformationtwins in the sample.
4. Conclusions
(1) A good combination of high strength and acceptable ductility wasobtained in the 90% deformation CR samples through cryogenicrolling assisted by a self-designed liquid nitrogen cooling system.
(2) Twining and shearing are the primary deformation mechanismsfor CR samples with increasing deformation amount. Ultrafine mi-crostructures with high density of dislocation and deformationtwins can be obtained in 90% deformation CR samples.
(3) The strengthening mechanisms are grain refinement, high densityof dislocations, and nanometer scale deformation twins. High den-sity of nanometer scale deformation twins is the primary reason forthe acceptable ductility.
(4) Cryogenic rolling assisted by a self-designed liquid nitrogen coolingsystem may be a valuable exploration to fabricate Cu-35Zn brasswith excellent microstructures and mechanical properties.
Acknowledgement
This work was supported by the National Natural ScienceFoundation of China, People's Republic of China (Nos. 51501028 and51471042), the National Key Research and Development Program ofChina (No. 2016YFB0301303), Dalian Support Plan for Innovation ofHigh-level Talents (Top and Leading Talents, 2015R013),
7
UNCO
RREC
TED
PROO
F
P. Wang et al. Materials Science & Engineering A xxx (2018) xxx-xxx
and Fundamental Research Funds for the Central Universities of China(No. DUT15RC(3)065).
References
[1] A.M. Hodge, Y.M. Wang, T.W. Barbee Jr., Large-scale production ofnano-twinned ultrafine-grained copper, Mater. Sci. Eng. A 429 (2008) 272–276.
[2] T. Narutani, J. Takamura, Grain size strengthening in terms of dislocation den-sity measured by resistivity, Acta Mater. 39 (1991) 2037–2049.
[3] D.M. Norfleet, D.M. Dimiduk, S.J. Polasik, Dislocation structures and their rela-tionship to strength in deformed nickel microcrystals, Acta Mater. 56 (2008)2988–3001.
[4] L.L. Shaw, J. Villegas, J.Y. Huang, S. Chen, Strengthening via deformation twin-ning in a nickel alloy, Mater. Sci. Eng. A 480 (2008) 75–83.
[5] A.W. Thompson, Substructure strengthening mechanisms, Metall. Mater. Trans. A8 (1977) 833–842.
[6] K. Ohtera, K. Kita, H. Nagahama, High mechanical strength and strengtheningmechanism of aluminium alloys with an ultrafine grain structure, Acta Mater.179 (1994) 592–595.
[7] B.A. Wilcox, A.H. Clauer, The role of grain size and shape in strengthening of dis-persion hardened nickel alloys, Acta Mater. 20 (1972) 743–757.
[8] N. Hansen, Hall-Petch relation and boundary strengthening, Scr. Mater.51 (2004) 801–806.
[9] M.A. Meyers, A. Mishra, D.J. Benson, Mechanical properties of nanocrystallinematerials, Prog. Mater. Sci. 51 (2006) 427–556.
[10] C.S. Pande, K.P. Cooper, Nanomechanics of Hall-Petch relationship in nanocrys-talline materials, Prog. Mater. Sci. 54 (2009) 689–706.
[11] Y. Saito, H. Utsunomiya, T. Sakai, Novel ultra-high straining process for bulk ma-terials-development of the accumulative roll-bonding (ARB) process, Acta Mater.47 (1999) 579–583.
[12] S. Qu, X.H. An, C.X. Huang, Microstructural evolution and mechanical propertiesof Cu-Al alloys subjected to equal channel angular pressing, Acta Mater.57 (2009) 1586–1601.
[13] R.Z. Valiev, T.G. Langdon, Principles of equal-channel angular pressing as a pro-cessing tool for grain refinement, Prog. Mater. Sci. 51 (2006) 881–981.
[14] A.P. Zhilyaev, T.G. Langdon, Using high-pressure torsion for metal processing:fundamentals and applications, Prog. Mater. Sci. 53 (2008) 893–979.
[15] B. Roy, N.K. Kumar, Evolution and interaction of twins, dislocations and stackingfaults in rolled α-brass during nanostructuring at sub-zero temperature, AIP Adv.4 (2014) 103–109.
[16] D. Singh, P.N. Rao, R. Jayaganthan, Effect of deformation temperature on me-chanical properties of ultrafine grained Al-Mg alloys processed by rolling, Mater.Des. 50 (2013) 646–655.
[17] T. Konkova, S. Mironov, S.L. Semiatin, Microstructural response of pure copperto cryogenic rolling, Acta Mater. 58 (2010).
[18] V.S. Sarma, J. Wang, W.W. Jian, Role of stacking fault energy in strengtheningdue to cryo-deformation of FCC metals, Mater. Sci. Eng. A 527 (2010)7624–7630.
[19] H. Bahmanpour, A. Kauffmann, M.S. Khoshkhoo, Effect of stacking fault energyon deformation behavior of
cryo-rolled copper and copper alloys, Mater. Sci. Eng. A 529 (2011) 230–236.[20] X.Y. San, X.G. Liang, X.K. Zhu, Temperature effect on mechanical properties of
Cu and Cu alloys, Mater. Des. 35 (2012) 480–483.[21] R. Kumar, S.M. Dasharath, P.C. Kang, Enhancement of mechanical properties of
low stacking fault energy brass processed by cryorolling followed by short-an-nealing, Mater. Des. 67 (2015) 637–643.
[22] T. Konkov, S. Mironov, A. Korznikov, A two-step approach for producing an ul-trafine-grain structure in Cu-30Zn brass, Mater. Lett. 161 (2015) 1–4.
[23] V.S. Sarma, K. Sivaprasad, D. Sturm, M. Heilmaier, Microstructure and mechani-cal properties of ultra-fine grained Cu-Zn and Cu-Al alloys produced by cry-orolling and annealing, Mater. Sci. Eng. A 489 (2008) 253–258.
[24] I.S. Jawahir, H. Attia, D. Biermann, Cryogenic manufacturing processes, Manuf.Technol. 65 (2016) 713–736.
[25] E. Kula, T. Desisto, Plastic behavior of metals at cryogenic temperatures, Am.Soc. Test. Mater. (1966) 3–31.
[26] S. Mamas, T. Kıyak, M. Kabasakaloğlu, A. Koç, The effect of benzotriazole onbrass corrosion, Mater. Chem. Phys. 93 (2005) 41–47.
[27] R. Wagoner, Plastic behavior of 70/30 brass sheet, Metall. Trans. A 13 (1982)1491–1500.
[28] U. Hofmann, E. El-Magd, Behaviour of Cu-Zn alloys in high speed shear tests andin chip formation processes, Mater. Sci. Eng. A 395 (2005) 129–140.
[29] Y.S. Li, N.R. Tao, K. Lu, Microstructural evolution and nanostructure formationin copper during dynamic plastic deformation at cryogenic temperatures, ActaMater. 56 (2008) 230–241.
[30] M. Hatherly, A.S. Malin, Shear bands in deformed metals, Scr. Mater. 18 (1984)449–454.
[31] H. Adachi, Y. Karamatsu, Elastic and Plastic Deformation Behavior Studied byIn-Situ Synchrotron X-ray Diffraction in Nanocrystalline Nickel, Mater. Trans.57 (2016) 1447–1453.
[32] G.K. Williamson, R.E. Smallman, Dislocation Densities in Xomc Annealed andCold-Worked Metals from Measurements on the X-ray Debye-Xcherrer Spectrum,Philos. Mag. 1 (1956) 34–46.
[33] Y. Zhang, N.R. Tao, K. Lu, Mechanical properties and rolling behaviors ofnano-grained copper with embedded nano-twin bundles, Acta Mater. 56 (2008)2429–2440.
[34] K. Ma, H. Wen, T. Hu, Mechanical behavior and strengthening mechanisms in ul-trafine grain precipitation-strengthened aluminum alloy, Acta Mater. 62 (2014)141–155.
[35] J.E. Bailey, P.B. Hirsch, The dislocation distribution, flow stress, and stored en-ergy in cold-worked polycrystalline silver, Philos. Mag. 5 (1960) 485–497.
[36] W.S. Zhao, N.R. Tao, K. Lu, High density nano-scale twins in Cu induced by dy-namic plastic deformation, Scr. Mater. 53 (2005) 745–749.
[37] Y.H. Zhao, X.Z. Liao, Z. Horita, Determining the optimal stacking fault energy forachieving high ductility in ultrafine-grained Cu-Zn alloys, Mater. Sci. Eng. A493 (2008) 123–129.
[38] Y.M. Wang, Q.H. Lu, M.L. Sui, Strain hardening and large tensile elongation inultrahigh-strength nano-twinned copper, Appl. Phys. Lett. 85 (2004) 4932–4934.
8