Chemical Processing - July 2008 - Succeed with Condensate Control.pdf
7
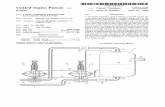
THE STEAM-HEATED shell-a nd-tub e hear exchanger is the workhorse of th e chemical industr y. Eff ective cont rol of such an exc han ger 's liquid ou de t te mp erat ure often is crucial ro plant operat ion. In th e first art icle in t his se ri es (www.ChemicalProcess- ing.com/ art icl es/2008/ 041.h tml ), we focused on use of a con trol valve on th e steam suppl y. Thi s article will exam ine co nt rol v ia a valve on the co nd ensate. Future articles will look at cascade control a nd liquid bypass with one or t wo co nt rol valves. In many applications, a cont rol va lve on rhe steam supply poses a major d isadva ntage fo r condensate return, especiall y when the pr essure within the shell of the exchanger p rovides the d riving force fo r the con- densate ro flow back to the boiler feed-water makeup equipment. Should rhe press ur e in the shell d rop below rhar requ ired fo r co ndensate return, the exchanger fills with condensat e, leading to the cycl ing described in the previous articl e. Condensate cont rol avoids this. H owever, in sta ll ing the co n tro l valve in the co nd ensate re turn line instead of the st ea m supply line compl etely cha nges the mech an ism for vary- in g rhe hear transfe r rate (UAt:. T). With a valve on steam suppl y (previous a rt icle), altering th e valve position affects the shell pr essu re, whic h aff ects the shell tempera tu re, which aff ec ts rhe hear trans- fer rate (t hrou gh the t:.T term). In co ntrast, with a val ve on condensate (Fig ure 1), chan ging the valve position a ffec ts t he level of co nd ens ate w it hin th e exchanger, whic h aff ects the effec ti ve he at transfer area, w hic h affects the heat transfer rate (through the A term). The effective area for heat transfer is th e heat tr an sfer sur face exposed to co ndensi ng vapors; th e submerged heat transfer area mainl y cools the co nd ensate with little con tri b ut ion to the tot al heat transfer rate . Wi th regard to condensate r eturn , the pressure within the sh ell always is the steam supply pressure. The process d es igners must size the co ndensate retu rn piping so that th is press ure is adequate to return the condensate to th e boiler hou se. EXCHANGER RESPONSE The confi g uration sh ow n in Figure I often raises an issue of dy nami cs. Th e exchanger resp ond s mo re slowly co co ntrol act ion s t han do es an exchanger with th e control valve on the steam s upp ly. C han ges in the co nd ensate valve po sition mu st fi rst a ffect the level within the exc han ger -ca using a slower resp on se. However, for most a pp lication s, the response of th e exchanger is s uf - fi ciently ra pid co provide acceptable perf ormance . @ -< ------------- Steam Condensate Although equa l-perce n tage valves are gener- ally in sta lled for co nd ensate c on t rol , an argu- me nt can be m ad e fo r lin ear valve characteri st ics . Th e driv in g forc e fo r fl uid f low is provided by the ste am s upp ly pressure. T he hydrost at ic h ead of t he con den sate wi th in the ex ch anger is neg- ligible in comp ariso n. T he press ure d ro p in the co ndensa te re turn system al so usually is smal l. (O ver sizing isn 't lim ited co contro l va lves.) Un der these conditi ons, the press ure drop acro ss t he cont rol valve in th e cond ensate lin e is esse ntia lly c on sta nt. M ost guidelines sugg est lin ea r valve ch arac teris tic s for in st al lations where th e pr es- su re dr op across the co nt rol valve is constant. H oweve r, th ese guidelines aren't always fo ll owe d. Fig ure 2 prese nt s the pro cess operatin g lin es for b ot h the linear valve a nd the equal-perce ntage valve. W ith a lin ear valve, th e liquid o utlet te m- perature is linearly related co the valve position. The process op era tin g lin e f or the equ al-perce nt- age valve clea rl y re fl ec ts the i nh erent cha racter is - ti cs of such a valve. 300 288 260 .a 220 E "' Q. E "' ... 180 "0 ·:; CT ::; 140 Equal·percentage valve 0 20 40 60 80 100 Condensate valve position, % Figure 1. A change in valve position d irectly affects t he available heat -trans- fer area. Figure 2. A linear va lve can be a good choice for control of a condensate line. 25 CHEMICALPROCESSING.COM e JULY 2008
-
Upload
nomanfahmi -
Category
Documents
-
view
16 -
download
1
Transcript of Chemical Processing - July 2008 - Succeed with Condensate Control.pdf

THE STEAM-HEATED shell-and-tube hear
exchanger is the workhorse of the chemical industry.
Effective control of such an exchanger's liquid oudet
temperature often is crucial ro plant operation. In
the first article in this series (www.C hemicalProcess
ing.com/articles/2008/041.html ), we focused on use
of a con trol valve on the steam supply. This article
will examine control via a valve on the condensate.
Fu ture articles will look at cascade control and liqu id
bypass with one or two control valves .
In many applications, a control valve on rhe steam
supply poses a major d isadvantage for condensate
return, especially when the pressure within the shell of
the exchanger provides the d riving force fo r the con
densate ro flow back to the boiler feed-water makeup
equipment. Should rhe pressure in the shell d rop below
rhar required fo r condensate return, the exchanger fills
with condensate, leading to the cycling described in the
previous article. Condensate control avoids this.
H owever, install ing the control valve in the
condensate return li ne instead of the steam supply
line completely changes the mechan ism fo r vary
ing rhe hear transfer rate (UAt:.T). With a valve on
steam supply (previous a rticle), altering the valve
pos it ion affects the shell pressu re, which affects
the shell tem peratu re, wh ich a ffects rhe hear tra ns
fer rate (through the t:.T term). In contrast, w ith a
valve on condensate (Figure 1), changing the valve
posit ion a ffects t he level o f condensate w ithin the
exchanger, which affects the effective heat transfer
area, which affects the heat transfer rate (th rough
the A term). The effect ive area for heat tra nsfer is
the heat tran sfer sur face exposed to condensing
vapo rs; the submerged heat transfer a rea mainly
cools the condensate with little contribution to the
total heat t ransfer rate.
With regard to condensate return , the pressure
within the shell always is the steam supply pressure.
The process designers must size the condensate retu rn
piping so that this pressure is adequate to return the
condensate to the boiler house.
EXCHANGER RESPONSE
The configurat ion shown in Figu re I o ften raises
an issue of dynamics. Th e exchanger responds
more slowly co control actions than does an
exchanger w ith the control valve on the steam
supply. C hanges in the condensate valve posit ion
must fi rst a ffect the level within the exchanger
-causing a slower response. However, fo r most
applicat ions, t he response of the excha nger is suf
ficiently rapid co provide acceptable perfo rma nce.
@ -<-------------
Steam
Condensate
Al though equal-percen tage valves a re gener
a lly insta lled for condensate con t rol , an a rgu
ment ca n be m ade fo r linear va lve cha rac te ri st ics .
The d riv ing force fo r fluid f low is p rovided by
the steam supply press ure . T he hydrostat ic head
of the condensate with in the excha nge r is neg
ligible in comparison. T he pressure d ro p in the
condensate re turn sys tem also usually is smal l.
(O versizing isn 't lim ited co control va lves.) Under
these conditions, t he pressure drop across t he
cont rol valve in the condensate line is essentia lly
constan t. M ost guideli nes suggest linea r valve
charac teris tics fo r instal lations w here the pres
su re drop across the control va lve is consta nt.
H owever, these guidelines a re n't always fo llowed.
Figure 2 presents the process operating lines
for both the linear va lve a nd the equal-percentage
valve . W ith a linear valve, the liquid outlet tem
perature is linea rly related co the valve posit ion.
The process operating line for the equal-percent
age valve clea rly reflects t he inherent cha racteris
t ics of such a va lve.
300 288
~ 260
~ .a 220 E "' Q.
E "' ... 180 "0 ·:; CT ::; 140 Equal·percentage valve
100~---~--~-~54~~--~8~4~-~ 0 20 40 60 80 100
Condensate valve position, %
Figure 1. A change in valve position d irect ly affects t he available heat-transfer area.
Figure 2. A linear valve can be a good choice for control of a condensate line.
25 CHEMICALPROCESSING.COM e JULY 2008
Administrator
Highlight
Administrator
Highlight
Administrator
Highlight
Administrator
Highlight

Figure 3. Adding a steam trap to the condensate line keeps the exchanger f rom blowing steam.
Steam
Expand Your World of Automation
The 2008 Siemens Automation
Summit - A Users Conference
Chicago, IL 1 July 23 - 25, 2008
www. sea. sie mensfsum m it
@ .c-------------
Liquid out
Liquid in
Condensate
HEAT TRANSFER
Theoret ically, the m inimum heat transfer rate is
zero. W ith the control va lve closed, the exchanger
completely fi ll s with condensate, resulting in no heat tra nsfer.
The maximum heat transfer occurs when the exchanger is completely drained of condensate. The
value for the maximum heat transfer rate is the same,
regardless of whether the control valve is on the steam
supply or the condensate. H owever, the consequences of attempts to exceed
the maximum are very different. The exchanger in Figu re I has the potential to "blow steam" into the condensate return system. As the control valve
opens, the condensate level within the exchanger
d rops. I f the valve is opened too much, the level drops ent irely out of the exchanger and steam Aows in to the condensate return system, a somewhat
unpleasant situation.
Both operating lines in Figure 2 terminate at a liquid outlet temperature of288°F. At this point, the exchanger is completely drained of condensate and the entire tube area is exposed to condensing steam.
Figure 2 suggests that this occurs at a valve opening
of 54% for the linear valve and 84% fo r the equal-percentage valve. W hat about valve openings greater than these values? In practice, the liquid outlet temperature usually d rops. W hen the exchanger blows steam, the
shell pressure usually d rops below the steam supply
pressure, giving a lower liquid outlet temperature.
Grounded by conventional wisdom?

A SIMPLE STEP
Inserting a steam trap into the condensate li ne up
stream of the control valve (Figure 3) wi ll prevent
release of steam in to the condensate return piping.
As long as there's some condensate within the ex
changer, the trap has no effect on condensate flow.
However, should the condensate completely drain
from the exchanger, the trap prevents steam from
flowing into the condensate return system.
Unfortunately, the con figuration in Figure 3
exposes the liquid outlet temperature controller to
windup. The test for the possibility of windup is very
simple: Are t here situations where changes in the
controller output (the condensate valve position) have
no effect on the controlled variable (the liquid outlet
temperature)? Here, the answer is "yes"- whenever
the trap is preventing the steam from flowing into the
condensate return system.
As customarily configured, the windup pre
vention mechanisms provided by d igital control
systems are ineffective for this situation . These
mechanisms are invoked when the contro ller our-
. . @<~ - - - - - - - - - - - - - - - -
Steam
Condensate
Figure 4. Such a configuration also can prevent the exchanger from releasing steam.
liquid in
put attains its upper limi t (normally set at a value
above 100%). Based on the operating li nes in Fig
ure 2, the appropriate upper output limit is 54%
for a linear valve and 84% for an equal-percentage
SIMATIC PCS 7 takes you beyond the limits.
SIMATIC PCS 7 How far can your system go? Traditional OCS limits your visio n -and potential- but SIMA TIC® PCS 7 process control system breaks through and gives you a whole new perspective on system performance. Only PCS 7 enables full integration of all the automation systems in your plant: process, batch, discrete and safety, and all the field devices: instrumentation, analytics, motors, drives, and safety into a single platform, w ith common tools for engineering, visualization, and facilitywide asset and maintenance management. Take flight with over 5,000 satisfied PCS 7 users and see the new possibiliti es.
100 6· 1 1 • e 1de PC s a e e :or ~
Answers for industry. Sl EM ENS

Steam
Condensate
Figure 5. This provides ano ther opt ion to forestall release of steam.
Figure 6. Equal-percentage valve better suits the varying p ressure d rop across t he valve.
Liquid out
Liquid in
valve. H owever, these limits depend on operating
variables, especially throughput.
The windup prevention should be invoked at the
instant the condensate is completely drained from
the exchanger, which is when the steam trap begins
to block rhe steam from flowing into the condensate
return system. Unfortunately, with the exchanger in
strumented as in Figure 3 there's no way to detect this
event (the exchanger completely drained of condensate).
However, there's a way to detect this- by
equipping the exchanger with instrumentation not
customarily provided. For instance, a level switch or
level transmitrer fo r the condensate could indicate
when the exchanger is drained of condensate and the
maximum heat transfer rate is attained. Under these
conditions, the liquid outlet temperature controller
should be inhibited from increasing its output. D igital
systems certainly are capable of this- but only, of
cou rse, if the necessary information is available.
MORE OPTIONS
Figure 4 illustrates an override configuration fo r
300-.-----------------, 288
260
220
180
140
I
Equal-percentage valve:
Condensate valve posit ion , %
JULY 2008 e CHEMICALPROCESSING .COM 28
preventing the exchanger from blowing steam . It
requires a measurement device for the condensate
level with in the shell of the exchanger bur all other
components are implemented in software.
As long as the condensate level exceeds its set
point, the liquid outlet temperature controller
determines the control valve position. However,
if condensate level drops to its set point, then the
condensate level controller takes over. This is imple
mented by using a low select to choose between the
outputs of the liquid outlet temperature controller
and the condensate level controller.
Another way ro prevent the exchanger from
blowing steam is to install a condensate pot down
stream (Figure 5). The steam pressure in the shell
of rhe exchanger and in the condensate pot is the
steam supply pressure. Therefore, the full steam
supply pressure is available for condensate rerum .
A con troller ma in ta ins the desired liquid level in
the condensate pot . The condensate line from the
exchanger enters below the liquid level in the con
densate pot, so the excha nger can' t blow steam.
The condensate flows by gravity from the exchang
er to the condensate pot. So, the condensate level in
the exchanger must be above that in the condensate
pot. The hydrostatic head provided by this difference
is the drivi ng force for condensate to flow from the
exchanger to the condensate pot.
The maximum driving force is when the ex
changer is completely full of condensate; the con
densate flow under these conditions would be zero.
The minimum driving force is when the exchanger
is completely empty of condensate; the maximum
condensate flow occurs under these conditions.
Figure 6 presents the process operating li nes for
both a linear and an equal-percentage valve. The pres
sure drop across the control valve isn't constant, which
favors using the equal-percentage valve. The operating
lines in Figure 6 confirm this. There's only a modest
departure from linearity from a control valve opening
ofO% to 78%.
Above a valve opening of78o/o for the equal
percentage valve (44% for the linear valve), the control
valve has no effect on the liquid outlet temperature
because no condensate remains within the exchanger.
So, opening the valve further doesn't impact the heat
transfer rate or, consequently, the liquid outlet tem
perature. This exposes the liqu id outlet tem perature
controller ro windup.
The physical locat ions of the exchanger a nd
the condensate pot affect the degree of windup
that's possible. The maximum possible level in


the condensate pot corresponds
to the bottom of the exchanger.
If the condensa te pot level is
above the bottom of the ex
changer, the exchanger can't be
completely drai ned of conden
sate. If the condensate pot level
is exactly at the bottom of the
exchanger, there would be no
hydrostatic head for condensate
flow when the exchanger is
completely drained of conden
sa te (and the condensate flow
is at its m aximum). As the
condensate pot level is dropped
further below the bottom of the
LEADING TECHNOLOGY AT YOUR SERVICE
Whether you're facing a major turnaround or routine column repairs and maintenance, Sulzer Chemtech is your single source for cost-effective solutions. Ready to go the extra mile, the Sulzer Chemtech team is available to you 24 hours a day, 7 days a week with the quickest response rate in the industry and a customer orientation that is second to none. We offer. • An experienced turnaround services team • SHaRP- Sulzer's Hardware
Replacement Program • A complete portfolio of tower hardware • Consignment hardware lockers
and trailers • Replacement internals- all manufacturers • Unparalleled field service • The industry's top welders and
tower mechanics • Site service technicians
SULZER Sulzer Chemtech, USA, Inc.
8505 E. North Belt Drive Humble, TX 77396 Phone: (281) 540-2555 Fax: (281 ) 540-2777 E-mail: [email protected] Website: www.sulzerchemtech.com
When you want it done right, on-time, and within budget: one call to Sulzer Chemtech does it all.
exchanger, the hydrostat ic head
for fluid flow increases - bu t
this also ra ises the possibility
for w indup in the liquid outlet
tem perature controller.
Windup can't occur if the con
trol valve is either perfecrly sized or
undersized. However, as previously
noted, most valves are oversized
at least to some degree. In this
case, an additional consequence of
oversizing the valve is the possibil
ity of windup in the liquid ourlet
temperature controller.
This is another case where
the windup prevention mecha
nisms as customarily configured
in dig ital systems are ineffective.
Figure 6 indicates that the upper
output limit could be set at 78%
(for an equal-percentage valve)
but this value is neither precise
nor constant. Instead , the wind
up prevention should be invoked
at the instant the condensate is
completely drained from the ex
changer. Detecting this requires
addi t ional instrumentation (such
as a level switch) to provide the
necessary information so the
system can properly initiate its
w indup protection mechanisms.
In large production facilit ies
where multiple exchangers can
be physically located within a
reasonable proximity, condensate
pots are commonly installed to
address the condensate return
issues. (Installing a condensate
pot for an individual exchanger
is diffi cult to justify.) There are
competing designs for condensate
pot arrangements but in most the
pressure in the condensate pot
is the steam supply pressure and
the condensate flows from the
exchangers to the condensate pot
by gravity. e
CECIL L. SMITH is president of Cecil L.
Smith, Inc., Baton Rouge, La. E-mail him at

The 2008 Siemens Automation Sum A Users Conference- July 23 - 25, 2008 Expand your world of automation.
Join us at the 2008 Siemens Automation Summit to learn how Siemens can help you succeed in the changing world of automation. Network with industry experts from around the world, and share best practices in process and discrete automation. Expand your world of automation by attending the Siemens showcase in exiderdome, educational seminars, and breakout sessions. Reserve your spot today.
1 800.9b4 4114 • rPf. coaE' ASumT'lit08 • www.'ied s1errens com/summ1t1AW
Answers for industry. SIEMENS