
CHE 306 StagewiseOperations Fall 2010 -...
60
CHE 306 Stagewise Operations Fall 2010 Fall 2010 Staged & Packed Column Design Staged & Packed Column Design Instructor: Dr. Housam Binous KFUPM, Dhahran KFUPM, Dhahran 1 Dr. Housam Binous PFUPM CHE306
Transcript of CHE 306 StagewiseOperations Fall 2010 -...

CHE 306Stagewise Operations
Fall 2010Fall 2010
Staged & Packed Column DesignStaged & Packed Column Design
Instructor: Dr. Housam BinousKFUPM, DhahranKFUPM, Dhahran
1Dr. Housam Binous PFUPM CHE306

1/ Tray geometry
2/ column efficiency
3/ column diameter
/ d i i4/ downcomer sizing
5/ tray layout5/ tray layout
Student will be able to design column internals for
staged & packed columns
2Dr. Housam Binous PFUPM CHE306
g p

Sieve trays
Holes punched or drilled in metal plate
Efficiency good at design conditions
Turndown is poor
Not good for fouling applications
3Dr. Housam Binous PFUPM CHE306

4Dr. Housam Binous PFUPM CHE306

Valve trays
Better turndown properties (more flexible if flow rate varies)
Large holes with fitted vales (= covers that move ↕)
Cage restricts upward movementCage restricts upward movement
Some valves are open while others are closed
Constant efficiency (even if flow varies)
No weeping, expensive, likely to plug
5Dr. Housam Binous PFUPM CHE306

6Dr. Housam Binous PFUPM CHE306

bblBubble‐cap trays
Riser around each hole, cap with holes over the riserp
Need large tray spacing (18 inches) because of entrainment
Poor turndown characteristics
7Dr. Housam Binous PFUPM CHE306

8Dr. Housam Binous PFUPM CHE306

Perforated plates
No downcomers
Larger holesLarger holes
Liquid weeps through holes and vapor passesh h f h lthrough center of holes
Not flexible (either works or not at all)
9Dr. Housam Binous PFUPM CHE306

Cross‐flow pattern
10Dr. Housam Binous PFUPM CHE306

Single pass
Double‐pass commonIf column diameter is large
Multiple‐pass
If column diameter is largeand liquid flow rates high
Reduce downcomer loading & liquid gradient on the tray
11Dr. Housam Binous PFUPM CHE306

Downcomers & weirs: Control liquid distribution and flow
12Dr. Housam Binous PFUPM CHE306

Oldershaw column used in pilot plants, pipe downcomer
Segmented vertical downcomer: most common, easy to install,allow wide variety of liquid flow rates
Sloped design used when V/L disengagement is difficult
Envelope design for very low liquid flow rates
13Dr. Housam Binous PFUPM CHE306

Straight horizontal weir (2 to 4 inches height)
cheap, poor turndown properties
14Dr. Housam Binous PFUPM CHE306

Adjustable weirs: can be source of problems if not
adjusted well such as weeping and dry traysadjusted well such as weeping and dry trays
If needs flexibility in liquid rates: Use notched or picket‐
fence weirs
15Dr. Housam Binous PFUPM CHE306
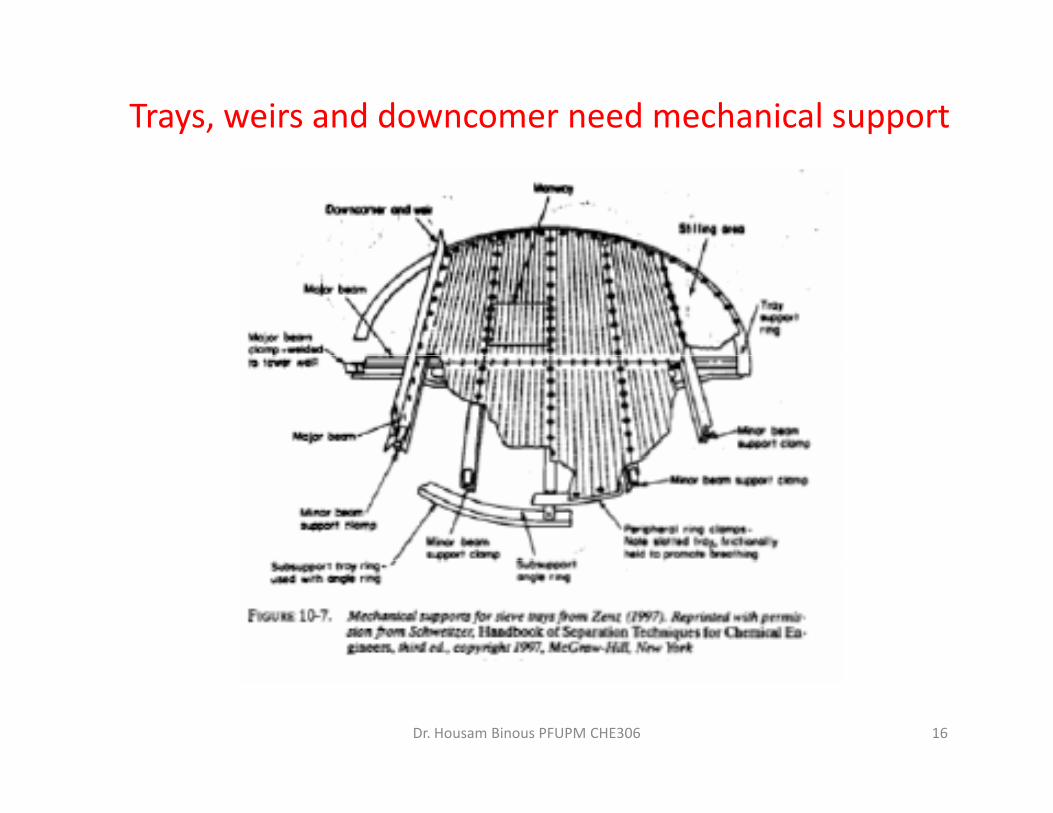
Trays, weirs and downcomer need mechanical support
16Dr. Housam Binous PFUPM CHE306

Inlets & OutletsInlets should be designed to avoid excessive weeping &Inlets should be designed to avoid excessive weeping &
entrainment when high‐velocity stream is added
17Dr. Housam Binous PFUPM CHE306

low velocity liquid feedside inlet
feed w/ vaporhigher velocity feed
use baffles
large diameter columnlarge diameter columnrequires a distributor
18Dr. Housam Binous PFUPM CHE306

Reflux or feed to the top tray:
use fig. 10‐8 E or D if there is vapor in the feed
Intermediate feed:
Use fig. 10‐9 A: for low velocity liquid feeds.
Use fig. 10‐9 B or C with baffles in order to prevent entrainment (when high velocity feeds or feeds with vapor)
Large column diameters: fig. 10‐9 E with distributor.
19Dr. Housam Binous PFUPM CHE306

Vapor outlet & return
Vapor outlet easy to design, a demister may be used
h f h l id li id iat the top of the column to avoid liquid entrainment
Vapor return at the bottom of the column should
be 12 inches above liquid surge levelbe 12 inches above liquid surge level
G d d i fi 10 10 AGood design: fig. 10‐10 A
Bad design: fig. 10‐10B vapor impinges on liquid
20Dr. Housam Binous PFUPM CHE306

Thermosiphon reboiler with bottom draw‐off
21Dr. Housam Binous PFUPM CHE306

Side drawoffs
Need to disengage vapor and liquid
Chimney tray is not an equilibrium stage Use downcomer sump and tapout
22Dr. Housam Binous PFUPM CHE306

Tray efficiency
Overall efficiency
Murphree efficiencyMurphree efficiency
23Dr. Housam Binous PFUPM CHE306

24Dr. Housam Binous PFUPM CHE306

Generally, we have:
because:
25Dr. Housam Binous PFUPM CHE306

In reality, we have depletion of liquid phase as it flows across the plate
Thus, we have:
Because one can have sometimes:
26Dr. Housam Binous PFUPM CHE306

For multicomponent mixtures need to use:
One can find case where:
Murphree and overall efficiency are related as follows:
27Dr. Housam Binous PFUPM CHE306

Efficiency vs. vapor flow rate
As one lowers vapor flow rate: mass transfer less efficient
High vapor flow rates: causes floodding
L fl t i
28Dr. Housam Binous PFUPM CHE306
Low vapor flow rates: causes weeping

ency Bubble‐cap trays
y efficie p y
sing tray
Sieve traysIncreas
Valve trays
29Dr. Housam Binous PFUPM CHE306

O’Connell correlation
30Dr. Housam Binous PFUPM CHE306

: relative volatility of key components
: viscosity at feed composition
in cPoise (1 cP= 10‐3 Pa.s)
Both and are determined at average T and P of the column
31Dr. Housam Binous PFUPM CHE306

If increses then efficiency decreases
(mass transfer rates are lower)( )
If increases then efficiency decreasesIf increases then efficiency decreases
(mass that must be transferred to obtain equilibrium is larger)
32Dr. Housam Binous PFUPM CHE306

Column diameter
Ø should be chosen to avoid flooding
Fair’s procedure will be use:Fair s procedure will be use:
1/ determine uflood/ flood
2/ determine uoperating
3/ determine column diameter
33Dr. Housam Binous PFUPM CHE306

Flooding vapor velocity
: surface tension dynes/cmft/s
: surface tension dynes/cm
C : capacity factorCsb,f: capacity factor
: density34Dr. Housam Binous PFUPM CHE306
: density

Capacity factor vs. flow parameter
35Dr. Housam Binous PFUPM CHE306

Capacity factor vs. flow parameter is more accurately
determined using eq. 10‐10 a, b, c, d, e and f given forg q , , , , g
various tray spacing in inches.
f lFor 6‐in tray spacing, for example, one must use eq. 10‐10a:
36Dr. Housam Binous PFUPM CHE306

: ratio of holes area to active area of tray
Generally,
If =0.08 multiply flood velocity with 0.9ti
If =0.06 multiply flood velocity with 0.8
correctionFactorsif If 0.06 multiply flood velocity with 0.8
37Dr. Housam Binous PFUPM CHE306

Operational velocity
fraction
generally between 0.65 and 0.9
often one can take 0.75
38Dr. Housam Binous PFUPM CHE306

Column diameter
39Dr. Housam Binous PFUPM CHE306

Assume ideal gas law holds
40Dr. Housam Binous PFUPM CHE306

Sieve Tray Layout
Holes on sieve plate have pattern
Obj ti fl f & li id th tObjective: ensure even flow of vapor & liquid on the tray
1/8 to 1/2 inch
41Dr. Housam Binous PFUPM CHE306

shell / inlet downcomer: 2‐3 inches clearance
weir: 3 5 inches clearanceweir: 3‐5 inches clearance
holes 2.5‐5.0 inches apart
42Dr. Housam Binous PFUPM CHE306

43Dr. Housam Binous PFUPM CHE306

44Dr. Housam Binous PFUPM CHE306

Vapor velocity through holes
chosen to provide flexibility to change feed flow rate
Should be above weeping and below flooding points
45Dr. Housam Binous PFUPM CHE306

Tray Hydraulics
Tray and downcomer pressure heads caused
by various hydrodynamic effects
46Dr. Housam Binous PFUPM CHE306

downcomer pressure drop p p
dry‐tray pressure drop
Tray thickness
47Dr. Housam Binous PFUPM CHE306
Tray thickness

frictional lossfrictional loss
in gallons/minutes
1 inch
g /
Liquid crestover the weir
48Dr. Housam Binous PFUPM CHE306
Weir correction factor

Weir correction factor
49Dr. Housam Binous PFUPM CHE306

relative froth densitybecause downcomer is not clear liquidbecause downcomer is not clear liquid
liquid is aerated
50Dr. Housam Binous PFUPM CHE306

Residence time in downcomers
L+e=total liquid flow rate (including entrainment)L+e=total liquid flow rate (including entrainment)
51Dr. Housam Binous PFUPM CHE306

Fractional entrainment
52Dr. Housam Binous PFUPM CHE306
flow parameter

Condition for avoiding weeping
Surface tension head: surface tension (dynes/cm)
53Dr. Housam Binous PFUPM CHE306

Valve tray design
Bolles’s method uses sieve tray design as a basis and makes
some modifications as necessaryy
Eqs. (10‐26) to (10‐30) are unchanged
Eq. (10‐23) is unchangedq ( ) g
Eq. (10‐24) is no longer valid.
Need to computehP,dry differntly
54Dr. Housam Binous PFUPM CHE306

Dry tray pressure drop
log‐log scale
55Dr. Housam Binous PFUPM CHE306

valve
Aslot per valvegas flow
hole
56Dr. Housam Binous PFUPM CHE306

Different values for all closed or all open valves
valve weight
Correction factor due to turbulence
valve area
57Dr. Housam Binous PFUPM CHE306

Packed columns internalsceramic/plastic saddle
Pall ringg
structured packing
58Dr. Housam Binous PFUPM CHE306

Packed distillation column
59Dr. Housam Binous PFUPM CHE306

HETP: Height Equivalent to a Theoretical Plate
60Dr. Housam Binous PFUPM CHE306


















