ChBE Senior Design Presentation
65
Design of an Ethylene Production Plant via Ethanol Dehydration Team 06 – The Minions - Vedant Didwania, Luke Harris, Alia Khan, and Sarah Leung
-
Upload
luke-harris -
Category
Documents
-
view
224 -
download
0
Transcript of ChBE Senior Design Presentation

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 1/65
Design of an Ethylene ProductionPlant via Ethanol Dehydration
Team 06 – The Minions - Vedant Didwania, Luke Harris, Alia Khan, and Sarah Leung

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 2/65
Agenda
2
• Abstract• Project BackgroundExecutive Summary
• Reaction Scheme• Separation Scheme• Optimization
Optimum Design
• Projected Costs of Project• Market Pricing• Feasibility Simulation
Financial Analysis
• Environmental, Health, Safety Concerns• PotentialSustainability
• ConclusionFinal
Recommendations
8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 3/65
BACKGROUND
Design of an Ethylene Production Plant via Ethanol Dehydration
3

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 4/65
Abstract
Assess the feasibility and sustainability of developingan ethylene production facility capable of producing
25,000 pounds per hour of 99.5% by weight ethylene
To be used in plastic production facility in the
Champaign-Urbana area 15-year project scope
350 production days per year
Currently: Plant is purchasing ethylene
4Background
ReactionScheme
SeparationScheme
Economics EHS Sustainability
Conclusions

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 5/65
Relevance of Ethylene
Most highly produced organic compound globally 141M tons of ethylene was produced last year,
Up by 3M from the previous year
Slated to increase by around 6M
Ethylene itself has no final use
Building block for a large array of chemical products
5Background
ReactionScheme
SeparationScheme
Economics EHS Sustainability
Conclusions

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 6/65
Innovation Map
6
EnvironmentallyF r ie n dl y
R e l ia b l e p r o d uc t i on f r o mn o n- f o s si l f u e l so u r ce
Polymer GradeE t h yl e n e
R e ne w a bl e LowerC a p it a l C o s t
S i m p le U n i tOperations
Produces Large
quantities of Product percracker
DehydrationReaction
C r a ck i n g
I n B r az i l In U S A
Ethanol fromS ug ar C an e
Ethanolf ro m C or n
Activated
AluminaCatalyst
SilicaC a t al y s t
SulfuricAcid
N a p h th a l e ne o r
o t h er F o s si lF u e l s o u rc e s
ABC ChemicalsV al u e
P r od u ct
Project Differences
Technology
R a w M at e r ia l
8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 7/65
Ethanol Dehydration
Strengths: Simplicity
Environmentallyfriendly
Ethanol accessibility
Safer
Lower FCI than steam
cracking
Weaknesses: Higher raw material
cost
Smaller profit margin
7Background
ReactionScheme
SeparationScheme
Economics EHS Sustainability Conclusions

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 8/65
REACTOR SCHEME
Design of an Ethylene Production Plant via Ethanol Dehydration
8
8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 9/65
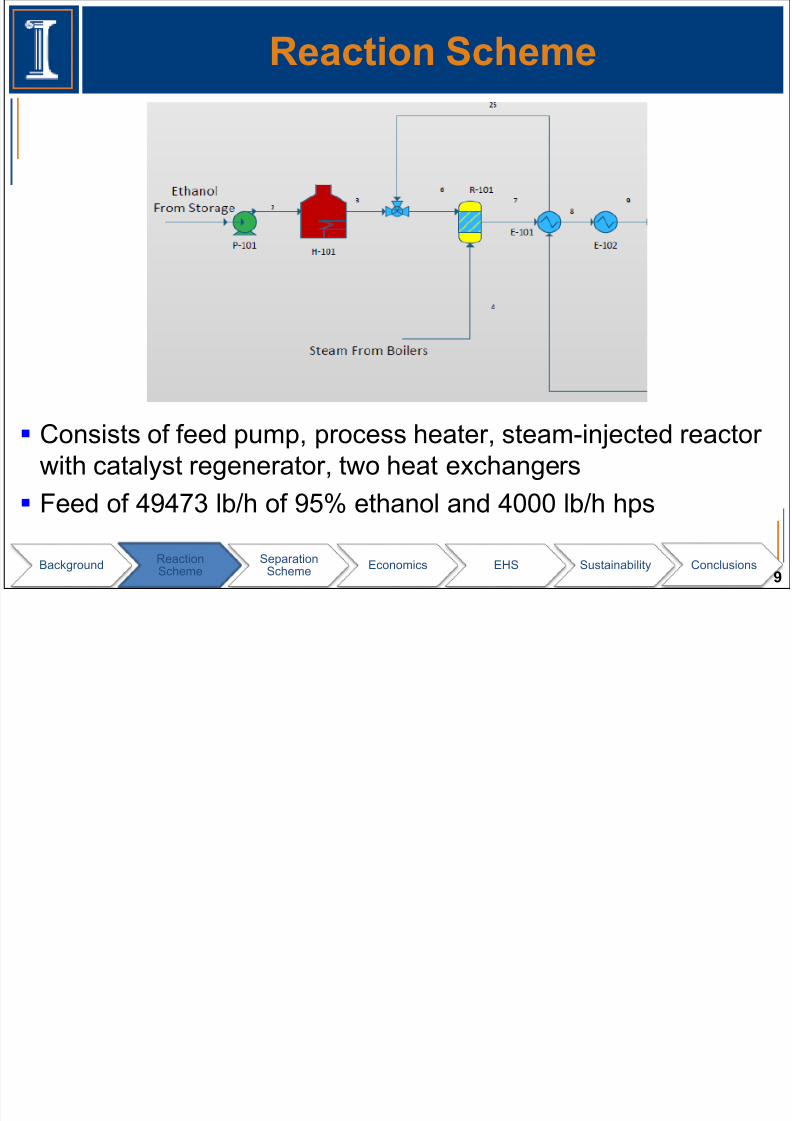
Consists of feed pump, process heater, steam-injected reactorwith catalyst regenerator, two heat exchangers
Feed of 49473 lb/h of 95% ethanol and 4000 lb/h hps
Reaction Scheme
9Background
ReactionScheme
SeparationScheme
Economics EHS Sustainability Conclusions

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 10/65
Feed Pump P-101
Centrifugal carbon steel0.242 hp pump
Feeds storage ethanolinto process heater
Provides pressuregradient for entiredownstream process
P-101 Flow (lbmol/h) 1157 Discharge Pressure (psig) 2 Temperature (F) 77 Driver Type Centrifugal Shaft Power (hp) 0.242 Material of Construction Carbon Steel Number of spares 1
10Background
ReactionScheme
SeparationScheme
Economics EHS Sustainability Conclusions

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 11/65
Process Heater H-101
Stainless steel natural gasfed fired heater
Heats ethanol feed to720°F because reactor
cannot heat reactants Simulated by a electric
heater in ChemCAD
H-101 Type Fired Heater Tube Pressure (psig) 2
Tube Temperature 720 Duty (MJ/hr) 37300 Fuel Type Natural Gas Material of Construction Stainless Steel
11Background Reaction
SchemeSeparation
SchemeEconomics EHS Sustainability Conclusions

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 12/65
Recycle/Feed Mixing Valve
Three way valve to combine feed ethanol with recyclestream
Recycle stream has higher pressure therefore flow isdriven without need of pump
Improves safety and costs less Recycle placement determined on heat duty
If placed before H-101 would increase duty by 9% or
$300,000/yr
12Background Reaction
SchemeSeparation
SchemeEconomics EHS Sustainability Conclusions

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 13/65
Reactor R-101
Catalyzed PFR coupled withcatalyst regenerator
Operated isothermally bysteam injection
Activated alumina ascatalyst
Simulated in ChemCAD asisothermal Kinetic Reactor
Jacketed Agitated IsothermalPFR in CAPCOST
R-101 Type Jacketed Agitated
(Isothermal PFR) Volume (ft3) 1630 Operating Temperature
(F) 720
Operating Pressure
(psia) 23
Pressure Drop (psi) 4 Specifications Steam Injected
13Background Reaction
SchemeSeparation
SchemeEconomics EHS Sustainability Conclusions

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 14/65
R-101 Optimization
Sensitivity studies from Volume, Pressure, and Temperatureversus product flow rates to maximum ethylene productionwith optimizing ethylene selectivity
81% ethylene selectivity
1630 ft2 Reactor operating at 23 psia and 720°F
Catalyst options
Replacement every 90 days
4 reactors operating in series at 25% 50% 75% and 100%
catalyst purities Catalyst regenerator
Catalyst regenerator the cheapest option
14

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 15/65
Heat Exchanger E-101
Passes recycle streamwith reactor exit stream
Optimized by HEN
Savings of $560,000/yr in
operating by using heatintegration
E-101 Type Floating Head Duty (MMBtu/hr) 3.9 Area (ft2) 599 Temperature of
Shell/Tube (F) 700/600
LMTD End Points (F) 130.83 Pressure of Shell/Tube
(psig) 4.3/6.3
Number of passes 1-shell/2-tube Material of Construction
Shell/Tube Stainless Steel/Stainless
Steel
15Background Reaction
SchemeSeparation
SchemeEconomics EHS Sustainability Conclusions

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 16/65
Heat Exchanger E-102
Cools reactor exit streamfurther to separation
600°F to 185°F
Uses cooling water
Cheap and easy wayto cool
Optimized via HEN
methodology
E-102
Type Floating Head
Duty (MMBtu/hr) 25.2
Area (ft2) 1150
Temperature of
Shell/Tube (F) 105/185
LMTD End Points (F) 242.39
Pressure of Shell/Tube
(psig) 5/5
Number of passes 1-shell/2-tube
Material of Construction
Shell/Tube Carbon Steel/Carbon
Steel
16Background Reaction
SchemeSeparation
SchemeEconomics EHS Sustainability Conclusions

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 17/65
SEPARATION SCHEME
Design of an Ethylene Production Plant via Ethanol Dehydration
17

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 18/65
Process Flow Diagram
EthanolRecycle
Background ReactionScheme
SeparationScheme
Economics EHS Sustainability Conclusions18

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 19/65
Flash Tanks
Removes excess water from process Two tanks with interstage cooling to reduce utilities usage
and unit sizes
Sensitivity study on ChemCAD utilized to determine
operating temperature
Background ReactionScheme
SeparationScheme
Economics EHS Sustainability Conclusions
V-101 V-102 Height (ft) 6.6 6.6
Diameter (ft) 2.2 2.2 Orientation Vertical Vertical
Pressure (psig) 4 4 Temperature (F) 185 110
Material of Construction Carbon Steel Carbon Steel CBM $16,700 $16,700
19

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 20/65
Distillation Towers
3 Towers
ChemCAD used to simulate tower design
CAPCOST used to determine bare module unit costs
CBM includes vessel, pump, partial condenser, and kettlereboiler
Background ReactionScheme
SeparationScheme
Economics EHS Sustainability Conclusions
T-101 T-102 T-103Function Ethylene
RecoveryEthanol Recycle α-Butylene
Purity 99.5% wt. fraction - 99.8% wt. fraction
Production 25,527 lb/h
Ethylene
4,121 lb/h Ethanol 1,457 lb/h
ButyleneCBM $379,600 $264,300 $301,400
20

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 21/65
T-101 Optimization
Vary feed tray location to minimize condenser/reboiler duties
Feed location of 3 out of 6 trays optimal
Background ReactionScheme
SeparationScheme
Economics EHS Sustainability Conclusions
T-101 Height (ft) 34
Diameter (ft) 1.8 Pressure (psig) 5 Temperature (F) Top: -128
Bottom: 61 Number of Trays 6
Feed Location 3 Reflux Rate 325
Type of Trays Stainless Steel Sieve Material of
Construction Stainless Steel
21

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 22/65
T-102 Optimization
Feed location of 4 out of 8 trays optimal
Large reduction in duties can be seen in figure above
Background ReactionScheme
SeparationScheme
Economics EHS Sustainability Conclusions
T-102 Height (ft) 38
Diameter (ft) 2 Pressure (psig) 5 Temperature (F) Top: 83
Bottom: 182
Number of Trays
8
Feed Location 4 Reflux Rate 62
Type of Trays Carbon Steel Sieve Material of
Construction Carbon Steel
22

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 23/65
T-103 Optimization
Feed location of 8 out of 10 trays optimal
Not middle tray for the α-Butylene tower
Background ReactionScheme
SeparationScheme
Economics EHS Sustainability Conclusions
T-103 Height (ft) 42
Diameter (ft) 2.3 Pressure (psig) 6.5 Temperature (F) Top: 35
Bottom: 92 Number of Trays
10
Feed Location 8 Reflux Rate 42
Type of Trays Carbon Steel Sieve Material of
Construction Carbon Steel
23

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 24/65
Other Tower Equipment
Background ReactionScheme
SeparationScheme
Economics EHS Sustainability Conclusions
E-105 E-106 E-107 E-108 E-109 E-110 Type Floating Head,
partial
condenser Floating Head,
partial
condenser Floating Head,
partial
condenser Kettle Reboiler Kettle Reboiler Kettle Reboiler
Duty (MMBtu/hr) -4.4 -0.63 -0.80 0.45 1.8 0.04 Area (ft2) 141 190 113 118 74.8 180
Temperature -128 83 35 61 182 92 Pressure of
Shell/Tube
(psig) 5/5 4/4 5.3/5.3 6.3/6.3 5.5/5.5 6.3/6.3
Number of
passes 1-shell/2-tube 1-shell/2-tube 1-shell/2-tube Single Pass Single Pass Single Pass
MOC
Shell/Tube Stainless
Steel/Stainless
Steel Carbon
Steel/Carbon
Steel Carbon
Steel/Carbon
Steel Carbon
Steel/Carbon
Steel Carbon
Steel/Carbon
Steel Carbon
Steel/Carbon
Steel P-102 P-103 P-104
Flow (lbmol/h) 930 63 32 Discharge Pressure (psig) 4.3 6.3 6.5
Temperature (F) -128 83 35 Driver Type Centrifugal Centrifugal Centrifugal
Shaft Power (hp) 0.5 0.7 0.7 Material of Construction Stainless Steel Carbon Steel Carbon Steel
Number of spares 1 1 1
Heat Exchangers:
Pumps:
24

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 25/65
Design Decisions
Flash Tanks with interstage coolingDistillation tower use
T-102
T-103Partial Condenser
Kettle Reboiler
HEN IntegrationSide-product use
Background ReactionScheme
SeparationScheme
Economics EHS Sustainability Conclusions25

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 26/65
ECONOMIC ANALYSIS
Design of an Ethylene Production Plant via Ethanol Dehydration
26

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 27/65
Financial Analysis
Background ReactionScheme
SeparationScheme
Economics EHS Sustainability Conclusions
• Annual Cost of Ethanol: -$138 million• Annual Revenue from Ethylene: $130 million
• Bare Module Costs: -$5.6 million• Annual Utility Costs: -$5.92 million
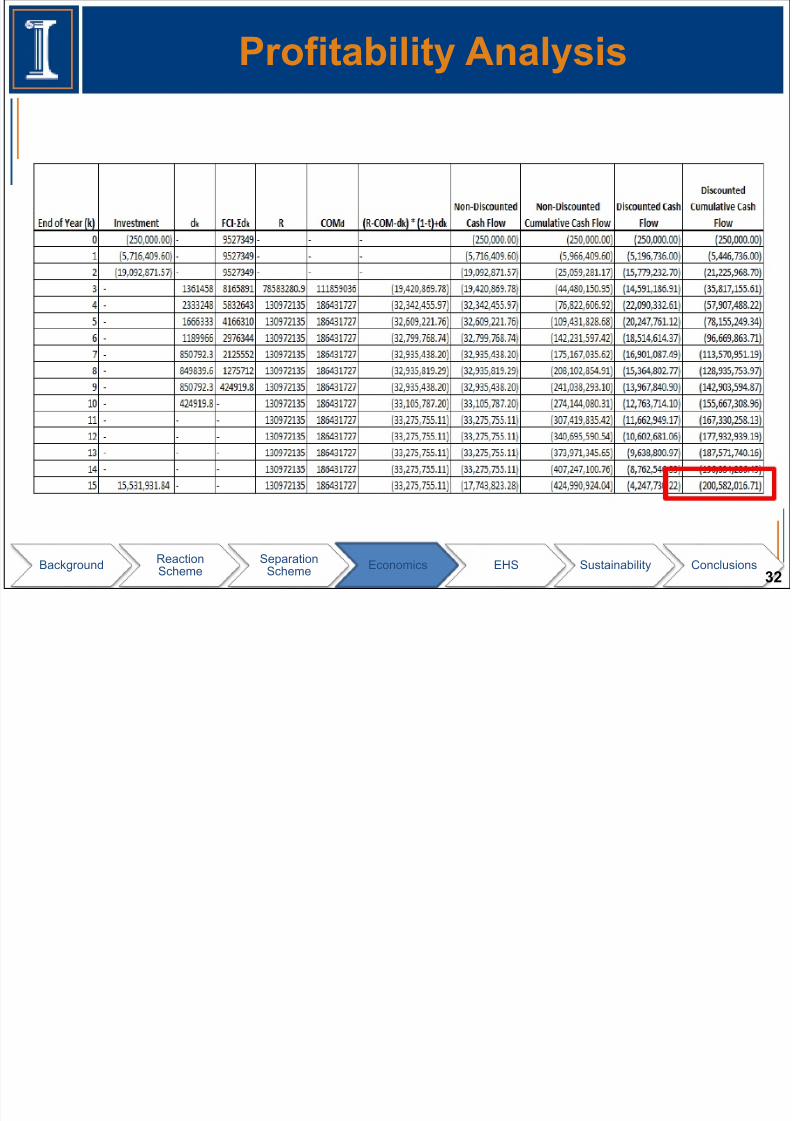
• NPV: -200.58 million
Quick Overview
27
8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 28/65
Economic Feasibility
Production life of 15 years
2 years construction time
60% FCI Year 1, 40% FCI Year 2
Year 1 Start-up: 60% of
full production capacity. 350 production days
Land cost: $250,000
7-year Modified Accelerated
Cost Recovery System (MACRS) Discount rate: 10%
Tax rate of 40%
Background ReactionScheme
SeparationScheme
Economics EHS Sustainability Conclusions28

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 29/65
Cost Estimations
Background ReactionScheme
SeparationScheme
Economics EHS Sustainability Conclusions29
Fixed Capital Investment – ($9.53 million) Grassroots basis
Bare Module Costs
Working Capital – ($15.28 million)
Non-depreciable amount Raw Material, FCI, Operating Labor
Cost of Manufacturing Per Year - ($186.43 million) Tertiary Wastewater system
FCI, Catalyst Costs, Operating Labor Costs, Utility Costs, RawMaterial Costs
Catalyst Costs – ($50k at $2.20/kg)

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 30/65
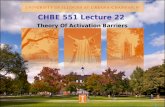
Cost Components - Equipment
Fired heater accounts for over 64% of total equipment costs& 66.7% of utility costs.
Background ReactionScheme
SeparationScheme
Economics EHS Sustainability Conclusions30
Heat Exchanger
Fired Heater
Pumps
Reactors
Towers
Flash Tank

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 31/65
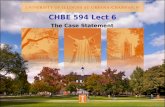
Profitability Analysis
(250,000,000.00)
(200,000,000.00)
(150,000,000.00)
(100,000,000.00)
(50,000,000.00)
-0 2 4 6 8 10 12 14 16
P r o j e c t V a l u e ,
$
Project Life, Years
Discounted Cumulative Cash Flow, Current Position
NPV: -200.58 million
Background ReactionScheme
SeparationScheme
Economics EHS Sustainability Conclusions31
8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 32/65
Profitability Analysis
Background ReactionScheme
SeparationScheme
Economics EHS Sustainability Conclusions32

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 33/65
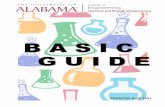
Fluctuating Nature - Ethylene
Background ReactionScheme
SeparationScheme
Economics EHS Sustainability Conclusions33
Price of the product can vary from -50% to 20% in a typicalanalysis

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 34/65
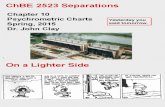
Fluctuating Nature - Ethanol
Background ReactionScheme
SeparationScheme
Economics EHS Sustainability Conclusions34
Raw material availability and pricing can fluctuate from adynamic range of -25% to 50%

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 35/65
Break Even Points: NPV
Price of Ethylene ($/lb) 0.670 0.680 0.690 0.700 0.710
Price of Ethanol ($/lb) Net Present Value ($, millions) 0.305 -63.16 -55.62 -48.08 -40.54 -33.01 0.300 -54.49 -46.95 -39.41 -31.87 -24.34 0.295 -45.82 -38.28 -30.74 -23.21 -15.67 0.290 -37.16 -29.62 -22.08 -14.54 -7.00 0.285 -28.49 -20.95 -13.41 -5.87 1.67 0.280 -19.82 -12.28 -4.74 2.80 10.34
Background ReactionScheme
SeparationScheme
Economics EHS Sustainability Conclusions35
Break even point: $0.283/lb ethanol and $0.695/lbethylene
8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 36/65
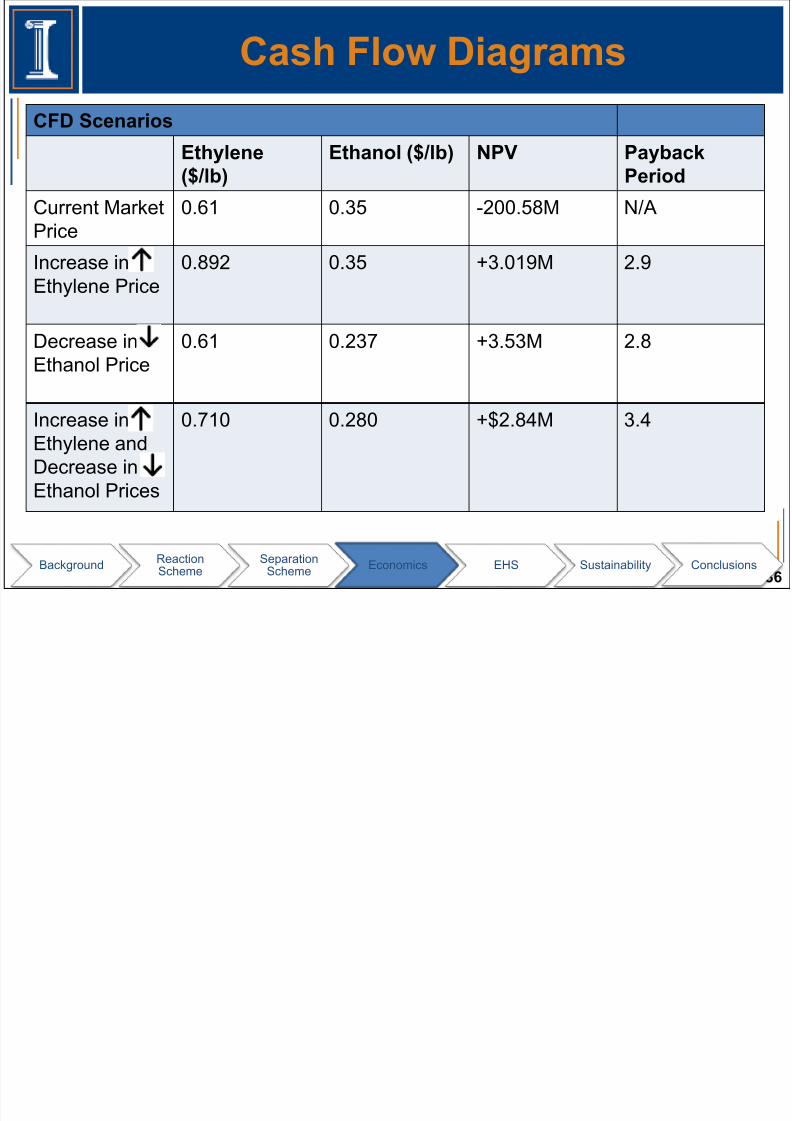
Cash Flow Diagrams
36
CFD Scenarios
Ethylene($/lb)
Ethanol ($/lb) NPV PaybackPeriod
Current MarketPrice
0.61 0.35 -200.58M N/A
Increase in
Ethylene Price
0.892 0.35 +3.019M 2.9
Decrease inEthanol Price
0.61 0.237 +3.53M 2.8
Increase inEthylene andDecrease inEthanol Prices
0.710 0.280 +$2.84M 3.4
Background ReactionScheme
SeparationScheme
Economics EHS Sustainability Conclusions

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 37/65
EH&S
Design of an Ethylene Production Plant via Ethanol Dehydration
37

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 38/65
Health and Safety Concerns
Importance of Safety
Based on decisions made by administrators
Legal and moral responsibility to employees and public
EH&S Concerns
Daily safety for plant operation Recommend tested pilot scale process
Thermal impact jacket to prevent heat buildup from reactorT&P
Transportation and storage of chemicals Endothermic reaction to avoid potential runaway
Background ReactionScheme
SeparationScheme
Economics EHS Sustainability Conclusions38

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 39/65
Background ReactionScheme
SeparationScheme
Economics EHS Sustainability Conclusions
R-101 P&ID
39

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 40/65
Background ReactionScheme
SeparationScheme
Economics EHS Sustainability Conclusions
T-101 P&ID
40

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 41/65
Environmental Considerations
Environmental Compliance - EPA Regulation
LDAR – Leak Detection And Response
MON – Miscellaneous Organic chemical NESHAP
HON – Hazardous Organic chemical NESHAP
NESHAP – National Emission Standards for Hazardous AirPollutants
Waste facility auditing
MSDS Reports
Purging Storage
Background ReactionScheme
SeparationScheme
Economics EHS Sustainability Conclusions41

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 42/65
SUSTAINABILITY
Design of an Ethylene Production Plant via Ethanol Dehydration
42

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 43/65
Corporate Culture
Process Safety Management Plan
Avenue for education and understanding of safety needs
Comprehensive management and advisory board
Emphasis on integrating safe technology and SOPs
Monthly meetings to discuss various incidents and share ideas
Safety awareness courses for all employees and administrators
Preventative first-aid proficiency courses
Industrial Recycling
Growing global market for scrapping and industrial recycling
Bureau of Industrial Recycling (BIR)
Possible to attain a higher salvage value for equipment and sideproducts
43Background Reaction
SchemeSeparation
SchemeEconomics EHS Sustainability Conclusions

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 44/65
Sustainability
Factors to Consider
Long term feasibility of operating the plant
Role of materials and products
Economic, societal and environmental impacts
Value proposition for the future
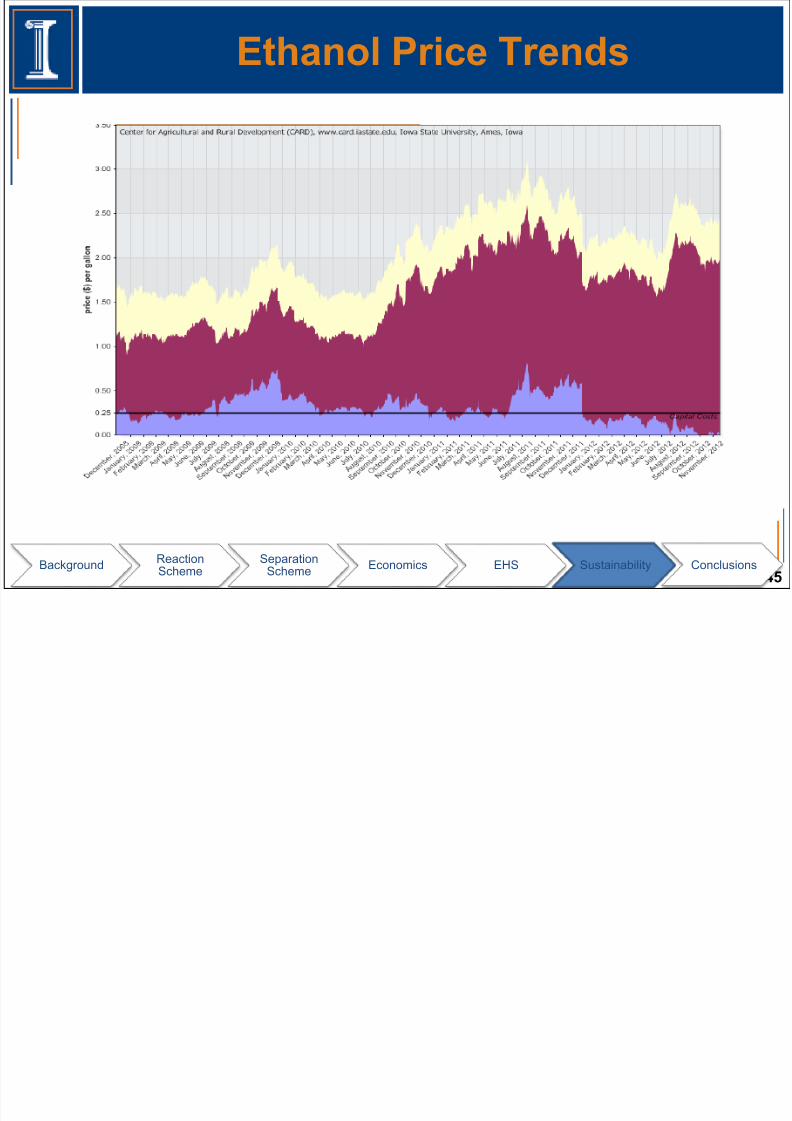
Price Sensitivity
Selling price of 1 lb ethylene vs purchase price of 1.84 lb ethanol
Operate when ethanol price is low, ethylene price high
Current prices are not favorable
Fluctuations in upstream product prices
Background ReactionScheme
SeparationScheme
Economics EHS Sustainability Conclusions44
8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 45/65
Ethanol Price Trends
45Background Reaction
SchemeSeparation
SchemeEconomics EHS Sustainability Conclusions

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 46/65
Ethylene Price Trends
Background ReactionScheme
SeparationScheme
Economics EHS Sustainability Conclusions46

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 47/65
Economic Considerations
Economic Considerations
NPV target prices: $0.283/lb ethanol and $0.695/lbethylene
Current prices: $0.35/lb ethanol and $0.61/lb ethylene
Decreasing fossil fuel supply leading to increased crackingprices
Growing market for alternative fuel sources and moreefficient production methods
Realistic to expect these prices in the future
Background ReactionScheme SeparationScheme Economics EHS Sustainability Conclusions47

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 48/65
Accessibility
Location Factors
Transportation infrastructure and plant accessibility
Necessary to be able to access site to build and operate
Personnel movement and access to nearby amenities
Cost of transportation of raw materials and products Regional bioethanol and ethylene
Background ReactionScheme SeparationScheme Economics EHS Sustainability Conclusions48
8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 49/65
Societal Considerations
Societal Considerations
Quality of workforce and access to research anddevelopment
Employee benefits with competitive wages, good morale
Accelerated job creation and downstream growth of localeconomy
Improved quality of life with strong community culture
49Background ReactionScheme SeparationScheme Economics EHS Sustainability Conclusions

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 50/65
Environmental Considerations
Environmental Considerations
Renewable ‘green’ bioethanol feedstock
Lower carbon emissions
Not a finite resource
Important to maintain reserves of natural resources Rising crude prices for cracking lead to higher ethylene
prices since this is the most common choice of technology
Governmental tax and infrastructure benefits
Background ReactionScheme SeparationScheme Economics EHS Sustainability Conclusions50

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 51/65
CONCLUSION
Design of an Ethylene Production Plant via Ethanol Dehydration
51

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 52/65
Final Recommendations
Profitability controlled by volatile fluctuations in ethanol and
ethylene prices
Self-production of ethylene vs outright purchase
Advantages
Downstream societal and environmental effects of design
Disadvantages
High utility and heating costs in addition to changing prices
Short term recommendation
Not to pursue
Long term recommendation
Assess market dynamics
Background ReactionScheme SeparationScheme Economics EHS Sustainability Conclusions52

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 53/65
APPENDIX SLIDES
Design of an Ethylene Production Plant via Ethanol Dehydration
53
R ti D t

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 54/65
Reaction Data
54
T a bl e 1 : K i ne ti c D a ta w i th A ct i va te d A lu mi n a C at a ly s t
Reaction A j (mole atm-1
kgcat-1
s-1
)
Ea ( kJ m ol e-
1)
k j R at e L aw
C2H5OH→C2H4 + H2O 5.41 x 106
147.7 k1 r1 = k1P C2H5O H
2 C2H5OH→(C2H5)2O +H2O
9.55 x 107 101.0 k2 r2 = k2P 2 C2H5O H
(C2H5)2O→ 2C2H4 + H2O 2.79 x 1010
135.0 k3 r3 = k3P (C2H5)2O
C2H5OH→ C2H4O + H2 2.78 x 108
138.4 k4 r4 = k4P C2H5O H
2C2H4→ C4H8 1.45 x 107
113.7 k5 r5 = k5P2
C2H4
8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 55/65
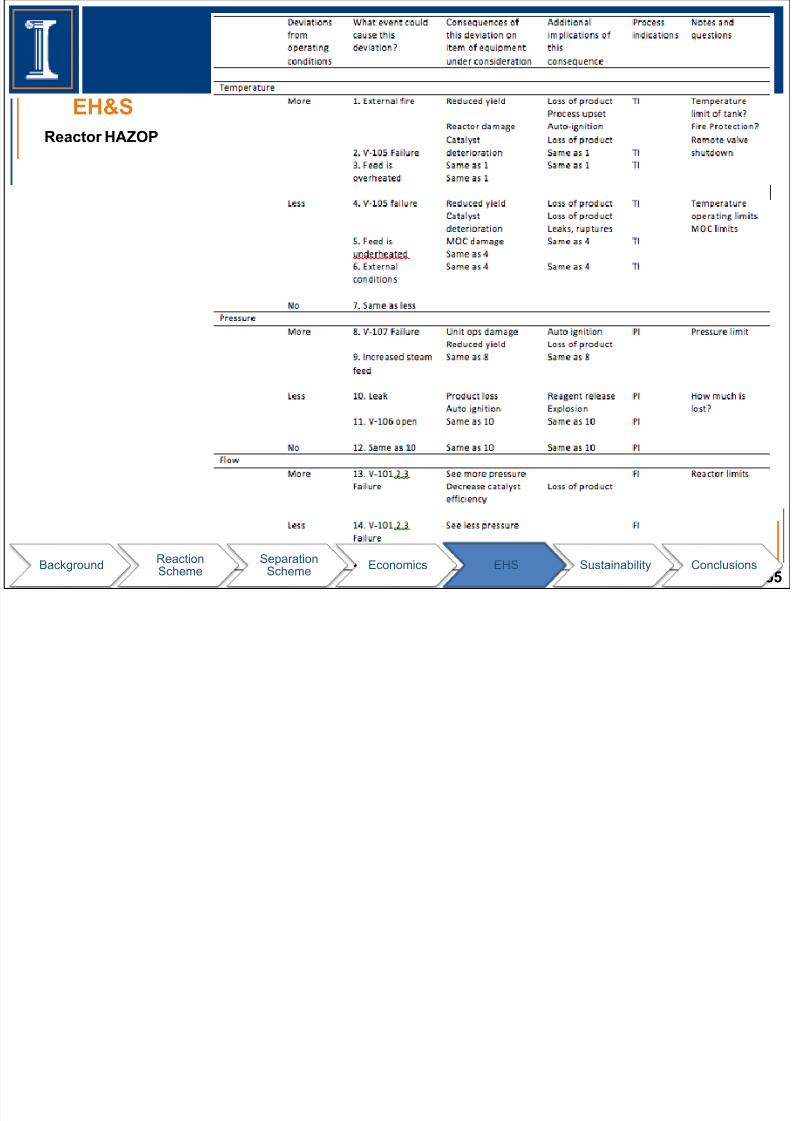
EH&S
Reactor HAZOP
55Background ReactionScheme SeparationScheme Economics EHS Sustainability Conclusions

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 56/65
Background ReactionScheme SeparationScheme Economics EHS Sustainability Conclusions
EH&S
Tower T-101 HAZOP
56
R t S T bl

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 57/65
Reactor Summary Tables
57
Table 1: Process Heater Equipment Summary Table
H-101
Type Fired Heater
T u be P r es s ur e ( p si g ) 2
Tube Temperature 700
Duty (MJ/hr) 37300
Fuel Type Natural Gas
M a t e ri a l o f Co n s tr u c t io n S t a i nl e s s S t e e l
T a b le 2 : R e ac t o r E q u i p me n t S u m ma r y T a b l e
R-101
Type Jacketed Agitated (Isothermal PFR)
Volume (ft3
) 1630Opera ting Tempera ture (F) 720
Operating Pressure (psia) 23
Press ure Dr op (psi) 4
Specifications Steam Injected
H t E h S T bl

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 58/65
Heat Exchanger Summary Table
58
T a b le 1 : P r o ce s s H e at E x c ha n g er s E q u i pm e n t S u m ma r y T a b le
E-101 E-102 E- 103 E-104
Type Floating Head Floating Head Floating Head Floating Head
Duty
(MMBtu/hr)
3.9 25.2 12.4 1.8
A re a ( ft2
) 599 1150 3030 224
Temperature of
Shell/Tube (F)
700/600 105/185 110/115 87/80
LMTD End Points
(F)
130.83 242.39 45.21 89.78
Pressure of
Shell/Tube (psig)
4.3/6.3 5/5 5/5 5/5
N um be r o f
passes
1-shell/2-tube 1-shell/2-tube 1-shell/2-tube 1-shell/2-tube
M a te r ia l o f
Construction
Shell/Tube
Stainless
Steel/Stainless
Steel
Carbon
Steel/Carbon
Steel
Carbon
Steel/Carbon
Steel
Stainless
Steel/Stainless
Steel
S ti E i t T bl

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 59/65
Separation Equipment Table
59
T a bl e 1 : F l as h T a nk E q u ip m en t S u m m ar y T a b l e
V-101 V-102
Heigh t ( ft) 6.6 6.6
Diameter (ft) 2.2 2.2
Orientation Vertical Vertical
Pressure (psig) 4 4
Temperature (F) 185 110
Material of Construction Carbon Steel Carbon Steel
T a b l e 2 : D i s t il l a t io n T o w e r Eq u i p me n t S u m ma r y T a b le
T -101 T-102 T-103
Heigh t ( ft) 34 38 42
Diameter (ft) 1.8 2 2.3
Pressure (psig) 5 5 6.5
T e mp e ra t ur e ( F ) T o p: - 1 28
B o tt om : 6 1
T op : 8 3
B ot to m: 1 82
T op : 3 5
B o tt o m: 9 2Number of Trays 6 8 10
Feed Location 3 4 8
Reflux Rate 325 62 42
Type of Trays Stain less Steel Sieve Carbon Steel Sieve Carbon Steel Si eve
M a te r ia l o f
Construction
Stainless Steel Carbon Steel Carbon Steel
T S T bl

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 60/65
Tower Summary Table
60
T a b le 1: Dist illa t ion T ow er Hea t Exch a n g ers Eq u ip men t S u mma ry T ab le
E-10 5 E-1 06 E -107 E-1 08 E-109 E-110
Type Flo atingHead, partial
c o ndenser
Flo atingHead,
partial
c o ndenser
Flo atingHead,
partial
c o ndenser
KettleRebo iler
KettleR e b oi l er
KettleRebo iler
Duty
( M M B tu/hr
)
-4. 4 -0. 63 -0 .80 0.45 1. 8 0.0 4
A r ea ( f t2
) 141 1 90 1 13 118 74 .8 180
Temperatu
re
-128 8 3 3 5 61 18 2 92
Pressure o f
Shell/Tube( psig)
5/ 5 4 /4 5 . 3/5. 3 6.3/ 6. 3 5. 5/5 .5 6.3 /6 .3
N u m be r o f
passes
1-shell/2-
tube
1-shell/2-
tube
1-shell/2-
t u b e
Single
Pass
Single Pass Single
Pass
M a t e r ia l o f
Co nstruc ti
o n
Shell/Tube
Stainless
Steel/Stainle
ss Steel
Carbo n
Steel/Carbo
n Steel
Carbo n
Steel/Carbo
n Steel
Carbo n
Steel/Carb
o n Steel
Carbo n
Steel/Carb
o n Steel
Carbo n
Steel/Carb
o n Steel
T a b le 2 : P u m p s E q u i p m en t S u m ma r y T a b le
P-101 P-102 P-103 P-10 4Flo w ( lbmo l/ h) 11 57 9 30 63 3 2
Disc harge
Pressure ( psig)
2 4 .3 6. 3 6 .5
Tem perat ure ( F) 77 -128 83 3 5
D ri ve r T yp e C en tr if ug al C en tr if ug al C en tr if ug al C en tr if ug al
Shaft Pow er (h p) 0. 242 0 .5 0. 7 0 .7
M a t e r ia l o f
Co nstruc tio n
Car bon Steel Stainless Steel Carbo n St eel Carbo n Steel
N u m be r o f
spares
1 1 1 1
R ti P St T bl
8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 61/65
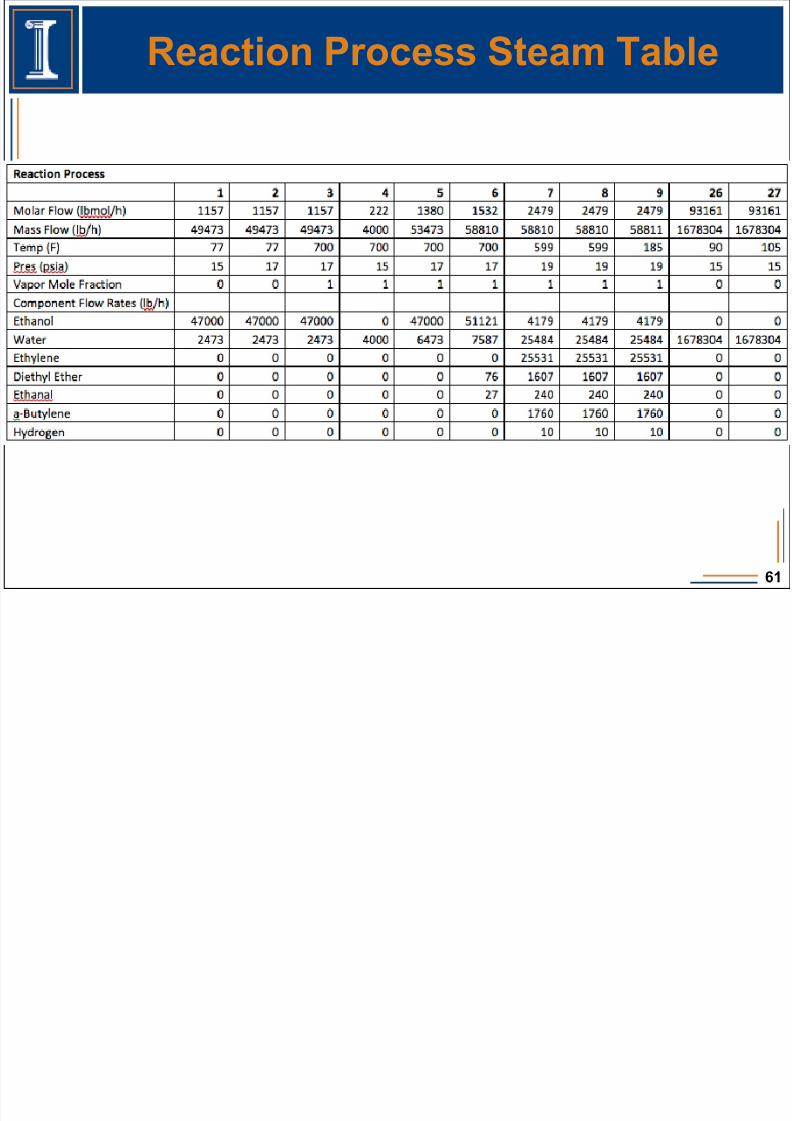
Reaction Process Steam Table
61
S ti P St T bl

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 62/65
Separation Process Stream Table
62
Distillation Process Stream Table

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 63/65
Distillation Process Stream Table
63
Appendix CAPCOST

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 64/65
Appendix - CAPCOST
Background ReactionScheme SeparationScheme Economics EHS Sustainability Conclusions64
Appendix Utility Costs

8/12/2019 ChBE Senior Design Presentation
http://slidepdf.com/reader/full/chbe-senior-design-presentation 65/65
Appendix – Utility Costs