Chapter7b machining turning(1)
14
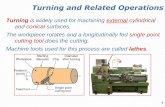
Turning • • One of the most basic machining processes is turning, meaning that the part is rotated while it is being machined. • Fig 23.1 shows the miscellaneous cutting operations that can be performed on a lathe. Note that all parts are circular—a property known as axisymmetry. • Table 23.1 shows the characteristics of machining processes and typical dimensional tolerance.
-
Upload
noor-izzahtul-aisyah -
Category
Documents
-
view
3.543 -
download
1
Transcript of Chapter7b machining turning(1)

Turning•• One of the most basic machining processes is turning, meaning that the part is
rotated while it is being machined.• Fig 23.1 shows the miscellaneous cutting operations that can be performed on a
lathe. Note that all parts are circular—a property known as axisymmetry.• Table 23.1 shows the characteristics of machining processes and typical
dimensional tolerance.

• These machines are very versatile and capable of producing a wide variety of shapes as outlined below:
1. Turning: to produce straight, conical, curved, or grooved workpieces such as shafts, spindles, and pins.
2. Facing: to produce a flat surface at the end of the part and perpendicular to its axis useful for parts that are assembled with other components.
3. Cutting with form tools: to produce various axisymmetric shapes for functional or aesthetic purposes.
4. Boring: to enlarge a hole or cylindrical cavity made by a previous process or to produce circular internal grooves.
5. Drilling: to produce a hole which may be followed by boring to improve its dimensional accuracy and surface finish.
6. Parting: also called cutting off, to cut a piece from the end of a part, as is done in the production of slugs or blanks for additional processing into discrete products
7. Threading: to produce external or internal threads 8. Knurling: to produce a regularly shaped roughness on cylindrical surfaces, as in
making knobs

Tool geometry• Fig 23.4 shows the designations for a right-hand cutting tool. Right-hand means
that the tool travels from right to left.• Rake angle is important in controlling both the direction of chip flow and the
strength of the tool tip.• Side rake angle is more important than the back rake angle, although the latter
usually controls the direction of chip flow.• Cutting-edge angle affects chip formation, tool strength, and cutting forces to
various degrees.• Nose radius affects surface finish and tool-tip strength. The smaller the nose• radius (sharp tool), the rougher the surface finish of the workpiece and the lower
the strength of the tool.

Material-removal rate• The material-removal rate (MRR) in turning is the volume of material removed
per unit time with the units of mm3/min.• d. The volume of this ring is the product of the cross-sectional area (f)(d) and the
average circumference of the ring, where
• Since there are N revolutions per minute, the removal rate is
• Note that Eq. (23.1a) also can be written as
where V is the cutting speed.• Since the distance traveled is l mm, the cutting time is
• The cutting time does not include the time required for tool approach and retraction.
• The foregoing equations and the terminology used are summarized in Table 23.3.

Forces in turning• Fig 23.5 shows the forces acting on a cutting tool in turning. Fc is the cutting
force, Ft is the thrust or feed force (in the direction of feed), and Fr is the radial force that tends to push the tool away from the workpiece being machined

• The cutting force acts downward on the tool tip and, thus, tends to deflect the tool downward and the workpiece upward.
• The product of the cutting force and its radius from the workpiece center determines the torque on the spindle.
• The product of the torque and the spindle speed determines the power required in the turning operation.
• The thrust force acts in the longitudinal direction. It also is called the feed force because it is in the feed direction of the tool.
• The radial force, acts in the radial direction and tends to push the tool away from the workpiece
Tools materials, feeds and cutting speeds• Specific recommendations regarding turning process parameters for various
workpiece materials and cutting tools are given in Table 23.4
Cutting fluids

Example: Material removal rate and cutting fluid force in turning
A 150-mm-long, 12.5-mm-diameter 304 stainless-steel rod is being reduced in diameter to 12.00 mm by turning on a lathe. The spindle rotates at N = 400 rpm, and the tool is traveling at an axial speed of 200 mm/min. Calculate the cutting speed, material-removal rate, cutting time, power dissipated, and cutting force.
Solution The cutting speed is the tangential speed of the workpiece. The maximum cutting speed is at the outer diameter, and is obtained from the expression
The cutting speed at the machined diameter is
From the information given, note that the depth-of-cut is

and the feed is
According to Eq. (23.1a), the material-removal rate is then
Equation (23.1b) also can be used, where we find MRR=(0.25)(0.5)(15.7)(1000)=2×10–6 m3/min. The actual time to cut, according to Eq. (23.2), is
The power required can be calculated by referring to Table 21.2 and taking an average value for stainless steel as 4 W–s/mm3. Therefore, the power dissipated is
Since 1 W = 60 N-m/min, the power dissipated is 7680 N-m/min.
The cutting force, is the tangential force exerted by the tool. Power is the product of torque, T, and the rotational speed in radians per unit time; hence,

Lathes and Lathe Operations
• Lathes generally are considered to be the oldest machine tools.• The maximum spindle speed of lathes typically is around 4000 rpm but only may
be about 200 rpm for large lathes. • Although simple and versatile, an engine lathe requires a skilled machinist,
because all controls are manipulated by hand. • Consequently, it is inefficient for repetitive operations and for large production
runs. • The rest of this section will describe the various types of automation that usually
are added to improve efficiency.Lathes componentsBed
• The bed supports all major components of the lathe. • Beds have a large mass and are built rigidly, usually from gray or nodular cast
iron. • The top portion of the bed has two ways with various cross-sections that are
hardened and machined for wear resistance and dimensional accuracy during turning.
Carriage• The carriage or carriage assembly slides along the ways and consists of an
assembly of the cross-slide, tool post, and apron.
Headstock• The headstock is fixed to the bed and is equipped with motors, pulleys, and V-
belts that supply power to a spindle at various rotational speedsTailstock
• The tailstock, which can slide along the ways and be clamped at any position, supports the other end of the workpiece.
• It is equipped with a center that may be fixed (dead center), or it may be free to rotate with the workpiece (live center).
• Drills and reamers can be mounted on the tailstock quill (a hollow cylindrical part with a tapered hole) to drill axial holes in the workpiece.
Feed rod and lead screw• The feed rod is powered by a set of gears through the headstock. • The rod rotates during the lathe operation and provides movement to the carriage
and the cross-slide by means of gears, a friction clutch, and a keyway along the length of the rod.
• Closing a split nut around the lead screw engages it with the carriage; it is also used for cutting threads accurately.
Lathe specifications• A lathe generally is specified by:1. Its swing, the maximum diameter of the workpiece that can be machined (Table
23.6).

2. The maximum distance between the headstock and tailstock centers.3. The length of the bed.
Workholding devices and accessories• Workholding devices are important, particularly in machine tools and machining
operations, as they must hold the workpiece securely.• A chuck usually is equipped with three or four jaws. • Three-jaw chucks generally have a geared-scroll design that makes the jaws self-
centering.• The jaws in some types of chucks can be reversed to permit clamping of the
workpieces either on the outside surfaces or on the inside surfaces of hollow workpieces, such as pipes and tubing.
• Fig 23.7(a) and (b) shows the schematic illustrations of a draw-in type collet. The workpiece is placed in the collet hole, and the conical surfaces of the collet are forced inward by pulling it with a draw bar into the sleeve. (c) A push-out type collet. (d) Workholding of a workpiece on a face plate.

• Chucks are available in various designs and sizes. • Their selection depends on the type and speed of operation, workpiece size,
production and dimensional accuracy requirements, and the jaw forces required. • By controlling the magnitude of jaw forces, an operator can ensure that the part
does not slip in the chuck during machining.• Power chucks, actuated pneumatically or hydraulically, are used in automated
equipment for high production rates, including the loading of parts using industrial robots.
• A collet is basically a longitudinally-split, tapered bushing.• One advantage to using a collet (rather than a three- or four-jaw chuck) is that the
collet grips nearly all of the part circumference, making it well suited particularly for parts with small cross-sections.
• Face plates are used for clamping irregularly shaped workpieces. The plates are round and have several slots and holes through which the workpiece is bolted or clamped.
• Mandrels are placed inside hollow or tubular workpieces and are used to hold workpieces that require machining on both ends or on their cylindrical surfaces.
• Fig 23.8 shows the various types of mandrels to hold workpieces for turning.

Design considerations and guidelines for turning operations• When turning operations are necessary, the following general design guidelines
should be followed:1. Parts should be designed so that they can be fixtured and clamped easily in
workholding devices.2. The dimensional accuracy and surface finish specified should be as wide as
permissible for the part to still function properly.3. Sharp corners, tapers, steps, and major dimensional variations in the part should
be avoided.4. Blanks to be machined should be as close to final dimensions as possible (such as
by near-net-shape forming), so as to reduce production cycle time.5. Parts should be designed so that cutting tools can travel across the workpiece
without obstruction.6. Design features should be such that commercially available standard cutting tools,
inserts, and toolholders can be used.7. Workpiece materials should be selected for their machinability as much as
possible.Guidelines for turning operations
• Because of the complexity of the problem, however, some of the guidelines have to be implemented on a trial-and-error basis.
1. Minimize tool overhang.2. Support workpiece rigidly.3. Use machine tools with high stiffness and high damping capacity.4. When tools begin to vibrate and chatter, modify one or more of the process
parameters, such as tool geometry, cutting speed, feed rate, depth-of-cut, or use of cutting fluid.