CHAPTER 9 INFLUENCE OF RESIDUAL STRESSES...
16
150 CHAPTER 9 INFLUENCE OF RESIDUAL STRESSES ON THE FAILURE PRESSURE OF CYLINDRICAL VESSELS In the design of pressure vessels, evaluation of failure pressure that a cylindrical pressure vessel can withstand is an important consideration. While prediction of failure pressure of pressure vessels it is also necessary to consider the residual stresses already present in the pressure vessels. The knowledge of the residual stresses present in the pressure vessel due to welding is necessary. Of several formulae for calculating bursting pressure of vessels, the Faupel’s formula is the most popular one. However there is no unique failure theory applicable to all materials. 9.1 FAILURE PRESSURE ESTIMATES OF UNFLAWED PRESSURE VESSELS WITHOUT RESIDUAL STRESS Various methods are being used to estimate the failure pressure (Faupel 1956, Svensson 1958, Beena et al 1995 and Christopher et al 2002). Finite element techniques based on the Global Plastic Deformation (GPD) are also used to evaluate the failure pressure and its results were found to be in good agreement with test results (Aseer et al 2009). Experimental methods are useful for verifying the correctness of analytical or computational analysis. Usually stress cannot be measured directly and hence most of the experimental methods serve to measure strains by bonding the gauges to the surface of the structure under test. If nothing is known in advance with the
Transcript of CHAPTER 9 INFLUENCE OF RESIDUAL STRESSES...

150
CHAPTER 9
INFLUENCE OF RESIDUAL STRESSES ON THE FAILURE
PRESSURE OF CYLINDRICAL VESSELS
In the design of pressure vessels, evaluation of failure pressure that
a cylindrical pressure vessel can withstand is an important consideration.
While prediction of failure pressure of pressure vessels it is also necessary to
consider the residual stresses already present in the pressure vessels. The
knowledge of the residual stresses present in the pressure vessel due to
welding is necessary. Of several formulae for calculating bursting pressure of
vessels, the Faupel’s formula is the most popular one. However there is no
unique failure theory applicable to all materials.
9.1 FAILURE PRESSURE ESTIMATES OF UNFLAWED
PRESSURE VESSELS WITHOUT RESIDUAL STRESS
Various methods are being used to estimate the failure pressure
(Faupel 1956, Svensson 1958, Beena et al 1995 and Christopher et al 2002).
Finite element techniques based on the Global Plastic Deformation (GPD) are
also used to evaluate the failure pressure and its results were found to be in
good agreement with test results (Aseer et al 2009). Experimental methods are
useful for verifying the correctness of analytical or computational analysis.
Usually stress cannot be measured directly and hence most of the
experimental methods serve to measure strains by bonding the gauges to the
surface of the structure under test. If nothing is known in advance with the

151
strain field, a three element rosette is the best choice for finding the elements
of the small strain tensor. Most of the existing solutions to elasto-plastic
problems are based on Tresca’s yield criterion and in associated flow rule
leading to analytical or quasi analytical solution. Under the application of the
internal pressure, the material deforms both elastically and plastically.
Inelasticity is always present under all types of loading. Hence elasto-plastic
deformations cannot be treated independently. Therefore elasto-plastic
analysis has to be performed while analyzing a pressure vessel. Failure
pressure estimates from FEA based on GPD are found to be in good
agreement with test results of thin as well as thick walled vessels made of
ductile materials (Aseer et al 2009). The pressure corresponding to GPD will
be the failure pressure. Applicability of the present FEA procedure for failure
prediction is examined with the existing test results (Faupel et al 1953).
The geometrical model and FEA model of the ASTM 36 carbon
steel pressure vessel similar to Figures 6.1 and 6.2 is considered for analysis.
Axial displacement is suppressed at both ends of the cylindrical shell to arrest
the axial growth under internal pressure.
= 1 + (9.1)
Equation (9.1) is Inverse Romberg-Osgood relationship (Beena et
al 1995), is a constitutive relationship and gives the stress as an explicit
function of strain. Where = , is the ultimate strength of the material
and ‘ ’ is the parameter defining the shape of the non-linear stress-strain
relationship. = 0.002143, = 1.798 for ASTM 36 carbon steel. The
stress-strain curve (see Figure 9.1) generated using Equation (9.1) is given as
input for FEA to take care of material behavior during the application of
internal pressure. ANSYS has the provision for checking the (GPD).

152
It indicates the pressure level to cause complete plastic flow through the
cylinder walls (ie. bursting pressure).
Bursting pressure of pressure vessel (Faupel et al 1953),
= ln (9.2)
Where = Ultimate strength of the material
= Yield strength of the material
= Wall ratio of hollow cylinder (Ro/Ri)
For ASTM 36 steel, = 450 MPa and = 380 MPa
9.1.1 Results and Discussion
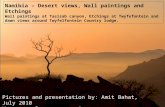
Figure 9.2 shows the effective stress at failure of the pressure
vessel. The analysis results indicate the failure pressure as 48 MPa while it is
46 MPa by using Equation (9.2), having good agreement. Table 9.1 gives the
cylinder dimensions, material properties and Table 9.2 gives the material
constants in Equation (9.1) for the stress-strain curve and failure pressure of
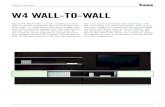
cylindrical vessels analyzed in Faupel (1953). Figure 9.3 gives the stress-
strain curve of Cr-Ni-Mo-V steel generated by Equation (9.1). Figure 9.4
gives effective, hoop and meridional stress plot of Cr-Ni-Mo-V steel pressure
vessel No.2 in Table 9.1 with the applied internal pressure up to global plastic
deformation. The failure pressure evaluated through the present analysis
(FEA) is 1358 MPa, where the experimental and calculated values are 1379
MPa and 1325.2 MPa respectively (Faupel et al 1953), and found in good
agreement.

153
Figure 9.1 Stress-strain curve of ASTM 36 carbon steel generated by
Equation (9.1)
Figure 9.2 Effective stress plot of ASTM 36 carbon steel pressure vessel
up to global plastic deformation
0
100
200
300
400
500
0 10 20 30 40 50
Eff
ecti
ve
stre
ss,
MP
a
Applied pressure (MPa)
At Inner wall
At Middle
At outer wall

154
Figure 9.3 Stress-strain curve of Cr-Ni-Mo-V steel generated by
Equation (9.1)
Figure 9.4 Effective, hoop and meridional stress plot of Cr-Ni-Mo-V
steel pressure vessel (Faupel et al 1953) (Cylinder No.2) with
the applied internal pressure up to global plastic
deformation
0
200
400
600
800
1000
1200
1400
0 5 10 15 20 25 30
Str
ess
-M
Pa
Strain x 103
Cr-Ni-Mo-V steel

155
Table 9.1 Details of cylindrical pressure vessels, materials and
strength properties (Faupel et al 1953)
Cylinder
No
Cylindrical shell
dimensions (mm)
Material
Tensile strength
properties (MPa)
Outer
diameter Thickness
Yield
strength
( )
Ultimate
strength
( )
1 68.00 21.00 Cr-Ni-Mo-V
steel
329.6 641.9
2 68.00 21.00 Cr-Ni-Mo-V
steel
1101.8 1223.8
3 101.60 31.68 SAE 3320 548.1 726.7
4 31.75 9.5 SAE 4340 716.4 855.6
5 31.75 9.5 SAE 4340 596.4 795.0
6 31.75 9.5 SAE 4340 797.0 859.0
7 101.60 31.68 SAE 1045 419.9 701.9
8 101.60 31.68 SAE 1045 562.6 842.5
Table 9.2 Material constants in Equation (9.1) for the stress-strain curve
and failure pressure of cylindrical vessels in Table 9.1
Cylinder
No
Material constants in Eqn (9.1) Failure pressure, (MPa)
Young’s
modulus,
E (GPa)
Observed CalculatedFEA
(Faupel et al 1953)
1 207 0.00310 0.945 689.5 561.9 711.0
2 207 0.00592 3.600 1379.0 1325.2 1358.0
3 207 0.00351 1.710 730.8 770.8 820.0
4 207 0.00414 2.340 917.0 954.9 901.0
5 207 0.00384 1.754 827.4 856.3 836.0
6 207 0.00415 3.512 806.7 892.2 904.0
7 207 0.00339 1.164 737.7 662.6 791.0
8 207 0.00407 1.464 820.5 846.0 950.0

156
9.2 INFLUENCE OF RESIDUAL STRESSES ON FAILURE
PRESSURE OF UNFLAWED PRESSURE VESSELS
The ASTM 36 carbon steel pressure vessel as in Figure 6.1 is
considered for failure pressure analysis of butt-welded cylindrical pressure
vessels having residual stresses. Axial displacement is suppressed at both
ends of the cylindrical shell to arrest the axial growth under internal pressure.
Failure pressure of the pressure vessel before welding (ie., without residual
stress) is initially obtained by an elasto-plastic analysis. Then a thermo-
mechanical FEA with the similar procedure and same welding parameters in
the earlier analysis is carried out to assess the weld-induced residual stress
and again failure pressure is obtained by another elasto-plastic analysis for
this pressure vessel having residual stress to assess the effect of residual
stresses in failure pressure. For failure pressure analysis for this pressure
vessel along with the residual stresses present, the analysis is restarted from
the terminating (final) load step of thermal stress analysis along with applied
internal pressure and performed up to GPD. The pressure which is
corresponding to GPD will be the failure pressure.
9.2.1 Results and Discussion
2D Finite element analysis with axisymmetric model has been
carried out using ANSYS software package to access the failure pressure of
cylindrical pressure vessel made of ASTM 36 carbon steel having weld-
induced residual stresses. An elasto-plastic analysis is performed to find out
the failure pressure of the pressure vessel not having residual stresses. The
analysis results indicate the failure pressure as 48 MPa while it is 46 MPa by
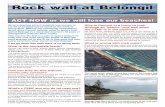
using Equation (9.2), having good agreement. Figure 9.5 shows the effective
stress up to failure with and without residual stress. The failure analysis of the
pressure vessel having residual stresses shows that the pressure vessel fails at

157
a pressure of 15 MPa, while the failure pressure without residual stresses is 48
MPa.
Faupel et al (1953) have analyzed eight number of pressure vessels
shown in Tables 9.1 and 9.2, in which three cylinders of each material were
heat treated under identical conditions. One cylinder was then used for the
residual stress test, the second for the static internal pressure test, and the third
one was used to determine the mechanical properties resulting from the heat
treatment. They have concluded that the residual stresses in pressure vessels
due to heat treatment do not appear to influence overstrain or bursting
pressure. It should be noted that the material properties were measured after
the heat treatment process. Now while calculating the failure pressure
analytically, in which if these material properties were used then the effect of
residual stresses on failure pressure will not be felt. If the properties of the material
before the heat treatment were used, then the effect would have been felt.
Figure 9.5 Effective stress plot of ASTM 36 carbon steel pressure vessel
with and without residual stress up to global plastic
deformation
0
100
200
300
400
500
0 10 20 30 40 50
Eff
ecti
ve
stre
ss,
(MP
a)
Applied pressure (MPa)
Inner without RS
Middle without RS
Outer without RS
Inner with RS
Outer with RS
GPD

158
9.3 INFLUENCE OF RESIDUAL STRESSES ON FAILURE
PRESSURE OF FLAWED PRESSURE VESSELS
Christopher et al (2002) applied the three parameter fracture
criterion to correlate the fracture data on aluminium, titanium and steel
materials from test results on flawed cylindrical tanks/pressure vessels
without considering residual stresses. In this work to quantify the influence of
residual stresses on failure pressure of flawed pressure vessels, the point stress
criterion with two parameter fracture criterion is used in AA2014-T6. Figure
9.6 shows the cracked configuration of specimen and cylindrical pressure
vessel. First a failure assessment diagram is drawn for tensile specimens
having through thickness cracks with the data given in Table 9.3 used in
Christopher et al (2002). Figure 9.7 shows the failure assessment diagram for
AA2014-T6 specimen. For cylindrical pressure vessels with axial surface
crack (see Figure 9.6) the value of is calculated using Equations (9.3 to
9.12) from the stress intensity factor expressions (Newman 1985).
= ( ) / (9.3)
= (9.4)
= (9.5)
(9.6)
= 1+ 1.464 .
for a c, (9.7)
= 1 + 1.464.
for a > c,
= + ( - ) ( ) , (9.8)

159
= 2 + 8( ) (9.9)
= (1 + 0.52 + 1.29 - 0.074 ) for 0 10 (9.10)
= , q = 2+ 8 (9.11)
= ln 1 + (9.12)
where = crack depth, c = half the crack length, , : outer and inner
diameter of cylindrical vessel, = stress intensity factor at failure, =
failure pressure of unflawed cylindrical vessel, = failure pressure of
flawed pressure vessel, = internal pressure, = inner radius of cylinder,
= thickness of cylinder, = failure stress, = nominal stress required to
produce a fully plastic region on the net section, = ultimate tensile
strength and = yield strength or 0.2 % proof stress. Table 9.4 shows the
failure pressure of pressure vessels with different crack sizes without
considering residual stresses. Figure 9.8 shows the failure assessment diagram
for AA2014-T6 center crack tension specimen in which design points of
specimen and cylindrical pressure vessel were plotted. Figure 9.9 shows the
FAD for AA2014-T6 center crack tensile specimen and design points for four
cylindrical pressure vessels of dimensions and crack sizes given in Table 9.4.
The residual stress values are calculated through SINTAP procedure used in
Chapter-8 are:
= = 3 , = 12 ,
= = 560 MPa, = 680 MPa,

160
Welding speed = 6 mm/sec and plate thickness =1.52 mm
R = 71.1 mm, a = t = 1.52 mm, = 554 Mpa, = 687 MPa
9.3.1 Results and Discussion
In SINTAP procedure the welding residual stresses values are given
as trapezoidal profile, in which the residual stress values are available up to
yield zone only ( ). Beyond yield zone the residual stress values are taken as
zero. Hence from Table 9.4 the crack sizes less than yield zone is considered
for analysis. Figure 9.9 also shows that three of the four pressure vessels are
critical with the available residual stresses. Therefore it is necessary for the
pressure vessel to undergo stress relieving process. Figure 9.10 shows the
failure assessment diagram for AA2014-T6 cylindrical pressure vessel with
70% residual stress relieved. Figure 9.10 and Table 9.5 show that the point D
is unsafe with the existing residual stress and an applied internal pressure of
3.25 MPa. When the applied internal pressure is increased to 3.75 MPa the
point C also becomes unsafe. When the applied internal pressure is increased
to 5 MPa the point B also becomes unsafe. When the applied internal pressure
is increased to 7.5 MPa the point A also becomes unsafe. This analysis brings
out the reduced internal pressure withstanding capacity in the presence of
residual stress as indicated in Table 9.6.

161
Table 9.3 Comparison of analytical and test results of center crack
tension specimens made of AA2014-T6 ( = MPa,
= MPa, KF = 44.38 MPa m, m = 0.3022)
Specimen dimensions (mm) Fracture strength,
(MPa) Relative
error (%) Width, W Thickness, t
Crack
length, 2c
Test
(MCIC 1975) Analysis
76.2 1.56 7.04 408.9 410.97 -0.51
76.2 1.58 7.06 405.4 410.62 -1.29
76.2 1.57 14.15 320.6 320.07 0.16
76.2 1.52 19.68 288.9 277.28 4.02
76.2 1.56 21.49 272.4 265.75 2.44
76.2 1.55 26.21 235.8 239.44 -1.54
76.2 1.53 30.15 222.0 220.31 0.76
76.2 1.53 30.58 217.2 218.37 -0.54
76.2 1.54 35.53 195.8 196.94 -0.58
76.2 1.55 36.37 189.6 193.51 -2.06
Standard error (SE) = 0.018

162
Table 9.4 Comparison of analytical and test results of cylindrical
pressure vessels made of AA2014-T6 ( = MPa,
= , = . , = . )
Points in
FAD
Crack
length,
2c(mm)
Failure
pressure,
(MPa)-Test
(MCIC 1975)
,
( )
A 2.64 12.15 38.14 0.83
B 6.35 9.37 49.45 0.64
C 12.7 5.85 51.58 0.40
D 19.05 4.73 60.53 0.32
E 25.4 3.1 53.59 0.21
F 31.75 2.93 65.19 0.20
G 44.45 1.95 65.04 0.13
H 50.8 1.76 69.33 0.12
Table 9.5 Fracture parameters of AA2014-T6 pressure vessels with
70% residual stress relieved
Points
in
FAD
Residual
stress
For 30%
RS only
30% RS+
3.25 MPa
30% RS+
3.75 MPa
30% RS+
5 MPa
30% RS+
7.5 MPa
100% 30%
A 560 168 0.25 11.3 0.45 20.7 0.48 22.3 0.55 25.4 0.72 33.3
B 540 162 0.24 18.3 0.44 34.1 0.47 36.8 0.54 42.0 0.71 55.2
C 340 102 0.15 19.2 0.35 45.7 0.39 50.1 0.45 58.9 0.63 80.9
D 160 48 0.07 13.1 0.27 51.5 0.31 57.9 0.38 70.7 0.55 102.7

163
Table 9.6 Failure pressure of AA2014-T6 pressure vessels with and
without residual stress
Points
in FAD
c
(mm)
(MPa)
without RS
(MPa)
with 30% RS
A 1.32 12.15 7.50
B 3.18 9.37 5.00
C 6.35 5.85 3.75
D 9.53 4.73 3.25
Figure 9.6 Cracked configurations

164
Figure 9.7 Failure assessment diagram for AA2014-T6 center crack
tension specimen
Figure 9.8 Failure assessment diagram for AA2014-T6 center crack
tension specimen and cylindrical pressure vessel

165
Figure 9.9 Failure assessment diagram for AA2014-T6 showing
residual stress levels without any internal pressure
Figure 9.10 Failure assessment diagram for AA2014-T6 cylindrical
pressure vessel with 70% residual stress relieved