Lifting Accessories by B.E.M.CO.Pvt.Ltd (BAKELITE ELECTRICAL MFG. CO. PVT. LTD.), Mumbai
1
CHAPTER 1
INTRODUCTION
1.1 POLYMER
The word polymer is derived from the classical Greek words poly
(meaning many) and meres meaning parts. Simply stated, a polymer is a
large molecule (macromolecule) composed of repeating structural units
typically connected by covalent chemical bonds. Certain polymers, such as
proteins, cellulose and silk, are found in nature. While many others, including
polystyrene, polyethylene and nylon, are produced only by synthetic routes.
The birth of polymer science may be traced back to the mid
nineteenth century. In the 1830s, Charles Goodyear developed the
vulcanization process that transformed the sticky latex of natural rubber to a
useful elastomer for tire use. In 1847, Christian F.Schonbein reacted cellulose
with nitric acid to produce cellulose nitrate. This was used in the 1860s as the
first man made thermoplastic, celluloid. In 1907, Leo Baekeland produced
Bakelite (phenol formaldehyde resin) and glyptal (unsaturated polyester resin)
was developed as a protective coating resin by General Electric in 1912.
By the 1930, researchers at Du Pont in the United States had
produced a variety of new polymers including synthetic rubber and more
exotic materials such as nylon and teflon. In 1938, Dow had produced several
tons of polystyrene and in 1939, polyethylene (low density) was made for the
first time by scientists at ICI in England. Efforts to develop new polymeric
materials, particularly synthetic rubber, were intensified during World War II,
2
when many naturally occurring materials such as Hevea rubber were in short
supply. In the 1950s, Ziegler and Natta independently developed a family of
stereo specific transition-metal catalysts that lead to the commercialization of
polypropylene as a major commodity plastic. The 1960s and 1970s witnessed
the development of a number of high performance polymers that could
compete favourably with more traditional materials, such as metals, for
automotive and aerospace applications. Yet, today polymer dimensions are
neglected no more, for industries associated with polymeric materials employ
more than half of all American chemists and chemical engineers.
Products made from plastics and rubber materials are based on
polymers and contribute strongly to the national economy not least in terms of
performance, reliability, cost effectiveness and high added value. Among the
many reasons why polymers are widely used, two stand out. First, polymers
operating in a variety of environments have useful range of deformability and
durability which can be exploited by careful design. Secondly, polymers can
often readily, rapidly and at an acceptable (low) cost be transformed into
usable products having complicated dimensions. Moreover, the volume of
polymers used in the western economy already exceeds that of metals.
Most polymers can be classified as either thermoplastic or
thermoset, a label which describes the strength of the bonds between adjacent
polymer chains within the structure. In thermoplastics, the polymer chains are
only weakly bonded (Vander Waals forces). The chains are free to slide past
one another when sufficient thermal energy is supplied, making the plastic
formable and recyclable. In thermosets, adjacent polymer chains form strong
cross links. When heated, these cross links prevent the polymer chains from
slipping past one another. As such, thermosets do not reflow once they are
cured (i.e. once the cross links form). Instead, thermosets can suffer chemical
degradation (denaturing) if reheated excessively.
3
However, the following Tables (1.1 and 1.2) provide thumbnail
sketches of the main thermoset polymer types, in terms of characteristics,
limitations and properties.
Table 1.1 Characteristics and limitations of some typical thermosetting
resins
S.No Resin type Characteristics Limitations
1. Phenolic Very good thermal stability,
Good fire resistance, Good
electrical properties.
Color limitation,
Alkali resistance.
2. Polyester Wide choice of resins, Easy
to cure at room temperature
and elevated temperature,
Good chemical resistance,
Good electrical properties.
Emission of styrene,
Shrinkage on curing,
Flammability.
3. Vinyl ester Good fatigue resistance,
Very good chemical
resistance, Good toughness.
Emission of styrene,
Shrinkage on curing,
Flammability.
4. Epoxy Very good chemical
resistance, Good thermal
properties, Low shrinkages
on curing.
Long cure cycle,
Best properties
obtained only with
cure at elevated
temperature.
5. Silicone Very good thermal and
electrical properties,
Excellent chemical
resistance, Resistant to
hydrolysis, Oxidation
resistance and non-toxic,
Good fire properties (self
extinguishing).
Adhesion, Long
cure cycle,
Commonly cured at
elevated
temperature.
6. Polyurethane Very good chemical
resistance, Very high
toughness (impact), Good
abrasion resistance.
Isocyanates as
curing agents, Color,
Anhydrous curing
conditions.
7. Polyimide and
polyamide-
imide
Excellent thermal stability,
Good electrical and fire
properties.
Color, Arc
resistance, Acid and
alkali resistance.
4
Table 1.2 Properties of cast thermoset resins
S.
No.Property (unit) Polyester
Vinyl
esterEpoxy Silicone Polyimide
1. Density (g/cm) 1.19-1.20 1.12-1.30 1.21-1.24 1.42-1.51 1.72-1.81
2. Tensile strength
(MPa)
55-62 80-96 76-104 38-56 94-100
3. Tensile elongation
(%)
1.80-2.10 5.0-6.30 11.46-
13.20
100-400 90-94
4. Tensile modulus
(GPa)
1.30-1.60 3.30-3.60 1.73-2.10 3.50-4.70 2.50-2.80
5. Flexural strength
(MPa)
100-120 145-151 128-160 97-120 156-173
6. Flexural modulus
(MPa)
2400-2600 3100-3800 3100-4200 4200-4520 4300-4500
7. Heat distortion
temperature ( C)
67-72 102-110 81-92 118-120 122-126
Polymeric materials are used in and on soil to improve aeration,
provide mulch, promote plant growth and health. Many biomaterials,
especially heart valve replacements and blood vessels, are made of polymers
like dacron, teflon and polyurethane.
Plastic containers of all shapes and sizes are light weight and
economically less expensive than the more traditional containers. Clothing,
floor coverings, garbage disposal bags and packaging are other polymer
applications.
Automobile parts, windshields for fighter planes, pipes, tanks,
packing materials, insulation, wood substitutes, adhesives, matrix for
composites and elastomers are some applications in the industrial market.
Playground equipment, various balls, swimming pools and
protective helmets are often produced from polymers.
5
1.2 COMPOSITES
The wide spectrum of properties available to polymeric materials
has afforded numerous practical applications ranging from common
household goods to biomedical materials and aerospace components. Often,
however, the inherent properties of the polymer alone are insufficient to meet
the structural demands of an application. As a result, blending with a stronger
or stiffer material is necessary to improve upon the mechanical performance
of the pristine polymer.
A composite structure is a combination of two or more different
components resulting in a material having better performance than each
individual constituent. Composite structures have been widely applied to the
automotive, aerospace and defense industries. Polymer matrix composites are
(PMCs) lightweight compared to the traditionally used metallic materials,
thereby enabling airplanes, missiles and spacecraft to operate with less fuel or
increased payload. The majority of PMCs used in aerospace and aeronautics
applications utilize a high performance resin matrix with carbon fiber
reinforcement.
By principle, polymer composite is a combined material created by
the assembly of two or more components viz., selected filler or reinforcing
agent (silicates, aluminates and fibers) and a compatible binder (resin) in
order to obtain specific characteristics and properties. In the broadest form,
composites are the result of embedding high strength, high stiffness fibers of
one material in a surrounding matrix of another material. The fibers are
principal load carrying members whereas the surrounding matrix keeps them
in the desired location and orientation and act as a load transfer medium
between them. Various properties that can be improved by the use of
composites are mechanical strength, stiffness, corrosion, fatigue life and high
temperature resistance properties.
6
1.2.1 Types of Polymer Composites
A composite material has at least one continuous phase (binding
matrix) and one or more dispersed phases (fillers and/or reinforcements).
Composites can be classified based on the type of binding matrix
as, Polymer Matrix Composites (PMC), Ceramic Matrix Composites (CMC)
and Metal Matrix Composites (MMC).
PMCs are constructed of components such as glass, carbon, aramid
or boron fiber and/or mineral fillers bound together by an organic polymer
matrix.
CMCs are made by inserting a second phase in the form of fibers,
chopped fibers, small discontinuous whisker platelets or particulates in a
continuous phase of ceramic material.
MMCs are made by inserting a second phase in the form of fibers,
whiskers (or) particulates in a continuous phase of metal.
Depending on the type of dispersed phase, composites are classified
as fiberous, laminated and particulate.
Fiberous composites consist of fibers (short or discontinuous and
randomly arranged) in a matrix. The fibers may be continuous, e.g. long fibers
or ribbons; these are embedded in the polymer in regular geometric
arrangements that extend throughout the dimensions of the product. Familiar
examples are the well-known fiber-based thermoset laminates that are usually
classified as high performance polymer composites.
On the other hand, the fibers may be discontinuous (short), for
example, short fibers (say < 3 cm in length), flakes, platelets, spheres or
7
irregulars; these are dispersed throughout the continuous matrix. Such
systems are usually based on a thermoplastic matrix and are classified as
lower performance polymer composites compared to their counterparts with
continuous additives.
Laminated composites are formed by bonding together layers of
planar reinforcement with resin.
In particulate composites, the dispersed phase is often spherical or
at least has dimensions of similar order in all directions. Calcium carbonate,
talc and mica filled polymers, solid rocket propellants etc., are some examples
for particulate composites.
1.2.2 Composites Basic Ingredients
1.2.2.1 Reinforcements
Reinforcements comprise of fiberous materials that are used to
strengthen the cured resin systems. Virtually any fiberous material may be
used, although in practice the list is quite small. Fiber length may vary from
about 3 mm up to several hundred meters. Glass fibers are the predominately
used reinforcements among all. Apart from this, polyester, acrylic, carbon and
aramid based fiber (and natural fiber such as sisal, coir, hemp and banana
fiber) are also used for making composites.
1.2.2.2 Matrix
The reinforcing constituent such as fiber can resist only tension
unless they are bound together through a binding media which is called as
matrix. Among other things, the main purpose of a matrix is to support,
protect and transfer load from fiber to fiber. Always, the matrix is of lower
stiffness, strength and density as compared to the reinforcement. But the
8
combination of the constituents in a correct proportion can have considerable
high strength yet maintaining low density.
Generally, the matrix is essentially the binding and shaping
component in composite materials. Its properties determine to a large extent,
the process conditions for the manufacture of composite materials and the
important operating characteristics like resistance to environmental effects,
working temperature, fatigue strength and specific strength etc. Phenolic,
unsaturated polyester, vinyl ester resin, epoxy resin, polyimide resins and
other thermoplastic resins like poly (ether ether ketone) (PEEK),
polyphenylene sulphide (PPS) are some of the common resins used for
making polymer matrix composites.
1.2.2.3 Fillers
Fillers are solid additives, which are added to polymers to increase
bulk or improve properties, often while lowering costs but increasing the
specific gravity. They are generally inorganic and less frequently organic.
Functional fillers produce specific improvements in certain mechanical and
physical properties. The extent of property enhancement depends on many
factors including the aspect ratio of the filler, its degree of dispersion and
orientation in the matrix and the adhesion at filler-matrix interface (Makadia
2000, Premphet and Horanont 1999).
Based on the mutual interaction between filler and matrix, it is
possible to classify fillers into two groups.
Inactive
Active
Classification is arbitrary since it is based not only on the difference
in the chemical composition but also on the characteristic of filler particle
9
surface, particle shape and size, the treatment of the surface by coupling
agents. The fillers activity is governed by the mutual adhesion of the polymer
and filler; it corresponds to the physico-chemical character of the polymer-
filler interfaces which determine the extent of sorption processes on the solid
surfaces as well as the type of polymer filler bonds.
The action of fillers can be contributed to several mechanisms:
some fillers form chemical bonds with the material being reinforced; for
example, carbon black produces cross linking in elastomers by means of
radical reactions (Ketan 2002). The polymer segments attached to filler
surfaces by primary or secondary valence bonds in turn cause a certain
immobilization of adjacent segments and circumstances permitting an
orientation of the polymer matrix. Stiffening, lower deformability and higher
strength are due to this composite nature. Another mode of action of active
fillers results from the fact that when the polymer molecules are subject to
mechanical stress due to the absorption of energy, they can slide off the filler
surface. Therefore, the impact energy can uniformly distribute increasing the
impact resistance.
Inorganic particles are widely used in polymers because they are
usually lower in cost. The frequently used fillers, e.g. glass beads, glass fibers,
calcium carbonate, silica, talc and mica usually form microcomposites with
limited improvement in properties (Makadia 2000, Ray and Okamoto 2003).
Inactive fillers function as stress concentration agents. They initiate
the fracture in the polymer mass and lower the energy necessary for the
physical destruction of compounded plastics. Powdered fillers are known as
low aspect ratio fillers and are mainly of inorganic origin. But it is observed
that the filler which function as inactive fillers can act as reinforcing filler in
the other matrix, depending upon the nature of both filler and the polymer.
10
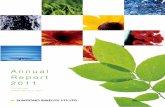
A number of types of fillers are generally recognized in polymer
technology and these are summarized in Figure 1.1.
Figure 1.1 Types of fillers
Fillers may be classified on the basis of their chemical composition,
nature, function and particle morphology as shown in Table 1.3.
Table 1.3 Classification of fillers
By particle
morphologyBy composition By function
Crystalline
Fibers
Platelets
Polyhedrons
Irregular
Masses
Whisker
Amorphous
Fibers
Flakes
Solid spheres
Hollow sphere
Irregular masses
Inorganic
Carbonates
Fluorides
Hydroxides
Metals
Oxides
Silicates
Sulfates
Sulfides
Organic
Cellulose
Fatty acids
Lignin
Polyalkene
Polyamides
Polyaromatics
Polyesters
Proteins
Reinforcement
Cost reduction
11
When employed in elastomeric system, it is commonly observed
that the finer the particle size the higher the values of such properties as
tensile strength, modulus and hardness. Coarser particles will tend to decrease
the strength of the pure cast resin but if the particle size is sufficiently fine
there is an enhancement in the above mentioned properties (at least up to an
optimum loading of filler) and the phenomenon is known as reinforcement
(Brydson 1975).
1.2.3 Characteristics of Fillers
The action of various fillers on a given polymer differs
significantly. However, the fillers vary markedly in their interaction with
polymers, there are a number of filler properties which strongly influence the
reinforcing characteristics of each type. Important parameters are follows.
1. Particle size, size distribution and content. These parameters
will determine. e.g. the inter particle distance
2. Particle shape and surface structure
3. Mechanical properties of the mineral
4. Compounding and molding methods used
5. Bond strength between mineral and polymer. This will be
influenced by the type of dispersion aid or coupling agent
used
6. Polymer properties, e.g. ductile polymers will behave
differently from the brittle ones.
1.2.4 Polymer Filler Interaction
The fundamental aspects of polymer-filler interaction have been
studied in a number of polymers (Leigh and Dougmore 1961, Blanchard
12
1961, Alter 1965, Guth 1945). Several possible types of polymer-filler
interaction can be visualized.
i. Simple physical inclusion of the filler particle (and
agglomerates) in a matrix of non polar polymer. In this case,
the filler would be expected to weaken the polymer, since it
would function only as a diluent.
ii. Physical inclusion of the filler within a polymer matrix along
with wetting of the filler surface by the polymer. Here, some
stiffening along with the usual rise in tensile strength and drop
in elongation might be expected.
iii. Definite physical adhesion of the polymer to the surface of the
filler particles (or fibers). In this case, a marked overall
strengthening effect would be expected.
iv. The establishment of true chemical bonds between the
polymer and individual particles of filler; for example the
reinforcement of rubber by carbon black.
Since, it is generally found that the presence of any appreciable
quantity of filler causes stiffening of the polymer system, it is likely that the
first case is quite rare. The second case probably includes most fillers used for
cost reduction in thermoplastics and as pigment or extender in coatings. The
third and fourth cases are important where strengthening action through the
use of the filler is the primary goal.
Both glass fiber reinforced thermosetting plastic and carbon black
reinforced rubber are specific examples. Whether strong physical adhesion or
actual chemical bonding is involved has not been established for either of
these systems and the mechanism is obscure.
13
The degree to which some positive form of polymer filler
interaction is present in a given system is influenced by a number of factors
viz., geometry of the particle (surface area, particle size, shape and porosity),
its volume fraction, the ease with which filler surface is wetted and the ease
with which the filler is dispersed in the polymer.
1.2.5 Effect of Addition of Mineral Fillers in Thermosetting
Polymers
Thermosetting or heat-hardening resins are those which cure on
heating to form cross links between individual chains and give infusible
brittle products. In this form the mechanical properties of those resins,
particularly impact strength, are generally poor and it may be altered by the
addition of fillers.
General purpose unsaturated polyester resin (GPR) exhibits
brittleness in the unfilled state. Reinforcing and non-reinforcing fillers are
generally employed either to improve the mechanical properties or to assist
processing and to reduce cost. Non-reinforcing fillers mostly used with GPR
are clays (Richardson 1977), silica (Burns 1977), calcium carbonate (Bassford
1978), barium sulphate, mica (Bajaj et al 1992) and talc (Tiegi et al 1998).
They are used mainly for cheapness and to give specific effects in the cured
system. Normally fillers of this type affect the setting. All the fillers tend to
increase the viscosity of the resin and this may reduce the volumetric
shrinkage (Lindmeyer 1951) during curing. Fillers may also be used to give
improved surface finish and finely powdered fillers are often used alone in gel
coats. Powdered mineral fillers tend to increase the compressive strength and
hardness of the product. Fillers can also play an important part in the handling
characteristics of a resin mix.
14
The quantities of filler used in epoxy type resin system vary
according to the type of filler used, the handling characteristics desired and
the properties required. Fluffy fillers like asbestos or uncompressed silica
produce large increase in viscosities at filler loading of 25 phr. Fillers such as
talc (Tiegi et al 1998), nickel powder and aluminium may be used in
quantities up to 200 phr and heavier fillers in quantities of the order of 300
phr.
Fillers tend to slow the curing rate and reduce the exotherm because
of their diluting effect (Lee and Reville 1982). Fillers such as mica powder
(Bajaj et al 1992) and glass improve electrical properties, particularly arc
resistance in epoxy resin. Solvent resistance of epoxy resin filled with 30%
clay, 50% calcium carbonate, 50% microsil and 65% zirconium silicate are
better than that of the pure resin.
1.2.6 Applications and Trends of Composites
Global demand for fillers/reinforcing fillers, including calcium
carbonate, aluminum trihydrate, talc, kaolin, mica, wollastonite, glass fiber,
aramid fiber, carbon fiber and carbon black for the plastics industry is
estimated to be about 15 million tons. Primary end-use markets are building/
construction and transportation, followed by appliances and consumer
products, furniture, industrial/machinery, electrical/electronics and packaging
comprise smaller market segments. Flexural modulus and heat resistance are
the two critical properties of plastics that are enhanced by the inclusion of
performance minerals. Automotive exterior parts, construction materials,
outdoor furniture and appliance components are examples of applications
benefiting from enhanced flexural modulus. Automotive interior and
underhood parts, electrical connectors and microwaveable containers are
examples of applications requiring high temperature resistance.
15
Statistics suggested that demand for inorganic minerals for use in
plastics, of about 4 million tons per annum, with an average annual growth
forecasted to be about 4.2%. Data (not including glass products, natural fibers
or nanofillers but including titanium dioxide) indicate the highest demand for
ground calcium carbonate (60% of the total), followed by titanium dioxide
(13%), aluminum trihydrate (10%) and talc (10%). Kaolin, mica, wollastonite
and barites have a much smaller share of the market. When glass and natural
fibers are included in the statistics, calcium carbonate accounts for 40% of the
total market, glass for 30% and other mineral fillers and natural fibers for
20%. Combinations of fillers are also often used to impart specific combined
properties not attainable with single filler. Among polymers, polyvinyl
chloride is still the plastic with the highest filler usage, followed by
polyolefins, nylons and polyesters (Xanthos 2005).
1.3 NANOCOMPOSITES
A polymer nanocomposite is a polymer matrix with a reinforcing
phase consisting of particles with atleast one dimension in the nano-sized
regime. In the past decade, extensive research has focused on polymer
nanocomposites in hopes of exploiting the unique properties of materials in
the nano-sized regime.
The term polymer nanocomposite broadly describes any number
of multicomponent systems, where the primary component is the polymer and
the filler material has at least one dimension below 100 nm. Polymer
nanocomposites are generally light weight, require low filler loading, are
often easy to process and provide property enhancements extending orders of
magnitude beyond those realized with traditional composites.
In mechanical terms, nanocomposites differ from conventional
composite materials due to the exceptionally high surface to volume ratio of
16
the reinforcing phase and/or its exceptionally high aspect ratio. The
mechanical properties of the composites filled with micron sized filler
particles are inferior to those filled with nanoparticles of the same filler. In
addition, the physical properties, such as surface smoothness and barrier
properties cannot be achieved by using conventional micron sized particles.
The reinforcing material can be made up of particles (e.g. minerals), sheets
(e.g. exfoliated clay stacks) or fibers (e.g. carbon nanotubes or electrospun
fibers). The area of the interface between the matrix and reinforcement
phase(s) is typically an order of magnitude greater than for conventional
composite materials. The matrix material properties are significantly affected
in the vicinity of the reinforcement. Polymer nanocomposites properties are
related to degree of thermoset cure, polymer chain mobility, polymer chain
conformation, degree of polymer chain ordering or crystallinity can all vary
significantly and continuously from the interface with the reinforcement into
the bulk of the matrix.
1.3.1 Background
Polymer systems are widely used because of their light weight,
design flexibility and processability. These systems, however, generally
exhibit less attractive mechanical properties such as low strength and low
elastic modulus as compared to metals and ceramics. One way to improve the
mechanical properties of these systems while maintaining their desirable
properties is by adding high-modulus reinforcing filler to make polymer
composites. Adding micro-sized inorganic filler particles to reinforce the
polymeric materials has been standard practice in the composite industry for
decades. However, in the case of micron sized fillers, above 20% volume
fraction is required to get optimal impact mechanical properties. At these high
concentrations, the filler can detrimentally impact other benefits of polymers
such as processability and appearance. Because of their small size, nano
17
particles have an extremely high surface to volume ratio providing
significantly more surface area for bonding with the matrix than micro-sized
fillers (Zhoa et al 2008, Krishmoorthi et al 1996). Polymer nanocomposites,
consisting of a polymer matrix with nanofiller, have been predicted to be one
of the most beneficial applications of nanotechnology. Much research has
been focused on the preparation and thermal and mechanical characterization
of nanocomposites.
Although some research has shown great improvement of
mechanical properties for nanocomposites over those of micro-filled
composites, results have not been consistent. Additionally, the varying
polymer matrix/filler systems and varying preparation techniques do not
support establishing clear trends in polymer nanoparticle performance.
Current polymer models have not been able to consistently predict
the properties of nanocomposites. Polymer composite theories in the past
have relied on the idea that the modulus of a composite is a function of the
mismatch of properties of constituents, volume fraction, shape and
arrangement of inclusions and matrix-inclusion interface. Recent theories
have included the size of the filler particulate to predict the properties of
composites (Ciprari 2004).
1.3.2 Progress in Nanocomposites
Nanocomposites were first referenced as early as 1950 and
synthetic polymer-clay nanocomposites were first reported as early as 1961,
when Blumstein demonstrated polymerization of vinyl monomer intercalated
into montmorillonite clay and polyamide nanocomposites were reported as
early as 1976. However, it was not until researchers from Toyota Central
Research and Development Laboratories (CRDL) in Japan in the late 1980s
began a detailed examination of polymer/layered silicate clay mineral
18
composites that nanocomposites became more widely studied in both
academic and industrial laboratories.
The total global market value for nanocomposites nears three
million pounds; of which two million pounds are nanoclay-reinforced
polyamides (nylon) produced by Unitika and Ube Industries in Japan for
automotive and packaging application respectively. The remaining one
million pounds are carbon nanotube-filled polyphenylene oxide/nylon alloy
produced in North America for automotive body parts. Each of these
developing product technologies is poised for strong growth over the next ten
years. Market projections show that the demand in each region will grow at
comparable rates. The market reached nearly 1.2 billion pounds in 2009, of
which one billion pounds will be nanoclay reinforced compounds and 160
million pounds will be carbon nanotube-filled products.
Nanocomposites technology is applicable to a wide range of
polymers, cutting across the materials classes of thermoplastics, thermosets
and elastomers. Over the next ten years, nanoclay composites of nearly 20
polymers are expected to be commercialized. Therefore, nanocomposites
technology is recognized as one of the promising avenues of technology
development for the 21st century. Nanocomposites are currently used in two
commercial applications: automotive under hood components and food
packaging. The goals are physical, mechanical and thermal properties
enhancement and reduced permeability. Nylon-based nanocomposites were
the first commercial materials to emerge and there is now a frenzy of activity
aimed at nano-reinforcing commodity thermoplastics such as polypropylene
(PP) and polyethylene terepthalate (PET). These end markets will continue to
be the primary outlets for nanocomposites over the next ten years (Ketan
2002).
19
1.3.3 Types of Nanocomposites
In nanocomposites, at least one dimension of the dispersed particles
is in the nanometer range. One can distinguish three types of nanocomposites,
depending on how many dimensions of the dispersed particles are in the
nanometer range.
When the three dimensions are in the order of nanometers, we are
dealing with isodimensional nanoparticles (or simply nanoparticles). Carbon
black, silica, aluminium oxide, titanium dioxide, zinc oxide, silicon carbide,
polyhedral oligomeric sislesquioxanes (POSS) are examples for nanoparticle
fillers.
When two dimensions are in the nanometer scale and the third is
larger, an elongated structure is formed. Examples are carbon nanotubes,
carbon nanofibers, cellulose whiskers, boron nitride tubes, boron carbon
nitride tubes and gold or silver nanotubes.
The third type of nanocomposites is characterized by only one
dimension in the nanometer range. In this case the filler is present in the form
of sheets of one to a few nanometer thick to hundreds to thousands
nanometers long. This family of composites can be gathered under the name
of nanoplatelet based nanocomposites.
There are mainly three types of morphology dominating in the
nanocomposites: exfoliated, intercalated and phase separated. The
morphology governs the properties of the nanocomposites. Probability of
possible aggregation, intercalation or exfoliation of nanoparticles in a polymer
matrix depends on many factors such as nature of particle, nature of matrix,
different processing parameters and so on. Intercalation and exfoliation
mechanism of particle in the polymer matrix are shown in Figure 1.2.
20
Figure 1.2 Scheme of different types of composites arising from the
interaction of layered silicates and polymers
In phase separated composite, the polymer is unable to intercalate
between the silicate sheets. In an intercalated structure, the organic
component is inserted between the layers of the nanoparticles such that the
inter layer spacing is expanded but spatial relationship to each of the layers
remains unaffected. In an exfoliated morphology, the nanoparticle layers
become completely separated rendering a well distributed individual layers
throughout the polymer matrix (Ray et al 2003).
1.3.4 Nanoparticles
Novel properties of nanocomposites can be obtained by
successfully imparting the characteristics of parent constituents to a single
material. These materials differ from both the pure polymers and the
inorganic nanoparticles in some physical and chemical properties.
Encapsulation of inorganic nanoparticles inside the shell of polymers is the
most popular and interesting approach to synthesize nanocomposites.
21
Nanoparticles can be defined as materials and systems whose
structures and components exhibit novel and significantly improved physical,
chemical and biological properties, phenomena and processes due to their
nanoscale size i.e. in a range of 1-100 nm. At present, there is a wide
spectrum of technological approaches capable of producing nanoparticles and
simple nanostructures, however, none of them can be considered as an ideal
and generally acceptable tool. The nanoparticles listed above differ in
chemistry, morphology, aspect ratio and aggregate size. The nanoparticles
chosen for dispersion in a resin are dependent on the intended application.
However, realization of significant enhancement in properties with any of the
nanomaterials requires that the nanoparticle is well dispersed throughout the
matrix. Furthermore, it is desirable that the particle bond with the matrix. The
nanoparticles are made from different sources and include the following types
Zinc oxide, alumina, calcium carbonate, titanium dioxide, etc.
Silica
Silicon carbide, carbon black, polyhedral oligomeric
silsesquioxanes (POSS)
1.3.5 Role of Nanoparticles
A general conclusion has been drawn that nanocomposites show
much improved mechanical properties over their micro-sized similar systems.
Because of their small size, nanoparticles have a high surface to volume ratio
and provide high energy surfaces. An expected result of embedding
nanoparticles into a polymer matrix is enhanced bonding between the polymer
matrix and filler, resulting from the nanoparticles high interfacial energy.
Polymer composite theory predicts that improved bonding between polymer
and matrix leads to improved mechanical properties. Despite these
predictions, however, mechanical testing of nanocomposites has shown mixed
22
results. Some experimental data has shown that reduced particle size
improves mechanical properties, specifically elastic modulus. Other studies
have shown that elastic modulus decreases with reduced dimensionality. No
clear conclusions have been made regarding trends in the mechanical
properties of polymer nanocomposites (Kar et al 2008). Although studies
have focused on many different matrix-filler systems, a common feature of all
polymer composites is the existence of a phase border between the matrix and
filler and the formation of an inter phase layer between them. The properties
of the inter phase can differ dramatically from the bulk and influence the
mechanical properties of the composite. To explain the impact on properties,
a number of theories have been applied to the study of inter phase.
1.3.6 Review on Inter Phase
An area of polymer composite structure that has always garnered
attention is the region directly near the interface of the polymer matrix and the
filler. Despite the huge variety of polymer composite systems, a common
thread among all the systems is the existence of a phase border between the
matrix and filler and the formation of an inter phase layer between them. As
seen in Figure 1.3 the inter phase layer extends well beyond the adsorption
layer of the matrix chains bound to the filler surface. The structure of the inter
phase is different from that of both the filler and the matrix phases and it
varies depending on the distance from the bound surface. Because of the
differences in structure, inter phase properties can differ dramatically from the
bulk polymer. The inter phase is important to the mechanical properties of the
composite because its distinct properties control the load transfer between
matrix and filler. The concept of inter phase is not unique to nanocomposites
but due to the large surface area of nanoparticles, the inter phase can easily
dominate the properties of nanocomposites.
23
Vollenberg and Heiken proposed the role of inter phase, they
explained an increase in modulus, yield and tensile strength in composite
systems by defining the properties of the inter phase region.
Figure 1.3 Schematic of inter phase area between filler and the
polymer matrix
According to the theory, if a polymer adhered to a filler particle
surface where modulus is high, there would be an area of high density and
thus, high modulus next to the particle. The polymer portion in the area just
outside the particle will move toward the high density area, leaving an area of
low density and low modulus just away from the high density area.
Vollenberg and Heiken proposed that for large particles, the size of the low
density area will be relatively large which will lessen the impact of the higher
modulus filler. But in a nanocomposite there are many more particles required
to achieve the same volume fraction, so the particles are much closer together.
If the particles are close enough the higher density bound layer of the polymer
will comprise a larger fraction of the matrix, so the lower modulus will have
little effect on the system. This logic suggests that nanocomposites will have
improved mechanical properties over large scale composites.
Generally, composite components should interact either chemically
or physically, with the matrix to create a strong interface. In all cases, the
interface between the composite components plays a defining role in the
overall material properties. This becomes critical as the available interfacial
24
area is increased by the dispersion of nanosized particles throughout the
polymer matrix. Creating a strong bond with the matrix requires an
understanding of the interactions taking place at the matrix/nanoparticle
interface (Ciprari 2004).
1.3.7 Nanoparticle Dispersion
A critical factor in nanocomposite properties is the dispersion of the
nanoparticles in the polymer matrix. Dispersion of inorganic nanoparticle
filler in a thermoplastic is not easily achieved because nanoparticles have a
strong tendency to agglomerate to reduce their surface energy. Some studies
have used adsorbed polymers to sterically stabilize nanoparticle dispersions
limiting formation of flocculants and aggregates. Other studies have used
different approaches to in-situ polymerization to achieve good particle
dispersion. Although the studies presented above utilized a wide range of
sample preparation techniques, no technique proved significantly better than
any others.
1.3.8 Manufacture of Clay Nanocomposites
Polymer/layered silicate nanocomposites are currently prepared in
four ways:
In-situ intercalative polymerization
Melt intercalation
Solution blending
Template synthesis
In situ intercalative polymerization: In this technique, the layered
silicate is swollen within the liquid monomer (or a monomer solution) so as
the polymer formation can occur in between the intercalated sheets.
25
Polymerization can be initiated either by heat or radiation, by the diffusion of
a suitable initiator or by an organic initiator or catalyst fixed through cationic
exchange inside the interlayer before the swelling step by the monomer.
Melt intercalation: The layered silicate is mixed with the polymer
matrix in the molten state. Under these conditions and if the layer surfaces are
sufficiently compatible with the chosen polymer, the polymer can crawl into
the interlayer space and form either an intercalated or an exfoliated
nanocomposite. In this technique, no solvent is required.
Solution blending: Solution blending is based on a solvent system
in which the polymer or pre polymer is soluble and silicate layers or other in
the inorganic nanofiller is swellable. First, polymer solution is prepared and
the inorganic nanoparticles are swollen in a solvent. Then the polymer and the
nanoparticle suspension are mixed, thus, nanosized particles can be dispersed
in the polymer matrix resulting in polymer nanocomposites. In the case of
layered silicate polymer nanocomposites, the polymer chains intercalate and
displace the solvent within the interlayer of the silicate. Upon solvent
removal, the dispersed structure remains.
Template synthesis: This technique, where the silicates are formed
in situ in an aqueous solution containing the polymer and the silicate building
blocks, has been widely used for the synthesis of double-layer hydroxide-
based nanocomposites. But is far less developed for layered silicates. In this
technique, based on self-assembly forces, the polymer aids the nucleation and
growth of the inorganic host crystals and gets trapped within the layers as
they grow.
Direct polymer melt intercalation is the most attractive method and
a large number of research and development works focused on this because of
its low cost, high productivity and compatibility with current processing
26
techniques (i.e. extrusion and injection molding) (Alexandre and Dubois
2000). Besides that, direct polymer melt intercalation is an effective
technology for polyolefin-based nanocomposites, especially for
polypropylene based nanocomposites.
1.3.9 Areas of Applications
The number of commercial applications of nanocomposites has
been growing at a rapid rate. It has been reported that at 2010, the worldwide
production is exceeded 6,00,000 tonnes and is set to cover the following key
areas in the next five to ten years:
Drug delivery systems
Anti-corrosion barrier coatings
UV protection gels
Lubricants and scratch free paints
New fire retardant materials
New scratch/abrasion resistant materials
Superior strength fibers and films
Improvements in mechanical property have resulted in major
interest in nanocomposite materials in numerous automotive and
general/industrial applications. These include potential for utilization as
mirror housings in various vehicle types, door handles, engine covers, intake
manifolds and timing belt covers. More general applications currently being
considered include usage as impellers and blades for vacuum cleaners, power
tool housings, mower hoods and covers for portable electronic equipment
such as mobile phones, pagers etc.
27
1.3.9.1 Food packaging
Development of a combined active/passive oxygen barrier system
for polyamide-6 materials is underway at various laboratories across the
world. Passive barrier characteristics are provided by nanoclay particles
incorporated via melt processing techniques whilst the active contribution
comes from an oxygen-scavenging ingredient.
Increased tortuosity provided by the nanoclay particles essentially
slows transmission of oxygen through the composite and drives molecules to
the active scavenging species resulting in near zero oxygen transmission for a
considerable period of time. Such excellent barrier characteristics have
resulted in considerable interest in nanoclay composites in food packaging
applications, both flexible and rigid.
Specific examples include packaging for processed meats, cheese,
confectionery, cereals and boil-in-the-bag food, also extrusion-coating
applications in association with paperboard for fruit juice and dairy products,
together with co-extrusion processes for the manufacture of beer and
carbonated drinks bottles. The use of nanocomposite packaging would be
expected to enhance the shelf life of many types of food considerably.
1.3.9.2 Fuel tanks
The ability of nanoclay incorporation to reduce solvent
transmission through polymers such as polyamides has been demonstrated.
Available data reveals significant reductions in fuel transmission through
polyamide6/66 polymers by incorporation of nanoclay filler. As a result,
considerable interest is now being seen in these materials as both fuel tank
and fuel line components for cars.
28
1.3.9.3 Films
The presence of filler incorporation at nano-levels has also been
shown to have significant effects on the transparency and haze characteristics
of films. The nanoclay incorporation has been shown to significantly enhance
transparency and reduce haze.
Similarly, nano-modified polymers have been shown, when
employed to coat polymeric transparency materials, to enhance both
toughness and hardness of these materials without interfering with light
transmission characteristics.
1.3.9.4 Environmental protection
Available data indicate that significant reduction of water
absorption in a polymer could be achieved by nanoclay incorporation. Similar
effects could also be achieved with polyamide-based nanocomposites.
Specifically, increasing aspect ratio diminishes substantially the amount of
water absorbed, thus indicating the beneficial effects likely from nanoparticle
incorporation compared to microparticle loading.
Hydrophobicity enhancement would clearly promote both
improved nanocomposite properties and diminish the extent to which water
would be transmitted through to an underlying substrate. Thus applications in
which contact with water or moist environments is likely could clearly benefit
from materials incorporating nanoclay particles.
1.3.9.5 Flammability reduction
National Institute of Standards and Technology in the US has
demonstrated the extent to which flammability behaviour could be restricted
in polymers such as polypropylene with as little as 2% nanoclay loading. In
29
particular heat release rates, as obtained from cone calorimetry experiments,
were found to diminish substantially by nanoclay incorporation.
1.4 UNSATURATED POLYESTER RESIN
1.4.1 Synthesis
Unsaturated polyester resin (UPR) is prepared by the reaction
between dihydric alcohols and unsaturated dibasic acids (maleic anhydride or
fumaric acid) (or) anhydride and saturated diacid/anhydride (phthalic
anhydride). The resultant polyester contains reactive double bonds along the
entire polyester chain, which become the site for cross linking. Even with
effective catalysts, they still require high temperatures and lengthy cure time
to complete cross linking. This can be avoided by the addition of reactive
monomers, such as styrene.
Figure 1.4 Saturated anhydrides/acid, unsaturated anhydrides/acid
and alcohols form polyester
1.4.2 Advantages
Unsaturated polyesters are one of the most important families of
thermosetting resins which can be formulated with a variety of properties
ranging from hard and brittle to soft and flexible. Their advantages are low
viscosity, fast cure time and low cost (Patel et al 1990). Even though slightly
inferior to epoxy resins, in overall properties, they are always the first choice
of a fiber reinforced plastics molder. It is easy to fabricate units with
30
polyesters in cold as well as hot conditions. It have a leading role in the
development of fiberglass reinforced products, having tremendous versability
and low cost. The use of UPRs in hand layup process, bulk and sheet molding
compounds results in composite materials that have high strengh, dimension
stability and very good surface quality. In addition, a wide variety of
modifications could be affected in polyesters by changing suitably the
monomers that go into its production so that exact polyester of specified
properties could be produced. They have many applications in automotive,
aircraft, electrical and appliance components as substitutes for traditional
materials.
1.4.3 Properties
In case of chemical resistant polyester one has to change phthalic
anhydride to isophthalic acid. Such a change incurs greater flexibility as well
as greater acid and solvent resistance in the resin. However, these resins are
easily attacked by alkalies which can be overcome by partially replacing the
glycol with bicyclic aliphatic diol like hydrogenated bisphenol A or
cyclohexane diol.
Some characteristics that one should look for in polyesters are
viscosity, non-volatile content, gel time and exotherm/thermal behaviour. The
finished properties tend to approach an optimum value when the molecular
weight of the base resin is 1000-1200 and the viscosity (200-300 cP). Most of
the standard commercial resins available have molecular weights above this
range. Any further variation in the properties cannot be based on variation in
molecular weight. Raising the styrene content above 40% for a general
purpose resin results in a decrease in flexural strength and modulus. With the
increase in styrene content even the tensile strength is affected.
31
Fillers are added to UPR system to reduce shrinkage after cure, for
improving molding characteristics and cured properties or to reduce the
overall cost of the system (Sarojadevi et al 1998). Almost any powdered
material can be used as a filler (Paauw and Pizzi 1994, Yu et al 1976, Lisaka
and Shibayma 1978, Wu 1988, Doului and Hoen 1994, Liu and Gilbert 1996,
Nikhil et al 2001, Sagi-Manna et al 1988, Vipulanandan and Dharmarajan
1989, Luo and Wong 2001, Guhanathan et al 2001, Navin and Nidhikhare
1999) the common ones being obtained from natural deposits (Marcovich et
al 1996). Of the several hundreds of fillers calcium carbonate, quartz and
silica, flours, talc and various clays are widely used (Katz and Mileswski
1978, Chand and Gautham 1993). Generally fillers affect the properties of
polyester compounds in several ways. The most important of these are the
modification of viscosity and rheology. Viscosity rises as the filler content is
increased.
1.4.4 Types of Unsaturated Polyester Resin
There are basically four different types of unsaturated polyester
resin solutions; they are the low profile dicyclopentadiene, orthopthalic,
isopthalic and vinyl ester. The type of resin produced is dictated by the raw
materials, which are used to make the polyester molecule and will result in
these products having different end properties and different associated costs.
While resins may fit into these different classes, many manufacturers blend
them together for their different products.
1.4.5 Curing of Unsaturated Polyester
The curing or cross linking of unsaturated polyester resin can be
achieved at room temperature by adding catalyst (or) initiators plus an
accelerator (or) promoter and at elevated temperature just by adding a catalyst
and heating. In order to achieve the optimum cure properties from the resin
32
system, the catalyst and accelerator must be chosen with care and correct
amount used. Supplier generally recommends particular catalyst and
accelerator combination, for use with each of their resins together with
proportions.
1.4.5.1 Catalyst
Catalyst used is invariably organic peroxides. Since these are
chemically unstable as a class of compounds, of which some can decompose
explosively in the pure form, they are mostly supplied as solutions,
dispersions pastes or powder. Most organic peroxides are used at between 1
and 4% based on the resin weight.
Organic peroxide can be subdivided into two broad classes-true
peroxides (benzoyl peroxide) and hydro peroxides (cumene peroxide). Methyl
ethyl ketone peroxide (MEKP) is considered to be mixed peroxide. The most
commonly encountered peroxide catalyst for room temperature cure are
MEKP, cyclohexanone peroxide and acetyl acetone peroxide.
For elevated temperature cure benzoyl peroxide is most frequently
used. There are, however, numerous other peroxides available for specific
applications and specific temperature ranges. When selecting any catalyst,
consideration must be given to cure temperature and gel time with the
particular resin to be used. Shelf life of the catalyst system is also of
importance. Shelf life can be improved by adding inhibitors.
1.4.5.2 Accelerator
The most commonly used accelerator is either those based on
cobalt soap or those based on a tertiary amine. For specific applications mixed
cobalt/tertiary amine accelerators are used to give very short gel time.
33
Accelerators are usually used at between 0.5 and 4% based on the resin
weight. Cobalt octoate is an extremely active and most widely used
accelerator for curing the unsaturated polyester resin.
1.5 CALCIUM CARBONATE
Calcium carbonate is a chemical compound with the chemical
formula CaCO3. Calcium carbonate is readily available in all continents and
its use in the plastics industry in much greater that other filler. The reasons for
popularity of calcium carbonate in plastics are its ready availability, good
color and low cost, together with its favourable particle shape which doesnt
increase the polymer viscosity excessively or lower the strength and impact
resistance significantly.
About 65% of the calcium carbonate filler in plastics is used in
PVC, where it promote fusion and meets the requirement of important end
products at moderate cost. A further 20% is used in unsaturated polymer
thermoset, and much of the rest is targeted at PP and PE, almost all
thermoplastics and thermosetting polymer use it to some extent as filler.
It is widely used as extended filler and has a crystal structure of
trigonal calcite (Figure 1.5). It is a common substance found in rock (Chalk,
Limestone, Marble and Travertine) in all parts of the world and is the main
component of shells of marine organisms, snails, pearls and eggshells.
Calcium carbonate is the active ingredient in agricultural lime and is usually
the principal cause of hard water.
34
Figure 1.5 Crystal structure of calcite
During material compounding it is used to improve impact strength,
aid processing and reduce cost. Another major use of calcium carbonate is
polyester compounds, where calcium carbonate is used for its low oil
absorbtion and dimensional stability during cure, cost saving and contribution
on smooth surface. The surface modified calcium carbonate is used in rigid
pipes for high impact resistance, smooth surface finish, easy processing at less
impact modifier addition.
1.5.1 Preparation
The vast majority of calcium carbonate used in industry is extracted
by mining or quarrying. Pure calcium carbonate (e.g. for food or
pharmaceutical use), can be produced from a pure quarried source (usually
marble).
Alternatively, calcium oxide is prepared by calcining crude calcium
carbonate. Water is added to give calcium hydroxide and carbon dioxide is
passed through this solution to precipitate the desired calcium carbonate,
referred to in the industry as precipitated calcium carbonate.
35
CaCO3 CaO + CO2
CaO + H2O Ca(OH)2
Ca (OH) 2 + CO2 CaCO3 + H2O
1.5.2 Chemical Properties
Calcium carbonate shares the typical properties of other carbonates.
Notably:
it reacts with strong acids, releasing carbon dioxide:
CaCO3 + 2HCl CaCl2 + CO2 + H2O
it releases carbon dioxide on heating (to above 840 C in the
case of calcium carbonate), to form calcium oxide, commonly
called quicklime, with reaction enthalpy 178 kJ/mole:
CaCO3 CaO + CO2
Calcium carbonate will react with water that is saturated with
carbon dioxide to form the soluble calcium bicarbonate:
CaCO3 + CO2 + H2O Ca(HCO3)2
1.5.3 Applications
The main use of calcium carbonate is in the construction industry,
either as a building material in its own right (e.g. marble) or limestone
aggregate for road building or as an ingredient of cement or as the starting
material for the preparation of builder's lime by burning in a kiln.
Calcium carbonate is also used in the purification of iron from iron
ore in a blast furnace. Calcium carbonate is calcined in situ to give calcium
oxide, which forms a slag with various impurities present and separates from
the purified iron.
36
In the oil industry, calcium carbonate is used in drilling fluids and
filter cake sealing agent. It may also be used as a weighting material to
increase the density of drilling fluids to control down hole pressures. Calcium
carbonate is widely used as an extender in paints, in particular matte emulsion
paint where typically 30% by weight of the paint is either chalk or marble.
Calcium carbonate is also widely used as filler in plastics. Some
typical examples include around 15 to 20% loading of chalk in unplasticized
polyvinyl chloride drain pipe, 5 to 15% loading of stearate coated chalk or
marble in unplasticized polyvinyl chloride window profile. Polyvinyl chloride
cables can use calcium carbonate at loadings of up to 70 phr (parts per
hundred parts of resin) to improve mechanical properties (tensile strength and
elongation) and electrical properties (volume resistivity). It is also routinely
used as filler in thermosetting resins (sheet and bulk molding compounds).
Calcium carbonate is also used in a wide range of trade like do it yourself
adhesives, sealants and decorating fillers. Ceramic tile adhesives typically
contain 70 to 80% limestone.
Ground calcium carbonate or precipitated calcium carbonate is used
as filler in paper. Ground calcium carbonate and precipitated calcium
carbonate are cheaper than wood fiber, so adding it to paper is cost efficient
for the paper industry. Printing and writing paper can be made of 10-20%
calcium carbonate. Calcium carbonate is used in the production of toothpaste.
Also, it has seen resurgence as a food preservative and color retainer, when
used in or with products such as organic apples or food.
1.6 SILICON DIOXIDE
The chemical compound silicon dioxide, also known as silica (from
the Latin silex), is an oxide of silicon with the chemical formula of SiO2.
37
Silica is most commonly found in nature as sand or quartz, as well as in the
cell walls of diatoms. Silica is the most abundant mineral in the Earth's crust.
Silica is used as filler in plastics. Silica gives good balance of
properties as filler in casting resin such as unsaturated polyester, epoxies,
vinyl ester, offering good dimensional stability, good electrical properties,
abrasion resistance, scratch resistance and thermal conductivity, together with
the opportunity in cost reduction. Its main properties are irregular particle
shape, low cost and high purity.
Silica products are diverse groups and fall into three groups.
Precipitated silica, diatomaceous silica and ground silica. Precipitated silica is
used primarily as thixotropes and viscosity control agents in unsaturated
polyester. Precipitated silica is also used as a processing aid in extrusion
molding of various resins. Silica fillers are used for obtaining hardness,
strength, chemical resistance, flow, electrical insulation, thermal conductivity,
heavy loading, dimensional stability and wear resistance.
1.6.1 Crystal Structure
In the vast majority of silicates, the Si atom shows tetrahedral
coordination, with four oxygen atoms surrounding a central Si atom. The
most common example is seen in the quartz crystalline form of silica. In each
of the most thermodynamically stable crystalline forms of silica, on average,
only two out of four of each vertices (or oxygen atoms) of the SiO4 tetrahedra
are shared with others, yielding the net chemical formula: SiO2.
1.6.2 Applications
Silica is used as semi reinforcing fillers in thermoplastics,
thermosets and elastomer, as antiblocking additives for films, as viscosity
38
regulators and as matting agent. Other application includes plastisols,
adhesive, coating, sealants and electric components. Silica is frequently
treated with coupling agent, preferably silanes. Special surface coating for
silica, e.g. polyisoprene (for styrene butadiene rubber), polyethylene (for
nucleation), polyperoxides (as cross linking agents) and organic pigments
have been developed and marketed.
Silica is used primarily in the production of window glass, drinking
glasses and bottled beverages. The majority of optical fibers for
telecommunications are also made from silica. It is a primary raw material for
many whiteware ceramics such as earthenware, stoneware and porcelain, as
well as industrial portland cement.
In electrical applications, it can protect the silicon, store charge,
block current and even act as a controlled pathway to limit current flow.
In pharmaceutical products, silica aids powder flow when tablets
are formed. Finally, it is used as a thermal enhancement compound in ground
source heat pump industry.
1.7 ALUMINA
Alumina has a chemical formula of Al2O3 and is the most cost
effective and widely used material in the family of engineering ceramics.
Alumina is well known as the large volume flame retardant used in the world,
with a consumption of around 2, 00,000 tons per annum. Alumina is a
moderately priced filler. It is a halogen free flame retardant and a smoke
suppressant, especially in electrical cable industry and in thermosetting
compounds for the building industry. When exposed to high temperature,
alumina gives off water, thereby reducing the flame spread. In some resin
39
systems, such as unsaturated polyester, it is used as extender filler replacing
more expensive resin in the formulation.
The use of alumina as a nanomaterial for reinforcement is limited.
Incorporation of nano alumina improves properties like hardness, wear
resistance, dielectric properties, resists strong acid and alkali attack at
elevated temperatures, good thermal conductivity, size and shape capability,
high strength and stiffness, etc. With this reasonably good combination of
properties and an attractive price, nano alumina filled composites has a very
wide range of applications.
1.7.1 Natural Occurrence
Corundum is the most common naturally occurring crystalline form
of aluminium oxide. Much less-common rubies and sapphires are gem-quality
forms of corundum, which owe their characteristic colors to trace impurities
in the corundum structure.
1.7.2 Production
Aluminium hydroxide minerals are the main components of
bauxite, the principal ore of aluminium.
Bauxite is purified by the Bayer process:
Al2O3 + 3H2O + 2NaOH 2NaAl(OH)4
The silica dissolves as silicate Si(OH)62-
. Upon filtering, Fe2O3 is
removed. When the Bayer liquor is cooled, Al (OH)3 precipitates, leaving the
silicates in solution. The mixture is then calcined (heated strongly) to give
aluminium oxide:
2Al(OH)3 Al2O3 + 3H2O
40
The formed Al2O3 is alumina. The alumina formed tends to be
multi-phase; i.e., constituting several of the alumina phases rather than solely
corundum. The production process can therefore be optimized to produce a
tailored product. The type of phases present affects, for example, the
solubility and pore structure of the alumina product which, in turn, affects the
cost of aluminium production and pollution control.
1.7.3 Properties
Aluminium oxide is an electrical insulator but has a relatively high
thermal conductivity (40 Wm1K
1) for a ceramic material. Its hardness
makes it suitable for use as an abrasive and as a component in tools. It has
density of 2.42 g/cm3. The Mohs hardness is 2.5-3.5. The refractive index is
1.58, which is similar to the polymer resin. It is quite stable at 220 C.
1.7.4 Applications
Fiber reinforced polyester: Construction related end uses such
as bath tubs, shower stalls, panels and skylights. It also acts as a
resin extender
SMC/BMC laminates: Mostly for electronic equipments as well
as appliance and automotive parts
Flexible polyurethane foams for seating and mattresses
Used for encapsulation, potting and epoxy glass laminated for
electrical/electronic uses
Styrene butadiene rubber (SBR) latex foams and adhesive for
carpet backing
41
Cross linked polyethylene, cross linked ethylene vinyl acetate
and ethylene propylene diene monomer for wire and cable
insulation and jacketing
Styrene butadiene rubber mechanical goods, such as mine
belting
Coating, paints, adhesive and sealants for flame retardance
Flexible polyvinyl chloride for wall coverings, upholstery and
wire and cable insulation
Annual world production of alumina is approximately 45 million
tonnes. Over 90% of which is used in the manufacture of aluminium metal.
The major uses of specialty aluminium oxides are in refractories, ceramics
and polishing and abrasive applications. Large tonnages are also used in the
manufacture of zeolites, coating titania pigments and as a fire retardant/
smoke suppressant. Aluminium oxide is also used in the preparation of
coating suspensions in compact fluorescent lamps.
Health and medical applications include it as a material in hip
replacements. It is also used in toothpaste formulations. Most pre-finished
wood flooring now uses aluminium oxide as a hard protective coating. It is
widely used in the fabrication of superconducting devices.
1.8 ZINC OXIDE
Zinc oxide is an inorganic compound with the formula ZnO. It
usually appears as a white powder, nearly insoluble in water. Zinc oxide is
present in the Earths crust as the mineral zincite; however, most zinc oxide
used commercially are produced synthetically. Nano zinc oxide, as one of the
multifunctional inorganic nanoparticles, has drawn increasing attention in
recent years due to its prominent physical and chemical properties, such as
42
chemical stability, low dielectric constant, high luminous transmittance, high
catalysis activity, effective antibacterial and bactericide, intensive ultraviolet
and infrared absorption. Moreover, the advance of nano zinc oxide particles
could improve the mechanical, thermal and optical properties of the polymer
matrix.
Zinc compounds can provide a variety of properties in the plastics
field. Zinc oxide reacts with unsaturated polyesters to form higher viscosity
and a thixotropic body. The formulation of polyesters in the presence of zinc
oxide increases the viscosity only to a limited extent unlike magnesium oxide
which increases the viscosity tremendously even at lower contents.
1.8.1 Crystal Structures
Zinc oxide crystallizes in three forms: hexagonal wurtzite, cubic
zinc blende and the rarely observed cubic rocksalt. The wurtzite structure is
most stable and thus most common at ambient conditions.
(a) Wurtzite structure (b) Zinc blende structure
Figure 1.6 Crystal structures of (a) Wurtzite and (b) Zinc blende
structures of zinc oxide
The zinc blende form can be stabilized by growing zinc oxide on
substrates with cubic lattice structure. In both cases, the zinc oxide is
43
tetrahedral. The rocksalt NaCl-type structure is only observed at relatively
high pressures - ~10 GPa.
1.8.2 Properties
The physical properties of zinc oxide are depicted in Table 1.4.
Table 1.4 Properties of zinc oxide
Molecular formula ZnO
Appearance White solid
Density 5.606 g/cm3
Melting point 1975 C (decomposes)
Boiling point 2360 C
Solubility in water 0.16 mg/100 mL (30 C)
Zinc oxide occurs as white powder known as zinc white or as the
mineral zincite. The mineral usually contains a certain amount of manganese
and other elements and is of yellow to red color. Crystalline zinc oxide is
thermochromic, changing from white to yellow when heated and in air
reverting to white on cooling. It is nearly insoluble in water and alcohol but it
is soluble in (degraded by) most acids, such as hydrochloric acid.
ZnO + 2HCl ZnCl2 + H2O
Zinc oxide decomposes into zinc vapor and oxygen only at around
1975 C, reflecting its considerable stability. Heating with carbon converts the
oxide into the metal, which is more volatile than the oxide.
ZnO + C Zn + CO
44
It reacts with hydrogen sulfide to give the zinc sulfide: this reaction
is used commercially in removing H2S using zinc oxide powder (e.g., as
deodorant).
ZnO + H2S ZnS + H2O
1.8.3 Applications
The applications of zinc oxide powder are numerous and the
principal ones are summarized below. Most applications exploit the reactivity
of the oxide as a precursor to other zinc compounds. Consequently, it is added
into various materials and products, including plastics, ceramics, glass,
cement, rubber, lubricants, paints, ointments, adhesive, sealants, pigments,
food, batteries, fire retardants, etc.
Rubber manufacture
About 50% of the zinc oxide is used in rubber industry. Zinc oxide
is also an important additive to the rubber used in car tyres. Zinc oxide along
with stearic acid activates vulcanization. Vulcanization catalysts are derived
from zinc oxide and it considerably improves the thermal conductivity.
Concrete industry
Zinc oxide is widely used for concrete manufacturing. Addition of
zinc oxide improves the processing time and the resistance of concrete against
water.
Medical field
Zinc oxide is widely used to treat a variety of skin conditions, in
products such as baby powder and barrier creams to treat diaper rashes,
calamine cream, anti-dandruff shampoos and antiseptic oinments.
45
Cigarette filters
Zinc oxide is a constituent of cigarette filters for removal of
selected components from tobacco smoke. A filter consisting of charcoal
impregnated with zinc oxide and iron oxide removes significant amounts of
HCN and H2S from tobacco smoke without affecting its flavor.
Food additive
Zinc oxide is added to many food products, e.g., breakfast cereals,
as a source of zinc, a necessary nutrient (Other cereals may contain zinc
sulfate for the same purpose). Some prepackaged food also includes trace
amounts of zinc oxide even if it is not intended as a nutrient.
Coatings
Paints containing zinc oxide powder have long been utilized as
anticorrosive coatings for various metals. Plastics such as poly (ethylene-
naphthalate) (PEN) can be protected by applying zinc oxide coating. The
coating reduces the diffusion of oxygen with PEN. Zinc oxide layers can also
be used on polycarbonate (PC) in outdoor applications. The coating protects
polycarbonate from solar radiation and decreases the oxidation rate and
photo-yellowing of polycarbonate.
1.9 LITERATURE REVIEW
1.9.1 Progress in Nano Calcium Carbonate
Chan et al (2002) studied the polypropylene/calcium carbonate
nanocomposites. The differential scanning calorimetric results indicate that
the calcium carbonate nanoparticle is very effective nucleating agent for
46
polypropylene. The tensile strength, modulus and stiffness were increased
significantly.
Murgic et al (2002) studied the compatibilizing effect of nano sized
calcium carbonate filler on immiscible blends of styrene co acrylonitrile/
ethylene propylene diene.
Zhang et al (2004) observed better improvement in impact strength
and Youngs modulus in polypropylene matrix by adding nano calcium
carbonate than micro calcium carbonate.
Chen et al (2004) prepared polyvinylchloride/nano calcium
carbonate binary composites and polyvinylchloride/blendex/nano calcium
carbonate ternary composites. They reported that the toughness, vicat
softening temp, flexural modulus, storage modulus and glass transition
temperture have increased by adding calcium carbonate in polyvinylchloride
blends matrix.
Xie et al (2004) observed that addition of nano calcium carbonate
in polyvinylchloride matrix shows an increase in the glass transition
temperature (Tg) and 5% weight loss temperature compared to pristine
polyvinylchloride. At 5 wt% nano particle, optimal properties were obtained
in tensile yield strength, impact strength and Youngs modulus.
Mishra et al (2005) used an elegant approach of in situ deposition
technique for the synthesis of nano calcium carbonate. They concluded that
increment in tensile strength with increases of nano calcium carbonate was
observed and lower particle size showed greater improvement.
Jiang et al (2005) reported that the nanosized calcium
carbonate/acrylonitrile-butadiene-styrene composites showed enhanced
47
properties compared to micro sized calcium carbonate/acrylonitrile-butadiene-
styrene composites.
Tian et al (2005) studied the effect of high energy vibromilling on
interfacial interaction and mechanical properties of polyvinyl chloride/nano
calcium carbonate composites. The results revealed that the mechanical
property of polyvinyl chloride/treated nano calcium carbonate is remarkably
improved. Dynamic mechanical thermal analysis result also shows improved
value than pristine polyvinyl chloride.
Mishra and Shimpi (2005) synthesized the nano calcium carbonate
using in situ deposition technique and prepared nano calcium
carbonate/styrene-butadiene rubber composites and found a drastic
improvement in mechanical properties, swelling index, specific gravity, flame
retadency and abrasion resistance indices than commercial calcium carbonate
and fly ash filled styrene-butadiene rubber.
Lazzeri et al (2005) showed that Youngs modulus of polyethylene
can be promoted by about 70% as 10 vol% nanosized calcium carbonate was
added to it.
Yang et al (2006) studied the morphology and mechanical
properties of polypropylene/calcium carbonate nanocomposites. The results
reveal that the impact strength and yield strength of nanocomposite are better
and the toughness of the matrix was increased.
The effects of addition of calcium carbonate to thermoplastic
polymers have been investigated by many researchers. Enhancement of
viscosity (Lazzeri et al 2005), stiffness, dimensional stability, yield stress,
crystallinity and some properties have been reported by addition of calcium
carbonate to polymer matrix (Banhegyi and Karasz 1986). On the other hand,
48
the calcium carbonate has unfavourable effects on high density polyethylene
(HDPE) matrix (Wang et al 1997). For example, Sahebian et al (2009)
showed that the addition of nano sized calcium carbonate in high density
polyethylene matrix caused a decrease in the fracture toughness of high
density polyethylene.
Yu et al (2006) studied the different methods for the preparation of
epoxy/calcium carbonate nanocomposites and observed the performance of
resultant powder coating. The toughness of powder coating film was
remarkably improved when nano calcium carbonate was introduced in epoxy
resin by in situ and inclusion polymerization.
Zhou et al (2006) studied the nano calcium carbonate filled
ethylene propylene diene monomer. The results show that methacrylic acid
improves the interfacial interaction between nano calcium carbonate particle
and ethylene propylene diene monomer and showed superior mechanical
properties.
Wu et al (2006) prepared the polymethylmethacrylate/calcium
carbonate nanocomposites by soapless emulsion polymerization technique.
Sahebian et al (2007) illustrated that creep behaviour of
polyethylene nanocomposites reinforced with different nanosized calcium
carbonate depends strongly on calcium carbonate content.
Huang (2007) concluded that polypropylene on blending with nano
calcium carbonate, exhibited greatly enhanced foamability, increase in storage
modulus compared with pure polypropylene.
Wang et al (2007) fabricated the ternary nanocomposites by
polyvinylchloride/vulcanized powder rubber/nanosized calcium carbonate.
49
Wang et al (2007) synthesized the nano calcium carbonate and it
was dispersed in low density polyethylene. They observed that the tensile
property and flexural modulus of the system have been evidently increased.
Ma et al (2007) studied the properties of polypropylene by
incorporating ethylene octane copolymer and nano calcium carbonate. They
observed that impact strength of ternary composites was significantly
increased meanwhile stiffness and tensile strength remains unchanged.
Sahebian et al (2008) investigated the effect of nano calcium
carbonate coated with stearic acid on fracture toughness of high density
polyethylene/calcium carbonate nanocomposites. They concluded that
fracture toughness increased slightly as stearic acid content increased.
Wu et al (2008) synthesized the ultra fine particles of calcium
carbonate by dispersing the mixture of carbon dioxide and nitrogen into the
calcium hydroxide/water slurry with a microspore plate.
Jin et al (2008) studied the mechanical and interfacial properties of
trifunctional epoxy resin triglycidyl para aminophenol/calcium carbonate
nanocomposites. They concluded that the mechanical properties and fracture
toughness were significantly increased with the addition of nano calcium
carbonate.
Jin et al (2008) studied the thermo mechanical behaviour of
butadiene rubber reinforced with nano calcium carbonate. They concluded
that thermal stability and mechanical properties increased by addition of nano
calcium carbonate, while glass transition temperature remains constant.
Ma et al (2008) synthesized the polymethylmethacrylate/calcium
carbonate nanocomposites by soapless emulsion polymerization method. The
50
results indicate that the calcium carbonate nanoparticles improve the thermal
stability and acid resistance of polymethylmethacrylate.
Wang et al (2008) studied the effect of nano calcium carbonate
particles on the mechanical properties of nano calcium carbonate/
acrylonitrile-butadiene-styrene composites. The impact strength of composite
materials was enhanced.
Sahebian et al (2009) fabricated the high density polyethylene /10%
calcium carbonate nanocomposites by twin screw extruder. The differential
scanning calorimetric results show enhancement of heat capacity, sensible
heat and crystallinity index.
Jain et al (2009) prepared the epoxy/calcium carbonate
nanocomposites by using diaminodiphenyl sulfone as curing agent. The
differential scanning calorimetric studies show that heat of curing decreases
with increasing amount of nano calcium carbonate. The thermogravimetry
showed that all samples are stable up to 350 C.
Zhang et al (2010) studied the mechanical properties of
acrylonitrile-butadiene-styrene/polymethylmethacrylate/calcium carbonate
nanocomposites. The tensile and impact strength of treated calcium carbonate
nanocomposites are superior compared to that of untreated calcium carbonate
nanocomposites.
1.9.2 Progress in Nano Silica
Rong et al (2001) examined the effect of grafted nano silica into
polypropylene composites. Mechanical tests indicated that all the composites
incorporated with grafted silica particle possess much greater impact strength
than untreated silica/polypropylene composites.
51
Li et al (2002) studied the effect of silane treatment on preparation
of nylon 6/silica nanocomposites through in situ polymerization. However,
the dynamic mechanical analysis and mechanical test revealed that treating
silica with silane improved the strength and toughness of composite materials.
Xiong et al (2002) studied the preparation and characterization of
acrylic latex/silica nanocomposites. The composites were prepared via high
shear stirring, ball milling and in situ polymerization. The results show that
shear stirring and ball milling methods could give better nanocomposites than
the in situ method.
Zhang et al (2003) studied the effect of nano silica filler on the
rheological and morphological properties of polypropylene/liquid crystalline
polymer blends.
Zhang et al (2003) observed that incorporation of nano silica
particle that are pretreated by graft polymerization into high density
polyethylene is an effective way to improve mechanical properties of matrix.
Such improvement can be acquired at nano silica content as low as 0.75 vol%.
Chen et al (2003) synthesized nanocomposites by the polyurethane
based on polyester/silica. Results show that silica nanoparticle in
polyurethane enhanced the hardness, glass transition temperature and
adhesion strength.
Rong et al (2004) analyzed the interfacial interaction in
polypropylene/silica nanocomposites. They concluded that the greatest
interaction between the modified nanoparticle and the matrix was achieved in
the case of low silica concentration and low percentage of grafting.
52
Le et al (2004) synthesized silica hollow spheres with meso
structured walls using nanosized calcium carbonate particles.
Li et al (2005) studied the particle size and morphology of poly
(styrene-co (butyl acrylate)/nano silica composite latex.
Che et al (2005) studied the grafted silica into polybutylene
terephthalate matrix. The results show that the thermal stability, mechanical
properties including tensile strength, elongation at break, notched impact
strength were greatly improved up to silica loading of 2 wt%.
Schulte et al (2005) developed a method for the synthesis of both
spherically micro/nano silica particles and silica hybrid particles using inverse
sol-gel suspension technique.
Liu et al (2005) blended linear low density polyethylene into low
density polyethylene at fixed ratio and filled with nanoparticles of silica and
titanium dioxide at a ratio of up to 5 wt%. The results show that the
mechanical and thermal properties and flexibility of linear low density
polyethylene can further be improved by incorporation of nano particles of
silica and titanium dioxide as fillers.
Kinloch et al (2005) reported the substantial increases in toughness
that may be achieved when nano silica particles are well dispersed in a hot
cured epoxy polymer.
Sreekala et al (2005) incorporated the silica nano particles into
reactive epoxy resin via sol-gel process. The results show that nano particle
had no significant effect on the viscosity and optical property of the system.
They found that at volume content up to 14%, the particle causes an
53
enhancement of mechanical properties, including bending strength and
modulus, micro hardness, fracture toughness and sliding wear resistance.
Jain et al (2005) developed a new route by grafting vinyl
triethoxysiliane by sol-gel method to prepare polypropylene/silica
nanocomposites.
Jongsomjit et al (2005) studi



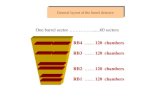





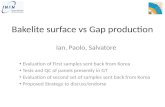




![THE INFLUENCE OF ORGANIC SOLVENTS · 1978]. The first commercial alkyd resin-based paint was produced under the name "Glyptal"](https://static.fdocuments.us/doc/165x107/5b8858507f8b9aaf728d8fd9/the-influence-of-organic-solvents-1978-the-first-commercial-alkyd-resin-based.jpg)