Ch3
35
Chapter Three EFFICIENT USE OF FOSSIL FUELS IN PROCESS OPERATION
-
Upload
yahya-waqqad -
Category
Engineering
-
view
50 -
download
4
Transcript of Ch3

Chapter Three
EFFICIENT USE OF FOSSIL FUELS IN PROCESS OPERATION

Fossil-fuel consumption dominates energy use in the industrial sector, and beyond. In fact, over 80% of primary energy consumption is in the form of fossil fuels. Because of the prevalence of fossil-fuel based systems, the efficient use of these systems presents an enormous potential for energy savings. This article presents a variety of energy-efficiency opportunities for four types of systems: combustion, boilers, steam, and process heat. Combustion is the foundation for the last three types of systems, and boilers and steam systems are directly related. Also presented in this article are case studies and future trends related to the efficient use of fossil fuels in industry.
1. Introduction
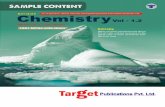
Fossil fuels are the dominant energy source for the world. In fact, in 1999 fossil fuels accounted for 85% of the world's primary energy consumption. The three major types of fossil fuels are petroleum, natural gas, and coal. Figure 1 is a comparison of international energy consumption of fossil fuels in 1990 and 1999. Since 1990, petroleum and natural gas have seen a steady rise, while coal has had ups and downs. Consumption of coal in 1999 was below 1990 values. Petroleum use leads world energy consumption, and currently accounts for -47% of fossil-fuel use. Coal and natural gas use are very close in value, comprising 26 and 27% of total world fossil-fuel use.
Figure 1. International consumption of fossil fuels in 1990 and 1999Source: Data compiled from Energy Information Administration (EIA), US Departmentof Energy (US DOE), (2001), International Energy Annual, Table 1.8, available on-line
at www. eia. doe. gov/iea/
Industry is the leading end-use sector for energy consumption, and accounts for -37% of total energy consumption in the United States. Of that 37%, more than 80% is in the form of fossil fuels. Therefore, efficiency improvements in fossil-fuel-based process applications, present a substantial energy savings potential for industry. Figure 2 depicts the breakdown of primary fossil-fuel consumption in industry for the United States. Natural gas is the leading industrial fossil-fuel source (47%), followed closely by petroleum (43%), and then by coal (10%). Fossil fuels are used in industry both directly, and indirectly. Combustion processes and feedstock are direct applications, and
20
6
Coal Natural Gas Petroleum

electricity generation is an indirect application. Figure 3 shows the approximate direct end-uses of fossil fuels in the United States manufacturing sector (in 1985). The manufacturing sector does not include agriculture, forestry, fishing, mining, or construction.
Figure 2. Primary industrial consumption of fossil fuels, 1999 (United States)
Source: Data compiled from
Energy Information Administration (EIA), US Department
of Energy (US DOE), (2001), International Energy Annual, Table 2.4, available on-lineat www. eia. doe. gov/iea/
Process heat38%
Machine Drive6%
Figure 3. End-use of fossil fuels in manufacturing industries, 1985 (United States) Source: Data compiled from Industrial Energy Efficiency, OTA-E-560, U.S. Congress, Office of Technology Assessment (OTA), Aug. 1993
As is illustrated in Figure 3, steam and process heat are the major industrial end-uses of fossil fuels. Each comprises more than one third of all fossil-fuel consumption. The next most significant end-use is feedstock at 19%. Machine drive and space heat follow with 6 and 2% of usage, respectively. Other industrial applications of fossil fuels include incineration and on-site vehicular transportation.
This article is concerned with the combustion of fossil fuels to create thermal energy. Thermal energy is also created with electricity, solar processes, biomass combustion, and heat recovery. In general, thermal energy is consumed in industry via the following main mechanisms:
· Sensible heat for heating products
Petroleum
Coal1 0 %
Natural G a IR
47%Feedstock
19%
Space heat 2i)/0
steam35%

· Latent heat for phase changes· Heat of reaction for chemical changes

· Process and stack heat losses
The last mechanism—process and stack heat loss—presents the primary opportunity for energy savings. Sections 2 through 5 present measures to improve efficiency and reduce heat loss in four main types of fossil-fuel systems: combustion, boilers, steam, and process heat, respectively. Combustion is the foundation of boilers, steam, and process heat systems, and so combustion efficiency is discussed first. Boilers are discussed next, since they are the major source of steam. Steam and process heat discussion follow. Within each of these chapters efficiency measures are divided into two main categories: operation and maintenance, and equipment retrofit and replacement. Operation and maintenance measures are typically inexpensive, easy to implement, and can be implemented right away. Equipment retrofit and replacement measures consist of modifications to existing equipment and/or processes, and equipment replacement and system redesign. The measures in the second category usually require a more significant capital expenditure and are more difficult and time-consuming to implement, but generally result in larger energy savings. It should be noted that, before implementing any measure (especially equipment replacement and system redesign measures), it is important to verify that the measure meets financial criteria, such as an acceptable payback period, return on investments, and/or benefit-to-cost ratio. Sections 2 through 5 each end with a case study illustrating energy savings that can be achieved with by implementing specific efficiency measures. Section 6 describes a few of the trends pertaining to efficient fossil-fuel use. The trends are categorized by the system type (i.e., combustion, boilers and steam, and process heat).
2. Combustion 2.1. Perspective
Increasing fuel costs, regulatory issues, and competition are driving the need for more efficient combustion systems. Combustion systems are widely used in industrial processes such as boilers, furnaces, incinerators, and power generation. The main two end-uses of combustion systems are boilers and process heat. Boilers and process heat account for roughly 70% of fossil-fuel end-use in the manufacturing sector. Because of their prevalence in industry, the efficient use of combustion systems presents an enormous potential for energy savings. The next section of this chapter discusses the main energy-efficiency opportunities for combustion system; these opportunities are also summarized in Table 1. The final section of the chapter is a case study that demonstrates how the presence of excess oxygen reduces the combustion efficiency.
Operation and Maintenance
Adjust burners to yield the correct air-to-fuel ratio to optimize combustion efficiency
Check the combustion parameters regularly with analyzing equipment
Establish an adequate schedule for burner maintenance
Use the correct grade of fuel for maximum combustion efficiency
Consider alternate fuels to reduce costs and improve efficiency

Insure that oil in oil-atomized systems is heated to the correct temperature for good atomization
Equipment Retrofit and Replacement
Install an advanced control system to analyze and regulate oxygen levels and other emissions
Replace inefficient burners with new efficient low-excess air burners
Preheat the combustion air with stack gas heat recovery to improve combustion efficiency
Consider switching to fluidized bed combustion if feasible
Install turbulators in the tubes of fire tube boilers to induce turbulent flow in the hot gas stream, and increase heat transfer
Table 1. Summary of energy-efficiency opportunities for combustion systems
2.2. Energy-Efficiency Opportunities
The combustion process is the foundation of various thermal systems, including boilers, process heat systems, and incinerators. Therefore, combustion improvements present a considerable opportunity for energy efficiency. This section presents the main opportunities for the efficient combustion of fuels.
2.2.1. Operation and Maintenance
Operation and maintenance improvements can yield significant energy savings for combustion systems, with relatively small costs. The most important efficiency measures include proper adjustment of the air-to-fuel ratio and burner maintenance. These and other opportunities are described below.
Burner adjustment: Adjust burners to yield the correct air-to-fuel ratio to optimize combustion efficiency. Too much or too little air can waste fuel. Too little air causes incomplete combustion of the fuel, and unburned fuel is emitted with exhaust. Excess air increases the temperature of the flue gas, and results in a considerable amount of wasted heat. A reduction in excess air of 10% can yield an efficiency improvement of —1% when stack temperatures are near 315 °C (600 °F). The efficiency improvement will be about one-third of one percent when stack temperatures are near 140 °C (300 ° F). The ratios of air-to-fuel vary depending on the fuel type and system, and a small percentage of excess air is necessary in general. For example, for pulverized coal the desired quantity of excess air is 15-20%, which equates to 3-3.5% excess oxygen. For a forced-draft gas boiler, the optimum amount of excess air is 5-10%, or 1-2% excess oxygen.
Continuous monitoring: Check the combustion parameters regularly with analyzing equipment. The air-to-fuel ratio varies with season, and needs to be periodically readjusted. A ratio that works well during the summer may result in excess air during the winter. Likewise, a good ratio during the winter may yield incomplete combustion

during the summer. If installing continuous monitoring equipment with automatic trim control is not feasible, check periodically with a portable analyzer. The analyzer should measure the presence of excess air and carbon monoxide. (It may also be capable of monitoring other emissions for air quality purposes.) The presence of a high carbon monoxide content indicates that incomplete combustion is occurring. The incomplete combustion could be from a poor air-to-fuel ratio or from fouled burners.
Burner maintenance: Establish an adequate schedule for burner maintenance. Replace damaged burner tips, and remove soot and other deposits from the burners. The deposits will inhibit heat transfer, and reduce efficiency.
Fuel selection: Use the correct grade of fuel for maximum combustion efficiency. Consider alternate fuels to reduce costs and improve efficiency. Explore the use of wastes or by-products for fuel.
Oil atomization: Insure that oil in oil-atomized systems is heated to the correct temperature for good atomization. This will improve the efficiency of combustion.
2.2.2. Equipment Retrofit and Replacement
Equipment retrofit and replacement opportunities include adding advanced controls, converting to more efficient burners, and recovering heat. These measures generally require more capital expenditure than operation and maintenance measures, but often
yield higher energy savings. n40-
Improved combustion controls: Install an advanced control system to analyze and regulate oxygen levels and other emissions. Consider installing oil atomization and viscosity controls to improve efficiency. Better controls have the potential of reducingfuel use in boilers by —2-12%. C
Burner replacement: Replace inefficient burners with new efficient low-excess air burners. Consider converting to air or steam atomizing burners. Replace natural draft burners with forced draft burners. Burner replacement has the potential of reducing fuel use in boilers by several percent.
Waste heat recovery: Preheat the combustion air with stack gas heat recovery to improve combustion efficiency.
Fluidized bed combustion: Consider switching to fluidized bed combustion if feasible.
Turbulator installation: Install turbulator in the tubes of fire-tube boilers to induce turbulent flow in the hot-gas stream, and increase heat transfer. Turbulators are small baffles that are inserted into the tubes and cause the flow to become turbulent. Turbulence increases convective heat transfer to the surface of the tubes. This measure has the potential of reducing the stack gas temperature by 28%. For every 22 °C (40 °F) decrease in stack temperature, there is a 1% increase in combustion efficiency. After turbulator installation, it is often necessary to readjust the burner.

2.3. Case Study—Reduce Excess Air to Improve Efficiency
This example demonstrates the importance of proper burner adjustment for maximum energy efficiency. Assume that prior to the installation of an advanced control system to monitor oxygen levels, a gas-fired combustion system operated with a poor air-to-fuel ratio (AFR1) that resulted in 25% excess air.
Under this adverse condition, the average stack gas temperature fluctuated between 310 and 325 °C (590 and 617 °F), and the process burned gas at a rate of 7.0 x 10 5 GJ (6.6 x 105 MBtu) per year (E1). After the new controls were installed, the excess air was reduced to 5% (AFR2), which is a more acceptable level for the gas-fired system. The calculations in eqs. (1)–(3) show the yearly energy savings (4E) of the combustion systems with new controls.
Fractional reduction in excess air (ΔAFR)
ΔAFR = AFR1-AFR2 = 0.25-0.05 = 0.2
Fractional energy saving for 10% reduction in excess air with stack temperatures near
315 ºC (ES):
ES= 0.01/0.1 = 0.1
Yearly energy saving (ΔE):
ΔE= E1*ES* ΔAFR= (7.0×107 GJ)×0.1×0.2 = 1.4×104 (GJ)
For this combustion system the yearly energy saving achieved by 20% reduction in
excess air by 1.4×104 GJ or 1.3×104 MBTU
3 . B o i l e r
3.1. Perspective
Boilers are very important energy-intensive systems that are used in a variety of sectors, including industrial, commercial, and residential. The function of a boiler is to generate steam or hot water for process applications, HVAC, and domestic hot water. In the industrial sector, process steam generated by boilers comprises more than one-third of the total industrial demand of primary resources.
This energy use is matched only by process heat applications. The majority of boilers are powered by combustion processes; however, there are a small percentage of electric systems in use. Nonelectric boilers are fueled primarily by coal, oil, and natural gas, but the use of biomass and low-grade fuels is increasing in popularity.

The typical efficiency of a boiler is on the order of 70-85%, although this value is quite variable depending on the particular system. Section 3.2 of this chapter presents the main energy-efficiency opportunities relevant to boilers. The opportunities are also summarized in Table 2. Section 3.3 demonstrates the importance of soot removal from fire-side boiler tubes.
Operation and Maintenance
Schedule regular boiler tune-ups to maintain the burners, clean the boiler tubes, adjust the air-to-fuel ratio, recalibrate the controls, measure the carbon monoxide and other emission levels, and monitor the temperature of stack gases
Analyze boiler efficiency on a daily basis to insure optimum performance
Clean the heat transfer surfaces within the boilers to eliminate fouling and scale and to maximize heat transfer efficiency
Maintain the stoker grate surfaces of coal-fired units for good air distribution, and improved efficiency
Load the most efficient boilers first, and then follow with boilers of decreasing efficiency
Operate boilers on high fire settings and at peak load for maximum efficiency
Turn off boilers during periods of no use to save fuel
Adjust the temperature of hot water boilers based on systems requirements
Repair or replace poor insulation on the boiler jacket and on condensate and feedwater tanks
Check the coal grinding mills to insure that the proper fineness of coal is achievedUtilize better feedwater treatment to keep water cleaner, and boiler blow-down at a minimum
Equipment Retrofit and Replacement
Install wall and soot blowers on coal fired boilers to improve efficiency of heat transfer
Install equipment to re-inject fly ash from collectors in coal-fired boilers to reduce carbon losses
Return condensate to boiler to reduce consumption of energy, water, and chemicals
Use an economizer to preheat boiler feedwater with stack gas heat recovery
Preheat boiler feedwater with waste heat from boiler blowdown
Install blowdown controls to reduce energy losses from blowdown process
Recover heat with direct contact condensation heat transfer
Reduce heat loss by utilizing stack dampers
Size the boiler to meet system requirements
Evaluate the feasibility of installing a back pressure steam turbine for cogeneration
Table 2. Summary of energy-efficiency opportunities for boilers

Energy Efficiency in the Power Grid
The U.S. Department of Energy estimates that increasing energy efficiency could reduce national energy use by
10% or more in 2010, and as much as 20% in 2020, with net economic benefits for consumers and businesses as a
result.
The concept of energy efficiency has moved in and out of favor with the public over the years, but recently has gained
renewed broad-based support. The confluence of economic, environmental and geopolitical concerns around reducing
America’s exposure to disruptions in the supply of energy has moved efficiency to the fore. As a result, a number of
initiatives are now underway to improve efficiency in a variety of areas, but much more can and should be done.
The US is not alone in these efforts. China presently has ten efficiency programs aimed at bringing the country’s
energy intensity—the amount of energy used per unit of GDP—in line with rivals such as the US and the
European Union. The EU likewise has taken steps to improve energy efficiency in its member countries by 20%
over the next fifteen years.
Efficiency is a simple concept which can perhaps best be summed up with the cliché, “doing more with less.”
Perhaps the best-known efficiency program among American consumers is the Energy Star program that helps them
to identify appliances like dishwashers and refrigerators that use less energy than other similar models. Indeed, the
term “efficiency” is typically associated with how energy is consumed at the point of end use, but the concept of
efficiency can also be applied to how energy is produced and distributed.
This paper will focus primarily on the electric power system, where most end-use applications outside of
transportation and heating get their energy. We will first present a broadly inclusive definition of efficiency and
then explore a variety of ways the grid can be made more efficient.
GenerationTo gain an appreciation for the impact that improved efficiency can have, it is useful to examine the price we pay for
inefficiency, and nowhere is this more apparent than in the generation of electric power. Typically, the process
converts the latent energy in a fuel stock (coal, gas, uranium) into mechanical energy in a generator and ultimately
electrical energy. However, other generation sources like wind and hydro power use the mechanical energy of
moving masses of air or water to produce electric energy. Still other devices, such as fuel cells, use chemical
reactions to generate electric energy. In all of these cases, though, some of the input energy is lost in the process.
The efficiency of generation varies widely with the technology used. In a traditional coal plant, for example, only about
30-35% of the energy in the coal ends up as electricity on the other end of the generator. So-called “supercritical” coal
plants can reach efficiency levels in the mid-40’s, and the latest coal technology,
2

known as integrated gasification combined cycle or IGCC, is capable of efficiency levels above 60%. The most
efficient gas-fired generators achieve a similar level of efficiency.
Obviously, though, even at 60% efficiency there is a tremendous amount of energy left behind in the generation
process. That represents a higher cost of production for the generator, as well as a substantial waste of limited
resources. There is, therefore, tremendous economic and ecological incentive to improve the efficiency of power
generation so that more of the energy content of the input fuel is carried through to the output electricity. There are a
variety of ways to improve generator efficiency, such as combustion optimization using modern control systems, but
for the purposes of this paper we will focus on what happens after the generation process.
Transmission and DistributionOnce electric energy is generated, it must be moved to areas where it will be used. This is known as transmission—
moving large amounts of power over sometimes very long distances—and is separate from distribution, which refers
to the process of delivering electric energy from the high voltage transmission grid to specific locations such as a
residential street or commercial park. Distribution is usually considered to encompass the substations and feeder lines
that take power from the high voltage grid and progressively step down the voltage, eventually to the 120v level at
which power enters our homes.
The transmission and distribution or “T&D” system, then, includes everything between a generation plant and an
end-use site. Along the way, some of the energy supplied by the generator is lost due to the resistance of the wires
and equipment that the electricity passes through. Most of this energy is converted to heat. Just how much energy is
taken up as losses in the T&D system depends greatly on the physical characteristics of the system in question as
well as how it is operated. Generally speaking, T&D losses between 6% and 8% are considered normal.
Congestion charges represent another
significant cost of inefficiency in the T&D
system, but are only partially determined by
the physical characteristics of the grid. 3

Congestion occurs when the scheduled or actual flows of electricity are restricted

either by physical capacity constraints on a particular device or by operational safety constraints designed to preserve
grid reliability. In order to meet demand, the system operator must find an alternative source of power that avoids the
bottleneck. That alternative generator will be less economical, and therefore less efficient from a market perspective. A
more robust T&D system, then, can provide a level, congestion-free playing field on which generators can compete.
Congestion is the result of a number of factors, notably a lack of adequate transmission investment and an increase
in bulk power transactions in competitive
energy markets. Recent figures on congestion at a
national level are difficult to ascertain, however the
experience of two of the nation’s largest power
markets will serve to illustrate the scope of the
problem.
The California Independent System Operator reported congestion costs
of $1.1 billion in 2004, $670 million in 2005, and $476 million in 2006.
It’s worth noting that the ISO attributes much of the reduction in the
’04-’05 period to critical expansions on the state’s “Path 15” north-south
transmission corridor. Similarly, the PJM interconnection, which serves
the largest territory of any regional transmission organization in the US,
reported congestion costs of $750 million in 2004, $2 billion in 2005,
and $1.6 billion in 2006. PJM notes that since 2002, congestion costs
have come in at 7-10% of annual total billings.
As these figures make clear, the cost of inefficiency in the T&D system is significant. However, the impact of congestion
is not limited to the cost associated with dispatching less economical generation. Often the situation requires grid
operators to curtail service to consumers in some areas to protect the integrity of the grid as a whole. These “transmission
loading relief” actions (TLRs) have increased dramatically in recent years, up nearly 150% just in the 2001-2005 period.
Clearly too there is an inference to be drawn from
these numbers about the relationship between
efficiency in the T&D system and the reliability of that
system. In every region of the US, for example, there
are generation plants designated by the local grid
operator as “reliability must-run” or RMR. These units
are run regardless of their economic merit because
their output is needed to maintain voltage levels. RMR
units are often older, dirtier and less efficient than
modern plants, due to the fact that they tend to be
locatedSource: NERC
4

in urban areas where siting new plants is all but impossible. There are alternatives to RMR generators (i.e., FACTS
devices, which are described in a later section), but our current reliance on them can be viewed as a byproduct of a
less-than-optimal T&D system.
Demand-Side Energy EfficiencyThe average person would likely point to energy consumption as the point where “efficiency” measures can be applied,
and while our focus here is mainly on the supply side, it’s worth noting a few examples to illustrate the impact of
demand-side efficiency efforts.
Most people are probably familiar with the Energy Star program mentioned earlier, or with the increasing popularity
of compact fluorescent light bulbs that use a fraction of the electricity used in conventional bulbs to produce the
same amount of light. But the single largest consumer of electric power is the industrial motor, which is used to run
everything from assembly lines to compressors to the fans that blow air into the combustion chamber of a coal-fired
generator.
It is estimated that fully 65% of industrial power is used in motors of various sizes, most of which run at full speed
whenever they are turned on, even if they don’t need to. This is because the vast majority of industrial motors are
controlled by drives that cannot alter the speed of the motor. Variable speed drives, also known as variable frequency
drives, ramp the motor’s speed up or down to meet the requirements at a given moment in time. The resulting energy
savings can be enormous. VSDs can reduce consumption by as much as 60%, which in energy-intensive facilities can
equate to millions of dollars a year in energy costs.
What’s important to note here is the leverage that demand-side efficiency improvements can have when they a) greatly
impact a small number of large energy consumers (e.g., VSDs), or b) have a more modest impact that is multiplied
across many smaller energy consumers (compact fluorescent bulbs). Obviously, the former case is more easily realized
than the latter, if only because there are relatively few people who need to be convinced of the value of the new
approach. Consider, then, the potential of measures that enjoy the best of both worlds—a multiplicative effect combined
with a small number of decision makers. That, in essence, is the main selling point for supply-side efficiency in the
power system, and is where ABB has focused much of its technology and expertise. If a single utility implements a given
technology across its entire system, thousands if not millions of customers come along for the ride.
Improving Efficiency in the T&D SystemOne example of efficiency measures aimed primarily at the utilities that operate the T&D system is an initiative
underway at the US Department of Energy to implement new efficiency standards for distribution transformers. These
are the grey cylinders you see perched atop utility poles in residential neighborhoods, and the metal-housed units placed
on cement pads at ground level. There are over 40 million distribution transformers in service today in the US. They are
among the most ubiquitous and the most standardized pieces of electrical equipment, and for that reason make a prime
target for improvements that can then be propagated across large areas.
5

The proposed standards will have a relatively modest impact on the efficiency of a given transformer, around 4% over
current models. However, when this incremental gain is multiplied across the thousands of units operated by even a
small utility, the result is impressive. DoE expects to issue a final rule on the new standard later this year with
implementation set for 2010.
There are other initiatives at the distribution level, but if we focus our attention on the measures that have the greatest
potential for improving efficiency, we inevitably must look to transmission. There are numerous technologies that are
already being applied to boost efficiency in transmission, and still more that have yet to reach full commercial
implementation. In the following sections, we explore some of these technologies.
HVDCMost of the transmission lines that make up the North American transmission grid are high-voltage alternating current
(HVAC) lines. Direct current (DC) transmission offers great advantages over AC, however: 25% lower line losses, two to
five times the capacity of an AC line at similar voltage, plus the ability to precisely control the flow of power.
Historically, the relatively high cost of HVDC terminal stations relegated the technology to being used only in long-haul
applications like the Pacific DC Intertie, which connects the vast hydro power resources of the Columbia River with the
population centers of Southern California.
With the advent of a new type of HVDC, invented by ABB and dubbed HVDC Light®, the benefits of DC
transmission are now being realized on much shorter distances. The Cross-Sound Cable connecting Long Island
and Connecticut is one example of this technology.
FACTS DevicesA family of power electronics devices known as Flexible AC Transmission Systems, or FACTS, provides a variety of
benefits for increasing transmission efficiency. Perhaps the most immediate is their ability to allow existing AC lines to
be loaded more heavily without increasing the risk of disturbances on the system. Actual results vary with the
characteristics of each installation, but industry experience has shown FACTS devices to enhance transmission capacity
by 20-40%. FACTS devices stabilize voltage, and in so doing remove some of the operational safety constraints that
prevent operators from loading a given line more heavily. In addition to the efficiency gains, these devices also deliver a
clear reliability benefit.
Gas-Insulated SubstationsMost substations occupy large areas of land to accommodate the design requirements of the given facility. However,
each time power flows through a substation to step down the voltage, more energy is lost as the power flows through the
transformers, switches and other equipment. The efficiency of the lower-voltage lines coming out of the substation is
also markedly lower than their high-voltage counterparts. If power can be transmitted at higher voltage to a substation
that is closer to where the energy will be consumed, significant efficiency improvements are possible.
Gas-insulated substations essentially take all of the equipment you would find in an outdoor substation and encapsulate
it inside of a metal housing. The air inside is replaced with a special inert gas, which allows all of the components to be
placed much closer together without the risk of a flashover. The result is that it is now possible to locate a substation in
the basement of a building or other confined space so that the efficiency of high-voltage transmission can be exploited
to the fullest extent.
6

SuperconductorsSuperconducting materials at or near liquid nitrogen temperatures have the ability to conduct electricity with near-zero
resistance. So-called high temperature superconducting (HTS) cables now under development, which still require some
refrigeration, can carry three to five times the power of conventional cables. The losses in HTS cables are also
significantly lower than the losses in conventional lines, even when the refrigeration costs are included. A major vendor
of superconducting conductors claims that the HTS cable losses are only half a percent (0.5%) of the transmitted power
compared to 5-8% for traditional power cables. Superconducting materials can also be used to replace the copper
windings of transformers to reduce losses by as much as 70% compared to current designs.
Wide Area Monitoring SystemsMuch of the transmission system could feasibly be operated at a higher loading, were it not for reliability concerns.
However, if operators were given the ability to monitor grid conditions more precisely and in real time, some of these
constraints would be removed. One example relates to the simple fact that when transmission lines heat up, the metal
becomes pliable and the lines sag, which can cause a short circuit if they come into contact with a tree or other
grounding object. Wide area monitoring systems (WAMS) have many promising capabilities, one of which is line
thermal monitoring. With this functionality, transmission operators could conceivably change the loading of
transmission lines more freely by virtue of having a very clear understanding of how close a given line really is to its
thermal limits.
Other Paths to Improved EfficiencyThe technologies outlined above represent only a few of the many available options for improving energy efficiency in the
T&D system. The Business Roundtable’s Energy Task Force T&D working Group, which ABB chairs, recently published
a list of efficiency-enhancing actions and technologies, some of which include:
· Distributed generation/Microgrids
· Underground distribution lines
· Intelligent grid design (smart grids via
automation)
· Reduction of overall T&D transformer MVA
· Energy storage devices
· Three phase design for distribution
· Ground wire loss reduction techniques
· Higher transmission operating voltages
· Voltage optimization through
reactive power compensation
· Asset replacement schedule optimization· Distribution loss reduction via distribution
automation
· Power factor improvement· Load management (e.g., smart metering or
price-sensitive load control)
· Power electronic transformers
7

These options vary in terms of expense and the changes they imply for equipment
purchasing or operational practices. We list all of them here simply to illustrate the
many ways in which greater energy efficiency in the power grid can be achieved.
Benefits of Improved EfficiencyThe “business case” for energy efficiency is fairly straightforward: using less energy
means paying less for energy. But a simple cost-benefit analysis might overlook some
very important benefits that efficiency brings.
At this point, there is little doubt that regulation of carbon dioxide is coming, with the
power sector as a primary target. While there are technologies both available and in
development to mitigate CO2 emissions from power plants, the fact remains that the
easiest ton of CO2 to remove from the atmosphere is the one that is not emitted in the
first place. Greater energy efficiency in the T&D system means lower emissions in
generation to deliver the same amount of consumed energy.
Fuel conservation and diversity is another strong selling point for efficiency, and
here the benefits extend well beyond economic and even environmental
considerations. Reducing US dependence on foreign fuel supplies—be they oil,
natural gas or even coal—pays obvious dividends from a security standpoint, and
the less we use, the less we have to buy.
Finally, within the context of the power system itself, it’s important to recognize how
interrelated energy efficiency is with grid reliability. In many areas of the US,
transmission constraints have reached the point where they not only cost consumers
billions of dollars in congestion charges, they threaten the integrity of the power
system itself. Over the past twenty years, the situation has continued to deteriorate to
the point where now the question of installing a new line is nearly moot in some
locations. By the time it was completed, demand would long since have outstripped
the ability of the local grid to meet it, so a short-term solution must be implemented
in the interim.
FACTS devices offer a good example of how efficiency and reliability improvements often go hand in hand. Unlike siting and building a new transmission line, FACTS devices can be implemented quickly (less than a year from purchase to completion in some cases). They immediately boost the transmission capacity of the given line while also providing voltage support and bolstering the local grid’s ability to withstand disturbances.
As the reliable supply of energy, especially electric energy, continues to grow in importance, the potential impact of
energy efficiency cannot be overstated. With the array of technologies and methodologies now available, efficiency
stands ready to play a much larger role in the energy equation.

Motor losses segregation and efficiency
The impact of a motor in terms of energy and economical costs depends on its performance during its lifetime. The motor performances are characterized by the efficiency with which it converts electrical energy into mechanical energy.In Standard IEEE 112-B the losses are segregated and the efficiency is estimated by the following formula:
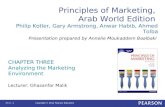
ΔPstr = Pin – Pout – (ΔPel1 + ΔPel2 + ΔPcore + ΔPmech) (1)Where the electric input power, Pin, is measured with a power analyser and the output power, Pout, with a torque meter. The overall precision of efficiency assessment mainly depends on the torque estimation, and with the improved accuracy of recent power analysers and torque meters, this method can be considered accurate and reliable.Motor efficiency is defined as a ratio motor mechanical output power and electrical input power. Hence in order to have a motor perform better, it is important to reduce its losses. The major motor losses are resistive losses in the stator and the rotor windings, and magnetic losses (hysteresis and eddy current losses) in the cores. Other losses include mechanical (bearing friction and ventilation), and stray load losses. High efficiency motor losses relative distribution is not so different at low efficiency one’s; it’s more dependent on the power. Their general distribution is illustrated in fig.2.
Fig. 2. Induction motor losses distribution
There are many ways to improve electric motor efficiency; the majority of them make the motor larger in diameter or overall sizes and, of course, more expensive.
· Winding stator (∆Pel1) and rotor (∆Pel2) losses are due to currents flowing through the stator windings and rotor bars. These losses can be reduced by decreasing the conductor current density in the stator windings, in the rotor bars and in the end rings. Using larger conductors lowers stator resistance, while the use of copper instead of aluminum reduces rotor losses (Parasiliti et al. 2002). Another way of decreasing stator losses is by reducing the number of turns. Unfortunately, this increases the starting current and maximum torque, as worsen the power factor.

· Magnetic losses ∆Pm occurring in the stator and rotor laminations are caused by the hysteresis and eddy current phenomena. These losses can be decreased by using better grade magnetic steel, thinner laminations and by lowering the flux density (i.e larger magnetic cores). The better grade of laminations steel are still relatively very expensive. Cheaper manufacturing methods other than stamping are expected to become available in the near future.
· Mechanical losses ∆Pmec are due to bearing friction and cooling fan air resistance. Improving the fan efficiency, the air flow and using low friction bearings result in a more efficient design. As these losses are relatively small, the efficiency gain is small too, but every improvement is welcome.
· Stray load losses ∆Pst are due to leakage fluxes induced by load current, non-uniform current distribution, mechanical air-gap imperfection...These losses can be reduced by design optimisation and manufacturing method improvements.
As can be deducted, one of the most established methods of increasing motor efficiency is to use higher quality materials, inexorably increasing the motor cost, as most high performance materials are expensive materials. In a recurrent manner, the same problem of increased cost holds true for better construction techniques, such as smaller air gaps, copper rather than aluminum in the rotor construction, higher conductor slot fill, and segmented core stator construction. The resulting increase in motor cost is evaluated to be between 15 % and 30 %.
4. Testing standards
In North America, the prevailing testing method is based on direct efficiency measurement method, as described in the Institute of Electrical and Electronics Engineers (IEEE) “Standard Test Procedure for Polyphase Induction Motors and Generators” IEEE 112-B and in its Canadian CSA 390 adaptation. The standard first introduced in 1984 and updated in 2004, requires the measurement of the mechanical power output and the electric input, and provide a value for the motor losses, where the additional stray load losses are extrapolated from their total by the following formula (1). So, the efficiency is extrapolated by:
=_________Pout =_______________________________________Pout 2η Pin Pout+ APel1+ APel2 + APm+APmec +APst
( )In Europe, the prevailing testing method is based on an indirect efficiency measurement as defined in IEC 34-2 standard “Rotating electrical machines – Part 2: Methods for determining losses and efficiency of rotating electrical machinery from tests”. The standard first introduced in 1972 and updated in 1997, attribute a fixed value, equal to o.5 % of input power to the additional stray load losses.
These standards differ mainly by the method used to take into account the additional load losses (Aoulkadi & Binder, 2008, Boglietti et al 2004, Nagorny et al. 2004, Elmeida et al. 2002...). Many papers have been published and some authors have illustrated, that IEC 34 – 2 has drawback with a noticeable influence on the testing of high efficiency motors, as the efficiency of this motor type is overestimated, particularly in the small motor size cases. Ultimately, standard IEC 34 – 2 was found to be unrealistic with its 0.5 % Pin value for stray losses (Aoulkadi & Binder, 2008, Renier et al. 1999, Boglietti et al 2004...). That is why, in 2007, IEC published a revised standard for efficiency classification no. 60034-2-1 which includes a test procedure largely comparable to IEEE 112-B or CSA C390. Newly harmonized standards for energy efficiency testing IEC 60034-2-1 can contribute to lowering barriers in global trade for energy efficient motor systems.
5. Minimum energy performance standard MEPS and efficiency motor classification
There are many different worldwide definitions for energy efficient motors, as until these last years, there was no consensus on what really represents an energy efficient motor. Technical barriers include non harmonized testing standards and efficiency classification. In reality, the key mandatory instrument is

minimum energy performance standards (MEPS).
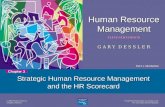
5.1 MEPS in North AmericaOn October 1992, US Congress voted law, Energy Policy Act EPAct, which mandates strict energy efficiency standards for electrical appliances and equipment, including electric motors. Motor MEPS were for the first time introduced in 1992 when all partners were finally persuaded that voluntary measures are too slow, and no significant market transformation towards more efficient motors was possible otherwise.EPAct requires that the general purpose electric motors meet the higher nominal efficiency requirements defined in the table of National manufacturer association NEMA Standard, and the implementation of the motor MEPS went into effect in 1997.The Canadian Standard association developed a Canadian standard in 1993, and updated it in 1998. CAN/CSA C-390 set the requirement for minimum efficiency for new motors made or sold in Canada at the same value as the NEMA energy-efficient level.The Energy Policy Act EPAct-92 motors covered are:· General purpose· Definite or special purpose in a general purpose application· Continuous duty· 2, 4 & 6 Pole· 1-200 HP· 230/460/, 60 HzThe Canadian standard was furthermore extended to 575 V and IEC motors, and included 75 % full load to reach maximum efficiency.Some motors were not covered:· Definite or special purpose in a non-general purpose application· Slower speeds· Inverter duty· Multi-speed· Totally enclosed air over TEAO, and totally enclosed not ventilated TENVAs a result of the mandatory standard that was endorsed as part of the EPAct-92, North America had a motor standard foundation that leads the new century world.In 2002, NEMA and Consortium for energy efficiency CEE established a voluntary NEMA Premium level of efficiency, and the manufacturers began the next step in evolution with the implementation on voluntary basis MEPS NEMA Premium efficiency motors. NEMA premium efficiency standards (CEE 2007) have remained voluntary for a long period of 10 years. In spite of this, NEMA premium motors have been progressively gaining market share, as the overall benefits of Premium motors is incommensurable (more reliable, last

longer, have longer warranties, run more quietly and cooler and produce less waste heat than their less-efficient counterparts). The trend is particularly well depicted in the work, illustrated in fig. 3.The evolution of MEPS based on NEMA Premium is now moving from voluntary basis to legislated regulation, as the law implementation is awaited for December 2010. So, 1 –200 HP general purpose motors already covered by EPAct will change from NEMA MG-1, Table 12-11 Energy Efficient (Annex 1) to Table 12-12 NEMA Premium efficiencies levels (Annex 2), except for fire pump motors which remain at EPAct-92 level.Moreover, the proposal expands the scope of enclosed 1-200 Hp motors, as several motor types not previously covered by EPAct-92 must meet EPAct efficiency levels. The added motors are:· U-frame· Design C
· Footless •Close-coupled pump· Vertical solid shaft normal thrust· 8 poles· All low voltages ≤ 600 V not previously covered, including IEC Metric frame motors from 90
frames and up.· 201 to 500 HP low voltage 2-8 pole general purpose motors, where Design B represent
something like 3/4 of total range.It’s appropriate to highlight that this additional coverage means that MEPS is extended to more 90 %of the motors in the 1 to 200 Hp range, despite the fact that some manufacturers expressed technical skepticism about meeting premium efficiency levels design C and 900 rpm motors.
Fig. 3. Efficiency trend 2001-2006 and efficiency expected 2008-2013
On the other hand, EISA does not apply to motors exported outside North America, as well as EISA doesn’t contain any requirement to replace electric motors in use. In addition, the
6 Electric Machines and Drives

law applies only to motors manufactured after December 19, 2010 and motors in inventory on that date can be sold or used without any additional constraints, but some customers may not probably want them.Some Motor configurations are not covered by EISA law. These are:· Design D with high slip· Inverter duty with optimized windings for adjustable speed drives ASD use· Customized OEM mounting· Intermittent duty· Integral with gearing or brake where motor cannot be used separately· Submersible motors· Single Phase motors· DC motors· Two-digit frames (48-56)· Multi-speed· Medium voltage motors· Repaired motors· TENV and TEAO enclosuresIt’s relevant to notice that regulation concerning single phase and three-phase small (42/48 and 56 frame) motors is ready, as Department of energy (DOE 2010) published in 2010 its final rule giving efficiency limits that must be meet by small general purpose electric motors, starting from 2015. Nevertheless, NEMA doesn’t support regulation of this product, as many questions are still not solved while small induction motor is continually losing market part to switched reluctance and permanent magnet types.
5.2 New IEC standardIn 2007, IEC published a revised standard for efficiency testing no. 60034-2-1 which includes a test procedure largely comparable to IEEE 112-B or CSA C390, and in September 2008 a new standard no. 60034-30 for efficiency classification of electric motors.New standard for efficiency classification is applicable to single speed, three-phase induction motors with the following parameters:· Power from 0.75 to 375 kW· Voltage under 1000 V
· 50 and 60 Hz frequency • 2, 4 and 6 poles
· Duty S1 or S3· All IP1x to 6x and IC0x to 4x· Networked· All types of fixing, shaft extension, accessoriesSome Motor configurations are not covered by IEC 60034-30. These are:· Motors with reinforced isolation specifically designed for variable speed drives applications· Motors which are fully integrated in a machine and cannot be tested separately Newly 2008
harmonized standard for energy efficiency class 60034-30-2008 follow International Electrotechnical Commission (IEC) protocol and defines four induction motor efficiency classes:
Premium Efficiency Motors 7

· Super Premium efficiency level IE4· Premium efficiency level IE3· High efficiency level IE2· Standard efficiency level IE1It’s noticeable that, nowadays, Premium efficiency IE3 is the most efficient motor. Super Premium efficiency IE4 is a future new generation motor. It is awaited that in average, the losses reduction of IE4 should be 15 % compared to IE3. So, IE4 is not a standard in fact, but just a level.
5.3 MEPS in EU and BRIC countriesIn Europe, the European committee of manufacturers of electrical machines and power electronics CEMEP has classified 2 & 4 pole 1-90 kW motors into three levels:· High (EFF1),· Improved (EFF2), and· Standard efficiency (EFF3).The CEMEP classification has induced substantial EFF3 motors reduction and EFF2 market share promotion. Nevertheless, EFF1 market part is still modest. Meanwhile, European Union is considering prohibiting the sale of motors that don’t meet EFF2 criteria in the near 2011 future.The new EU MEPS system is based on the latest IEC standard, and it represents a significant step towards worldwide harmonization of efficiency regulations.The challenges that EU countries facing are:· From June 16, 2011, motors shall not be less efficient than IE1 (i.e. EFF2) and EFF3 motors will
be banned· From January 1, 2015, motors with rated output of 7.5 to 375 kW shall not be less efficient than
IE2· From January 1, 2017, motors with rated output of 7.5 to 375 kW shall not be less efficient than
IE3· From January 1, 2017, all motors with rated 0.75 to 375 kW shall not be less efficient than IE2 if
equipped with adjustable speed drive (ASD).BRIC countries (Brazil-Russia-India-China) motors and motor driven equipment are still relatively less efficient. For example, the efficiency of over 80 % Chinese motors is 2-5 % lower than international advanced ones. Chinese scientists consider that if efficiency of motor systems could be raised to the North American level, then 150 TWh of electricity would be saved each year. But China is making progress, by formulating a number of policies, laws and regulations on energy conservation. Beginning this 2010 year, the MEPS efficiency of newly added motors should reach international first-rate level Class 2, which is equivalent to IE1, or EFF2.At the present time, 10 countries with a half of global electricity demand have motor MEPS endorsement. In the next two years, 15 new countries targeted for a next round until 2012 to reach around 80% of global electricity demand.As earlier mentioned, the International Electrotechnical Commission (IEC), a worldwide organization for standardization comprising all national standards committees, defined in IEC 60034-30 (2009) four efficiency classes for single-speed cage-induction motors, and specified test procedures. It’s important to notice that the so-called IE4 Super Premium Efficiency products are not commercially available yet, while lower efficiency motors in use
8 Electric Machines and Drives

now Eff3 disappears in the new classification. This new classification will be probably soon adopted worldwide in place of regional or local classification, as illustrated in table 1. This new standard defines efficiency classes and their containing minimum values (conditions).
Efficiency Class IEC USA/Canada CEMEP ChinaSuper Premium efficiency IE4 - - -
Premium efficiency IE3 NEMA Premium - -High efficiency IE2 EPAct EFF1 Class 1Standard efficiency IE1 - EFF2 Class 2Below standard efficiency
- - EFF3 Class 2
Table 1. International motor efficiency classification
www.intechopen.com