Ch-7 (Statistical Process Control).ppt
60
7-1 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S Copyright © 2010, G Nagalingappa, Manjunath V S Statistical Process Control CH-7 C C hapte hapte r r 7 Statistical Process Control
-
Upload
rohitpatil999 -
Category
Documents
-
view
59 -
download
0
Transcript of Ch-7 (Statistical Process Control).ppt

7-1 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
CChapterhapterCChapterhapter
77 Statistical Process
Control

7-2 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
Introduction
Statistical process control (SPC) involves using statistical techniques to
measure and analyze the variation in processes.
SPC is used to monitor the consistency of processes used to
manufacture a product as designed.
There are seven basic statistical tools which are very widely used for
identifying and solving quality-related problems.

7-3 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
Seven Statistical Tools of Quality
1. Pareto chart
2. Process flow diagrams
3. Cause-effect diagrams
4. Check sheets
5. Histograms
6. Control chart
7. Scatter diagrams

7-4 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
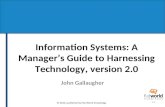
Pareto Diagram
Purpose
The purpose of the
Pareto chart is to
prioritize problems.
500
400
300
200
100
0
Dollars Percent
100
80
Salaries Equipment Transport Phone/Fax Suppliers
Charges, First Quarter
Pareto Chart
A Typical Pareto Diagram

7-5 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
• A Pareto chart is a series of vertical bars lined up in a descending order form high to low to reflect frequency, importance, or impact.
• Pareto charts quickly draw everyone’s attention to the most important factor-providing an at-a-glance snapshot of priorities.
• It is graphical overview of process problems in making order of the most frequent, down to the least frequent, in descending order from left to right.

7-6 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
When to use Pareto chart• Is used when the process you are investigating
products data that are broken down into categories and can count the number of times each category occurs.
• Pareto chart can be helpful, “ early on to identify which problem should be studied, later to narrow down which causes of the problem to address first.

7-7 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
Cont….
Process Flow Diagram or Flow Process Chart
Purpose
Flow charts provide a visual illustration of the sequence of operations
required to complete a task.
Flow charts
Flow charting is the first step we take in understanding a process.
Construction of the flow chart (General guidelines)
1. Involving the right people in making the flow chart.
2. Flow charts usually require more time to construct than expected.

7-8 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
3.Asking questions is the key to the flow charting process.
• What is the first thing that happen?.
• what is the next thing that happen?
• Where does the outputs of this operation go?
• Where does the inputs to the process come from?
• how does the inputs get to the process?
• Is their anything else that must be done at this point?

7-9 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
Cont….
Symbols used
Beginning and
Ending steps
Activity
Description
Decision
Box
To show the direction of flow
from one activity to the next.

7-10 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
Steps in drawing flowchart• Identify the start & end of the process.
• Observe the entire process form start to end.
• Define the steps in the process.
• Construct a draft of flowchart to represent the process.
• Review the draft flowchart with the people involved in the process.
• Improve the flowchart based on this review.
• Verify the flowchart against the actual process.
• Date the flowchart for future reference.

7-11 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
Start ReceiveDocument
Enter number ofCopies in Log
StartCopying
RestartCopying
Machine-operatedProperly
Call forPick-up
EndCorrectFault
Yes
No
A Typical Flow Chart

7-12 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
Cont….
Cause and Effect Diagram
Cause-effect diagram is a tool for analyzing and illustrating a process by
showing the main causes and sub causes leading to an effect (symptom).
One method used is the “5M”
Machinery, Manpower, Method, Material, Maintenance
In non-manufacturing organization “4P”
People, Plant (the equipment used), Policies, Procedures.

7-13 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
Cont….
MaterialMachine/
PlantMeasurement/
Policies
QualityProblem
Men/People
Methods/Procedures
Generic cause-effect diagram

7-14 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
Methods
Mixing
Speed
Pre-cure Period
Machines
Molding
Trimming
Stamping
EdgeFlawsBase Specs
Color Matl.
Materials
Base Variation
Supervision
Training
Morale
Operators
Casue and Effect diagram for Edge Flaws

7-15 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7

7-16 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
Why should we use a Cause & Effect Diagram
• Is tool that is useful for identifying & organizing the known or possible causes of quality, or the lack of it.
• The structure provided by the diagram helps team members think systematic way.

7-17 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
Benefits of Cause & Effect Diagram
• It encourages the root causes of problem or quality characteristic using a structured approach.
• It encourages group participation & utilizes group knowledge of the process.
• They use an orderly, easy-to-read format to diagram cause-and-effect relationships.
• It indicates possible causes of variations.
• It increases knowledge of the process by helping everyone to learn more about the factors at work and how they relate.
• It identifies areas where data should be collected for further study.

7-18 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
Cont….
Check Sheets
Check sheet is a simple data-recording device.
Check sheets and simple surveys are effective methods, easy to
design, and fun to implement either as an individual or a team.

7-19 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
Check sheets have the following main functions:
1. Production process distribution checks: where distribution lies.
2. Defective item checks: to determine what kind of defects exist in the
process.
3. Defective location checks: to determine where the column defects on
part are located.
4. Defective cause checks: type of defect and thus validate the cause.
5. Check-up confirmation checks : final phase assembly to check the
finished product or work.

7-20 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
Check sheets have the following main functions:
1. creates easy to understand data.
2. Builds with each observation a clear picture of the facts.
3.Forces agreement on the definition of each condition or event of interest.
4.Makes patterns in the data become obvious quickly.
Defect type Insufficient solder
Cold solder Solder bridge
Blow holes Excessive solder
Frequency Xxxx Xxxxx Xxxx Xxx Xxx
Total 4 5 4 3 3

7-21 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
Cont….
Histogram
It is used to determine the spread or variation of a set of data points in a
graphical form.
The histogram will graphically show:
1. The center of the data.
2. The spread of the data.
3. Any data skew ness (slant, bias or run at an angle).
4. The presence of outliers (product outside the specification range).
5. The presence of multiple modes (or peaks) within the data.

7-22 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
Cont….
299.4 299.6 299.8 300 300.2
20
16
12
8
4
0
Histogram
Co
un
ts
Michelso.Dat
A Typical Histogram

7-23 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
20
10
71 77 83 90 97 104 111
No# of Samples = 50
Histogram

7-24 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
Cont….
Statistical Fundamentals
Statistics is defined as the science that deals with:
1. The collection
2. Tabulation
3. Analysis
4. Interpretation
5. Presentation of quantitative data.

7-25 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
Measures of Central tendency
• Mean
• Median
• Mode
• GM
• HM

7-26 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
Dispersion
• SD
• MD
• QD
• CV

7-27 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
Normal curve
Freq
uenc
y
60
50
40
30
20
10
0
Thickness of output in mm
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Normal Curve is a smooth symmetrical bell shaped curve as shown below.
CTQ
Normal Distribution Curve

7-28 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
Introduction to Control Charts
Purpose
To ensure that the process is in control and to monitor process variation on a
continuous basis.
Statistical Process Control
The development and use of statistics and statistical theories about
distributions and how they vary has become the cornerstone of process
improvement.
Common and Special Cause Variation
Variation in a process can be caused by, or related to, two types of causes.
1. Common or system causes
2. Special or local causes

7-29 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
• Special causes are problems that arise in a periodic fashion.
• Unpredictable & can be dealt with at the machine or operator level.
• Operator error, broken tools, machine setting drift.

7-30 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
• Common causes are problems in the system itself.
• They are always present & affect the output of the process.
• Poor training, inappropriate production methods, poor work station.

7-31 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
• Shewart chart:
• Statistically based control chart is a device to be used.
• At the point of operation
• By the operator of that process
• To assess the current situation
• By taking sample & plotting sample result.

7-32 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
Steps in control charts
• Identify quality characteristics of product or process that affects fitness for use.
• Design the sampling plan & decide method of its measurement.
• Take samples at different intervals & plot statistics of the sample measurements on the control chart
• Take corrective action : when a signal for significant change in process.

7-33 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
Elements in control charts:
• Upper control limits
• Upper warning line
• Lower control limits
• Lower warning line
• Plotting of sample statistics
• Line connecting the plotted statistics.

7-34 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
Control charts

7-35 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7

7-36 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
Variable Control Charts
These charts are used for variable data that is for quality characteristics
which can be measured.
Basic Steps for Control Charts
Elements of Typical Control Chart
Out of Control Process
Interpretation of the X-bar and Range Charts
Factors for Control Chart Limits

7-37 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
Cont….
Control Charts for Attributes
1. Many quality characteristics cannot be conveniently represented
numerically.
2. In such cases, each item inspected is classified as either conforming or
nonconforming to the specifications on that quality characteristic.
3. Quality characteristics of this type are called attributes.
4. Examples are nonfunctional semiconductor chips, warped connecting
rods, etc.
5. Our objectives for this section are to learn how to use control charts to
monitor discrete data.

7-38 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7

7-39 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
Process Capability
Process capability is the long-term performance level of the process
after it has been brought under statistical control.
It is the ability of the combination of your 5 M's to produce a product
that will consistently meet the design requirements and the customer
expectation.
Men, machine, material, method, Money.

7-40 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
Process Capability • Inherent variability a quality characteristic that
the process is capable of maintaining, when in a state of statistical control under a given set of condition.
• Process capability = ± 3 SD= Total Spread of 6 SD

7-41 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7

7-42 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
• Process capability is the repeatability and consistency of a manufacturing process relative to the customer requirements in terms of specification limits of a product parameter. This measure is used to objectively measure the degree to which your process is or is not meeting the requirements

7-43 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
• Capability indices can be used to compare the product/process matches and identify the poorest match (lowest capability).
• The poorest matches then can be targeted on a priority basis for improvement.

7-44 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7

7-45 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
• The diagram on the left shows a series of sample distributions that fall inside of and outside of the specification limit.
• This is an example of an unstable, not capable process. The right side of the diagram shows all of the distributions falling within the specification limits.
• This is an example of a capable process.

7-46 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
• Process capability can be expressed with an index. Assuming that the mean of the process is centered on the target value, the process capability index Cp can be used.

7-47 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
• Cp is a simple process capability index that relates the allowable spread of the spec limits (spec range or the difference between the upper spec limit, USL, and the lower specification limit, LSL) to the measure of the actual, or natural, variation of the process, represented by 6 sigma, where sigma is the estimated process standard deviation.

7-48 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7

7-49 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
• If the process is in statistical control, via "normal" SPC charts, and the process mean is centered on the target, then Cp can be calculated as follows:
• Cp = (USL - LSL) / 6 sigma
• Cp<1 means the process variation exceeds specification, and a significant number of defects are being made. This process will produce more than 2700 non-conforming PPM.

7-50 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
• Cp=1 means that the process is just meeting specifications. A minimum of 0.3% defects will be made and more if the process is not centered.
• Cp>1 means that the process variation is less than the specification, however, defects might be made if the process is not centered on the target value.

7-51 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
While Cp relates the spread of the process relative to the specification width, it does not address how well the process average, X, is centered to the target value. Cp is often referred to as process "potential".

7-52 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7

7-53 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
• Cpk measures not only the process variation with respect to allowable specifications, it also considers the location of the process average.
• Cpk is taken as the smaller of either Cpl or Cpu
• Cpl = (X -LSL) / 3 sigma where X is the process mean
• Cpu = (USL - X ) / 3 sigma where X is the process mean

7-54 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
Factors influencing process capability
• Condition of machine /equipment
• Type of operation & operational conditions
• Raw materials
• Skill of operators
• Measurement method/instrument
• Inspector’s skill.

7-55 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
• Process Capability Studies are designed to see what the process is "capable" of doing under controlled conditions.
• The studies look at how capable the process is given ideal conditions over a short period of time (such as one hour to twenty-four hours.)
• The individual who is mainly responsible for a the process capability study is a Process Engineer.

7-56 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
• The Process Engineer must keep in mind the following two considerations when conducting the study.

7-57 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
n LA
RG
En SM ALL
x–BAR; s
x–BAR; R
n=1x CHART; MOVING RANGE
n CONSTANT
DEFECTIVEATTRIBUTE
VARIA
BLE
CONTROLCHART
n VAR IABLE
n VARIABLE
DEFECTS n CONSTANT c or u
p
p or np
Decision Tree

7-58 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
Cont….
Scatter Diagrams
The Scatter Diagram is another quality tool that can be used to show
the relationship between "paired data", and can provide more useful
information about a production process.
Scatter diagrams are graphical techniques to analyze the relationship
between two variables.

7-59 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7

7-60 Excel Books Total Quality Management Text and Cases G Nagalingappa, Manjunath V S
Copyright © 2010, G Nagalingappa, Manjunath V S
Statistical Process ControlCH-7
Constructing the Scatter Diagram
Step 1: Select the two items you wish to study.
Step 2: Collect the data.
Step 3: Draw the axis of the scatter diagram.
Step 4: Plot each set of paired data onto the graph.