CERN MBHSM0101 and Plan for Future Models F. Savary on behalf of the 11T Dipole Project Team
19
CERN-FNAL Video Meeting #13 Progress of the 11T Dipole short model program (Task 2 of HL-LHC WP-11) CERN MBHSM0101 and Plan for Future Models F. Savary on behalf of the 11T Dipole Project Team
description
CERN-FNAL Video Meeting #13 Progress of the 11T Dipole short model program (Task 2 of HL-LHC WP-11). CERN MBHSM0101 and Plan for Future Models F. Savary on behalf of the 11T Dipole Project Team. Part I: Practice Model MBHSM0101. Main design features. Single aperture, 6-bloc design - PowerPoint PPT Presentation
Transcript of CERN MBHSM0101 and Plan for Future Models F. Savary on behalf of the 11T Dipole Project Team

CERN-FNAL Video Meeting #13
Progress of the 11T Dipole short model program (Task 2 of HL-LHC WP-11)
CERN MBHSM0101and
Plan for Future ModelsF. Savary on behalf of the 11T Dipole Project Team

Click here to add footer 2
Part I:Practice Model MBHSM0101

Click here to add footer 3
Main design features• Single aperture, 6-bloc design• 56 turns
• 22 on IL (4 blocs)• 34 on OL (2 blocs)
• Aperture: 60 mm• Coil length: 1.8 m• Yoke OD: 510 mm• Shell thickness: 12 mm [AISI 304L]• One SC coil, ID105

Click here to add footer 4
Specific features• Copper coil #101
• End spacers CERN v0, longer coil• Sc coil #105
• Cable OST RRP 108/127• ODS alloy wedges (Oxide Dispersion Strengthening )• CERN V4 end spacers SLS (Selective Laser Sintering)
with springy legs - hinge• Metallic saddles and splice blocks• External trace, glued on coil OD, carrying V-taps and quench heaters
• Collars and yoke laminations produced by EDM (Electrical Discharge Machining)• Collars YUS130S Nippon Steel 3 mm thickness (LHC dipole)• Yoke laminations Arcelor Magnetil Low C steel 5.8 mm thickness
(LHC dipole)

Click here to add footer 5
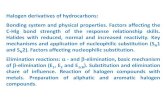
Assembly conditions - Winding• Winding tension:
• Coil #101: 300 N; insulation defects: >1• Coil #105: 250 N; insulation defects: 0
• Cable insulation• Coils #101 and #105:
• Outer sleeve: AGY S-2 Glass 11 Tex, direct braiding• Inner dielectric: Cogebi Firox 80 µm Mica – Fiber glass tape
• Winding monitoring during coil #105 production
D. SmekensJ. Mazet
Coils longer than expected: ~20 mm

Click here to add footer 6
Binder curing• Binder CTD 1202-X; qty:
• Coil #101 IL: in excess; OL: in excess;• Coil #105 IL: 100 g; OL: 100 g;
• Shimming: nominal (shimming such that in the press the mid-plane of the cured coil is like in the magnet; 0.12 mm above center axis)• This is different compared to FERMILAB where oversized shimming
is used to compact the coil mid-plane beyond its nominal position in order to obtain a smaller coil size before entering into reaction
• With a load of 0.8 MN, the mold is nearly closed (< 0.1mm)• Then, a load of 2 MN is used for IL, and 4.2 MN for the OL
(complete pole)• The stress in the coils may not exceed 37 MPa at that stage
D. SmekensJ. Mazet

Click here to add footer 7
Reaction treatment• Cavity of the reaction fixture is radially bigger than the curing
mold by 0.1 mm; and of similar dimension at coil mid-plane• Thus, if the curing press can be closed before reaching 37
MPa, the coil cannot be subjected to higher stress when closing the fixture. However, the dry fiber glass, and the tight tolerances induce large friction; also, a possible dimensional problem with the sealing foils could have generated interference between the sealing foil and the baseplate, preventing correct closure of the fixture
• The tightening torque to close the fixture was of the order of 300 Nm (FNAL applies 110 Nm to 160 Nm)
• Not clear: no coil contraction after reaction, actually less that 1 mm, when 4.5 mm were expected
D. SmekensN. BourceyF. Lackner

Click here to add footer 8
Reaction treatment – Coil 105
Adjustment of dwell time to compensate the delay between the
temperature and tooling temperature
The homogeneity of T during ramp up was not very good, ±
9°C.However, it is OK during
dwell time
N. BourceyF. Lackner

Click here to add footer 9
Impregnation• Resin: CTD 101K
• Anhydride cured epoxy system with excellent performance at cryogenic temperature, and radiation resistance
• The resin is preheated, and the coil is impregnated at 60°C
• Curing @ 110°C for 5 hours• Post curing heating @ 125°C for 16 hours
R. GauthierD. Smekens
Temperature [°C] Pot life [h] Viscosity [mm·Pa/s]25 145 1300
40 60 400
60 20 100

Click here to add footer 10
Coils size
• Both coils, 101 and 105, were oversized, only in the mid-plane
• Best-fit on the outer diameter and the loading plates (interface with pole)

Click here to add footer 11
Excess in mid-plane
-150 -50 50 20
030
040
050
060
070
080
090
090
011
0012
0013
0014
000
100
200
300
400
500
600
700
800
leftrightaverage
Coil length [mm]
Inte
rfer
ence
[µm
]

Click here to add footer 12
Collaring steps
2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 320
50100150200250300350400
Distance to collaring position right lead endright return endleft lead endleft return end
F [MN]
offs
et k
ey g
roov
e [µ
m]
With 8MN the mechanical stops of the collaring tool were in contact

Click here to add footer 13
Shimming plan• Mid-plane is 650 µm beyond expectations. To compensate:
• One layer of Kapton was removed on the mid-plane
• Changed one layer of insulation to 0.05 µm thickness (in lieu of 0.125 µm)

Click here to add footer 14
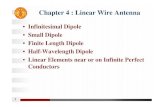
Yoking / welding of the shellsF. Lackner
1 2 3 4 5 6 7 80
100200300400500600700800
0
110
206
361426
526610
686Pressure rising, April 28th 2014
Pressure rising step
Tota
l cha
rge
in to
ns
3154906157901240166520652225
00.20.40.60.8
SIDE B 0110206361426526610686
Length in [mm]
Yoke
gap
[mm
]
Tota
l loa
d in
tons
Max. charge: 500 t/m on central section to close the welding gap
0
0.2
0.4
0.6
SIDE A0110206361426526610686
Length in [mm]
Yoke
gap
[mm
]
Tota
l loa
d in
tons

Click here to add footer 15
FEA Results
Collar-nose Stress (MPa)
Coil MinStress (MPa)
Coil Max Stress (MPa)
Avg Shell Stress (MPa)
Collaring Load 135 -7 -94
Post-Collaring 111 -8 -73
Collar in yoke 111 -10 -70
Max Force in Welding Press 118 -19 -63 9
Shell Weld + Press Force 124 -18 -64 187
Shell Welded, no Press Force 122 -17 -63 194
Cool Down (4.3K) 79 -6 -77 377
Cool Down (1.9K) 79 -6 -77 379
12 T 24 6 -130 381

Click here to add footer 16
Bullet gauges loadingM. GuinchardP. Grosclaude
8 to 9 kN per bullet

Click here to add footer 17

Click here to add footer 18
Part II:Plan for Future Models

Click here to add footer 19
Designation Type Strand type Coil ID Status Next steps / Remark
MBHSM0101 1 coil Cu – 108/127 101 - 105 Done Analysis
MBHSP0101 1-in-1 108/127 - 108/127 106 – 107 Collaring done 10
days ago
Shell welding in early Sept., andcold tests as from middle of Sept.
MBHSP0102 1-in-1 132/169 - 132/169 108 – 109 Winding of 1st coil
done
Finish assembly by end 2014, and do testing in Jan. 15
MBHSP0103 1-in-1 PIT114 111 – 112 To be done, one cable unit length available Testing in April/May 15
MBHDP0101 2-in-1 108/127 - 132/169 106/107 – 108/109
To be done as soon as testing of MBHSP0102 is finished
No new coil
MBHDP0102 2-in-1 108/127 – PIT114 106/107 – 111/112
To be done as soon as testing of MBHSP0103 is finished
No new coil
MBHSP0104 1-in-1 132/169 - 132/169 114 – 115
To be done as soon as MBHSP0103 is finished
MBHDP0103 2-in-1 132/169 - 132/169 108/109 – 114/115
To be done as soon as testing of MBHSP0104 is finished
No new coil