censored prohibited put - otkrit1.com · 3.6.1 Nitrile (NBR) ... BC1 25-37 471-90434 SHT01...
49
Kockums AB SE-205 55 Malmö, Sweden Phone: +46 40 34 80 00 Fax: +46 40 97 32 81 e-mail: [email protected] www.kockums.se Kockums Karlskronavarvet SE-371 82 Karlskrona, Sweden Phone: +46 455 68 30 00 Fax: +46 455 179 34 e-mail: [email protected] www.kockums.se Howaldtswerke-Deutsche Werft AG Werftstraße 112-114, D-24143 Kiel, Germany Phone: +49 431 700-0 Fax: +49 431 700-23 12 e-mail: [email protected] www.hdw.de Kockums AB SE-205 55 Malmö, Sweden Intelektuell Egendom Phone: +46 40 34 80 00 Fax: +46 40 97 32 81 [email protected] 29 Feb. 2008 Re: Approval for Release As per the request to the release of the report : ER-338 - BATTERY COMPARTMENT CORROSION INVESTIGATION, dated 15 Aug 2005. Kockums AB releases unto The Author, the below censored version. The Author may forward the document to secondary entity as he sees fit. However those entities are prohibited from further distributing this document or part thereof to a third party. To do so without a separate written permission is to put themselves at risk of prosecution. This notice must accompany all copies of the aforementioned report. Pehr Nordin Intellectual Property Officer Kockums AB
Transcript of censored prohibited put - otkrit1.com · 3.6.1 Nitrile (NBR) ... BC1 25-37 471-90434 SHT01...
Kockums AB SE-205 55 Malmö, Sweden
Phone: +46 40 34 80 00 Fax: +46 40 97 32 81
e-mail: [email protected] www.kockums.se
Kockums Karlskronavarvet SE-371 82 Karlskrona, Sweden
Phone: +46 455 68 30 00 Fax: +46 455 179 34
e-mail: [email protected] www.kockums.se
Howaldtswerke-Deutsche Werft AG Werftstraße 112-114, D-24143 Kiel,
Germany Phone: +49 431 700-0
Fax: +49 431 700-23 12 e-mail: [email protected]
www.hdw.de
Kockums AB
SE-205 55 Malmö, Sweden
Intelektuell Egendom Phone: +46 40 34 80 00
Fax: +46 40 97 32 81 [email protected]
29 Feb. 2008
Re: Approval for Release As per the request to the release of the report : ER-338 - BATTERY COMPARTMENT CORROSION INVESTIGATION, dated 15 Aug 2005. Kockums AB releases unto The Author, the below censored version. The Author may forward the document to secondary entity as he sees fit. However those entities are prohibited from further distributing this document or part thereof to a third party. To do so without a separate written permission is to put themselves at risk of prosecution. This notice must accompany all copies of the aforementioned report.
Pehr Nordin
Intellectual Property Officer Kockums AB
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 2
TITLE: BATTERY COMPARTMENT CORROSION
INVESTIGATION
ABSTRACT:
Corrosion is being experienced in the 4 submarine battery compartments. This is mainly confined to the floor and
sump areas and is exacerbated by impact damage to the coatings and sulphuric acid attack.
This report confirms the efficacy of the sump re-design and recommends the installation of an abrasion resistant floor
lining of Chemical Resistant Epoxy (ENECON Chem Clad XC).
Written by Project
T Byrnes 471
Reviewed & Approved – Materials Engineer TSC
P Vince
Reviewed & Approved - Functional Manager
M Warren
00 Reviewed & Approved - Technical Authority Document Number
Rev Date Authority G Sloan
This document is the intellectual property of ASC Pty Ltd (ASC) or its contractors. It may only be used by the recipient in
accordance with the terms of the contract between ASC and the recipient or, in the absence of a contract, it may only be used strictly for the purpose for which it was provided. The unauthorised disclosure, reproduction, or use of this document is prohibited.
The original or any copies of this document must be returned to ASC on request.
© Kockums AB. This document contains information which is owned by and is confidential to Kockums AB. No part of this document may be used or disclosed without the prior written permission of
Kockums AB or its authorised licensee.
ENGINEERING REPORT ER-338
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 3
INTENTIONALLY BLANK
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 4
REVISION PAGE
Revision Date Page Description
00 15 Aug 05 Original Issue
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 5
Table of Contents
1.0 Kockums IP ................................................................................................................. 6
2.0 Applicable ASC Documents ................................................................................... 7
3.0 Introduction ................................................................................................................ 7
2.0 Discussion ................................................................................................................ 10
2.1 Existing Paint Scheme ........................................................................................... 10
2.2 Nature of Corrosion ................................................................................................ 10
2.4 Rubber Strips ........................................................................................................... 20
3.0 Mitigation Strategies - Candidates ..................................................................... 20
3.1 Coating specification .............................................................................................. 20
3.3 Rubber Lining .......................................................................................................... 22
3.4 Non-oil resistant Rubbers .................................................................................. 23
3.4.1 Natural rubber (NR) ......................................................................................... 23
3.4.2 Synthetic natural rubber (IR).......................................................................... 23
3.4.3 Styrene butadiene (SBR) ............................................................................... 23
3.4.5 Butyl (IIR, CIIR) ................................................................................................ 25
3.4.6 Ethylene propylene (EPDM, EPR) ................................................................ 25
3.4.7 Silicone (VMQ - VMPQ, PVMQ) .................................................................... 27
3.5 Halogenated (Oil Resistant) Rubbers .............................................................. 27
3.5.1 Neoprene (CR) ................................................................................................. 27
3.5.2 Chlorinated polyethylene (CM) ...................................................................... 28
3.5.3 Chlorosulphonated polyethylene (CSM) ...................................................... 28
3.5.4 Epichlorohydrin (ECO) .................................................................................... 28
3.5.5 Fluorosilicone (FVMQ) .................................................................................... 28
3.5.6 Fluorocarbon (FKM) ........................................................................................ 29
3.5.7 Perfluoroelastomer (FFKM) ........................................................................... 29
3.5.8 Polytetrafluoroethylene (PTFE) ......................................................................... 30
3.6 Oil Resistant Rubbers (Non-Halogenated) .................................................... 30
3.6.1 Nitrile (NBR) ..................................................................................................... 30
3.6.2 Ethylene/acrylic ................................................................................................ 30
3.6.3 Acrylate (ACM, ANM) ...................................................................................... 30
3.6.4 Polysulfide (PTR) ............................................................................................. 34
3.6.5 Urethane (AU, EU) .......................................................................................... 34
3.7 Sprayed Coatings ................................................................................................. 35
3.7.1 Polyurethane / Polyurea (PU) ........................................................................ 35
3.7.1.1 Experience within the US Navy ............................................................. 37
3.7.1.2 Use in the Oil Industry ............................................................................. 37
3.7.1.3 Use in Seawater ....................................................................................... 37
3.7.1.4 Domestic Uses.......................................................................................... 38
3.7.2 Epoxy Paint ...................................................................................................... 38
3.7.3 Sprayed Chlorinated Rubber ......................................................................... 39
3.7.4 Miscellaneous Coatings.................................................................................. 39
3.8 Plastic Liners ........................................................................................................... 40
3.9 Physical Barriers ..................................................................................................... 41
4.0 Coating Evaluation .................................................................................................. 43
4.1 Coating or Lining ..................................................................................................... 43
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 6
4.2 Fire Safety Issues ................................................................................................... 44
4.3 Coating Selection .................................................................................................... 45
4.4 Costing ...................................................................................................................... 47
5.0 Recommendations .................................................................................................. 48
6.0 References ................................................................................................................ 49
1.0 Kockums IP
Reference Kockums Drawing
Figure 2. BC2 after battery removal. Adjacent to BLKHD53. Typical blistering and corrosion. DECHAINEUX 2433/157908.
471-90434
Figure 3. BC2 after battery removal. Sump showing in the background. DECHAINEUX 2433/157908. (471-90434 KOCKUMS AB©)
471-90434
Figure 4. BC2. Typical blistering and corrosion. DECHAINEUX 2433/157908. (471-90434 KOCKUMS AB©)
471-90434
Figure 5. Battery Compartment – Side View. (471-20005 KOCKUMS AB©) 471-20005
Figure 6. Obvious blending on the Battery compartment floor1. (471-90434 KOCKUMS AB©)
471-90434
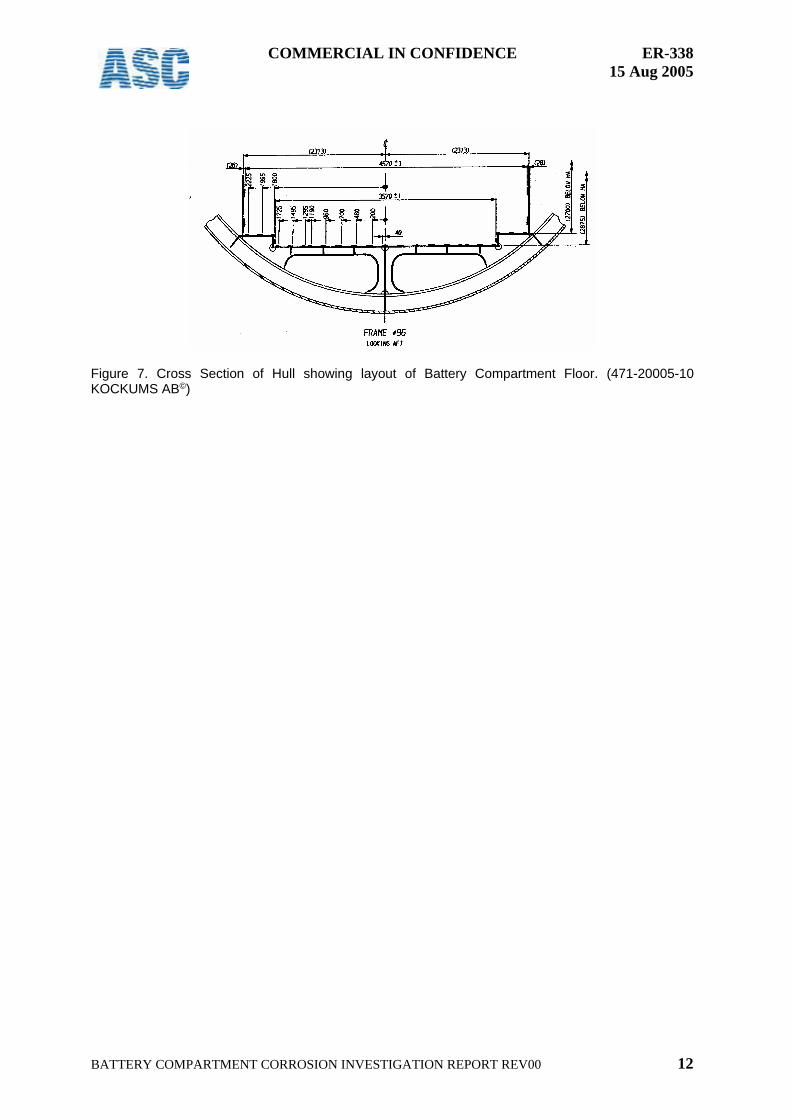
Figure 7. Cross Section of Hull showing layout of Battery Compartment Floor. (471-20005-10 KOCKUMS AB©)
471-20005-10
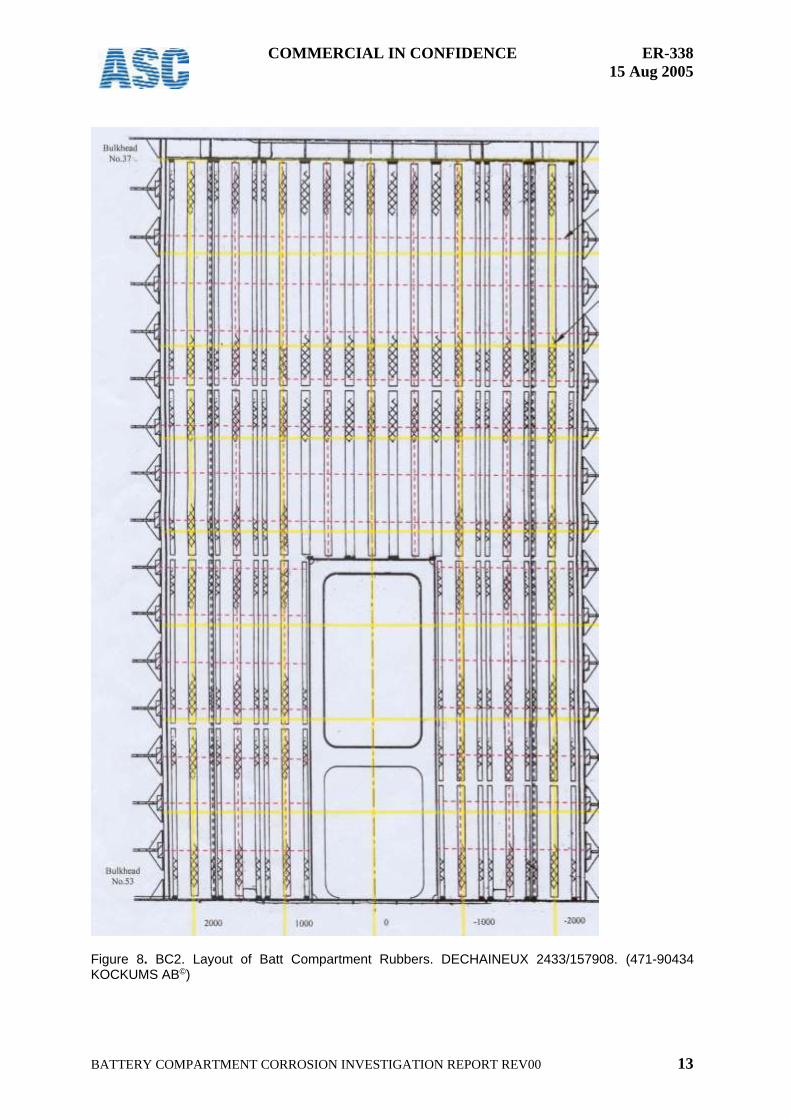
Figure 8. BC2. Layout of Batt Compartment Rubbers. DECHAINEUX 2433/157908. (471-90434 KOCKUMS AB©)
471-90434
Figure 8. BC2. Layout of Batt Compartment Rubbers. DECHAINEUX 2433/157908. (471-90434 KOCKUMS AB©)
471-90434
Figure 11. BC1 - Defect Mapping for WALLER BCD/ID3. Visual representation for demonstration purposes. 2433/131091. (471-90434 KOCKUMS AB©)
471-90434
Figure 13. BC2 - Defect Mapping for WALLER BCD/ID3. 2433/131094. (471-90434 KOCKUMS AB©)
471-90434
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 7
2.0 Applicable ASC Documents 1. PDR 16963 – New Design of Batt Sump : WALLER 2. ILEG – DSS. Engineering Report NS04023. Corrosion Issues on Collins Class Submarines, 12
Aug 03. 3. WI-ASC-242 Battery Deck Work Instruction
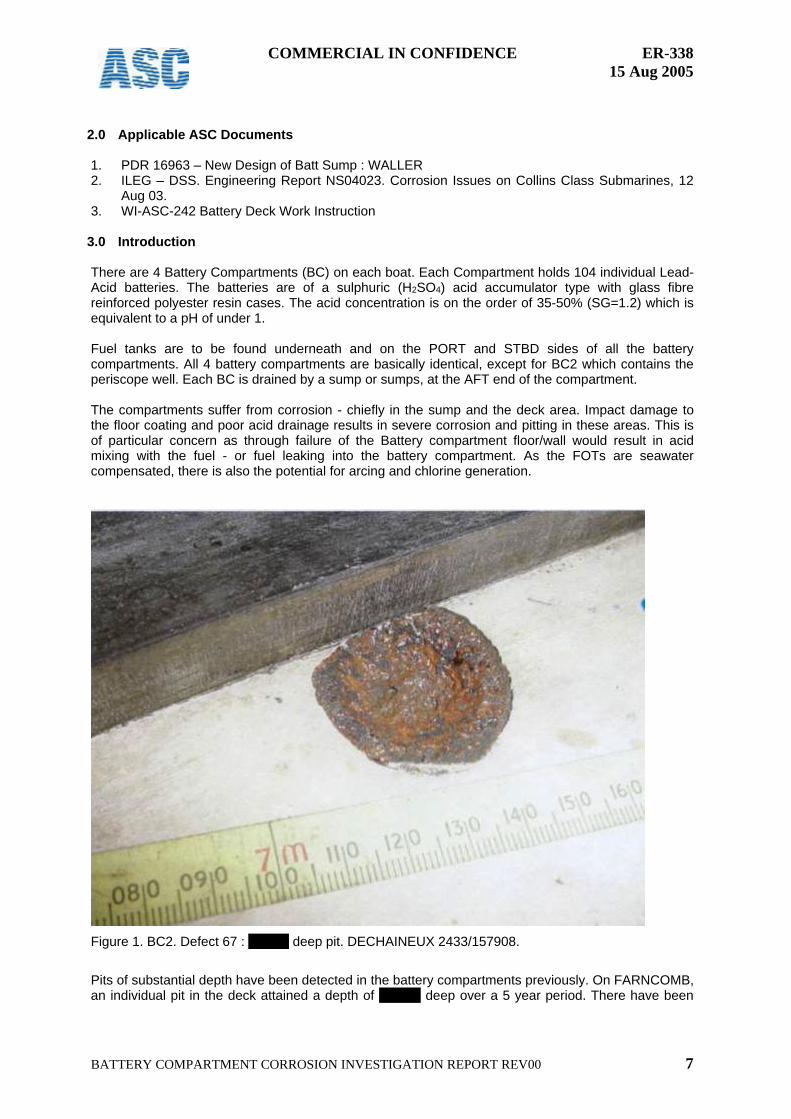
3.0 Introduction There are 4 Battery Compartments (BC) on each boat. Each Compartment holds 104 individual Lead-Acid batteries. The batteries are of a sulphuric (H2SO4) acid accumulator type with glass fibre reinforced polyester resin cases. The acid concentration is on the order of 35-50% (SG=1.2) which is equivalent to a pH of under 1. Fuel tanks are to be found underneath and on the PORT and STBD sides of all the battery compartments. All 4 battery compartments are basically identical, except for BC2 which contains the periscope well. Each BC is drained by a sump or sumps, at the AFT end of the compartment. The compartments suffer from corrosion - chiefly in the sump and the deck area. Impact damage to the floor coating and poor acid drainage results in severe corrosion and pitting in these areas. This is of particular concern as through failure of the Battery compartment floor/wall would result in acid mixing with the fuel - or fuel leaking into the battery compartment. As the FOTs are seawater compensated, there is also the potential for arcing and chlorine generation.
Figure 1. BC2. Defect 67 : 10 mm deep pit. DECHAINEUX 2433/157908.
Pits of substantial depth have been detected in the battery compartments previously. On FARNCOMB, an individual pit in the deck attained a depth of 11 mm deep over a 5 year period. There have been
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 8
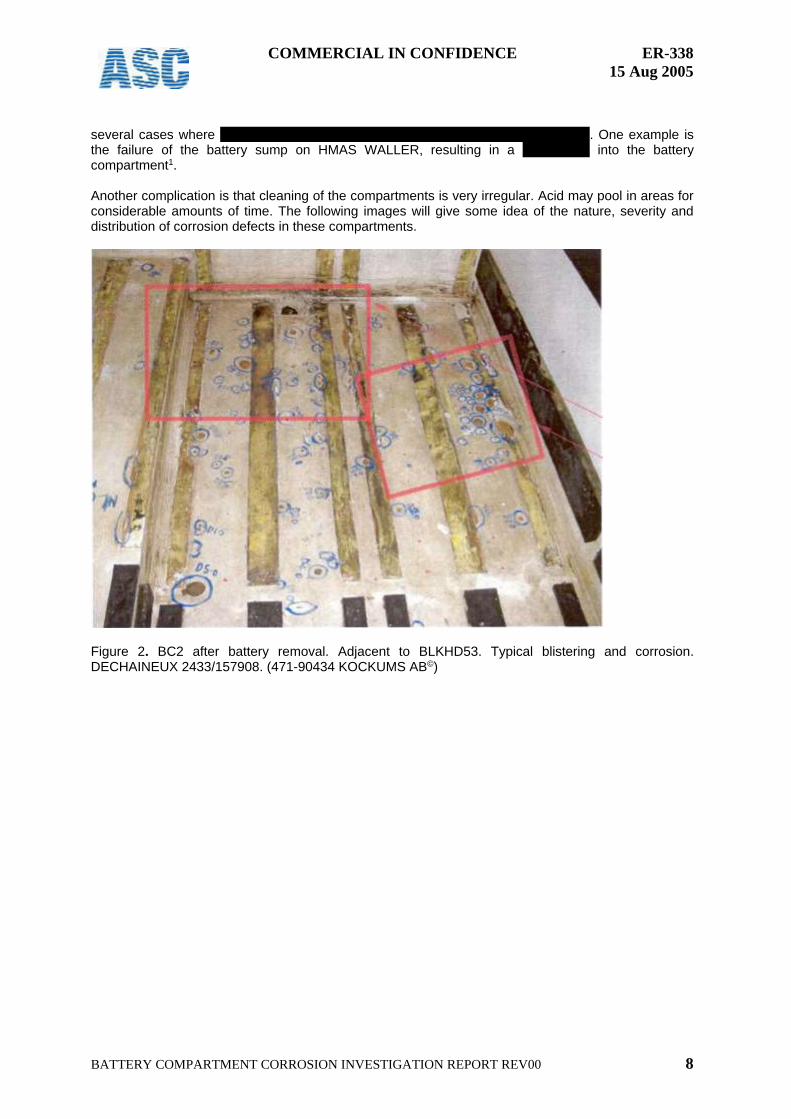
several cases where fuel has actually found its way into the battery compartments. One example is the failure of the battery sump on HMAS WALLER, resulting in a diesel leak into the battery compartment1. Another complication is that cleaning of the compartments is very irregular. Acid may pool in areas for considerable amounts of time. The following images will give some idea of the nature, severity and distribution of corrosion defects in these compartments.
Figure 2. BC2 after battery removal. Adjacent to BLKHD53. Typical blistering and corrosion. DECHAINEUX 2433/157908. (471-90434 KOCKUMS AB©)
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 9
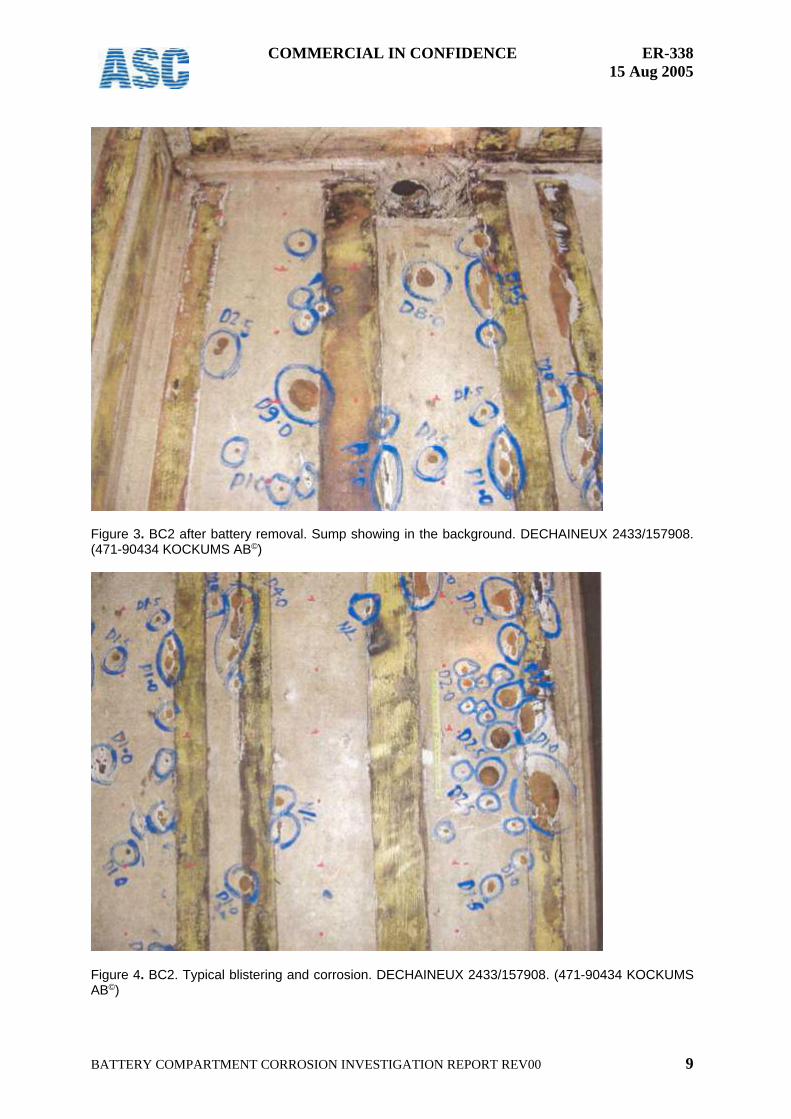
Figure 3. BC2 after battery removal. Sump showing in the background. DECHAINEUX 2433/157908. (471-90434 KOCKUMS AB©)
Figure 4. BC2. Typical blistering and corrosion. DECHAINEUX 2433/157908. (471-90434 KOCKUMS AB©)
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 10
2.0 Discussion
2.1 Existing Paint Scheme The current [epoxy] coating on the battery compartment floor (iaw WI-ASC-173 annex E) is nominally; 1 coat (200μ) Interline 925 CREAM, 1 coat (200μ) Interline 925 WHITE + stripe coat.
Table 1. Relevant Drawings for Battery Deck Rubber Placement and Stiffener layout
Deck Frames Stiffener Layout and Dimensions Rubber Layout
BC1 25-37 471-90434 SHT01 471-42441 471-42441-2 SHT01 471-50001-10
BC2 38-53 471-50442 471-50442 471-40006-10
BC3 89-102 471-90434 SHT02 471-21434 471-21434 471-20005-10
BC4 103-115 471-22435 471-22435 471-20004-10
In order to ‘buffer’ the cells against mechanical shock and to assist drainage, the individual batteries are raised off the deck surface by a series of rubber (SBR – Styrene Butadiene Rubber) strips - the height of which is a minimum of 15 mm. The strips are adhered to the battery deck (iaw TS-058) on top of the existing paint. Because of the distortion in the deck from build - and to a lesser extent, heavy blending from previous maintenance periods - the strips have to be ground flat after laying in order to present a level surface for the battery units that rest on them. In order to get the batteries into place, Vaseline or similar lubricants are used to allow the batteries to slide into position. The overhead clearance between the batteries and the compartment deck head is minimal. The clearance in BC1 is less than in any of the other three compartments.
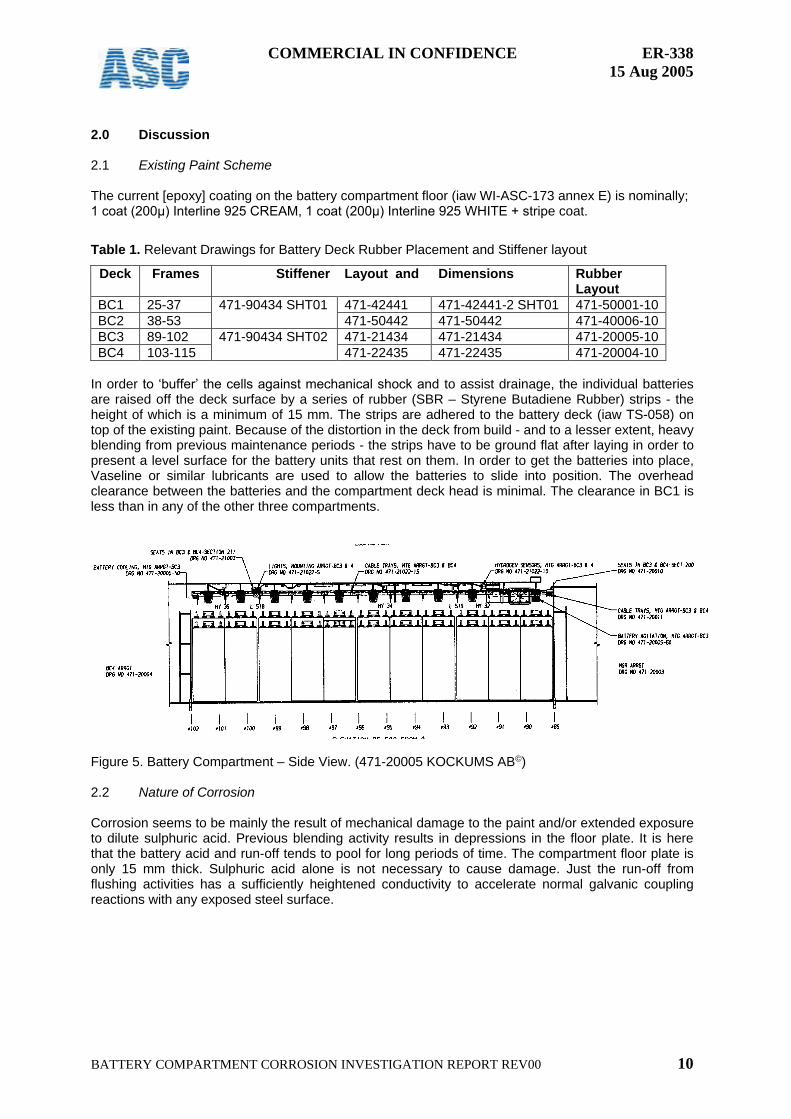
Figure 5. Battery Compartment – Side View. (471-20005 KOCKUMS AB©) 2.2 Nature of Corrosion Corrosion seems to be mainly the result of mechanical damage to the paint and/or extended exposure to dilute sulphuric acid. Previous blending activity results in depressions in the floor plate. It is here that the battery acid and run-off tends to pool for long periods of time. The compartment floor plate is only 15 mm thick. Sulphuric acid alone is not necessary to cause damage. Just the run-off from flushing activities has a sufficiently heightened conductivity to accelerate normal galvanic coupling reactions with any exposed steel surface.
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 11
The problems in the battery compartment are not only a materials issue. Consideration in the design has to be given to the following factors;
Maintenance. Regular flushing of the deck would greatly assist in preventing acid damage. All surfaces must be freely exposed and must not draw up or trap acid where it cannot be washed away.
Drainage. Acid or acid wash must not be allowed to accumulate. It must be able to find its way to the sump and not pool.
Battery Change-out. As a practical matter, the batteries must be slid into, and out of position. Any design which helps this, is to be encouraged. (That is to say – rubber is probably not the optimal sliding surface). In the same vein, the lubricant used also asissts in trapping or retaining run-off.
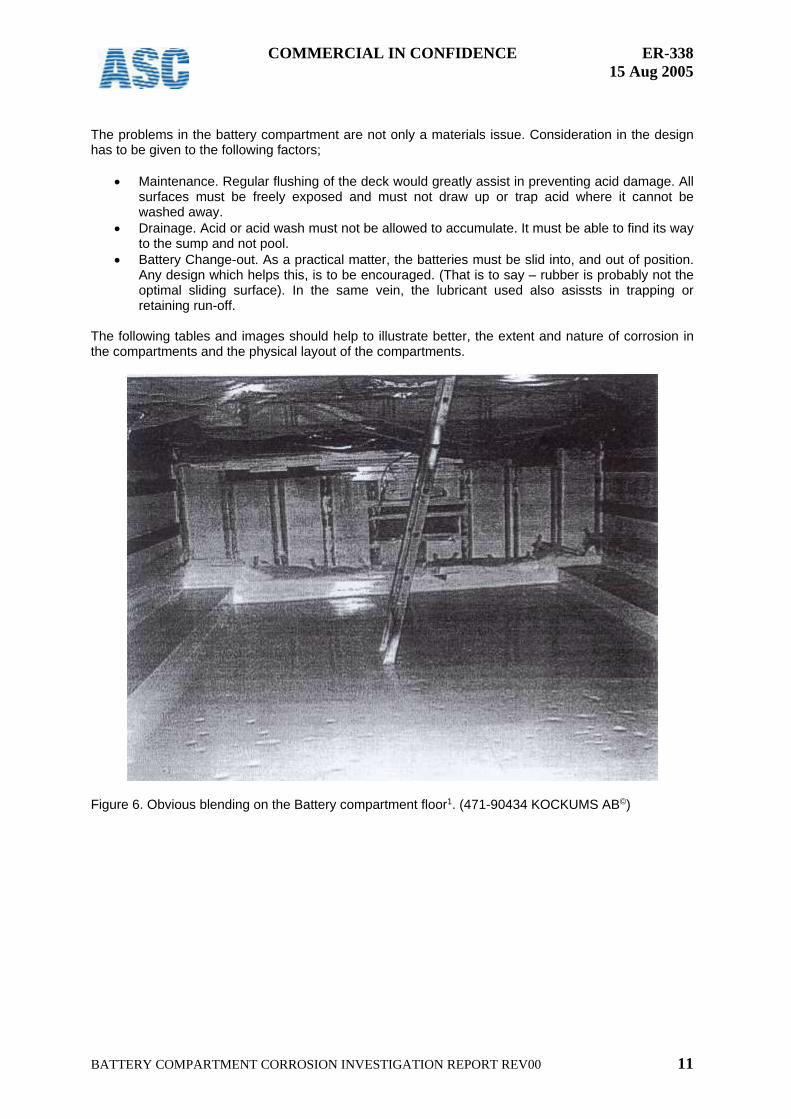
The following tables and images should help to illustrate better, the extent and nature of corrosion in the compartments and the physical layout of the compartments.
Figure 6. Obvious blending on the Battery compartment floor1. (471-90434 KOCKUMS AB©)
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 12
Figure 7. Cross Section of Hull showing layout of Battery Compartment Floor. (471-20005-10 KOCKUMS AB©)
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 13
Figure 8. BC2. Layout of Batt Compartment Rubbers. DECHAINEUX 2433/157908. (471-90434 KOCKUMS AB©)
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 14
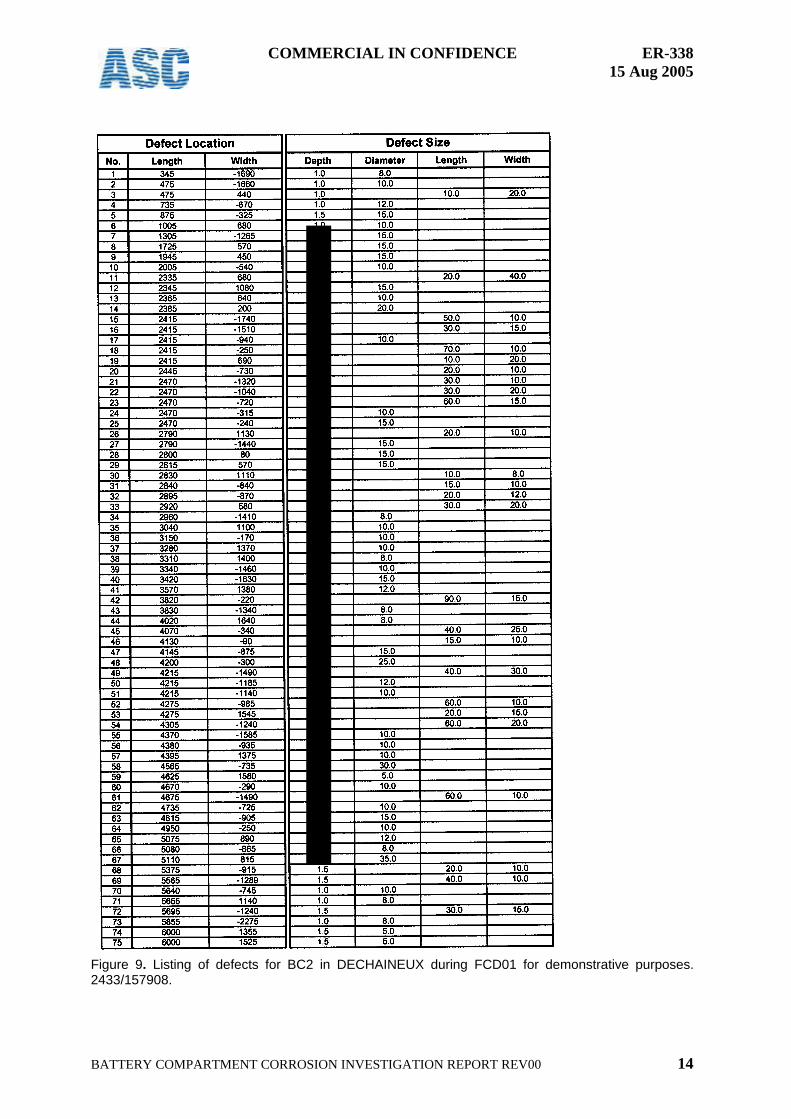
Figure 9. Listing of defects for BC2 in DECHAINEUX during FCD01 for demonstrative purposes. 2433/157908.
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 15
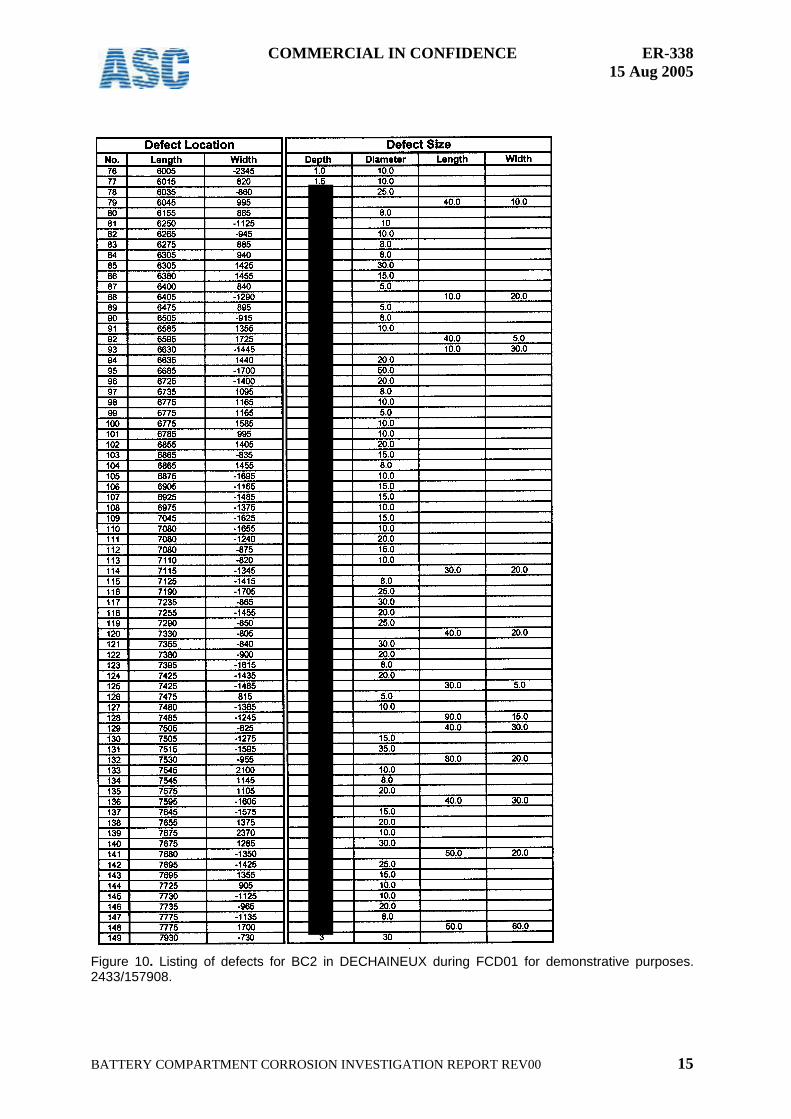
Figure 10. Listing of defects for BC2 in DECHAINEUX during FCD01 for demonstrative purposes. 2433/157908.
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 16
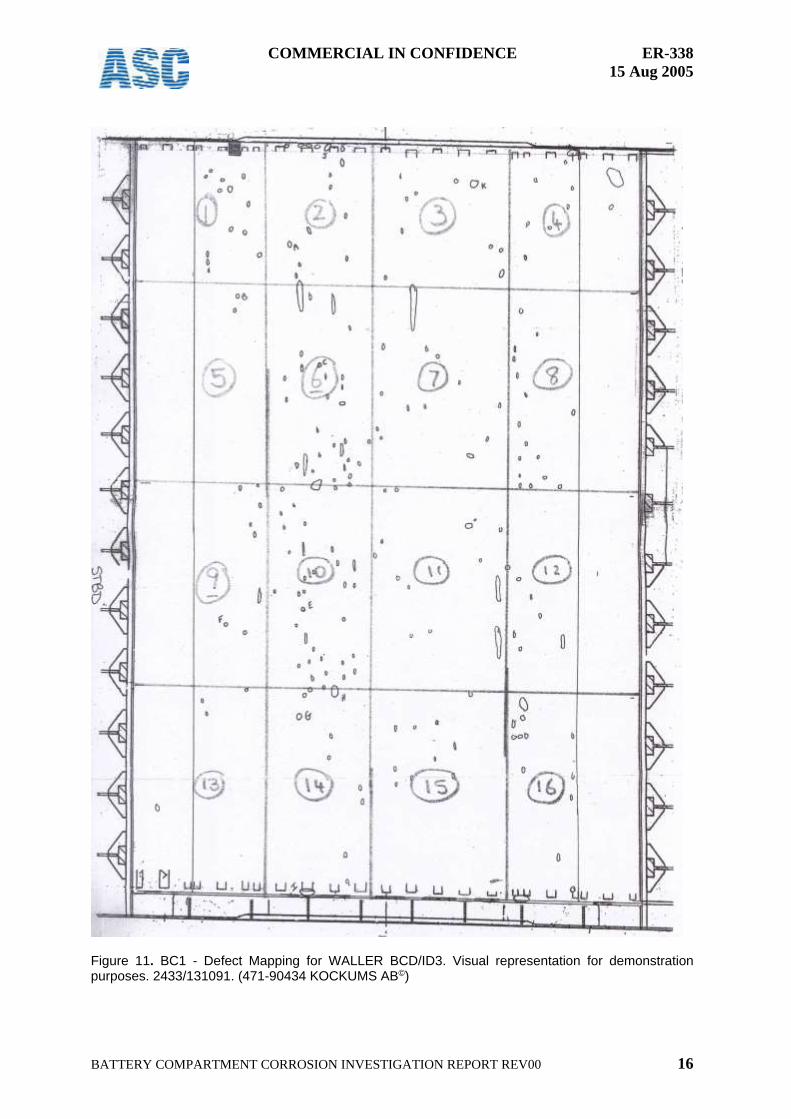
Figure 11. BC1 - Defect Mapping for WALLER BCD/ID3. Visual representation for demonstration purposes. 2433/131091. (471-90434 KOCKUMS AB©)
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 17
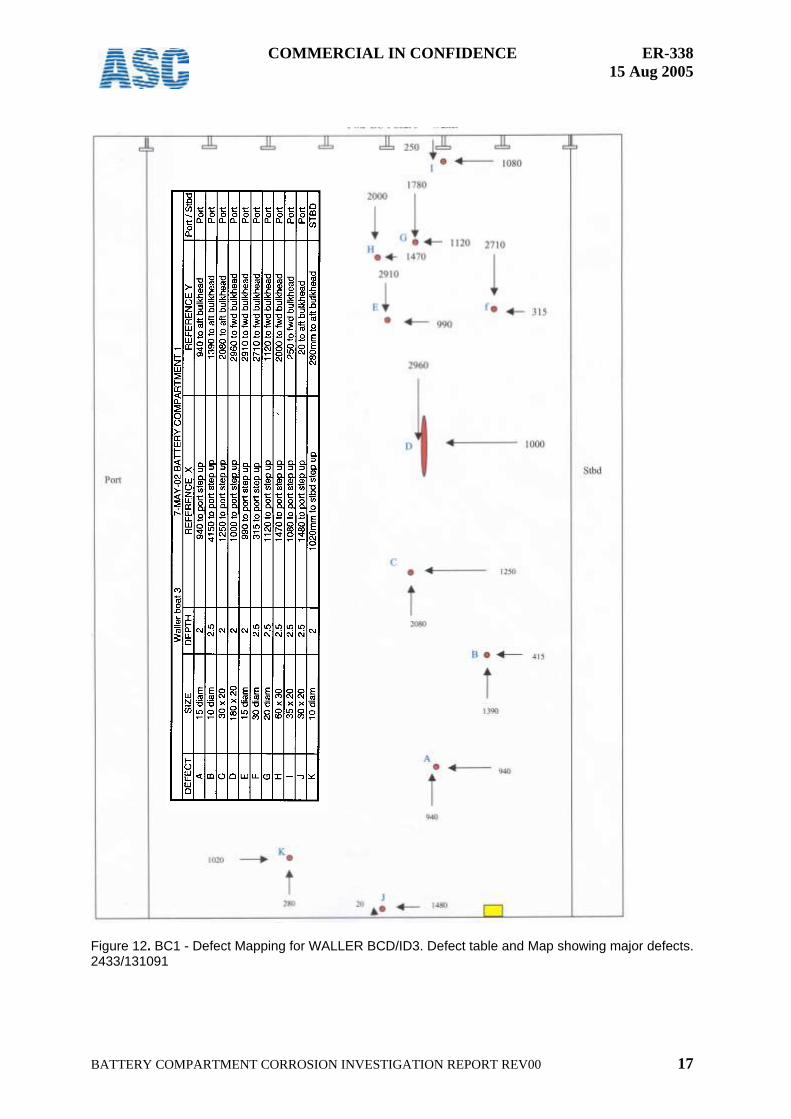
Figure 12. BC1 - Defect Mapping for WALLER BCD/ID3. Defect table and Map showing major defects. 2433/131091
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 18
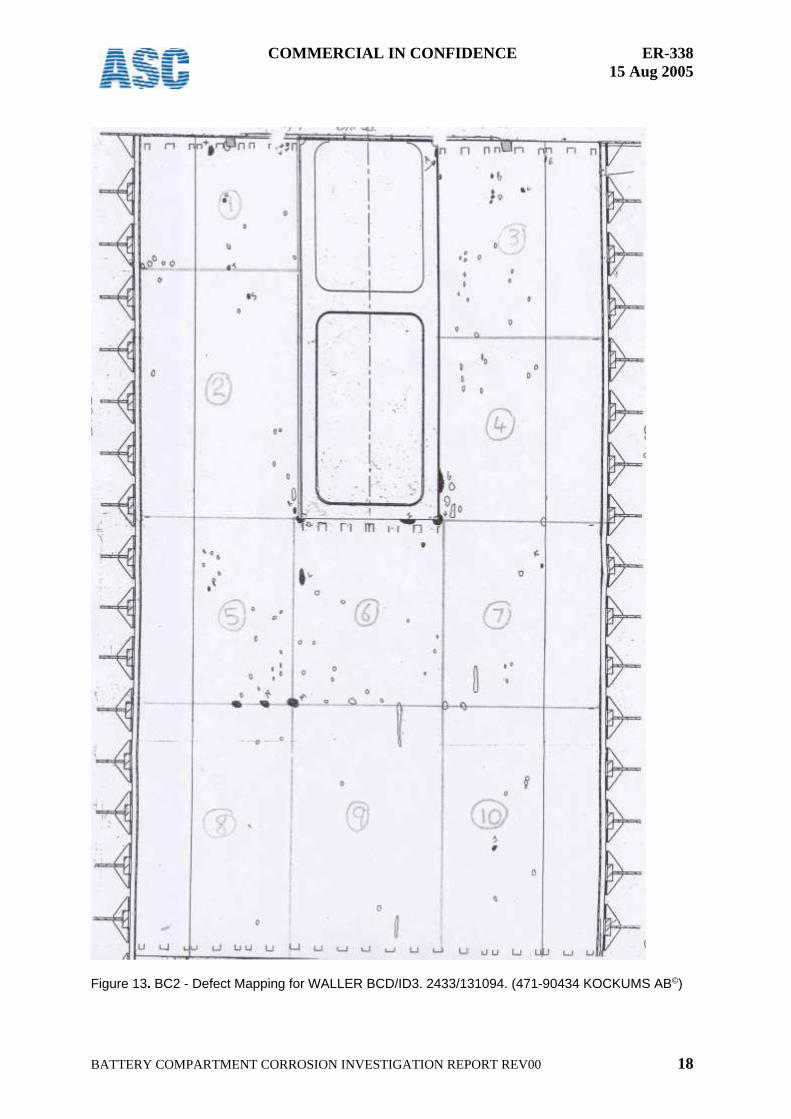
Figure 13. BC2 - Defect Mapping for WALLER BCD/ID3. 2433/131094. (471-90434 KOCKUMS AB©)
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 19
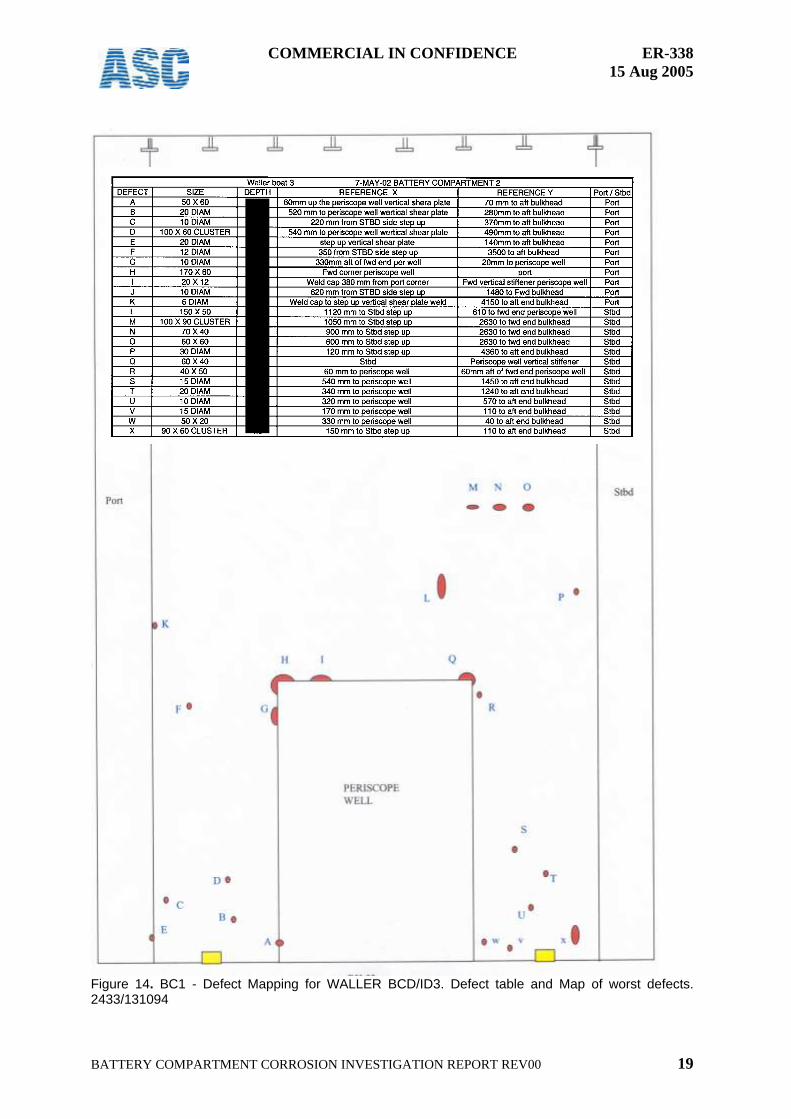
Figure 14. BC1 - Defect Mapping for WALLER BCD/ID3. Defect table and Map of worst defects. 2433/131094
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 20
2.3 Battery Sump2
Poor design of the battery sump meant that acid was able to pool in the sump for long periods. The materials used in the design were not sufficiently corrosion resistant to withstand these long periods of exposure. FARNCOMB and WALLER had the new design installed and to date, no further problems have been reported thus far. The relevant design drawing is given in PDR 16963. This alternative sump design is being implemented across the class when the submarines become available. 2.4 Rubber Strips An unrelated issue perhaps is the presence of the SBR rubber strips in the battery compartment. These are here for reasons of shock absorption and to assist in battery change-out. The lubricant (usually Vaseline) used during battery change-out (to make it easier to slide the batteries on the SBR strips), is causing problems. The Vaseline is like grease, and readily traps acid or interferes with drainage and is very hard to remove. The replacement of these strips with a lower friction material would be much preferred. (A table of materials is shown in the attachments). The (static) coefficient of friction (μs) of rubber on rubber for example is ~1.16. For ice (on ice), it is 0.05 - 0.5 and for M-POLYSTONE, it is 0.18. The Force required to move an object is μsFN where FN = the normal force – usually gravity as described in FN = Mg, where M = Mass and g = 9.8m/s2. That is to say, 6 times the force is needed to push the same mass over rubber, as it is M-POLYSTONE. 3.0 Mitigation Strategies - Candidates 3.1 Coating specification First of all, we need to decide on what specifications a coating would need to meet. What properties would we find desirable in a potential solution? A summary of the necessary characteristics is given in the table below. The coating scheme selected must meet these requirements in order to provide an adequate level of protection to the battery compartment floor.
Table 2. Necessary Property Set
Order Property Specification ASTM Standard
Weighting
A Good adhesion >12 MPa D4541 10
B Resistance to Batt Acid (40% H2SO4 max) High D543 10
C Low flammability / flame retardance V0 UL94 7
D Low level of toxic emissions low levels E662 6
E Good impact resistance (resilience) >200in-lbs D2794 5
F High wear resistance <6mg/kg 1000cycles
D4060 CS17 5
G Ease of Repair High - 5
H Weight low - 1
I Edge Retention No chipping - 5
Below are some specific suggestions for replacing the existing scheme. Any scheme which relied on a protective barrier would have to ensure that the barrier coating is continuous and seam free (or at least has the potential to be ‘welded’/joined to make it so). This is because the entrapment of sulphuric acid is completely unacceptable from a corrosion viewpoint.
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 22
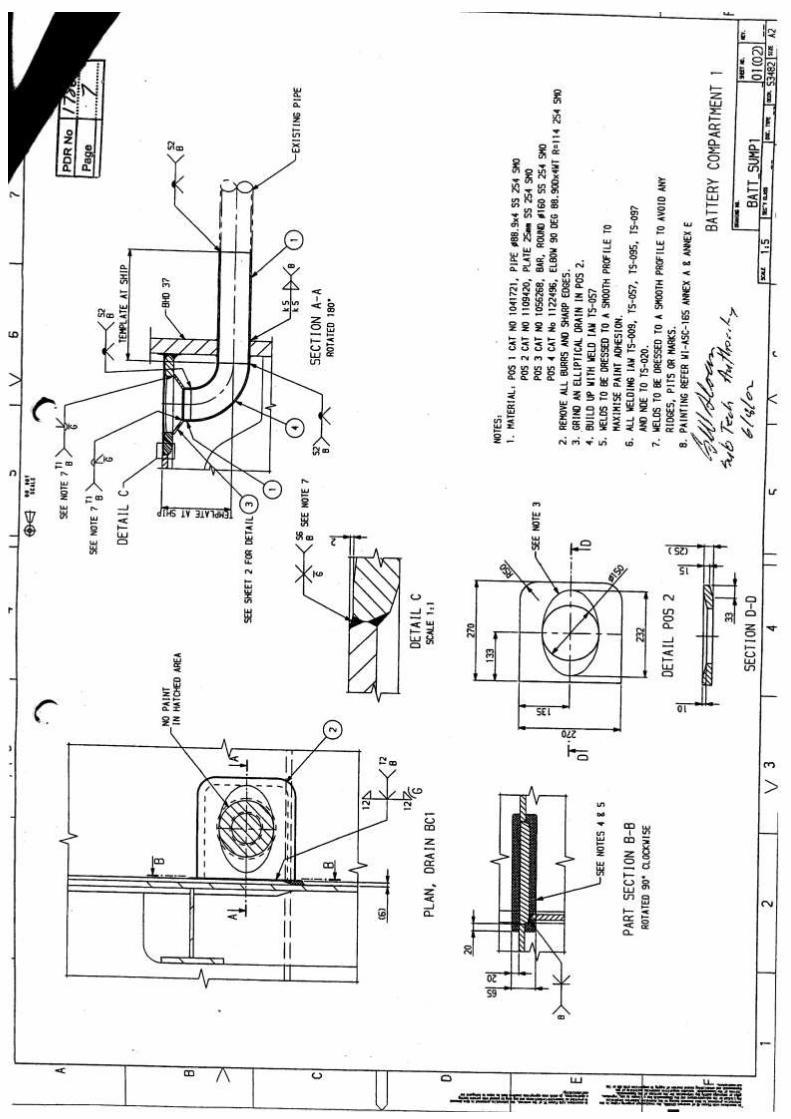
3.2 Summary of Options Table 3. Summary of Corrosion Solutions
No. Method Advantages Disadvantages
A. Rubber sheeting (adhered and unadhered to compartment floor)
Similar solution to Elastomeric Coating, but simpler to implement. May be less weight.
Rubber sheets must be joined by welding of the seams. Defect rate in the welding would have to be zero. Would require another coating underneath anyway as a backup. Adhesion may be a problem. May create an anaerobic environment under the sheeting which may lead to accelerated attack and/or crevice corrosion. Inspection and repair problematic. Weight and fire hazard is a consideration.
B. Elastomeric Coating spray applied to the deck
Would form an impact resistant barrier thus addressing the main cause of corrosion initiation. Should be maintenance free.
Underfilm corrosion may take some time to become apparent. UT or P-SCAN is not very practical used due to access problems. May require specialised repair.
C. Plastic Sheet / Plate
Similar solution to Rubber matting. Plastics generally don’t contain halogens or isocyanates.
Not preferred. Similar problems as for rubber matting. Plastics are stiffer than rubbers and will have to be adhered to the deck. Would have to be plastic seam welded. Flammability may be higher.
D. Perforated Stainless Steel or rubber matting
Acts as a physical barrier for the underlying paint scheme. Non-flammable. Simple and cost effective
Not viable. Perforated steel will corrode. Both types will ‘wick’ acid by capillary action – certainly, acid and rubbish will pool in the perforations, exacerbating corrosion. Weight is also a problem
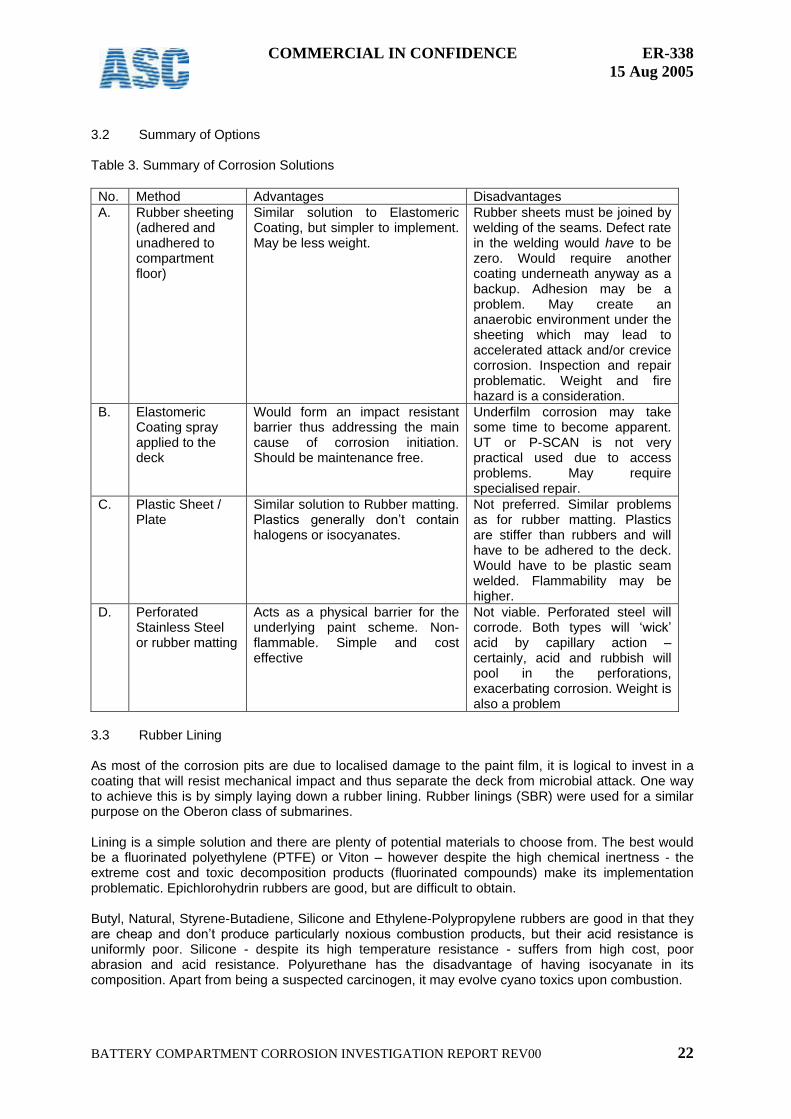
3.3 Rubber Lining As most of the corrosion pits are due to localised damage to the paint film, it is logical to invest in a coating that will resist mechanical impact and thus separate the deck from microbial attack. One way to achieve this is by simply laying down a rubber lining. Rubber linings (SBR) were used for a similar purpose on the Oberon class of submarines. Lining is a simple solution and there are plenty of potential materials to choose from. The best would be a fluorinated polyethylene (PTFE) or Viton – however despite the high chemical inertness - the extreme cost and toxic decomposition products (fluorinated compounds) make its implementation problematic. Epichlorohydrin rubbers are good, but are difficult to obtain. Butyl, Natural, Styrene-Butadiene, Silicone and Ethylene-Polypropylene rubbers are good in that they are cheap and don’t produce particularly noxious combustion products, but their acid resistance is uniformly poor. Silicone - despite its high temperature resistance - suffers from high cost, poor abrasion and acid resistance. Polyurethane has the disadvantage of having isocyanate in its composition. Apart from being a suspected carcinogen, it may evolve cyano toxics upon combustion.
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 23
Figure 15. Heat and Oil Resistance of Polymers A detailed analysis of each rubber is given below. The rubbers are divided into 3 categories. These classifications are totally arbitrary and for ease of viewing. 3.4 Non-oil resistant Rubbers None of these rubbers have the strength or oil / acid resistance required in an environment like the battery compartments. They are included for reference and comparison and to specifically justify their exclusion from further discussion. 3.4.1 Natural rubber (NR) Natural Rubber (or non-synthetic polyisoprene) is used mostly for tyres, shock mounts and other energy absorbers, seals, isolators, couplings, bearings, springs, and dynamic applications requiring high resilience. However its oil, chemical and weathering resistance is poor and it has limited utility in the engineering field. NR is the base for a large number of other rubbers as its properties can be improved by cross-linking, modification of the chemical groupings and other techniques. 3.4.2 Synthetic natural rubber (IR) The synthetic rubber that is closest to duplicating the chemical composition of natural rubber is synthetic polyisoprene. It shares with natural rubber the properties of good uncured tack, high unreinforced strength, good abrasion resistance, and those characteristics that provide good performance in dynamic applications. 3.4.3 Styrene butadiene (SBR) SBR is commonly used in applications as a substitute for NR. It was originally developed during WWII as a substitute for NR in automotive tyre tread. Its properties do not differ greatly from NR, though it has less resilience. It is generally not recommended for use with sulphuric acid, though it may survive intermittent exposure to dilute concentrations. It has poor resistance to oil and most chemicals.
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 24
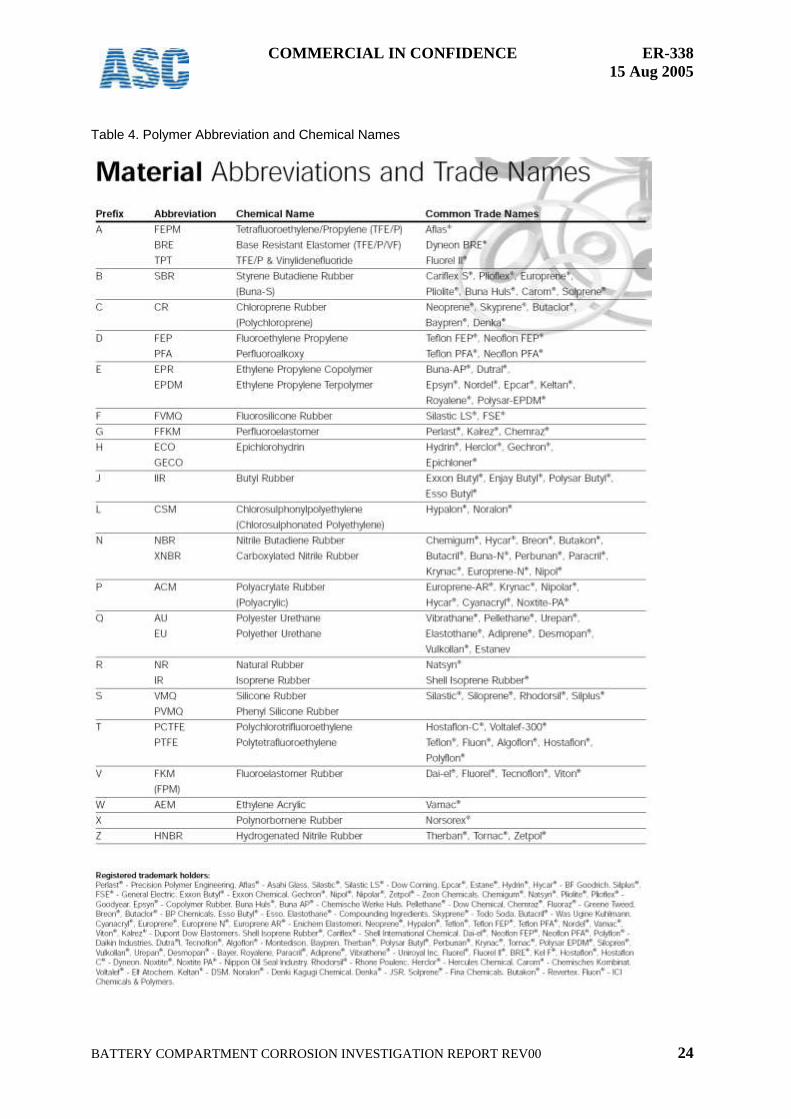
Table 4. Polymer Abbreviation and Chemical Names
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 25
3.4.4 Polybutadiene (BR) This general-purpose, crude-oil-based rubber is even more resilient than natural rubber. It can be commonly found inside golf balls. It is also superior to natural rubber in low-temperature flexibility and in having less dynamic heat buildup. However, it lacks the toughness, durability, and cut-growth resistance of NR. It can be used as a blend in natural rubber or SBR to improve their low-temperature flexibility. 3.4.5 Butyl (IIR, CIIR) The two types of rubber in this category are both based on crude oil. The first is polyisobutylene with an occasional isoprene unit inserted in the polymer chain to enhance vulcanization characteristics. The second is the same, except that chlorine is added (approximately 1.2% by weight), resulting in greater vulcanization flexibility and cure compatibility with general-purpose rubbers. Butyl rubbers have outstanding impermeability to gases and excellent oxidation and ozone resistance. The chemical inertness is further reflected in lack of molecular-weight breakdown during processing, thus permitting the use of hot-mixing techniques for better polymer/filler interaction. Flex, tear, and abrasion resistance approach those of natural rubber, and moderate-strength (13.7 MPa) unreinforced compounds can be made at a competitive cost. Butyls lack the toughness and durability, however, of some of the general-purpose rubbers. The attribute responsible for the high-volume use of butyl rubber in automotive inner tubes and tubeless tyre interliners is its excellent impermeability to air. Butyls are also used in belting, steam hose, curing bladders, O-rings, shock and vibration products, structural caulks and sealants, water-barrier applications, roof coatings, and gas-metering diaphragms. 3.4.6 Ethylene propylene (EPDM, EPR) Like the butyls, the EP rubbers are of two types. One is a fully saturated (chemically inert) copolymer of ethylene and propylene (EPR); the other (EPDM) is the same as this plus a third polymer building block (diene monomer) attached to the side of the chain. EPDM is chemically reactive and is capable of sulphur vulcanization. The copolymer must be cured with peroxide. Physical properties of EPR and EPDM are not as good as those obtainable with NR. However, property retention is better than that of NR on exposure to heat, oxidation, or ozone. Bonding is somewhat more difficult, especially with EPR. These materials have broad resistance to chemicals (including dilute sulphuric acid) but not to oils and other hydrocarbon fluids. EPDM has outstanding resistance to aging, weathering, ozone and oxygen. High and low temperature stability as well as steam and water resistance are excellent. Dynamic and mechanical properties are, in general, between natural rubber and SBR. Typical applications are automotive hose; body mounts and pads; O-rings; conveyor belting; wire and cable insulation and jacketing; window channelling; and other products requiring resistance to weathering. EPDM sheeting, either unsupported or reinforced, is used in roofing and as liners for water conservation and pollution-control systems.
COMMERCIAL-IN-CONFIDENCE
ER-333
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 26
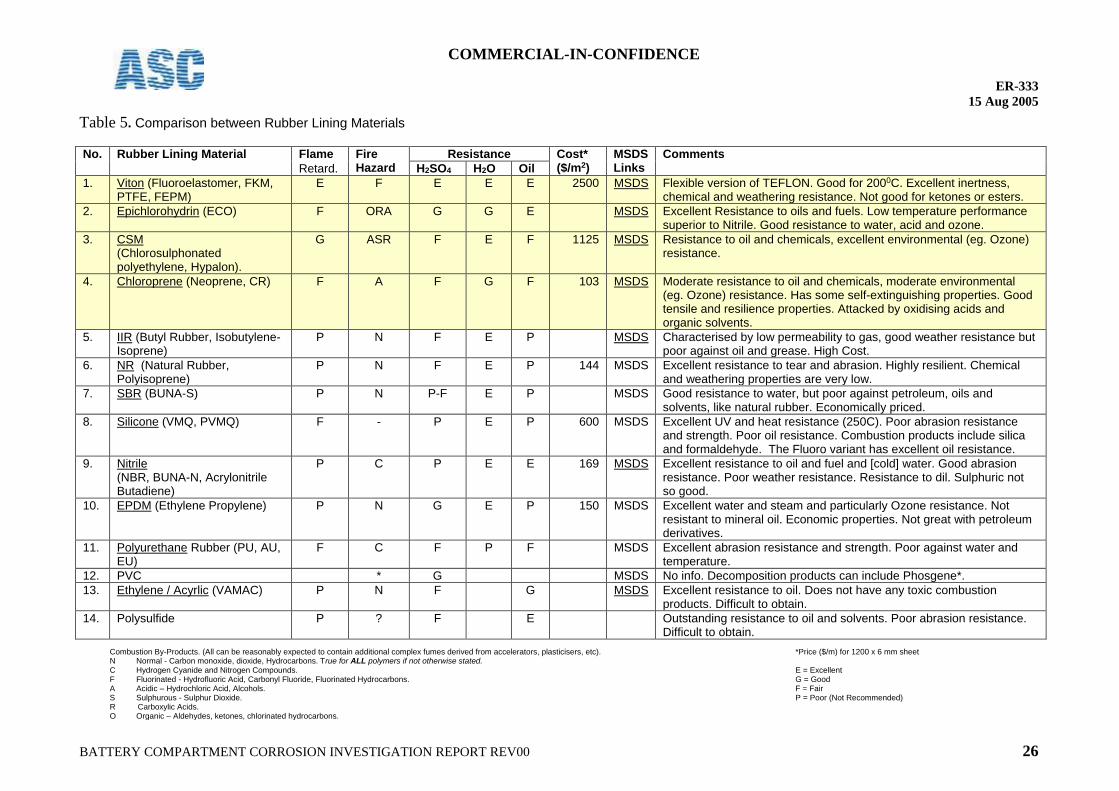
Table 5. Comparison between Rubber Lining Materials
No. Rubber Lining Material Flame Fire
Hazard Resistance Cost*
($/m2) MSDS Links
Comments
Retard. H2SO4 H2O Oil
1. Viton (Fluoroelastomer, FKM, PTFE, FEPM)
E F E E E 2500 MSDS Flexible version of TEFLON. Good for 2000C. Excellent inertness, chemical and weathering resistance. Not good for ketones or esters.
2. Epichlorohydrin (ECO) F ORA G G E MSDS Excellent Resistance to oils and fuels. Low temperature performance superior to Nitrile. Good resistance to water, acid and ozone.
3. CSM (Chlorosulphonated polyethylene, Hypalon).
G ASR F E F 1125 MSDS Resistance to oil and chemicals, excellent environmental (eg. Ozone) resistance.
4. Chloroprene (Neoprene, CR) F A F G F 103 MSDS Moderate resistance to oil and chemicals, moderate environmental (eg. Ozone) resistance. Has some self-extinguishing properties. Good tensile and resilience properties. Attacked by oxidising acids and organic solvents.
5. IIR (Butyl Rubber, Isobutylene-Isoprene)
P N F E P MSDS Characterised by low permeability to gas, good weather resistance but poor against oil and grease. High Cost.
6. NR (Natural Rubber, Polyisoprene)
P N F E P 144 MSDS Excellent resistance to tear and abrasion. Highly resilient. Chemical and weathering properties are very low.
7. SBR (BUNA-S) P N P-F E P MSDS Good resistance to water, but poor against petroleum, oils and solvents, like natural rubber. Economically priced.
8. Silicone (VMQ, PVMQ) F - P E P 600 MSDS Excellent UV and heat resistance (250C). Poor abrasion resistance and strength. Poor oil resistance. Combustion products include silica and formaldehyde. The Fluoro variant has excellent oil resistance.
9. Nitrile (NBR, BUNA-N, Acrylonitrile Butadiene)
P C P E E 169 MSDS Excellent resistance to oil and fuel and [cold] water. Good abrasion resistance. Poor weather resistance. Resistance to dil. Sulphuric not so good.
10. EPDM (Ethylene Propylene) P N G E P 150 MSDS Excellent water and steam and particularly Ozone resistance. Not resistant to mineral oil. Economic properties. Not great with petroleum derivatives.
11. Polyurethane Rubber (PU, AU, EU)
F C F P F MSDS Excellent abrasion resistance and strength. Poor against water and temperature.
12. PVC * G MSDS No info. Decomposition products can include Phosgene*.
13. Ethylene / Acyrlic (VAMAC) P N F
G MSDS Excellent resistance to oil. Does not have any toxic combustion products. Difficult to obtain.
14. Polysulfide P ? F E Outstanding resistance to oil and solvents. Poor abrasion resistance. Difficult to obtain.
Combustion By-Products. (All can be reasonably expected to contain additional complex fumes derived from accelerators, plasticisers, etc). N Normal - Carbon monoxide, dioxide, Hydrocarbons. True for ALL polymers if not otherwise stated. C Hydrogen Cyanide and Nitrogen Compounds. F Fluorinated - Hydrofluoric Acid, Carbonyl Fluoride, Fluorinated Hydrocarbons. A Acidic – Hydrochloric Acid, Alcohols. S Sulphurous - Sulphur Dioxide. R Carboxylic Acids. O Organic – Aldehydes, ketones, chlorinated hydrocarbons.
*Price ($/m) for 1200 x 6 mm sheet E = Excellent G = Good F = Fair P = Poor (Not Recommended)
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 27
3.4.7 Silicone (VMQ - VMPQ, PVMQ) PVMQ is phenyl silicone. Silicone rubber comprises a versatile family of semi-organic synthetics that look and feel like organic rubber, yet have a completely different type of structure from other rubbers. The backbone of the rubber is not a chain of carbon atoms but an arrangement of silicone and oxygen atoms. This structure gives a very flexible chain with weak interchain forces, which provides a remarkably small change in dynamic characteristics over a wide temperature range. Silicone rubbers have no molecular orientation or crystallization or stretching and must be strengthened by reinforcing materials. Although silicones are at the high end of the cost range for rubbers, they can be made to withstand temperatures as high as 600°F without deterioration. At the other end of the scale, silicones retain useful flexibility at -150°F. While the strength of silicone rubbers is lower than that of other rubbers, these materials have outstanding fatigue and flex resistance. They do not require high tensile strength to serve in dynamic applications. Fall-off in tensile properties with extended exposure to high temperature is much less than for other rubbers. Resistance to chemical deterioration, oils, oxygen, and ozone is also retained under these conditions. Silicones initial oil resistance is poor, but can be greatly increased by the addition of fluorine or nitrile side chains. This does not improve the poor sulphuric acid resistance unfortunately. Chemical inertness makes these materials well suited for surgical and food-processing equipment. One and two-part silicone sealants are used as structural adhesives and weatherseals in commercial buildings. 3.5 Halogenated (Oil Resistant) Rubbers Halogenated polymers constitute a large group and have in general excellent oil, acid and chemical resistance, coupled with very high fire resistance. Fluorinated and chlorinated compounds are common. In fire situations however, they can produce hydrochloric (or hydrofluoric - HF) acid which can be irritating and in the case of HF - toxic. However halogenated polymers are inherently flame retardant. In some respects, their difficulty in sustaining combustion actually makes them safer than other polymers. The main drawback is that they are usually quite expensive. 3.5.1 Neoprene (CR) Neoprene is a polymer of chloroprene. Except for Polybutadiene and polyisoprene, it is perhaps the most rubberlike of all, particularly with regard to dynamic response. Neoprene however has better resistance to gasoline, sunlight, ozone and oxidation. It is not only flame resistant, but will not support combustion. It has good resistance to the corrosive action of chemicals, concentrated sulphuric acid and does not soften as does natural rubber under severe exposure. Resilience is almost equal to natural rubber, being surpassed today only by the butadienes. Compression set and creep characteristics vary in different forms, from types that are inferior to natural rubber to other types which are better-particularly under high-temperature long-time service. The tear resistance is equal to natural rubber at room temperature; at elevated temperatures tear resistance is poor but can be improved to some extent by compounding with reinforcing materials. It is more costly than NR. Neoprenes do not have the low-temperature flexibility of natural rubber, which detracts from their use in low-temperature shock or impact applications. General-purpose neoprenes are used in hose, belting, wire and cable, footwear, coated fabrics, tyres, mountings, bearing pads, pump impellers, adhesives, seals for windows and curtain-wall panels, and flashing and roofing. Neoprene latex is used for adhesives, dip-coated goods, and cellular cushioning jackets.
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 28
3.5.2 Chlorinated polyethylene (CM) This family of elastomers is produced by the random chlorination of high-density polyethylene. Because of the high degree of chemical saturation of the polymer chain, the most desirable properties are obtained by crosslinking with the use of peroxides or by radiation. Sulphur donor cure systems are available that produce vulcanates with only minor performance losses compared to that of peroxide cures. However, the free radical crosslinking by means of peroxides is most commonly used and permits easy and safe processing, with outstanding shelf stability and optimum cured properties. Chlorinated polyethylene elastomers, sold by the Dow Chemical Co. under the trade name Tyrin, are used in automotive hose applications, premium hydraulic hose, chemical hose, tubing, belting, sheet packing, foams, wire and cable, and in a variety of moulded products. Properties include excellent ozone and weather resistance, heat resistance to 300°F (to 350°F in many types of oil), dynamic flexing resistance and good abrasion resistance. It is mostly resistant to the action of sulphuric acid. 3.5.3 Chlorosulphonated polyethylene (CSM) This material, more commonly known as Hypalon (Du Pont), can be compounded to have an excellent combination of properties including virtually total resistance to ozone and excellent resistance to abrasion, weather, heat, flame, oxidizing chemicals, and crack growth. In addition, CSM has low moisture absorption. Resistance to oil is similar to that of neoprene. Not recommended for sulphuric acid. Low-temperature flexibility is fair at -40°F. Hypalon is a special-purpose rubber, not particularly recommended for dynamic applications. It is used generally where its outstanding environmental resistance is needed. Typical applications include coated fabrics, maintenance coatings, tank liners, protective boots for spark plugs and electrical connectors, cable jacketing, and sheeting for pond liners and roofing. 3.5.4 Epichlorohydrin (ECO) Epichlorohydrin rubber is available as a homopolymer (CO) and a copolymer (ECO) of Epichlorohydrin. Reinforced, these rubbers have moderate tensile strength and elongation properties, plus an unusual combination of other characteristics. One of these is low heat buildup, which makes them suitable for applications involving cyclic shock or vibration. The homopolymer has outstanding resistance to ozone, good resistance to swelling by oils, intermediate heat resistance, extremely low permeability to gases, and excellent weathering properties. This rubber also has low resilience characteristics and low-temperature flexibility to 5°F. It is resistant to dilute sulphuric acid, but not continuous immersion in concentrated solutions. The copolymer is more resilient and has low-temperature flexibility to -40°F, but it is more permeable to gases. Oil resistance of both compounds is about the same. Typical applications include bladders, diaphragms, vibration-control equipment, mounts, vibration dampers, seals, gaskets, fuel hose, rollers, and belting. 3.5.5 Fluorosilicone (FVMQ) This type of silicone provides most of the useful qualities of the regular silicones plus improved resistance to many hydrocarbon fluids such as fuels. Exceptions are ketones and phosphate esters; however, FVMQ rubbers can be blended with conventional dimethyl silicones, which have good resistance to these fluids at temperatures to 300°F. The FVMQ rubbers are most useful where the best in low-temperature flexibility is required in addition to fluid resistance, although resistance to fluids (especially those containing aromatics) is poorer than that of the FKM-type fluorocarbon rubbers. Surprisingly, the resistance to sulphuric acid is quite poor.
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 29
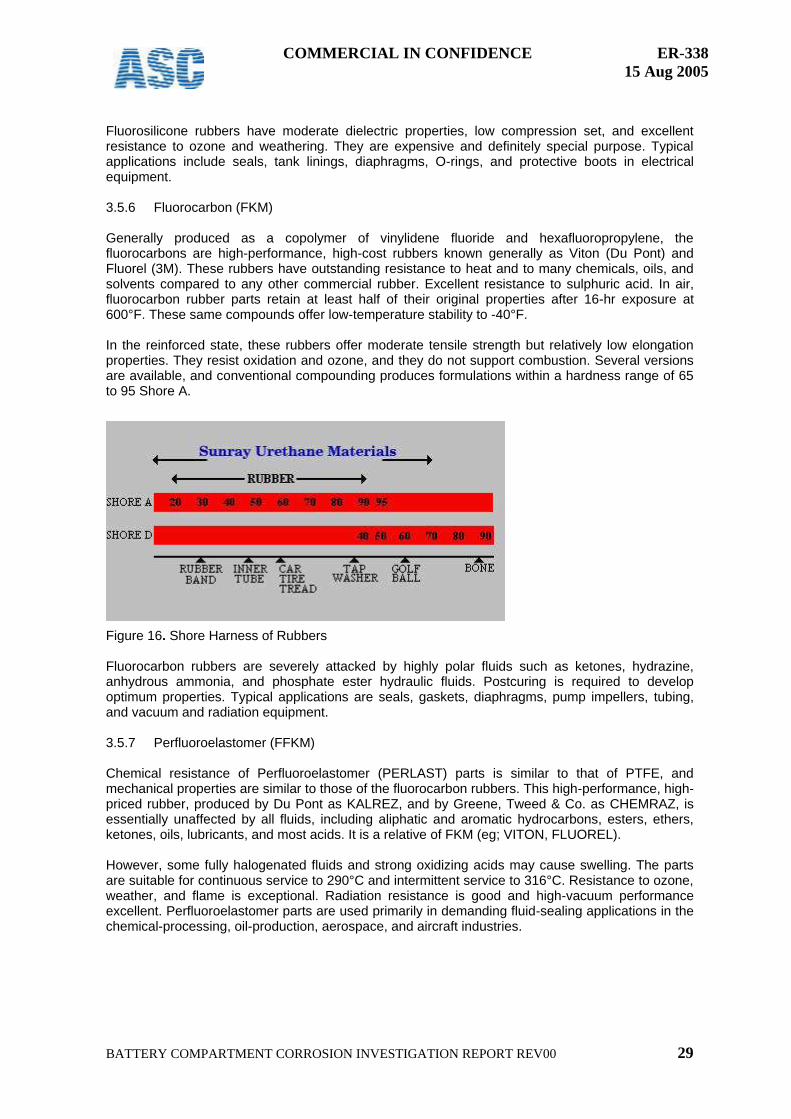
Fluorosilicone rubbers have moderate dielectric properties, low compression set, and excellent resistance to ozone and weathering. They are expensive and definitely special purpose. Typical applications include seals, tank linings, diaphragms, O-rings, and protective boots in electrical equipment. 3.5.6 Fluorocarbon (FKM) Generally produced as a copolymer of vinylidene fluoride and hexafluoropropylene, the fluorocarbons are high-performance, high-cost rubbers known generally as Viton (Du Pont) and Fluorel (3M). These rubbers have outstanding resistance to heat and to many chemicals, oils, and solvents compared to any other commercial rubber. Excellent resistance to sulphuric acid. In air, fluorocarbon rubber parts retain at least half of their original properties after 16-hr exposure at 600°F. These same compounds offer low-temperature stability to -40°F. In the reinforced state, these rubbers offer moderate tensile strength but relatively low elongation properties. They resist oxidation and ozone, and they do not support combustion. Several versions are available, and conventional compounding produces formulations within a hardness range of 65 to 95 Shore A. Figure 16. Shore Harness of Rubbers Fluorocarbon rubbers are severely attacked by highly polar fluids such as ketones, hydrazine, anhydrous ammonia, and phosphate ester hydraulic fluids. Postcuring is required to develop optimum properties. Typical applications are seals, gaskets, diaphragms, pump impellers, tubing, and vacuum and radiation equipment. 3.5.7 Perfluoroelastomer (FFKM) Chemical resistance of Perfluoroelastomer (PERLAST) parts is similar to that of PTFE, and mechanical properties are similar to those of the fluorocarbon rubbers. This high-performance, high-priced rubber, produced by Du Pont as KALREZ, and by Greene, Tweed & Co. as CHEMRAZ, is essentially unaffected by all fluids, including aliphatic and aromatic hydrocarbons, esters, ethers, ketones, oils, lubricants, and most acids. It is a relative of FKM (eg; VITON, FLUOREL). However, some fully halogenated fluids and strong oxidizing acids may cause swelling. The parts are suitable for continuous service to 290°C and intermittent service to 316°C. Resistance to ozone, weather, and flame is exceptional. Radiation resistance is good and high-vacuum performance excellent. Perfluoroelastomer parts are used primarily in demanding fluid-sealing applications in the chemical-processing, oil-production, aerospace, and aircraft industries.

COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 30
3.5.8 Polytetrafluoroethylene (PTFE) One of the original fluorocarbons. More commonly known as TEFLON. Outstanding oil, chemical, solvent, acid and base resistance. Very low friction coefficient and difficult to bond to anything. Very similar to other fluorinated polymers such as FKM, FEP (fluoroethylene polypropylene), FEPM (tetrafluoroethylene/polypropylene) and PFA (perfluoralkoxy). 3.6 Oil Resistant Rubbers (Non-Halogenated) 3.6.1 Nitrile (NBR) The nitriles are copolymers of butadiene and acrylonitrile, used primarily for applications requiring resistance to petroleum oils and gasoline. Resistance to aromatic hydrocarbons is better than that of neoprene but not as good as that of polysulfide. NBR has excellent resistance to mineral and vegetable oils, but relatively poor resistance to the swelling action of oxygenated solvents such as acetone, methyl ethyl ketone, and other ketones. It has good resistance to acids and bases except those having strong oxidizing effects. Not recommended for conc. Sulphuric acid. Resistance to heat aging is good, often a key advantage over NR. With higher acrylonitrile content, the solvent resistance of an NBR compound is increased but low-temperature flexibility is decreased. Low-temperature resistance is inferior to that of natural rubber, and although NBR can be compounded to give improved performance in this area, the gain is usually at the expense of oil and solvent resistance. As with SBR, this material does not crystallize on stretching, and reinforcing materials are required to obtain high strength. With compounding, nitrile rubbers can provide a good balance of low creep, good resilience, low permanent set, and good abrasion resistance. Tear resistance is inferior to that of natural rubber, and electrical insulation is lower. NBR is used instead of natural rubber where increased resistance to petroleum oils, gasoline, or aromatic hydrocarbons is required. Uses of NBR include carburettor and fuel-pump diaphragms and aircraft hoses and gaskets. In many of these applications, the nitriles compete with polysulphides and neoprenes. 3.6.2 Ethylene/acrylic This family of rubbers is sold by Du Pont, under the trade name of Vamac. Vamac materials provide, at a moderate price, heat and fluid resistance surpassed by only the more expensive, specialty polymers such as fluorocarbons and fluorosilicones. The material has very good resistance to hot oils, hydrocarbon-based or glycol-based proprietary lubricants, transmission and power-steering fluids. It is not recommended for use with esters, ketones, highly aromatic fluids or high-pressure steam. A special feature of Vamac is its nearly constant damping characteristic over broad ranges of temperature, frequency, and amplitude. The polymer is recommended for applications requiring a durable, set-resistant rubber with good low-temperature properties and resistance to the combined deteriorating influences of heat, oil, and weather. It is used in various automotive components such as mounts, gaskets, seals, boots, and ignition-wire jackets. Electrical applications include oil-well platform cable jackets, plenum cable, transit-wire jackets, and marine cable. 3.6.3 Acrylate (ACM, ANM) These are specialty rubbers based on polymers of methyl, ethyl, or other alkyl acrylates. They are highly resistant to oxygen and ozone, and their heat resistance is superior to that of all other commercial rubbers except the silicones and the fluorine-containing rubbers. Water resistance is poor, however, so the acrylates are not recommended for use with steam or water-soluble materials such as methanol or ethylene glycol. However, flex life is excellent as is permeability resistance. Resistance to oil swell and deterioration is also excellent at high temperatures.
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 31
Low-temperature flexibility is not good, and these rubbers decompose in alkaline solutions and are swelled by acids. Low-temperature flexibility and water resistance can be improved, but only with a marked decrease in heat and oil resistance. These materials are used extensively for bearing seals in transmissions, and for O-rings and gaskets.
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 34
3.6.4 Polysulfide (PTR) These polymers have outstanding resistance to oils, greases, and solvents, but they have an unpleasant odour, resilience is poor, and heat resistance is only fair. Abrasion resistance is half that of natural rubber, and tensile strength ranges from 1,200 to 1,400 psi. However, these values are retained after extended immersion in oil. Basic properties of polysulfide polymers are determined by the type of chain structure and the number of sulphur atoms in the polysulfide groups. Increased sulphur concentration improves solvent and oil resistance, and also reduces permeability to gases. These materials are used in gasoline hose, printing rolls, caulking, adhesives, and binders. 3.6.5 Urethane (AU, EU) These rubbers, combinations of polyesters or polyethers and diisocyanates, are unusual in that physical properties do not depend on compounding materials. Urethanes crosslink and undergo chain extension to produce a wide variety of compounds. They are available as castable or liquid materials and as solids or millable gums. Urethane polymers have outstanding abrasion resistance, excellent tensile strength and load-bearing capacity, and elongation potential, accompanied by high hardness. They typically do not have good acid resistance, but the composition can be so variable, that it depends on the manufacture method. Other properties include low-temperature resistance, high tear strength, either high or low coefficient of friction, good radiation resistance, and good elasticity and resilience, even in very hard stocks. Typical applications include seals, bumpers, metal-forming dies, valve seats, liners, coupling elements, rollers, wheels, and conveyor belts, especially where abrasive conditions are present. Table 6. Rubber Sources
Company Rubbers Stocked
a. Trelleborg Silicone, Vamac, Viton, NBR, chloroprene, Hypalon, NR, EPDM, Butyl, ECO, SBR
b. Purple Pig NR, Neoprene, NBR, Butyl, EPDM, Hypalon, Silicone, Viton
c. Clark Rubber NR, Neoprene, NBR, Butyl, EPDM
d. DOTMAR FR-UHMWPE. Agents for Roechling
e. All Plastics FR-UHMWPE. Agents for Roechling
f. Adelaide Technical Rubber
NR, Neoprene, NBR, EPDM, Fluorosilicone, Viton, ECO. Can make FRAZ CR
g. Indust. Rubber Sales Neoprene, EPDM, Viton
h. Wattyl Chlorinated Rubber
i. DUNLOP (Armwest, Techseal)
NR, Neoprene, NBR, EPDM, butyl, Viton, silicon, SAR, Chutex.
j. Aerorubber (US) Neoprene, Fluoroelastomer, Silicone, NR, NBR, SBR, Hypalon (CSM), EPDM, PU
k. RESENE Chlorinated Rubber
l. Apex Fenner NR, NBR, SBR, chloroprene
m. Tucks NR, Neoprene, NBR, EPDM, Hypalon, Silicone, Viton
n. Graham Rubber Neoprene, White Nitrile
o. Hubai (china) Epichlorohydrin
p. Zenith (India) NR, SBR, BR, Chloroprene, Nitrile, EPDM, Butyl, Hypalon, Viton, and Silicone
q. Jinteng (china) EPDM, Silicone, NR, PTFE
r. ACME Rubber Silicone, Fluorosilicone, Viton, NBR, neoprene, Hypalon, NR, EPDM, SBR rubber, PU
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 35
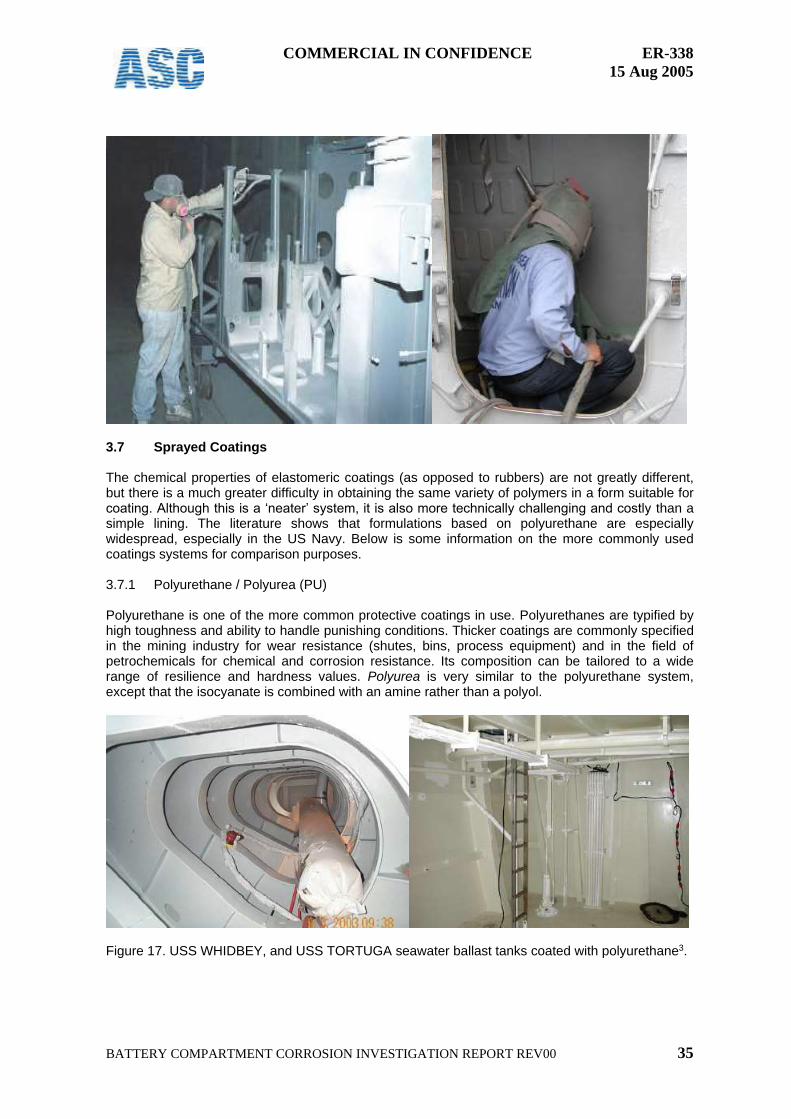
3.7 Sprayed Coatings The chemical properties of elastomeric coatings (as opposed to rubbers) are not greatly different, but there is a much greater difficulty in obtaining the same variety of polymers in a form suitable for coating. Although this is a ‘neater’ system, it is also more technically challenging and costly than a simple lining. The literature shows that formulations based on polyurethane are especially widespread, especially in the US Navy. Below is some information on the more commonly used coatings systems for comparison purposes. 3.7.1 Polyurethane / Polyurea (PU) Polyurethane is one of the more common protective coatings in use. Polyurethanes are typified by high toughness and ability to handle punishing conditions. Thicker coatings are commonly specified in the mining industry for wear resistance (shutes, bins, process equipment) and in the field of petrochemicals for chemical and corrosion resistance. Its composition can be tailored to a wide range of resilience and hardness values. Polyurea is very similar to the polyurethane system, except that the isocyanate is combined with an amine rather than a polyol.
Figure 17. USS WHIDBEY, and USS TORTUGA seawater ballast tanks coated with polyurethane3.
COMMERCIAL-IN-CONFIDENCE
ASC Pty Ltd ER-333
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 36
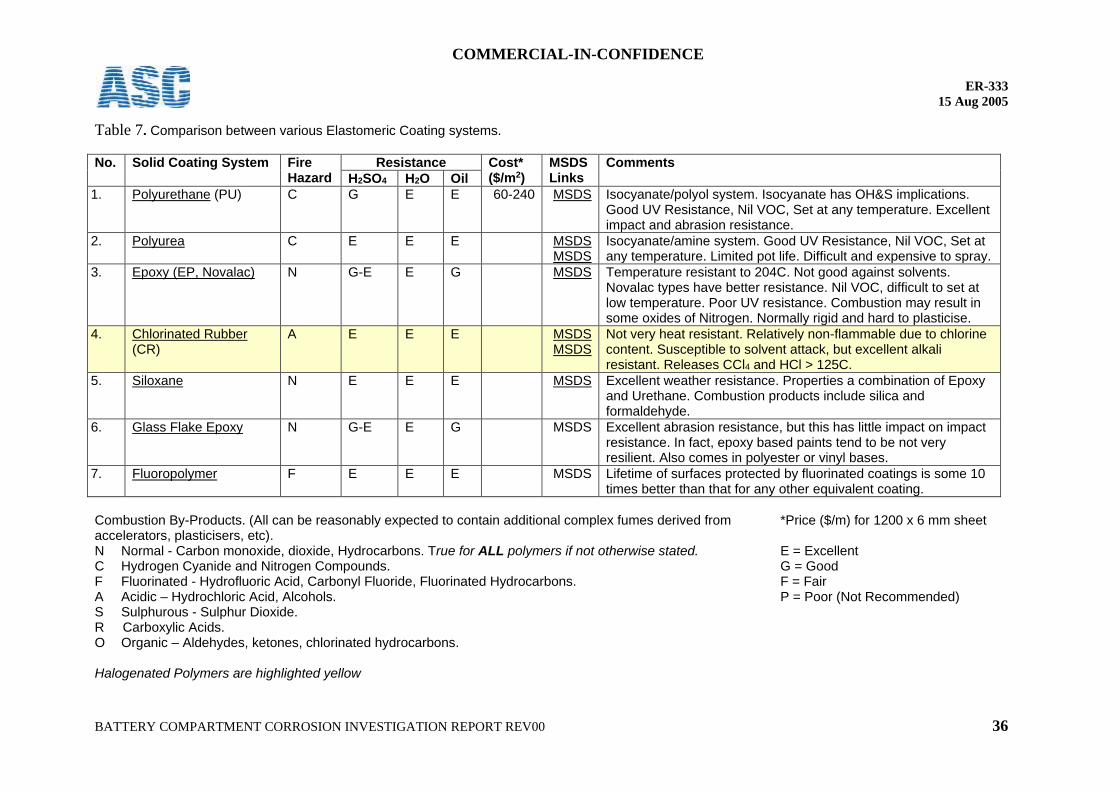
Table 7. Comparison between various Elastomeric Coating systems.
No. Solid Coating System Fire Hazard
Resistance Cost* ($/m2)
MSDS Links
Comments
H2SO4 H2O Oil
1. Polyurethane (PU) C G E E 60-240 MSDS Isocyanate/polyol system. Isocyanate has OH&S implications. Good UV Resistance, Nil VOC, Set at any temperature. Excellent impact and abrasion resistance.
2. Polyurea C E E E MSDS MSDS
Isocyanate/amine system. Good UV Resistance, Nil VOC, Set at any temperature. Limited pot life. Difficult and expensive to spray.
3. Epoxy (EP, Novalac) N G-E E G MSDS Temperature resistant to 204C. Not good against solvents. Novalac types have better resistance. Nil VOC, difficult to set at low temperature. Poor UV resistance. Combustion may result in some oxides of Nitrogen. Normally rigid and hard to plasticise.
4. Chlorinated Rubber (CR)
A E E E MSDS MSDS
Not very heat resistant. Relatively non-flammable due to chlorine content. Susceptible to solvent attack, but excellent alkali resistant. Releases CCl4 and HCl > 125C.
5. Siloxane N E E E MSDS Excellent weather resistance. Properties a combination of Epoxy and Urethane. Combustion products include silica and formaldehyde.
6. Glass Flake Epoxy N G-E E G MSDS Excellent abrasion resistance, but this has little impact on impact resistance. In fact, epoxy based paints tend to be not very resilient. Also comes in polyester or vinyl bases.
7. Fluoropolymer F E E E MSDS Lifetime of surfaces protected by fluorinated coatings is some 10 times better than that for any other equivalent coating.
Combustion By-Products. (All can be reasonably expected to contain additional complex fumes derived from accelerators, plasticisers, etc). N Normal - Carbon monoxide, dioxide, Hydrocarbons. True for ALL polymers if not otherwise stated. C Hydrogen Cyanide and Nitrogen Compounds. F Fluorinated - Hydrofluoric Acid, Carbonyl Fluoride, Fluorinated Hydrocarbons. A Acidic – Hydrochloric Acid, Alcohols. S Sulphurous - Sulphur Dioxide. R Carboxylic Acids. O Organic – Aldehydes, ketones, chlorinated hydrocarbons.
*Price ($/m) for 1200 x 6 mm sheet E = Excellent G = Good F = Fair P = Poor (Not Recommended)
Halogenated Polymers are highlighted yellow
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 37
3.7.1.1 Experience within the US Navy The USN is spending a considerable amount of time looking at its existing coating processes and ways to improve them. The number one maintenance cost to the US navy is the re-preservation of ships tanks. Over 250 million dollars are spent on re-preservation, and 50% of the work is unplanned due to unexpected corrosion4. A lot of the development so far has focused on polyurethane systems. 100% solids polyurethane means that no solvents are required in the formulation which means no VOCs (Volatile Organic Compounds) - and unlike Epoxies, it is not so dependant on ambient temperatures during application. Quite a large number of naval ships have been involved in trials of polyurethane with good results reported. All this is reflected in improved productivity and reduced maintenance costs. It is important to note that these coatings are only of the order of 400 microns. The chief reason for the navy’s interest in these coatings is more to do with turnaround times and ease of application than for a desire for intrinsic toughness. The point is, that they feel that polyurethanes have adequate oil and water resistance, and are considered safe to use in confined spaces such as marine bilges. 3.7.1.2 Use in the Oil Industry Since 1975 there have been over 300,000 cathodically protected, underground steel fuel storage tanks installed in the United States and Canada. The vast majority of these tanks have been coated with 100% solids polyurethane coating. The amount of steel coated is in excess of over 150,000 million square feet. The simple design involves a dielectric coating (100% solids polyurethane), nylon bushings (to electrically isolate the tank from the piping) and sacrificial anodes. The fabricators of such tanks offer a 30 year warranty against external corrosion5. 3.7.1.3 Use in Seawater A 100% solids polyurethane coating outperformed a coal tar epoxy system, in protecting steel pilings at a Trident submarine base in King's Bay, Georgia over a 5 year period. This case history involves a direct comparison between 100% solids polyurethane and epoxy under severe service. Construction of the submarine base commenced in 1986. The program involved 200,000 square feet of steel pilings and a similar quantity of pipe pilings. The steel pilings were coated with a 100% solids polyurethane and the pipe pilings were protected with coal tar epoxy. No cathodic protection was used. Forty per cent of the pilings supported a permanent infrastructure of docks and piers. The remaining pilings were used to construct a temporary dry-dock facility over a 5 year period for the rehabilitation of submarines. These pilings were removed in 1990 and scheduled for disposal. During the removal it was discovered that the pilings coated with 100% polyurethane were in very sound condition. The polyurethane exhibited no flaking, brittleness, cracking or delamination after 5 years of abrasion, salt spray and tidal activity. Large sections of the pilings had little or no barnacle growth and where barnacles were located, they were easily removed. There was some spot corrosion where the coating had been gouged as a result of severe abrasion. However, the rust did not extend beyond the damaged areas. The epoxy pilings coated at approximately the same time with the same surface preparation and exposed to the same service conditions did not fair as well. The epoxy blistered and delaminated in many spots. There were also large areas where the steel had rusted through the coating. The barnacle growth was extensive and difficult to remove5.
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 38
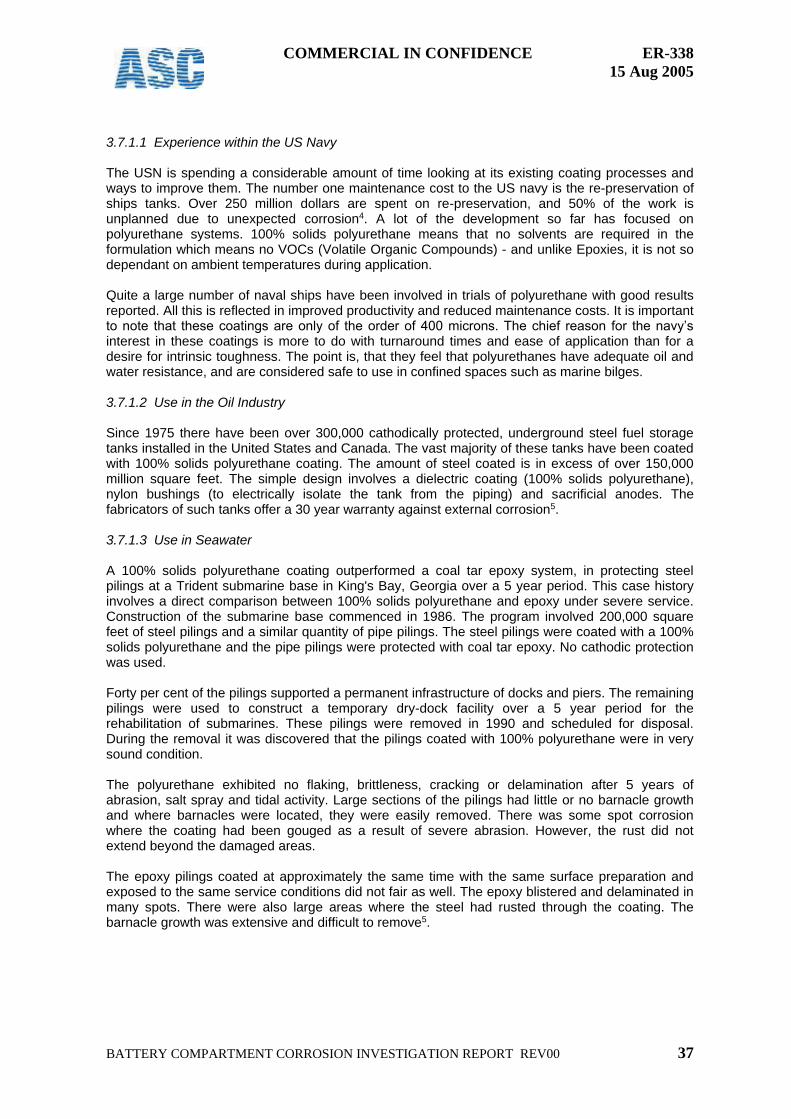
3.7.1.4 Domestic Uses High Build Polyurethanes and Polyureas (>1 mm in thickness) are also used extensively in domestic mining and industrial applications where its extreme impact resistance makes it indispensable. Rhino Coatings (QLD, Australia) claims that their polyurethane coatings are self extinguishing and can be laid down for less than $100/sq m. Coatings are usually single build as the coating can be laid down from 1.5 to 10 mm thick as desired. There are no VOCs and the coating ‘sets’ upon contact with the substrate. The adhesion to steel and the chemical resistance of the high end polyurethanes is regarded as excellent. The required coating equipment is also portable. Typical applications have included commercial flat bed truck trays, cement chutes, horse trailer floors, tow trucks, bullbars and waste handling equipment.
Figure 18. Rhino “Tuff Stuff” Polyurethane Lining for Army truck tool box and a commercial utility. The main concern against polyurethane is that the decomposition products would include cyanic compounds (due to the isocyanate group in the polymer). Small amounts of NBR are in fact used on the submarine. Indeed, such factors have not retarded the growth and popularity of polyurethane within the overseas maritime and naval industries. 3.7.2 Epoxy Paint The properties of Epoxy coatings are well known and well established. The composition of epoxies cannot be ‘tailored’, as is the case for polyurethanes. Therefore, it is rather difficult to introduce elastomeric qualities into these polymers. Epoxies can be made highly abrasion resistant through the addition of glass or mineral fillers but it should be kept in mind that this does not necessarily equal impact or gouging resistance. The wear and chemical resistance is excellent but the lack of resilience and toughness is believed to be the major problem with the current epoxy paint scheme used in the battery compartments.
This is perhaps a little unfair, as the thickness – or thinness rather – of the coating means it is difficult to stop any significant impact from resulting in a breach of the coating. Glass flake epoxies are conventionally the most commonly specified coating for bilges or high impact situations. High build epoxies (up to 2 mm) are also used frequently in high impact areas such as oil rig landing decks and industrial platforms. A good example is SIGMACOVER Amour which is used on the decks of RAN ships at Garden Island (NSW). It is also used by ADI on Mine hunters and Landing Craft which are designed to transport heavy equipment like Army D9 Bulldozers.
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 39
In terms of chemical resistance, Novalac (aromatic) epoxies are superior still in terms of chemical resistance.
Table 8. Commercial Coatings Manufacturers and applicators
Type Paint Manufacturer Comments
Speciality a. 21st Century Coatings
Have used fluorinated coatings on submarine bilges. Agent in Melbourne is Winovate.
b. Carboline Wide range of coatings.
Reinforced c. Ceram-Kote Ceramic filled paints.
Epoxy d. Wattyl Flint Reinforced Epoxy (Sigma Armour Cover)
e. Enecon Ceramic filled
Polyurethane / f. Asset Systems Local Polyurea and fluorolast applicator.
urea g. Denso Elastomeric polyurethane paint coatings
h. Dulux Flexituff (See asset systems)
i. Polybrid Polyurethane Coatings. Distributor is International Marine.
j. Rhino Industrial Local applicator of polyurethane coatings.
k. Futura / Irathane Elastomeric Polyurethane. Agent is Era Polymers.
Marine Paint l. Ameron Specialist in Marine Coatings
(includes GF m. Hempel Specialises in Marine Coatings
Epoxies) n. International Marine
Subsidiary of Azko Nobel. Specialist in Marine Coatings.
o. Jotun Specialist in Marine Coatings.
p. Leigh’s Paints Specialist in Marine Coatings.
q. Madison Chemical Industrial and Marine Paints, especially polyurethane.
r. Sherrin-Williams Specialist in Marine Coatings.
s. Sigma Specialist in Marine Coatings. Agent is Wattyl.
t. Devoe ICI Chemicals
u. Parchem Heavy duty chem. Resist floor coatings
3.7.3 Sprayed Chlorinated Rubber
As its name suggests, chlorinated rubber has similar properties to NR, but with excellent oil and chemical resistance. It can be applied as a spray or paint. The chlorine content can be as high as 70% which makes the polymer virtually inflammable. It is most commonly seen lining domestic swimming pools. However, it has a tendency to release carbon tetrachloride and hydrochloric acid above 125C and is not considered further due to the toxicity of these chemicals. 3.7.4 Miscellaneous Coatings Siloxanes and/or Fluoropolymers are sometimes used as an overcoat on top of other coatings in especially demanding applications due to their total chemical inertness. Fluoropolymers have been used in submarine and carrier bilges in the US and are rated for the most severe corrosion6. It is probably able to achieve this through its high gas impermeability, chemical inertness and oleophobic properties. Fluoropolymers generally have permeabilities of 0.2% compared with say 10-15% for an epoxy. They are commonly used in sewage digesters and the like. Colloquial evidence says that Fluoropolymers can improve oxidation resistance by a factor of 10. The thickness of these fluorinated coatings is probably not sufficient but the attractiveness of the coatings for other applications cannot be denied.
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 40
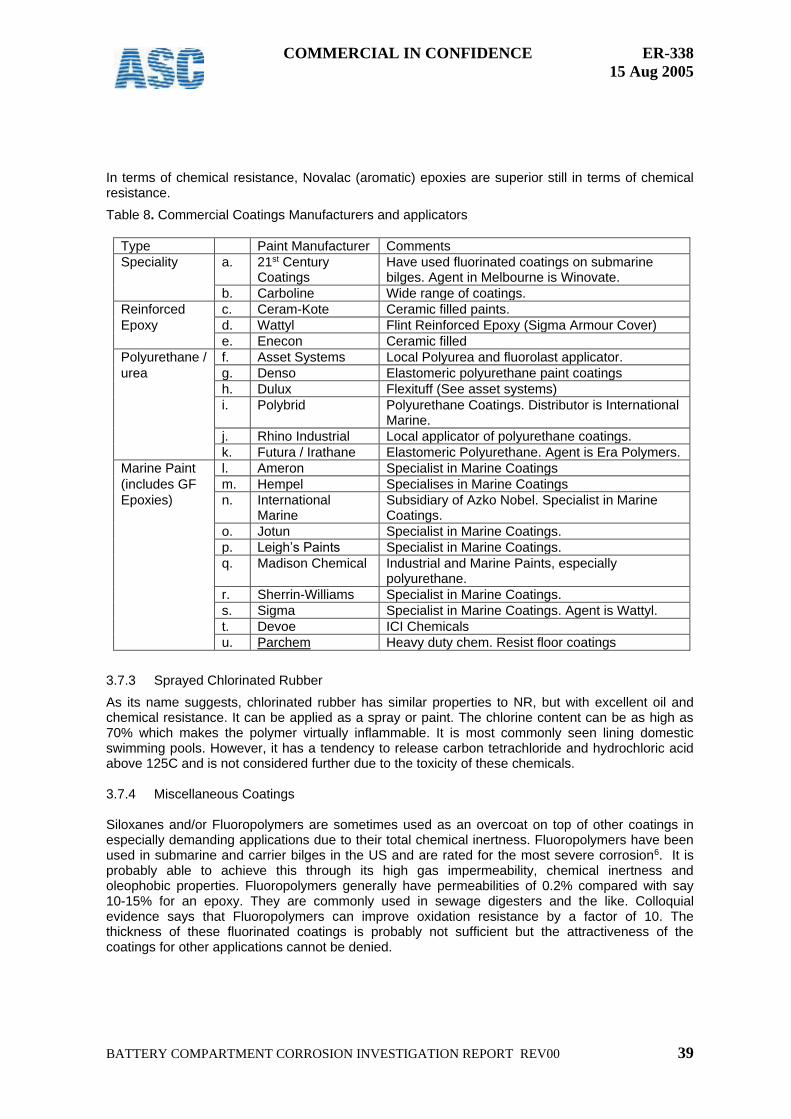
Figure 19. Fluorinated (FPU) topcoat applied to the bilge of the Carrier, USS FORRESTAL after a). one year and b). seven years. No corrosion was reported during this time and the coating remained bright and clean. Table 9. Product Information
Product Type Qty Metric Price ($US)
$US/L
51PC101 + 51AC100 (2:1) Fluorinated Polyurethane top coat
quart 0.946 71.70 75.79
gallon 3.785 229.08 60.52
51PC500 with PTFE + 51AC500 (4:1)
Fluorinated Polyurethane top coat
quart 0.946 177.64 187.78
gallon 3.785 595.06 157.22
51PC999 + 51AC999 (4:1) Fluorinated Polyurethane top coat
quart 0.946 551.04 582.49
gallon 3.785 2062.64 544.95
21EP150 + 21AC150 (1:1) Epoxy Polyamide undercoat quart 0.946 -
gallon 3.785 44.16 11.67
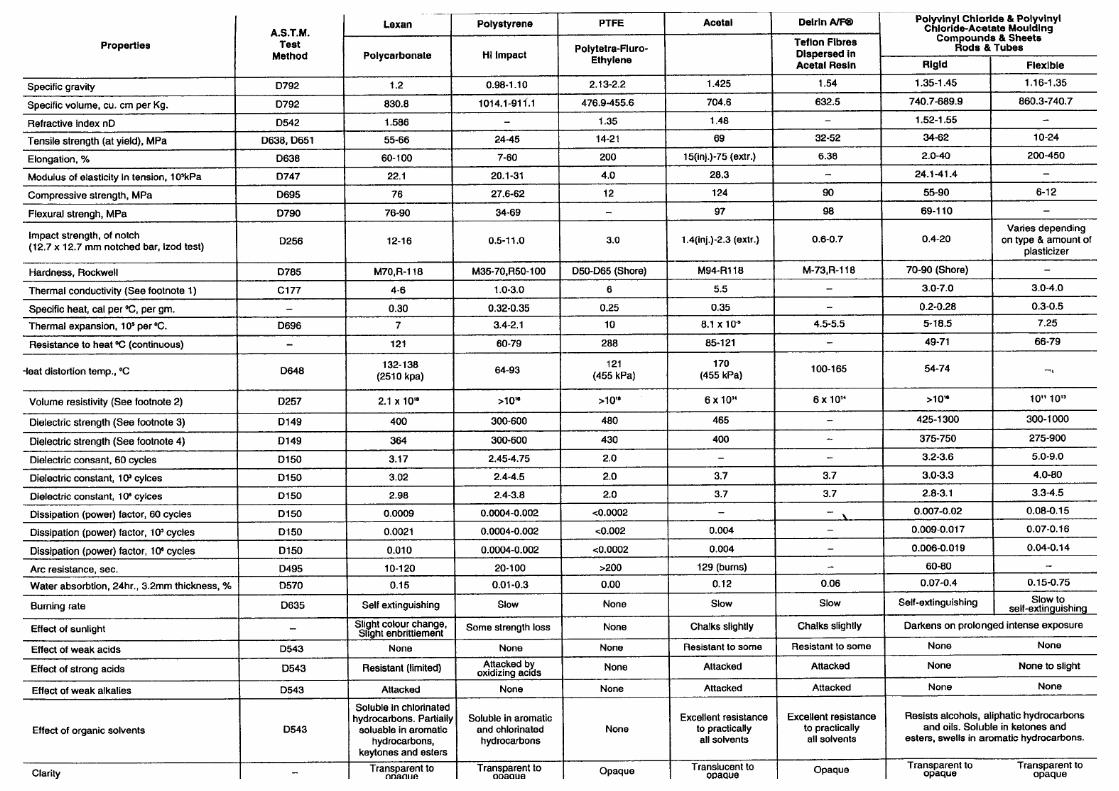
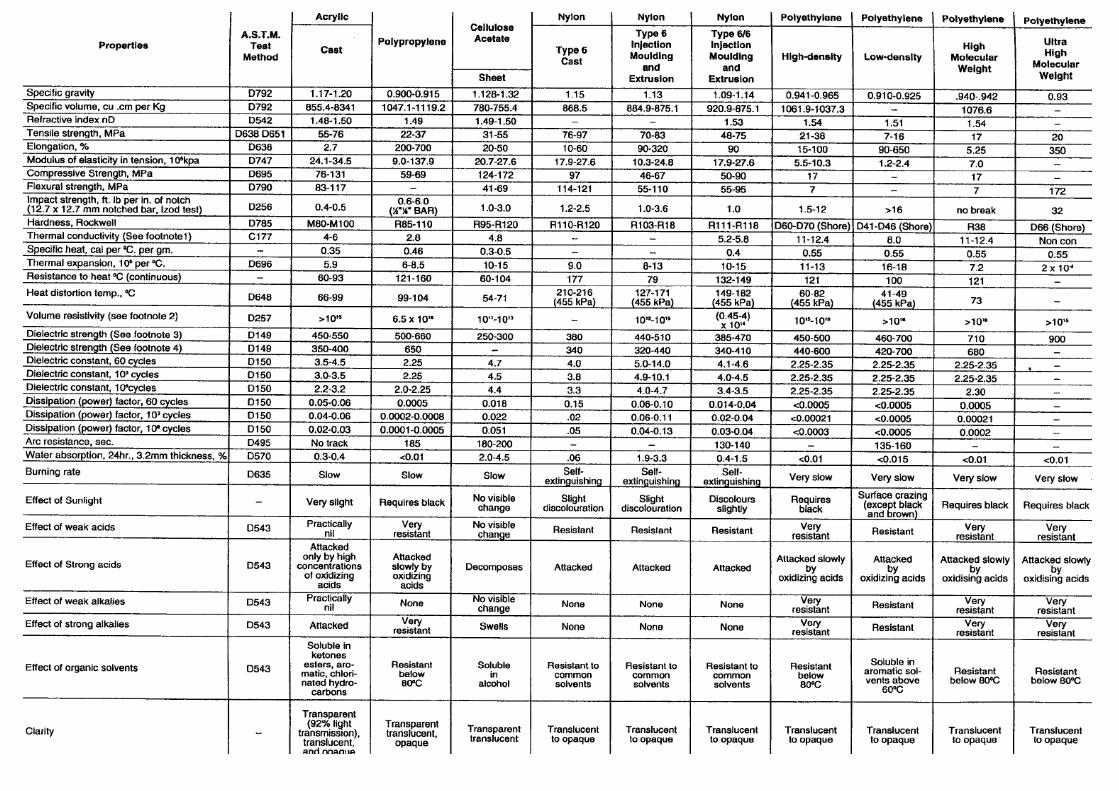
Polysiloxane is particularly interesting because it contains no isocyanate or halogens and is a very hard coating in itself. Biocidial or antifouling paints may also be of use as a topcoat to help control MIC activity. Ameron has developed a high build variant which they term ‘elastomeric’. This may be of interest to us. 3.8 Plastic Liners The third option for protecting the deck plating is using plastic liners. Unlike rubber, plastics tend to be somewhat stiffer, but with the right combination of materials and plasticizers it is possible to produce a material that can imitate the behaviour of rubbers. The most important advantage of plastics is that unlike rubbers, the majority of them do not contain isocyanate groups or halogens. This has very beneficial aspects in terms of a reduction in the fire hazard. The properties of importance in choosing a suitable plastic are low stiffness, flame resistance, resistance to abrasion, water and oil swelling. The most standout choice is PE. Within the PE family are several members. LDPE, HDPE and UHMWPE in order of improving properties and cost. UHMWPE is used industrially as an abrasive resistant material in chemically aggressive environments. The arguments that apply to rubber liners apply equally to plastics with some exceptions.
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 41
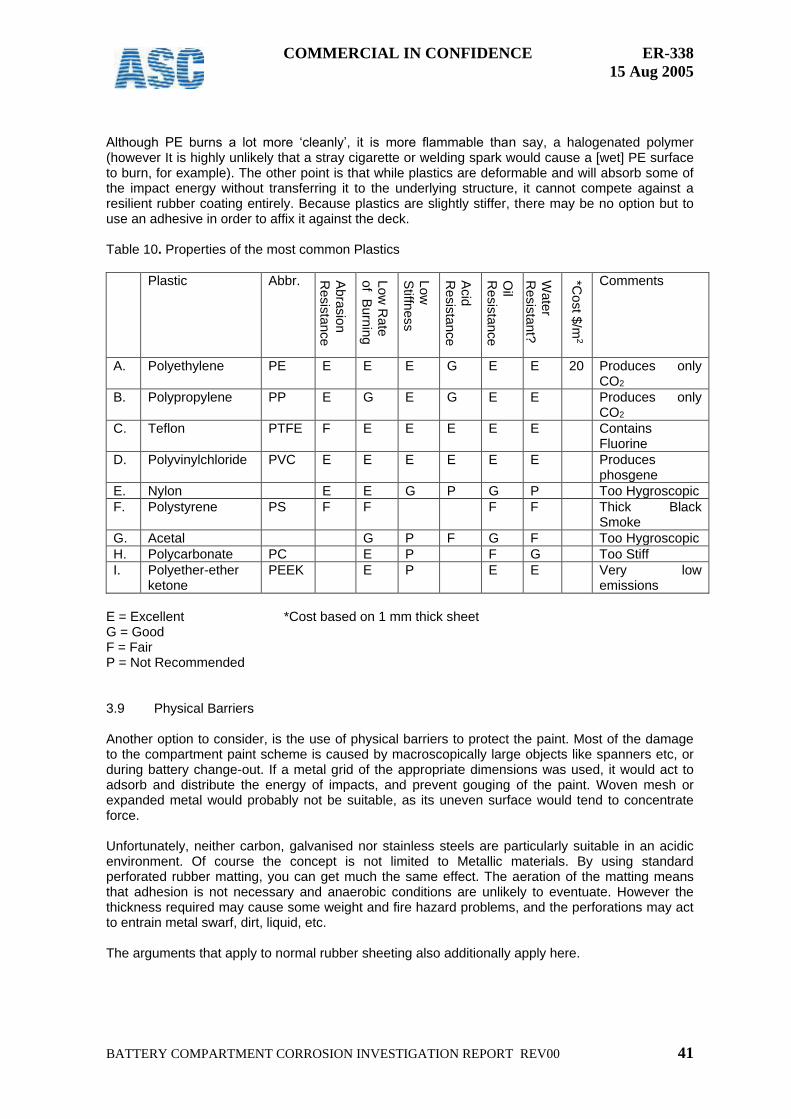
Although PE burns a lot more ‘cleanly’, it is more flammable than say, a halogenated polymer (however It is highly unlikely that a stray cigarette or welding spark would cause a [wet] PE surface to burn, for example). The other point is that while plastics are deformable and will absorb some of the impact energy without transferring it to the underlying structure, it cannot compete against a resilient rubber coating entirely. Because plastics are slightly stiffer, there may be no option but to use an adhesive in order to affix it against the deck. Table 10. Properties of the most common Plastics
Plastic Abbr. Ab
rasio
n
Re
sis
tan
ce
Lo
w R
ate
of B
urn
ing
Lo
w
Stiffn
ess
Acid
Re
sis
tan
ce
Oil
Re
sis
tan
ce
Wa
ter
Re
sis
tan
t?
*Co
st $
/m2
Comments
A. Polyethylene PE E E E G E E 20 Produces only CO2
B. Polypropylene PP E G E G E E Produces only CO2
C. Teflon PTFE F E E E E E Contains Fluorine
D. Polyvinylchloride PVC E E E E E E Produces phosgene
E. Nylon E E G P G P Too Hygroscopic
F. Polystyrene PS F F F F Thick Black Smoke
G. Acetal G P F G F Too Hygroscopic
H. Polycarbonate PC E P F G Too Stiff
I. Polyether-ether ketone
PEEK E P E E Very low emissions
E = Excellent G = Good F = Fair P = Not Recommended
*Cost based on 1 mm thick sheet
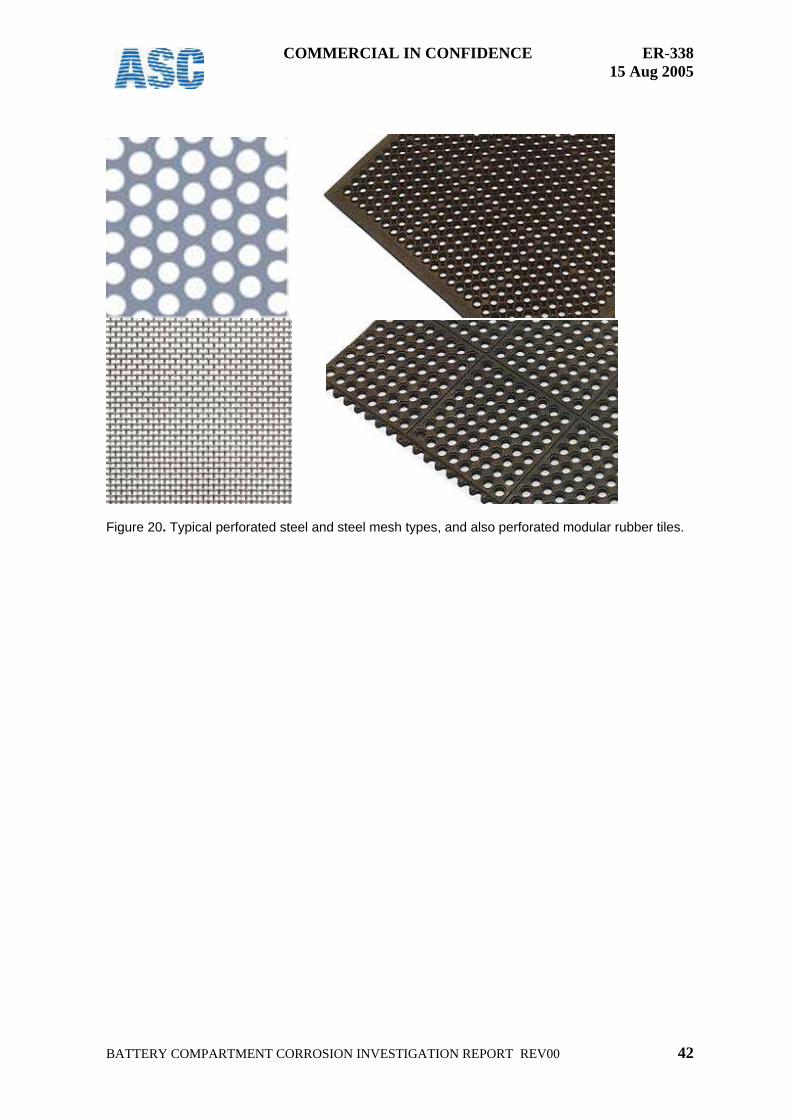
3.9 Physical Barriers Another option to consider, is the use of physical barriers to protect the paint. Most of the damage to the compartment paint scheme is caused by macroscopically large objects like spanners etc, or during battery change-out. If a metal grid of the appropriate dimensions was used, it would act to adsorb and distribute the energy of impacts, and prevent gouging of the paint. Woven mesh or expanded metal would probably not be suitable, as its uneven surface would tend to concentrate force. Unfortunately, neither carbon, galvanised nor stainless steels are particularly suitable in an acidic environment. Of course the concept is not limited to Metallic materials. By using standard perforated rubber matting, you can get much the same effect. The aeration of the matting means that adhesion is not necessary and anaerobic conditions are unlikely to eventuate. However the thickness required may cause some weight and fire hazard problems, and the perforations may act to entrain metal swarf, dirt, liquid, etc. The arguments that apply to normal rubber sheeting also additionally apply here.
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT REV00 42
Figure 20. Typical perforated steel and steel mesh types, and also perforated modular rubber tiles.
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT 43
4.0 Coating Evaluation There are several issues which need to be discussed when deciding upon the best scheme to be used in the battery compartment. These are outlined below. 4.1 Coating or Lining A fluorinated polymer or ECO / EPDM rubber (as a lining) would be best from the point of view of acid resistance - but SBR has been used for some time with little degradation. In general, a rubber lining is not preferred at all as any break in the lining could be catastrophic. This could be mitigated by spark testing, but even one break - before or during service - would allow acid access everywhere, hamper inspection and greatly complicate cleaning, maintenance and change-out. The required volume of the lining would be 652 x 534 x 0.3 cm (1.04 x 105 cm3). With a typical density for rubbers of about 1, this represents about 100 kg (per battery compartment). Table 11. Rubber Lining VS. Elastomeric Coating
Method Advantages Disadvantages
Lining – not adhered
Simple solution and easy to put down.
Only needed in areas which may be subject to impact damage.
No need for special spray equipment and rubber readily available.
Lining and coating scheme can be independent
Inspection under lining relatively simple (depending on accessibility)
Repair is a trivial matter
May promote crevice and anaerobic corrosion.
Would conceal any corrosion underneath.
One single tear or poor weld would result in acid underneath the sheeting.
Maintenance would probably require the cutting and complete removal of lining in order to adequately recoat / clean the floor.
Lining- adhered
No need for special spray equipment and rubber readily available.
Lining and coating scheme can be independent
Used on Oberons
Would conceal any corrosion underneath.
Inspection and repair would be very difficult
Elastomeric Coating
Coating cannot be moved or displaced.
Neater Solution
Sheer thickness of coating may hide corrosion underneath.
Requires specialised spray equipment.
Less material options available.
Difficult to repair defects.
The rubber lining option can be broken down further into 2 choices – whether the lining is adhered to the deck or left free. In the case where the rubber is glued to the deck, the differences compared to a sprayed elastomer seem rather trivial. It does however allow advantage to be taken of the much larger range of polymers that are only available in rubber form, and we can retain the existing coating system if we wish. The case of the un-adhered rubber has some special limitations. Another coating would be needed underneath to act as a back-up for the main lining, as there is no guarantee that a defect won’t appear at some time or another allowing acid to soak in underneath.
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT 44
4.2 Fire Safety Issues Fire is of special concern in the enclosed space of a submarine. Several commonly used standards apply to the use of flammable materials in confined spaces. These are: 1. Smoke Emission Test (UK MOD NES 02-711, ASTM E662-95). This is a measure of the
obscuration of visible light by the smoke generated through combustion. 2. Flammability (UL94). There are several variants which give an indication of the ease with which
a polymer ignites and remains alight, even after removal of the ignition source. 3. Toxic Gas Emission (UK MOD NES 02-713 or BSS7239 or ASTM E662 or AS1530). These are
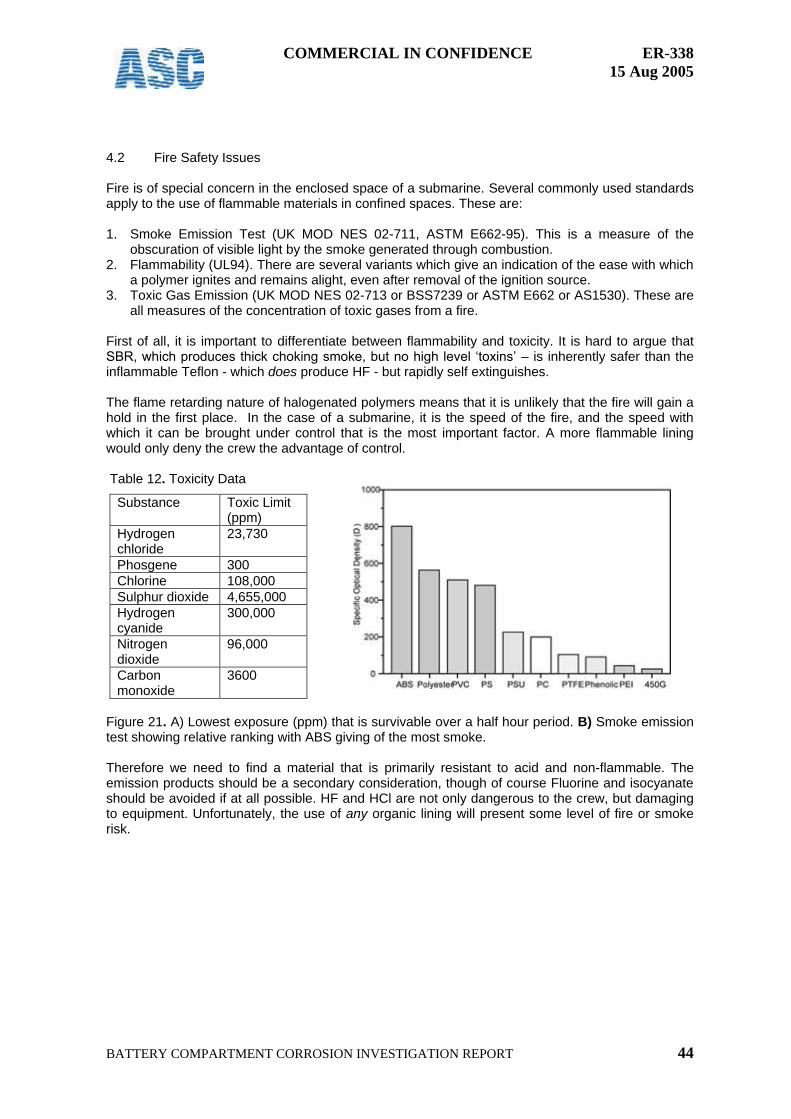
all measures of the concentration of toxic gases from a fire. First of all, it is important to differentiate between flammability and toxicity. It is hard to argue that SBR, which produces thick choking smoke, but no high level ‘toxins’ – is inherently safer than the inflammable Teflon - which does produce HF - but rapidly self extinguishes. The flame retarding nature of halogenated polymers means that it is unlikely that the fire will gain a hold in the first place. In the case of a submarine, it is the speed of the fire, and the speed with which it can be brought under control that is the most important factor. A more flammable lining would only deny the crew the advantage of control. Table 12. Toxicity Data
Substance Toxic Limit (ppm)
Hydrogen chloride
23,730
Phosgene 300
Chlorine 108,000
Sulphur dioxide 4,655,000
Hydrogen cyanide
300,000
Nitrogen dioxide
96,000
Carbon monoxide
3600
Figure 21. A) Lowest exposure (ppm) that is survivable over a half hour period. B) Smoke emission test showing relative ranking with ABS giving of the most smoke. Therefore we need to find a material that is primarily resistant to acid and non-flammable. The emission products should be a secondary consideration, though of course Fluorine and isocyanate should be avoided if at all possible. HF and HCl are not only dangerous to the crew, but damaging to equipment. Unfortunately, the use of any organic lining will present some level of fire or smoke risk.
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT 45
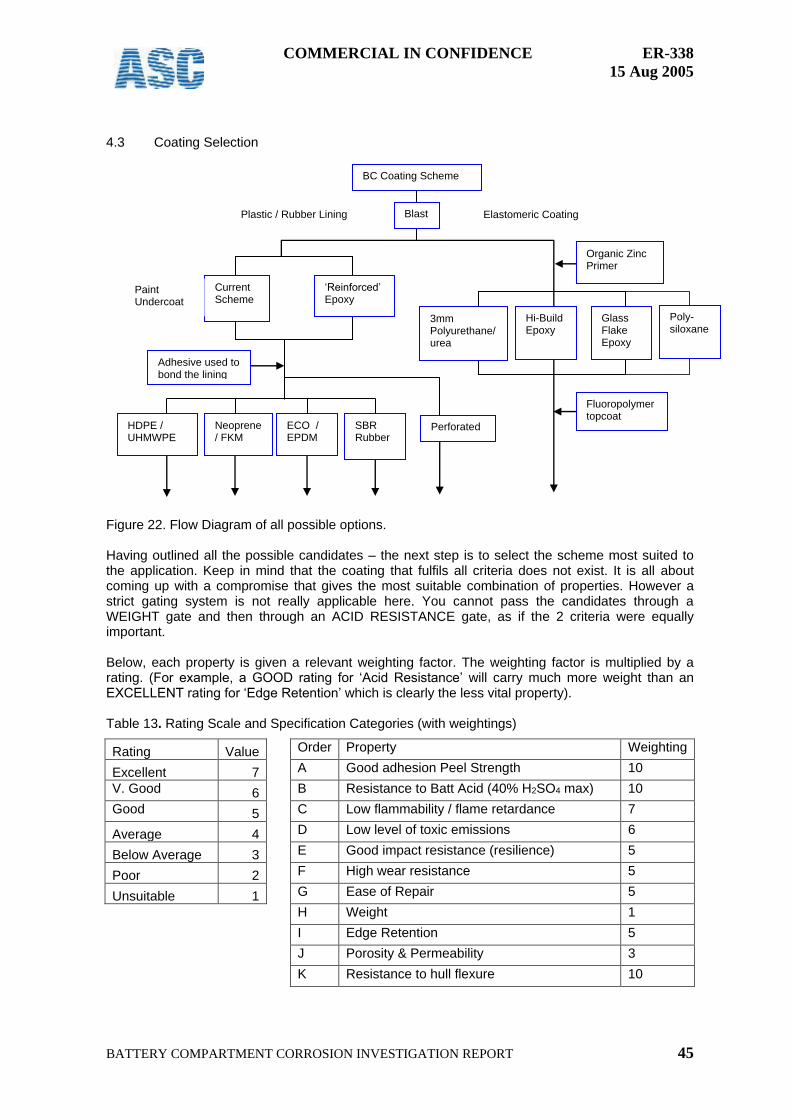
4.3 Coating Selection Figure 22. Flow Diagram of all possible options. Having outlined all the possible candidates – the next step is to select the scheme most suited to the application. Keep in mind that the coating that fulfils all criteria does not exist. It is all about coming up with a compromise that gives the most suitable combination of properties. However a strict gating system is not really applicable here. You cannot pass the candidates through a WEIGHT gate and then through an ACID RESISTANCE gate, as if the 2 criteria were equally important. Below, each property is given a relevant weighting factor. The weighting factor is multiplied by a rating. (For example, a GOOD rating for ‘Acid Resistance’ will carry much more weight than an EXCELLENT rating for ‘Edge Retention’ which is clearly the less vital property). Table 13. Rating Scale and Specification Categories (with weightings)
Rating Value Order Property Weighting
Excellent 7 A Good adhesion Peel Strength 10
V. Good 6 B Resistance to Batt Acid (40% H2SO4 max) 10
Good 5 C Low flammability / flame retardance 7
Average 4 D Low level of toxic emissions 6
Below Average 3 E Good impact resistance (resilience) 5
Poor 2 F High wear resistance 5
Unsuitable 1 G Ease of Repair 5
H Weight 1
I Edge Retention 5
J Porosity & Permeability 3
K Resistance to hull flexure 10
SBR Rubber
Fluoropolymer topcoat
Organic Zinc Primer
BC Coating Scheme
Neoprene / FKM
ECO / EPDM
Current Scheme
‘Reinforced’ Epoxy
Blast Plastic / Rubber Lining Elastomeric Coating
Adhesive used to bond the lining
HDPE / UHMWPE
Hi-Build Epoxy
3mm Polyurethane/urea
Glass Flake Epoxy
Paint Undercoat
Perforated
Poly-siloxane
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT 46
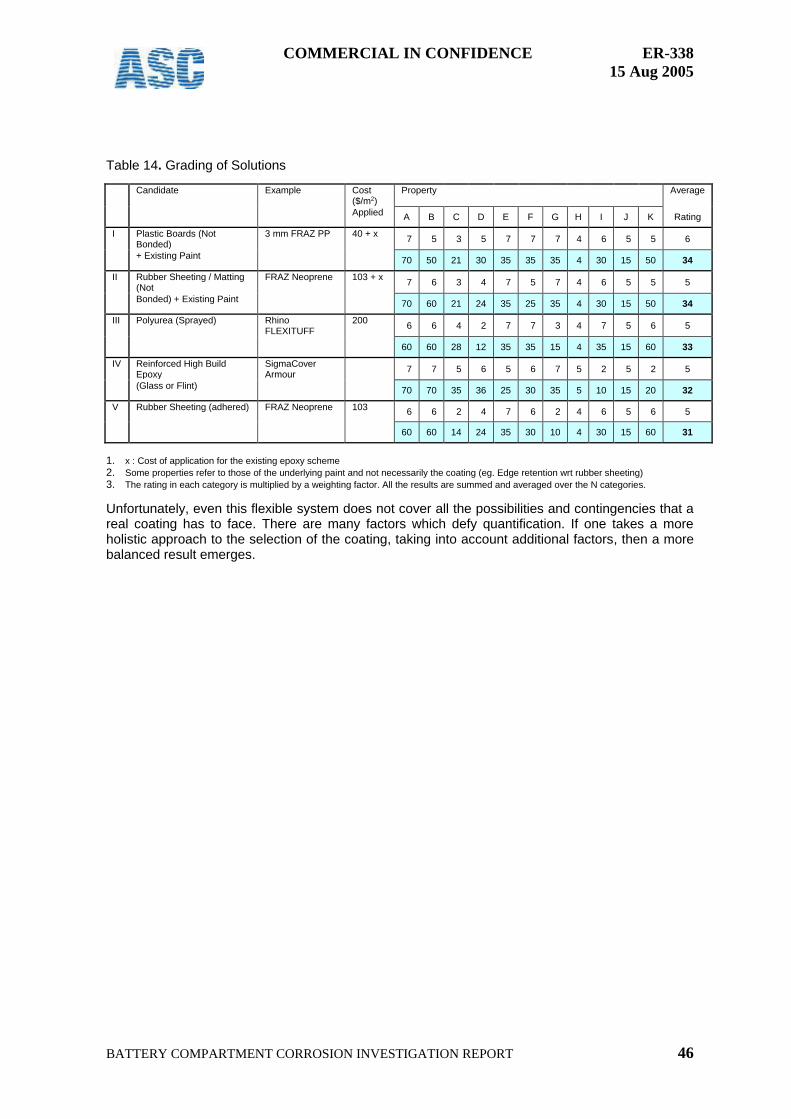
Table 14. Grading of Solutions
Candidate Example Cost ($/m2)
Property Average
Applied A B C D E F G H I J K Rating
I Plastic Boards (Not Bonded)
3 mm FRAZ PP 40 + x 7 5 3 5 7 7 7 4 6 5 5 6
+ Existing Paint 70 50 21 30 35 35 35 4 30 15 50 34
II Rubber Sheeting / Matting (Not
FRAZ Neoprene 103 + x 7 6 3 4 7 5 7 4 6 5 5 5
Bonded) + Existing Paint 70 60 21 24 35 25 35 4 30 15 50 34
III Polyurea (Sprayed) Rhino FLEXITUFF
200 6 6 4 2 7 7 3 4 7 5 6 5
60 60 28 12 35 35 15 4 35 15 60 33
IV Reinforced High Build Epoxy
SigmaCover Armour
7 7 5 6 5 6 7 5 2 5 2 5
(Glass or Flint) 70 70 35 36 25 30 35 5 10 15 20 32
V Rubber Sheeting (adhered) FRAZ Neoprene 103 6 6 2 4 7 6 2 4 6 5 6 5
60 60 14 24 35 30 10 4 30 15 60 31
1. x : Cost of application for the existing epoxy scheme
2. Some properties refer to those of the underlying paint and not necessarily the coating (eg. Edge retention wrt rubber sheeting)
3. The rating in each category is multiplied by a weighting factor. All the results are summed and averaged over the N categories.
Unfortunately, even this flexible system does not cover all the possibilities and contingencies that a real coating has to face. There are many factors which defy quantification. If one takes a more holistic approach to the selection of the coating, taking into account additional factors, then a more balanced result emerges.
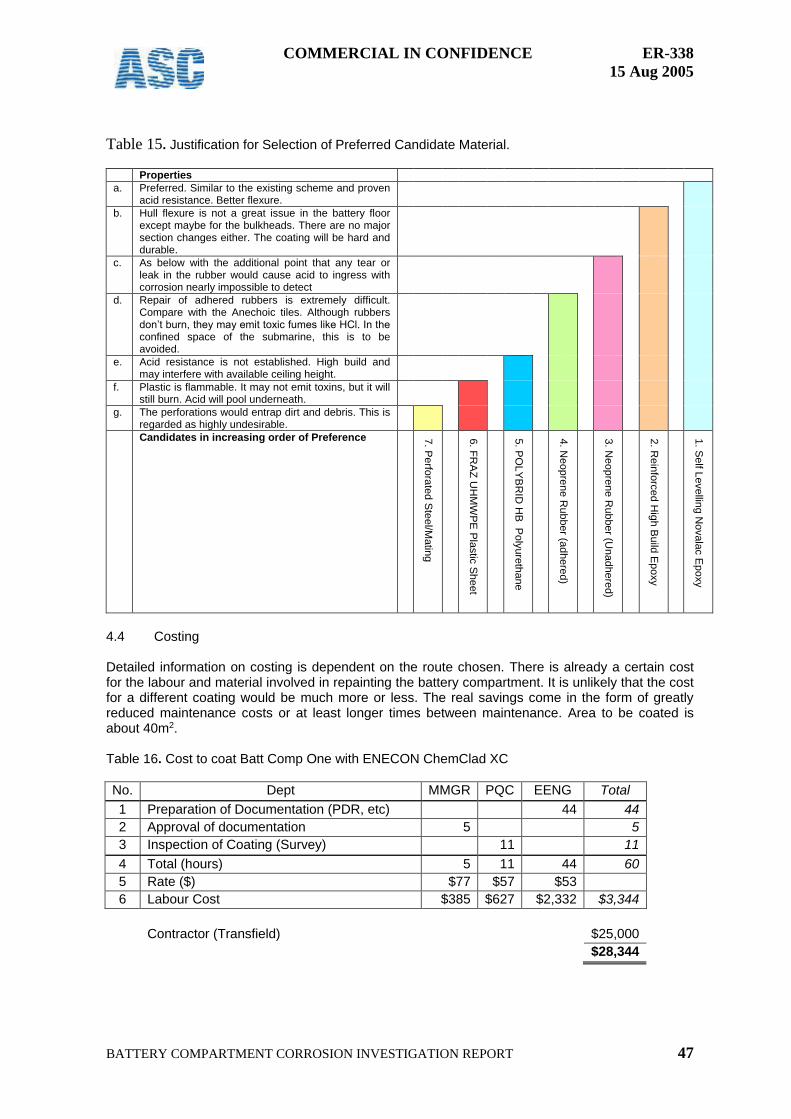
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT 47
Table 15. Justification for Selection of Preferred Candidate Material.
Properties
a. Preferred. Similar to the existing scheme and proven acid resistance. Better flexure.
b. Hull flexure is not a great issue in the battery floor except maybe for the bulkheads. There are no major section changes either. The coating will be hard and durable.
c. As below with the additional point that any tear or leak in the rubber would cause acid to ingress with corrosion nearly impossible to detect
d. Repair of adhered rubbers is extremely difficult. Compare with the Anechoic tiles. Although rubbers don’t burn, they may emit toxic fumes like HCl. In the confined space of the submarine, this is to be avoided.
e. Acid resistance is not established. High build and may interfere with available ceiling height.
f. Plastic is flammable. It may not emit toxins, but it will still burn. Acid will pool underneath.
g. The perforations would entrap dirt and debris. This is regarded as highly undesirable.
Candidates in increasing order of Preference 7. P
erfo
rate
d S
teel/M
atin
g
6. F
RA
Z U
HM
WP
E P
lastic
She
et
5. P
OLY
BR
ID H
B P
oly
ure
thane
4. N
eo
pre
ne
Ru
bb
er (a
dh
ere
d)
3. N
eopre
ne
Rub
ber (U
nadhe
red)
2. R
ein
forc
ed
Hig
h B
uild
Ep
oxy
1. S
elf L
evellin
g N
ovala
c E
po
xy
4.4 Costing Detailed information on costing is dependent on the route chosen. There is already a certain cost for the labour and material involved in repainting the battery compartment. It is unlikely that the cost for a different coating would be much more or less. The real savings come in the form of greatly reduced maintenance costs or at least longer times between maintenance. Area to be coated is about 40m2. Table 16. Cost to coat Batt Comp One with ENECON ChemClad XC
No. Dept MMGR PQC EENG Total
1 Preparation of Documentation (PDR, etc) 44 44
2 Approval of documentation 5 5
3 Inspection of Coating (Survey) 11 11
4 Total (hours) 5 11 44 60
5 Rate ($) $77 $57 $53
6 Labour Cost $385 $627 $2,332 $3,344
Contractor (Transfield) $25,000
$28,344
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT 48
This quote is for the painting of all horizontal and vertical surfaces (except the outer walls, where the coating only extends 15 cm up) of a Batt Comp. The Coating is ENECON ChemClad XC. The Transfield quote includes all blasting and paint material costs. Table 17. Cost to coat Batt Comp One with existing Interline 925
No. Dept MMGR PQC EENG Total
1 Preparation of Documentation (PDR, etc) 44 44
2 Approval of documentation 5 5
3 Inspection of Coating (Survey) 11 11
4 Total (hours) 5 11 44 60
5 Rate ($) $77 $57 $53
6 Labour Cost $385 $627 $2,332 $3,344
Contractor (Transfield) $16,000
$19,344
This quote is for the painting of the entire batt comp as per the original paint spec (for comparison purposes). 5.0 Recommendations Based on the previous discussion, ASC makes the following recommendations;
1. The battery compartment deck is to be coated with a chemically resistant epoxy - Enecon CHEMCLAD XC, Enecon CERAMALLOY, Enecon DURATOUGH or Wattyl’s Sigma ARMOUR COVER would also be acceptable alternates. The fire hazard is minimal, as only the deck and compartment sides (to a height of 10 cm) will be coated. A self-levelling composition would be preferred, but is not essential.
2. ASC recommends a comparative trial of al of these products to test adhesion, chemical
resistance, abrasion and impact resistance (ie. Performance).
3. ASC recommend a trial of the POLYBRID Polyurea product to test its acid resistance and the real extent of its toxicity in fire situations should the epoxy recommendation not be accepted.
4. An acid resistant epoxy filler compound such as Titanium Putty (DEVCON) should be used
to patch the depressions in the compartment floor AFTER coating. (By applying after coating, one can ensure an adherent, continuous film). This will not only level the floor and prevent pooling of acid, but it will also assist in presenting a smoother surface to the rubber strips when they are bonded on. That is, undulations in the rubber will be omitted requiring less grinding and levelling.
ASC reserves the right to investigate and recommend superior alternative products, if and when such products become available.
COMMERCIAL IN CONFIDENCE ER-338
15 Aug 2005
BATTERY COMPARTMENT CORROSION INVESTIGATION REPORT 49
6.0 References
1 ILEG – DSS. Engineering Report NS04023. corrosion Issues on Collins Class Submarines, 12
Aug 03. 2 PDR 16963 – New Design of Batt Sump : WALLER 3 NSRP Technical Panel SP-3, NAVSEA 05M coatings Update, Beau Brinckerhoff, Senior Materials
Engineer, NSSC, U.S. Navy 24 Jan 05. 4 NAVSEA Preservation Programs, Dail Thomas, Corrosion Control Division, Naval Sea Systems
Command. June 2002. 5 Howard Kennedy B.Sc., “100% solids polyurethanes - Protective coatings for pipeline internals
and externals”, Madison Chemical Industries Inc., Milton, ON, Canada, L9T 3Y5. 6 21st Century coatings, Canada. May 2005. Internal communication.