Casting processes
90
Casting, Welding and Forming (MEL232) Course Co-ordinator : S. Ghosh Faculties: D. Ravi Kumar and S. Ghosh Contact emails: [email protected] [email protected] Tel: (2659)1144 Tel: (2659)1089 Office: II 357 Office: III 359
-
Upload
manish-jangid -
Category
Documents
-
view
19 -
download
4
description
Sand mold, sand casting, molds, furnaces,
Transcript of Casting processes

Casting, Welding and Forming (MEL232)
Course Co-ordinator : S. Ghosh
Faculties: D. Ravi Kumar and S. Ghosh
Contact emails:
[email protected] [email protected]
Tel: (2659)1144 Tel: (2659)1089
Office: II 357 Office: III 359

Schedule for MEL 232
Lectures: 11-12 Tues, Thurs and Fri (IIILT2)
Practicals: 1-3 pm on Mon (Gr 5), Tues (Gr1), Wed (Gr2), Thu (Gr 3) and Fri (Gr 5)
Practicals will start next week
(Monday 13.1.2013).

1. Manufacturing Engineering and Technology by
Kalpakjian & Schmid
2. Materials and Processes in Manufacturing
Degarmo, Black & Kosher
3. Fundamentals of Modern Manufacturing
Groover
REFERNCE BOOKS
manish
Highlight

Evaluation
• Minor 1: 20%
• Minor 2: 20%
• Quizzes (incl Practicals) : 25%
• Major: 35%
Attendance: Minimum required: 75%.
(One grade less if less than 75%).

Primary Manufacturing Processes
• Casting• Forming• Welding• Rapid Prototyping
Secondary Manufacturing Processes
• Machining and Grinding• Coatings
manish
Highlight
manish
Highlight

Various methods of making a simple part:
(a) casting or powder metallurgy, (b) forging or upsetting, (c)
extrusion, (d) machining, (e) joining two pieces.
Manufacturing Processes for a Simple Part
manish
Highlight
manish
Highlight

Casting Process
Cast products
Advantages• any intricate shape can be cast• any ferrous or non ferrous metals & alloys are castable• Tools required for casting molds are simple & inexpensive
Limitations
• surface finish and dimensional accuracy is less in sand casting process
manish
Highlight
manish
Highlight
manish
Highlight

Castings Since 3200 BC
Casting in China 3000 BC old
Bronze Statute Casting 450 BC
Early Iron works in Europe 1543 AD

MODERN DAY CASTING PROCESS

Classification of Casting Processes
Conventional Molding Processes
• Green sand molding• Dry sand molding
Chemical sand molding processes
• Shell Molding• Sodium silicate Molding
Permanent Mold Processes
• Gravity die casting• Pressure die casting
Special Casting Processes
• Investment Casting • Evaporative pattern
• Centrifugal casting
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight

Steps in making Sand Casting
manish
Highlight

Schematic view of the Mold section showing some casting terms

Design of Riser required foro Castings without shrinkage defectso Economic production – maximize casting yield
Design of Riser very sensitive to: Pouring temperature Pouring time
Riser Effectiveness can be increased by Increasing the superheat of the molten metal Insulating the riser (For example an open riser may be insulated) Making V/A ratio high Avoiding heat masses distant to the riser location Do not feed a heavy section with a lighter one
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight

Avoiding heat masses away from the riser
Do not feed a heavy section with a lighter one

Some design considerations of sections during Casting
Prevent Planes of Weakness
manish
Highlight

Reducing Turbulence
Judicious choice of connection between casting and riser

Regulation of Thermal Gradients using Chills (Internal as well as External)

It is the replica of the object to be made by the casting process,with some modifications.
Pattern
Functions of the Pattern
1. A pattern is used to make a mold cavity2. A pattern may contain projections known as core
prints if the casting needs to be made hollow.3. Runner, gates, and risers used for feeding molten
metal in the mold cavity may be a part of the pattern.4. Proper patterns with good surface finish reduce casting
defects.5. A properly constructed pattern minimizes the overall cost
manish
Highlight
manish
Highlight

Pattern Material
A pattern may be made up of wood, plastic, rubber,wax etc. The imp. Properties which the pattern matl.must possess are:
• light in weight• strong, hard and durable• resistant to wear and corrosion• dimensionally stable(unaffected by temp.,humidity)
Different types of patterns available
• solid pattern• split pattern• match plate pattern• cope and drag pattern• sweep pattern• skeleton pattern
manish
Highlight
manish
Highlight
manish
Highlight

Schematics of Different Patterns

Pattern allowances
1. Shrinkage or contraction allowance2. Draft or taper allowance3. Machining or finish allowance4. Distortion or camber allowance5. Rapping allowance
Draft / Taper allowance
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight

Shrinkage AllowanceLiquid shrinkage: refers to the reduction in volume When liquid metal changes to solid state. Risers areUsed to compensate this shrinkage.
Solid shrinkage: refers to the reduction in volumewhen solid metal cools to the ambient temperature.to compensate this reduction shrinkage allowance is given on the patterns
Material Dimension Shrinkage allowance (inch/ft)
Grey Cast IronUp to 2 feet2 feet to 4 feetover 4 feet
0.1250.1050.083
Cast Steel Up to 2 feet2 feet to 6 feetover 6 feet
0.2510.1910.155
Aluminum Up to 4 feet4 feet to 6 feetover 6 feet
0.1550.1430.125
Magnesium Up to 4 feetOver 4 feet
0.1730.155
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight

Metal Dimension (inch) Allowance (inch)
Cast ironUp to 1212 to 2020 to 40
0.120.200.25
Cast steelUp to 66 to 2020 to 40
0.120.250.30
Non ferrousUp to 88 to 1212 to 40
0.090.120.16
Machining Allowance
manish
Highlight
manish
Highlight

Distortion / Camber allowance

PATTERN DESIGN SUGGESTIONS
Modification performed to avoid hot spots
Hot Spot locations
Incorporating appropriate fillet radius to minimize defects
manish
Highlight
manish
Note
Hot spots , the areas where cooling rates are lower. they could develop porosity and shrinkage defects. Cores are used in these hot spot locations. Do not effect the strength
manish
Note
sharp corners can cause stresses and rupture while cooling. Use appropriate fillet radius to

Avoid abrupt section changes
Design for uniform thickness in sections
Intersection detailing
manish
Highlight

Avoid using ribs which meets at acute angles
manish
Highlight

Core and Core Prints
Core held by Chaplets
manish
Highlight

A Typical Sand Muller used for mixing of sand particles
Close up View of the Sand Muller
Photographic view of the Sand muller
manish
Highlight

Molds and Mold makingFoundry sands are silica and silica mixed with other mineralsA typical composition is 90% sand, 7% clay and 3% water (all percentages are by vol.)Binders other than clay are organic resins (phenolic resins) and inorganic binders such as sodium silicates and phosphates.Other additives may be provided to enhance properties such as strength,PermeabilityFiner sand grains give better surface finish, coarser more permeabilityIrregular size grains are preferred for better interlocking ability
Molding sand is usually compacted around the pattern in a container called flaskSandslingers are used to fill the flask uniformly under high pressureStream.
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight

MOLD MAKING PRACTICES
Jolt type mold making machine Jolting and Squeezing type

Different Squeeze Heads for Mould making
Flat Head Profile Head
manish
Highlight
manish
Highlight
manish
Highlight

Desirable Mold Properties and Characteristics
• Strength - to maintain shape and resist erosion
• Permeability - to allow hot air and gases to pass through voids in sand
• Thermal stability - to resist cracking on contact with molten metal
• Collapsibility - ability to give way and allow casting to shrink without cracking the casting
• Reusability - can sand from broken mold be reused to make other molds?
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight

Foundry Sands Silica (SiO2) or silica mixed with other minerals
• Good refractory properties - capacity to endure high temperatures
• Small grain size yields better surface finish on the cast part
• Large grain size is more permeable, to allow escape of gases during pouring
• Irregular grain shapes tend to strengthen molds due to interlocking, compared to round grains– Disadvantage: interlocking tends to reduce
permeability
manish
Highlight
manish
Highlight
manish
Highlight

Base SandOther than Silica sand, zircon sand, chromite sand and olivine sand can be used
Binders
• clay binders• organic binders (e g , phenolic resins) • inorganic binders (e g , sodium silicate and phosphate)
Most common clay binders are:Kaolinite /fire clay (Al2O3 2 SiO2 2 H2O) &Bentonite (Al2O3 4 SiO2 nH2O)
Bentonite has higher moisture absorbing power
Moisture required for bonding action of the clay
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight

Types of Sand Mold
• Green-sand molds - mixture of sand, clay, and water; – “Green" means mold contains moisture at time of
pouring
• Dry-sand mold - organic binders rather than clay and mold is baked to improve strength
• Skin-dried mold - drying mold cavity surface of a green-sand mold to a depth of 10 to 25 mm, using torches or heating lamps
manish
Highlight
manish
Highlight
manish
Highlight

Vacuum Molding Process
Step 1 Thin preheated plastic sheet over vented pattern and vacuum generatedStep 2 A mold flask specially designed is kept on the pattern and filled with sandStep 3 Another plastic sheet is placed over the flask and vacuum is drawn which binds the sandStep 4 Vacuum in the pattern withdrawn to facilitate removalStep 5 Two halves of the mold assembled to perform the casting operation
manish
Highlight

Ladles• Moving molten metal from melting furnace to
mold is sometimes done using crucibles • More often, transfer is accomplished by ladles
Two common types of ladles: (a) crane ladle, and (b) two-man ladle
manish
Highlight

Plaster Mold CastingSimilar to sand casting except mold is made of plaster of
Paris (gypsum - CaSO4-2H2O) • In mold-making, plaster and water mixture is poured
over plastic or metal pattern and allowed to set – Wood patterns not generally used due to extended contact
with water
• Plaster mixture readily flows around pattern, capturing its fine details and good surface finish
• Because of lower thermal conductivity the castings cool slowly and uniform grain structure is obtained which minimizes warpage
• Typical cast parts are valves, gears, ornaments etc.
manish
Highlight
manish
Highlight
manish
Highlight

Advantages and Disadvantages of Plaster Mold Casting
• Advantages:– Good dimensional accuracy and surface finish
– Capability to make thin cross-sections in casting
• Disadvantages:– Moisture in plaster mold causes problems:
• Mold must be baked to remove moisture
• Mold strength is lost when is over-baked, yet moisture content can cause defects in product
– Plaster molds cannot stand high temperatures, so limited to lower melting point alloys
manish
Highlight

Ceramic Mold Casting
Similar to plaster mold casting except that mold is made of refractory ceramic materials that can withstand higher temperatures than plaster
• Ceramic molding can be used to cast steels, cast irons, and other high-temperature alloys
• Applications similar to those of plaster mold casting except for the metals cast
• Advantages (good accuracy and finish) also similar
manish
Highlight

Steps in Ceramic Mold making
A Typical Ceramic mould forcasting steel dies used in hot forging
manish
Highlight

Shell Molding Process
Developed in Germany during early 1940s
3 to 8% phenolformaldehyde / ureaformaldehyde thermosetting resin
Lubricants like zinc/calcium stearate improve flowability
230 to 350o C
manish
Highlight
manish
Highlight

Advantages of Shell Mould Casting
• Good surface finish (Ra 1.25 to 3.75 microns)• High dimensional tolerance• Amenable towards automation• Good mold collapsibility• Castings weighing upto 450 kgs can be cast by this process• Thin sections (upto 0.25 mm) can be cast by this processLimitations
• Patterns are expensive• Castings weighing more than 450 kgs cannot be made• Highly complicated shapes cannot be made
Applications
• Cast iron, Aluminium and copper alloys are cast by this process
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight

Sodium silicate CO2 Molding ProcessThe refractory material is coated with a sodium Silicate binder. After compaction CO2 is passedThrough the mold. CO2 chemically reacts withSodium silicate to cure or harden the binder. AfterCuring the pattern is withdrawn from the mold. Normally sand cores are obtained through this process & they possessGood complaince at elevated temperature
Advantages• good dimensional tolerance because of the • hard rigid mold• good surface finish of the cast products
Limitations
• poor shake out and collapsibility• binder hygroscopic causing porosity in castings
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight

Permanent Mold Materials:
• Fine grained grey cast iron
• Alloy steels for large volumes and large parts
• Graphite for small volume castings of Al & Mg
The die life depends on
• the melting temperature of metals and alloys
Materials normally cast in permanent molds
• Al. alloys
• Mg alloys
• Zn alloys
• Grey Cast Iron
Permanent Mold casting / Gravity Die casting
The molds are coated with refractory to a layer of 8 mm
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight

The Basic Permanent Mold Process
Uses a metal mold constructed of two sections designed for easy, precise opening and closing
• Molds used for casting lower melting point alloys are commonly made of steel or cast iron
• Molds used for casting steel must be made of refractory material, due to the very high pouring temperatures

Molds for Die Casting
• Usually made of tool steel, mold steel, or maraging steel
• Tungsten and molybdenum (good refractory qualities) used to die cast steel and cast iron
• Ejector pins required to remove part from die when it opens
• Lubricants must be sprayed into cavities to prevent sticking
manish
Highlight
manish
Highlight
manish
Highlight

Advantages of Gravity Die Casting
• A fine grained casting with superior mechanical properties
• Good surface finish (4 microns)
• Good dimensional tolerance
• Mass production of castings possible
Limitations
• Maximum weight of casting limited to 15 kgs
• Complicated shapes cannot be produced
Applications
Automobile pistons, stators, gear blanks, connecting rods etc
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight

Vacuum Permanent Mold Casting Process
Advantages:Air porosity is reducedCasting strength is enhanced
manish
Highlight
manish
Highlight

Pressure Die Casting
Molten metal enters the die cavity at pressures 70 to 2000 times
the normal atmospheric pressure
Employment of high pressure aids in die casting of
• narrow sections
• complex shapes
• finer surface details of the casting
Die Casting Machines are basically of two types
• Cold Chamber die casting
• Hot chamber die casting
manish
Highlight
manish
Highlight

Vertical Type

Horizontal Type

Cold chamber die casting suitable for casting of
• Aluminium alloy
• Mg alloys
• Brass etc
Pressure applied in cold chamber die casting method can be
as high as 2000 atmospheres
Advantages
• high temperature metals and alloys can be cast
• large parts (weighing around 25 kgs) can be cast
• high surface finish ( 1 m) and dimensional tolerance
• better mechanical properties of the casting because of the fine grains
Limitations
• large cycle time
• metal sometimes looses the superheat and cause defects such as
“cold shut”
• dies and the machines are expensive
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight

Die closed and plunger withdrawn Metal forced
into die cavity at
fixed press.
Plunger
withdrawn
& die opened Press. 50 to
150 atm
Hot Chamber Die Casting

Advantages of Hot Chamber Die Casting
• Improved productivity
• Superior surface finish
• High tolerance
• Intricate shapes with thin walls can be easily produced
Limitations
• Only low melting alloys (such as Zn, Sn, Pb) are cast
• Small castings weighing less than 4.5 kg can be cast
manish
Highlight
manish
Highlight

INVEST MENT CASTING

Steps followed in Investment Casting Process
1. A heat disposable pattern made of wax or plastic is made
2. A pattern assembly (tree / cluster) is prepared attached to a
central wax sprue
3. Pattern assembly is invested into a ceramic slurry composed of
silica flour suspended in soln. of ethylsilicate. Ceramic shell of
6mm thickness is formed around the wax assembly.
4. The assembly baked in oven to melt out the wax/plastic thereby the
dimensions of mold cavity precisely match those of the product
5. The shell mold is fired at 900 to 10000 C to remove all traces of wax
and also the strength gets enhanced
6. Molten metal is poured when the mold is still hot resulting in a
production of a cluster of castings at a time
manish
Highlight
manish
Highlight

Applications of Investment Casting
• Intricate shaped objects like jewelry
• Cylinder heads
• cam shafts
• gas turbine blades
Advantages of Investment Casting Process
• Complicated and intricate shaped products can be easily cast
• High dimensional tolerance achievable
• Surface finish is excellent
• Additional machining not required as it is a net shape process
• All types of metals and alloys can be cast by this process
Limitations
• A relatively expensive process
• Size of the casting is limited (max. around 5 kg)
manish
Highlight
manish
Highlight
manish
Highlight

Figure 11 9 - A one-piece compressor stator with 108 separate airfoils made
by investment casting (courtesy Howmet Corp )

Evaporative Polystyrene Process (EPS) / Lost Foam Process /
Full Mold Process / Evaporative Foam Process
Coating of the polystyrene
Pattern to provide a smoother
casting
manish
Highlight

Procedural steps in EPS Casting Process
1. Beads of polystyrene are pre-expanded and introduced into die
cavity.
2. A steam cycle fully expands the beads and help in fusing them
together
3. For complex patterns different pattern sections are assembled
and glued together to form a cluster. Pouring cup and sprue are
also attached in a similar fashion
4. The foam pattern cluster is coated with a refractory material
5. After the coating has dried the pattern assembly is placed in a
vented flask and molding sand is compacted around the
pattern by using a vibration table to ensure proper and uniform
compaction
6. Molten metal is poured into that portion of the pattern which
forms the pouring cup and sprue
manish
Highlight

Advantages of the EPS Process
• Need for pattern withdrawal is eliminated
• No binders or other additives are required for the sand which
is reusable
• Cores are not required
• Shake out of the casting in the unbonded sand is easier
• Consideration for draft and parting lines can be ignored
Limitations of the EPS Process
• A new pattern is needed for every casting
• This process is economic only when mass scale castings are produced
Applications
The EPS process has been applied to mass produce castings of
Automobile engines
manish
Highlight
manish
Highlight

Centrifugal Casting
It refers to several casting methods in which the mold is rotated
at moderate to high speed so that the centrifugal force distributes
the molten metal into the mold/die cavity
Centrifugal Castings are of three types
• True Centrifugal Casting
• Semi centrifugal Casting
• Centrifuge Casting

Centrifugal Casting Process
Schematic illustration of the centrifugal casting process. Pipes, cylinder liners, and similarly shaped parts can be cast by this process.

Analysis of Forces in Centrifugal Process
GF
If G factor is too low then the molten metal will not remain forced against the moldWall. Slipping will occur against the molten metal and the mold walls. To ensureBetter horizontal centrifugal casting GF should be between 60 and 80
manish
Highlight

True Centrifugal Casting produces hollow shaped products without
using internal cores
The Centrifugal accelerating force is high almost 70 to 80 times that
of gravity which helps in pushing the molten metal to the walls of the
mold
Outer shape is controlled by the mold contour while the inner shape is
controlled by the amount of the molten metal poured in
There are horizontal as well as vertical axis machines. Only short tubes are
manufacture in the vertical machines
Advantages
• Mechanical properties of the castings are better
• Directional solidification can be accomplished
• Core requirements are eliminated
• Gating system is not required
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight
manish
Highlight

CENTRIFUGAL CASTING
VERTICAL TYPE
Limitations
• Axisymmetric shapes and concentric
holes are suitable for CC
• Equipment cost is high so suitable
for mass production
Due to gravity casting wall thicker at baseThan at the topInside profile of the casting wall takes aParabolic shape

True Centrifugal Casting
Molten metal is poured into rotating mold to produce a tubular part
• In some operations, mold rotation commences after pouring rather than before
• Parts: pipes, tubes, bushings, and rings
• Outside shape of casting can be round, octagonal, hexagonal, etc , but inside shape is (theoretically) perfectly round, due to radiallysymmetric forces

Semicentrifugal Casting
Centrifugal force is used to produce solid castings rather than tubular parts
• Molds are designed with risers at center to supply feed metal
• Density of metal in final casting is greater in outer sections than at center of rotation
• Often used on parts in which center of casting is machined away, thus eliminating the portion where quality is lowest
• Examples: wheels and pulleys
manish
Highlight
manish
Highlight

Semi centrifugal casting
Solid castings are produced
Rotating speed is not very high
Density is high at the outer section than in the inner section
Such casting technique suitable for products undergoing subsequent
machining
Wheels and pulleys
manish
Highlight
manish
Highlight

Centrifuge Casting
• Mold is designed with part cavities located away from axis of rotation, so that molten metal poured into mold is distributed to these cavities by centrifugal force
• Used for smaller parts
• Radial symmetry of part is not required as in other centrifugal casting methods
manish
Highlight

Centrifuging
Centrifuging process can cast products not having axisymmetry
The process is used for smaller parts
Metals cast by centrifuging are aluminium, steels and cast irons
manish
Highlight

Squeeze-Casting Process
Sequence of operations in the squeeze-casting process. This process combines the advantages of casting and forging.

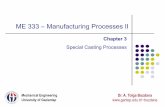
Costs Comparison for Different Casting Processes
Economic comparison of making a part by different casting processes. Note that because of the high cost of equipment, die casting is economical for large production runs. Source: The North American Die Casting Association.

Classification of casting defects• Surface Defects • blow
• scar
• drop
• scab
• penetration
• Internal Defects• blow/gas holes
• porosity
• pin holes
• inclusions and dross
• Visible Defects • rat tail
• swell
• misrun
• cold shut
• hot tear
• shrinkage
• mold shift
• core shift

DEFECTS IN CASTINGS
Surface and internal defects
Low permeability
Poor venting, high moisture
Hydrogen inclusion
Sand erosion
Molding sand too fine
or heavily rammed
Inadequate packing
High fluidity
Buoyancy of liq. metal
Poor mold strength

DEFECTS IN CASTINGS
Visible Defects
Insufficient fluidity
Low superheat
Slow pouring rate
Cross section too thin
Improper riser design Poor collapsibility
Splattering
during pouring
Common in alloys
manish
Highlight

Furnaces for Casting Processes
• Furnaces most commonly used in foundries:
– Cupolas
– Direct fuel-fired furnaces
– Crucible furnaces
– Electric-arc furnaces
– Induction furnaces

Cupolas
Vertical cylindrical furnace equipped with tapping spout near base
• Used only for cast irons, and although other furnaces are also used, largest tonnage of cast iron is melted in cupolas
• The "charge," consisting of iron, coke, flux, and possible alloying elements, is loaded through a charging door located less than halfway of cupola
manish
Highlight

Cupola for Cast Iron Melting

Direct Fuel-Fired Furnaces
Small open-hearth in which charge is heated by natural gas fuel burners located on side of furnace
• Furnace roof assists heating action by reflecting flame down against charge
• At bottom of hearth is a tap hole to release molten metal
• Generally used for nonferrous metals such as copper-base alloys and aluminum
manish
Highlight

Crucible Furnaces
Metal is melted without direct contact with burning fuel mixture
• Sometimes called indirect fuel-fired furnaces
• Container (crucible) is made of refractory material or high-temperature steel alloy
• Used for nonferrous metals such as bronze, brass, and alloys of zinc and aluminum
manish
Highlight

Electric-Arc Furnaces
Charge is melted by heat generated from an electric arc
• High power consumption, but electric-arc furnaces can be designed for high melting capacity
• Used primarily for melting steel
manish
Highlight
manish
Highlight

Figure of Electric arc furnace for steelmaking

Induction Furnaces
Uses alternating current passing through a coil to develop magnetic field in metal
• Induced current causes rapid heating and melting • Electromagnetic force field also causes mixing
action in liquid metal • Since metal does not contact heating elements,
the environment can be closely controlled, which results in molten metals of high quality and purity
• Melting steel, cast iron, and aluminum alloys are common applications in foundry work
manish
Highlight
manish
Highlight

Figure of an Induction furnace

Additional Steps After Solidification
• Trimming
• Removing the core
• Surface cleaning
• Inspection
• Repair, if required
• Heat treatment

Foundry Inspection Methods
• Visual inspection to detect obvious defects such as misruns, cold shuts, and severe surface flaws
• Dimensional measurements to insure that tolerances have been met
• Metallurgical, chemical, physical, and other tests concerned with quality of cast metal

Digital Sand Casting Process