
Case Study VW Halves Fit-and-Finish Inspection...
6
Case Study VW Halves Fit-and-Finish Inspection Times for its Premium Flagship Model Volkswagen Utilizes Two Leica T-Probe Systems in Final Quality Control of its Phaeton Flagship by Neven Jeremić The Transparent Factory in Dresden, as this futuristic plant enclosed almost entirely in glass is called, was built especially to manufacture Volkswagen’s premium-segment vehicle, the Phaeton, and opened its doors on December 11th, 2001. Employing a workforce of some 400 people, the plant is located centrally in the city, fitting beautifully within its urban landscape.
Transcript of Case Study VW Halves Fit-and-Finish Inspection...
Case StudyVW Halves Fit-and-Finish Inspection Times for its Premium Flagship Model
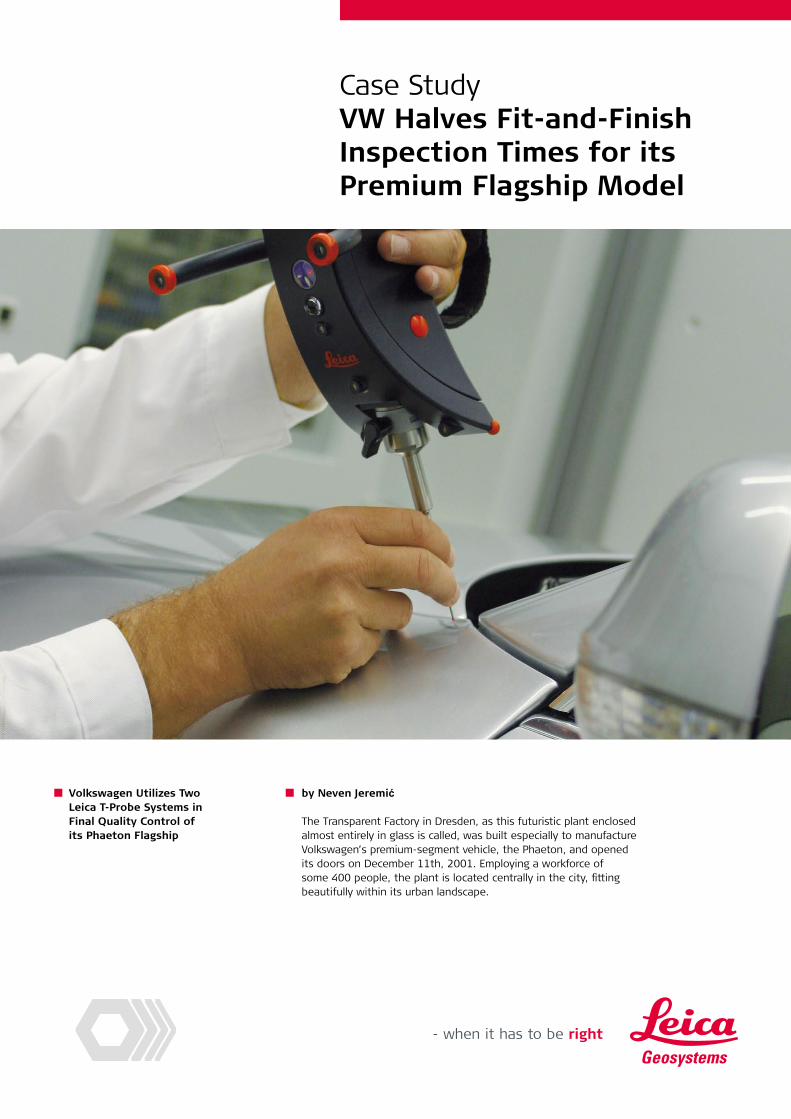
Volkswagen Utilizes Two Leica T-Probe Systems in Final Quality Control of its Phaeton Flagship
by Neven Jeremić
The Transparent Factory in Dresden, as this futuristic plant enclosed almost entirely in glass is called, was built especially to manufacture Volkswagen’s premium-segment vehicle, the Phaeton, and opened its doors on December 11th, 2001. Employing a workforce of some 400 people, the plant is located centrally in the city, fitting beautifully within its urban landscape.

“In the future, we plan to introduce laser scanning of surfaces, which will
make the measurement processes even more time-efficient.”
Frank Herold, Metrology Departement VW Dresden
Volkswagen was the first car manufacturer to implement a production concept that combines the automated processes of classic industrial automobile production with manual work processes. Another unique characteristic of the Transparent Factory is that customers who order a Volkswagen Phaeton can actually come and watch as their very own vehicle is being made. The two days required to put together every new Phaeton are alternatively split between touring different plant facilities and paying homage to Dresden’s rich cultural heritage. Taking delivery of your new Phaeton is a red-carpet event both inside and outside the Transparent Factory, and includes a visit to the world-famous Semper Opera.
The body shells manufactured at Volkswagen’s Mosel plant are shipped by
truck to Dresden, where they are stored in a glass-clad storage facility prior to the final assembly. The image people looking in from outside the plant get is one reminiscent of a box full of oversized model cars. Yet even when they are in direct proximity of the plant, pedestrians and residents can make out practically no sound coming from within. This way, not only is the Transparent Factory in complete architectural congruence with its urban surroundings, it also introduces no sound pollution to the otherwise tranquil street block on which it is located.
The core element of Volkswagen’s new manufacturing concept is the scaled assembly line. The only thing this operation actually has in common with conventional assembly lines is the phasing of individual assembly procedures, meaning that production is sectored into stages such as engine fitting and window fitting. The surface of each of the concentrically designed scaled assembly lines comprises 29 individual segments with wall-to-wall hardwood floors. It is on these segments that the vehicles to be assembled are placed by lifters which feature a large selection of setting options. Given the hardwood floors and the clearly structured assortment of assembly parts placed
Pre-assembled undercarriages and bodies of the Phaeton are brought together and assembled in the so-called “wedding department.”
Bodyshells are transported between different stations using an automated railway system.

in baskets, the entire setup looks more like a high-tech trade workshop than an assembly-line operation. Vehicle assembly operations at the Transparent Factory take place on two floors. The scaled assembly line is complemented by an automated suspended railway system used to vertically link the two floors with one another and to add horizontally aligned production processes on each level. This system transports cars to the other floor and to specific assembly workstations, such as the one at which vehicles are fuelled. The cars from the upper floor “float” down onto the first floor.
With the precision-phasing system, the impeccable cleanliness of production areas, an ideally trained workforce and permanent controls, Volkswagen has achieved the maximum level of manufacturing quality at its Dresden site. The individually phased production processes have been systematically tailored to the people who perform them. The manipulator, for example, is an assistant on navigable rollers with which workers are able to adjust the positioning of large components, such as whole dashboards, to the last millimeter required for their installation into the body shell.
The distinguishing feature of the Transparent Factory itself, a feature visible from a great distance, is a glass tower of close to 40m in height in which the completed automobiles are displayed as they wait for pick-up by their new owners. It is from here that the proud owners set off from the Transparent Factory in their new vehicles. In the premium segment, the ownership experience has to be perfect, and that begins even before the car keys are turned over to the customer.
This dedication to perfection manifests itself in many ways, for example in the attention paid to the width of the gap between individual sheetmetal segments, to the way headlamp elements seamlessly hug the fender or the “thump” a door makes when it shuts. All of these are subtle yet perceptive indicators of the car’s quality even to non-technical people, and even an untrained eye will immediately notice if something does not sit perfectly.
The Metrology Department at the Dresden plant, under the guidance of Frank Herold, is in charge of assuring the perfect fit. The department calibrates and sets the production tools and conduct the initial inspection of the subassembly and bodyshells. In addition, they perform analysis measurements to determine how various external parts fit to one another. In short, the Metrology Department keeps all these different processes stable and well within tolerances.
These measurements are extremely important in a vehicle in the premium class because the buyers expect nothing
but absolute perfection and almost religious attention to detail. In the past, the department has relied on a large-scale measurement facility with conventional coordinate measurement machines. This facility was not located on the premises, which has meant transporting half-finished vehicles offsite and back to the Transparent Factory, which was a production interruption involving time loss and added costs. When Frank Herold started looking for an alternative solution, he was fully aware that any replacement solution had to be fully cost-effective and had to bring substantial benefits. He explains: “We wanted to implement a versatile measurement system that would allow us to cut the time needed to inspect a finished vehicle. Of course, the system had to meet our strict accuracy, stability and quality requirements. Together with our partners in the planning department, we decided to shift the responsibility for calibrating and setting entirely to the assembly group, with the requirement to discontinue using setting masters normally used for such tasks and focus solely on laser trackers.”
Herold continues: “Thanks to our migration to two Leica T-Probe systems, we were able to cut the time needed to inspect a vehicle by at least 4 to 5 hours. Plus, the entire time and effort normally invested in the maintenance and alignment of the setting masters as well as the whole storage space became history. What we have effectively done is cut the end inspection times in half. Having a fixed CMM installation on the premises was out of the question for us due to our spatial constrictions. Rather
Everything that the customer sees is inspected with tolerances of up to 0.5mm. With the Phaeton, Volkswagen aims to be the most solidly put together car in its class.

The gap between the trunk lid and the rear fender might be barely noticeable, but any deviation from target values will be noticeable to the discerning eye. Everything has to sit perfectly.
than bringing the finished car to the CMM, we are now bringing the CMM to the car instead.”
Like in most businesses, time is money, and Volkswagen chose to get two complete Leica T-Probe systems that both measure in the same coordinate system. One system inspects the front end and the left side of the car while the second system inspects the car‘s read and the right-hand side. This combination produces optimal time saving results.
AICON 3D Systems from Braunschweig, Germany, which distributes the Leica Laser Tracker and implements installations and customer support in that geographical area, brought this idea to life. AICON’s Thomas Nickel explains: “We’ve created the first-ever laser tracker ‘Doublet’. Because both systems are controlled by the Metrolog XG for Leica software and use the same coordinate system, data sets can be simply exchanged between the two. This way, the laser tracker duo can fully replace a mobile double-column CMM. This double laser tracker setup gives the operator
easy access to all sides of the vehicle without the need to reposition the laser tracker, with the crucial difference that the system is mobile and that the inspection of hard-to-reach positions, such as the car underbody, is a breeze. This solution is one-of-a-kind.”
All in all, the two Leica T-Probe systems are used not just in the metrology lab but throughout the Transparent Factory: in addition to inspecting panel gaps on finished vehicles, they conduct the initial inspection on different modules and subassemblies (e.g. the entire cockpit as one unit). For example, the Leica Geosystems’ portable CMM system is used to inspect the stationary tools on axis alignment, which now takes only 45 minutes.
Herold concludes: “In the future, we plan to introduce laser scanning of surfaces, which will make the measurement processes even more time-efficient, and the Leica T-Scan is the logical choice here because it would seamlessly integrate into our existing laser tracker-based portable CMM system and has the same
large measurement volume of 30m. Thanks to our dual Leica T-Probe system, we have effectively halved inspection times on finished vehicles and have at the same time gained an unsurpassed level of versatility, being able to ‘loan out’ a complete system to other departments, completing two very different sets of tasks with just one solution: both end inspection of finished vehicles and tool inspection in the assembly line.”
Inspecting the position of hard-to-reach parts is a non-issue with the Leica T-Probe. The fact that the reference point on the exhaust system located on the underbody is hidden from sight is irrelevant. As long as the Leica T-Probe maintains a line of sight to the Leica Laser Tracker, making accurate measurements is easy.

The way the front fender fits to the hood and the resulting gap between them are a subtle indicator of a car’s fit-and-finish. A metrology technician can monitor possible deviations from target values on a computer running on Metrolog XG for Leica software.
A Leica T-Cam, mounted on a Leica Laser Tracker, monitors the move-ment of the Leica T-Probe as it inspects how the interior cladding fits on the driver door. Measure-ments within 15m in any direction can be made, giving the operator a measurement volume of 30m.
The location of the ABS control module is just one of the engine subgroups whose location is checked against
target values. The operator can follow the progress of the measurement and
any possible deviations in real time on the application PC running the
Metrolog XG for Leica software.

Whether building the fastest car, the biggest plane, or the most precise tooling, you need exact measurements to improve quality and produc-tivity. So when it has to be right, professionals trust Leica Geosystems Metrology to help collect, analyze, and present 3-dimensional (3D) data for industrial measurement.
Leica Geosystems Metrology is best known for its broad array of control and industrial measurement products including laser trackers, Local Positioning Technology (LPT) based systems, hand-held scanners, 3D software and high-precision total stations. Those who use Leica Metrology products every day trust them for their dependability, the value they deliver, and the world-class service & support that‘s second to none.
Precision, reliability and service from Leica Geosystems Metrology.
When it has to be right.
© Copyright 2007 – Leica Geosystems AG, Unterentfelden, Switzerland
For more information, please contact [email protected]
Leica Geosystems AGMoenchmattweg 5CH-5035 UnterentfeldenSwitzerlandPhone +41 62 737 67 [email protected]
www.leica-geosystems.com/metrology
759184 -en-05.07. Printed in Switzerland.


















