Carbon Capture and Storage Plant Design
85
PEME 3200 Design Project (BEng) Plant Equipment Design Report CO 2 Capture Project Heat Exchanger and Pump Design Nick Marshall ID: 200635726 Group: CE6
Transcript of Carbon Capture and Storage Plant Design

PEME 3200 Design Project (BEng)
Plant Equipment Design Report CO2 Capture Project
Heat Exchanger and Pump Design
Nick Marshall
ID: 200635726Group: CE6
Supervisor: Prof. HeggsSubmitted: 21/03/2014

Summary
Following on from the preliminary design that was originally produced in 2013, this follow
on report discusses the detailed heat exchanger design of E-103A. This heat exchanger
interchanges heat between two process streams in order to provide a certain degree of energy
recovery which promotes a more efficient process in general. A gasketed plate heat
exchanger was selected for this role due to their superior performance when the two streams
in question are both liquid. Plate type heat exchangers are also typically favoured due to their
relatively compact size in comparison to the shell and tube variety. The final heat exchanger
design can be described as 1 of 6 v 1 of 6. Plates of chevron angle 60° were to be made of
stainless steel 304 due its good thermal properties, malleability and strength.
The addition of a second heat exchanger, E-103B was also found to be necessary due to the
large energy surplus that exists in stream 14 after passing through E-103A. This exchanger
was required in order to cool the lean amine stream to 318 K before entering the stripping
column. Here, cooling water supplied at summer temperature of 296 K was utilised to reach
the desired temperature. Note that the cooling water was constrained to a maximum return
temperature of 313 K. Again a plate type heat exchanger was deemed most suitable and in
this case the configuration can be described as 1 of 10 v 1 of 10.
The design of pump, P-103 was also covered and it was found to have an efficiency of 68 %.
Total required power output was found to be in the region of 2 kW.

ContentsIntroduction................................................................................................................................1
1.1 Project Brief.....................................................................................................................1
1.2 Equipment Design............................................................................................................2
1.2.1 Lean Amine/Rich Amine Heat Exchanger (E-103A)...............................................2
1.2.2 Lean Amine Cooler (E-103B)...................................................................................2
1.2.3 Lean Amine Pump (P-103).......................................................................................3
2. Chemical Engineering Design................................................................................................4
2.1 Heat Exchanger Selection................................................................................................4
2.1.1 Shell and Tube...........................................................................................................4
2.1.2 Gasketed Plate Heat Exchanger................................................................................5
2.1.3 Conclusion.................................................................................................................5
2.2 Energy Balance Corrections.............................................................................................6
2.3 Design of E-103A............................................................................................................6
2.3.1 Design Assumptions..................................................................................................8
2.3.2 Design and Sizing Calculation..................................................................................9
2.3.3 Pressure Drop..........................................................................................................22
2.4 Design of E-103B...........................................................................................................24
2.4.1 Design and Sizing Calculation................................................................................25
2.4.2 Pressure Drop..........................................................................................................30
2.5 Specification of P-103....................................................................................................31
2.5.1 Pump Efficiency......................................................................................................34
2.5.2 Power Output..........................................................................................................35
3. Mechanical Engineering Design..........................................................................................36
3.1 Materials of construction................................................................................................36
3.1.1 E-103A and E-103B Frame.....................................................................................36

3.1.2 E-103A and E-103B Plates.....................................................................................37
3.1.3 Selection of Gasket.................................................................................................38
3.1.4 Pipework.................................................................................................................38
3.2 Nozzle Diameter Calculations........................................................................................38
3.2.1 E-103A Nozzle Size................................................................................................39
3.2.2 E-103B Nozzle Size................................................................................................39
3.3 Pipe Insulation Thickness..............................................................................................40
3.3.1 Stream 16 Insulation Thickness..............................................................................41
3.3.2 Stream 14A Insulation Thickness...........................................................................42
3.3.3 Stream 14B/15 Insulation Thickness......................................................................42
4. Equipment Control...............................................................................................................43
4.1 Feedback Control...........................................................................................................43
4.2 Description of Control Loops.........................................................................................44
4.2.1 Flow Indicators (S13 & S19)..................................................................................44
4.2.2 Pressure Indicators (S14A, S14B & S15)...............................................................44
4.2.3 E-103A Temperature Feedback Loop.....................................................................44
4.2.4 E-103B Temperature Feedback Loop.....................................................................45
4.2.5 P-103 Pressure Feedback Loop...............................................................................45
5. Equipment Costing...............................................................................................................47
5.1 E-103A Cost Estimation................................................................................................47
5.2 E-103B Cost Estimation.................................................................................................49
5.3 P-103 Cost Estimation....................................................................................................50
5.4 Total Equipment Cost....................................................................................................50
6. References............................................................................................................................51
Appendix A – Specification Sheet, E-103A............................................................................53
Appendix B – Specification Sheet, E-103B.............................................................................54

Appendix C – Specification Sheet, P-103................................................................................55
Appendix D – Costing Factor Table, ESDU............................................................................56

Acknowledgments
I would like to thank both professor Heggs and Dr Goltz for their continued help and support
throughout this project.

Nomenclature

Parameter Symbol Units
Duty Q J.s-1
Mass Flow Rate ṁ Kg.s-1
Specific Heat Capacity Cp J.K-1
Enthalpy H J
Logarithmic Mean
Temperature Difference∆TLM K
Number of Transfer Units NTU -
Correction Factor Ft -
Corrected Mean Temperature
Difference∆Tm K
Number of Plates Nt -
Number of Channels Nch -
Fouling Coefficient αf -
Film Heat Transfer
Coefficienth W.m-2.K
Thermal Conductivity λ W.m-1.K-1
Plate Thickness Δp m
Hydraulic Diameter de m
Overall Heat Transfer
CoefficientU W.m-2.K-1
Nusselt Number Nu -
Reynolds Number Re -
Prandtl Pr -
Density ρ kg.m-3
Velocity up m.s-1

Viscosity μ kg.m-1.s-1
Channel Cross Sectional
AreaAch m2
Friction Factor jf -
Plate Pressure Drop ∆Pp Pa
Port Pressure Drop ∆Ppt Pa
Work W J
Change in Elevation ∆z m
Gravitational Constant g m.s-2
Miscellaneous Pressure Loss ∆Pf Pa
Relative Roughness e m
Efficiency η %
Head H m
Power P W
Inner Pipe Diameter di m
Volumetric Flow Rate Q m3.s-1
Insulation Thickness x m
Pressure Factor CRp -
Plate Material Factor CRm -
Gasket Material Factor CRg -
Construction Factor CRc -

Introduction
In late 2013, a report was produced outlining the potential design of a pilot scale carbon
capture plant to be built at an existing site located on an estuary in North West England. The
site is owned by the power generation company, GASQUAM Ltd, who have allocated
funding to the project. This follow on report provides more specialised detail into the
individual designs of the process equipment described in Part 1.
1.1 Project Brief
A summarised version of the initial project brief is given here in order to provide additional
background and understanding to the calculations found within this report. As mentioned
above, GASQUAM Ltd is considering building an aqueous amine-based absorption plant to
capture CO2 from the flue gas before it exits through the stack. The site in question is a coal
fired power station with an output of 400 MWe and a flue gas production rate of 1.19x106
Nm3.h-1. A 2.5 MWe side stream is to be extracted for use in the pilot plant .Captured CO2
will be compressed (11,000 kPa), cooled (298 K) and subsequently transported through an
existing pipeline network to depleted oil/gas fields and saline aquifers in the North Sea. The
coal used at the site is imported and its composition is as follows:
Table 1.1 – Composition of the coal used in the furnace at GASQUAM Ltds site in North West England
Component % by mass
C 66.29
H 4.39
O 8.73
N 2.09
S 0.58
Ash 11.69
Moisture 6.23
Total 100
1

The boiler is also operated at 20% excess air and the flue gas leaves at a pressure of 110 kPa
and a temperature of 398 K. It was assumed that 0.9 mol % argon was present in the flue gas
and the levels of NOx, SO2 and particulates were 300 ppm, 500 ppm and 10 mg.Nm-3
respectively.
1.2 Equipment Design
The relevant process flow diagram (PFD) can be found at the rear of this report and its
reference is advised whilst reading the following passage. After review of the initial
submitted report, GASQUAM Ltd assigned the design of a specific piece(s) of equipment to
each engineer in the six membered project group. This report deals with the design of heat
exchanger, E-103 (renamed to E-103A) and an additional heat exchanger, E-103B that was
not accounted for in the original plans. Pump P-103 was also to be specified in order to
achieve adequate system pressure.
1.2.1 Lean Amine/Rich Amine Heat Exchanger (E-103A)
The function of E-103A is to interchange heat from two process streams found within the
system without the use of a utility to provide heating/cooling. This ensures efficient use of
energy and reduces the costs associated with the use of a utility such as steam or cooling
water. Stream 11 (S11, cold inlet), enters the heat exchanger at a temperature of 333 K and
111 kPa pressure. Stream 16 (S16, hot inlet), which originates from the bottom of the
stripping column has a temperature/pressure of 397 K and 112 kPa. In order for the stripping
and absorption process to perform correctly, the hot outlet (stream 14, S14) was required to
be at a temperature of 318 K whilst the cold outlet (stream, S13) on the other hand needed to
be at 361 K. Such temperatures were deemed to be unattainable by the use of a sole heat
exchanger and so a secondary exchanger (E-103B) was added to the final design plan.
1.2.2 Lean Amine Cooler (E-103B)
This heat exchanger was required as insufficient energy was available from S11 and so the
temperature required for re-entry into the absorber was unable to be achieved. The cooling
2

method of E-103B differs from E-103A as it relies on the use of a cold utility to reach the
desired temperature. Steam 14A (S14A, hot inlet) leaves E-103A at a temperature of 374.7 K
and then enters E-103B further downstream. After the cooling process has taken place, S14B
is to leave at 318 K and 110 kPa ready for the absorption process. Cooling water to the site is
available at a summer temperature of 296 K and the return temperature must not exceed 313
K.
1.2.3 Lean Amine Pump (P-103)
This pump is located between the stripping and absorption columns. Its role is to provide
adequate energy to overcome frictional losses that occur in the piping and heat transfer
equipment. System pressure also lost due to pipe bends, valves and instrumentation (Sinnott,
2003). The lean amine stream (S16, S14A, S14B, and S15) must also flow upwards vertically
making the pump necessary to counteract the effects of gravity.
Further details of the above three units are given in section 2 ‘Chemical engineering design’.
3

2. Chemical Engineering Design
As outlined in the introduction, the design of two heat exchangers (E-103A & E-103B) was
required by the board of GASQUAM Ltd after intricate review of the initial plant report
submitted in late 2013. Due to the reduction of pressure that inevitably occurs within
engineering systems (result of friction etc.), it was also necessary to select and specify a
suitable pump (P-103) to overcome any loss of pressure. This ensured adequate flow rate was
achieved and allowed the lean amine stream to enter the absorber at an acceptable operating
pressure. This section contains all the relevant sizing calculations that were subsequently
undertaken to produce a detailed description of each piece of equipment.
2.1 Heat Exchanger Selection
Perhaps the first decision an engineer must make before beginning any design process is
selection of the most effective variant of a particular type of equipment for the system in
question. This enables efficient use of recourses such as energy and floor space which
ultimately leads to more profitable operation of the plant. For the equipment considered in
this report, the potential implementation of ‘shell and tube’ and ‘gasketed plate’ type heat
exchangers was explored (details of other available alternatives are not included within this
report).
2.1.1 Shell and Tube
This use of this type of exchanger has been extremely common in industry for many years
and so detailed design information is readily available. From a simplistic view, shell and tube
exchangers essentially consist of a bundle of tubes enclosed within a cylindrical shell
(Sinnott, 2003). The ends of said tubes are installed into tube sheets which act as physical
barriers preventing intermixing of the tube and shell side fluids. Baffles are also present in the
shell to support the tubes and to aid in the direction of fluid. Support rods and spacers are
used to keep the baffles and tubes secure (Sinnott, 2003). The advantages of this type of
exchanger include a relatively large surface area to volume ratio, the ability to withstand
higher pressure and a manner of construction that allows effortless cleaning (Sinnott, 2003).
Fabrication from a large variety of material is also possible making the shell and tube heat
4

exchanger suitable for a large variety of processes involving both corrosive and non-corrosive
materials.
2.1.2 Gasketed Plate Heat Exchanger
Plate heat exchangers were originally developed for the pasteurisation of milk, however their
use has since expanded into many other sectors of the process industry. This type of
exchanger consists of a series of thin rectangular plates which are sealed around the edges by
gaskets and held in place by a large frame (Shah, 2003). The frame contains an upper
carrying bar from which the plates are suspended and lower rail used to ensure the plates are
correctly aligned. Long compression bolts are inserted lengthways through the fixed end
cover, plate pack (series of plates) and moveable plate cover. These bolts act as a clamp thus
ensuring that the system is adequately sealed and minimal leakage will occur (Shah, 2003). A
number of different plate patterns/dimensions exist each with their own unique flow patterns
and heat transfer properties (Sinnott, 2003). The gasketed plate type exchanger occupies a
considerably smaller floor space in comparison to the equivalent shell and tube variety
making it much more desirable for sites where space is at a premium. Additional plates can
be inserted or removed with extreme ease allowing for a vast degree of flexibility to be
attained. Plate cleaning and maintenance can be carried out without the need to thoroughly
dismantle and subsequently reassemble (Sinnott, 2003). One of the major weaknesses of the
plate heat exchanger is its inability to withstand higher pressures (>30 bar) and temperatures
(>250°). However, for the needs of the process discussed in this report (and part 1), they are
more than satisfactory.
2.1.3 Conclusion
After reviewing the advantages and disadvantages of both of the above heat exchanger types,
it was decided that the gasketed plate heat exchanger would form the basis for further design
calculations. This conclusion was reached based on the excellent performance of plate heat
exchangers when both the hot and cold input streams are liquid. Other factors such as ease of
cleaning, floor space required and flexibility were also taken into account. Before making the
final decision, the design group also had the opportunity to visit a working example of a pilot
scale carbon capture plant at the Ferrybridge site based in West Yorkshire. Here it was
5

observed that plate heat exchangers were also being used successfully, further supporting the
final verdict described above.
2.2 Energy Balance Corrections
A number of errors were found in the mass balance that was originally presented in part 1 of
this report series. As a result, it was essential that the energy balance be updated accordingly
in order to prevent inaccuracies in the equipment design and sizing calculations. Table 2.1
shows the relevant enthalpy values associated with each stream and it should be noted that all
calculations were based around a reference state of 298 K. For more details of how the
enthalpy calculations were performed please see report part 1 as the intricacies will not be
discussed here.
Table 2.1 – Enthalpy data for each stream relevant to the design calculations
Stream Number Enthalpy, H (J.s-1)
S11 -837617
S13 -2207771
S14A -3192930
S14B -383429
S15 -383429
S16 -5232590
S19 -5232590
2.3 Design of E-103A
Before beginning the design calculation for this particular unit, it would be wise to discuss
the need for inclusion of the secondary heat exchanger E-103B. This can be achieved with
use of the data found in table 2.1. The original design intention was to use the rich amine
stream leaving the absorber (S11) to cool the lean amine stream (S19, S16) from the stripping
column. In doing so, both streams were to enter their respective columns at an optimum
process temperature removing the need for a hot or cold utility that would be incurred at
6

additional cost. However, performing a simple balance across the exchanger allows the
designer to see that this is in fact not possible. This calculation is shown below:
Required energy removal from hot stream = HS16 – HS14B
= 5232590 – 383429
= 4849161 J.s-1
Required energy gain into cold stream = HS13 – HS11
= 2207771 – 837617
= 1370154 J.s-1
Therefore, the maximum amount of energy that can be removed the hot stream (S16) is
1360154 J.s-1. This leaves an energy surplus of:
4849161 – 1370154
= 3479007 J.s-1
This excess energy would need to be removed by other means, in this case, by the use of
cooling water. From the above, it is evident that a second heat exchanger is certainly needed.
After this conclusion it was necessary to determine the outlet temperature of the hot stream
leaving E-103A (the first heat exchanger) by carrying out a heat balance. The equation used
as basis for the calculation is shown below (incropera, 2001):
Q=ṁC p(Th1−T h2) (2.1)
Using this equation is was then possible to calculate the value of Th2 which was required for
the design calculation.
7

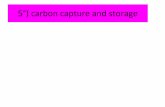
Reference to the following diagram will aid understanding of the calculations that were
performed:
Figure 2.1 – Schematic representation of E-103A
The calculation of Th2 is shown below, note that S11, S13 and S16 were specified
temperatures of 333 K, 361 K and 397 K respectively:
1370154=(8.35×7350)(397−T h2)
Th2 = 374.7 K
Note that a Cp value of 7350 J.K-1 was obtained by inserting the required energy removal
from S16 calculated earlier in to equation 2.1 along with a mass flow rate of 8.35 kg.s -1 and
inlet/outlet temperatures of 397 K and 318 K. With the outlet temperature of E-103A known,
it was then possible to begin the design process.
2.3.1 Design Assumptions
The following assumptions apply to the designs outlined in this report:
- Steady state operation
- Heat exchanger operates under adiabatic conditions
- Negligible enthalpy of mixing and solution
8

2.3.2 Design and Sizing Calculation
In order to begin the design process it was necessary to obtain the duty across the heat
exchanger, Q. The duty is equivalent to the amount of energy absorbed by the cold stream
which was conveniently calculated previously, taking a value of 1370154 J.s-1. With the duty
known, the next step was to calculate the log mean temperature difference which is given by
the following formula (Sinnott, 2013):
∆T mean=(∆Thot−∆T cold)
ln (∆Thot
∆TCold)
(2.2)
Counter-current flow was assumed and so (Shah, 2003):
∆T hot=T h1−T c 2 (2.3)
And,
∆T cold=T h2−T c 1 (2.4)
Combining the above three equations and inserting the relevant stream temperatures yielded
the following result (Incropera, 2001):
∆T LM¿(397−361)(374.7−333)
ln ( 397−361374.7−333
)
LMTD = 38.8
As the flow within the exchanger was counter-current, the log mean temperature correction,
Ft, could be assumed to be 1.0.
9

This can be confirmed through use of the following equation (Sinnott, 2003):
NTU=(t o−t i)∆T LM
(2.5)
Where NTU = number of transfer units, to = stream inlet temperature and ti = stream outlet
temperature. The number of transfer units in this instance was found to be:
NTU=(397−374.7)
38.8
= 0.58
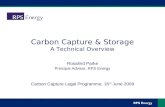
With reference to the graph below, the correction factor could be obtained (Sinnott, 2003):
Figure 2.2 – Relationship between the NTU and Correction factor, Ft
From figure 2.2 it can be seen that for an NTU value of 0.58 and a heat exchanger configured
into a 1:1 pass arrangement, the correction factor is about 0.99. For the purpose of this
design, the correction factor will be assumed as 1.0. The corrected mean temperature
difference is given by:
∆T m=F t×∆T LM (2.6)
10

As Ft = 1.0, equation 2.6 becomes:
∆T m=∆T LM (2.7)
The corrected mean temperature is therefore equal to 38.8. With knowledge of the corrected
mean temperature it was then possible to calculate the heat transfer area, A, acquired using
the below equation (Shah, 2003):
Q=UA ∆Tm (2.8)
The area calculation required the estimation of an overall heat transfer coefficient, U, of
which typical values were found from ‘Perry’s chemical engineers’ handbook’ (Perry, 1999).
It was decided that an initial starting U value of 2000 W.m-2.K-1 would suffice which was
then inserted into equation 2.8 in order to determine the required heat transfer area:
A= 1370154(2000×38.8)
= 17.67 m2
From the transfer area, the number of plates necessary could be found using the relationship
shown here:
Number of platesrequired=ATotal
APlate(2.9)
Plate dimensions and specification vary by manufacturer and selection is therefore a case of
choosing a size that best fits the process in question. A larger plate size was selected for E-
103A to reduce the amount of plates required overall and also to reduce the length of the
overall heat exchange unit. A rough estimate of a currently available plate size was obtained
through the well-known manufacturer, Alfa Laval. The dimensions were based on the Alfa
Laval M series of gasketed plate heat exchangers, more specifically, the M-30 which is the
11

largest of the models currently offered in this range (Alfa Laval, 2014). It is important to note
that the dimensions obtained are not 100 % representative of the actual effective transfer area
available but are instead approximations based on schematics which can be found on the Alfa
Laval company website. The plate dimensions selected for this design are given below:
Table 2.2 – Effective plate area based on the Alfa Laval M-30 gasketed plate heat exchanger model
Effective Length (m) Effective Width (m) Effective Area (m)
1.84 1.04 1.91
The total number of plates was then found:
Number of Plates=17.671.91
≈ 9 Plates Required
At this stage in the design process, a final decision was to be made on the flow arrangement
and number of passes. As mentioned previously, counter-current was initially chosen and it
was concluded that this configuration would allow the most efficient heat transfer between
the two process streams. Counter-current flow always produces a greater mean temperature
driving force in comparison to co-current flow and so a reduced surface area is required to
perform the specified duty (Heggs, 2010). This ensures that the final heat exchanger design is
both cost and space effective. A 1:1 pass arrangement was selected due to its simplicity and
avoidance of issues that otherwise occur in multi-pass systems. In a single pass arrangement,
U-flow is possible, that is both streams (hot and cold) enter and leave at the same end of the
heat exchanger (Heggs, 2010). This type of flow is advantageous as it allows rapid, effortless
disassembly of the plate heat exchanger in order to carry out maintenance tasks such as
cleaning and plate addition/removal. Another benefit of U-flow is the lack of problems
related to pipework which often plague multi-pass arrangements.
With the number of plates, flow arrangement and number of passes now known, the number
of channels per pass could then be found using the following formula (sinnott, 2003):
12

N ch=(N t−1)
2(2.10)
Where Nt = total number of plates, Nch = total number of channels per pass and (Nt -1) = total
number of thermal plates. Note that Nch is the same for both streams I.e. Nch1 = Nch2.
Therefore using the above relationship:
NCh=(9−1)
2
= 4 Channels per pass
Plate heat exchangers are often described by the general relationship ‘Np1 of Nch1 v Np2 of Nch2’
or in the case of the above, ‘1 of 4 v 1 of 4’ (ESDU, 1998).
The overall heat transfer coefficient is given by (Sinnott, 2003):
1U
= 1α1
+ 1α f 1
+δ pλ
+ 1α2
+ 1αf 2
(2.11)
Where α1/α2 refers to the film heat transfer coefficient for stream 1 and 2 respectively, αf =
fouling coefficient, δp = plate thickness and λ = thermal conductivity of plate material.
Before the overall heat transfer coefficient can be found, the film heat transfer coefficients for
each stream must first be determined (Shah, 2003):
h=Nu×λde
(2.12)
Where Nu = Nusselt number, λ = thermal conductivity of relevant stream and d e = hydraulic
diameter.
13

The Nusselt number, Reynolds number and Prandtl number are as follows (in their respective
order) (Incropera, 2001):
Nu=C×ℜa×Prb (2.13)
Where C, a and b are constants dependent on the type of flow and also the type of plate used.
Re=ρ updeμ
(2.14)
Where µ = stream viscosity and up = channel velocity
Pr=Cp μλ
(2.15)
The film heat transfer coefficient calculations for the hot and cold streams are shown below.
Hot Stream
In order to be able to find the Reynolds number, the channel velocity must be calculated by
the relationship shown below (Sinnott, 2003):
up=ṁ
(ρ× Ach×N ch)(2.16)
Where Ach = Cross sectional area of channel
At this stage it was deemed beneficial to determine all unknown parameters from equations
2.13, 2.14, 2.15 and 2.16. The cross sectional area of a channel is given by:
Ach=plate spacing×effective plate width (2.17)
14

Use of a typical plate spacing of 3 mm (0.003) was suggested by Sinnott (2003) and so the
channel cross sectional area was calculated as follows:
Ach=(0.003×1.04)
= 0.00312 m2
The hydraulic mean diameter is given by:
de=2× plate spacing (2.18)
Therefore de is equal to 0.006 m. The average density of the streams was calculated by:
ρmixture=m
m×∑ x i , ρi(2.19)
Where xi = mole fraction of component i and ρi = density of component i and m is the total
mass of the mixture. The resulting density is shown in table 2.3:
Table 2.3 - Calculation of hot stream density (393 K)
Component Hot Density (kg.m-3) Cold Density (kg.m-3)
CO2 950 992
H2O 950 992
MEA 939 983
Mixture 943 986
Note that the density of CO2 was considered to be the same as MEA due to negligible mole
fraction. Density values were obtained from ‘yaws’ handbook of thermodynamic and
physical properties’ (Yaws, 2003). The viscosity of each component was found using
15

equation 2.20, the mixture viscosity was then found by multiplying each component by its
mole fraction and then adding the results (Hsu. 1997):
lnµ=a1+a2
T (K)+a3(2.20)
Where a1, a2 and a3 are constants unique to each stream component. Tables 2.4 and 2.5 show
the values of these constants and the subsequent viscosity calculation:
Table 2.4 – Viscosity constants for MEA and H2O
Component a1 a2 a3
H2O -3.51312 893.173 -159.612
MEA -3.28285 456.029 -154.576
Note that the constants given in table 2.4 produce viscosity in units of mPa.s and so the final
result must be divided by 1000, as in table 2.5.
Table 2.5 – Mixture viscosity for hot and cold stream temperatures
Component Temperature (K) Viscosity (Pa.s)
H2O333 0.000483
397 0.000246
MEA333 0.00515
397 0.00128
Mixture333 0.00220
397 0.000587
The thermal conductivity of H2O and MEA is shown below (Ramires, 1995) (Digullio, 1992):
16

Table 2.6 – Thermal conductivity of hot and cold streams
Component Temperature (K) Thermal Conductivity (W.m-1.K-1)
H2O333 0.650
397 0.672
MEA333 0.236
397 0.230
Mixture333 0.498
397 0.527
The thermal conductivity of the mixture was calculated by following the same procedure as
viscosity, i.e. multiplying the thermal conductivity of each component by its respective mass
fraction and then summating the result. All unknown parameters have now been accounted
for and the film heat transfer coefficient calculation can be accomplished with ease. The hot
stream channel velocity is (see equation 2.16):
up=8.35
(943×0.00312×4)
= 0.690 m.s-1
Reynolds number:
Re=(943×0.690×0.006)
0.000587
= 6645
Prandtl Number:
Pr=(7350×0.000587)0.527
= 8.19
17

Calculation of the Nusselt number requires the constants C, a and b to be determined and as
mentioned before, these depend on the specification of the plate chosen. These constants
were obtained from a report by Pradhan (2008) found within the journal of mechanical and
civil engineering. Constants C, a and b were specified as 0.2267, 0.631 and 0.3333
respectively. These constants are valid for plate chevron angles of 60° i.e. the angle between
the horizontal and the ‘v’ shaped chevron. A larger chevron angle produces a higher rate of
heat transfer which comes at the expense of greater pressure loss across the plate (Shah,
2003). The Nusselt number was then calculated:
Nu=0.2267×66450.631×8.1913
= 118
It was decided that the plates were to be made from grade 304 stainless steel for reasons that
will be discussed in section 3 ‘mechanical engineering design’. The thermal conductivity of
this particular grade of steel is 16.2 W.m-2.K-1 (AK Steel, 2007). Plate thickness for the Alfa
Laval M-30 range is 0.0006 m. The hot stream heat film transfer coefficient was calculated
as:
hh=(118×0.527)
0.006
= 10364
Cold Stream
The repeat calculation was then carried out to determine the cold stream film heat transfer
coefficient:
up=8.87
(986×0.00312×4)
= 0.700 m.s-1
18

Reynolds number:
Re=(986×0.700×0.006)
0.00220
= 1884
Prandtl number:
Pr=(5520×0.00220)
0.498
= 24.4
Nusselt number:
Nu=0.2267×18840.631×24.413
= 76.6
Transfer coefficient:
hc=(76.6×0.498)
0.006
= 6354
With both heat film transfer coefficients known, the overall heat transfer coefficient was
found. Note that a fouling coefficient of 5000 W.m2.K-1 was assigned to both streams
(compositions are assumed equal) based on the recommended estimates given by Sinnott
(2003):
1U
=( 110364 )+( 1
5000 )+( 0.000616.2 )+( 1
5000 )+( 16354 )
U = 1447 W.m-2.K-1
Table 2.7 – Percentage error between U calculated and U estimated
Estimated U (W.m-2.K-1) Calculated U (W.m-2.K-1) Percentage Error (%)
19

2000 1447 27.6
An acceptable error between the estimated and calculated U value is typically 0 – 10%
(Sinnott, 2003). From table 2.7, it can be seen that the error limit is far exceeded (27.6 %)
when an exchanger using 9 plates is used and so a correction calculation is therefore needed.
It was decided that the number of channels per pass should be increased from 4 to 6, a change
which also increases the number of plates to 13. The adjustment calculation is shown below:
Hot Stream
Channel velocity:
up=0.690×( 46 )
= 0.473 m.s-1
Reynolds number:
Re=(943×0.473×0.006 )
0.000587
= 4560
Transfer Coefficient:
hh=8169
Cold Stream
Channel velocity:
up=0.700×( 46 )
= 0.480 m.s-1
Reynolds number:
Re=(986×0.480×0.006)
0.00220
= 1293
20

Transfer Coefficient:
hc=5010
Overall heat transfer coefficient:
1U
=( 18169 )+( 1
5000 )+( 0.000616.2 )+( 1
5000 )+( 11293 )
U = 1317 W.m-2.K
Corrected U estimate:
EstimatedU=2000× 46
= 1372 W.m-2.K
Table 2.8 - Percentage error between corrected U calculated and U estimated
Estimated U (W.m-2.K-1) Calculated U (W.m-2.K-1) Percentage Error (%)
1372 1317 4.0
From table 2.8 it can be seen that an acceptable error is produced between the estimated and
calculated U, therefore it can be assumed that the use of 13 plates per pass is satisfactory. The
final design of E-0103A can be described as 1 of 6 v 1 of 6 i.e. six channels per pass for both
the hot and cold streams. When a heat exchanger is de-fouled and then returned to operation,
the effects of fouling are no longer present and so the equipment is likely to over perform
leading to problems downstream in the absorber. The overall heat transfer was re-calculated
disregarding any fouling:
1U
=( 18169 )+( 0.0006
16.2 )++( 11293 )
U = 2785 W.m-2.K-1
21

This can then be used to obtain a new value for the mean temperature driving force of 27.8
compared to 38.8 before. The outlet temperatures of the streams leaving E-103A have clearly
changed and the prevention/control of this factor is discussed in section 4 ‘equipment
control’.
2.3.3 Pressure Drop
As with all chemical engineering equipment, loss in pressure is experienced as the streams
pass through the heat exchanger due to effects such as friction. The pressure drop across a
plate can be found using the following equation (Sinnott, 2003):
∆ Pp=8 jf (Lp
de )ρup
2
2 (2.21)
Where jf = friction factor and Lp is the path length (defined as plate length x number of
passes). The value of the friction factor is highly dependent on the type of plate used,
however for preliminary calculations the relationship below is suggested by Sinnott (2003):
j f=0.6Re−0.3 (2.22)
The plate pressure drop for both the hot and cold stream was then calculated.
Hot Stream
j f=0.6×4560−0.3
= 0.0479
∆ Pp=(8×0.0479)( 1.840.006 )( 943×0.4732
2 )= 12.4 kPa (0.124 bar)
22

Cold Stream
j f=0.6×1293−0.3
= 0.0699
∆ Pp=(8×0.0699)( 1.840.006 )( 986×0.4802
2 )= 19.5 kPa (0.195 bar)
The total pressure drop across the heat exchanger is found by adding the plate pressure drop
to the loss in pressure that occurs as the fluids enter through the plate ports. The port pressure
drop is given by:
∆ Ppt=1.3( ρup22 )N p (2.23)
The pressure drop across the ports is calculated below. Note that a port diameter of 0.1 m was
chosen based on information found from Alfa Laval (2014) and that the velocity in this case
refers to that through the port and not channel:
Hot Stream
up=( 8.35943 )÷( π×0.1
4 )= 0.113 m.s-1
∆ Ppt=1.3(943×0.1132
2 )= 0.00779 kPa
23

Cold Stream
up=( 8.87986 )÷( π ×0.1
4 )= 0.115 m.s-1
∆ Ppt=1.3( 986×0.1152
2 )= 0.00841 kPa
The total pressure drop for each stream is summarised below:
Table 2.9 – Pressure drop across heat exchanger E-103A
Stream ΔPp (kPa) ΔPpt (kPa) Total Pressure Drop (kPa)
Hot 12.4 0.00779 12.4
Cold 19.5 0.00841 19.5
2.4 Design of E-103B
As mentioned before, this heat exchanger was included after submission of the initial report
and so does not feature on the PFD. This heat exchanger is required to cool S14A from 374 K
to 318 K using cooling water.
24

Figure 2.3 – Schematic representation of E-103B
2.4.1 Design and Sizing Calculation
Before beginning the design process it was necessary to obtain the flow-rate of the cooling
necessary to achieve the desired outlet temperature. Earlier it was shown that an energy
surplus of 3479007 J.s-1 existed after the hot stream left E-103A and so this is therefore
equivalent to the amount of heat that must be removed by the cooling water in E-103B. From
this and using equation 2.1, the cooling water flow rate was found:
ṁcoolant=3479007
4180×(313−296)
= 49.0 kg.s-1
The same design procedure as E-103A was then followed and a summarised version is shown
here, if any clarification is required, please refer to section 2.3.2.
Logarithmic mean temperature difference:
25

∆T LM=(374.7−313)(318−313)
ln (374.7−313318−313 )
LMTD = 38.5
The overall heat transfer coefficient was estimated to be 2250 W.m-2.K-1 and the total heat
transfer area was calculated:
A= 3479007(2250×38.5)
= 40.2 m2
The number of plates required:
Number of plates=40.21.91
= 21
Number of channels per pass:
N ch=(21−1)
2
= 10
Hot Stream
Channel velocity:
up=8.35
(943×0.00312×10)
= 0.284 m.s-1
Reynolds number:
Re=(943×0.284×0.006)
0.000833
26

= 1929
Prandtl number:
Pr=(7350×0.000833)
0.495
= 12.4
Nusselt number:
Nu=0.2267×19290.631×12.413
= 62.0
Transfer coefficient:
hh=(62.0×0.495)
0.006
= 5119
Cold Stream
2.10 – Properties of water (cold stream) required for calculation of transfer coefficient
Density (kg.m-3) Viscosity (Pa.s-1) Thermal Conductivity (W.m-2.K-1)
998 0.000943 0.6001
Channel velocity:
up=49.0
(998×0.00312×10)
= 1.57 m.s-1
Reynolds number:
Re=(998×1.57×0.006)
0.000943
= 9981
27

Prandtl number:
Pr=(4180×0.000943)
0.601
= 6.56
Nusselt number:
Nu=0.2267×99810.631×6.5613
= 142
Transfer coefficient:
hc=(142×0.601)
0.006
= 14189
Overall heat transfer coefficient, cooling water fouling coefficient was specified as 6000
(Sinnott, 2003):
1U
=( 15119 )+( 1
5000 )+( 0.000616.2 )+( 1
6000 )+( 114189 )
U = 1494 W.m-2.K-1
Table 2.11 – Percentage error between U calculated and U estimated
Estimated U (W.m-2.K-1) Calculated U (W.m-2.K-1) Percentage Error (%)
2250 1494 33.6
Percentage error is too large (>10%) and so the number of plates was changed from 21 to 29.
The adjustment calculation is show below:
28

Hot Stream
Channel velocity:
up=0.284×( 2129 )
= 0.203 m.s-1
Reynolds number:
Re=(943×0.203×0.006)
0.000833
= 1377
Transfer coefficient:
hh=¿5021
Cold Stream
Channel velocity:
up=1.57×(2129 )
= 1.12 m.s-1
Reynolds number:
Re=(998×1.12×0.006)
0.000943
= 7127
Transfer coefficient:
hc = 11472
29

Overall heat transfer coefficient:
1U
=( 15021 )+( 1
5000 )+( 0.000616.2 )+( 1
6000 )+( 111472 )
U = 1449 W.m-2.K-1
Corrected U estimate:
UCorrected=2250×( 2129 )
= 1607 W.m-2.K-1
Table 2.12 - Percentage error between corrected U calculated and U estimated
Estimated U (W.m-2.K-1) Calculated U (W.m-2.K-1) Percentage Error (%)
1607 1449 9.8
From table 2.12 it can be seen that an acceptable percentage error is present when 29 plates
are used and so the final design was determined to be 1 of 10 v 1 of 10. As with E-103A, the
overall heat transfer coefficient was recalculated for situations where no fouling is present:
1U
=( 15021 )+(0.0006
16.2 )+( 111472 )
U = 3093 W.m-2.K-1
2.4.2 Pressure Drop
The pressure drop of the hot and cold streams was calculated as before:
Hot Stream
j f=0.6×1377−0.3
30

= 0.0686
Pp=8×0.0686( 1.840.006 )( 943×0.2032
2 )= 3.26 kPa (0.0326 bar)
up=( 8.35943 )÷( π×0.1
4 )= 0.113 m.s-1
∆ Ppt=1.3(943×0.1132
2 )= 0.00779 kPa
Total hot stream pressure drop = 3.26 kPa
Cold Stream
j f=0.6×7127−0.3
= 0.0419
∆ Pp=8×0.0419( 1.840.006 )
= 64.7 kPa (0.647 bar)
up=( 49.0998 )÷( π ×0.1
4 )= 0.624 m.s-1
31

∆ Ppt=1.3( 998×0.6242
2 )= 0.253 kPa
Total cold stream pressure drop = 65.0 kPa
2.5 Specification of P-103
The total energy required by the pump is given by the following equation (Sinnott, 2003):
W=g ∆ z+ ∆Pρ
−∆ P f
ρ(2.23)
Where Δz = difference in elevation (z1 – z2), ΔP = difference between two vessel pressures
and ΔPf represents the pressure loss due to frictional forces in the pipes and equipment. It was
assumed that the outlet of the stripping column was at a height of 0 m and that the inlet into
the absorber was at 15 m (note that at the time of this calculation, the exact absorption
column inlet height was unknown and so an estimated figure was used). In order to predict
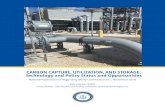
the pressure loss due to pipe friction, the following schematic was used:
32

Figure 2.4 – Schematic diagram of a typical carbon capture plant layout (Ferrybridge, 2014)
The red dashed line shown in figure 2.4 indicates the pipework route used to obtain an
estimate of the overall pipe length taking into account the presence of elbows and valves.
Length of the pipework was determined to be 70 m and a total of 10 elbows and two gate
valves were considered. From Sinnott (2003), it was suggested that pipe elbows and open
gate valves have an equivalent pipe diameter of 35 and 7.5 respectively. Therefore it can be
seen that 365 (10 x 35 + 2 x 7.5) equivalent pipe diameters must be added to the total length
of the pipework:
Total Pipe Length = 70 + (365 x 0.0751)
= 97.4 m
A pipe diameter of 0.0751 m was determined through calculation, which can be found in
section 3 ‘mechanical engineering design’. ΔPf is equivalent to the pressure drop found using
equation 2.21 plus the frictional losses that occur through heat exchangers, E-103A and E-
103B. The friction factor must be determined and so the pipe velocity and Reynolds number
was first calculated:
33

Pipe Velocity:
up=8.35
( π ×0.07514 )×943
= 0.150 m.s-1
Reynolds number:
Re=(943×0.150×0.0751)
0.000943
= 11274
Using recommended values found Sinnott (2003), the absolute roughness of a commercial
steel pipe was found to be 0.000046 m. To obtain the friction factor from charts, the relative
roughness needed to be found which is given by the following formula:
Relativeroughness ,e= absolute roughnesspipeinside diameter (2.24)
Using this formula, a relative roughness of 0.000613 m was calculated. With the Reynolds
number and relative roughness known, a friction factor of 0.0035 was determined from
charts. The pressure drop due to pipe friction was then calculated as follows:
∆ P f=(8×0.0035)( 97.40.0751 )( 943×0.1502
2 )= 386 Pa
Factoring in all other miscellaneous pressure losses, ΔPf takes a value of 16049 Pa. Using
equation 2.23, the total work done on the system can be calculated:
34

W=(9.81×−15 )+( 112−110943 )+( 16049
943 )= -165 J.kg-1
2.5.1 Pump Efficiency
For centrifugal pumps, the efficiency can be found from the figure below (Sinnott, 2003):
Figure 2.5 – Efficiency curves for centrifugal pumps
Head is defined as:
H=Wg
(2.25)
From equation 2.25, the head was found to be 16.7 m and the volumetric flow-rate of the
stream was calculated as 0.00886 m3.s-1. With reference to figure 2.5, an efficiency of 68 %
was determined.
35

2.5.2 Power Output
The power output of a pump can be found using the following equation (Sinnott, 2003):
Power=(W×ṁ)η
(2.26)
Substituting the work required and efficiency found earlier into equation 2.26 yields the result
below:
Power=(165×8.35)0.68
= 2016 W (2.016 kW)
3. Mechanical Engineering Design
This section contains a description of the materials used in the construction of E-103A, E-
103B and P-103, including a detailed justification of each selection. Calculations involving
the sizing of nozzles, pipes and insulation thickness are also included.
36

3.1 Materials of construction
The appropriate selection of construction materials is an important and vital skill for any
chemical engineer to possess. There are a vast number of factors that must be considered
when deciding on a suitable material, perhaps the most significant in the chemical industry
being the corrosivity of the process streams. In the carbon capture system described in this
report, the solvent make up was 30 % MEA (monoethanolamine) and 70 % H2O. This ratio
was chosen in order to inhibit the corrosive nature of MEA and therefore reduce the
associated costs with equipment maintenance and replacement. The system is also operated at
relatively low temperature and pressure and so the material chosen is not required to have an
abnormally high resistance to temperature and stress. The construction materials for each
component are outlined below.
3.1.1 E-103A and E-103B Frame
In this case ‘frame’ refers to the part of the plate heat exchanger that is responsible for
supporting the plates and allowing the equipment to stand freely. It is therefore important to
note that the frame material is never in direct contact with the process streams during
operation. Here the material chosen was that of low carbon steel (mild steel). This type of
steel is extremely inexpensive and possesses a number of useful properties such as good
ductility, malleability and tensile strength (Sinnott, 2003). Mild steel has poor resistance to
corrosion which, as mentioned before, is of no concern in this particular application. The use
of low carbon steel is also proven by a number of manufacturers, including Alfa Laval, all of
whom fabricate the frame from this material (Alfa Laval, 2014).
3.1.2 E-103A and E-103B Plates
Easily the most important component of any gasketed plate heat exchanger, plates must be
constructed from a material that can withstand the forces exerted from the process streams
whilst also possessing a high degree of thermal conductivity to promote good heat transfer
(Shah, 2003). It was decided to construct the plates from stainless steel, more specifically of
the grade 304 variety. This type of steel is classified as austenitic which means its
microstructure arrangement is face centred cubic (Sinnott, 2003) which is very desirable for
37

its corrosion resistance. A typical composition of this grade of steel is given below (AK Steel,
2007):
Table 3.1 – Typical composition of stainless steel grade 304 produced by AK Steel
Component Composition (%)
Carbon 0.08
Manganese 2.00
Phosphorus 0.045
Sulphur 0.030
Silicon 0.750
Chromium 18.00-20.00
Nickel 8.00-12.00
Nitrogen 0.100
Iron Balance
Stainless grade 304 steel is considerably stronger than mild steel which makes it able to
withstand the high forces exerted as the process streams pass through the exchanger (AK,
Steel). It also has a comparatively lower corrosion resistance when compared to other grades
but as the process streams are essentially non-corrosive, this presents little reason for concern
(Sinnott, 2003). This type of steel is easily worked, a key requirement for the successful
pressing of the intricate flow patterns/channels on to the surface of the plate. Its thermal
conductivity of 16.2 W.m-1.K-1 is comparable to that of titanium and allows ample heat
transfer between the hot and cold fluids whilst remaining relatively inexpensive (Heggs,
2010). Again, use of this material was cross-referenced with manufacturers such as Alfa
Laval and Tranter of which both quote grade 304 as a common material used for plate
construction.
38

3.1.3 Selection of Gasket
In heat exchangers, the role of the gasket is to ensure that the plate stack is adequately sealed
to prevent leakage which would incur additional solvent replacement costs and also present a
possible environmental hazard. Gaskets themselves are designed to compress to about 25 %
of their original size and this creates a leak tight joint without causing distortion to the
relatively fragile plates (Shah, 2003). Selecting a suitable gasket material is paramount as
failure to do so will lead to rapid gasket degradation and ultimately failure of the equipment,
a mistake which has the potential to force the plant out of operation. With reference to data
found within fundamentals of heat exchanger design by Shah (2003) and also experimental
data produced by Dow chemicals (2003), the gasket material chosen was ethylene propylene
rubber (EDPM). This material is suitable for temperatures up to 413 K which lies within the
maximum temperature limits of the process. Experiments by Dow chemicals also confirmed
that the use of EDPM is suitable for pure MEA and so the material should be more than
satisfactory for solvent make up described earlier.
3.1.4 Pipework
It was decided that the pipework be constructed from stainless steel grade 304 as with the
heat exchanger plates. See section 3.1.2 for justification.
3.2 Nozzle Diameter Calculations
This section contains the calculations regarding the sizing of the connecting nozzles of E-
103A and E-103B.
3.2.1 E-103A Nozzle Size
Nozzle size calculations for the hot and cold streams are shown below.
Hot Stream
39

The inner nozzle diameter, di can be found from the following equation (Sinnott, 2003):
d i=√ 4Vπu
(3.1)
Estimated values of velocity were suggested by Sinnott (2003) and so a pipe velocity of 2
m.s-1 was assumed. With all required parameters known, the inner nozzle diameter could be
found:
d i=√(4×0.00886)(π ×2)
= 0.0751 m
With the inner diameter known, nominal pipe diameter tables showing TEMA (2014)
recommended pipe sizes were used in order to determine the outer diameter. The inner
diameter calculated above corresponded to an outer diameter of 0.0889 m.
Cold Stream
The volumetric flow-rate of the cold stream was assumed to be the same as the hot stream
and so the nozzle was again found to have an inner diameter of 0.0751 m and outer diameter
0.0889 m.
3.2.2 E-103B Nozzle Size
Hot Stream
Same as E-103A, see section 3.2.1.
Cold Stream
As before, the pipe velocity was assumed to be 2 m.s-1 and the inner diameter was found
using equation 3.1:
40

d i=√(4×0.0490)(π ×2)
= 0.177 m
Again, with reference to the tables supplied by TEMA, the outer diameter was found to be
0.219 m.
3.3 Pipe Insulation Thickness
Pipe insulation is an important factor to consider as it prevents heat loss from the system and
also prevents direct human contact with the heated surface. At steady state the rate of heat
transfer from the insulation to the surface is equal to that from the surface to the
surroundings:
q insulation=qsurface (3.2)
Or,
q insulation=( kx )A (Thot−T surface) (3.3)
Equation 3.3 describes the conductive heat transfer through the insulation material. The
convective heat transfer is given by:
qsurface=hA (T surface−T ambient) (3.4)
Substituting equations 3.3 and 3.4 into equation 3.2 and rearranging for the insulation
thickness, x:
41

x=( kh )( T hot−T surface
T surface−T ambient) (3.5)
The insulation material, calcium silicate was chosen for use around the pipes as it has a very
low thermal conductivity and so is highly insulating. Pipe insulation thickness for streams 16,
14A and 14B/15 is calculated below.
3.3.1 Stream 16 Insulation Thickness
The pipe Nusselt number was calculated using the following formula:
Nu=0.0023×Re
45× Pr
0.3(3.6)
Reynolds number and Prandtl number for this stream are 11274 and 8.19 respectively.
Calculation of the Nusselt number using equation 3.6 yielded a value of 11.0. The heat
transfer coefficient was found to be 77.3 W.m-2.K-1. The thermal conductivity of calcium
silicate was found to be 0.04 W.m-1.K-1 (Skamol, 2014). Using equation 3.5, the required
insulation thickness was determined:
x=( 0.0477.3 )( 397−313
313−298 )= 0.0296 m
A maximum safe surface temperature of 313 K was chosen as above this, the possibility of
serious injury increases greatly.
42

3.3.2 Stream 14A Insulation Thickness
The Reynolds, Prandtl and Nusselt number all remain the same as those used in section 3.3.1.
With this in mind, the insulation thickness for stream 14A (temperature = 101 K) was
calculated using the same procedure as described earlier:
x=( 0.0477.3 )( 374−313
313−298 )= 0.0115 m
3.3.3 Stream 14B/15 Insulation Thickness
Streams 14B and 15 have the same temperature of 318 K and the insulation thickness was
found:
x=( 0.0477.3 )( 318−313
313−298 ) (3.7)
= 0.000172 m
4. Equipment Control
43

The single most important advantage of installing a control system is the large increase in
protection that it offers personnel on the plant. Such systems also aid in the reduction of
waste and pollutant emissions which is obviously of great benefit to the environment. Control
systems ensure that equipment such as pumps do not operate when inadequate flow-rate is
present and this in turn reduces any potential damage. This leads to significantly less hours of
process downtime each year producing an efficient and profitable process (Smith, 1997).
Automatic control allows the desired product quality and throughput to be achieved with
relative ease whilst reducing the pressure placed on the manual workforce. In this report,
feedback control was used in order to control the two key variables, pressure and
temperature. S13 and S15 are the two most important streams in this process as their
temperature and pressure have a direct impact on the effectiveness of the stripping and
absorption process. Temperatures can be controlled by manipulating the process flow-rates
and potential disturbances may arise due to factors such as leakages.
4.1 Feedback Control
The basic working principles of this type of control are best understood with reference to an
example; in this case the use of a heat exchanger would seem appropriate. Say the inlet
temperature suddenly fluctuated and consequently created a disturbance, its effect must first
propagate through the heat exchanger before a change in the outlet temperature is observed
(Smith, 1997). This temperature difference then causes a change in the signal transmitted to
the controller at which point a deviation from the set-point is detected. The set point is the
value at which a parameter such as temperature has been set for the process e.g. 298 K. At
this point the controller must then manipulate the valve of the cooling/heating fluid in order
to restore the temperature back to the set-point and correct the deviation. This correction can
often lead to an ‘overshoot’ of the set-point and the temperature will typically oscillate
around the set-point until it stabilises (Stephanopoulos, 1984). This type of control system is
extremely simple and its sole role is to maintain the control variable at the set-point. The
system therefore acts to correct all disturbances regardless of origin. The main disadvantage
of feedback control is the fact that it can only compensate for any disturbance once the
system has deviated from the set-point. In order to be completely effective, the control system
must be finely tuned by an experienced engineer to minimise the amount of ‘trial and error’
required by the controller when making its correction.
44

4.2 Description of Control Loops
A description of each control loop is provided below and it is strongly recommended that the
process flow diagram located at the rear of the document it referenced frequently throughout
this section.
4.2.1 Flow Indicators (S13 & S19)
The flow-rate indicators shown in the PFD are present in order to monitor the flow rate rates
of the streams entering this particular part of the process. It is vital that the flow-rate remains
constant as serious issues may occur downstream in the stripper and absorber. Damage to the
pump is also likely if it is allowed to operate ‘dry’ which will incur costs that would
otherwise be avoidable.
4.2.2 Pressure Indicators (S14A, S14B & S15)
From the PFD it can be seen that a pressure indicator is placed after each heat exchanger and
the filter (F-103). This allows complete pressure monitoring of the entire system considered
in this report. As a result, any drastic drops in pressure can be investigated easily and the
problem quickly diagnosed. Such drops in pressure can occur for a number of reasons
including blockage in the heat exchangers due to fouling and also the saturation of the filter
medium in the lean amine filter.
4.2.3 E-103A Temperature Feedback Loop
The purpose of this control loop is to monitor and control the temperature of S13 i.e. the
stream that enters the stripping column. Here, the temperature transmitter (TT) detects the
deviation from the set-point and converts this information into an electrical signal that is sent
to the temperature controller (TC). The temperature controller then deciphers this signal,
converting it to a mechanical signal that acts upon valve, V-2. If for example, the temperature
of S13 is too high, valve V-2 would close, throttling the flow of S16. As S16 is primarily
responsible for heating S13, a reduction in its flow rate would reduce the heating effect
placed upon S13 which as a result, returns the temperature to the set-point.
45

4.2.4 E-103B Temperature Feedback Loop
As with E-103A above, this particular loop is responsible for controlling the temperature of a
stream by means of a flow valve. The stream in question is S15 (stream entering the
absorber) and its control depends on the flow-rate of cooling water into the heat exchange
unit. If the temperature of S15 exceeds 318 K or indeed falls below it, the absorption process
would not function properly and CO2 would remain in the flue gas stream. As before, a
temperature transmitter was used to detect any variation from the set-point and subsequently
transmitted a signal to the temperature controller. Valve V-1 would then open further in order
to increase the flow-rate of cooling water and counter-act this increase. In must be noted that
increasing or decreasing the flow rate of water into E-103B will cause a change in the overall
heat transfer coefficient and so the heat exchanger will not perform as originally designed.
Temperature deviations in this system are very likely as the temperature of the cooling water
is dependent on seasonal effects. For example, in the winter the temperature of the cooling
water supply is likely to be in the region of 283 K (compared with 296 K in the summer) and
the heat exchanger would over perform leading to a fall in the temperature of S15 to below
the set- point of 318 K. In this case, less cooling water would be required and the valve
opening would decrease in order to restrict flow. Over performance is also likely to occur
immediately after the heat exchanger plates have been descaled and all fouling is removed.
The change in the U value due to this removal is shown in section 2 ‘chemical engineering
design’.
4.2.5 P-103 Pressure Feedback Loop
In this loop, a pressure transmitter (PT) is used to monitor the pressure of S15 which is
required to be at 110 kPa upon entry to the absorber. This acts in a similar manner to the
temperature transmitter described previously. If system pressure deviates from the set-point
then an electrical signal will be sent from the transmitter to the pressure controller which then
produces a mechanical signal that is received by P-103. If the pressure is below that required
by the system, then the power input to the pump will be increased which will also result in a
large number of revolutions per second of the pump blades. This in turn, will restore system
pressure to the desired value.
46

5. Equipment Costing
Cost estimation is an important skill for any engineer to learn as it provides a method of
producing quick, rough estimations of equipment capital cost. This allows easy comparison
47

of different designs (e.g plate, shell and tube etc.) and allows the most cost effective to be
chosen which leads to a more profitable operation. This section deals only with the cost of
each individual piece of equipment and does not consider the operational costs associated
with each. Operational costs will be considered in a follow up report due to be published in
May 2014. An estimation of the cost of E-103A , E-103B and P-103 is given below.
5.1 E-103A Cost Estimation
According to ESDU (1997), the cost of a gasketed plate heat exchanger is given by the
following relationship:
C spec=C s×CRp×CRm×CR g×CRc (5.1)
Where CRp = pressure factor, CRm = plate material factor, CRg = gasket material factor and
CRc = construction factor. The factors specific to the pressures, materials and construction
used in this particular heat exchanger are summarised below:
Table 5.1 – Summary of the factors used in the costing calculation
Factor Value
Pressure 1.0
Plate Material 0.9
Gasket Material 1.0
Construction 1.0
The first step of the costing calculation was to find the specified heat load to mean
temperature difference ratio (Q/∆Tmean)spec:
48

( Q∆T mean )spec=1370153
38.8
= 35341 W.K-1
Using this, values of C1 and C2 were obtained from the table found in appendix D. For heat
exchange between two low viscosity organic liquid streams, C1 and C2 were found to be 0.2
and 0.17 respectively. Cspec is defined as follows (ESDU, 1997):
C spec=exp¿ (5.2)
Using equation 5.2, Cspec was found to be 0.230. Substituting this value into equation 5.1:
C=0.230×1.0×0.9×1.0×1.0
= 0.207 £.W-1.K-1
The estimated cost can be found from the following formula (ESDU,1997):
Cost=C×( Q∆Tmean )spec (5.3)
Cost of E-103A was then found to be:
Cost=0.207×35341
= £ 7320
Note that this would be the expected price in 1997 and so in order to find the price in 2014,
the inflation index values for each year must be found. The inflation index in 1997 and 2014
was found to be 159 and 234 respectively. The price in 2014 was then found:
49

Todays cost=7320×(234159 )
= £ 10763
5.2 E-103B Cost Estimation
Here, the exact same process as for E-103A was carried out. The specified heat load to mean
temperature difference ratio was found to be:
( Q∆T mean )spec=3479008
38.5
= 90389 W.K-1
Using equation 5.2, Cspec was found to be 0.133 and as a result:
C=0.133×1.0×0.9×1.0×1.0
= 0.121 £.W-1.K-1
In 1997, the cost of E-103B would be expected to be:
Cost=0.121×90389
= £ 12053
And in 2014:
= £ 17721
5.3 P-103 Cost Estimation
The cost of this pump was estimated using the following equation (Sinnott, 2003):
C e=C×Sn (5.4)
50

Where S is the power output of the pump in kW. C was found to have a value of 1160 and an
index of 0.8. The cost of the pump was then found to be:
C e=1160×20.8
= £ 566 (in 2004)
Factoring in inflation from 2004 to 2014:
C e=566×(234185 )
= £ 716
5.4 Total Equipment Cost
From the previous sections it can be seen that the total cost of the equipment is £ 29200. In
the report submitted in 2013. It was suggested that standby units of each piece of equipment
should be included to prevent downtime of the plant when maintenance/cleaning is required.
It was decided that two standby units should be present for each piece of equipment as in the
eventuality of a standby unit failing during the maintenance of the primary unit, a
replacement is always available. This brings to total equipment cost to £29200 x 3 = £ 87600.
6. References
AK Steel. 2013. StainlessSteel304.[Online]. [Accessed 12 March 2014]. Available From: http://www.aksteel.com/
51

Alfa Laval. 2014. M30PlateHeatExchanger. [Online]. [Accessed 6 March 2014]. Available From: http://www.alfalaval.com
Digullio, R. 1992. Thermal Conductivities of the Ethanolamines. JournalofChemicalandEngineeringData. 37(1), pp.242-245.
Dow Chemicals. 2003. EthanolamineHandlingandStorage.[Online]. [Accessed 16 March 2014]. Available From: www.dow.com
ESDU. 1997. HeatExchangerSelectionandCosting. [Online]. [Accessed 18 March 2014]. Available From: http://www.esdu.com
ESDU. 1998. DesignandPerformanceofHeatExchangers:theeffectivenessNTUmethod.Part 2: Performance Comparisons andSelection of Configurations Presented in Part 3.[Online]. [Accessed 4 March 2014]. Available From: http://www.esdu.com
Heggs, P.J. 2010. Heat Transfer and Process Integration Module. 17/02/2014, University of Leeds.
Incropera, F.P. 2003. FundamentalsofHeatandMassTransfer. Hoboken: John Wiley & Sons.
Pradhan, R.L. 2008. Review of Nusselt Number Correlation for Single Phase Fluid Flow through a Plate Heat Exchanger to Develop C# Code Application Software.JournalofMechanicalandCivilEngineering.8(1), pp. 1-8.
Ramires, M.L.V. 1994. StandardReferenceDatafortheThermalConductivityofWater. Ph.D. thesis, Imperial College of Science, Technology and Medicine.
Shah, R.K. 2003. FundamentalsofHeatExchangerDesign.Hoboken: John Wiley & Sons.
Sinnott, R.K. 2003. ChemicalEngineering:ChemicalEngineeringDesign.Oxford: Butterworth Heinemann.
52

Smith, C.A. 1997. PrinciplesandPracticeofAutomaticProcessControl.Hoboken: John Wiley & Sons.
Stephanopoulos, G. 1984. ChemicalProcessControl:AnIntroductiontoTheoryandPractice.London: Prentice Hall.
Yaws, C.L. 2008. ThermophysicalPropertiesofChemicalsandHydrocarbons.New York: Willam Andrew Inc.
Appendix A – Specification Sheet, E-103A
Plate Heat Exchanger Data SheetEquipment No. E-103A
Description: Lean Amine Cooler/Rich Amine Heater
53

Process Data
Hot Fluid Cold Fluid SI Units
Liquid Flowrate 8.35 8.87 kg.s-1
Temperature In 397 333 K
Temperature Out 374 361 K
Specific Heat 7350 5520 J.K-1
Thermal Conductivity 0.527 0.498 W.m-1.K-1
Viscosity 0.000587 0.00210 kg.m-1.s-1
Passes 1 1 -
Number of Channels 6 6 -
Number of Plates 13 -
Heat Transfer Area 17.7 m
Overall Coefficient (Clean) 2785 W.m-2.K
Overall Coefficient (Fouled) 1372 W.m-2.K
Materials of Construction
Frame Mild Steel
Plates Stainless Steel Grade 304
Gaskets EPDM
Estimated Cost
£7320
Appendix B – Specification Sheet, E-103B
Plate Heat Exchanger Data SheetEquipment No. E-103B
Description: Lean Amine Cooler
Process Data
Hot Fluid Cold Fluid SI Units
54

Liquid Flowrate 8.35 49.0 kg.s-1
Temperature In 374 296 K
Temperature Out 318 313 K
Specific Heat 7350 4180 J.K-1
Thermal Conductivity 0.495 0.601 W.m-1.K-1
Viscosity 0.000833 0.000943 kg.m-1.s-1
Passes 1 1 -
Number of Channels 14 14 -
Number of Plates 29 -
Heat Transfer Area 40.2 m
Overall Coefficient (Clean) 3093 W.m-2.K
Overall Coefficient (Fouled) 1607 W.m-2.K
Materials of Construction
Frame Mild Steel
Plates Stainless Steel Grade 304
Gaskets EPDM
Estimated Cost
£ 17721
Appendix C – Specification Sheet, P-103
Centrifugal Pump Data SheetEquipment No. P-103
Description: Lean Amine Pump
Process Data
Liquid MEA/H2O
Working Temperature 397 K
55

Viscosity 0.000587 kg.m-1.s-1
Volumetric Flowrate 0.00886 m3.s-1
Technical Data
Efficiency 68 %
Head 16.7 m
Work 165 J.kg-1
Power 2.01 kW
Construction Material
Carbon Steel
Estimated Cost
£ 716
Appendix D – Costing Factor Table, ESDU
56

57

58
Stream Number
Stream Composition as Mass Fraction
Stream Properties
CO2 H2O MEA Mass Flow (kg.s-1) Temperature (k) Pressure (kPa) Phase
S11 0.098 0.632 0.270 8.87 333 111 Liquid
S13 0.098 0.632 0.270 8.87 361 110 Liquid
S14A 0.041 0.671 0.287 8.35 375 110 Liquid
S14B 0.041 0.671 0.287 8.35 318 110 Liquid
S15 0.041 0.671 0.287 8.35 318 110 Liquid
S16 0.041 0.671 0.287 8.35 397 110 Liquid
S19 0.041 0.671 0.287 8.35 397 112 Liquid