BurnerRig Text&Figs
32
THE INFLUENCE OF TEST METHOD ON FAILURE MECHANISMS AND DURABILITY OF A THERMAL BARRIER SYSTEM D. R. Mumm, M. Watanabe, A. Karlsson, A. G. Evans, Princeton Materials Institute, Princeton University, Princeton, NJ 08540-5211 and J. A. Pfaendtner General Electric Aircraft Engines, Cincinnati, OH 45215 June, 2002
-
Upload
longkiri-tisso -
Category
Documents
-
view
225 -
download
1
description
mechanical project
Transcript of BurnerRig Text&Figs
-
THE INFLUENCE OF TEST METHOD ONFAILURE MECHANISMS AND DURABILITY OF
A THERMAL BARRIER SYSTEM
D. R. Mumm, M. Watanabe, A. Karlsson,
A. G. Evans,
Princeton Materials Institute, Princeton University, Princeton, NJ 08540-5211
and
J. A. Pfaendtner
General Electric Aircraft Engines, Cincinnati, OH 45215
June, 2002
-
1
ABSTRACT
Failure mechanisms that occur in commercial thermal barrier systems with a Pt-aluminide bond
coat and an electron beam vapor deposited (EB-PVD) thermal barrier coating (TBC) have been
compared for two different test protocols. The two methods consist, respectively, of a furnace
cycle test and a burner rig test that differ in their configuration (disk relative to cylinder) and in
their cycle time/rate. It has been shown that the failure mechanism is the same for both tests. It
involves a displacement instability of the thermally grown oxide (TGO). Detailed measurements
reveal substantial differences in microstructure evolution en route to failure. For the burner rig
configuration, the TGO is much thinner, the cracks in the TBC are relatively longer and the
amplitudes of the TGO instabilities are smaller. Two models have been used to rationalize the
differences: one related to the TGO instability and another to crack evolution in the TBC.
Combining these models has identified a parameter that couples the effects of substrate
curvature, cooling rate and hold time.
Keywords:
1. INTRODUCTION
A substantial research effort has been devoted to the investigation of mechanisms that dictate the
durability of thermal barrier systems [19], with a focus on the analysis of disc-shaped
specimens that undergo thermal cycling within a furnace, designated a furnace cycle test (FCT).
The cycle time is about 1 hour. This test has become a standard for ranking different materials
and systems. Other test protocols are also used, with indications that the rankings differ.
Accordingly, there is a compelling need to understand how the dominant mechanisms are
modified when the test changes. The emphasis of this study is on the mechanistic differences
between FCT measurements and those found in another widely used approach: the burner rig
test, designated BRT. The comparison is conducted for a specific thermal barrier system that
fails in FCT by a displacement instability occurring in the thermally grown oxide (TGO)
[1016]. The system consists of an electron beam physical vapor deposited (EB-PVD) thermal
barrier coating (TBC) with a Pt-aluminide bond coat on a single crystal substrate.
The burner rig test uses cylindrical (rather than disc) specimens (Fig. 1) and the cycle time is
relatively short, about 12 minutes. Differences in response from FCT measurements should be
related to either the hold time or the cooling/heating rate or the curvature (flat relative to curved).
These dependencies are to be elucidated in the present study. The basic approach is similar to
-
2
that previously developed for the analysis of failure mechanisms [12,18]. That is, specimens
have been tested to various fractions of life and then sectioned in a non-damaging manner. The
sections are characterized using advanced optical and electron imaging methods to ascertain the
changes in structure that occur as the system experiences thermal cycling.
The experimental findings from this article are correlated with models and simulations, some
described in a companion article [19]. The correlations isolate and rationalize the differences in
response. The consequence is an ability to anticipate the changes in response associated with
utilizing different test protocols.
2. EXPERIMENTAL PROTOCOL
2.1. Materials
The burner rig specimens comprise a commercial multi-layered thermal barrier system: a single-
crystal Ren N5 super-alloy substrate, with a platinum aluminide bond coat and a 7 wt.% yttria-
stabilized zirconia TBC over-layer. The nominal compositions of the substrate and bond coat
alloys are reported in Table 1. As with prior FCT specimen studies [12,18], the TBC layer is
produced by electron beam physical vapor deposition (EB-PVD). It has a nominal thickness of
125 m, and consists a columnar structure with 1-2 m diameter grains.
The bond coat is produced by electrolytically depositing Pt onto the superalloy substrate, using
a chemical vapor deposition (CVD) process to introduce Al, and then heat treating to obtain the
desired structure through inter-diffusion. The resulting bond coat has a bi-layer structure, with
nominal thickness 50 m. Prior to cyclic thermal exposure, the bi-layer structure consisting of a
30 m single-phase b - ( , )Ni Pt Al layer adjacent to the TBC, and a 20 m deep inter-diffusionzone (IDZ), containing b , g , as well as inter-metallic and carbide domains. The bond coatchemistry and microstructure evolves with thermal exposure and aluminum depletion due to
growth of the thermally grown oxide (TGO) layer as well as inter-diffusion with the substrate.
During processing, both the substrate surface and the bond coat surface are subjected to a grit-
blasting procedure to precondition the surface for subsequent TBC deposition. This procedure
embeds alumina particles in the bond coat. It also dictates the initial morphology of the interface,
with consequent effects on the TGO displacement instability [18,20].
FCT specimens [8,12] are disk-shaped coupons, 25.4 mm in diameter and 3.2 mm thick: whereas
BRT specimens are cylinders, with overall length 89 mm and diameter 5.9 mm (prior to TBC
-
3
deposition). The cylinders are coated over approximately 64 mm of their length, with the
remaining segment notched for mounting in the BRT apparatus. The BRT specimens are rotated
continuously in the EB-PVD chamber, such that the coating is continuous around the
circumference.
2.2. Test Protocol
The burner rig (BRT) specimens were subjected to cyclic thermal exposure in a test setup
described elsewhere. The apparatus holds 12 specimens, affixed along the circumference of a
circle. The anchor plate rotates and also translates vertically relative to a high-velocity flame
designed to mimic the flow exiting the combustion chamber and impinging on the first-stage
blades in a gas turbine. The vertical movement translates the pins in and out of the flame, at a
rate that determines the time-at-temperature and the overall cycle time. For the specimens
examined here, each cycle comprises a rapid heat up ( ~ min5 ), 5 min exposure at temperature,
and a rapid cool down with forced air present for 90sec(Fig. 1). Optical pyrometry performed at
a wavelength wherein the TBC is transparent, allows in situ monitoring of the bond coat surface
temperature.
Different specimens were subjected to prescribed fractions of the lifetime (expressed as a
fraction of life, N f ), at a bond coat temperature > 1120 C . Specimens cycled to N f = 0.25,0.50, 0.75 and 1.0 were examined to assess the state of the material and to characterize the
failure evolution.
2.3. Characterization Methods
A schematic illustrating the steps in the sample preparation, and the utilization of each cylinder,
is shown in Fig. 2. For cross-sectional examination, the specimens were mounted in epoxy using
procedures that preserve the topology, described elsewhere [12,18]. They were suspended a
fixed distance from the bottom of epoxy mold containers during curing. This procedure ensured
that each specimen was cut, ground and polished at an equivalent axial position (the location of
the maximum temperature). The middle segments were used to prepare longitudinal sections to
reveal a region progressing from the maximum temperature site to a lower temperature region.
The cross-sections were ground and polished, utilizing a precision lapping system to maintain
flatness. Diamond lapping films (1 mm , 0 5. mm and 0 1. mm ) were used for final polishing topreserve the fine structure near the TGO. After sectioning, the specimens were characterized
using a combination of optical microscopy, field-emission scanning electron microscopy (FE-
-
4
SEM), energy-dispersive spectroscopy (EDS), atomic force microscopy (AFM) and optical
profilometry. For quantitative analysis of the interfacial morphology and of crack evolution,
high-resolution SEM images were obtained with a mixed secondary electron (SE) and back-
scatter electron (BSE) contrast. For each section, a mosaic of images was prepared, such that a
600m segment of the interface was examined at a resolution of 10 pixels per micron. Image
processing software was used to extract the metal/oxide and TGO/TBC interface profiles [12,21].
The cross-sections were etched in order to highlight the g phase and the grain structures in theb - ( , )Ni Pt Al layer. The etchant (Glyceregia: 15ml HCl, 10ml Glycerol, and 5ml HNO3) wasapplied on the specimen surface for 1 minute, and then washed away in an ultrasound bath. After
etching, the samples were characterized by optical microscopy.
The undulations of the bond coat surface were characterized using approaches developed for
FCT configurations. These include the imaging of pre-conditioned surfaces prior to TBC
deposition as well as of transverse and axial sections after deposition.
3. PRELIMINARY OBSERVATIONS
Scanning electron images of the bond coat surface after pre-conditioning by grit blasting
(Fig. 3d,e,f) indicate that the process is less homogeneous than on FCT specimens (Fig. 3a,b,c).
Moreover, because of the cylindrical geometry, the surface exhibits asymmetric ridges attributed
to plastic pile-up upon oblique impact. The implication is a broader amplitude distribution of
initial undulations at comparable wavelength. Further details are provided by images obtained on
cross sections, and analysis of the distribution of crystallographic orientation of the TBC (Fig. 4).
Inverse pole figures of the out-of-plane texture of the TBC, obtained utilizing orientation
imaging microscopy (OIM), verifies that deviations of the preferred growth texture for the TBC
are more pronounced with the BRT specimens, indicating that the distribution and amplitude of
initial bond coat surface imperfections is larger for BRT specimens than that observed with FCT
approaches. The general appearance of the surfaces of specimens that exhibit spalled regions is
similar to that reported for FCT specimens. Namely, material removal creates a surface covered
largely by oxide (TBC and TGO), with some islands of exposed bond coat. The BRT specimens
exhibit a somewhat lower area fraction of exposed bond coat.
Adjacent to spall edges, delamination cracks are often present. They extend beneath the attached
TBC (Fig. 5). At their extremity they connect smaller cracks emanating from TGO instabilities.
The trajectory appears to oscillate between the TGO and the TBC. The attached TBC/TGO
-
5
layers above the delamination are curved upward. This curvature is typical [22, Levi] and
dictated by the residual compression in the TGO. It also contributes a mode I component to the
energy release rate [24].
4. MEASUREMENTS
4.1. Synopsis
Schematics summarize the principal commonalities and differences between the FCT and BRT
responses (Fig. 6). Both tests exhibit the same TGO displacement instability dictating that
differences in response be attributed to a common mechanism. Five distinct differences exist
between measurements performed on FCT and BRT configurations. One is based on TGO
thickness, another on the amplitude of the instability at failure, a third on the aspect ratio of the
instabilities, a fourth on the extent of g formation and a fifth on the length of the cracks in theTBC. For each measure there is about a factor 2 (or larger) difference between the two tests.
(i) The TGO thickness at failure is consistently lower in burner rig, h mc 2 5. m , than FCTtests, h mc 5m [18]. Since the TGO thickens in a parabolic manner [12], the cumulativetime sustained at the peak temperature is much lower for the BRT protocol, by about a
factor 4.
(ii) The maximum extent of the downward TGO displacement at system failure, Amax , is
appreciably less for the BRT scenario, A mmax 10m , than for FCT conditions,A mmax 25m [12].
(iii) The aspect ratio of the dominant instabilities, L (defined as the ratio of the wavelength,L, to depth, Af ), is larger for BRT specimens. Approaching the end of life, L is about afactor 2 larger.
(iv) The fraction of g that forms in the bond coat is much lower in BRT specimens, about5% compared with 40% in FCT specimens.
(v) The length, 2a , of the cracks in the TBC located above the instabilities exceeds those in
FCT at the equivalent instability amplitude.
The objective of the remainder of this article is to further quantify these differences and to
provide a rationale predicated on rate, curvature or morphology.
-
6
4.2. Microstructural Features
A series of images taken on transverse and axial sections, both in the SEM mode and, after
etching, in the optical microscope (Figs. 7 and 8), taken as an ensemble, indicate the
development of the instability with cycling, the thickening of the TGO, the formation of the gphase in the bond coat, as well as the growth of the cracks in the TBC.
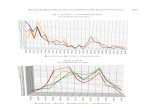
The axial sections reveal that the TGO thickness and the fraction of g are functions of locationalong the cylinder (Fig. 9). This trend reflects the axial temperature gradient. Around transverse
sections it is spatially uniform, indicating that the circumferential gradients are minimal. The
extent of the g domains is diminished considerably relative to FCT specimens. The maximumamount in the region at the temperature maximum is, f =g 0 05. . Further along the axis, inregions at lower temperature, there are no obvious g regions and the bond coat next to the TGOremains entirely within the b - phase field. The cracks in the TBC appear to exhibit a preferencefor a trajectory in the TBC, significantly above the TGO, along the planes of small-scale porosity
within the TBC columns (Fig. 10). This finding differs from that made on FCT configurations,
where the cracks are in the TBC immediately adjacent to the TGO and, partially within the TGO.
The SEM images reveal that the TGO instabilities differ in appearance from those previously
characterized on FCT specimens [12]. In particular, there appears to be appreciably less
penetration of the TGO into the bond coat. This observation is quantified by measuring the
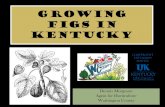
profile of the TGO at N f = 0 75. and comparing with that previously performed at similar N f forFCT specimens (Fig. 11). Note that the amplitude of the deepest penetrations, A mmax 10m , isless than half those found in FCT measurements [12]. The wavelengths, L, of the instabilities
also differ. The effect is quantified in a cumulative probability plot of the aspect ratios
( L = L A/ ), at the same fraction of life, N f = 0 75. , for the two tests (Fig. 12). The median aspectratio is a factor 1.7 larger for the burner rig tests. A more direct measure of the downward
displacement of the TGO is the opening displacement of the TBC cracks at their center,
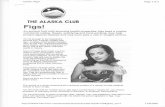
designated D. A relevant quantity is the ratio of this displacement to the local thickness of theTGO, h. This ratio has been measured at the three fractions of life for about 10 imperfections, all
with amplitude A m 5m , but otherwise selected at random. To encompass the substantial D / hrange, the results are presented as a cumulative probability (Fig. 13). Note that for each test, the
results are similar at all cycles, with only a small translation to higher D / h as N increases.However, there is a significant decrease in the median between the two test protocols, being
appreciably smaller for the burner rig tests, indicative of an interaction between the TGO
-
7
instability and the TBC cracking mode, elaborated below. For the same imperfections, the
diameters 2a of the TBC cracks have also been measured. The results are plotted as the
cumulative probability of the ratio, a / D (Fig. 14). Note that this ratio is appreciably larger for theBRT specimens. These measurements indicate an extra crack driving force under BRT
conditions.
Further observations of the cracks, with an associated comparison between the two tests, are
made upon referring to Figs. 7 and 10. For the BRT configuration, note that, for many of the
delamination cracks, there is an associated vertical crack, adjacent to their center. These cracks
extend from 20-80 mm upward along the inter-columnar boundaries. They are believed to have aprominent role in the failure of BRT specimens, because they represent traction-free vertical
planes that facilitate extension of the delamination cracks parallel to the TGO.
For the FCT configuration, most of the cracks are confined to the wavelength of the instability.
The few cracks that extend beyond the imperfections are of most interest since these are the
cracks that motivate failure. Among this group, a few are associated with vertical cracks. Most
of these cracks do not have obvious differences in configuration from regions with confined
cracks. Either local out-of-plane curvatures or imperfections not revealed on the section plane
are suspected, but not confirmed.
The vertical cracks, being much more prevalent in the BRT configuration, are believed to be
associated with thermal shock. Namely, one plausible source of significant in-plane tension in
the TBC that differs between the two tests is that associated with rapid cooling of the surface in
the burner rig. Given the low toughness along the TBC columns and the extensive flaws, the
associated tensile stress could be sufficient to extend vertical cracks through the TBC, at a series
of surface locations. This effect represents one of the distinct differences between the two test
protocols.
5. ANALYSIS
5.1. TGO Displacements
The TGO displacements (Fig. 15) calculated using a simplified sphere model [17] provide
insights about the role of the hold time, thold . The results are applicable wherever a crack in the
TBC above the instability allows the TGO to displace into the bond coat. They indicate that the
displacement per cycle, d dND / , varies with hold time as: [25]
-
8
d dN
L
t
thold
o
D /
b
(1)
where to is a reference time and b is a scale exponent of order 1/2. In turn, for parabolicoxidation kinetics, the hold time is related to the TGO thickness by: [7]
h k N thold= (2)
where k is the parabolic rate constant. A combination of (1) and (2) for the case, b = 1 2/ ,provides two relevant results. The first gives the TGO thickness at failure when the life is
governed by a specified displacement (see equation (8) below), Dc:
h k L t tc c hold o ( / ) ( )/ /D 1 2 1 4 (3)
predicting that the critical oxide thickness increases as the hold time increases. This prediction is
consistent with the difference in TGO thickness at failure between the furnace cycle and burner
rig results. However, the predicted thickness ratio (1.4) is smaller than the measured ratio (2.3).
That is, the model underestimates the effect of the hold time. The discrepancy arises primarily
because the influence of crack configurations in the TBC is not addressed in this simplified
model.
It is also possible to relate the thickness-normalized displacement, D / h , to the number of cycles:
Dh
L
k tN
o
=
(4)
Reference to Fig. 13 indicates that the prediction and the measurements exhibit the same trend
within a specified test protocol. But, a disparity arises between the two tests. That is, D / h islarger for the furnace cycle test even though the test incurs fewer cycles. This disparity is
attributed to the TBC cracking characteristics. That is, since the TBC cracks in the burner rig
tests are further from the TGO, the extra layer of TBC attached to the TGO might have sufficient
stiffness to inhibit the downward displacement of the TGO, resulting in relatively smaller, D / h .
5.2. TBC Cracks
-
9
In a burner rig configuration, there are three sources of stress intensification, K , illustrated on
Fig. 16. The first is that caused by the downward displacement of the TGO. This same source
arises in the FCT configuration. The second relates to the transverse tension in the TBC caused
by the curvature of the substrate. The third is associated with the vertical cracks in the TBC,
attributed to a thermal shock effect, governed by the relatively rapid cooling used in the burner
rig protocol. These stress intensities have different trends with the length, a, of the TBC cracks.
The net effect is a minimum, Kmin occurring on the range, a L/ 2. Equating Kmin to the fracturetoughness of the TBC becomes the proposed failure criterion. Some of the details are presented
below.
The downward propagation of the TGO instability induces a stress intensity factor:
K L
Ex
L
atbc^
-= D
5 10 23
(5a)
or, based on (4):
K
E LN
L
atbc^
- 10
33
(5b)
where Etbc^ is the TBC modulus along the columns (normal to the interface). Inserting numbers
relevant to the present system indicates that K MPa m 0 3. when a L/ 2. Accordingly, ifthis were the only contribution to the stress intensity, the TBC cracks should always be confined
to the imperfection, as observed in the FCT configuration.
The radial stresses induced as a consequence of the substrate curvature contributes to the stress
intensity factor in accordance with:
K R
E T H E E
a
Ltbc tbc bc^
D Da 3 2 1 4
1 2
0 3/ /
/
( / ). (6)
Inserting numbers for the present burner rig specimens indicates that again, K MPa m 0 3. , asa L/ 2.
The other stress intensification relates to the vertical cracks that create a free edge amenable to
displacement, relaxing the constraint. When these cracks extend to the TBC surface, the stress
intensity factor rapidly approaches the steady-state value [26].
-
10
K
E THss
tbc= = +D Da n1 2
1
1/(7)
where Etbc= is the in-plane modulus of the TBC. Inserting values for the present tests indicates
that K MPa mss 1 2. .
All three effects thus have similar magnitude and combine to govern the extension of the crack to
a size that enables coalescence and failure. These combinations are discussed in the next section.
6. INTERPRETATION
Neglecting mode mixity effects, the stress intensities in (5), (6) and (7) can be added.
Differentiating and setting dK da/ = 0 gives the stress intensity at the minimum. Equating thisminimum to the fracture toughness of the TBC, K Etbc tbcmin = G , then gives a criticaldisplacement:
DG
D DD D
Gc
tbc
tbc
tbc
tbc tbc
R L
T H E
E T H
E~
( ) ( )( )
( )
/
/
6 7 2
6 9 7 2 11a
an^
=
^-
+
(8)
This displacement decreases as the radius of curvature of the substrate decreases, contributing to
the differing crack responses between the two tests. The parenthetical term represents the
influence of the vertical cracks. Note that the roles of TBC thickness, modulus, expansion misfit
and toughness in (8) are consistent with expectations.
Combining (8) with (3), the critical TGO thickness at failure becomes:
hkR t t
T H E
E T H
Ec
hold o tbc
tbc
tbc
tbc tbc
~( )
( ) ( )( )
( )
/ /
/ /
/3 1 4 7 4
3 9 2 7 4
1 2
11
GD D
D DGaa
n^=
^-
+
(9)
Accordingly, the substrate curvature, hold time and vertical cracking effects all combine in a
strongly non-linear manner, requiring a case-by-case assessment of the predominant effect.
7. CONCLUDING REMARKS
-
11
Failure phenomena have been characterized in commercial thermal barrier systems with a
Pt - aluminide bond coat and an electron beam vapor deposited (EB-PVD) thermal barriercoating (TBC) tested in accordance with two commonly used protocols. One comprises a furnace
cycle test and the other a burner rig test that differ in their configuration (disk relative to
cylinder) and in their cycle time/rate. Measurements performed on cross sections of specimens
tested by these methods have revealed the displacement instability of the thermally grown oxide
governs failure for both tests, but there are substantial differences in microstructural details. For
the burner rig configuration, the TGO is much thinner, the cracks in the TBC are relatively
longer and the amplitudes of the TGO instabilities are smaller. The goal has been to rationalize
these differences in terms of the TGO instability and TBC cracking mechanisms.
A geometrically simplified model of the instability has indicated the importance of the difference
in the time at the temperature maximum during each cycle, thold . Namely, as this time increases,
the critical TGO thickness at failure increases. This effect largely accounts for the thinner TGO
found at failure for the burner rig tests, which requires specimens to remain at the temperature
maximum for a smaller time. A TBC cracking model provides a rationale for effects of substrate
curvature and cooling rate on the durability. Curvature alone does not appear to account for the
differing crack propensities between the two test protocols. Vertical cracks found in BRT
configurations are believed to have an equally important influence, because of their ability to
relax the constraint on the thermal expansion misfit. It has been proposed that these cracks are
caused by thermal shock. That is, the circumferential tension induced in the TBC by the
relatively rapid cooling used in the burner rig test is sufficient to induce open cracks between the
TBC columns, which interact with the cracks formed at the TGO instabilities, to adversely
influence the durability.
-
12
REFERENCES
1. Miller , R.A., Journal of the American Ceramic Society, 67, 517 (1984).
2. Strangman, T.E., Thin Solid Films, 127, 93-105 (1985).
3. NRC Report: Coatings for High-Temperature Structural Materials, edited by Hillery, R.V.(National Academy Press, Washington, D.C., 1996).
4. Miller, R.A., Proceedings of the Thermal Barrier Coatings Workshop, NASA CP 3312(1995), p. 17.
5. Wright, P.K. and Evans, A.G., Current Opinion in Solid State and Materials Science, 4,255-265 (1999).
6. Maricocchi, A., Bartz, A., and Wortman, D., Proceedings of the Thermal Barrier CoatingsWorkshop, NASA CP 3312 (1995), p. 79.
7. Evans, A.G., Mumm, D.R., Hutchinson, J.W., Meier, G.H. and Pettit, F.S., Progress inMaterials Science, 46[5], 505-553 (2001).
8. Stiger, M.J., Yanar, N.M. Topping, M.G., Pettit, F.S. and Meier, G.H., Zeitschrift frMetallkunde, 90, 1069-1078 (1999).
9. Padture, N.P., Gell, M., and Jordan, E.H., Science, 296, 280 (2002).
10. He, M.Y., Evans, A.G. and Hutchinson, J.W., Acta Materialia, 48[10], 2593-2601 (2000).
11. Karlsson, A.M. and Evans, A.G., Acta Materialia, 49[10], 1793-1804 (2001).
12. Mumm, D.R., Evans, A.G. and Spitsberg, I.T., Acta Materialia, 49[12], 2329-2340 (2001).
13. Tolpygo, V.K., and Clarke, D.R., Acta Materialia, 48[13], 3283-3293 (2000).
14. J.A. Ruud, A. Bartz, M.P. Borom, C.A. Johnson, Journal of the American Ceramic Society84 (2001) 1545.
15. J.M. Ambrico, M.R. Begley, E.H. Jordan, Acta Materialia 49 (2001) 1577.
16. A.M. Karlsson, C.G. Levi, and A.G. Evans, Acta Materialia 50 (2002) 1263.
17. A.M. Karlsson, W.J Hutchinson and A.G. Evans, J. Mech. and Physics Solids 50 (2002)1565.
18. I. Spitsberg, D.R. Mumm, and A.G. Evans, (2002), Journal of Materials Research, in press.
19. T. Xu, M.Y. He, A.G. Evans, in preparation.
20. M. Gell, K Vaidyanathan, B. Barber, J. Cheng, E. Jordan, Metallurgical and MaterialsTransactions, 30A 427 (1999).
21. S. Darzens, D.R. Mumm, D.R. Clarke, A.G. Evans and I.T. Spitsberg (2002), submitted.
-
13
22. D.R. Mumm and A.G. Evans, Acta Materialia, 48 (2000) 1815.
23. Levi....
24. M.R. Begley, D.R. Mumm, A.G. Evans, J.W. Hutchinson, Acta Materialia 48 (2000) 3211.
25. A.M. Karlsson, J.W. Hutchinson and A.G. Evans, in preparation.
26. J.W. Hutchinson and A.G. Evans, Surface and Coatings Technology, 149, 179-184 (2002).
-
14
FIGURE CAPTIONS
Figure 1. Schematic comparing the burner rig and furnace cycle test methodologies.
Figure 2. Schematic illustrating how the burner rig specimens were utilized in this study, and
how components of each were mounted for examination in transverse or longitudinal
section.
Figure 3. Scanning electron images of the effect of pre-conditioning by grit blasting on the
surface morphology of the bond coat: (a,b,c) furnace cycle tests, and (d,e,f) burner rig
tests.
Figure 4. Micrographs of as-processed FCT and BRT specimens illustrating the differences in
initial bond coat surface morphology: (a) transverse cross-sections, and (b) inverse
pole figures of the representative measurements of the TBC coating texture. The The
larger scatter in orientations off the preferred [001] orientation observed for the BRT
specimen is indicative of the difference in the initial morphological characteristics of
the two test specimens.
Figure 5. SEM image of a cross section at the edge of the spalled region revealing the
progression of a delamination beneath the TBC. Note that the trajectory oscillates
between the TBC and the TGO. Moreover, the TBC/TGO bilayer, where detached, is
curved upward.
Figure 6. A synopsis of the differences in TGO instability development found between the two
scenarios.
Figure 7. Scanning electron images showing the evolution of damage at various fractions of
life, along with a comparison of a transverse section of a BRT specimen with a
section through an FCT specimen, both at the same fraction of life ( N f = 0 75. ).
Figure 8. Sequence of SEM images taken on axial cross sections showing the trends with axial
location in the evolution of the instability, the TGO and the bond coat microstructure.
Figure 9. Measured variations in the TGO thickness, and the volume fraction of g , as afunction of position along the axis of the cylinder.
Figure 10. SEM images of crack configurations for both test configurations used to contrast the
different crack responses and relationships with the TGO imperfections.
-
15
Figure 11. Comparison of instability profiles from FCT and BRT measurements at the same
fraction of life, N f = 0 75. .
Figure 12. Cumulative probability plots of the instability aspect ratio, L = L A/ , for the two testscenarios.
Figure 13. Cumulative distribution of the ratio of instability amplitude to TGO thickness
obtained for both test configurations.
Figure 14. Cumulative probability plots of the ratio of the crack length in the TBC, a , to the
instability amplitude, D, for the two test scenarios.
Figure 15. Predictions of the change in amplitude of the TGO instability upon thermal cycling
for several choices of the hold time at high temperature.
Figure 16. A schematic of the three contributions to the stress intensity factor associated with
cracks in the TBC on a plane just above the TGO.
-
Figure 1
Time, t
Tem
pera
ture
, T
5 min
t = 11.5 min
90sec
Tmax
Time, t
SubstrateTBCLayer T
empe
ratu
re,
T
t= 1hour
H 3.2mm
th tT tc
Tmax
I Furnace CycleConfiguration
II
~~
R 3mm~~
R 12.7 mm~~
x
Substrate
L 89mm~~ TBC Layer
T
-
Figure 2
1
2
1 2
MaximumTemperature
Position
TransverseSection
LongitudinalSection
-
FCT Specimen BRT Specimen
100 m
5 m
50 m
100 m
5 m
50 m
a
b
c
d
e
f
Figure 3
-
50 m 50 m
FCT Specimen BR Specimen
Figure 4
-
50 m
Spalling Failure
Figure 5
-
INITIAL
FINAL
TBC
L
ho
Af
ho
Hbc
Hbc
TGO
Substrate
Bond Coat
SLOW CYCLE
PLANAR
RAPID CYCLE
CYLINDRICAL
Ao
Af
hc
Ao
L
TBC
Crack
(T)
hc
Figure 6
Crack
2a
Substrate
TGO2a
-
a
50 m
~ 25% of Life
50 m
~ 50% of Lifec
50 m
e
50 m
e
Figure 7
~ 75% of Life
~ 75% of Life
BRT Configuration
FCT Configuration
VerticalCrack
-
Figure 8
e f g h
10 m
20 m
a b c dEtched (BC)
' phaseregions
Polished (TGO)
~ 3 mm from Tmax
~ 20 mm from Tmax
-
Axial Location (mm)-50
0.02
0.04
0.06
0.08
0.1
0.5
1
1.5
2
2.5
3
0 5 10 15 20
A
rea
Fra
ctio
n T
GO
Thi
ckne
ss (
m)
TBC Intact
a
b
TBCSpalled
Figure 9
-
Figure 10
BRT Configuration
FCT Configuration
10 m 10 m
20 m 5 m
50 m 5 m
10 m 2 m
ba
c
d
e
75% of life
25% of life
25% of life
50% of lifeVerticalCracks
VerticalCrack
-
Location (m)
Am
plitu
de (
m)
-300 100 200 300
Figure 11
400 500 600
-20
-10
0
0
-20
-10
0
10
Burner Rig
Furnace Cycle
-
Instability Aspect Ratio,
Cum
ulat
ive
Pro
babi
lity,
00 5 10
Figure 12
15 20
0.2
0.4
0.6
0.8
FurnaceCycle1
Burner Rig
-
Relative Crack Opening, /h
Cum
ulat
ive
Pro
babi
lity,
0 0.5 1.0 1.5 2.0
0.4
0.6
0.8
1.0
0
0.2
FurnaceCycle
N = 20N = 80N = 180
Furnace Cycle
N = 200N = 100
Burner Rig
Burner Rig
N
Figure 13
-
100 20 30 40 50
Relative Crack Length, a/
Cum
ulat
ive
Pro
babi
lity,
0
0.2
0.4
0.6
0.8
1
1.2
N=200N=100
BURNER RIG
N=20N=80N=180
FURNACE CYCLE
Furnace Cycle
BurnerRig
Figure 14
-
0.0
0.025
0.05
0.075
0.1
100 20 30 40 50
Number of Cycles, N
Cum
mul
ativ
e R
adia
l Enl
arge
men
t, u/
R
TGO Thickness 4.5 mRadius 20 m
uc
to
2to
10to
20to
Nf
Figure 15
-
Crack Length, a/L
Str
ess
Inte
nsity
Fac
tor,
K
Net Trendb
K E ____
min tbc tbc
SeparateContributions
a
TGO Displacement
Substrate Curvature
VerticalCracks
0
Figure 16