
BS EN 12062
16
BRITISH STANDARD BS EN 12062:1998 Incorporating Amendment No. 1 Non-destructive testing of welds — General rules for metallic materials The European Standard EN 12062:1997, with the incorporation of amendment A1:2002, has the status of a British Standard ICS 25.160.40 COPYRIGHT 2003; European Committee for Standardization Document provided by IHS Licensee=Shell Services International B.V./5924979112, User=, 07/04/2003 08:55:27 MDT Questions or comments about this message: please call the Document Policy Management Group at 1-800-451-1584. --`,`,,`,`,,`,``````,`,```,`,-`-`,,`,,`,`,,`---
-
Upload
einsteinw2 -
Category
Documents
-
view
960 -
download
56
Transcript of BS EN 12062
COPYRIGHT 2003; Europ
BRITISH STANDARD
BS EN 12062:1998Incorporating Amendment No. 1Non-destructive testing of welds — General rules for metallic materials
--`,`,,`,`,,`,``````,`,```,`,-`-`,,`,,`,`,,`---
The European Standard EN 12062:1997, with the incorporation of amendment A1:2002, has the status of a British Standard
ICS 25.160.40
���������������� ������������������������������� �������������ean Committee for Standardization Document provided by IHS Licensee=Shell Services International B.V./5924979112,
User=, 07/04/2003 08:55:27 MDT Questions or comments about this message: pleasecall the Document Policy Management Group at 1-800-451-1584.
BS EN 12062:1998
CO
This British Standard, having been prepared under the direction of the Engineering Sector Board, was published under the authority of the Standards Board and comes into effect on15 January 1998
© BSI 1 November 2002
ISBN 0 580 28699 1
PYRIGHT 2003; European Committee for Standardization
National forewordThis British Standard is the English language version of EN 12062:1997, including amendment A1:2002.
The start and finish of text introduced or altered by CEN amendment is indicated in the text by tags ��. Tags indicating changes to CEN text carry the number of the CEN amendment. For example, text altered by CEN amendment A1 is indicated by ��.
As agreed by CEN/TC 121/SC 5 resolution 134/2000 and in accordance with amendment A1:2002, the term “examination” has been replaced by “testing” throughout the document.
The UK participation in its preparation was entrusted to Technical Committee WEE/46, Non-destructive testing, which has the responsibility to:
A list of organizations represented on this committee can be obtained on request to its secretary.
Cross-references
The British Standards which implement international or European publications referred to in this document may be found in the BSI Catalogue under the section entitled “International Standards Correspondence Index”, or by using the “Search” facility of the BSI Electronic Catalogue or of British Standards Online.
This publication does not purport to include all the necessary provisions of a contract. Users are responsible for its correct application.
Compliance with a British Standard does not of itself confer immunity from legal obligations.
— aid enquirers to understand the text; — present to the responsible European committee any enquiries on the
interpretation, or proposals for change, and keep the UK interests informed;
— monitor related international and European developments and promulgate them in the UK.
Summary of pages
This document comprises a front cover, an inside front cover, the EN title page, pages 2 to 12, an inside back cover and a back cover.
The BSI copyright notice displayed in this document indicates when the document was last issued.
Amendments issued since publication
Amd. No Date Text affected
13986 1 November 2002 See national foreword
--`,`,,`,`,,`,``````,`,```,`,-`-`,,`,,`,`,,`---
Document provided by IHS Licensee=Shell Services International B.V./5924979112,User=, 07/04/2003 08:55:27 MDT Questions or comments about this message: pleasecall the Document Policy Management Group at 1-800-451-1584.
COPYRIGHT 2003; Euro
EUROPEAN STANDARD
NORME EUROPÉENNE
EUROPÄISCHE NORM
pean Com
call the Document Policy Mana
EN 12062 August 1997
+ A1May 2002
ICS 25.160.40
gement Gr
Descriptors: Welded joints, steels, aluminium, copper, nickel, titanium, alloys, non destructive tests, quality control, weld defects, qualification, personnel, approved organizations, comparison
English version
Non-destructive testing of welds — General rules for metallic materials
(includes amendment A1:2002)
Contrôle non destructif des assemblages soudés —Régles générales pour les matériaux métalliques(inclut l’amendement A1:2002)
Zerstörungsfreie Prüfung von Schweißverbindungen —Allgemeine Regeln für metallische Werkstoffe(enthält Änderung A1:2002)
--`,`,,`,`,,`,``````,`,```,`,-`-`,,`,,`,`,,`---
This European Standard was approved by CEN on 1997-08-02 and amendmentA1 was approved by CEN on 2002-05-01. CEN members are bound to complywith the CEN/CENELEC Internal Regulations which stipulate the conditionsfor giving this European Standard the status of a national standard without anyalteration.
Up-to-date lists and bibliographical references concerning such nationalstandards may be obtained on application to the Central Secretariat or to anyCEN member.
This European Standard exists in three official versions (English, French,German). A version in any other language made by translation under theresponsibility of a CEN member into its own language and notified to theCentral Secretariat has the same status as the official versions.
CEN members are the national standards bodies of Austria, Belgium, CzechRepublic, Denmark, Finland, France, Germany, Greece, Iceland, Ireland, Italy,Luxembourg, Netherlands, Norway, Portugal, Spain, Sweden, Switzerland andUnited Kingdom.
CENEuropean Committee for Standardization
Comité Européen de NormalisationEuropäisches Komitee für Normung
Central Secretariat: rue de Stassart 36, B-1050 Brussels
© 1997 CEN — All rights of exploitation in any form and by any means reserved worldwide for CEN national Members.
Ref. No. EN 12062:1997 + A1:2002 E
mittee for Standardization Document provided by IHS Licensee=Shell Services International B.V./5924979112,User=, 07/04/2003 08:55:27 MDT Questions or comments about this message: please
oup at 1-800-451-1584.
EN 12062:1997
CO
Foreword
This European Standard has been prepared by Technical Committee CEN/TC 121, Welding, the Secretariat of which is held by DS.
This European Standard shall be given the status of a national standard, either by publication of an identical text or by endorsement, at the latest by February 1998, and conflicting national standards shall be withdrawn at the latest by February 1998.
This European Standard has been prepared under a mandate given to CEN by the European Commission and the European Free Trade Association, and supports essential requirements of EU Directive(s).
According to the CEN/CENELEC Internal Regulations, the national standards organizations of the following countries are bound to implement this European Standard: Austria, Belgium, Czech Republic, Denmark, Finland, France, Germany, Greece, Iceland, Ireland, Italy, Luxembourg, Netherlands, Norway, Portugal, Spain, Sweden, Switzerland and the United Kingdom.
Foreword to amendment A1This document EN 12062:1997/A1:2002 has been prepared by Technical Committee CEN/TC 121, Welding, the Secretariat of which is held by DS.
This amendment to the European Standard EN 12062:1997 shall be given the status of a national standard, either by publication of an identical text or by endorsement, at the latest by November 2002, and conflicting national standards shall be withdrawn at the latest by November 2002.
This document has been prepared under a mandate given to CEN by the European Commission and the European Free Trade Association, and supports essential requirements of EU Directive(s).
For relationship with EU Directive(s), see informative Annex ZA, which is an integral part of this document.
Annex ZA is normative, Annex C and Annex D are informative.
According to the CEN/CENELEC Internal Regulations, the national standards organizations of the following countries are bound to implement this European Standard: Austria, Belgium, Czech Republic, Denmark, Finland, France, Germany, Greece, Iceland, Ireland, Italy, Luxembourg, Netherlands, Norway, Portugal, Spain, Sweden, Switzerland and the United Kingdom.
Contents
PageForeword 21 Scope 32 Normative references 33 Definitions 44 Abbreviations 45 Limitations 55.1 Stage of manufacture 55.2 Extent of testing 55.3 Materials 56 Personnel qualification 57 Testing organization 58 Documentation 58.1 Documentation prior to testing 58.2 Documentation after testing 59 Selection of testing method 69.1 General 69.2 Butt- and T-joints with full penetration 79.3 Butt- and T-joints without full penetration
and fillet welds 710 Performance of testing 710.1 Determination of standard to be applied 710.2 Conditions for testing 710.3 Time of testing 810.4 Non-acceptable indications 8Annex A (normative) Rules and standards to be applied 8Annex B (informative) Classification of indications 10Annex C (informative) Extent of testing 11Annex D (informative) Non-acceptable indications 11Annex ZA (informative) Clauses of this European Standard addressing essential requirements or other provisions of EU directives 12
© BSI 1 November 20022PYRIGHT 2003; European Committee for Standardization Document provided by IHS Licensee=Shell Services International B.V./5924979112,User=, 07/04/2003 08:55:27 MDT Questions or comments about this message: pleasecall the Document Policy Management Group at 1-800-451-1584.
--`,`,,`,`,,`,``````,`,```,`,-`-`,,`,,`,`,,`---
EN 12062:1997
COPYRIGHT 2003; Europ
1 Scope
Based on quality requirements, material, weld thickness, welding process and extent of testing, this standard gives guidance for the choice of non-destructive testing methods of welds and evaluation of the results for quality control purposes.
This standard also specifies general rules and standards to be applied to the different types of testing, for either the methodology or the acceptance level for metallic materials.
Acceptance levels cannot be a direct interpretation of the quality levels defined in EN 25817 or EN 30042. They are linked to the overall quality of the produced batch of welds.
Requirements for acceptance levels for non-destructive testing comply with quality levels stated in EN 25817 or EN 30042 (moderate, intermediate, stringent), only on a general basis and not in detail for each indication.
This standard can be used by application standards or by agreement between the contracting parties.
2 Normative referencesThis European Standard incorporates by dated or undated reference, provisions from other publications. These normative references are cited at the appropriate places in the text and the publications are listed hereafter. For dated references, subsequent amendments to or revisions of any of these publications apply to this European Standard only when incorporated in it by amendment or revision. For undated references the latest edition of the publication referred to applies.
EN 473, Qualification and certification of NDT personnel — General principles.
EN 571-1 , Non-destructive examination — Penetrant testing — Part 1: General principles.
EN 970, Non-destructive examination of fusion welds — Visual examination.
prEN 1289, Non-destructive testing of welds — Penetrant testing of welds — Acceptance levels.
prEN 1290, �Non-destructive testing of welds — Magnetic particle testing of welds.�
prEN 1291, Non-destructive testing of welds — Magnetic particle examination of welds — Acceptance levels.
EN 1435, Non-destructive examination of welds — Radiographic testing of welded joints.
prEN 1711, Non-destructive examination of welds — Eddy current examination by phase discrimination method.
EN 1712, Non-destructive examination of welds — Ultrasonic examination of welded joints — Acceptance levels.
prEN 1713, Non-destructive examination of welds — Ultrasonic examination — Characterization of imperfections in welds.
EN 1714, Non-destructive testing of welds — Ultrasonic testing of welded joints.
prEN 12517, Non-destructive examination of welds — Radiographic examination of welded joints — Acceptance levels.
EN 25817, Arc-welded joints in steel — Guidance on quality levels for imperfections. (ISO 5817:1992)
EN 30042, Arc-welded joints in aluminium and its weldable alloys — Guidance on quality levels for imperfections. (ISO 10042:1992)
EN 45001, General criteria for the operation of testing laboratories
�EN ISO/IEC 17025, General requirements for the competence of testing and calibration laboratories. (ISO/IEC 17025)�
--`,`,,`,`,,`,``````,`,```,`,-`-`,,`,,`,`,,`---
© BSI 1 November 2002 3ean Committee for Standardization Document provided by IHS Licensee=Shell Services International B.V./5924979112,
User=, 07/04/2003 08:55:27 MDT Questions or comments about this message: pleasecall the Document Policy Management Group at 1-800-451-1584.
EN 12062:1997
CO
--`,`,,`,`,,`,``````,`,```,`,-`-`,,`,,`,`,,`---
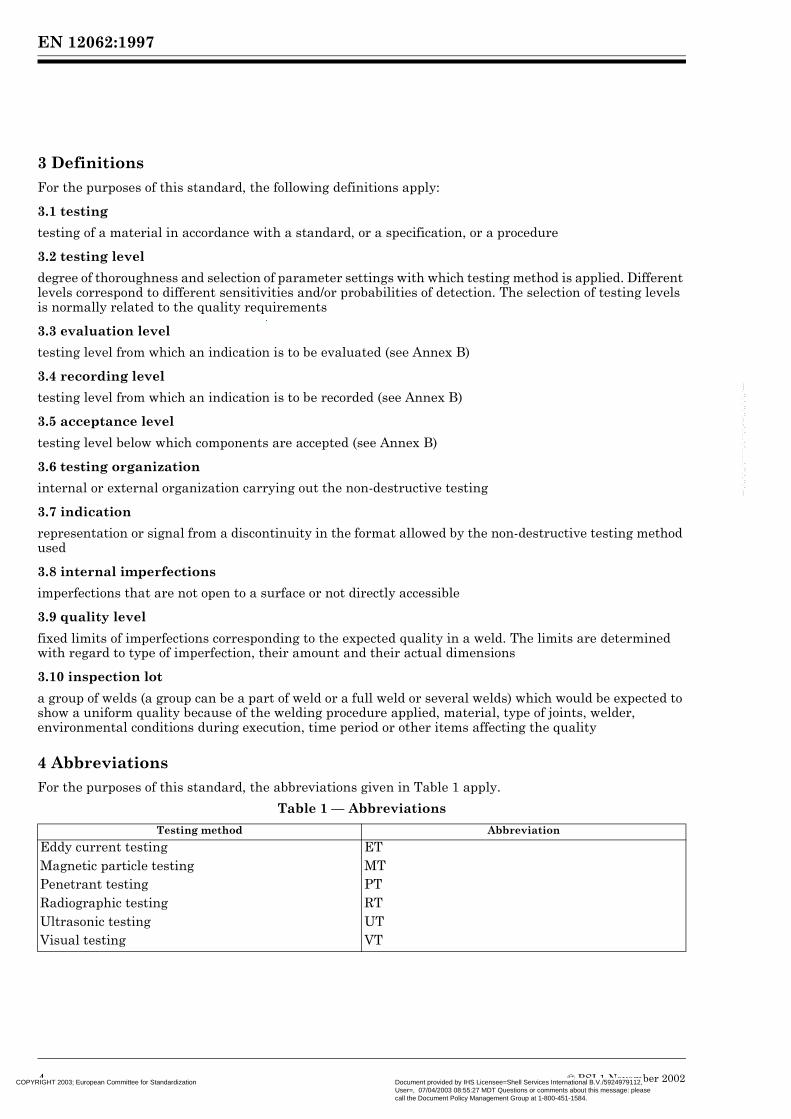
3 Definitions
For the purposes of this standard, the following definitions apply:
3.1 testing
testing of a material in accordance with a standard, or a specification, or a procedure
3.2 testing level
degree of thoroughness and selection of parameter settings with which testing method is applied. Different levels correspond to different sensitivities and/or probabilities of detection. The selection of testing levels is normally related to the quality requirements
3.3 evaluation level
testing level from which an indication is to be evaluated (see Annex B)
3.4 recording level
testing level from which an indication is to be recorded (see Annex B)
3.5 acceptance level
testing level below which components are accepted (see Annex B)
3.6 testing organization
internal or external organization carrying out the non-destructive testing
3.7 indication
representation or signal from a discontinuity in the format allowed by the non-destructive testing method used
3.8 internal imperfections
imperfections that are not open to a surface or not directly accessible
3.9 quality level
fixed limits of imperfections corresponding to the expected quality in a weld. The limits are determined with regard to type of imperfection, their amount and their actual dimensions
3.10 inspection lot
a group of welds (a group can be a part of weld or a full weld or several welds) which would be expected to show a uniform quality because of the welding procedure applied, material, type of joints, welder, environmental conditions during execution, time period or other items affecting the quality
4 AbbreviationsFor the purposes of this standard, the abbreviations given in Table 1 apply.
Table 1 — Abbreviations
Testing method Abbreviation
Eddy current testing ET Magnetic particle testing MT Penetrant testing PT Radiographic testing RT Ultrasonic testing UT Visual testing VT
4 © BSI 1 November 2002PYRIGHT 2003; European Committee for Standardization Document provided by IHS Licensee=Shell Services International B.V./5924979112,User=, 07/04/2003 08:55:27 MDT Questions or comments about this message: pleasecall the Document Policy Management Group at 1-800-451-1584.
EN 12062:1997
COPYRIGHT 2003; Europ
5 Limitations
5.1 Stage of manufacture
This standard has been prepared for the testing of completed welds (see 10.3). Testing of parent materials prior to welding or between welding sequences are not covered by this standard. It is, however, recommended that such testing should be performed in accordance with the referred standards for methods and acceptance levels.
5.2 Extent of testing
�The extent of testing shall be given in an application standard or defined by specification.�
Guidance on random testing is given in Annex C.
5.3 Materials
This standard includes requirements for the testing of fusion welds in the following materials, their alloys and their combinations:
— steel;— aluminium;— copper;— nickel;— titanium.
�The use of this standard for other metallic materials shall be defined by specification.�
6 Personnel qualificationPersonnel performing non-destructive testing and the evaluation of the results for final acceptance of welds shall be qualified in accordance with EN 473 or equivalent at an appropriate level in the relevant industrial sector.
7 Testing organizationThe testing organization should be organized independently of the production and its activities should be controlled by a quality assurance system.
�If required, an external organization, which is employed with the inspection, shall be accredited in accordance with EN ISO/IEC 17025.�
8 Documentation
8.1 Documentation prior to testing
Prior to testing, all necessary preliminary information required by the testing method standards shall be provided.
8.1.1 Written procedures
�Testing shall always be performed in accordance with written procedures as required by the standard for the individual testing method or as defined by specification.�
8.1.2 Testing plan
In certain cases, it can be necessary to carry out additional testing including more than one non-destructive testing method (other than visual testing) or multiple applications of one method. In such cases all methods used shall be defined in a testing plan, which shall determine the sequence and extent of testing and other relevant aspects for control of testing and other related activities.
8.2 Documentation after testing
8.2.1 Records of individual testing
All testing shall be recorded as required by the referred standard for the relevant testing method.
© BSI 1 November 2002 5ean Committee for Standardization Document provided by IHS Licensee=Shell Services International B.V./5924979112,
User=, 07/04/2003 08:55:27 MDT Questions or comments about this message: pleasecall the Document Policy Management Group at 1-800-451-1584.
--`,`,,`,`,,`,``````,`,```,`,-`-`,,`,,`,`,,`---
EN 12062:1997
CO
8.2.2 Final report
For each component or group of components, a final report shall contain the information required by the testing plan and shall as a minimum include:
— reports required by the standards for the individual testing methods;— identification of the component;— reference to the individual testing records including status (not inspected, accepted, rejected);— identification of welds tested and/or reference to documents identifying these welds;— system for marking of the individual welds and/or reference to documents indicating �the description of coordinate system used for testing;�— identification of personnel and organizations that have performed the testing;— record of deviations from the applied standard regarding testing technique and acceptance levels.
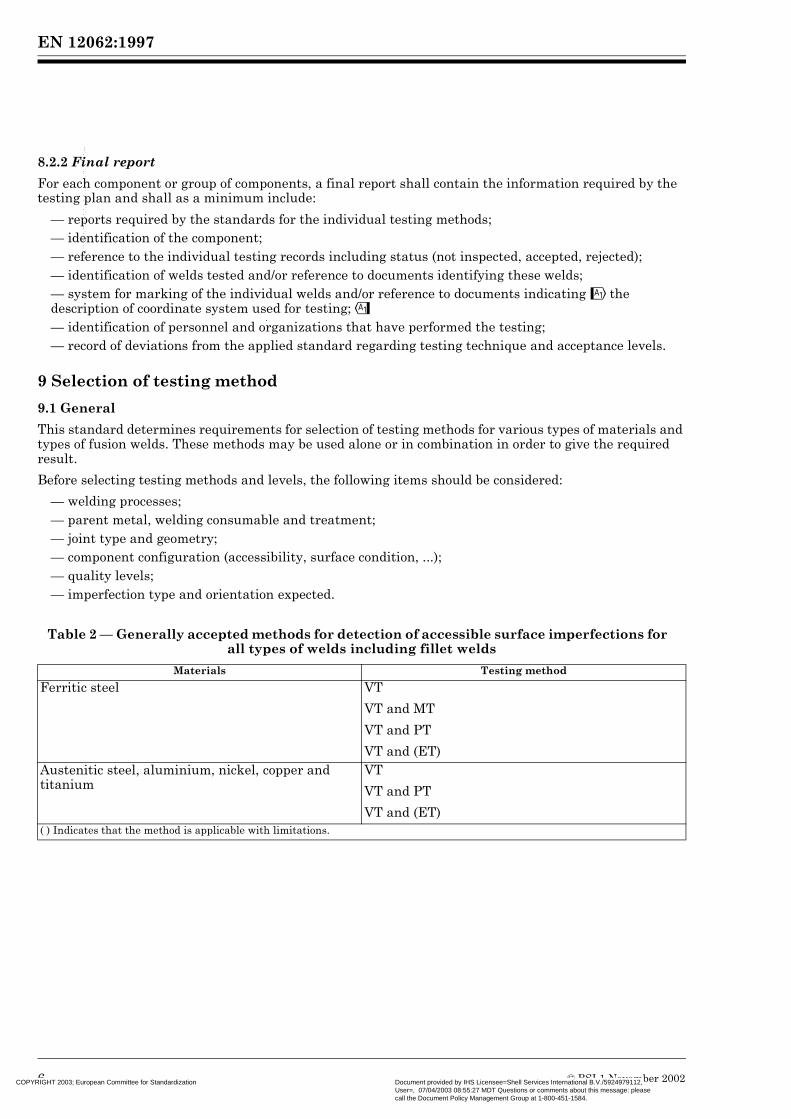
9 Selection of testing method
9.1 General
This standard determines requirements for selection of testing methods for various types of materials and types of fusion welds. These methods may be used alone or in combination in order to give the required result.
Before selecting testing methods and levels, the following items should be considered:
— welding processes;— parent metal, welding consumable and treatment;— joint type and geometry;— component configuration (accessibility, surface condition, ...);— quality levels;— imperfection type and orientation expected.
Table 2 — Generally accepted methods for detection of accessible surface imperfections for all types of welds including fillet welds
Materials Testing method
Ferritic steel VT
VT and MT
VT and PT
VT and (ET) Austenitic steel, aluminium, nickel, copper and titanium
VT
VT and PT
VT and (ET) ( ) Indicates that the method is applicable with limitations.
--`,`,,`,`,,`,``````,`,```,`,-`-`,,`,,`,`,,`---
6 © BSI 1 November 2002PYRIGHT 2003; European Committee for Standardization Document provided by IHS Licensee=Shell Services International B.V./5924979112,User=, 07/04/2003 08:55:27 MDT Questions or comments about this message: pleasecall the Document Policy Management Group at 1-800-451-1584.
EN 12062:1997
COPYRIGHT 2003; Europ
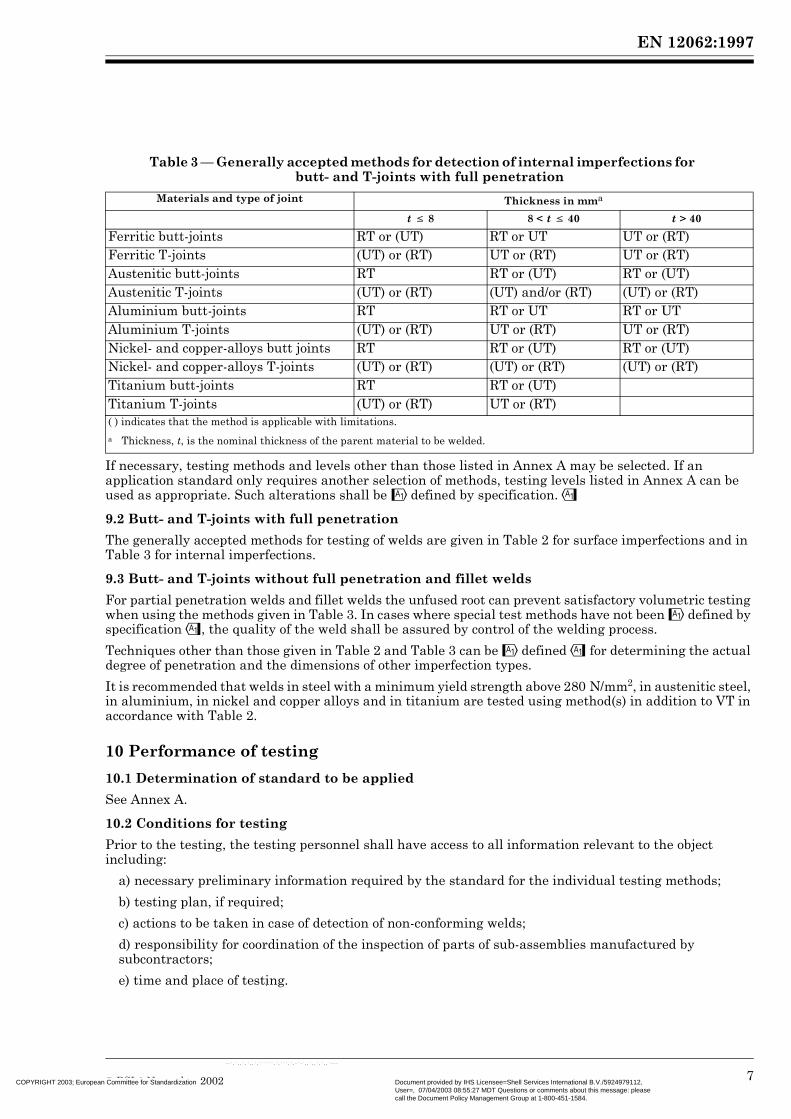
Table 3 — Generally accepted methods for detection of internal imperfections for butt- and T-joints with full penetration
If necessary, testing methods and levels other than those listed in Annex A may be selected. If an application standard only requires another selection of methods, testing levels listed in Annex A can be used as appropriate. Such alterations shall be �defined by specification.�
9.2 Butt- and T-joints with full penetration
The generally accepted methods for testing of welds are given in Table 2 for surface imperfections and in Table 3 for internal imperfections.
9.3 Butt- and T-joints without full penetration and fillet welds
For partial penetration welds and fillet welds the unfused root can prevent satisfactory volumetric testing when using the methods given in Table 3. In cases where special test methods have not been �defined by specification�, the quality of the weld shall be assured by control of the welding process.
Techniques other than those given in Table 2 and Table 3 can be �defined� for determining the actual degree of penetration and the dimensions of other imperfection types.
It is recommended that welds in steel with a minimum yield strength above 280 N/mm2, in austenitic steel, in aluminium, in nickel and copper alloys and in titanium are tested using method(s) in addition to VT in accordance with Table 2.
10 Performance of testing
10.1 Determination of standard to be applied
See Annex A.
10.2 Conditions for testing
Prior to the testing, the testing personnel shall have access to all information relevant to the object including:
a) necessary preliminary information required by the standard for the individual testing methods;
b) testing plan, if required;
c) actions to be taken in case of detection of non-conforming welds;
d) responsibility for coordination of the inspection of parts of sub-assemblies manufactured by subcontractors;
e) time and place of testing.
Materials and type of joint Thickness in mma
t � 8 8 < t � 40 t > 40 Ferritic butt-joints RT or (UT) RT or UT UT or (RT) Ferritic T-joints (UT) or (RT) UT or (RT) UT or (RT) Austenitic butt-joints RT RT or (UT) RT or (UT) Austenitic T-joints (UT) or (RT) (UT) and/or (RT) (UT) or (RT) Aluminium butt-joints RT RT or UT RT or UT Aluminium T-joints (UT) or (RT) UT or (RT) UT or (RT) Nickel- and copper-alloys butt joints RT RT or (UT) RT or (UT) Nickel- and copper-alloys T-joints (UT) or (RT) (UT) or (RT) (UT) or (RT) Titanium butt-joints RT RT or (UT) Titanium T-joints (UT) or (RT) UT or (RT) ( ) indicates that the method is applicable with limitations.
a Thickness, t, is the nominal thickness of the parent material to be welded.
© BSI 1 November 2002 7ean Committee for Standardization Document provided by IHS Licensee=Shell Services International B.V./5924979112,
User=, 07/04/2003 08:55:27 MDT Questions or comments about this message: pleasecall the Document Policy Management Group at 1-800-451-1584.
--`,`,,`,`,,`,``````,`,```,`,-`-`,,`,,`,`,,`---
EN 12062:1997
CO
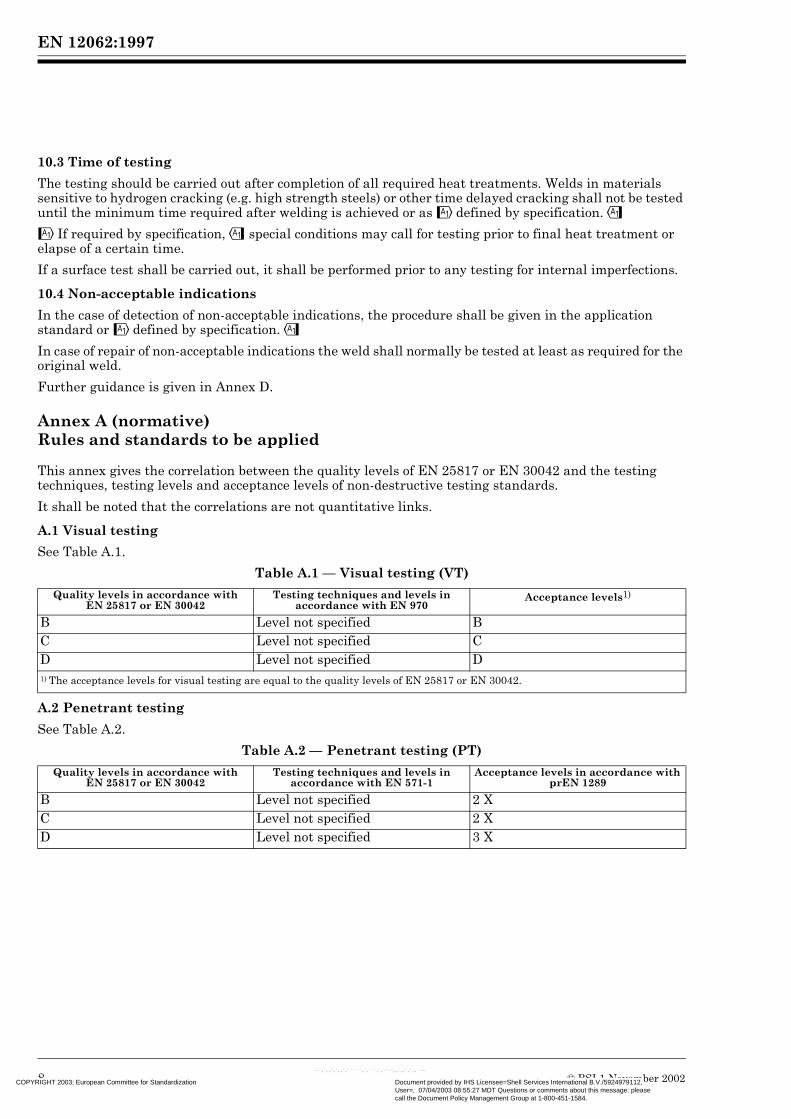
10.3 Time of testing
The testing should be carried out after completion of all required heat treatments. Welds in materials sensitive to hydrogen cracking (e.g. high strength steels) or other time delayed cracking shall not be tested until the minimum time required after welding is achieved or as �defined by specification.�
�If required by specification,� special conditions may call for testing prior to final heat treatment or elapse of a certain time.
If a surface test shall be carried out, it shall be performed prior to any testing for internal imperfections.
10.4 Non-acceptable indications
In the case of detection of non-acceptable indications, the procedure shall be given in the application standard or �defined by specification.�
In case of repair of non-acceptable indications the weld shall normally be tested at least as required for the original weld.
Further guidance is given in Annex D.
Annex A (normative)Rules and standards to be applied
This annex gives the correlation between the quality levels of EN 25817 or EN 30042 and the testing techniques, testing levels and acceptance levels of non-destructive testing standards.
It shall be noted that the correlations are not quantitative links.
A.1 Visual testing
See Table A.1.
Table A.1 — Visual testing (VT)
A.2 Penetrant testing
See Table A.2.
Table A.2 — Penetrant testing (PT)
Quality levels in accordance with EN 25817 or EN 30042
Testing techniques and levels in accordance with EN 970
Acceptance levels1)
B Level not specified B C Level not specified C D Level not specified D 1) The acceptance levels for visual testing are equal to the quality levels of EN 25817 or EN 30042.
Quality levels in accordance with EN 25817 or EN 30042
Testing techniques and levels in accordance with EN 571-1
Acceptance levels in accordance with prEN 1289
B Level not specified 2 X C Level not specified 2 X D Level not specified 3 X
8 © BSI 1 November 2002PYRIGHT 2003; European Committee for Standardization Document provided by IHS Licensee=Shell Services International B.V./5924979112,User=, 07/04/2003 08:55:27 MDT Questions or comments about this message: pleasecall the Document Policy Management Group at 1-800-451-1584.
--`,`,,`,`,,`,``````,`,```,`,-`-`,,`,,`,`,,`---
EN 12062:1997
COPYRIGHT 2003; Europ
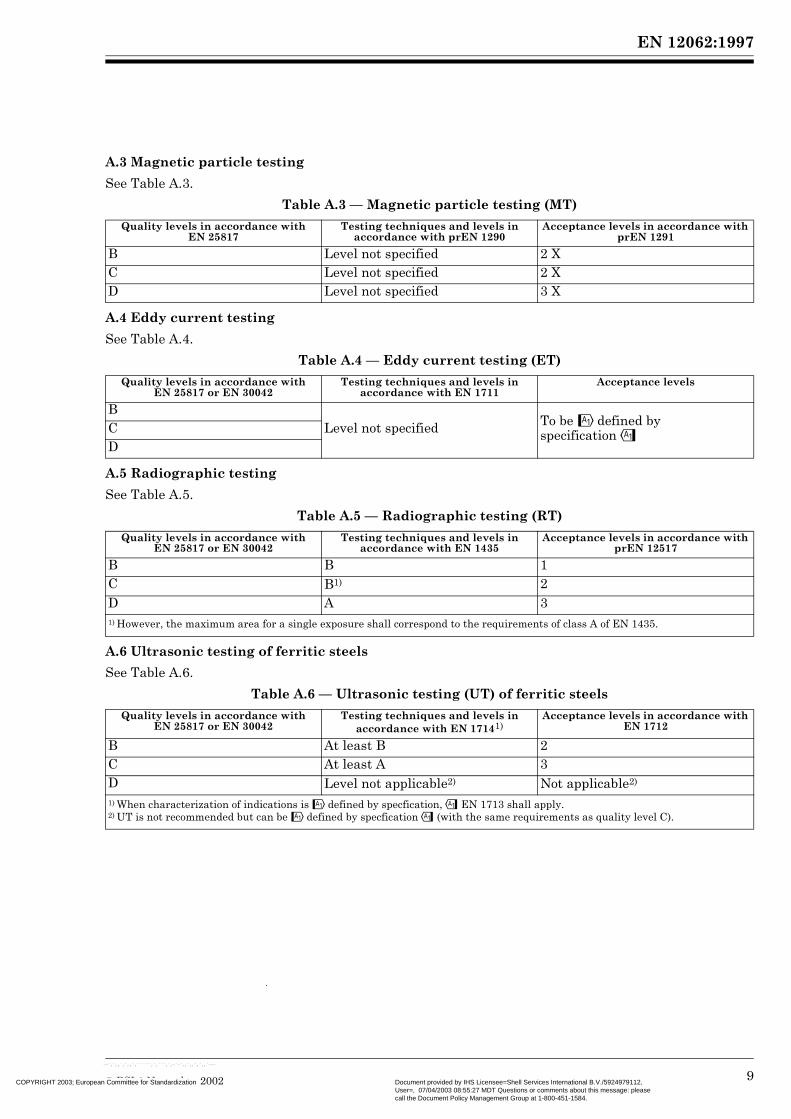
A.3 Magnetic particle testing
See Table A.3.
Table A.3 — Magnetic particle testing (MT)
A.4 Eddy current testing
See Table A.4.
Table A.4 — Eddy current testing (ET)
A.5 Radiographic testing
See Table A.5.
Table A.5 — Radiographic testing (RT)
A.6 Ultrasonic testing of ferritic steels
See Table A.6.
Table A.6 — Ultrasonic testing (UT) of ferritic steels
Quality levels in accordance with EN 25817
Testing techniques and levels in accordance with prEN 1290
Acceptance levels in accordance with prEN 1291
B Level not specified 2 X C Level not specified 2 X D Level not specified 3 X
Quality levels in accordance with EN 25817 or EN 30042
Testing techniques and levels in accordance with EN 1711
Acceptance levels
B Level not specified To be �defined by
specification� C D
Quality levels in accordance with EN 25817 or EN 30042
Testing techniques and levels in accordance with EN 1435
Acceptance levels in accordance with prEN 12517
B B 1 C B1) 2 D A 3 1) However, the maximum area for a single exposure shall correspond to the requirements of class A of EN 1435.
Quality levels in accordance with EN 25817 or EN 30042
Testing techniques and levels in accordance with EN 17141)
Acceptance levels in accordance with EN 1712
B At least B 2 C At least A 3 D Level not applicable2) Not applicable2)
1) When characterization of indications is �defined by specfication,� EN 1713 shall apply. 2) UT is not recommended but can be ��defined by specfication� (with the same requirements as quality level C).
© BSI 1 November 2002 9ean Committee for Standardization Document provided by IHS Licensee=Shell Services International B.V./5924979112,
User=, 07/04/2003 08:55:27 MDT Questions or comments about this message: pleasecall the Document Policy Management Group at 1-800-451-1584.
--`,`,,`,`,,`,``````,`,```,`,-`-`,,`,,`,`,,`---
EN 12062:1997
CO
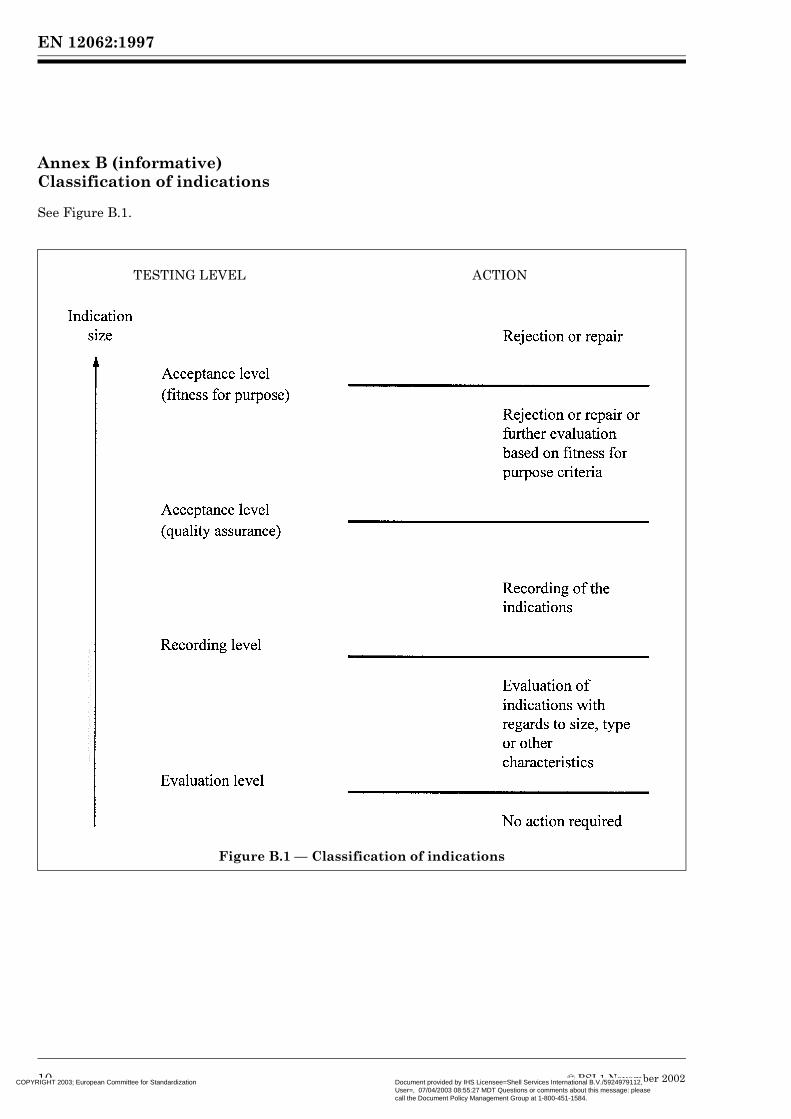
Annex B (informative)Classification of indications
See Figure B.1.
TESTING LEVEL ACTION
Figure B.1 — Classification of indications
--`,`,,`,`,,`,``````,`,```,`,-`-`,,`,,`,`,,`---
10 © BSI 1 November 2002PYRIGHT 2003; European Committee for Standardization Document provided by IHS Licensee=Shell Services International B.V./5924979112,User=, 07/04/2003 08:55:27 MDT Questions or comments about this message: pleasecall the Document Policy Management Group at 1-800-451-1584.
EN 12062:1997
COPYRIGHT 2003; Europ
Annex C (informative)Extent of testing
If the extent of testing is defined as a part (percentage p %) of an inspection lot the following rules should apply unless otherwise required:
— each weld in the inspection lot should be tested over a length of minimum p % of the individual length. The area to be tested should be selected at random;— if the total length of all the welds in an inspection lot is less than x m (for example x = 1), at least one weld should be tested in its entire length regardless of the p %;— if an inspection lot consists of several identical welds with individual length less than x m (for example x = 1), randomly selected welds with a �minimum total length of p %� of the total length of all welds in the inspection lot should be tested in their entire length.
Annex D (informative)Non-acceptable indications
Where a test of a part on an inspection lot reveals non-acceptable indications, the following guidelines for the extent of additional testing can be used. The testing should be performed on welds executed with the same parameters which might be the main cause of failure e.g. welder, welding procedure or any other of the items mentioned in 3.10:
a) two additional samples or areas of the same weld should be given the same type of testing; and
b) if the samples or areas of the same weld tested as required by a) are acceptable, the defective item should be repaired or replaced and re-tested and all items represented by these two additional samples or areas of the same weld should be accepted; but
c) if any of the samples or areas of the same welds tested as required in a) reveals a non-acceptable indication, two further samples or areas of the same weld per defective one should be tested; and
d) if the samples or areas of the same weld tested as required by c) are acceptable, the defective item(s) should be repaired or replaced and re-tested and all items represented by the additional samples or areas of the same weld should be accepted; but
e) if any of the samples or areas of the same weld tested as required by c) reveals a non-acceptable indication, all items represented by the progressive sampling should be either:
1) repaired or replaced and re-tested as required; or
2) fully tested and repaired or replaced as necessary, and re-tested.
--`,`,,`,`,,`,``````,`,```,`,-`-`,,`,,`,`,,`---
© BSI 1 November 2002 11ean Committee for Standardization Document provided by IHS Licensee=Shell Services International B.V./5924979112,
User=, 07/04/2003 08:55:27 MDT Questions or comments about this message: pleasecall the Document Policy Management Group at 1-800-451-1584.
EN 12062:1997
CO
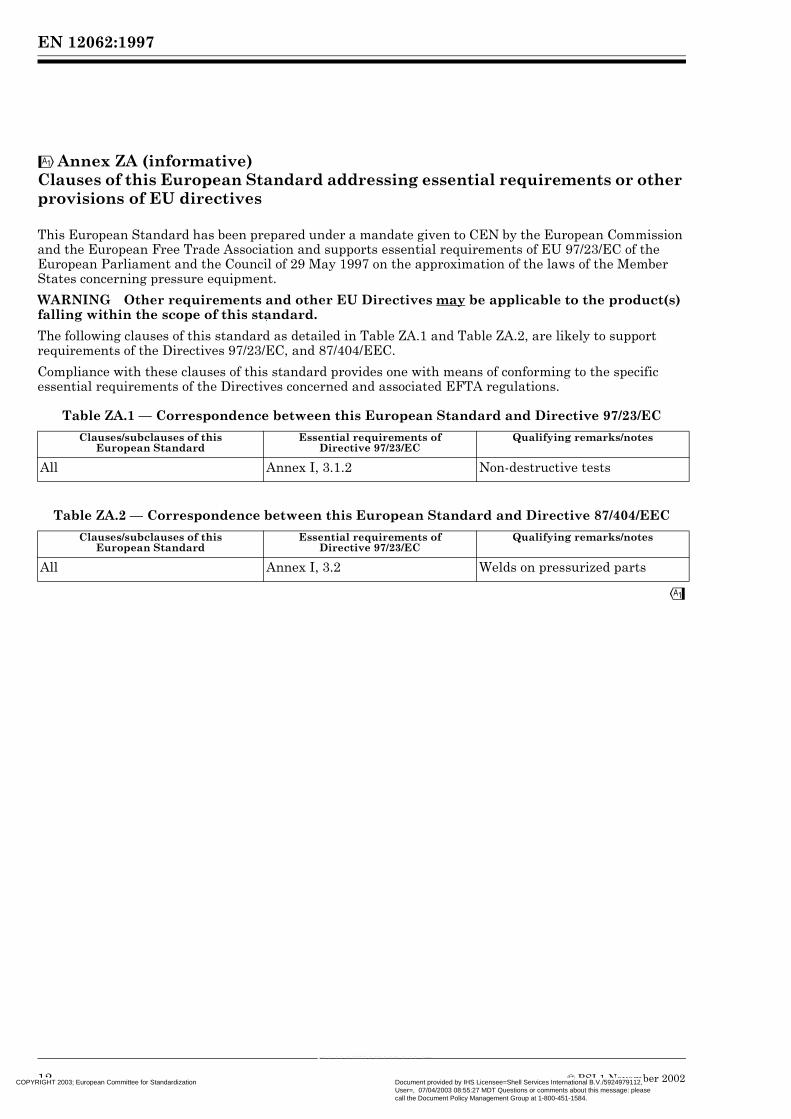
�Annex ZA (informative)Clauses of this European Standard addressing essential requirements or other provisions of EU directives
This European Standard has been prepared under a mandate given to CEN by the European Commission and the European Free Trade Association and supports essential requirements of EU 97/23/EC of the European Parliament and the Council of 29 May 1997 on the approximation of the laws of the Member States concerning pressure equipment.
WARNING Other requirements and other EU Directives may be applicable to the product(s) falling within the scope of this standard.
The following clauses of this standard as detailed in Table ZA.1 and Table ZA.2, are likely to support requirements of the Directives 97/23/EC, and 87/404/EEC.
Compliance with these clauses of this standard provides one with means of conforming to the specific essential requirements of the Directives concerned and associated EFTA regulations.
Table ZA.1 — Correspondence between this European Standard and Directive 97/23/EC
Table ZA.2 — Correspondence between this European Standard and Directive 87/404/EEC
�
Clauses/subclauses of this European Standard
Essential requirements of Directive 97/23/EC
Qualifying remarks/notes
All Annex I, 3.1.2 Non-destructive tests
Clauses/subclauses of this European Standard
Essential requirements of Directive 97/23/EC
Qualifying remarks/notes
All Annex I, 3.2 Welds on pressurized parts
12 © BSI 1 November 2002PYRIGHT 2003; European Committee for Standardization Document provided by IHS Licensee=Shell Services International B.V./5924979112,User=, 07/04/2003 08:55:27 MDT Questions or comments about this message: pleasecall the Document Policy Management Group at 1-800-451-1584.
--`,`,,`,`,,`,``````,`,```,`,-`-`,,`,,`,`,,`---

COPYRIGHT 2003; Europ
--`,`,,`,`,,`,``````,`,```,`,-`-`,,`,,`,`,,`---
blankean Committee for Standardization Document provided by IHS Licensee=Shell Services International B.V./5924979112,
User=, 07/04/2003 08:55:27 MDT Questions or comments about this message: pleasecall the Document Policy Management Group at 1-800-451-1584.
CO
BS EN 12062:1998
P
--`,`,,`,`,,`,``````,`,```,`,-`-`,,`,,`,`,,`---
BSI
389 Chiswick High Road
London
W4 4AL
YRIGHT 2003; European Committee for Standardization
BSI — British Standards InstitutionBSI is the independent national body responsible for preparing British Standards. It presents the UK view on standards in Europe and at the international level. It is incorporated by Royal Charter.
Revisions
British Standards are updated by amendment or revision. Users of British Standards should make sure that they possess the latest amendments or editions.
It is the constant aim of BSI to improve the quality of our products and services. We would be grateful if anyone finding an inaccuracy or ambiguity while using this British Standard would inform the Secretary of the technical committee responsible, the identity of which can be found on the inside front cover. Tel: +44 (0)20 8996 9000. Fax: +44 (0)20 8996 7400.
BSI offers members an individual updating service called PLUS which ensures that subscribers automatically receive the latest editions of standards.
Buying standards
Orders for all BSI, international and foreign standards publications should be addressed to Customer Services. Tel: +44 (0)20 8996 9001. Fax: +44 (0)20 8996 7001. Email: [email protected]. Standards are also available from the BSI website at http://www.bsi-global.com.
In response to orders for international standards, it is BSI policy to supply the BSI implementation of those that have been published as British Standards, unless otherwise requested.
Information on standards
BSI provides a wide range of information on national, European and international standards through its Library and its Technical Help to Exporters Service. Various BSI electronic information services are also available which give details on all its products and services. Contact the Information Centre. Tel: +44 (0)20 8996 7111. Fax: +44 (0)20 8996 7048. Email: [email protected].
Subscribing members of BSI are kept up to date with standards developments and receive substantial discounts on the purchase price of standards. For details of these and other benefits contact Membership Administration. Tel: +44 (0)20 8996 7002. Fax: +44 (0)20 8996 7001. Email: [email protected].
Information regarding online access to British Standards via British Standards Online can be found at http://www.bsi-global.com/bsonline.
Further information about BSI is available on the BSI website at http://www.bsi-global.com.
Copyright
Copyright subsists in all BSI publications. BSI also holds the copyright, in the UK, of the publications of the international standardization bodies. Except as permitted under the Copyright, Designs and Patents Act 1988 no extract may be reproduced, stored in a retrieval system or transmitted in any form or by any means – electronic, photocopying, recording or otherwise – without prior written permission from BSI.
This does not preclude the free use, in the course of implementing the standard, of necessary details such as symbols, and size, type or grade designations. If these details are to be used for any other purpose than implementation then the prior written permission of BSI must be obtained.
Details and advice can be obtained from the Copyright & Licensing Manager. Tel: +44 (0)20 8996 7070. Fax: +44 (0)20 8996 7553. Email: [email protected].
Document provided by IHS Licensee=Shell Services International B.V./5924979112,User=, 07/04/2003 08:55:27 MDT Questions or comments about this message: pleasecall the Document Policy Management Group at 1-800-451-1584.


















