
Best Manufacturing Practices - bmpcoe.orgbmpcoe.org/bestpractices/pdf/rockc.pdf · Rockwell Collins...
64
INNOVATIONS IN AMERICAN GOVERNMENT Best Manufacturing Practices REPORT OF SURVEY CONDUCTED AT ROCKWELL COLLINS CEDAR RAPIDS, IA BEST MANUFACTURING PRACTICES CENTER OF EXCELLENCE College Park, Maryland www.bmpcoe.org 1998 Award Winner JUNE 2006
Transcript of Best Manufacturing Practices - bmpcoe.orgbmpcoe.org/bestpractices/pdf/rockc.pdf · Rockwell Collins...

INNOVATIONS IN AMERICAN GOVERNMENT
B e s t M a n u f a c t u r i n g P r a c t i c e s
REPORT OF SURVEY CONDUCTED AT
ROCKWELL COLLINSCEDAR RAPIDS, IA
BEST MANUFACTURING PRACTICES CENTER OF EXCELLENCECollege Park, Maryland
www.bmpcoe.org
1998 Award Winner
JUNE 2006

This report was produced by the Office of Naval Research’s BestManufacturing Practices (BMP) Program, a unique industry and governmentcooperative technology transfer effort that improves the competitiveness ofAmerica’s industrial base both here and abroad. Our main goal at BMP is toincrease the quality, reliability, and maintainability of goods produced byAmerican firms. The primary objective toward this goal is simple: to identifybest practices, document them, and then encourage industry and governmentto share information about them.
The BMP Program set out in 1985 to help businesses by identifying, researching,and promoting exceptional manufacturing practices, methods, and procedures in design, test, production,facilities, logistics, and management – all areas which are highlighted in the Department of Defense’s4245.7-M, Transition from Development to Production manual. By fostering the sharing of informationacross industry lines, BMP has become a resource in helping companies identify their weak areas andexamine how other companies have improved similar situations. This sharing of ideas allows companiesto learn from others’ attempts and to avoid costly and time-consuming duplication.
BMP identifies and documents best practices by conducting in-depth, voluntary surveys such as this atRockwell Collins in Cedar Rapids, Iowa, conducted during the week of June 5, 2006. Teams of BMPexperts work hand-in-hand on-site with the company to examine existing practices, uncover bestpractices, and identify areas for even better practices.
The final survey report, which details the findings, is distributed electronically and in hard copy tothousands of representatives from industry, government, and academia throughout the U.S. and Canada– so the knowledge can be shared. BMP also distributes this information through several interactiveservices that include CD-ROMs and a World Wide Web Home Page located on the Internet at http://www.bmpcoe.org. The actual exchange of detailed data is between companies at their discretion.
Rockwell Collins is regarded as an industry leader in communications, navigation, automated flightcontrol, displays/surveillance, aviation services, in-flight entertainment, integrated aviation solutions,and information management systems. With headquarters in Cedar Rapids, Iowa, the company’s 74service locations and 14 factory locations worldwide serve a domestic and international customer base ofgovernment and commercial clients. The company’s $3.9 billion in sales revenue in FY2006 is atestimony to the success of the forward-thinking and aggressive business strategies that have maintainedRockwell Collins’ position as a recognized industry leader for more than 70 years.
The BMP Program is committed to strengthening the U.S. industrial base. Survey findings in reportssuch as this at Rockwell Collins expand BMP’s contribution toward its goal of a stronger, morecompetitive, globally minded and environmentally conscious American industrial program.
I encourage your participation and use of this unique resource.
Anne Marie T. SuPrise, Ph.D.DirectorBest Manufacturing Practices Program andCenter of Excellence
F o r e w o r d

i
Rockwell Collins
1. Report SummaryBackground......................................................................................................... 1Point of Contact ................................................................................................. 2
2. Best Practices
DesignIntegrated Master Parts Application Tool ............................................................ 3Product Modeling – Design for Manufacturing ................................................... 3
TestTest Data Management System ........................................................................... 4
ProductionBillware Software Suite ........................................................................................ 5Common ODS-Free, Low Volatile Organic Compound, Topical Batch and In-Line Cleaning Processes................................................. 7Communication With Factory Automation .......................................................... 7Control and Recycling of Production-Related and Electronic Waste .................. 9Defense Advanced GPS Receiver High-Rate Production .................................. 10Electronic Supply Chain Management.............................................................. 10Factory Flow Modeling ....................................................................................... 12Factory Transition Process ................................................................................. 12Implementation of an Environmentally Friendly Conformal Coating ............ 13Joint Direct Attack Munition High-Rate Production ........................................ 14Manufacturing Introduction Maturity Indices ................................................. 14Optical Feedback System.................................................................................... 15Outsourcing Chemical Management Systems................................................... 15Programming with VERICUT to Reduce CNC Setup ...................................... 16Workmanship Standards .................................................................................... 17Traffic Control Avoidance System Advanced Process Analysis......................... 18
FacilitiesEmergency Response Plan ................................................................................. 18Energy Reduction Initiative .............................................................................. 19Ergonomics ......................................................................................................... 20Free-Cooling, Energy-Maximizing HVAC ......................................................... 21On-Site Electrical Generation ............................................................................ 21
C o n t e n t s
ii
Rockwell Collins
Pre-Purchase Analysis and Pre-Startup Review ............................................... 23Recycling and Landfill Avoidance Program ...................................................... 24Safety Performance Assessment and Planning Program .................................. 25
LogisticsReuse and Recycle of Office Electronics ............................................................. 26
ManagementIntegrated Product Team Effective Flow Down of Metrics ................................ 26Lean Cost System ............................................................................................... 27Lean Supply Program ........................................................................................ 28Rockwell Collins’ Coaching and Safety Structure ............................................. 29Supply Chain Management ............................................................................... 31
3. Information
ProductionAirborne Miscellaneous Products Self-Managed Work Team ........................... 33Demand Planning and Execution Process......................................................... 33Designated Self-Inspection Program ................................................................. 34Enhanced Panelization for Automation............................................................. 35GPS Customer-Returned Goods ......................................................................... 35HF-9000 Coupler Lean Event ............................................................................ 36Implementation of Program Data Tracker ........................................................ 36Low-Residue Flux and Solder Material Sets for Soldering Processes .............. 37Monte Carlo Simulation for Risk Analysis ........................................................ 38Point-of-Use Tooling/Kardex System .................................................................. 38Preproduction Bidding Process .......................................................................... 39Preproduction Manufacturing Resource Planning ........................................... 40Product Transition Community of Practice ....................................................... 40Spend Analytics .................................................................................................. 41Valor Optimization Software .............................................................................. 42
FacilitiesMaintenance Apprenticeship Program .............................................................. 42
ManagementCross-Functional Product Support Integrated Product Teamsand Life Cycle Value Stream Managers ............................................................ 43
C o n t e n t s (continued)

iii
Rockwell Collins
APPENDIX A - Table of Acronyms ........................................................................ A-1APPENDIX B - BMP Survey Team ......................................................................... B-1APPENDIX C - Critical Path Templates and BMP Templates ......................... C-1APPENDIX D - Program Manager’s WorkStation .............................................. D-1APPENDIX E - Best Manufacturing Practices Satellite Centers .................... E-1APPENDIX F - Navy Manufacturing Technology Centers of Excellence.........F-1APPENDIX G - Completed Surveys ........................................................................ G-1
C o n t e n t s (continued)

iv
Rockwell Collins
Figures
Figure 2-1. Detailed DFM Process Flow ........................................................................ 4Figure 2-2. TDMS Overview........................................................................................... 5Figure 2-3. Master Data Integrated System .................................................................. 8Figure 2-4. eRFQ/APO Process .................................................................................... 11Figure 2-5. Workmanship Standards ........................................................................... 17Figure 2-6. Strategic Energy Management ................................................................. 20Figure 2-7. Interruptible Electricity Cost Savings ...................................................... 22Figure 2-8. Landfill Usage (Tons) per $100M Sales .................................................... 24Figure 2-9. Old Income Statement Flow ...................................................................... 28Figure 2-10. New Income Statement Flow .................................................................... 28Figure 2-11. Scoring ....................................................................................................... 29Figure 2-12. Area Scorecard ........................................................................................... 30Figure 2-13. Corrective Action Process .......................................................................... 30Figure 3-1. Demand Planning and Scheduling Integrated Operations ..................... 34Figure 3-2. Common Low Solids, Low-Residue Flux and Solder Paste Materials .......... 37
F i g u r e s

S e c t i o n 1
Report Summary
1
Background
Rockwell Collins has been a recognized leader inthe design, production, and support of communica-tion and aviation electronics for more than 70 years.With headquarters in Cedar Rapids, Iowa, thecompany’s 74 service locations and 14 factory loca-tions worldwide serve a domestic and internationalcustomer base of government and commercial cli-ents. The Cedar Rapids facility is home to 8,000customer-focused and performance-driven employ-ees whose mission is to provide communications andelectronics products, systems, and solutions for themilitary (communications and integrated systems),business and regional aircraft customers (aircraftat or below 100 seats), and air transport (originalequipment manufacturers and airlines). The BMPSurvey was conducted at the Rockwell Collins head-quarters in Cedar Rapids, Iowa, the week of June 5,2006. This is BMP’s 150th survey to date and itsthird survey of the Cedar Rapids facility since 1985– a reflection of the company’s adherence to con-tinuous improvement and willingness to share itsbest practices with the U.S. industrial base.
Since its 1933 founding as Collins Radio, RockwellCollins and its products have been recognized fordistinctive quality and state-of-the-art technology.Founder Arthur Collins initially designed and pro-duced short-wave radio equipment that captured theworld’s attention when Collins supplied the com-munications equipment used to establish a link withthe South Pole expedition of Rear Admiral RichardByrd in 1933. During the next three decades, ac-quisitions and alliances enabled Rockwell Collins tobranch out into all phases of communications whilebroadening its technology thrust into numerousother disciplines. Collins Radio played a significantrole in America’s space program, providing commu-nications equipment for astronauts to communicatewith earth stations and equipment to track and com-municate with spacecraft. Collins communicationequipment was used for the Apollo, Gemini, andMercury programs, providing voice communicationfor every American astronaut traveling throughspace. In 1973, the U.S. Skylab Program usedCollins equipment for the astronauts to communi-cate to earth.
In 1973 Collins Radio was acquired by RockwellInternational, a high-technology company that fur-ther strengthened the company’s focus on aviationelectronics. On June 29, 2001, Rockwell Collins,Inc. was spun off from Rockwell International. Thesubsequent acquisition of several companies hasprovided Rockwell Collins the opportunity to expandrelationships with customers while supplying ad-vanced avionics solutions.
The Cedar Rapids facility serves as the OperationsHeadquarters of Rockwell Collins and is comprisedof five key areas: Manufacturing (government andcommercial), Enterprise Product Assurance, Mate-rial & Supply, Operations Advanced Operations andServices, and Operations Finance. Thirty percentof the products produced in the company’s 14 manu-facturing locations worldwide are less than threeyears old, while other products that are producedand serviced were designed in the 1960s.
Rockwell’s government customers are impactingthe company’s productivity efforts with changingmilitary operational requirements that demand fast,flexible, real-time communications on the ground,in the air, and at sea. Rockwell Collins’ advancedcapabilities provide upgrades to aging systems, war-related procurements, and network-centric opera-tion supply solutions to the Department of Defensefor achieving battlespace information superiority.
Rockwell’s commercial systems supply avionicsand cabin electronics to business aviation and com-mercial air transport operations worldwide by sup-porting new and retrofit applications. Current mar-ket dynamics are having a significant impact on thefuture growth of Rockwell Collins’ commercial op-erations as orders for new air transport and busi-ness jets accelerates, flight hours increase, and thedemand for operational efficiency and connectivityalso increases. Rockwell Collins commercial sys-tems’ advanced capabilities include next-generationinformation and flight display systems that enhanceflight crew performance and reduce workload.
With lean manufacturing firmly in place, opera-tions are driven by value stream mapping, group-ing all top-level assemblies by commonality of pro-cesses and defining processes by category. Thecompany’s commitment to operational excellenceby leveraging developments across both government

2
and commercial markets has enabled RockwellCollins to reduce costs, extend product viability, andenhance the capabilities of its systems. RockwellCollins is the first company in the United States toimplement an environmentally friendly conformalcoating process that has enhanced product capabili-ties and provided environmental support across itsproducts lines and customer base. The company’sRecycling Landfill Avoidance programs have earnedRockwell Collins national recognition as a corpo-rate leader by the Environmental Protection Agency.By partnering with community and local businesses,impressive improvements in landfill usage per $100million sales have been realized.
As a strong corporate presence in the community,Rockwell Collins saw a need to provide affordabletechnology to its schools and established the RockwellEducational Access to Computer Technology (REACT)Center in 1999 to put technology into the hands ofthe students. The REACT Center serves as a centerfor receiving and refurbishing used computers fromRockwell Collins and other areas businesses, provid-ing computers for student use in schools. Studentsand teachers have the opportunity to receive hands-on training at the REACT Center, building comput-ers for their own classrooms and gaining a greaterawareness in the use of “real-world” technology fromvolunteers who staff the REACT Center.
Because Rockwell Collins considers it employeesto be the company’s greatest resource, every mea-sure is taken to ensure their safety through a com-prehensive safety program that focuses on preven-tive measures to evaluate the strength and qualityof safety and health in all Rockwell facilities. In thecompany’s Coralville, Iowa facility, an ergonomics,coaching and overall safety structure has been es-tablished that has significantly decreased companycosts due to a lowered employee injury rate. TheRockwell Collins Coralville facility is one of only 34sites participating in the Voluntary Protection Pro-gram (VPP) in the state of Iowa whose standardsnot only meet but exceed the VPP requirements.
Rockwell Collins’ implementation of “right-sized”in-line aqueous cleaning equipment and thecompany’s “new configuration” batch cleaning equip-
ment provide significant environmental stewardshipand cost savings while the implementation of Arenasimulation software that provides process/flow simu-lation for small- and large-scale systems has resultedin significant cost avoidance on major programsthroughout the company. Additional cost savingshave been realized in the facilities area with theinstallation of a new heat exchanger and pump sys-tem that works in conjunction with existing coolingtools to reduce energy costs while prolonging thelifetime of the chillers. Rockwell Collins haspartnered with Alliant Energy to develop on-siteelectrical generation to meet emergency needs andavoid the high-cost impact of uninterruptible power24 hours a day, 7 days a week.
Today, Rockwell Collins is regarded as an in-dustry leader in communications, navigation, au-tomated flight control, displays/surveillance, avia-tion services, in-flight entertainment, integratedaviation solutions, and information managementsystems. The company’s $3.9 billion in sales rev-enue in FY2006 is a testimony to the success ofRockwell Collins’ forward-thinking and aggressivebusiness strategies.
The BMP Survey Team congratulates RockwellCollins for winning the 2006 Best ManufacturingPractices Award for Excellence and considers thefollowing practices in this report to be among thebest in industry and government.
Point of Contact:For further information on items in this report,
please contact:
Mr. Wayne FlorySr. Director, Advanced Operations and ServicesRockwell Collins400 Collins Avenue, NEMS 108-174Cedar Rapids, IA 52498Phone: 319-295-5237Fax: 319-295-2623E-mail: [email protected] site: www.rockwellcollins.com

S e c t i o n 2
Best Practices
3
Design
Integrated Master Parts Application Tool
Rockwell Collins has developed the enhanced In-tegrated Master Parts Application Tool that enablesengineering to conduct preferred-component searchand selection and automatically updates drawingand resource planning tools when completed.
Prior to October 2004 Rockwell Collins used theC++ Integrated Master Parts Application Tool (IM-PACT) to provide engineering personnel all the in-formation necessary to select the components forsystem designs and applications. This tool provedto be ineffective because of multiple data entrypoints, limited search and selection capabilities, andthe lack of tool interfaces with existing materialresource planning and drawing package tools.Rockwell Collins has since developed the Web-basedIMPACT tool that enables preference search en-gines, interfaces with existing resource planningtools, and provides easy access to various data ele-ments for selection of the “best” component for usein design and manufacturing applications.
IMPACT is now a comprehensive component se-lection and management tool that enables users tomanage and maintain parts lists for visibility acrossengineering and support organizations. Life cyclevalue stream capabilities allow users to quickly ana-lyze bills of materials (BOMs) for current and fu-ture obsolescence issues, engineering componentderating considerations, lead-finish requirements forpure tin, and pending intellectual property and li-cense agreements. Newly designed interfaces pro-vide easy access to existing product documentationand component drawings; material resource plan-ning for cost, lead-time, quantity information; andcomponent qualification and analysis reports thatare important for part selection. Packaging datafor use in drafting and computer-integrated manu-facturing applications have been simplified. Single-point data entry distributes component informationto existing systems, eliminating duplicate entriesand manual data loading by engineering.
Component searches are conducted using a drop-down menu that offers users options to search onpart number, package type, part description, andvarious supplier information. “Best” componentpreference is automatically selected by IMPACTusing four fundamental weight factors – technical,business, life cycle, and supplier. Technical perfor-mance is weighted 20%, business is weighted 20%,life cycle is weighted 30%, and supplier is weighted30%. However, preferences can be adjusted usinglook-up tables based on various weight factors. Over-all component scores are calculated and preferencesare presented to the user in order of preferred, ac-ceptable, not acceptable, and unacceptable. The userselects the preferred component for the particulardesign application, then appropriate information isautomatically loaded to the Product DocumentationManagement system for drawing addition and to theMaterial Resource Planning system for BOM andpurchasing action.
Since the inception of the IMPACT tool in 2004,Rockwell Collins has experienced an 18%-20% sav-ings in component selection times and significantincreases in preferred-part content on circuit cardassemblies.
Product Modeling – Design for Manufacturing
Rockwell Collins has developed and employedthe Design for Manufacturing process based onrules defined by Rockwell Collins design guidelines.The implementation of this process has contrib-uted to an increase in issue resolutions earlier inthe design activities.
Rockwell Collins has developed and employed theDesign for Manufacturing (DFM) process – a fact-based process founded on defined Rockwell Collinsdesign guidelines. Rules have also been encoded insoftware applications, with robust geometric algo-rithms defined for shape and spacing violations.These predefined rules have contributed to an in-crease in issue resolutions earlier in the design ac-tivities. The DFM System is executed by all users,with printed circuit board designers running toolsmultiple times during detailed design activities.

4
The original process consisted primarily of visualinspection of assembly and fabrication drawings atthe end of detailed design activity. This limited timefor optimized manufacturability, created difficultyin detecting shape and spacing violations, and waslimited to major defect detection. Results were vari-able subject to human interpretation of the DFMrules; interpretation of rules varied at different sites;and the lack of specific guidelines was time-consum-ing and limited the available time for producibilityengineers to coordinate with design engineers andmanufacturing engineers.
The new process employs an integrated design-for-manufacturing/design-for-test tool suite usingISO/IEC 10303-210 as a neutral data-integrationplatform. The process uses the Rockwell Collinscompute farm to offload compute-intensive process-ing from the user’s workstation. Results are fedinto the Manufacturing Introductory Index – anenterprisewide management decision tool to deter-mine which cost, schedule, and product performanceresults can be expected. The process also uses thesingle-source-of-information authoring approach(based on Enterprise Authoring Systems) to avoiderrors due to redundancy and potential issues withlack of support (Figure 2-1).
The benefits of the new process include reducedcosts required to identify shape and spacing viola-tions; less design rework costs when “show stop-pers” are discovered; less risk due to greater cover-age from automation; less risk due to using afact-based approach founded on actual manufactur-ing experience encoded in Rockwell Collins design
guidelines; improved quality (i.e., defect reductionsrelated to solder shorts, insufficient solder, andtombstoning); and improved delivery (i.e., lesstouch-up time and reduced work in process).
Test
Test Data Management System
The implementation of Rockwell Collins’ Test DataManagement System will provide thousands of testpoints to accurately detect failures and conduct ef-fective analysis that will benefit engineering whenconducting fault isolation and root cause analysis,resulting in overall operation cost reduction.
Rockwell Collins’ engineering and manufacturingservices are located in 14 factory locations world-wide. Each location employs “stove-pipe” systemsto collect and manage test data on multiple productlines. The Test Data Management System (TDMS)allows Rockwell Collins to integrate these systemsinto one common data collection point while reduc-ing troubleshooting, labor, test, and scrap rates. Thisunique system provides quick test yield and statis-tical process feedback to operations and manufac-turing that can be used for insight into root causeanalysis, fault isolation, and design margin limits.Operations can then take the appropriate actionsto resolve potential trends that may adversely af-fect system performance and reliability.
Formidable engineering development model vol-umes prompted the need forRockwell Collins to includedata collection for multipletest points. The company’sformer system collected dataduring premanufacturing,was not automated, and pro-vided minimal test-point re-porting. The implementationof TDMS supplies data forthousands of test points, sup-porting timely and accuratefailure identification analy-sis. Each data point capturedrepresents the potential forfuture monetary gains incost-of-nonconformance sav-ings for the company.
Figure 2-1. Detailed DFM Process Flow
enignE seluR XFD
DACE evitaN
esabatad yrarbil tnenopmoC
esabatad ssecorP
012PAstroper LMX
stroper txet nialP
hctab ro IUGedom
gnisworB lacihparG
gniroliaT DACE CR
esabatad IIM
stluseRgnithgieW
Standard
5
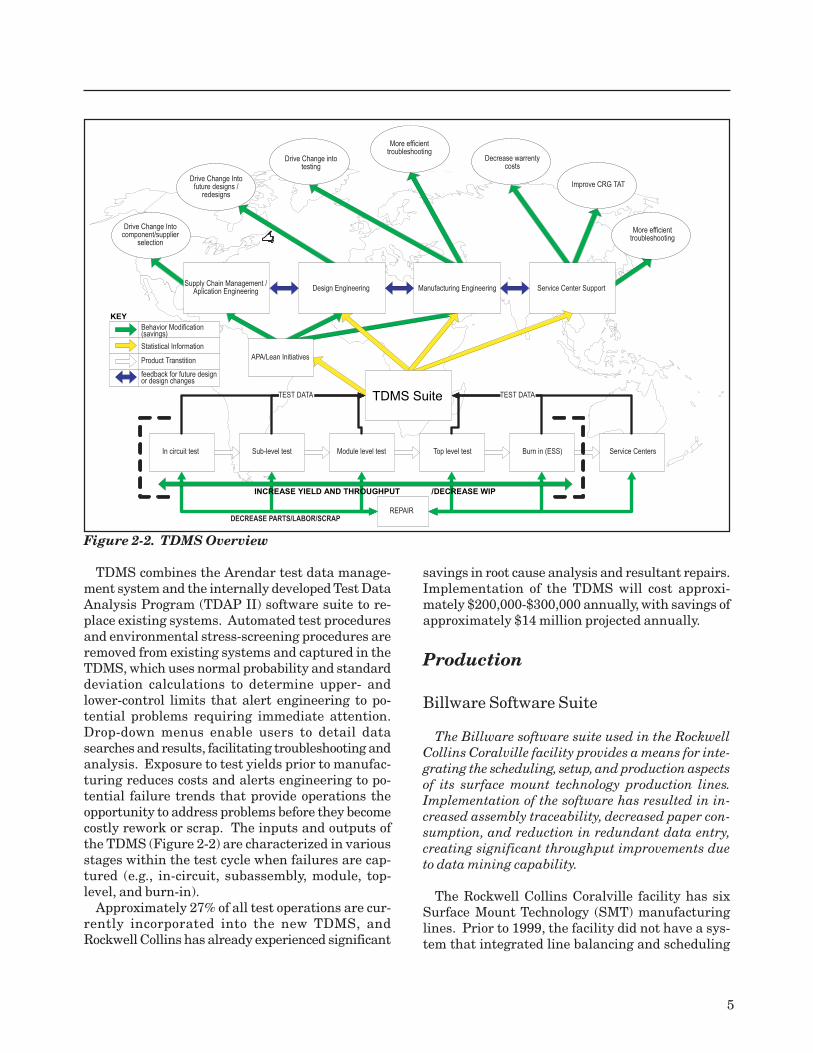
TDMS combines the Arendar test data manage-ment system and the internally developed Test DataAnalysis Program (TDAP II) software suite to re-place existing systems. Automated test proceduresand environmental stress-screening procedures areremoved from existing systems and captured in theTDMS, which uses normal probability and standarddeviation calculations to determine upper- andlower-control limits that alert engineering to po-tential problems requiring immediate attention.Drop-down menus enable users to detail datasearches and results, facilitating troubleshooting andanalysis. Exposure to test yields prior to manufac-turing reduces costs and alerts engineering to po-tential failure trends that provide operations theopportunity to address problems before they becomecostly rework or scrap. The inputs and outputs ofthe TDMS (Figure 2-2) are characterized in variousstages within the test cycle when failures are cap-tured (e.g., in-circuit, subassembly, module, top-level, and burn-in).
Approximately 27% of all test operations are cur-rently incorporated into the new TDMS, andRockwell Collins has already experienced significant
savings in root cause analysis and resultant repairs.Implementation of the TDMS will cost approxi-mately $200,000-$300,000 annually, with savings ofapproximately $14 million projected annually.
Production
Billware Software Suite
The Billware software suite used in the RockwellCollins Coralville facility provides a means for inte-grating the scheduling, setup, and production aspectsof its surface mount technology production lines.Implementation of the software has resulted in in-creased assembly traceability, decreased paper con-sumption, and reduction in redundant data entry,creating significant throughput improvements dueto data mining capability.
The Rockwell Collins Coralville facility has sixSurface Mount Technology (SMT) manufacturinglines. Prior to 1999, the facility did not have a sys-tem that integrated line balancing and scheduling
Figure 2-2. TDMS Overview
etiuS SMDT
PIW ESAERCED/ TUPHGUORHT DNA DLEIY ESAERCNI
YEK
Drive Change Intocomponent/supplier
selection
Drive Change Intofuture designs /
redesigns
Drive Change intotesting
More efficienttroubleshooting
Decrease warrentycosts
Improve CRG TAT
Service Center SupportManufacturing EngineeringDesign Engineering
In circuit test Sub-level test Module level test Top level test
REPAIR
TEST DATA
DECREASE PARTS/LABOR/SCRAP
TEST DATA
Burn in (ESS) Service Centers
Behavior Modification(savings)
feedback for future designor design changes
Statistical InformationAPA/Lean InitiativesProduct Transtition
Supply Chain Management /Aplication Engineering
More efficienttroubleshooting

6
with the running of these SMT lines. Schedulingwas mainly handled through handwritten trackingsheets, making real-time changes on the produc-tion floor difficult to handle. There was no estab-lished method for tracing history and past qualityissues for assemblies previously run on these lines,forcing engineers to rely on memory or manualrecords to prevent historical defects from recurring.Because there was not a good systematic way offlagging problems with current lot runs, the pro-cess of stopping machine or process problems fromaffecting an entire lot of parts required constanthuman vigilance.
These problems were compounded by pick-and-place machines on the SMT lines that required ex-cessive load times due to the manual process in-volved for finding in-process material. If a reel wasneeded and could not be found on the productionfloor, it could be located either in one of the SMTlines, in the parts carousel, or in a tote on its wayto the parts carousel. Multiple reels for the samematerial would be used interchangeably, and partswould occasionally be stored in the wrong locations,creating the need for a process in which multiplepeople checked part locations on a regular basis.
Several other processes, including oven and elec-trostatic device (ESD) logs, missing parts, and run-and-hold (R&H) tags, were handled manually andhighly prone to human error. Oven logs werehandwritten and required the operator to both cal-culate the time a product should be removed andremember to remove it at the prescribed time.The Coralville facility requires operators to checktheir ESD straps twice a day. Prior to 1999, theESD logs were handwritten. It occasionally be-comes necessary to run assemblies through theSMT lines with red-lined assembly drawings be-fore a change is officially approved, a process thatpreviously required operators to manually labelR&H tags to signify that the product had beenbuilt to a new revision. Handwriting these tagscaused operators to spend a significant amount oftime away from running product when large lotsizes were involved. Errors in writing or attach-ing missing part tags also contributed to defectsand unnecessary rework.
The Billware software suite, developed in 1999, isa Visual Basic-based control panel that facilitatesfunctionality to data stored in an Oracle database.It provides a means for scheduling product, track-ing defects, and quickly identifying errors in the SMTprocess as they occur. The software’s scheduling
module provides a snapshot of the assemblies cur-rently running in the area and identifies their spe-cific location on the SMT line. The scheduler usescontract’s date information from the facility’s SAPenterprise resource planning system to schedule up-coming builds. Although the software-determinedsequence is generally used, the production coordi-nator in the facility has the ability to change thebuild sequence or move an assembly to an alter-nate available line if problems arise.
The software also provides the capability for man-aging stock and set-up queues to aid in scheduling.The scheduler interfaces with the pick-and-placemachines to retrieve bill-of-material information anduses this information to track which parts need tobe ordered and which reels need to be set up on thefeeders for a particular assembly to be ready forbuild. It cross-references common parts betweenlines and includes a screen for printing labels sothat reels can be visually located on carts or on thepick-and-place machines, reducing operator timespent searching for reels. The software databasestores historical data for all runs for an assemblyfor up to three years, making information such asbuild times and problems encountered accessible ineach successive build. Process engineers can logspecific information regarding previous defects intoa “hit list” and flag assemblies for future productionruns until the issues have been resolved. The avail-ability of this and real-time run data have allowedthe Coralville facility to make significant through-put increases without the purchase of a sizeableamount of new equipment.
The Reel Management module within Billwaresoftware has improved the efficiency of the set-upprocess and diminished the amount of time opera-tors spend looking for reels. The Reel Manager logsall possible locations of reels, including in-transit,SMT line number, and carousel location. It alsoincludes an error-tracking system that reduces thepossibility of a wrong part being placed on a boardand displays the color label of the reels associatedwith a particular assembly, making reels easier toobtain. A common reel list for frequently used feed-ers is contained in the software database, whichhelps to eliminate the waste incurred on the reelwith each successive setup. The program also storesthe reel’s serial number to have traceability in theevent of a defective vendor lot. Each time there isa change in the status of the reel (i.e., it is emptiedor pulled out for engineering evaluation), the changeis logged into the system.

7
The Billware suite also includes programs forhandling oven and ESD logs, missing parts, andR&H tags. Using the oven log program, opera-tors enter the time they put an assembly into anoven, and the oven required out-time is auto-matically calculated. In addition, operators areflagged when the out-time has been reached,decreasing the chance of overbaking an assem-bly. The ESD log program in the software auto-matically reminds operators to test their ESDconnections, increasing individual accountability.Tags for missing and R&H tag information aregenerated through another module in the soft-ware. In the event of a large production run,the missing part and R&H tag programs greatlydecrease former duplication time due to avail-able copy-and-paste functions. Data mining onmissing part incidences is also greatly facilitatedthrough the use of the Billware suite. The soft-ware has resulted in approximately $2 million incost avoidance for the Coralville facility.
Common ODS-Free, Low Volatile OrganicCompound, Topical Batch and In-LineCleaning Processes
Rockwell Collins’ implementation of the “right-sized” in-line aqueous cleaning equipment and “newconfiguration” batch cleaning equipment using the“new generation” cleaning chemistry provide signifi-cant environmental stewardship, cost savings, andcleaning process opportunities. Rockwell Collins hasthe potential for a 50% cost reduction in its batchand in-line cleaning process.
Cleaning processes for printed circuit boards andthe chemistry used to clean them were found to beenvironmentally offensive, expensive, and providedmarginal cleaning results prior to 1996. Batch-clean-ing system chemistries were often costly, ozone-de-pleting substances (ODS) that were difficult tochemically balance and contained materials thatwere harmful to humans, harsh with electronic as-semblies, and provided marginally effective clean-ing of ionic contamination. Significant quantitiesof the chemistry would evaporate when used, caus-ing waste and increased cost. In-line cleaning chem-istries consisted of harsh saponifiers or ODS sol-vent blends that did not effectively clean ioniccontamination and used large and expensive energy-inefficient equipment.
Rockwell Collins addressed these cleaning issuesby replacing the harsh saponifiers or ODS blendswith a low volatile organic compound and an envi-ronmentally friendly cleaning chemistry that effec-tively cleans leaded and lead-free solder alloy fluxresidue. The introduction of new Kyzen cleaningchemistry can be used 10%-20 % by volume in deion-ized water and costs approximately the same as theprevious ODS chemistry. After it was approved foruse, the Kyzen cleaning chemistry is now being usedin numerous Rockwell Collins in-line cleaning sys-tems and applicable batch-cleaning systems and willcontinue to be added to new and existing cleaningsystems through 2007.
Rockwell Collins also evaluated its batch and in-line cleaning equipment and processes to controlchemistry concentration automatically or semiauto-matically and reduce cycle time for wash, rinse, anddry. The new batch cleaning system (Aqueous Tech-nologies Model 800) was recommended and installed.The new system provides cleaning-system controlusing a Kyzen Dosatron dosimeter. The new batchcleaning system reduced the clean-and-dry cycle timeto 20 minutes. The cycle time for cleaning a batch ofprinted circuit boards was reduced by 50%.
Rockwell Collin also worked with its equipmentsupplier Austin American Technology to design anddevelop an in-line cleaning system. A new 12’x5’x5'cleaning system was developed that provides chem-istry control and chemistry consumption that is halfas much as the old in-line system. The new in-linecleaning system reduced the clean-and-dry cycletime from 13 minutes to 4 minutes. The smaller,“right-sized” in-line cleaning system allows RockwellCollins to install the equipment closer to processand assembly operations. The smaller system usedwith the new cleaning chemistry has extended thelife of the system’s wash sump chemistry solution.
Communication With Factory Automation
Rockwell Collins has evolved its translation ofengineering data to production data needed to sup-port automated and manual processes through anintegrated process that standardizes data format andproduction-date development processes across all fa-cilities and product lines. This approach is supportedwith an enterprisewide production community ofpractice that supports commonality of equipmentand technological capability across all facilities, re-sulting in greater consistency, flexibility, and qual-ity assurance within procedures and machine code.

8
Rockwell Collins has evolved its developmentand production engineering processes in the pastdecade to take advantage of improvements insoftware products and process integration. Witha vision of model-based manufacturing, the com-pany has taken significant strides in migratingthe translation of engineering to production datafrom a nonintegrated, manual process to an ef-ficient automated/semiautomated approach.This approach is applied to both the generationof machine code driving the automated pro-cesses and the production of work instructions(WIs) that govern manual labor. The originalstate at Rockwell Collins existed as a stove-pipedprocess for generation of production machinecode and personnel WIs. A federation of corpo-rate entities existed with no coordination be-tween facilities, no standardization in processesused to generate engineering data or the sub-sequent production support products, and amanual change-control process.
The first stage of evolution saw the develop-ment of common file formats for machine code
coupled with an enterprise communication ap-proach regarding commonality of equipmenttechnology and infrastructure. Consistencyemerged in processes concerning transfer andcontrol of data from engineering to production,and a common tool was developed to preparerouting and a bill of materials for the SAP-basedenterprise resource planning system. A com-mon approach to base work instructions on billof materials (BOMs) and routing was estab-lished, and the WI development process beginsusing electronic images from computer-aideddesign processes. Finally, automated genera-tion and printing of WIs within MS Word-baseddocuments was initiated along with software-managed revision control of documentation.
The current state at Rockwell Collins is de-fined as the Master Data Integrated System (Fig-ure 2-3). Use of third-party software to convertengineering data into machine code is usedalong with a formal integrated process for re-leasing and controlling engineering data usedfor automation. Commonality of technology
Figure 2-3. Master Data Integrated System
TCAPMI2i
MIC dna ssapmoC
xitamonceT
DACEseirarbiL
selaSgninnalP
gnisahcruPytilauQ
snoitarepOtmgM yrotnevnIgnitnuoccA tsoC
tmgM gifnoCsmetsyS tcejorP
gnitekraMRH
rgnEtcudorP
ataD
kroWsnoitcurtsnI
yrarbiL
ofnI egnahC ssecorPofnI lairetaM leveL ecneinevnoC
ofnI MOB noitcudorPofnI etuoR noitcudorP
lacinahceMtroppuS ngiseD
rgnE noitacilppAretirW cepS pmoC
tiucriC detnirPtroppuS ngiseD
erawtfoSyrarbiL lortnoC
dehsinruFslairetaM
metsyStroppuS ngiseD
straP rodneV
ofnI retsaM lairetaM
ofnI egnahC gnireenignEofnI retsaM lairetaM
ofnI MOB gnireenignE
hceT EI
rgnE gfM
enihcaMsmargorP
ofnI MOB noitcudorPofnI etuoR noitcudorP
ofnI retsaM lairetaM
selif atad latigiDmaerts atad latigiD
sdohtem snoitacinummoC
esirpretnE ecruoseR
gninnalP)PRE(
ssenisuBesuoheraW
)WB(
/scirteMstropeR
ofnI tsiL ecruoS/RIP/RIQ
ataD tcudorPtnemeganaM)MDP(
beW MDPyreuQ
noitamrofni MOBE noitacificepS/gniwarD
atad DACatad erawtfoS
ofnI retsaM lairetaMofnI MOB
ofnI traP tnenopmoC
MDPZIMMZ
MOBZPORZ
ecafretnI resU DM
Engineering Central

9
across facilities is a priority. A monitoring processhas been established to ensure infrastructure ex-ists to support this approach that includes the es-tablishment of a procedure to support transfer ofmachine code data and programs between all ma-jor facilities. An in-house-developed software pro-gram links engineering design data and productdata to created electronic WIs that allow for em-bedding intelligence in graphics and hyperlinks.This approach uses existing WI notes and instruc-tions for efficiency and consistency. Revision andchange control is tied directly to routing and BOMdata aligned with SAP. A real-time representationof information is provided to operators, includingnotification of the last time they worked on thespecific part in process, recent changes to the WI,revision and change history for the assembly, andprogress toward completion of the WI content.Electronic WIs provide access to the latest configu-ration of supporting technical documentation.
The benefits realized by Rockwell Collins from thisgrowth and progression include:
• Engineering data from most design tools ac-cepted by the Master Data Integrated System
• Obtaining engineering data has become con-sistent, with proven process for transferringdata and programs between facilities
• Disaster recovery requirements are supportedby facilitating transfer of workload from onefacility to another in the event of a naturaldisaster (e.g., flood, hurricane, or tornado)
• When fully implemented, electronic WIs elimi-nate 1½ tons of recycled paper per year, cre-ating 1,000 square feet of available floor space
• Electronic WIs ensure the latest versions oftechnical information are always available andused by operators
• The existence of standardized guidelines forcreating WIs facilitates the migration of pro-duction between facilities
• Progress for Rockwell Collins in moving to-ward its corporate vision of a model-basedmanufacturing environment
Control and Recycling of Production-Related and Electronic Waste
Rockwell Collins has concentrated on the controland optimization of its scrap process. The entireprocess has been scrutinized and leaned-out at theenterprise level. Waste elimination with the scrap
process has taken the form of flow management andconstraint elimination, resulting in space reduction,scrap traceability, and the elimination of futureremediation liabilities.
Rockwell Collins has a strong focus on controllingand recycling production-related and electronic waste(e-waste). The main objective of this initiative is toproperly dispose of wastes related to production aswell as e-waste through certified recycling methodsfor all Rockwell Collins facilities worldwide, elimi-nating any potential liabilities. Production-relatedand e-waste scrap are defined as “all electrical, me-chanical, and/or electromechanical components ofRockwell Collins-built equipment that is determinedto be scrapped.”
Prior practices at Rockwell Collins were definedby ad hoc approaches to the recycling of this type ofscrap. For example, production-related and e-wastewere collected at Rockwell Collins facilities and sub-sequently shipped by common carriers to multiplenon-certified refineries. Not all of these refinerieswere audited by Rockwell Collins’ Quality Assurance,creating liability concerns. Additionally, some ex-cess equipment was sold to employees and to thepublic by inventory disposal stores, again raising po-tential future remediation liability concerns.
In 1996 the Federal Aviation Administration origi-nated Order 8120.11, “Disposition of Scrap or Sal-vageable Aircraft Parts and Materials.” Paragraph 7within this order specifies that the performing orga-nization should “make scrap parts unusable by meansof methodical mutilation.” This paragraph, along withchanging technology and increasing terrorist threats,presented a call for action by Rockwell Collins. Afteran exhaustive review of its process, Rockwell Collinsinitiated change that took many shapes. All pointsof scrap collection were identified, and a central scrappoint was selected. Shipping options were identifiedand audited for secure shipping, resulting in the se-lection of a certified shipping carrier. After severalaudits of refineries, United Recycling Incorporatedwas selected for all recycling and refining.
Rockwell Collins now has exact traceability forall of its scrapped and recycled material down tothe pound. A customs broker was also identified tohelp transition material through U.S. customs,which has reduced time in customs from materialsimported from Singapore to 24 hours. The processwas subsequently documented in RC-ESH-P-012, acompany document that is now used as a referenceduring audits to ensure sustainment.

10
Defense Advanced GPS Receiver High-Rate Production
After Rockwell Collins received a new governmentproduction contract, Coralville production personneldesigned a new production line and a new DefenseAdvanced Global Positioning System receiver. Theproduction line design was the result of lean manu-facturing principles that resulted in the capability toproduce twice as many units two times faster thanthe old system, reducing work in process and increas-ing production capability.
The Rockwell Collins Coralville facility initiallyproduced the precision, lightweight Global Posi-tioning System (GPS) receiver unit at a build rateof 180-200 per day using four production lines inthree shifts. The facility’s manufacturing systemused a modified kanban method for productionflows. Even though the Coralville facility had itsown finished-goods warehouse, units were shippedto the Cedar Rapids finished-goods center.
In 2005 the Coralville facility received a pro-duction contract for a new Defense Advanced GPSReceiver (DAGR) unit with more stringent per-formance requirements. To meet the new designrequirements, Coralville engineers designed thenew unit and a new production system. Usingthe principles of lean manufacturing, productionengineers designed a two-line system consistingof 10 operators working in three shifts for eachline. The two lines also used one shared opera-tor for shop-replaceable unit/flex testing, oneshared operator for variable standing-wave ratio,and four floaters to maintain the two lines.Coralville trained the operators to perform con-struction checks within the line flows to improvequality and reduce cost of defects. The improve-ments resulted in a line that produced 376 unitsper day. When product was ready to ship, theCoralville facility shipped directly to the customer.A major new innovation employed by theCoralville facility was the use of daily standupsand weekly cell meetings that were used to dis-cuss defect trends and resolution.
DAGR high-rate production has benefited theCoralville production facility by reducing work inprocess and increasing production capability. Cross-training of production personnel has increased flex-ibility, design changes are now easier to incorpo-rate, and production data is easier to capture.
Electronic Supply Chain Management
The SupplyCollins portal provides a single, more au-tomated and efficient enterprisewide interface for con-ducting business between Rockwell Collins and its sup-ply chain. The portal is an invaluable tool that executesboth the electronic request for quote and automatedpurchase order processes, monitors and provides feed-back on performance to suppliers, and enables suppli-ers to meet quality and delivery requirements.
Rockwell Collins established a goal to automatemuch of its supplier interfaces, including (but notlimited to) the request for quote (RFQ) and purchaseorder processes. To do this, the company had tobecome more tightly integrated with its many sup-pliers. In mid-2002 the Rockwell Collins Cedar Rap-ids facility went live with www.SupplyCollins.com,a Web portal that acts as the primary business in-terface between the company and its supply chain.The development of the SupplyCollins portal wasneeded to enable suppliers to meet quality, deliv-ery, and other business expectations as well as torefocus valuable company material and personneltalent on more strategic supply chain developmentand monitoring.
Rockwell Collins can now monitor suppliers to seehow effectively they are integrated with business pro-cesses that are considered most important for its suc-cess. The company implemented an assessment meth-odology that uses red, yellow, and green color codes toquickly indicate whether suppliers are on target. Thetool monitors specific criteria, including:
• Supplier growth categories (minimize, maxi-mize, and maintain)
• Percentage of part numbers on long-termagreements
• Payment terms• Use of the supplier portal• Automation (percentage of orders going
through the company’s enterprise resourceplanning system as schedule agreements)
• Percentage of inventory on consignment andpayment method (check versus electronicfunds transfer)
• Measurement is on a scale of 1 to 3 and quicklyhighlights areas for improvement with theMaterial Management Team
The portal contains several other supply chaintools as well as financial tools that enable the usersto manage open orders, review the supplier

11
setaulavEesahcrup
snoitisiuqer
ssecorP etouQ rof tseuqeR cinortcelE
sisylanA pihsrenwO fo tsoC latoT
redrO esahcruP detamotuA
senimreteDfo ytilibaliavAPAS ni gnicirP
setareneG QsFR-e
sdneS otsQFR-e
latroP eht
sdaoLdenruteR
setouQ
setepmoCsetouQ
a stceleSrenniW
gninniW sesUetouQ
setaerCesahcruP
redrO
ot OP sdneSlatroP eht
stluseR 50YF• tneS stseuqeR 000,54• devieceR setouQ 000,03
scorecard, access accounts payable, download e-drawings, respond to electronic quotes, view partson consignment, make long-range plans using arequirements forecast, manage information throughself-service, print purchase orders, print bar codesfor scanning, and send secure communications.Users can access general information and tools, andregistered users can access company-specific infor-mation in a secure environment.
Approved suppliers can access drawings on-lineusing the portal’s E-drawings tool, which is integratedwith SAP and Product Data Management. Users canview, print, and download Rockwell Collins drawingsand specifications where they are an approved sourcein SAP. This tool gives the supplier quick visibilityof company products and supports design collabora-tion between designers and suppliers.
Suppliers can access their quality and deliveryperformance scores through the Supplier Perfor-mance Scorecard tool. This tool provides the cur-rent month’s quality and delivery scores as wellas a 6-month average and scores from the previ-ous 12 months. Suppliers are able to use thescorecard to determine why quality or deliveryperformance on a certain product may have de-creased from the previous month. The suppliercan then establish plans for improvement and trackthese plans in future performance scores. Addi-tionally, monthly e-mails are sent to supplierswith their quality and performance scores.
The Requirements Forecast tool is critical for sup-plier planning with its capability to build and re-lease per forecast while maintaining optimum in-
ventory levels for suppliers. Suppliers have visibil-ity into company forecasts for parts on long-termagreement as well as for non-agreement part num-bers with requirements.
Suppliers can see their open orders and deliverystatus using the Delivery Order Status tool. Thistool contains all of the pertinent information for anorder, including plant, buyer, part number, purchaseorder number, delivery date, material resource plan-ning need-date, and quantity. Any changes or in-puts made by the supplier flow into the SAP sys-tem, alerting the buyer of a change.
The Electronic Request for Quote (eRFQ) andAutomated Purchase Order (APO) tool (eRFQ/APO) provides an automated process for issuingan RFQ and awarding a supplier (Figure 2-4). TheRFQ/APO process was previously very time-con-suming and both labor- and transaction-intensive.The original process called for a significantamount of tactical work by professional person-nel on parts that are not on agreement. The neweRFQ/APO process uses the SAP to evaluate pur-chase requisitions, determine availability of pric-ing, generate an eRFQ, and send the eRFQ to theportal. The system generates a total-cost-of-own-ership analysis (TCO), selects a winner based onthe TCO (not necessarily the lowest price), fixesthe supplier, and places the order using the win-ning quote. The eRFQ/APO system has short-ened the lead-time on products.
The Consignment and Accounts Payable modulesupports virtual reconciliation of consigned inventoryand tracks the process of consigned inventory from
receipt to payment. The sup-plier can view and print re-ports that show materialmovement. Suppliers canalso check payment status aswell as current and priortransactions. Eighty-sevenpercent of payables transac-tions are paid through elec-tronic funds transfer.
Since January 2004, thenumber of suppliers on theportal has increased fromapproximately 280 to 1,500.Since the portal went live,the number of monthly vis-its has also increased from5,000 to nearly 50,000.
Figure 2-4. eRFQ/APO Process

12
Other key metrics include a dramatic decrease inmaterial shortages, with approximately 80% of di-rect procurements now going through the eRFQ andAPO processes. By automating the various supplychain functions, Rockwell Collins has been able toredeploy talented personnel to more strategic tasks,which has resulted in an increase in supplier perfor-mance and quality.
Factory Flow Modeling
Rockwell Collins has implemented the Arena simula-tion software package that provides process/flow simu-lation for small- and large-scale systems. The simula-tion tool has resulted in large-dollar cost avoidance onmajor programs throughout the company.
The previous process of digital simulation of manu-facturing processes and flow modeling performed manu-ally or by spreadsheet was highly complex and errorprone. The older digital simulation process failed toprovide objective analysis of the data, and results wereoften challenged because it was too complex for theaverage person to follow.
Rockwell Collins implemented Arena simulation soft-ware, a new software simulation package that pro-vides process/flow simulation for small- and large-scalesystems giving representative inputs, process metrics,and resources that can accurately define the current-state process and identify problem areas. Arena hasthe ability to quickly vary inputs, process metrics, andresource availability that assist in evaluating the im-pact to related processes as well as the overall sys-tem. The software provides the ability to automatethrough the use of Visual Basic and animate for intui-tive understanding, which allows process flow changesand performance changes to define future-state pro-cess changes and flows.
Tactical applications using Arena software allow com-prehensive evaluations that include analysis of inputs,metrics, resources, and change-variation effects on theoverall production system. The improved modeling toolprovides “peel-the-onion” foresight and a deeper under-standing of the overall system and its sensitivities.Comparative analysis can be realistically performedbetween existing and proposed systems with metricsand flows that reflect the current-state system. It ismuch less costly to experiment or make mistakes inthe simulation system than it is in the real system.
Strategic applications of Arena software in the de-sign and development process help determine resource
requirements earlier, objectively establishing assem-bly and test requirements and providing faster analy-sis to identify the impact of missed productivity goalson output performance.
Rockwell Collins’ use of Arena software for process/flow simulation has provided the following cost savingsand improvements:
• A $1 million cost avoidance for the F-22 programby using production-flow simulation to identify thelabor capacity needs for additional repair laborrather than purchasing costly new acceptance testequipment
• A $200,000 cost avoidance for the JAGR-S pro-gram, identifying needs met by adding additionalautomated test equipment rather than a diagnosticstation
• The ability to forecast delivery dates and resourceneeds and proactively evaluate accurate strategychanges for the Selective Availability Anti-Spoof-ing Module and host application equipment-pro-duction effort
• Validate production targets through implemen-tation of advanced process analysis improvements,identifying lower-cost and risk solutions to con-vert the tuning test station for the Data Linksprogram
Factory Transition Process
Rockwell Collins has developed a factory transitionprocess that has clearly defined the events, actions, andmilestones necessary to successfully transition a prod-uct from project conception to the factory. Establishedprocesses allow Rockwell Collins to implement provenmethodologies in manufacturing sites throughout theenterprise that have resulted in improved quality, cost,and schedules once production starts.
Since 1984 Rockwell Collins has employed a modi-fication center (Mod Center) where work is done onnew products for commercial business customers.The Mod Center employed highly experienced assem-bly operators from the factory to build new productdesigns for engineering. Operators were consideredan extension of the engineering labs but did not op-erate under any established processes that deter-mined when the new designs were ready for produc-tion. This resulted in many new designs beingreleased that were not ready for production, nega-tively impacting quality, cost, and schedules to boththe program and the customers.

13
In 1998 the Product Transition Integrated ProductTeam was formed that leveraged cross-functional per-sonnel from all major business groups to establish afactory transition process for both commercial andgovernment products. The team conducted a leanevent, mapping core processes that incorporated theMod Center as an integral part of the transition pro-cedure. This resulted in the new Factory TransitionProcedure, which defines events, actions, and signifi-cant milestones necessary for the orderly transitionof a product from project conception to the factory forsuccessful production. Compliance with the processrequires close communication and coordination amongmanufacturing, engineering, program management,and other related functions. Progress toward a ma-ture design for full-scale production is assessed usinga manufacturing introductory index.
The core Factory Transition Process outlinespreproduction flow, defines production flow, summarizestest plans, and identifies key project milestones. Theprocess is strategically aligned with essential Depart-ment of Defense program acquisition milestones thatinclude Preliminary Design Review (PDR), CriticalDesign Review (CDR), Test Readiness Review (TRR),and Production Readiness Review (PRR). Beginningearly in the development phase and continuing throughinitial production deliveries, the transition process iden-tifies key components that focus on optimizing designand development in a more flexible environment priorto transition to full-scale production.
A process value stream maps key components withrelation to essential program milestones:
• Pre-milestone PDR components are consideredinitial stage one and set the foundation for futureprocess execution and requirements. Productionplanning, initial test plans, project team mem-berships, initial manufacturing and transitionplans, material resource planning (MRP) demands,and developmental bill of materials (BOMs) re-lease are fundamental to project success
• Post-milestone PDR components expand initialstage one requirements by defining test equip-ment, develop hardware and software test docu-mentation, official BOM release, parts procure-ment, and building engineering models
• Milestone CDR, TRR, and PRR components fur-ther expand stage one components by adding of-ficial engineering BOM release, defined hardwareand software test plans, defined production testequipment, circuit card respin, manufacturingdrawing release, and knowledge exchange toproduction in preparation for transition.
The development of a factory transition process hasallowed Rockwell Collins to extend proven method-ologies to manufacturing sites throughout the com-pany. The implementation of experienced cross-func-tional teams has placed importance on previouslyneglected areas vital to a successful transition to pro-duction. An early focus on an advanced action list ofmaterial and long lead items, emphasis on productiontest plans and equipment, forecasted product develop-ment risks and maturity, controlled configurations,and improved quality, cost ,and schedules once pro-duction starts have resulted in preproduction transi-tion cost reductions of 40%-50% since 1999.
Implementation of an EnvironmentallyFriendly Conformal Coating
Rockwell Collins has recognized the technical andenvironmental cost drivers associated with the imple-mentation of an environmentally friendly conformalcoating and is the first company in the United Statesto employ this product in enhancing product capabili-ties and environmental support across its product linesand customer base.
Rockwell Collins’ Manufacturing Technology Divi-sion has researched and is now implementing a unique,environmentally friendly conformal coating process.The company has historically used Humiseal 1B31 onmore than 90% of its products as a barrier against theend-use environment. For more than 30 years, thishas been an economical, adequate, and very reworkablesolution for many applications. Rockwell Collins hasidentified a number of change drivers in performance,environmental, and cost areas. Performance driversinclude the need for increased thermal and chemicalresistance, improved toughness and abrasion resis-tance, improved flammability ratings, and tin whis-kers risk mitigation. Environmental drivers includeregional air quality regulations at specific RockwellCollins operations, volatile organic compound outputlevels nearing Environmental Protection Agency TitleV levels at two locations, and a desire to reduce flam-mable waste output and associated costs. Cost driv-ers include customer-driven cost-reduction initiatives,lean initiatives, and cost avoidance initiatives.
These evolving requirements are driven by mul-tiple customers across multiple product businessunits. A traditional approach would address a solu-tion for each case. However, the Rockwell Collinsapproach has been to look at all increased require-

14
ments as a single requirement set and identify a solu-tion that meets the collective needs. This approachsupports the organization’s goal of a single manufac-turing enterprise that produces all products, regard-less of customer or business unit.
The conformal coating selected was Humiseal1H20AR1, a modified acrylic polymer backbone withurethane functionality groups. This coating has beenqualified to MIL-I-46058 type AR. IPC-CC-830 typeAR is a UL-763-qualified material with a UL 94 V-0flammability rating. It can be applied by machine(atomized) or by hand with all existing equipment,dries clear, and is not water-soluble after cure. Italso performs at a 150° C continuous operating tem-perature with no softening and has improved chemi-cal and abrasion resistance.
Rockwell Collins has conducted coating durabilitytesting on selected top-level units representing boththe commercial and military hardware products. Testsselected were from RTCA DO-160D for the commer-cial sector and MIL-STD-810 for the military sector andwere conducted in two phases. The conformal coatingmaterial has been approved for commercial use on the787 as a pilot program. Commercial changeover on allproducts is scheduled to begin in the first quarter ofFY2007 on a facility-by-facility basis and in the secondquarter of FY2007 for government-sector products.
Joint Direct Attack Munition High-RateProduction
Rockwell Collins implemented several lean initiativesand systematic changes to significantly decrease the costand cycle time of producing the Joint Direct Attackmonitoring product. The company also incorporatedinspection steps into its manufacturing process that haveresulted in considerable quality improvements.
The Rockwell Collins Coralville facility produces aGlobal Positioning System (GPS) receiver circuit cardused for Joint Direct Attack Munition (JDAM) preci-sion guidance. Prior to 1997, the facility had diffi-culty producing this item as shown by its large cycletime and high defect rate. The JDAM productionprocess was cumbersome, with high work in process(WIP) at most assembly steps and a lengthy methodfor inputting product data to track its progress throughthe facility and provide metrics. Adding to thethroughput time was the facility’s need to ship to alarger sister facility before having the product reachthe customer.
To address these issues, the manufacturing teamconducted several lean initiatives over a 6-year periodthat resulted, in part, in the use of a kanban/pull sys-tem to decrease WIP. The manufacturing team usedvalue stream mapping to develop a takt time of ap-proximately 3 minutes per work station. Other out-comes of the lean exercises were successive inspection(or audits) throughout the build, cross-trained opera-tors, and increased automation. The facility alsochanged its layout and made other systematic changesin order to begin shipping directly to its customer. TheCoralville facility also implemented a SAP enterpriseresource planning system to facilitate data collection ofthe JDAM manufacturing process.
Due to the use of a kanban/pull system, the JDAMproduct line now operates with minimum WIP. De-creasing the number of hand-placed components from10 to 3, cross-training operators, and incorporating ad-ditional inspection steps into the process has resultedin an 85% decrease in the defect rate – from 2,647 de-fects per million (DPMs) to 200 DPMs. These improve-ments, as well as the ability of the facility to ship di-rectly to the customer, have increased the process yieldby 233% – from 25 units/day to 150 units/day. The linecurrently functions with four operators instead of nine,which has allowed for a 56% reallocation of staff. TheCoralville facility is now able to produce the JDAM prod-uct at less than 50% of its previous cost.
Manufacturing Introduction MaturityIndices
Rockwell Collins has introduced a manufacturingintroductory index to assess a program’s progress to-ward desired maturity level for full-scale productionstart. This measure has served the company well inbringing together a multidiscipline team to address earlyissues that could otherwise cause production start-upissues. The Manufacturing Introductory Index has alsointroduced a standard language and set of criteria inthe Rockwell Collins enterprise that allow managementat all levels to convey and understand program risklevels at all development stages.
Rockwell Collins’ Cedar Rapids facility has evolved aglobal product transition team process to ensure ma-turity and producibility of product design priorto authorization for manufacture. Previously,Rockwell Collins did not have a consistent cross-functional measure of a new product’s readiness forfull-scale production. To provide this measure of

15
readiness for production, the company developed theManufacturing Introductory Index (MII). This processwas developed in 2002 as part of larger, corporate core-process optimization efforts.
The MII process is an enterprisewide managementdecision tool used to determine what cost, schedule,and product performance results can be expected inthe factory. The index consists of 37 key parametersdetermined to be critical to the success of a new product’sintroduction. The parameters and associated scoreswere developed by a cross-functional team consistingof representatives from engineering, operations, qual-ity and life cycle value stream management. Each pa-rameter is scored on a scale of 0 to 5, with specificcriteria for each level of maturity. Parameters are alsoassigned a weighting factor based on the relative im-pact they have on the project. These parameters aredivided into subcategories of design, material, test,people, manufacturing/programmatics, and documen-tation. An overall MII score is then calculated by nor-malizing the sum of the individual parameter scoreson a 10-point scale. Progress toward increasing levelsof maturity are tracked, with formal gate reviews con-ducted at preliminary design review, critical design re-view, test readiness review, and production readinessreview. Progress is tracked at these formal reviews,with action being required to maintain the program ontrack toward the required maturity level for full-scaleproduction authorization.
The benefit of the MII system is that it forces theteams to come together at the major design and devel-opment stages to reach a consensus on a project’s over-all health, maturity, and readiness to proceed to follow-on stages. Issues are given visibility, which forces earlycorrective action of items that might otherwise lingerand adversely impact full-scale production. The MII isan integral component of Rockwell Collins’ new prod-uct transition process that ensures production issuesare resolved by a special preproduction team prior tostarting full-scale production. Rockwell Collins has seena 15% improvement in MII scores over the last twoyears, which has also been correlated with savings infull-scale production startup.
Optical Feedback System
Rockwell Collins’ Coralville facility developed a novelfeedback mechanism using downstream inspection datato provide nearly real-time feedback to upstream pro-cesses, enabling a significant reduction in defects.
Rockwell Collins’ Coralville facility developed a novelmethod of improving production-line yield by using anoptical inspection machine. The Coralville plant is partof an overall improvement strategy to reduce wasteand defects in the production of printed circuit boards(PCBs). The process has led to many benefits that willbring Rockwell Collins closer to reduced cost and higherquality for its customers.
Production of PCBs using high-speed pick-and-placemachines prior to recent improvements was prone todefects. Typically, manual and visual inspection arerelied upon to find defects. Data shows that about 20%of all visual inspections can miss something, leading toerrors being moved downstream in the production pro-cess. To correct these defects, the boards were sent inbatches to another area to be reworked, leading to morebottlenecks. The data to track and report the defectswas cumbersome at best – all of which created delaysand a reactive response to solving the problems.
The Optical Feedback System (OFS) – a novel newapplication – was developed that addresses many of theoften-seen board problems (i.e., electrical solder shorts,solder tombstones, unsoldered or missing parts, andmisaligned or rotated parts). As the circuit card as-semblies are processed through the system, each isoptically inspected for defects. This data is fed into adatabase that is available to the upstream operators inalmost real time, which enables the operators to makeadjustments to eliminate those errors. This informa-tion adds to the experience and knowledge of the op-erators and engineers and can be utilized for a host ofreasons. Users of the OFS Viewer system can see rep-resentations of the product as well as trend data of pastpopulations of PCBs. Design engineers can study theeffects of certain parts and part-placement variableswhile process engineers can use the data to improveprocesses and machine yields.
The benefits to this improvement were immediate.Data tracking the defects per million over the last eightyears indicates a reduction of more than 70%. Themove away from batch and queue toward true one-piece flow made possible by the new inspection feed-back system has reduced throughput time by almost50%.
Outsourcing Chemical Management Systems
The Lynx system used at Rockwell Collins has givenEnvironmental, Safety & Health total control of thehazardous material system process at the enterpriselevel. The process has decreased Environmental,

16
Safety & Health labor and reduced inventory anddisposal of hazardous material and the risk of non-compliance to regulatory requirements.
The Rockwell Collins enterprise chemical procure-ment process previously performed supply-base pro-curements of chemicals among 160 suppliers.Chemical Strategies Partnership, a nonprofit orga-nization that operated the Chemical ManagementService, was consulted. A team of Rockwell Collinsemployees performed an enterprisewide valuestream analysis, which revealed a high degree ofnon-value-added activity. Multiple tracking and in-formation systems were identified. Fact findingidentified waste and redundancies in ordering, in-spection, receiving, delivering, and inventory. Po-tential risk of stockouts existed when demands werenot forecast. Packaging size was often in excess ofuser needs, and expiring shelf life material was gen-erating excessive waste.
With a cradle-to-grave chemical management sys-tem (CMS) needed, Rockwell Collins evaluated tencompanies that perform CMS and chose Avchem asits contractor, who then assumed inventory, buyerhistory, and user baseline. Avchem uses a stand-alone, Web-based Lynx online system for catalogordering, tracking, and reporting Material SafetyData Sheets. Lynx has 2,500 items loaded in theapproved products lists, including 1,300 items thathave been active. Lynx requires Environmental,Safety & Health (ES&H) review and approval online.Cabinet management is done at the point of use.Rockwell Collins employees do a weekly scan of thecabinet areas to reflect current inventory and trig-ger restocking orders. Operations personnel useLynx to immediately locate and remove materialwhen alert notices are issued and to monitor areasfor package sizes. The Shelf Life RecertificationProgram has been established to reduce waste.Training and communication with the union havebeen integral parts of the program.
Rockwell Collins has reduced its chemical supplybase from 160 to 1. Lynx, a cradle-to-grave system,provides a consistent enterprise solution, allowingfor the capturing and reporting of CMS activitiesand the reduction of inventory, emissions, andwaste. To date there has been a full-time equiva-lent redeployment of seven personnel. RockwellCollins is currently developing a method for deter-mining additional cost reductions.
Programming with VERICUT to ReduceCNC Setup
Rockwell Collins implemented the off-the-shelfVERICUT solid-model-based machining simulationsoftware that downloads data directly from thecompany’s Unigraphics mechanical design software.The simulation software enables Rockwell Collinsto do virtual verification of machine tool paths andprogramming accuracy and compare the virtual partresult to the as-designed part, which has helped re-duce programming and inspection time and preventmachine crashes and costly damage to equipment.
Verification of new computer numerical control(CNC) machining programs was a costly and time-consuming task in the Rockwell Collins fabricationmanufacturing area before the implementation of asimulation software tool. Due to the variation cre-ated by both manual programming and computer-aided-manufacturing data translation from theUnigraphics solid model mechanical design software,Rockwell Collins had adopted a standard operatingprocedure of dry runs or first runs in wax to con-serve raw material and prevent costly damage tomachine tools and spindles resulting from high-speed crashes. During this verification step, ma-chining equipment was not usable for production,effectively decreasing the capacity of the fabricationarea to produce both sellable products and engineer-ing prototypes. In addition, 100% inspection aftereach machining process was standard practice as aresult of these upfront sources of errors and varia-tion. To reduce these inefficiencies, Rockwell Collinsimplemented a simulation tool that would seamlesslyintegrate design data with CNC machine program-ming data and provide off-line virtual verificationwithin a software environment before the first ma-chining setup of a new prototype or product.
Rockwell Collins chose to add the VERICUT simu-lation package as part of its standard transition toproduction procedures for the fabrication manufac-turing area. The software downloads solid modeland tool path data created in the Unigraphics designsoftware and simulates all of the machining opera-tions in order as programmed by the Rockwell Collinsindustrial engineer. As the simulation runs, the soft-ware automatically identifies and highlights tool crashpoints, allowing the engineer to make any correc-tions to the tool path programming within the vir-tual environment. Once the simulation has beencreated and executed, the engineer can import the

17
& ssenisuBlanoigeR
pihsnamkroW
tropsnarT riApihsnamkroW
hgiHecnamrofreP scinoivA :laicremmoC
034-SMSW-DTS-LIM
A0002B100-DTS-J
sdradnatS pihsnamkroW• sdradnatS ecnatpeccA neveS• ypoC draH• Coverage ni spaG• Graphics laminiM• stsoC ecnanetniaM• stsoC gniniarT• Limited tnemevoM tcudorP/elpoeP
yratiliMlaicremmoC
ecitcarP tseB nommoC
as-designed solid model to overlay on top of the simu-lation result model for direct comparison. RockwellCollins has used this capability to create rapid andeffective feedback from the manufacturing floor tothe designer without a single machine setup or pieceof metal stock being cut. The virtual environmentof the simulation software also enables an estimateof machining run-time and cost, providing increasedresolution to the cost and scheduling of the company’sfabrication resources and products.
As a result of implementing the VERICUT machin-ing simulation software tool in its fabrication manu-facturing area, Rockwell Collins has reduced the timerequired to verify new CNC programs by 50% and haseliminated 100% inspection of finished products. In-spection is now done only on first articles. Tool pathconfirmation times have been reduced from an aver-age of 30 minutes to less than 10 minutes per pro-gram. Rockwell Collins has effectively eliminated theupfront variability in the transition of new productsfrom design to production in the fabrication manufac-turing area, eliminating or reducing many of the costlyoperating procedures they had adopted to account forand protect against the effects of this variability.
Workmanship Standards
Rockwell Collins has reduced workmanship varia-tion requirements through the application of one setof workmanship criteria. The single workmanshipmanual has reduced costs in maintaining documen-tation, training and support, and provides flexibil-ity in supporting staffing needs with a consistentskill set across the company.
Prior to 1998 Rockwell Collins maintained sevendifferent workmanship standards that were used tomanufacture commercial and military products.Each workmanship standard was maintained in sepa-rate hardcopy books that included workmanshiprequirements from businesses, air transport, avi-onics, high-performance J-STD, MIL-STD-2000, andcommercial requirements. The different standardshad minimal graphic references available for theuser, and continual maintenance of the separatestandards was costly and expensive. Training foremployee certification to each standard and the limi-tation of the employees to perform work on pro-grams requiring different standards proved to be
Figure 2-5. Workmanship Standards

18
cumbersome and non-value-added. Differing criteriacalled out in the multiple standards were also confus-ing to different users (Figure 2-5).
In 1998 Rockwell Collins established its new prod-uct-acceptance workmanship standard that includedpast government, military, and industry standards.Rockwell Collins also provided additional criteria to themanual that were not addressed by government, mili-tary or industry standards. In those cases where theRockwell Collins workmanship standard differs fromthe MIL specification or Class-3 industry standards, the“better-than” Rockwell Collins criteria is added. TheRockwell Collins workmanship standard supports theSingle Process Initiative established by the Departmentof Defense in 1997.
The improvement Rockwell Collins has experiencedby providing one manual versus seven includes consis-tency in format, wording, and graphics. The increasein the number of detailed color graphic pictures, lineart, and drawings in the single manual provide the useradditional assistance in interpreting critical workman-ship requirements. The manual is accessible via theRockwell Collins Rweb, and Rockwell provides accessto the manual to its customer to evaluate the stan-dards. The manual is used companywide and is admin-istered by the Rockwell Collins Workmanship StandardsCommittee, with member representation throughoutthe company.
Traffic Control Avoidance System AdvancedProcess Analysis
Rockwell Collins’ Cedar Rapids facility uses advancedprocess analysis and diligent determination to elimi-nate variation and waste from the value stream of air-craft instrumentation, which has resulted in improvedflow, fewer defects, and reduced costs to the customer.
Rockwell Collins’ Cedar Rapids facility recently com-pleted an advanced process analysis (APA) project onthe Traffic Control Avoidance System’s (TCAS’s) colli-sion-avoidance equipment. In February 2005, TCASproducts and processes were found to have chronicvariation issues that resulted in high rework, scrap,warranty issues, high work in process (WIP), capacityconstraints, and low yields. Rockwell Collins engineersfound that their process was reactive and led to “firefighting,” did not contain any process indicators thatwould provide early notification, and lacked coordina-tion. To resolve these program problems, the engi-neers embraced the APA methodology.
APA is an industry-proven process analysis systemused to improve business and design and manufactur-ing processes and products based on the Six Sigma de-fine, measure, analyze, improve, control, and reportmodel. The define step entails detailing the case foraction, specifying the problem area, assembling a cross-functional team, and communicating the need forchange. During the measure phase, data is gatheredand baselined, which lays the foundation for futureimprovements. During the analyze phase, specific de-cisions are made about the data collected. The trendsindicated many people were spending time “fightingfires” daily, which hampered improvement.
Improvements were implemented and measured foreffectiveness, including the early identification of er-rors and defects, improved coordination among all stake-holders of the process, and a more proactive approachto solving problems among others. The control phaseinstitutes and codifies these improvements while veri-fying the sustainment of improved metrics. The projectresults were then publicized so that a body of knowl-edge would be gained from sharing lessons learnedduring the endeavor.
Rockwell Collins engineers applied this methodologyto their design process, manufacturing processes, per-sonnel department, and supplier and test equipment.Other benefits unseen by the team at the time werethe improved granularity of factors that contributed tothe defects, confidence in the process, and knowledgethat the model is applicable across any process. Mostimportant, however, is the continuing trend towarddecreased defects and increased process yields. Con-tinued validation months later proved that thesustainments are institutionalized into the process andthat continued operator diligence is benefiting the over-all success of the program. The results of the APAmethodology reduced scrap by 6%, reduced the needfor overtime by 70%, reduced WIP from 15 weeks to 4weeks, and increased productivity by 55%.
Facilities
Emergency Response Plan
Rockwell Collins has concentrated on an emergencyresponse plan to minimize risk to employee safety andthe environment, reduce risk for loss of property andassets, and reduce cost associated with lost production.The resulting benefits to Rockwell Collins include im-proved relationship and communications with localemergency responders, heightened awareness of emer-

19
gency response to company employees, reduceddowntime in operations, and a prominent place inthe community.
Rockwell Collins emphasizes emergency response atits Cedar Rapids facility. Prior to calendar year 2000,the existing emergency response scheme was not well-organized. Formal chemical spill teams did not exist,and the severity of the spills that did happen were noteasily gauged. Chemical spill cabinets that did existwere haphazardly placed and maintained with only mini-mal material and supplies. Training in critical responsealso lapsed, with all shifts not represented.
During the first two months of 2000, Rockwell Collinsexperienced two potentially life-threatening incidents.In January the C-Avenue facility experienced a largetransformer fire and in February, the chemical treat-ment facility experienced a serious chemical explosion.While no employees were injured in these incidents,the confusion during these two months served as astrong stimulus for Rockwell Collins to optimize re-sponse schemes to any emergencies.
Leveraging lean practices, Rockwell Collins held aradical process improvement event that completelyrealigned its emergency response. First, the organi-zation formed the Incident Command Team designedto be the first people to respond to an emergency.Training in accordance with 29 CFR 1910.120 is nowa hallmark of the multidiscipline Incident CommandTeam that operates under the National Incident Man-agement System. The team is fully empowered bythe company and is comprised of multiple representa-tives from across the business. Disciplines on theteam include Safety and Health, Environmental, Se-curity, Health Services, Fire, Facilities Services, Elec-trical, and Media Relations/Communications.
Second, the Facilities Support Team was formed withthe focus of stabilizing the work area after the emer-gency has occurred. This stabilization comes in theform of performing clean-up operations, staging andproviding materials and supplies, containing releasedchemicals (if any), and preparing the facility for the re-sumption of operations. This team uses respiratoryprotection and goes through quarterly on-site trainingand annual drills in conjunction with civil authorities.
To augment this team structure to emergency re-sponse, Rockwell Collins has initiated an emergencyresponse plan that is essentially the “trigger” for set-ting the Incident Command Team in action. The keytenets of this plan are to first minimize human risk,protect the environment, minimize property and assetloss, and finally to expedite the resumption of opera-
tions. The Emergency Response Team is easily ac-cessed by dialing 1911 on company phones.
Another aspect of the Emergency Response Plan isthe debrief that occurs within 24 hours of an event’stermination. Taken from the military’s After-ActionReview, this creates an open and honest forum wherelessons learned can be easily folded back into the pro-cess, enabling continuous improvement.
The benefits of this initiative range from improvedrelationship and communications with local emer-gency responders, heightened awareness of emergencyresponse to Rockwell Collins employees, and reduceddowntime in operations. An example of this happenedin 2005 when three shifts of downtime were avoideddue to this new approach. The process was subse-quently documented in RC-ESH-P-602, a companydocument that is now used as a governance proce-dure to ensure sustainment.
Energy Reduction Initiative
Rockwell Collins has set into motion a strategic en-ergy management plan and has realized benefits to itsbusiness performance, focusing on demand-side servicewith its partner Siemens Building Technologies. To date$440,000 in annual savings have been realized, and thisapproach is continually being augmented and rolled intoforward-focused projects such as the construction of thefast-tracked B130 Engineering and Lab Building at thecompany’s Cedar Rapids facility.
Rockwell Collins has focused on strategy-energymanagement. Prior to 2004 energy was not consid-ered a strategic resource, but conditions soon changedthat outlook. With the demand for energy growing ata rate of 2% annually, it has become the facilities’ third-largest operating expense. Deregulation made energymore difficult to manage, and environmental issueswere impacting the “how-when-what” type of energy touse.
Faced with mounting energy issues, RockwellCollins initiated the Strategic Energy ManagementPlan (Figure 2-6) with four elements that includedutility information services, strategic supply ser-vices, demand-side services, and value-added busi-ness solutions. The plan would define objectivesand establish a team, plan and prioritize, implementservices and continual measurement, and establishquarterly program analysis meetings to reviewchanging energy patterns. Management oversightwas included to assure continuous improvement.

20
Within utility information services, the specifics ofenterprise reporting, statement scrutiny, tariff rate vali-dation, and metering levels were optimized. Strategicsupply services drove at competitively bidding naturalgas and electricity wherever possible along with per-forming a risk/reward analysis on predictability of en-ergy costs. Value-added business solutions are still beingexplored but relate to performance contracting.
Demand-side services constitute the bulk of energyreductions for Rockwell Collins. Through a joint initia-tive with Siemens Building Technologies, RockwellCollins implemented several actions to reduce demandthat include cooling tower water-deduct meters,vacuum-variable frequency drives on assembly motors,chiller plant automation, high-performance valves, andflow meters with automated control panels. Perfor-mance-based rebates with local electrical providers werealso enacted. Monetary savings were realized basedon energy efficiency to known standards.
Energy efficiency has been realized in “green design”through Rockwell Collins’ pursuit of Leadership inEnergy and Environmental Design certification. Thisapproach optimizes indoor environmental quality, con-servation of materials and resources, safeguardingwater and water efficiency, sustainable site planning,and energy efficiency.
The benefit to Rockwell Collins as this strategy isdeployed is improvement projects that save more than$440,000 annually and new construction techniques thatare 51% better than benchmarked American Society ofHeating and Refrigerating Engineers standards.
Ergonomics
The Rockwell Collins Ergonomics Program has re-duced direct and indirect costs associated with cumu-lative trauma disorders, increased productivity, improvedquality, and produced a healthier workforce thatproactively supports ergonomic principles.
Prior to 1993, Rockwell Collins did not have initia-tives in place to address ergonomic issues. Workplaceergonomic risks simply were not identified. Cumula-tive trauma disorders (CTDs) had become commonplaceand were the leading cause of injury across the enter-prise. Workers were not made aware of ergonomichazards and risks. Nearly every diagnosed case of CTDresulted in lost time, typically 6-8 weeks per case. Thelost time for each case contributed to lost productionand associated costs as well as an increase in workers’compensation payouts.
To remedy the growing ergonomic injury rate,Rockwell Collins instituted an intensive research pro-cess of ergonomic hazards in the workforce and a vi-sion statement that the company stated was “to fosterthe development of new ergonomic teams and pro-grams, to provide support and recommendations forergonomic advancement, and to further the standard-ization of world-class ergonomic practices throughoutthe enterprise.” The company wanted its vision recog-nized by leadership, employees, customers, industry,and safety and health regulatory agencies.
The first step Rockwell Collins took was to launchpilot programs at some of itssmaller-scale sites, institutingsuch things as stretching,training programs, and job-site analysis. In 1997 a full-scale ergonomics programthat included consultants waslaunched enterprisewide. Anergonomics council was cre-ated to achieve the goals setin the company’s vision state-ment. The council concen-trated on enhancing employeesafety, reducing workplace in-juries, integrating ergonomicprinciples into daily functionsand tasks, and developing anemployee-based program.The Ergonomics Council de-veloped and implemented anergonomics plan.
noitamrofnI ytilitUsecivreS
ylppuS cigetartSsecivreS
ediS dnameDsecivreS
deddA-eulaVsnoituloS ssenisuB
gniliforP & tiduA lliBtnemeganaM ofnI ytilitU
tnemerucorP ytidommoCsecivreS .tmgM tcartnoC
noitavresnoC ygrenEnoitazimitpO smetsyS
ecnaniF/tnemeganaM tessA)egdE ecnamrofreP(
tnemeganaM margorP
Figure 2-6. Strategic Energy Management

21
The ergonomics plan at Rockwell Collins includesstretching techniques, subsidization and refurbish-ing hand tools, a strategic sourcing initiative forchairs and foot rests, interventions at work stations,and the development of ergonomic teams comprisedof trained individuals who intervene on behalf ofemployees. The teams also perform audits on threelevels. The first level is created for everyone at thecompany to do independently and consists of a seriesof questions employees answer about their workplaceergonomics. If employees’ responses raise questionsabout their ergonomic safety, the audit is elevatedfor further attention. The second-level audit is moresophisticated and requires administration by a teamof employees well trained in ergonomic principles.The third-level audit is performed by an ergonomicconsultant and is a more in-depth process that usesa multitude of tools to resolve issues.
Employees can also access ergonomic tips via thecompany intranet. Tips are also displayed on the tele-vision periodically throughout the day. Stretching ex-ercises are encouraged three times a day and areprompted by playing music and voice instructions overthe intercom system. Participation in the ergonom-ics program is at an all-time high throughout the en-terprise. This is due to educating the workforce aboutergonomic hazards and fostering a program that en-ables the workers to feel empowered about theirhealth while on the job.
The benefit of establishing an ergonomics programat Rockwell Collins has been the reduction of directcosts for medical care and workers’ compensationpayouts. The indirect costs of lost productivity, re-placement wages, and training have been reduced aswell. CTDs have been reduced, productivity has beenincreased, quality has improved, and the company nowhas a healthier workforce.
Free-Cooling, Energy-Maximizing HVAC
In 1989 Rockwell Collins installed a heat exchangerand pump system combined with a series of valvesthat works in conjunction with the company’s existingcooling towers to reduce the load on its chiller plantduring the colder months of the year. As a result ofthis facility modification, the company can shut downone additional 600-ton chiller whenever the outsidetemperature drops below 38° F, saving Rockwell Collinssignificant energy costs and prolonging the lifetime ofthe chillers.
Until 1989 all chilled water required by RockwellCollins’ Cedar Rapids facility was generated by me-chanical means of a series of electrical chiller plants.Chilled water for both process use and for comfortcooling flowed from this single source. This requireda total of five chillers operating in the high-load sum-mer season and three chillers operating in the reduced-load winter months, as the two largest chillers couldbe shut down during the winter months due to re-duced need for comfort cooling on the campus.
Rockwell Collins elected to implement a free-cool-ing method to further reduce chiller operation duringthe winter months and take advantage of thecompany’s existing cooling tower infrastructure andthe cold climate of Cedar Rapids. The company in-stalled a heat exchanger and a dedicated pump to runa closed-loop system of water from the heat exchangerto the external cooling towers. A series of valves en-ables the Facilities Department to engage this systemwhenever the outside temperature drops to 38° F, ef-fectively using the Iowa weather to cool water in thetowers that in turn cools the Rockwell Collins plantwater via the heat exchanger. This allows the Facili-ties Department to shut down one additional 600-tonchiller for as many as six months in a typical year.The direct savings of eliminating the 600-kilowatt elec-trical load of the mechanical chiller is estimated at$130,000 annually. At the time of installation of theclosed-loop heat exchanger system, a 5-year paybackwas expected based upon this savings calculation. TheFacilities Department rotates which chiller to shut-down to prolong the life of all the chillers.
Rockwell Collins is currently taking this project onestep further as part of its overall energy managementstrategy by automating the switchover process fromconventional to free cooling so that the decision pointand execution of the switchover is software-controlled.The expected benefit is a more optimized use of thefree-cooling concept and a faster changeover that canbe executed at any time of the day.
On-Site Electrical Generation
Rockwell Collins has partnered with Alliant Energyto develop an on-site electrical generation system thatis driven by diesel generator sets that deliver 1.6 mega-watts of electrical capacity. This system has savedRockwell Collins more than $1 million in the past tenyears while delivering reliable, uninterrupted power24 hours a day, 7 days a week.

22
In past years the Rockwell Collins Cedar Rapids facil-ity had very limited backup power generation for code-minimum equipment (e.g., egress lighting). Whenpower was interrupted to the facility, lengthy test op-erations would have to be repeated and exposed mate-rial in plating tanks would need to be scrapped. Afterseveral occurrences of power interruption to the facil-ity that caused costly continuity of operations events,Rockwell Collins saw the need for reliable power guar-anteed 24 hours a day, 7 days a week.
To meet the challenge of uninterruptible power,Rockwell Collins furthered its existing partnership withAlliant Energy to install a full backup power systemusing on-site power generation equipment in the eventof an unscheduled power outage. Through this systemupgrade, Rockwell Collins’ electricity rate was changedfrom “firm” to “interruptible.” The interruptible rate isprovided by an optional utility tariff and requiresRockwell Collins to interrupt from the power utilitygrid if the utility needs the power due to reliability orshortage issues. In short, this new process is a way touse financial incentive to provide funding for an assetthat could be used for reliable and continuous power.
The makeup of this on-site power generation stationis a series of in-line diesel generators owned by Alliant
Energy, situated on Rockwell Collins property, andmonitored in real time by both Rockwell Collins andAlliant Energy personnel. These generators number16 in quantity and provide surge capacity of 1.6 mega-watts. The generators are fed by a tank farm thatconsists of three 10,000-gallon tanks that enable thegenerators to run throughout a full day before refuel-ing. As part of Rockwell Collins’ partnering agreementwith Alliant Energy, the cost of refueling when poweris interrupted is fully provided by Alliant. Concurrently,Alliant realizes the benefit of the added capacity thefacility can provide.
A key operating management tool that RockwellCollins uses to manage this vital resource is Supervi-sory Control and Data Acquisition. This real-time soft-ware links to the server at the utility company andallows constant monitoring that controls the systemand can be linked to preventative maintenance on thegenerator sets. Attributes such as generator fuel us-age, generator run-time, engine oil pressure, and en-gine temperature can all be factored into a preventivemaintenance strategy for the entire system.
Rockwell Collins operates this on-site electrical gen-eration system in a positive cash-flow state (Figure2-7). The bottom-line benefit to the business is repre-
teN launnAsgnivaS
TSOC TSOCEROFEB”MRIF“EROFEB”MRIF“
SNILLOC LLEWKCOR OT WOLF HSAC EVITISOP SNILLOC LLEWKCOR OT WOLF HSAC EVITISOP
tessa wen no ecivreS tbeD
TSOC ENILESAB WEN”elbitpurretnI“
TSOC ENILESAB WEN”elbitpurretnI“
sraeY
816141210186420
esaBraeY
2202
stifeneB yeK
hsac tnorf pu oN
wolf hsac evitisoP
stifeneB yeK
hsac tnorf pu oN
wolf hsac evitisoP42 62
Figure 2-7. Interruptible Electricity Cost Savings

23
sented by a $1 million savings from the local util-ity company during the past 10 years. To rein-force the business benefit, no upfront costs wereincurred due to Rockwell Collins’ partnering agree-ment with Alliant Energy.
Pre-Purchase Analysis and Pre-StartupReview
The Pre-Purchase Analysis is a series of safety-related questions regarding the item to be pur-chased or the layout of a facility and is used beforeany action is taken. The Pre-Startup Review is thesame series of safety-related questions used in thePre-Purchase Analysis and is used before the start-up of new machinery, the usage of new chemicals,or before facility modification/new construction.This process has enabled Rockwell Collins to savemoney on safety modifications by taking a proac-tive approach to ensure the safety of its employeesbefore problems arise.
Prior to 2002, new machinery and equipmentwere installed without the knowledge of the Envi-ronmental, Safety and Health (ES&H) Departmentat Rockwell Collins at a time when it was not man-datory for the user/purchaser of the equipment totake safety issues into consideration before pro-curing the item. It was not until the ES&H De-partment conducted area inspections that theybecame aware of new equipment and its associ-ated hazards, which prompted corrective actionsto reduce and/or eliminate safety concerns. Thiscaused unnecessary rework from a safety stand-point, and equipment owners had to incur the ad-ditional costs associated with the corrective actionsthat were implemented. The ES&H Departmentwas also not given the opportunity for input whennew tools and chemicals were purchased or whenthe company planned for new construction or re-modeling of the facilities. This resulted in the needto do safety modifications after the start-up pro-cess, which was costly and inefficient.
To become more proactive and efficient and toestablish safety as a priority, Rockwell Collins’ES&H Department developed the Pre-PurchaseAnalysis and Pre-Startup Review process. Thisprocess mandates a safety evaluation of new ma-chinery and equipment, new tools, new chemicals,and new construction and remodeling before anyaction is taken. Reviews are completed prior to
purchase and startup, release for use, and modifi-cation or new construction. No procurement groupsat Rockwell Collins will purchase an item unlessthe Pre-Purchase Analysis has been approved bythe ES&H Department.
The Pre-Purchase Analysis is performed by theperson responsible for the equipment/asset in con-junction with the employee who is going to be us-ing the asset. The analysis is a series of checkliststhat are completed by answering yes, no, or notapplicable to a series of safety-related questions re-garding the item to be purchased or the layout of afacility. The checklist for new machinery asksquestions about mechanical hazards, electrical sys-tem safety, heat and temperature concerns, vibra-tion and noise, and lasers and radiation. The check-list for hand tools asks a series of questionsconcentrating on the ergonomic properties of thetools. The new chemical checklist calls for suchthings as storage considerations, material safetydata sheet obtainment, and ventilation issues. Thechecklist for facility layout is comprised of ques-tions about access to the area, maneuverability inthe area, and material storage.
Once the Pre-Purchase Analysis is completed,it is submitted to the ES&H Department for re-view and approval. Any checklist with a no an-swer indicates a potential hazard. The hazardmust then be documented and corrected prior topurchase. Other hazards that exist that are noton the checklists must also be documented andcorrected prior to purchase. After thePrepurchase Analysis is approved, the procure-ment group may proceed with the purchase andthe Pre-Startup Review. This step consists ofcompleting the same checklists used for the Pre-Purchase Analysis after the purchase is made andthe equipment is set up prior to startup. ThePre-Startup Review has been implemented to de-termine the existence of potential hazards be-fore the asset is released for startup.
The Pre-Purchase Analysis and Pre-Startup Re-view process ensures that the ES&H Departmentis aware of and approves an asset prior to pur-chase by establishing safeguards before the as-set is put into use. It also prevents potentialhazards and risks from entering the workplace,reducing the chance of occupational injuries andillnesses. The process further enables RockwellCollins to save on safety modification costs bytaking a proactive approach to ensure employeesafety before a problem arises.

24
Recycling and Landfill Avoidance Program
Rockwell Collins developed a comprehensive recy-cling and landfill avoidance program that signifi-cantly reduced the amount of waste requiring land-fill disposal. By creating numerous creativestrategies tailored to the various types of waste thatis non-product-related, Rockwell Collins has reducedits landfill waste in tons per $100 million sales by70% over the course of the 14 years the project hasbeen active. The Rockwell Collins Environmental,Safety & Health Team engaged both company em-ployees and other local area businesses to partici-pate in the recycling project, effectively ingrainingthe practice of landfill avoidance in the company’sculture and the surrounding community.
Recycling at Rockwell Collins was largely a vol-unteer activity that was poorly organized and typi-cally limited to only white paper and cardboard.Reuse of component issue-packaging was infre-quent and the cost of repetitive packaging mate-rials was significant. Supplier packaging was fre-quently discarded, only to have materialsrepackaged after receiving for distributionthroughout the Rockwell Collins manufacturingareas. Eventually these also ended up as wastein a Rockwell Collins dumpster bound for a locallandfill. The Environmental, Safety & Health(EH&S) Team identified many opportunities toreduce the amount of waste that could be reusedor recycled to avoid ending up in a landfill, en-abling the company to avoid the costs associatedwith discarding and processing of the waste. As
the major corporate presence in Cedar Rapids,Rockwell Collins also felt a strong responsibilityto proactively pursue waste-reduction activitiesin its capacity as a role model for the community.
Rockwell Collins developed several innovativestrategies for tackling the various problems ofwaste reduction. Thirty different issue packagingitems were identified that could be reused, fromantistatic bags and dual in-line package tubes tofoam packaging peanuts, while the company de-veloped a relationship with Goodwill Industries inSoutheast Iowa to perform sorting and segrega-tion activities. Goodwill Industries assists peoplewith physical or emotional disabilities that preventthem from performing highly skilled jobs.Rockwell Collins entered a contract with Goodwillto send pallets of issue packaging items that can-not be recycled (e.g., antistatic bags, boxes, or webtrays) to Goodwill to be separated, counted, andreturned to Rockwell Collins for reuse.
A second strategy that Rockwell Collins devel-oped was to work with suppliers to develop theirpackaging in such a way that it is easier forRockwell Collins to recycle or reuse in the plantafter it has served its purpose as packaging forsupplier components and materials. RockwellCollins also ships some supplier packaging back toits supplier for reuse, having determined this tobe a more cost-effective approach than traditionalrecycling or discarding as waste. Similarly,Rockwell Collins regularly identifies local exter-nal users of packaging materials who are willingto take used Rockwell Collins materials for use intheir smaller businesses.
A third recycling strategythat Rockwell Collins devel-oped is to recycle all paper asmixed rather than separatingit into the various categoriesthat might provide a higherrefund from the recyclingagency. This allows the com-pany to simplify and broadenits paper-collection methods,which captures a greateramount of the paper wastethan the limited approach thatwas previously employed.
The Recycling and LandfillAvoidance Program hastaken root in the culture ofall Rockwell Collins facilities.Figure 2-8. Landfill Usage (Tons) per $100M Sales
2006
af resiaK deriuqcA .1002 ni seitilic
selas ot dezilamron nehw noitcuder %02
711
77
80.56 7.56 5.96
3.65
3.445.53 3.33
0
52
05
57
001
521
Tons
per
$10
0M S
ales
1992 1999 2000 2001 2002 2003 2004 2005

25
Each department is held accountable for the amountof waste it generates, and monthly reports are re-viewed by EH&S. Regular “dumpster-diving”events are held in which the contents of any of thelarge dumpsters are emptied to determine the ef-fectiveness of the program. Any waste in thedumpster that should have been recycled or re-used is tracked back to its source and correctiveactions are identified to ensure it is properlybinned. Both small and large dumpsters are nowserviced less frequently due to the reduced amountof material they receive.
The approach Rockwell Collins has taken to re-cycling and landfill avoidance was cited as a BestManufacturing Practice in 1995 and has been ex-panded to other organizations outside the company,including the Iowa State Capitol campus and theEnvironmental Protection Agency (EPA) Region 7headquarters. The company’s comprehensive re-cycling program has reduced its landfill waste intons per $100 million sales by 70% throughout the14 years the program has been active (Figure 2-8).As a result of these and other efforts, RockwellCollins was designated by the EPA as one of threePerformance Track Corporate Leaders in theUnited States in 2005.
Safety Performance Assessment andPlanning Program
The Safety Performance Assessment and PlanningProgram at Rockwell Collins uses a systematic ap-proach for evaluating and measuring processes, iden-tifying the company’s strengths and weaknesses, andensuring continuous improvement of its safety andhealth program. The assessment data points weremodeled after the Occupational Safety and HealthAdministration’s Voluntary Protection Program, awell-established industry best practice. The safetybusiness plan developed at the conclusion of an as-sessment ensures accountability and sustainabilityfor the company to maintain an efficient safety pro-gram that has seen significant reductions in totaloccupational injury and illness case rates, lost work-day case rates, lost workday rates, workers’ com-pensation costs, and workers’ compensation claims.
Prior to 2000, Rockwell Collins used occupationalinjury and illness rates to determine whether its safetyand health programs were successful. Company lead-ership accepted this method as an accurate means for
determining the worth of its safety and health pro-grams. From 1993 to 2000, Rockwell Collins demon-strated strong and continuous improvement with itsinjury and illness metrics. However, the improvementsended when injury and illness rates pleateaued, re-sulting in stagnant metrics and a need to develop aplan that would achieve continuous improvement forthe company’s safety and health program.
To measure the success of its safety and health pro-gram success, Rockwell Collins established five goals:
• Implementing a new method of assessing thestrength and quality of its program
• Providing measurable results• Developing action plans for improvement;
monitor progress• Monitoring progress• Evaluating continual improvement
To achieve the designated goals, Rockwell Collinsdeveloped the Safety Performance Assessment andPlanning Program modeled after the OccuptionalSafety and Health Administration’s Voluntary Pro-tection Program. The program measures six keyelements within the company’s safety and healthprograms that include management commitment,worksite analysis, safety and health training, em-ployee involvement, hazard prevention and control,and program evaluation. Each key element con-tains 3 to 5 subcategories. These key elements areevaluated using a 0 to 5 rating based on framework,deployment, and results. A score of zero indicatesthat the point being evaluated has ineffective frame-work, deployment and results. A score of 5 indi-cates the point being evaluated has a well-definedframework, consistent deployment, and exceptionalresults. A safety team comprised of 50% manage-ment and 50% employees from each site performthe evaluations. The assessment is accomplishedby using an Excel spreadsheet that tabulates thescores given to each of the current 107 data pointsto be evaluated. Based on scores input by the safetyteams, the spreadsheet generates a percentage thatis a measurement of how effectively each data pointand category is being implemented.
Each safety team conducts a current-state safetyperformance assessment and a future-state safetyperformance assessment on a yearly basis. Thecurrent state is an evaluation of the past year; thefuture state consists of the improvement goals thatneed to be made. Using the safety performanceassessment spreadsheet as a guide, a safety busi-ness plan is developed to remedy each low-scoringdata point. Rockwell Collins uses a safety business

26
plan consultant, which is a compilation of solutionsto low-scoring data points that employees can ac-cess via the Employee Safety and Health Web site.The Safety Business Plan is placed into MicrosoftProject and assigned a number, the action to betaken, the responsible person(s), date completed,and frequency. Using this database ensures account-ability and continuous improvement for the safetyand health program. The Safety Business Plan isreviewed quarterly with site leadership and presentedto the company’s senior leadership.
The benefits provided by implementing the SafetyPerformance Assessment and Planning Programinclude the development of measurable processes,identified program strengths and areas for improve-ment, the development of the Safety Business Plandesigned to improve safety performance, and evalua-tion of progress to ensure continuous improve-ments. The implementation of this program hasenabled Rockwell Collins to realize a 40% increasein its safety performance rate, a 43% reduction intotal occupational injury and illness case rates per100 employees, a 56% reduction in lost workday caserates per 100 employees, a 48% reduction in lostworkday rates per 100 employees, an 87% reduc-tion in workers’ compensation costs, and a 51% re-duction in workers’ compensation claims.
Logistics
Reuse and Recycle of Office Electronics
Rockwell Collins recycles old and outdated of-fice computers and related electronics to area stu-dents through the Rockwell Educational Access toComputer Technology Center. The program hasreduced disposal costs by recycling more than20,000 spent cathode ray tubes and liquid crystaldisplays, which has benefited area schools andnonprofits for further education.
The general practice of disposing old and outdatedcomputers is to place them in holding areas through-out the facility until sufficient quantities are accu-mulated to warrant their disposal. During this time,the material occupies valuable floor space, usuallyremains on inventory, and occasionally becomesintermingled with new materials while the cost ofhauling and disposing continues to rise.
Rockwell Collins employees developed and imple-mented the Rockwell Educational Access to Com-
puter Technology (REACT) Center in 1999 to puttechnology in the hands of students. The programis a partnership among Rockwell Collins, the CedarRapids Chamber of Commerce, the Greater CedarRapids Community Foundation, and area busi-nesses. The REACT Center serves as a receivingand refurbishing center for used computers fromRockwell Collins and other businesses with a goalto provide a student-to-computer ratio of 4 to 1. Theprogram hosts 250 schools and nonprofits annuallythroughout Iowa. Hands-on training is provided tostudents and teachers who build computers for theirown classrooms at the REACT Center. Greaterawareness is promoted in students and teachersregarding the use of real-world technology. TheCenter operates on the efforts of volunteers thatinclude 75 Rockwell Collins employees, retirees, andcommunity volunteers who donate approximately10,000 volunteer hours annually.
The REACT Program reduced the cost of recy-cling spent cathode ray tubes and liquid crystal dis-plays, improved cradle-to-grave control, and reducedconfusion during quality assurance audits atRockwell Collins. The real benefit has been the20,000 computers that have been donated to schoolsand nonprofits for further educations. Schools notonly receive computers, but teachers and studentsare educated in the internal workings of comput-ers. Rockwell Collins, area businesses and theiremployees, and retirees have enhanced the com-munity in which they live and work.
Management
Integrated Product Team Effective FlowDown of Metrics
Rockwell Collins’ Cedar Rapids management hasestablished a new company procedure that first es-tablished enterprise goals and metrics, then flowedrespective aspects of those goals and metrics downto product teams. Pertinent goals and associatedmetrics are further flowed down to respective workcells and production line teams. Conversely, workcells gather required data to flow the metric infor-mation up to higher management, effectively creat-ing enterprise line-of-sight goals and metrics.
Until recently, the Rockwell Collins Cedar Rapidsfacility did not use metrics effectively to help theenterprise achieve organizational goals. Company

27
goals and associated metrics varied from one Inte-grated Product Team (IPT) to another. In somecases, company product/customer goals and associ-ated metrics were created in isolation of the enter-prise. Company management saw a need to im-prove the line of sight between enterprise metricsand those on the shop floor. Management also real-ized that a reduction in variation of the many goalsand metrics between product and customer wouldresult in an alignment of enterprise goals, with animprovement needed that would give company em-ployees ownership of product results.
During the 2005 annual company operating plan-ning process, management set enterprise goals thatwere flowed down to the IPTs. Pertinent goalsand associated metrics were further flowed downto respective work cells and production line teams.This management process effectively establisheda line of sight from the enterprise to the facilitythrough the IPT and finally down to the work cellor production line team. To comply with this pro-cess, lower-level team leaders are empowered togather the required data needed to measure therespective metric. With production line personnela part of resultant metrics, ownership of lower-level processes is accomplished. Factory floor andproduction mangers are responsible for achievinggoals, gathering quantitative metrics, and provid-ing corrective actions for those goals and metricsthat are not satisfactorily achieved. The estab-lished line of sight provides a new flow down ofmetrics that empowers the heart of the organiza-tion and has improved employee performance atRockwell Collins, with all entities measuring theirresults in relation to common goals.
Lean Cost System
Rockwell Collins had a labor and material stan-dards-based cost accounting system that was verylabor-intensive. Overhead rates were developed at ahigh level and spread across all products in the com-pany. As part of a corporate effort to focus on lifecycle value stream mapping, Rockwell Collinstransitioned to a new method of manufacturing costrecovery using material as the base with conversionfactors for labor. Product cost pools were createdthat replaced outdated overhead pools and alignedcost more accurately to the specific products, sup-porting improved company business decisions.
Rockwell Collins’ Cedar Rapids facility previouslyused a traditional cost accounting system that re-quired labor standards – a labor realization programwith detailed labor performance reporting (Figure2-9). In recent years the touch-labor component ofproducts at Rockwell Collins had dropped signifi-cantly. This previous system was labor-intensiveand lacked variance analysis tools. During 2002 thiscost accounting system was reviewed for possiblechanges as part of a transformation strategy that re-focused the company on enterprise life cycle valuestream management (LCVSM), an approach that in-tegrates and coordinates processes (i.e., planning, or-der capture, development, manufacturing, service andsupport). Process integration and coordination tightenand streamline the actions and decisions that drivecustomer value. Overall corporate goals in LCVSMoptimization include supporting cellular manufactur-ing processes, giving cells greater flexibility, aligningfactory measures with financial commitments, andimproved alignment with LCVSM concepts.
Rockwell Collins changed its financial system in2004 to a standard cost based on material, material-related overhead (MRO), and conversion costs devel-oped and allocated for each product cost pool (PCP) –a group of like systems with similarities such as func-tionality, technology, capital test equipment, and useof a common support team (Figure 2-9). Allocatingcapital and other costs to product cost pools createsgreater awareness and increased scrutiny of invest-ment costs being charged directly to the primaryusers. Conversion and activity rates are developedand updated quarterly for each PCP. Centers of Ex-cellence (COEs) – or manufacturing cells – wereestablished for parts of the company that supportmore than one PCP, such as a process center. COEconversion costs become a fixed assessment thatflows to product cost pools. COE costs flow back toPCPs based on amount of material routed throughthe COE. The lean cost goal is to accurately aligncost to each product, resulting in better decisions.Ultimately a product’s standard cost is comprisedof three items that include material standard cost,MRO, and conversion costs. (PCP conversion costsinclude prorated COE costs.)
Material forms the standard basis in the new sys-tem versus both material and labor (Figure 2-10).In addition to eliminating labor standards/labor per-formance reporting and associated processes andsystems, the new cost system provides corporateenablers that include:
• Better alignment and support for corporate

28
LCVSM goals• Better visibility and accountability at product
cost level• Emphasis on capturing cost assumptions from
product conception to bidding and execution• Better collaborative work within PCPs, pro-
viding new productivity measures such as ac-ceptance rate, on-time delivery, scheduleattainment, material shortages, and otherkey metrics
The implementation of the Lean Cost System hasenabled Rockwell Collins to make better businessdecisions that have promoted sustainable and prof-itable company growth.
Lean Supply Program
The implementation of theLean Supply Program atRockwell Collins has enabledthe company to significantlyimprove the productivity,quality, and cost savings of itssuppliers by involving its sup-pliers in learning and apply-ing lean concepts.
In 1999 Rockwell Collinsinitiated the Lean Supply Pro-gram (LSP) intended to ben-efit selected suppliers inter-ested in improving theirinternal processes for enter-prise cost savings. The LSPis an evolutionary process
that incorporates four phasesof supplier involvement.Phase one identifies suppliersinterested in participating anddefines the number of leanevents that will occur. Phasetwo targets the lean events forscorecard and improvements.Phase three adopts best prac-tices and trains team mem-bers in lean and lean sustain-ment. Future plans scheduledfor 2007 include the implemen-tation of new concepts bymerging lean and Six Sigmamethodologies into one refinedmethodology. Based on lead-time, on-time delivery, quality,
inventory turns, and spend, suppliers were selectedthat had the most impact on Rockwell Collins op-erations. Focus on specific commodity areas wasinitially addressed based on impact
The teaming plan emphasized supplier growth andstability. A supplier introduction to lean method-ologies and primary objectives established the nec-essary boundaries, followed closely by strategies,measurement tactics, and initial opportunities forimprovement. Following implementation, supplieroperations were reviewed for current accomplish-ments in accordance with objectives. Next, improve-ment workshops were conducted and conditionswere analyzed. Gaps from the plan were identified
euneveR
:sseL dradnatStsoC
nigraM ssorG
:sseL rehtOSOC
tiforP ssorG
lairetaMdetaleR
.fnaMdetaleR
+
lairetaMdradnatS
detaleR lairetaMdaehrevO
robaLdradnatS
detaleR robaLdaehrevO
.fnaMdetaleR
+ CSLP
retneC enihcaMstsoC
dorP tsoPdetaleR
Figure 2-9. Old Income Statement Flow
euneveR
:sseL dradnatStsoC
nigraM ssorG
:sseL
tiforP ssorG
lairetaMnoisrevnoC
detaleR lairetaMdaehrevO
noisrevnoC PCPstsoC
.fnaMstsoC
dorP tsoPesnepxE
lairetaMdradnatS
– noNdradnatS
PCP rehtOstsoC noisrevnoC
fO sretneCecnellecxE
Activity Rate .fnaM rehtO
esnepxE
snoitairaV
Figure 2-10. New Income Statement Flow
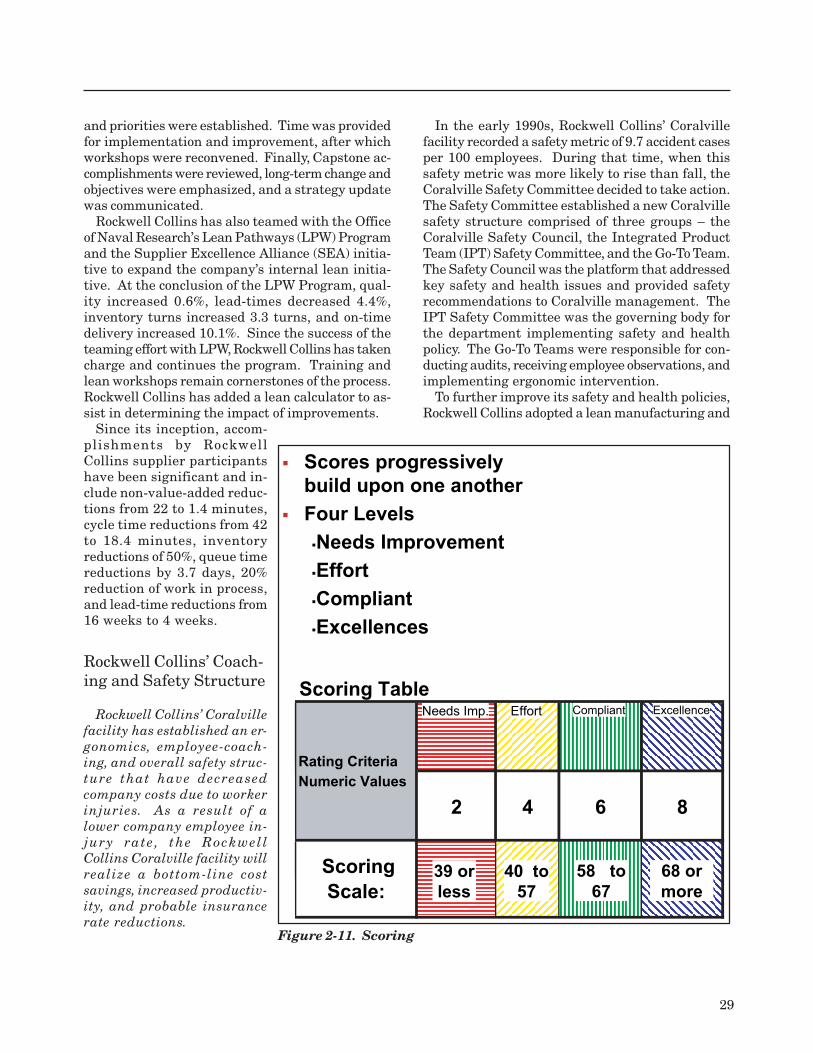
29
and priorities were established. Time was providedfor implementation and improvement, after whichworkshops were reconvened. Finally, Capstone ac-complishments were reviewed, long-term change andobjectives were emphasized, and a strategy updatewas communicated.
Rockwell Collins has also teamed with the Officeof Naval Research’s Lean Pathways (LPW) Programand the Supplier Excellence Alliance (SEA) initia-tive to expand the company’s internal lean initia-tive. At the conclusion of the LPW Program, qual-ity increased 0.6%, lead-times decreased 4.4%,inventory turns increased 3.3 turns, and on-timedelivery increased 10.1%. Since the success of theteaming effort with LPW, Rockwell Collins has takencharge and continues the program. Training andlean workshops remain cornerstones of the process.Rockwell Collins has added a lean calculator to as-sist in determining the impact of improvements.
Since its inception, accom-plishments by RockwellCollins supplier participantshave been significant and in-clude non-value-added reduc-tions from 22 to 1.4 minutes,cycle time reductions from 42to 18.4 minutes, inventoryreductions of 50%, queue timereductions by 3.7 days, 20%reduction of work in process,and lead-time reductions from16 weeks to 4 weeks.
Rockwell Collins’ Coach-ing and Safety Structure
Rockwell Collins’ Coralvillefacility has established an er-gonomics, employee-coach-ing, and overall safety struc-ture that have decreasedcompany costs due to workerinjuries. As a result of alower company employee in-jury rate , the RockwellCollins Coralville facility willrealize a bottom-line costsavings, increased productiv-ity, and probable insurancerate reductions.
In the early 1990s, Rockwell Collins’ Coralvillefacility recorded a safety metric of 9.7 accident casesper 100 employees. During that time, when thissafety metric was more likely to rise than fall, theCoralville Safety Committee decided to take action.The Safety Committee established a new Coralvillesafety structure comprised of three groups – theCoralville Safety Council, the Integrated ProductTeam (IPT) Safety Committee, and the Go-To Team.The Safety Council was the platform that addressedkey safety and health issues and provided safetyrecommendations to Coralville management. TheIPT Safety Committee was the governing body forthe department implementing safety and healthpolicy. The Go-To Teams were responsible for con-ducting audits, receiving employee observations, andimplementing ergonomic intervention.
To further improve its safety and health policies,Rockwell Collins adopted a lean manufacturing and
Figure 2-11. Scoring
ylevissergorp serocSrehtona eno nopu dliub
sleveL ruoFtnemevorpmI sdeeN
troffEtnailpmoC
secnellecxE
elbaT gnirocS
airetirC gnitaR
.pmI sdeeN troffE tnailpmoC ecnellecxE
seulaV ciremuN
8642
ro 93ssel
ot 0475
ot 8576
ro 86erom
gnirocS:elacS
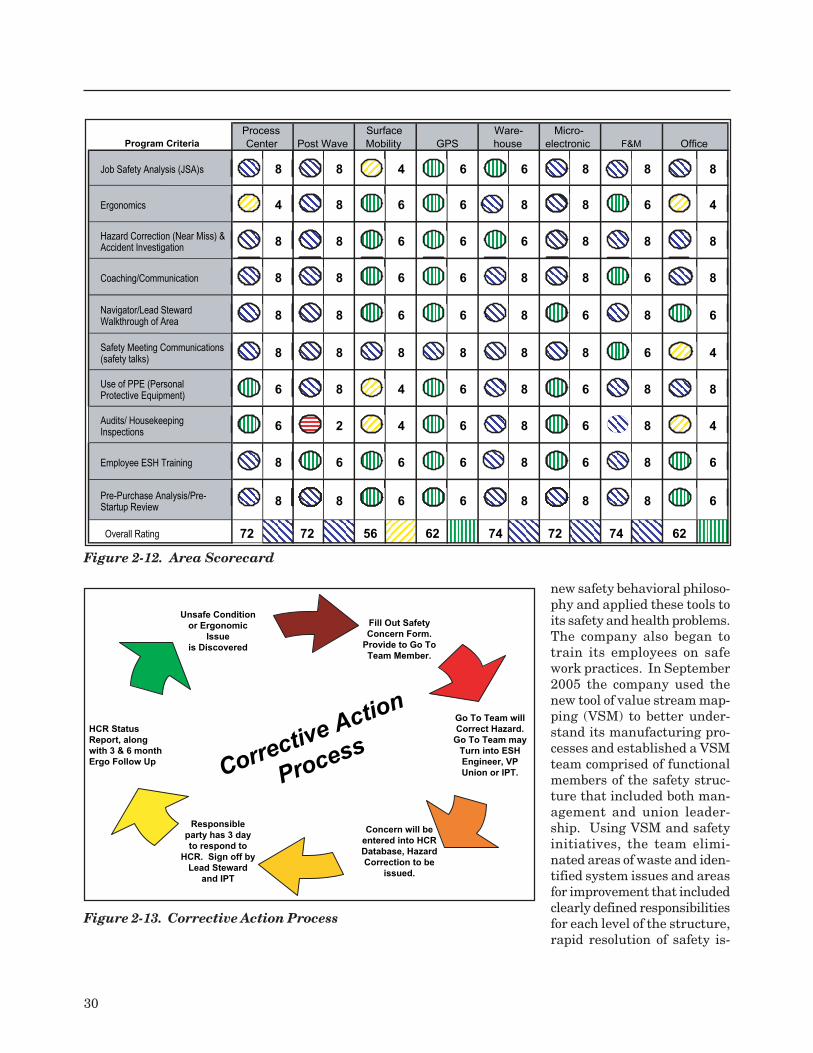
30
new safety behavioral philoso-phy and applied these tools toits safety and health problems.The company also began totrain its employees on safework practices. In September2005 the company used thenew tool of value stream map-ping (VSM) to better under-stand its manufacturing pro-cesses and established a VSMteam comprised of functionalmembers of the safety struc-ture that included both man-agement and union leader-ship. Using VSM and safetyinitiatives, the team elimi-nated areas of waste and iden-tified system issues and areasfor improvement that includedclearly defined responsibilitiesfor each level of the structure,rapid resolution of safety is-
Figure 2-12. Area Scorecard
airetirC margorP
s)ASJ( sisylanA ytefaS boJ 88866488
scimonogrE 46886684
& )ssiM raeN( noitcerroC drazaH noitagitsevnI tnediccA 88866688
noitacinummoC/gnihcaoC 86886688
drawetS daeL/rotagivaNaerA fo hguorhtklaW 68686688
snoitacinummoC gniteeM ytefaS)sklat ytefas( 46888888
lanosreP( EPP fo esU)tnempiuqE evitcetorP 88686486
gnipeekesuoH /stiduA snoitcepsnI 48686426
gniniarT HSE eeyolpmE 68686668
-erP/sisylanA esahcruP-erPweiveR putratS 68886688
gnitaR llarevO 27 6527 26 47 27 47 26
SPG-eraW
esuoh ecafruS
ytiliboMevaW tsoP ssecorP
retneC-orciM
eciffOcinortcele M&F
Figure 2-13. Corrective Action Process
ytefaS tuO lliF.mroF nrecnoC
oT oG ot edivorP.rebmeM maeT
eb lliw nrecnoC RCH otni deretne drazaH ,esabataD
eb ot noitcerroC.deussi
elbisnopseR yad 3 sah ytrap
ot dnopser ot yb ffo ngiS .RCH
drawetS daeLTPI dna
lliw maeT oT oG.drazaH tcerroC
yam maeT oT oG HSE otni nruT PV ,reenignE.TPI ro noinU
sutatS RCH gnola ,tropeR
htnom 6 & 3 htiwpU wolloF ogrE
noitidnoC efasnU cimonogrE ro
eussIderevocsiD si
Corrective Acti no
Pr co ess

31
sues, and management support to resolve any prob-lems related to safety structure.
To address the timely correction of workplace haz-ards, Coralville personnel established a safety struc-ture that defined a pairing of Rockwell Coralville per-sonnel and union leadership team members. Thenew arrangement paired the plant manager with theunion president, the Human Resources/Environmen-tal, Safety & Health engineer with the union vicepresident, the department navigator with the leadsteward, and the plant facilitator with the union stew-ard. The new policy also addressed the issue of pre-venting program requirements from becoming theresponsibility of one employee. New problems wouldbe addressed at the time of their occurrence.
To provide management a means for measuringthe adequacy of the company’s safety performance,the revised structure established managementmetrics to validate management safety issues. Asafety assessment score identifies areas for improve-ment and areas of success. Safety action items areplaced in an improvement plan with defined tasksthat are to be completed each month. The actionitems from the plan are reviewed monthly and arescore of assessments occurs quarterly. When theplan is completed, management is tasked to reas-sess the facility’s safety performance.
The revised structure implemented a safetyscorecard that is linked to the Coralville Safety Busi-ness Plan and Assessment process. The scorecardmeasures 10 areas fundamental to program success.The assessment criteria continually improve as per-formance increases. The IPT and union partner usea scoring approach (Figure 2-11) to measure and recordoverall facility metrics on a scorecard (Figure 2-12).
The Coralville Safety Committee also established ahazard corrective system that manages ergonomicintervention, hazard corrections, audit findings, nearmisses, and corrective actions. The Hazard Correc-tive System identifies the responsible party for initi-ating as the owner of a hazard correction or ergonomicintervention. The system allows three days to ad-dress the hazard issue. The system will track theissue until its corrected. Management is issued aweekly report that identifies the issues status as ei-ther No response or Open, and 3- and 6-month followupin concert with the Safety Committee’s Corrective Ac-tion Process (Figure 2-13).
The Coralville Safety Committee established a safetycoaching process and a means for ergonomic inter-ventions. The coaching process allows employees tocoach others on safe work practices, offer suggestions,
and identify at-risk behaviors. All employees are tobe coached quarterly. The ergonomic interventionprocess allows employees to report problem systems.When problems are reported, the Go-To Team con-ducts an ergonomic intervention that includes an on-site evaluation by an ergonomics specialist or an er-gonomics team, with resolution followup at 3- and6-month intervals.
The Coralville Safety Committee implemented ahealth case-management system that provides on-siteheath services, biweekly case management meetings,health-problem treatment plans, and a company-pro-vided physician on-site. To sustain facility complianceand health and safety awareness, the company pro-vides a 2-year training plan that complies with com-pany policies and training required by regulation.
The benefits of this extensive employee heath andsafety plan are a facility that is compliant with stateand federal regulations and cost avoidance throughinjury prevention. Rockwell Collins managementknows that a lower injury rate with fewer injurieswill result in bottom-line cost savings, productivity in-creases, and probable insurance rate reductions. Thesepotential cost savings are evidenced by a decrease inincident and injury rates per 100 employees, a 54%reduction in workers’ compensation claims, and a 74%reduction in workers’ compensation dollars.
Supply Chain Management
Rockwell Collins has implemented a proactive sup-ply chain management system characterized by cen-tralized policy, guidance, robust automation, and sup-plier feedback at senior-management levels. Theautomation has successfully allowed the company toredirect expertise to more strategic tasks that supportsupply chain development in earlier product designphases and supply chain monitoring.
Rockwell Collins’ Cedar Rapids facility is a globalelectronics manufacturer with approximately $1.3 bil-lion of direct and indirect spending. Rockwell Collinsset as its vision “a supply chain state characterized byhands-free, highly automated processes, with a scopethat spans from product design through shipment toour customers and payment of our suppliers.” Thishighly automated process was a lofty but realistic goalgiven the company’s more than $1 billion purchasetransactions a year. Another thrust of the automa-tion of purchases was to transfer buyers from tradi-tional tasks to more strategic functions such as sup-

32
ply chain capability roadmaps and proactive supplychain development and monitoring.
The Rockwell Collins vision had to be imple-mented by being highly integrated with suppliersthat provided high-quality products on schedule. Tosupport this, Rockwell Collins provided centralizedstrategy and tools that included processes and pro-cedures, spend aggregation, enterprise supply agree-ments, and comprehensive e-business tools. Execu-tion is decentralized and focused on execution ofprocurement in support of material resource plan-ning, planning and scheduling, plant-unique procure-ments, and plant-procurement support. To worktoward this vision, Rockwell Collins implemented awell-thought-out management structure with theSupplier Alliance Advisory Council (SAAC) com-prised of managers from key suppliers, each of whomserve 3-year terms.
The SAAC provides valuable input into the futuredirection of supply chain strategies. Other oppor-tunities are provided for supplier feedback and rec-
ognition at events such as the annual SuppliersConference. Quarterly reviews with commodityteams and their leaders are conducted by SupplyChain Steering Team members who provide hands-on guidance and help link company goals and re-sources for these teams. Another element of thesupply chain management structure includes aninternal Best Practice Team that shares lessonslearned and best practices. The 22 enterprise com-modity teams consist of a cross-functional team re-sponsible for the commodity management of mate-rial and services. The charter of theCross-Functional Team is to identify, develop, andmaintain a supply base (by commodity or technol-ogy) to meet or exceed customer needs. By mostmajor metrics, these teams are accomplishing theirgoal. Between 2003 and 2005, on-time deliveriesincreased 5.5%, lead-times were reduced by 23%,shortage reduction was 30%, and suppliers linkeddirectly to the SupplyCollins Web site or by portal-to-portal automation had increased significantly.

S e c t i o n 3
Information
33
Production
Airborne Miscellaneous Products Self-Managed Work Team
In late 2005 Rockwell Collins piloted a new self-directed production group responsible for schedul-ing, building, requesting new kits, tracking part short-ages, and other varied administrative activities.Operators within the group cross-train one anotherand monitor safety and quality issues. Improvedmorale and process flow changes within the grouphave resulted in a 30% reduction in cycle time withinthe work cell and 100% on-time deliveries.
Prior to November 2005, all manufacturing workteams at Rockwell Collins required assembly opera-tors, test technicians, and inspectors as well as a pro-duction manager or supervisor. All problems with as-sembly line schedules and material were handled bydesignated schedulers and production managers, re-spectively. Administrative issues such as overtime andvacation schedules were handled strictly by the areaproduction manager. Operators on the teams had lim-ited visibility regarding their individual contributionsto overall line output and productivity. In cases whereoperators were not comfortable voicing concerns to theirmanagers about difficulties they encountered, build is-sues often took a long time to resolve.
There is now one self-managed work team at theRockwell Collins Cedar Rapids facility. An assemblyteam of operators working on three mature produc-tion lines was chosen to pilot the process. At the on-set, the team was trained in and conducted a valuestream mapping lean event, after which they devel-oped a new process flow and layout for the area. Thegroup also began using a whiteboard to track bothdaily output goals versus. actual quantities achievedand backlogs from previous months. The work teamis responsible for scheduling and building products ontheir lines, resolving build issues that occur, releas-ing new kits to the floor, and tracking part shortages.The operators within the group hold regular standupmeetings to review the status of the production sched-ule and discuss new problems. In addition, operatorswithin the cell cross-train one another, which enables
cross-trained operators to cover where needed in thecase of vacation or illness. Members of this grouphave also been trained to monitor their own safetyconditions and perform quality audits regularly. Lead-ership roles within the team are voluntary.
Due to the success and self-motivation of one par-ticular work area, management initiated the Self-Managed Work Team whose members possess a greatsense of pride and ownership in their work. Decisionswithin the group are made as a team. Initial resultsof the team include a steady rate of production, a highrate of schedule realization, and a reduction in work-manship defects found in test. Schedule and processlayout improvements have resulted in a 30% reduc-tion in cycle time. The team has had 100% on-timedeliveries since its inception.
Demand Planning and Execution Process
Rockwell Collins began a new demand planning andexecution process that involves several facets of thecompany including the integrated product teams, theprogram office, and the master planning groups. Dur-ing monthly meetings, upcoming production builds arediscussed and scheduled, and adjustments are madeto the master production schedule as necessary. Thenew process has resulted in increased communicationamong organizations and reduced manufacturing lead-times due to optimized schedules.
Prior to 2001, Rockwell Collins did not have an ef-fective process for planning and executing factory de-mand. Meetings to discuss and share informationamong cross-functional groups were scheduled on anad hoc basis and were often seen as an inconvenience,which resulted in minimal attendance. The functionof each organizational representative in the planningand execution process was unclear. The program of-fice was not usually represented at group meetings,resulting in scheduling and production decisions tp bemade without its consent. This occasionally createdsituations in which manufacturing was forced to rear-range schedules to be able to meet the demands ofcertain programs. It was often difficult for manufac-turing to quickly recover when forced to accommo-date short lead-time orders, and there was also no
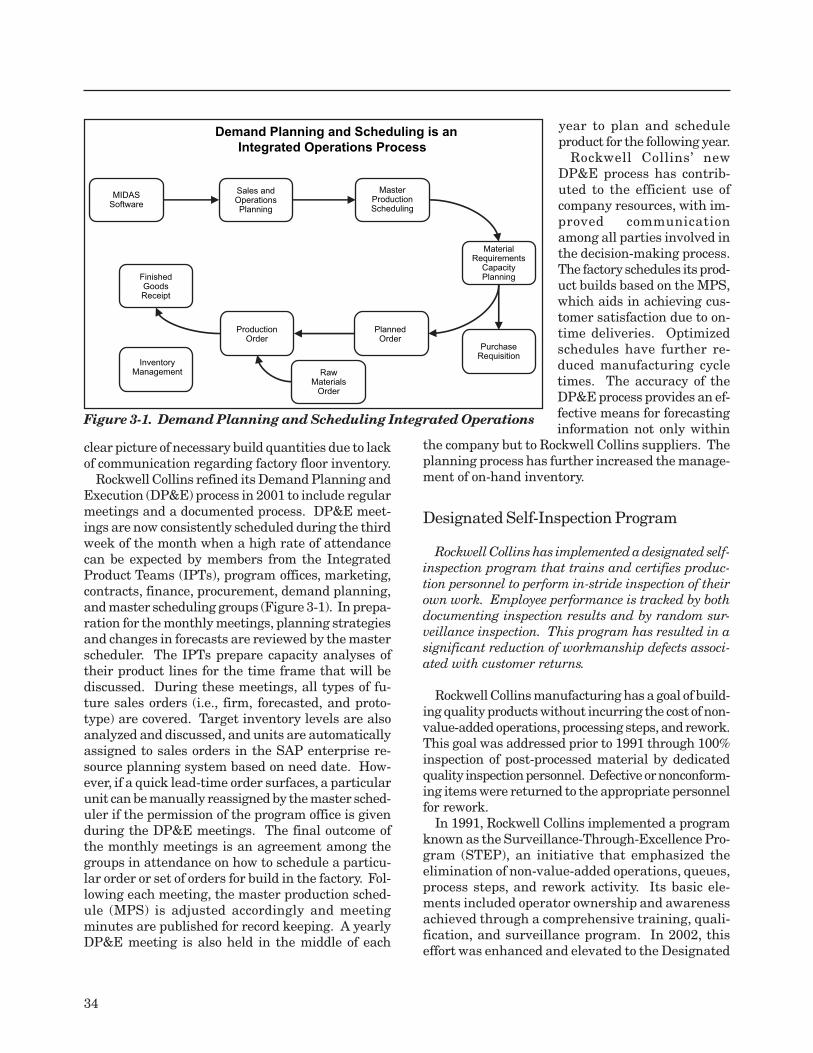
34
clear picture of necessary build quantities due to lackof communication regarding factory floor inventory.
Rockwell Collins refined its Demand Planning andExecution (DP&E) process in 2001 to include regularmeetings and a documented process. DP&E meet-ings are now consistently scheduled during the thirdweek of the month when a high rate of attendancecan be expected by members from the IntegratedProduct Teams (IPTs), program offices, marketing,contracts, finance, procurement, demand planning,and master scheduling groups (Figure 3-1). In prepa-ration for the monthly meetings, planning strategiesand changes in forecasts are reviewed by the masterscheduler. The IPTs prepare capacity analyses oftheir product lines for the time frame that will bediscussed. During these meetings, all types of fu-ture sales orders (i.e., firm, forecasted, and proto-type) are covered. Target inventory levels are alsoanalyzed and discussed, and units are automaticallyassigned to sales orders in the SAP enterprise re-source planning system based on need date. How-ever, if a quick lead-time order surfaces, a particularunit can be manually reassigned by the master sched-uler if the permission of the program office is givenduring the DP&E meetings. The final outcome ofthe monthly meetings is an agreement among thegroups in attendance on how to schedule a particu-lar order or set of orders for build in the factory. Fol-lowing each meeting, the master production sched-ule (MPS) is adjusted accordingly and meetingminutes are published for record keeping. A yearlyDP&E meeting is also held in the middle of each
year to plan and scheduleproduct for the following year.
Rockwell Collins’ newDP&E process has contrib-uted to the efficient use ofcompany resources, with im-proved communicationamong all parties involved inthe decision-making process.The factory schedules its prod-uct builds based on the MPS,which aids in achieving cus-tomer satisfaction due to on-time deliveries. Optimizedschedules have further re-duced manufacturing cycletimes. The accuracy of theDP&E process provides an ef-fective means for forecastinginformation not only within
the company but to Rockwell Collins suppliers. Theplanning process has further increased the manage-ment of on-hand inventory.
Designated Self-Inspection Program
Rockwell Collins has implemented a designated self-inspection program that trains and certifies produc-tion personnel to perform in-stride inspection of theirown work. Employee performance is tracked by bothdocumenting inspection results and by random sur-veillance inspection. This program has resulted in asignificant reduction of workmanship defects associ-ated with customer returns.
Rockwell Collins manufacturing has a goal of build-ing quality products without incurring the cost of non-value-added operations, processing steps, and rework.This goal was addressed prior to 1991 through 100%inspection of post-processed material by dedicatedquality inspection personnel. Defective or nonconform-ing items were returned to the appropriate personnelfor rework.
In 1991, Rockwell Collins implemented a programknown as the Surveillance-Through-Excellence Pro-gram (STEP), an initiative that emphasized theelimination of non-value-added operations, queues,process steps, and rework activity. Its basic ele-ments included operator ownership and awarenessachieved through a comprehensive training, quali-fication, and surveillance program. In 2002, thiseffort was enhanced and elevated to the Designated
Figure 3-1. Demand Planning and Scheduling Integrated Operations
an si gniludehcS dna gninnalP dnameDssecorP snoitarepO detargetnI
retsaMnoitcudorPgniludehcS
lairetaM stnemeriuqeR
yticapaCgninnalP
esahcruPnoitisiuqeR
dennalPredrO
noitcudorPredrO
waR slairetaM
redrO
yrotnevnItnemeganaM
dehsiniFsdooGtpieceR
dna selaSsnoitarepO
gninnalP
SADIMerawtfoS

35
Self-Inspection (DSI) Program. DSI includes the keytenets of STEP and the direct alignment with leanelectronics and cellular manufacturing objectivesthrough the inclusion of team concepts.
Under DSI, operators receive extensive trainingin accordance with Rockwell Collins quality man-agement specifications. Operators must demon-strate defect-free performance for a period of 20working days, after which they undergo and com-plete the qualification process. Once operators arequalified, they perform self-inspections according toguidelines provided within the individual work in-structions and are subject to random surveillanceinspections. Operators are required to post the re-sults of their self-inspections, which are evaluatedwith the surveillance scores. Operators who fail tomaintain minimum requirements have their quali-fications removed and are subject to remediationand 100% external inspection.
Rockwell Collins insists that DSI support lean elec-tronics and cellular manufacturing by promotingemployee ownership and pride, which results inbetter product at reduced cost. This approach hasshown an improved customer acceptance rate of99.7% in 2005 and reduced workmanship defects incustomer returns from 14% in 1997 to 3% in 2005.
Enhanced Panelization for Automation
Rockwell Collins has implemented an en-hanced panelization automation process thateliminates the costs for expensive fixtures,scrap, and work in process, enabling just-in-timeprocessing and scheduling.
Automated processing of nonpanelized printedwiring boards (PWBs) requires dedicated fixturesincluding the management, storage, cleaning, re-pair and replacement of the fixtures. Largemultipanels with dimensions of 12"x18” were used,but scrap boards within the panels were inadvert-ently populated, producing unacceptable scrap costs.Multipanels that were populated and not neededwere considered excess inventory. Machine place-ment programs required offset readjustments (or“tweaking”) to ensure multipanel scrap boards (X-outs) did not get populated, resulting in unneces-sary rework cost.
Rockwell Collins enhanced the panels to scalablepanels that allow single- or multiple-board process-ing. The automated PWB panel generation is initi-
ated in the design phase using board size, quantity,technology and material cost as criteria. Multiformpanels containing the fewest number of boards arepreferred due to the improved panel rigidity andreduced dimensional areas in the artwork.Unipanels contain a single board with dimensionsnot less than 4"x4" and not more than 11½”x7½”including panel material. Multipanels containingmore than two or more boards cannot exceed11½”x17½”.
The Enhanced Panelization Process providesthe circuit designer with the following rules andrequirements:
• Query the design database to extract the printedwiring board outline
• Capture and map the X and Y segment of theoutline
• Use predetermined rules to create uni- or multi-form panels (default unipanel; if size is <4”, addadditional boards until >4” is met)
• Use predetermined rule set to define tab location• Use predefined rule set to determine X and Y
locations if multiform panel• Insert rails on the two longest edges• Use predefined rules to insert tabs• Add tab detail, fixture detail, tab X and Y
The Rockwell Collins Enhanced Panelization forAutomation process eliminates the costs for fixtures,reduces the scrap due to “bad images” in panels,reduces work in process, and enables just-in-timeprocessing and scheduling. Reduced solder pasteconsumption and reduced inventory levels for boardsthat are produced but not needed represent an ad-ditional cost savings. Manual versus automatedpanelization reduces processing time from one hourto two minutes. Rockwell Collins’ quality improve-ments include process control, stencil paste-and-part-placement accuracy, and greater structural supportby using smaller panels that reduce sagging whenmass reflow is performed.
GPS Customer-Returned Goods
Rockwell Collins is applying lean manufacturingprinciples to reduce the turnaround time of customer-returned goods to its customers by using a simplevisual indicator system that alerts employees to thoseassets that require immediate attention. This sys-tem promises to save up to 20% of the company’soverall turnaround time.

36
Rockwell Collins’ Cedar Rapids facility has begun re-ducing the amount of time it takes to return assets tothe field. Spurred by increasing turnaround time (TAT)and worsening on-time delivery (OTD), the companyhas targeted more than 14 product types of customer-returned goods (CRGs) to benefit lean thinking.
Prior to recently implemented solutions, RockwellCollins’ Coralville facility tracked its CRGs usinghandwritten tags, with significant time spent priori-tizing product and trying to interpret tags. The imple-mentation of a color-coded visual indicator method hasenabled every operator to know how long an assethas been in shop and which asset needs immediateattention. Additional improvements to the TAT weremade by direct shipping to and from the customers,eliminating duplicate handoffs in the paperwork por-tion of the process.
Although these changes are relatively new, evidencepoints to improved trends in both TAT and OTD.Benefits to using the visual system include improvedvisibility and tracking of prioritized items, elimina-tion of the need to access requisite information froma PC, and reduced workload scheduling. By reducingthe handoffs, this simple and inexpensive system hasthe potential to save up to 20% of the overall turn-around time.
HF-9000 Coupler Lean Event
A lean event conducted in the HF-9000 work cellfocusing on takt time and level loading has allowedthe Rockwell Collins Cedar Rapids facility to improveits value to the customer.
The Rockwell Collins Cedar Rapids facility recentlybenefited from a lean manufacturing event held earlyin 2006. The HF-9000 work cell dedicated a week inJanuary to establish level loading and establish takttimes to increase production. This was the sixth timea lean event was held in this particular area. Thefocus of the event was to ensure that takt times couldbe met. Takt is the German word for the baton thatan orchestra conductors uses to set the tempo of themusicians. In the manufacturing environment, takttime is the tempo or rhythm at which product mustbe produced to satisfy customer demand (availabletime divided by customer demand). For example, ifeight products must be produced in 8 hours of worktime, the takt time would be one hour or productmust “fall” off the end of the line every hour in orderto complete eight in 8 hours. Takt time is not howlong the product spends in the process to get produced;
a product could take weeks to assemble and have atakt time of minutes.
For this particular work cell, a takt time of 82 min-utes was calculated because the available work timeper shift was 410 minutes (480 minutes minus thetime spent for breaks, lunch, mandatory meetings,etc.) and the customer demand was 5 units per day.During the week, time observations indicated a bottle-neck in the process was well in excess of takt time – amathematical certainty that the cell could never meetcustomer demand without overtime or other means.Work that was performed by station 1 was moved tostation 2 to allow station 1 to meet takt time. Be-cause of the maturity in this area, the individuals in-volved on the team were able to make changes quicklyand balance the takt time of all individuals in the cell.
Data collected before and after the lean event weekindicate a smoother workflow and less variation inthe amount of time of each operator. Rockwell Collinsplans to continue improving cycle time and operator-to-operator cycle time variation.
Implementation of Program Data Tracker
The Rockwell Collins Cedar Rapids facility has imple-mented Program Data Tracker, a Web-based systemused to effectively communicate, track, and resolvedesign issues and document employee improvementsuggestions. Program Data Tracker also serves as adatabase of historical issues and solutions where oth-ers can see what actions have been taken to resolvesimilar problems, ensuring company knowledge andpast experience is retained.
The Rockwell Collins Cedar Rapids facility recentlyimplemented the Program Data Tracker (PDT), a Web-based system designed to keep track of design prob-lems and issues as they arise and to document em-ployee improvement suggestions. The company hashad no documentation process in place to capture de-sign issues or employee suggestions in thepreproduction build phase. As issues arose during thefactory build and test effort, a production support per-son was contacted to evaluate the situation, resolveit, or contact an expert to help find a solution. Theissue was not physically logged. If it was an idea forthe next design cycle, a mental note was taken, whichmay or may not have been remembered for incor-poration into the redesign.
Under the new system, new issues are immedi-ately recorded in PDT. The shop floor employeecan either direct input the issue into PDT or com-

37
plete a data sheet that is then entered by an adminis-trative assistant. The appropriate engineer to addressthe issue is identified, and the PDT system sends ane-mail alert notification to the originating employeeof the action. PDT also sends weekly e-mail remind-ers when an action becomes overdue.
PDT also serves as a database of historical prob-lems and solutions and records information that in-cludes:
• Action item identification number• The date an action was created• Name of originating party• Who it was assigned to• Due date• Priority (i.e., high, medium, low)• Status• Description of the problem• A notes section
Communication between the creator of the actionand the actionee regarding what steps have beentaken to resolve an issue also become part of therecord. Others can search the database to see whatsteps have been taken to resolve similar issues theymay be experiencing. PDT also tracks the length oftime it takes to resolve issues.
As a result of implementing the new PDT process,the Cedar Rapids facility projects a 10% savings inoverall labor. The PDT system will ultimately benefitthe quality and cost of the hardware by allowing agreater opportunity to incorporate ideas from the fac-tory into redesign cycles, making the hardware easierto build and test. PDT helpsensure actions are not forgot-ten but are documented,tracked, and closed. Its use asa historical database keepsknowledge and experiencewithin the company.
Low-Residue Flux andSolder Material Sets forSoldering Processes
Rockwell Collins has shiftedfrom the use of high-solid con-tent, rosin-based flux materialswithin its soldering processes tothe use of low-residue, moder-ate-activity fluxes. Driven by acorporate dedication to soundenvironmental practices and the
negative reliability impact of flux residue-induced cor-rosion, the company uses a multiobjective approach tomaterial and process selection. This approach ensuresthat production quality and end-item reliability aremaintained while sustaining environmentally friendlymaterials within the manufacturing process. RockwellCollins has experienced improvements in processingcharacteristics and improved cycle times, with no nega-tive impact to quality and joint integrity.
Rockwell Collins’ manufacturing processes formerlyused traditional electronic assembly flux materials withhigh-solids contents (i.e, rosin-based materials with lim-ited activity level). These materials were disadvanta-geous in that they were difficult to remove from com-pleted electronic assemblies and were susceptible tocorrosion and associated failure mechanisms.
Beginning with the 1988 Montreal Protocol, leg-islation and Presidential policy pushed to eliminatethe use of chlorofluorocarbons (CFCs) from manu-facturing processes. CFCs were used extensivelyin cleaning chemistry within the electronics indus-try. In response to the need to eliminate bannedCFC-based chemicals, the electronics industry ex-perienced a revolution of flux materials used in com-mon soldering processes. New low-residue, moder-ate-activity flux materials are currently qualified forRockwell Collins’ soldering processes. These mate-rials offer a high level of corrosion resistance in afully reacted condition. New flux materials are de-signed to aggressively promote solderable surfaces
Figure 3-2. Common Low Solids, Low-Residue Flux and SolderPaste Materials
ssecorPweNylevisserggaotdengisederaslairetamxulfweN tubsecafruselbaredlosfonoitaercehtetomorp
topnoisorrocfosmretninginebyletelpmoceb stnemnorivnedleifylbmessatsopriehtnilaitne
los“cigetartsafotraperaslairetamxulfweN ehthtiwnoitcnujnocni”ygetartsssecorpgnireddadnayrtsimehcssecorpgninaelcfonoitulove gniredloswolfererehpsomtatrenifonoitid
.seigolodohtem
tluseRmumitpOehtecudorPREHTEGOTgnikroWstnemelEeerhTllA
gninaelC gnixulF
gniredloS

38
while sustaining the corrosion resistance in post-assembly field environments.
The selection of the appropriate flux and soldermaterial results from an integrated soldering processstrategy that considers the soldering, fluxing, andcleaning processes simultaneously (Figure 3-2).Rockwell Collins established this complete approachafter failed attempts at optimizing each process inde-pendently. Only through the concurrent considerationof flux materials, cleaning process chemistry, and in-ert atmosphere reflow soldering methodologies hasRockwell Collins been successful in proposing identi-fication and specification of low solids, low-residue fluxand solder paste materials.
The benefits of this process improvement include:• Extended process windows with respect to clean-
ing time duration, cleaning effectiveness, and areduction in cleaning cycles required
• No detrimental impact on solder joint quality/integrity for most applications
• Improved process cycle times resulting in deliv-ery schedule benefits
Monte Carlo Simulation for Risk Analysis
Rockwell Collins’ Advanced Manufacturing Technol-ogy is undertaking the use of a new process using MonteCarlo simulation to gain general insight into the na-ture of processes, identify problems with system de-signs, and manage risk by understanding costs andbenefits. The introduction of this new capability willovercome the fundamental limitations of standardspreadsheet analysis.
Rockwell Collins has initiated the use of Monte Carlosimulation to measure the effects of uncertainty.Historically, Rockwell Collins has used traditionalspreadsheet analysis that attempted to identify un-certainty in one of three ways:
• Point estimates (using only the most likely val-ues for the uncertain variables)
• Range estimates (typically using best-case, worst-case, and most likely variables)
• What-if scenariosTraditional spreadsheet analysis, however, exhibits
the fundamental limitations of ordinary spreadsheets.For example, the user can only change one cell at atime, preventing the exploration of an entire range ofoutcomes. What-if analysis always results in a single-point estimate that does not include the likelihood ofachieving any particular outcome. While single-pointestimates might depict what is possible, they do notdepict what is probable.
The use of random numbers to measure the effectsof uncertainty have made Monte Carlo simulation ben-eficial to Rockwell Collins, with features that include:
• Acquisition of general insight into the nature ofthe process
• Identification of system design problems• Understandable costs and benefits are under-
standable that contribute to risk management• User-friendly and flexible spreadsheet depiction
Rockwell Collins demonstrated two specific examplesof Monte Carlo simulation that include a design-to-cost (DTC) material-estimating model, which is a fu-ture application under consideration, and a liquid crys-tal display (LCD) yield-analysis model. The DTCexample depicts a representative range and associ-ated probabilities for a material cost estimate. Themodel’s forecast chart shows the entire range andassociated probability for an assembly given the vari-ous sources of the cost estimates. The model’s combi-nation of cost and source of estimate depicted whichpart numbers contributed the most overall variation.The benefits include a more comprehensive analysisof underlying uncertainties while contributing to sen-sitivity analysis of parts that might need further con-sideration. The LCD yield analysis was undertakento determine the feasibility of an accurate predictionof scrap reduction costs if two noncritical design speci-fications on LCD bubble defects were modified.
Both application demonstrated benefits to RockwellCollins that include the description of possible rangevalues for each uncertain cell in a spreadsheet, easilydisplayed forecast charts that show an entire range ofpossible outcomes and the likelihood of achievingthem, easy capture of scenario results, display of criti-cal components, and inexpensive evaluation of deci-sions prior to implementation.
Point-of-Use Tooling/Kardex System
Rockwell Collins partnered with a local distributorto develop an automated and centralized system forcontrol, storage, retrieval, and reordering of commonlyused perishable machine tools used in its fabricationmanufacturing area. This system has effectively re-duced tool shortages and job stoppages due to short-ages, and machine downtime due to searching for theright tool in previously uncontrolled and decentral-ized storage locations.
Prior to 2001, the fabrication manufacturing areaof the Rockwell Collins Cedar Rapids facility experi-enced frequent, perishable tool shortages due to a

39
lack of control of these vital machine tools. No cen-tralized or secure inventory of these tools existedat this time, so machine operators were often forcedinto non-value-added activities such as searchingthrough the many distributed and uncontrolled toolstorage locations and tearing down machine setupswhen the proper tool could not be located for run-ning the scheduled machining job. A single point ofcontact for reordering tools did not exist and ma-chine operators often kept their own hidden inven-tory of tools; therefore, overall tool inventories wereoften much higher than necessary, even though therequisite tools were often unavailable.
Rockwell Collins decided to develop a centralizedand controlled inventory system for perishable ma-chine tools and partnered with one of its local dis-tributors to set up the system. Using a value streammap approach, Rockwell Collins engineers determinedthat machine operators were spending as much asone hour searching for tools during their machinesetup. A Kardex automated vertical carousel systemwas installed in a central location of the fabricationarea, which freed approximately 900 square feet offloor space previously occupied by a staffed tool cribstoreroom. To induct the standard set of tools, a partnumber and bar code were assigned to each tool and acatalog of the entire tool inventory was created andprogrammed into the Kardex carousel.
Rockwell Collins controls access to the tool inven-tory through employee badge numbers to ensure se-curity. After appropriate two-week inventory levelsare established in the carousel, the system softwarecontinually tracks inventory levels and automaticallyreorders at the appropriate, preset inventory triggerpoint. Trigger points are determined based upon an-ticipated tool life and cross- referenced with the an-ticipated workload in the manufacturing area.Rockwell Collins maintains an open blanket purchaseorder with its local tool distributor, and a representa-tive from the distributor delivers new tools once aweek. Both the distributor and Rockwell Collins em-ployees periodically check physical inventory accuracyof the carousel against the system software.
As a result of this new system, the Rockwell Collinsfabrication manufacturing area has eliminated out-ages and machine downtime due to tool inventoryerrors. Tool search-and-retrieval time has been re-duced to 5 minutes and reordering has been auto-mated, freeing Rockwell Collins employees from thisresponsibility – the combination of which has resultedin an estimated 1,200 man-hour savings annually.Rockwell Collins has also reduced the dollar value ofits perishable machine-tool inventory by 30%.
Preproduction Bidding Process
The Rockwell Collins Cedar Rapids facility insti-tuted a preproduction bidding process – a formalizedmethod for estimating costs of preproduction unitsby defining the estimating process to be used as wellas the roles, responsibilities, and information requiredto process the estimate. Implementing this processhas enabled the Cedar Rapids facility to realize a 50%reduction in preproduction costs per unit.
The Rockwell Collins Cedar Rapids facility insti-tuted a preproduction bidding process to ensure aconsistent and repeatable method for estimating thecost of preproduction units in the Product Transi-tion Integrated Product Team (PTIPT). Prior toimplementing the preproduction bidding process,there was not a well-defined way to estimate the costof preproduction units built in the PTIPT. Typically,the life cycle value stream leader would establish abudget based on inconsistent data and with no re-quest for input from the PTIPT or manufacturing.
The Preproduction Bidding Process is now a for-malized procedure that defines the estimating pro-cess to be used as well as the roles, responsibilities,and information required to process the estimate.Soon after a request for quote is received, a kickoffmeeting is held to engage personnel and make surethey understand the program. A preproduction esti-mate is then requested, which initiates the forma-tion of a preproduction estimating team and beginsthe bidding process. The Preproduction EstimatingTeam includes personnel from program management,engineering, design-to-cost (DTC), material, DTC fac-tory labor, test engineering and a manufacturing IPTleader. A product description is completed by theEngineering Department and includes a bill of mate-rial and design information. The product descrip-tion is analyzed by the Preproduction EstimatingTeam to develop the manufacturing support costs,the production test equipment, mature material costs,mature labor content, and the calculation of apreproduction multiplier.
The preproduction multiplier adjusts material andlabor costs above the mature design cost due to re-work, expediting, and other activities associated withnew design release and schedules. The multiplier isbased on nine factors that help define the com-plexity of the product and magnitude of theproject. The mature material and labor contentare then adjusted by the preproduction multiplierto develop the preproduction unit cost, which be-

40
comes part of the total bid package that is then pro-cessed, priced, and approved.
As a result of implementing the new process, thepreproduction multiplier has decreased from 4.5-5x in1999 to 1.5-2.2x today. This equates to over a 50%reduction in the preproduction cost per unit. This sys-tem is now consistent and repeatable. It saves timeby defining the process so that it does not need to bereinvented for each project, with estimates made on aconsistent basis from project to project. The processalso fosters communication between the necessarygroups such that the product that is being estimatedis well-defined. By ensuring that all relevant itemsare included in each bid and nothing is overlooked,improved accuracy is attained.
Preproduction Manufacturing ResourcePlanning
Rockwell Collins has implemented manufacturingresource planning functionality that allows proper al-location of costs and supports determining completionprogress of various hardware being built on a com-mon production line, even when funded from multiplegovernment cost-plus customers.
The Rockwell Collins Cedar Rapids facility was ina situation where government cost-plus contract ac-counting and the company Enterprise ResourcePlanning/Manufacturing Resource Planning (MRP)system forced separate build groups for eachcustomer’s contract, even though common engineer-ing development model (EDM) hardware was in-volved. The system in place made it difficult to ex-change common hardware and transfer costsbetween contracts if needed. The process was alsotime-consuming to release orders and requiredwork-completed percentages to be determined out-side the MRP system in spreadsheets. Entering datafrom the MRP system to the spreadsheets and backinto the MRP system was also prone to human er-ror. These problems were aggravated by the factthat the company was producing hundreds of EDMsystems on a preproduction cost-plus contract, withquantities expected to approach 1,000.
To allow for more efficient builds of common hard-ware for multiple customers, Rockwell Collins imple-mented a change to its MRP system. The newlyimplemented MRP functionality allows for all buildand test of common hardware to be performed inone group, regardless of different cost-plus customerorigins. These costs are then pegged automatically
to the correct contract and distributed using a pro-cess called “group pegging and distribution.”
Earned value and other claims reporting formerlyaccomplished external to the MRP system in spread-sheets are now accomplished in a new MRP work-bench, saving many hours of effort. Benefits of thisnew process include:
• One production build group as opposed to sepa-rate groups for each contract
• Efficiencies gained from one combined produc-tion line estimated to be more than $100,000per program/year
• Increased efficiency and accuracy for releasingorders to the factory floor
• Reduced order-release effort of 75% that im-proves accuracy and supports separate geo-graphic factory sites charging their time and as-semblies contributed during the build effort,nearly eliminating the need for cost transfers
Product Transition Community of Practice
The Rockwell Collins Cedar Rapids facility estab-lished the Product Transition Community of Practice,an enterprisewide knowledge-sharing group whose fo-cus is to develop and implement common processesand best practice methodologies that enable the tran-sition of new products into manufacturing. The groupeducates all Rockwell Collins sites on the Product Tran-sition Process and provides a means for sharing infor-mation and exploring various topics regarding newproduct transitions.
In January 2006 the Rockwell Collins Cedar Rapidsfacility established the Product Transition Commu-nity of Practice (CoP), a knowledge-sharing group thatpromotes the production transition process through-out the Rockwell Collins enterprise. Prior to the Prod-uct Transition CoP, minimal effort was focused on cre-ating consistency in new product transition practicesto be used throughout the enterprise, with key ele-ments of a practice often being missed. The new prod-uct transition procedure was released to formalize theprocess. However, there were variances in under-standing within the company’s different manufactur-ing facilities as to how it should be effectively used,and the process was never implemented to the de-sired level.
The Product Transition CoP functions as a resourcefor sharing information and exploring various top-ics regarding new product transitions within theRockwell Collins enterprise. The group’s charter

41
states that its mission is to “develop and implementcommon processes and best practice methodologieswhich can be tailored to meet the business needs ofthe various Rockwell Collins manufacturing loca-tions and enable the transition of new products intomanufacturing to improve Rockwell Collins’ bottom-line performance.”
To meet the goals of the charter, monthly tele-conferences are held, with face-to-face meetings heldtwo-to-three times a year. Representatives fromall U.S.-based Rockwell Collins manufacturing lo-cations are involved. Action items are logged andtracked during the meetings, with actions beingworked between meetings.
The Product Transition CoP has received excellentparticipation from production and quality personnelto help identify issues of concern in the transition ofnew products to production. A concentrated effort hasalso been made to involve and solicit input from rep-resentatives from regional locations outside of CedarRapids. Some of the initiatives underway include:
• Expanding the visibility of the transition processthroughout the enterprise through the creationof the Product Transition Web site and the dis-tribution of product transition pamphlets to in-ternal customers
• Revising the new product transition procedureto add details and make it more enterprisewide
• Improving the Production Readiness Reviewchecklist
• Developing a common format for a transition/manufacturing plan
The Product Transition CoP promotes understand-ing and implementation of the necessary product tran-sition practices across the enterprise. As commonmethodologies are developed, life cycle value streamleaders, engineers, and all other groups associated withintroducing new products into production can expectconsistent processes and behaviors. By using the sameset of guidelines, less time is spent determining howto do the work and more time can be devoted to actu-ally performing the work. Employing a consistentand proven process ensures that key activities willnot be overlooked and will be performed on time.Active participation across the enterprise results intotal employee ownership of the transition process.
Spend Analytics
The Rockwell Collins Cedar Rapids facility is devel-oping a new automated system to analyze spend dataand trends through the use of Business Warehouse, a
SAP (Rockwell Collins’ Enterprise Resource Planningsystem) data management system that will consoli-date SAP and non-SAP information in a central loca-tion to make spend analytics easily accessible and moreuser-friendly.
Rockwell Collins is developing a new automatedsystem to analyze spend data and trends. In the cur-rent system, all SAP (the Rockwell Collins enterpriseresource planning system) and non-SAP data are ag-gregated by a series of Excel and Access macros. In-formation is then exported to Excel files, PDF filesand the intranet, and updated only on a monthly ba-sis. Trending or historical data is not easily acces-sible. There are no graphs or drill-down features, onlystatic reports in Excel and PDF. With more than 20different reports, analyzing key performance measuresis difficult and time-consuming.
The new process will take SAP and non-SAP infor-mation (spend data, invoices, purchase orders, itemnumber, parts, delivery, quantity), and export it intoBusiness Warehouse (BW). BW acts as a central pointto make analyzing spend data more user-friendly andeasy to access. Users can manipulate data in BWand focus on key performance measures of interest.BW offers a means for Web-based reporting, graphs,and drill-downs.
In BW, users can decide what level they want todrill down top-level metrics. At the highest level, us-ers can see the last three fiscal periods and can tracktrends. Users can also see if items improved, did notchange, or worsened compared to the actual operat-ing plan. Data from the last fiscal month and currentperiod is available. At the next level, users can chartdata for a specific key measure. For example, sup-plier delivery over a 12-month period can be trackedto determine what percentage of deliveries were early,on time, or late. Supplier delivery can also be chartedby plant, number of days late, the ten worst suppliers,and the ten best materials groups. This informationcan be further drilled down to see company code, plant,part number, manager, buyer, vendor name, purchase-order number, material group, promised delivery date,on-dock date, days late, lots closed, and closed-lot value.
All information from BW is presented via theRockwell Collins intranet. The data is updated dailyor weekly, depending on the BW rules. Key metricsare reported, and trending and historical graphs areavailable. Filter, sort, e-mail, and print capabilitiesare available, and information can be exported toExcel and PDF files. The BW system offers rapidresults and a way to standardize metrics across theRockwell Collins enterprise.

42
Valor Optimization Software
After Coralville production personnel conducteda market survey of software vendors that special-ize in surface mount technology line balancing,the vendor Valor and its Trilogy 5000 Line Bal-ancer software was selected. As a result, theCoralville surface mount technology circuit boardproduction line benefited with reduced machinecycle times, an increase in on-time deliveries, andan increase in quality.
Rockwell Collins’ Coralville facility ProcessCenter is in the business of manufacturing cir-cuit boards for its parent company – RockwellCollins. Circuit boards produced use boththrough-hole and surface mount technology(SMT). Before the introduction of Valor optimi-zation software, Coralville personnel used a “cut-and-paste” approach on active machine program-ming code to manually rearrange the placementoperations for optimal SMT parts-placement or-ders. This manual method took from 4-8 hoursto accomplish, was prone to errors, and fre-quently did not result in an optimal SMT part-placement order.
Toward the end of 2004, Coralville productionpersonnel conducted a market survey on softwarevendor products that would optimize this process.Their survey resulted in the selection of the soft-ware vendor Valor and its Trilogy 5000 Line Bal-ancer software. In January 2005 RockwellCollins implemented the newly acquired software,which uses existing machine programs andgroups top and bottom circuit board side setupsinto one set-up operation. The Valor Trilogy 5000algorithms have optimized feeder setup and com-ponent placement paths, reduced circuit boardchangeover times between board sides, effec-tively utilized balanced feeders, and minimizedmachine cycle times.
As Coralville used the new Valor Trilogy 5000,machine cycle time was reduced 10%-15%, whiledaily changeovers increased from 56 in FY2004to 70 in FY2005. Work in process decreased from1,800,000 units in FY2004 to 1,500,000 in FY2005.On-time deliveries increased from 98.4% inFY2004 to 99.1% in FY2005, and quality defectsper million decreased from 134 in FY2004 to 106in FY2005.
Facilities
Maintenance Apprenticeship Program
The Rockwell Collins Apprenticeship Programfor maintenance personnel is a partnership amongRockwell Collins, the International Brotherhoodof Electrical Workers, and Kirkwood College thathas benefited all participants. The quality oftraining has allowed employees to acquire knowl-edge and skills, adding value to their job perfor-mance while increasing employee flexibility in theever-changing workforce.
Rockwell Collins’ maintenance personnel werepreviously divided into craft-specific job classifi-cations that included building operations,grounds maintenance, carpenters, plumbers, andpipe fitters among others. Employee responsi-bilities were limited to those within a specificjob code, allowing little flexibility in making jobassignments to address changing workload re-quirements. To eliminate the need to hire ex-ternal contractors and improve labor flexibility,Rockwell Collins combined all personnel underone multicrafted job description. However, sincepersonnel were not skilled in all crafts, the needfor a formalized training program to completethe worker skill set was identified.
Classroom instruction is now conducted 4-8hours per week through most of the 4-year train-ing program, with apprentice assignments fine-tuned to provide a broad-based skill set. Classesare held both on-site and off-site and taught byinstructors from Rockwell Collins and KirkwoodCommunity College. Training is RockwellCollins-specific in nature using company meth-ods and equipment, with initial focus on safety-related training such as forklift operation.
Partnering with the International Brotherhoodof Electrical Workers (IBEW) local and the De-partment of Labor, Rockwell Collins establishedthe Joint Apprenticeship and Training Commit-tee (JATC). The committee is actively involvedin the apprentice hiring process, determines thecontent of training, oversees the administrationof the program, monitors apprentice progress,and administers discipline as appropriate. TheJATC is comprised of equal membership fromboth Rockwell Collins and the IBEW local. Ap-

43
prenticeship candidates are approved by both thecompany and the IBEW, and chairperson and sec-retary roles alternate between company and theIBEW each year. JATC has developed a pointsystem to rank program applicants by their ex-perience levels to qualify for interviews. Thecommittee conducts experience interviews withstandardized questions to verify depth and qual-ity of experience. Qualified Rockwell Collins ap-plicants are given first consideration, then out-side applicants are considered.
The JATC is responsible for the content of eachclass and monitors effectiveness through course andinstructor evaluations. The JATC sets quarterly as-signment rotations to expose apprentices to all fac-ets of their responsibilities and to provide them theopportunity to work with experienced journeymen.Performance reviews are conducted at the conclu-sion of each rotational assignment. Apprentice testscores are monitored along with absenteeism, tardi-ness, and use of personal time to detect and correctnegative patterns. Certifications have also been addedto some apprentice skills.
The Rockwell Collins Apprenticeship Program hasdeveloped properly trained and multiskilled employ-ees, providing greater flexibility in assigning skilledemployees to meet tasking requirements. RockwellCollins has identified the Apprenticeship Programas providing cost savings versus outsourcing.
Management
Cross-Functional Product Support IntegratedProduct Teams and Life Cycle Value StreamManagers
Rockwell Collins has engaged a new structure tothat provides increased value to its customers. Lifecycle value steam managers will now be responsiblefor a product’s entire life cycle, leading to improve-ments in cost, quality, and delivery.
Rockwell Collins has implemented a new processin which life cycle value stream managers will beresponsible for a product’s entire life cycle. This is
a marked difference from the previous way of con-ducting business when organizations were designedaround functional area in which engineers designedthe products, manufacturing made the product, qual-ity audited it, and finance kept the books. In thisstove-piped organization, the many people workingon a single product within their functional area couldhave conflicting priorities. By suboptimizing eachof these disparate sections, requirements were sim-ply “thrown over the fence” to the next group. Littleinteraction or collaboration was possible, with theresultant lack of communication creating duplicatedefforts. Employees and customers suffered as a re-sult of this bureaucracy.
Under the new plan, Integrated Product Teams(IPTs) include engineers, procurement specialists,financial specialists, and manufacturing supportstaff. One program manager, or life cycle valuestream manager (LCVSM), is established as a focalpoint to coordinate efforts between different orga-nizations. Rockwell Collins has defined a product’slife cycle that describes the steps in a product’s evo-lution. The company’s life cycle defines both thetasks to be performed within each phase and mile-stones, with each milestone having clearly defineddecision areas and planning paths. This series ofdecision points (DPs) consists of everything fromthe strategic decision to enter a market to the deci-sion to exit a market. The new focus on customervalue and the integration of weaving all the DPsunder a single point of contact has made a differ-ence. Periodic reviews are held to allow the sepa-rate section under each LCVSM to relay informa-tion to the IPTs, with frequent transmission andfeedback of information creating unprecedentedcollaboration among the different IPTs. Collabora-tion obstacles and barriers will continue to be bro-ken down as this process becomes more ingrainedin the culture of Rockwell Collins.
This community of individuals will also allow allmembers of the value stream to provide input toeach other. Issues that were previously “thrownover” to manufacturing can now be addressed froman enterprise point of view. The ongoing break-down of communication and collaboration barrierswill position each value stream to become more agileand flexible in the future.

A p p e n d i x A
Table of Acronyms
ACRONYM DEFINITION
APA Advanced Process AnalysisAPO Automated Purchase Order
BOM Bill of MaterialBW Business Warehouse
CDR Critical Design ReviewCFC ChlorofluorocarbonCMS Chemical Management SystemCNC Computer Numerical ControlCOE Center of ExcellenceCoP Community of PracticeCRGs Customer-Returned GoodsCTD Cumulative Trauma Disorder
DAGR Defense Advanced GPS ReceiverDFM Design for ManufacturingDP Decision PointDP&E Demand Planning and ExecutionDPMs Defects Per MillionDSI Designated Self-InspectionDTC Design to Cost
EDM Engineering Development ModelEPA Environmental Protection AgencyeRFQ Electronic Request for QuoteES&H Environmental, Safety and HealthESD Electrostatic Devicee-Waste Electronic Waste
GPS Global Positioning System
IBEW International Brotherhood of Electrical WorkersIMPACT Integrated Master Parts Application ToolIPT Integrated Product Team
JACT Joint Apprenticeship & Training CommitteeJDAM Joint Direct Attack Munition
LCD Liquid Crystal DisplayLCVSM Life Cycle Value Stream Management/ManagerLPWs Lean PathwaysLSP Lean Supply Program
MII Manufacturing Introductory IndexMPS Master Production ScheduleMRO Material-Related OverheadMRP Manufacturing Resource Planning
A-1

A-2
ODS Ozone-Depleting SubstanceOFS Optical Feedback SystemOTD On-Time Delivery
PCB Printed Circuit BoardPCP Product Cost PoolPDM Product Documentation ManagementPDR Preliminary Design ReviewPDT Program Data TrackerPRR Production Readiness ReviewPTIPT Product Transition Integrated Product TeamPWB Printed Wiring Board
R&H Run and HoldREACT Rockwell Educational Access to Computer TechnologyRFQ Request for Quote
SEA Supplier Excellence AllianceSAAC Supplier Alliance Advisory CouncilSMT Surface Mount TechnologySRU Shop Replaceable UnitSTEP Surveillance-Through-Excellence Program
TAT Turnaround TimeTCAS Traffic Control Avoidance SystemTCO Total Cost of OwnershipTDAP Test Data Analysis ProgramTDMS Test Data Management System
TRR Test Readiness Review
VSM Value Stream Mapping
WI Work InstructionWIP Work in Process

Team Member Activity Function
Larry Halbig BMP Field Office - Indianapolis Team Chairman317-891-9901 Indianapolis, IN
Gail Lavrusky BMP Center of Excellence Technical Writer301-405-9990 College Park, MD
Team 1Randy Walker Naval Surface Warfare Center - Crane Team Leader812-854-52412 Crane, IN
Patrick O’Connor BMP Center of Excellence301-405-9990 College Park, MD
Steve Danley Frontier Electronic Systems Corp.405-624-5251 Stillwater, OK
Team 2
Peter Kampf Raytheon Integrated Air Defense Center Team Leader978-470-5992 Andover, MA
Sharon Thompson Naval Surface Warfare Center - Crane812-854-23752 Crane, IN
Pete Myers Northrop Grumman Corporation410-993-2966 Baltimore, MD
April Garrahan Tobyhanna Army Depot570-895-9433 Tobyhanna, PA
Team 3Don Hill BMP Field Office - Indianapolis Team Leader317-849-3202 Indianapolis, IN
Mike Cisnernos Naval Surface Warfare Center - Corona951-273-4926 Corona, CA
Todd Knepp Naval Surface Warfare Center - Crane812-854-5008 Crane, IN
Jennifer Sanz Northrop Grumman Corporation410-993-6768 Baltimore, MD
A p p e n d i x B
BMP Survey Team
B-1

B-2
Team 4
Al Lang BMP Field Office - Charleston Team Leader843-818-9498 Charleston, SC
Mary Weiland Naval Surface Warfare Center - Carderock703-696-0340 West Bethesda, MD
Tom Waller BMP Center of Excellence301-405-9990 College Park, MD

PRODUCT
FUNDINGMONEY
PHASING
TQM
COST
ASSESMENT
DESIGN TEST PRODUCTION FACILITIES LOGISTICS MANAGEMENT
DESIGN
REFERENCE
MISSION PROFILE
TRADE
STUDIES
DESIGN
PROCESS
PARTS &
MATERIALS
SELECTION
COMPUTER-
AIDED
DESIGN
BUILT-IIN
TEST
DESIGN
REVIEWS
BREAD BOARD
DEVELOPMENT
BRASS BOARD
DEVELOPMENT
PROTOTYPE
DEVELOPMENT &
REVIEW
DESIGN
REQUIRREMENTS
DESIGN
POLICY
DESIGN
ANALYSIS
SOFTWARE
DESIGN FOR
TESTING
CONFIGURATION
CONTROL
DESIGN
RELEASE
CONCEPT
STUDIES &
ANALYSIS
SPECIFICATION
DEV/ALLOCATION
VALIDATION
DESIGN FOR
ASSEMBLY
INTEGRATED
TEST
FAILURE
REPORTING
SYSTEM
UNIFORM
TEST
REPORT
SOFTWARE
TEST
DESIGN
LIMIT
LIFE
TEST, ANYLIZE &
FIX (TAAF)
FIELD
FEEDBACK
TEMP
DEVELOPMENT/
EXECUTION
SOFTWARE
SIMULATOR
MANUFACTURING
PLAN
QUALIFY
MANUFACTURING
PROCESS
PIECE PART
CONTROL
SUBCONTRACTOR
CONTROL
DEFECT
CONTROL
TOOL
PLANNING
SPECIAL TEST
EQUIPMENT (STE)
COMPUTER-AIDED
MANUFACTURING
(CAM)
MANUFACTURING
SCREENING
PRODUCTION
FABRICATION
ENVIRONMENTAL
ISSUES
MODERNIZATION
FACTORY
IMPROVEMENTS
PRODUCTIVITY
CENTER
FIELD VISITS/
SITE SURVEYS
SUPPORTABILITY
ANALYSIS
MANPOWER &
PERSONNEL
SUPPORT &
TEST
EQUIPMENT
TRAINING
MATERIALS &
EQUIPMENT
SPARES
TECHNICAL
MANUALS
LOGISTICS
ANALYSIS
DOCUMENTATION
MANUFACTURING
STRATEGY
DATA
REQUIREMENTS
PRODUCTION
BREAKS
PREPARE
REQUIREMENT
DOCUMENTS
DESIGN/
MILESTONE
REVIEW PLANNING
TECHNOLOGY
BASE
ANALYSIS
DIM. MANUF.
SOURCES & MAT.
SHORTAGE (DMSMS)
PERSONNEL
REQUIREMENTS
TECHNICAL
RISK
ASSESSMENT
DETERMINING
DEFINING NEED
FOR SYSTEM
QUALITY
ASSURANCE
MAKE OR BUY
DECISIONS
SCHEDULE
& PLANNING
TRANSITION PLAN
NEW PMWS
TEMPLATES
A p p e n d i x C
Critical Path Templates and BMP Templates
This survey was structured around and concentrated on the functional areas of design, test, production,facilities, logistics, and management as presented in the Department of Defense 4245.7-M, “Transition fromDevelopment to Production” document. This publication defines the proper tools-or templates-that consti-tute the critical path for a successful material acquisition program. It describes techniques for improvingthe acquisition process by addressing it as an industrial process that focuses on the product’s design, test,and production phases which are interrelated and interdependent disciplines.
The BMP program has continued to build on this knowledge base by developing 17 new templates thatcomplement the existing DOD 4245.7-M templates. These BMP templates address new or emerging tech-nologies and processes.
“CRITICAL PATH TEMPLATES
TRANSITION FROM DEVELOPMENT TO PRODUCTION”
C-1
FOR
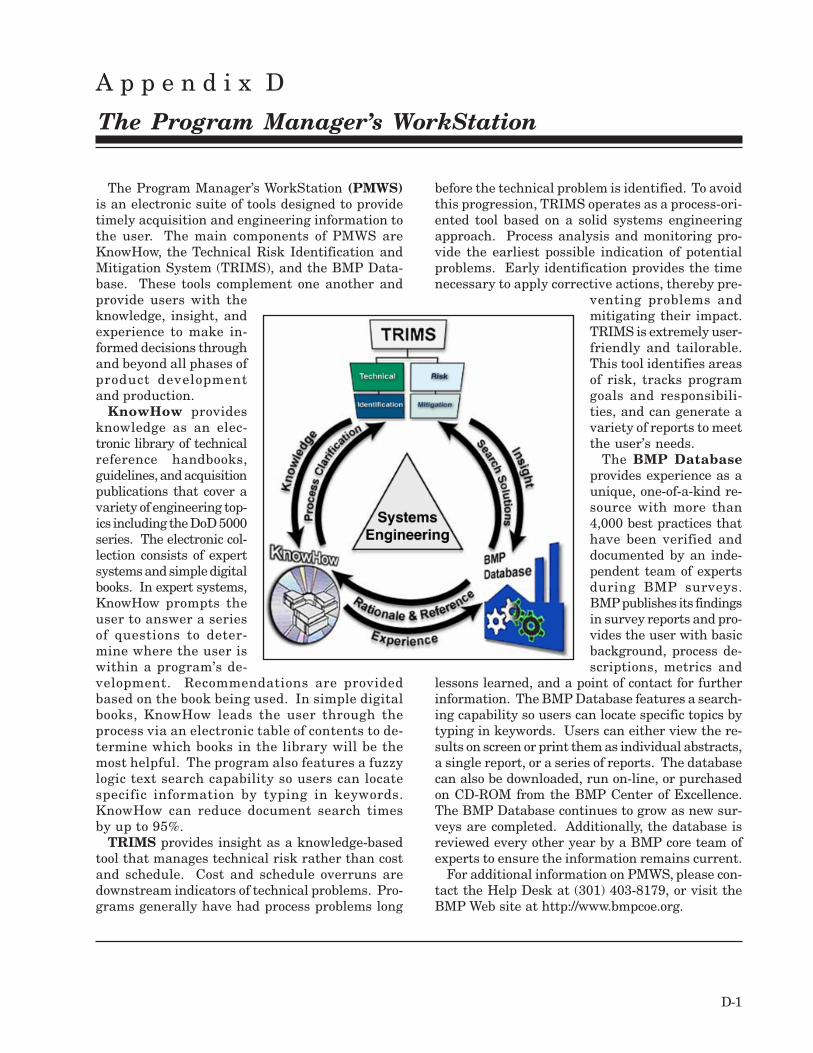
A p p e n d i x D
The Program Manager’s WorkStation
The Program Manager’s WorkStation (PMWS)is an electronic suite of tools designed to providetimely acquisition and engineering information tothe user. The main components of PMWS areKnowHow, the Technical Risk Identification andMitigation System (TRIMS), and the BMP Data-base. These tools complement one another andprovide users with theknowledge, insight, andexperience to make in-formed decisions throughand beyond all phases ofproduct developmentand production.
KnowHow providesknowledge as an elec-tronic library of technicalreference handbooks,guidelines, and acquisitionpublications that cover avariety of engineering top-ics including the DoD 5000series. The electronic col-lection consists of expertsystems and simple digitalbooks. In expert systems,KnowHow prompts theuser to answer a seriesof questions to deter-mine where the user iswithin a program’s de-velopment. Recommendations are providedbased on the book being used. In simple digitalbooks, KnowHow leads the user through theprocess via an electronic table of contents to de-termine which books in the library will be themost helpful. The program also features a fuzzylogic text search capability so users can locatespecific information by typing in keywords.KnowHow can reduce document search timesby up to 95%.
TRIMS provides insight as a knowledge-basedtool that manages technical risk rather than costand schedule. Cost and schedule overruns aredownstream indicators of technical problems. Pro-grams generally have had process problems long
before the technical problem is identified. To avoidthis progression, TRIMS operates as a process-ori-ented tool based on a solid systems engineeringapproach. Process analysis and monitoring pro-vide the earliest possible indication of potentialproblems. Early identification provides the timenecessary to apply corrective actions, thereby pre-
venting problems andmitigating their impact.TRIMS is extremely user-friendly and tailorable.This tool identifies areasof risk, tracks programgoals and responsibili-ties, and can generate avariety of reports to meetthe user’s needs.
The BMP Databaseprovides experience as aunique, one-of-a-kind re-source with more than4,000 best practices thathave been verified anddocumented by an inde-pendent team of expertsduring BMP surveys.BMP publishes its findingsin survey reports and pro-vides the user with basicbackground, process de-scriptions, metrics and
lessons learned, and a point of contact for furtherinformation. The BMP Database features a search-ing capability so users can locate specific topics bytyping in keywords. Users can either view the re-sults on screen or print them as individual abstracts,a single report, or a series of reports. The databasecan also be downloaded, run on-line, or purchasedon CD-ROM from the BMP Center of Excellence.The BMP Database continues to grow as new sur-veys are completed. Additionally, the database isreviewed every other year by a BMP core team ofexperts to ensure the information remains current.
For additional information on PMWS, please con-tact the Help Desk at (301) 403-8179, or visit theBMP Web site at http://www.bmpcoe.org.
D-1

A p p e n d i x E
Best Manufacturing Practices Satellite Centers
There are currently ten Best Manufacturing Practices (BMP) satellite centers that provide representationfor and awareness of the BMP Program to regional industry, government and academic institutions. Thecenters also promote the use of BMP with regional Manufacturing Technology Centers. Regional manufac-turers can take advantage of the BMP satellite centers to help resolve problems, with the centers hostinginformative, one-day regional workshops that focus on specific technical issues.
Center representatives also conduct BMP lectures at regional colleges and universities; maintain lists ofexperts who are potential survey team members; provide team member training; and train regional person-nel in the use of BMP resources.
The ten BMP satellite centers include:
California
Izlay (Izzy) MercankayaBMP Satellite Center ManagerNaval Surface Warfare Center, Corona DivisionCode QA-21, P.O. Box 5000Corona, CA 92878-5000(951) 273-5440FAX: (951) [email protected]
District of Columbia
Brad BotwinBMP Satellite Center ManagerU.S. Department of CommerceBureau of Industry & Security14th Street & Constitution Avenue, N.W.H3876Washington, DC 20230(202) 482-4060FAX: (202) [email protected]
Illinois
Robert LindstromBMP Satellite Center ManagerRock Valley College3301 North Mulford RoadRockford, IL 61114-5699(815) 921-2073FAX: (815) [email protected]
Iowa
Ron CoxBMP Satellite Center ManagerIowa Procurement Outreach Center2273 Howe Hall, Suite 2617Ames, IA 50011(515) 289-0280 or (515) 294-5240FAX: (515) [email protected]
Louisiana
Alley ButlerBMP Satellite Center ManagerMaritime Environmental Resources & InformationCenterGulf Coast Region Maritime Technology CenterUniversity of New OrleansUAMTCE, Room 163-Station 1225100 River RoadNew Orleans, LA 70094-2706(504) 458-6339FAX: (504) [email protected]
Ohio
Larry BrownBMP Satellite Center ManagerEdison Welding Institiute1250 Arthur E. Adams DriveColumbus, OH 43221-3585(614) 688-5080FAX: (614) [email protected]
E-1

Pennsylvania
John W. LloydBMP Satellite Center ManagerMANTEC, Inc.P.O. Box 5046York, PA 17405(717) 843-5054FAX: (717) [email protected]
South Carolina
Henry E. WatsonBMP Satellite Center ManagerSouth Carolina Research Authority - AppliedResearch and Development Institute100 Fluor DanielClemson, SC 29634(864) 656-6566FAX: (843) [email protected]
Tennessee
Duane BiasBMP Satellite Center ManagerY-12 National Security ComplexBWXT Y-12, L.L.C.P.O. Box 2009Bear Creek RoadOak Ridge, TN 37831-8091(865) 241-9288FAX: (865) [email protected]
Virginia
William MotleyBMP Satellite Center ManagerDAU Program Director, Manufacturing ManagerDefense Acquisition University9820 Belvior Road, Suite G3Fort Belvior, VA 22060-5565(703) 805-3763FAX: (703) [email protected]
E-2

A p p e n d i x F
Navy Manufacturing Technology Centers of Excellence
The Navy Manufacturing Technology Program has established Centers of Excellence (COEs) to providefocal points for the development and technology transfer of new manufacturing processes and equipment ina cooperative environment with industry, academia, and the Navy industrial facilities and laboratories.These consortium-structured COEs serve as corporate residences of expertise in particular technologicalareas. The following list provides a description and point of contact for each COE.
Best Manufacturing Practices Center ofExcellence
The Best Manufacturing Practices Center of Excel-lence (BMPCOE) provides a national resource toidentify and share best manufacturing and businesspractices being used throughout government, in-dustry, and academia. The BMPCOE was establishedby the Office of Naval Research’s BMP Program,the Department of Commerce, and the Universityof Maryland at College Park. By improving theuse of existing technology, promoting the introduc-tion of improved technologies, and providing non-competitive means to address common problems,the BMPCOE has become a significant factor incountering foreign competition.
Point of Contact:Dr. Anne Marie T. SuPriseBest Manufacturing Practices Center ofExcellence4321 Hartwick RoadSuite 400College Park, MD 20740Phone: (301) 405-9990FAX: (301) 403-8180E-mail: [email protected]
Institute for Manufacturing and SustainmentTechnologies
The Institute for Manufacturing and SustainmentTechnologies (iMAST) is located at the Pennsylva-nia State University’s Applied Research Laboratory.iMAST’s primary objective is to address challengesrelative to Navy and Marine Corps weapon systemplatforms in the areas of mechanical drive trans-mission technologies, materials processing technolo-gies, laser processing technologies, advanced com-posites technologies, and repair technologies.
Point of Contact:Mr. Robert CookInstitute for Manufacturing and SustainmentTechnologiesARL Penn State UniversityP.O. Box 30State College, PA 16804-0030Phone: (814) 863-3880FAX: (814) 863-1183E-mail: [email protected]
Composites Manufacturing TechnologyCenter (operated by the South CarolinaResearch Authority)
The Composites Manufacturing Technology Cen-ter (CMTC) is a Center of Excellence for the Navy’sComposites Manufacturing Technology Program.The South Carolina Research Authority (SCRA) op-erates the CMTC and the Composites Consortium(TCC) serves as the technology resource. The TCChas strong, in-depth knowledge and experience incomposites manufacturing technology. The SCRA/CMTC provides a national resource for the devel-opment and dissemination of composites manufac-turing technology to defense contractors and sub-contractors.
Point of Contact:Mr. Henry WatsonApplied Research and Development InstituteComposites Manufacturing Technology Center934-D Old Clemson HighwayEagles Landing Professional ParkSeneca, SC 29672Phone: (864) 656-6566FAX: (864) 653-7434E-mail: [email protected]
F-1

Electronics Manufacturing ProductivityFacility (operated by American Competi-tiveness Institute)
The Electronics Manufacturing Productivity Facil-ity (EMPF) identifies, develops, and transfers inno-vative electronics manufacturing processes to do-mestic firms in support of the manufacture ofaffordable military systems. The EMPF operates asa consortium comprised of government, industry,and academic participants led by the American Com-petitiveness Institute under a cooperative agree-ment with the Navy.
Point of Contact:Mr. Michael FredericksonElectronics Manufacturing Productivity FacilityOne International Plaza, Suite 600Philadelphia, PA 19113Phone: (610) 362-1200, ext. 215FAX: (610) 362-1288E-mail: [email protected]
Electro-Optics Center (operated by thePennsylvania State University’s AppliedResearch Laboratory)
The Electro-Optics Center (EOC) is a national con-sortium of electro-optics industrial companies, uni-versities, and government research centers thatshare their electro-optics expertise and capabilitiesthrough project teams focused on Navy require-ments. Through its capability for national electroniccommunication and rapid reaction and response, theEOC can address issues of immediate concern tothe Navy Systems Commands. The EOC is man-aged by the Pennsylvania State University’s AppliedResearch Laboratory.
Point of Contact:Dr. Karl HarrisElectro-Optics CenterWest Hills Industrial Park77 Glade DriveKittanning, PA 16201Phone: (724) 545-9700FAX: (724) 545-9797E-mail: [email protected]
Navy Joining Center (operated byEdison Welding Institute)
The Navy Joining Center (NJC) provides a nationalresource for the development of materials joining ex-pertise and the deployment of emerging manufactur-ing technologies to Navy contractors, subcontractors,and other activities. The NJC works with the Navy todetermine and evaluate joining technology require-ments and conduct technology development and de-ployment projects to address these issues. The NJCis operated by the Edison Welding Institute.
Point of Contact:Mr. Harvey R. CastnerEWI/Navy Joining Center1250 Arthur E. Adams DriveColumbus, OH 43221-3585Phone: (614) 688-5063FAX: (614) 688-5001E-mail: [email protected]
Navy Metalworking Center (operated byConcurrent Technologies Corporation)
The Navy Metalworking Center provides a nationalcenter for the development, dissemination, and imple-mentation of advanced technologies for metalwork-ing products and processes. Operated by the Concur-rent Technologies Corporation, the NavyMetalworking Center helps the Navy and defense con-tractors improve manufacturing productivity and partreliability through development, deployment, train-ing, and education for advanced metalworking tech-nologies.
Point of Contact:Dr. Daniel WinterscheidtNavy Metalworking Centerc/o Concurrent Technologies Corporation100 CTC DriveJohnstown, PA 15904-1935Phone: (814) 269-6840FAX: (814) 269-2501E-mail: [email protected]
F-2

Energetics Manufacturing TechnologyCenter
The Energetics Manufacturing Technology Center(EMTC) addresses unique manufacturing processesand problems of the energetics industrial base toensure the availability of affordable, quality, and safeenergetics. The EMTC’s focus is on technologies toreduce manufacturing costs, improve product qual-ity and reliability, and develop environmentally be-nign manufacturing processes. The EMTC is lo-cated at the Indian Head Division of the NavalSurface Warfare Center.
Point of Contact:Mr. John BroughNaval Surface Warfare CenterIndian Head Division101 Strauss AvenueBuilding D326, Room 227Indian Head, MD 20640-5035Phone: (301) 744-4417DSN: 354-4417FAX: (301) 744-4187E-mail: [email protected]
Center for Naval Shipbuilding Technology
The Center for Naval Shipbuilding Technology(CNST) supports the Navy’s ongoing effort to iden-tify, develop and deploy in U.S. shipyards, advancedmanufacturing technologies that will reduce the costand time to build and repair Navy ships. CNSTprovides a focal point for developing and transfer-ring new manufacturing processes and technologiy;benefits that will accrue not only to the Navy but to
industry. CNST is operated and managed by ATI inCharleston, South Carolina.
Point of Contact:Mr. Ron GloverCenter for Naval Shipbuilding Technology5300 International BoulevardCharleston, SC 29418Phone: (843) 760-4606FAX: (843) 760-4098E-mail: [email protected]
Gulf Coast Region Maritime TechnologyCenter (operated by the University ofNew Orleans College of Engineering)
The Gulf Coast Region Maritime Technology Center(GCRMTC) fosters competition in shipbuilding tech-nology through cooperation with the U.S. Navy, rep-resentatives of the maritime industries, and variousacademic and private research centers throughoutthe country. Located at the University of New Or-leans, the GCRMTC focuses on improving design andproduction technologies for shipbuilding, reducingmaterial and total ownership costs, providing educa-tion and training, and improving environmental en-gineering and management.
Point of Contact:Mr. Frank Bordelon, New Orleans Site DirectorGulf Coast Region Maritime Technology CenterResearch and Technology ParkCERM Building, Room 409University of New OrleansNew Orleans, LA 70148-2200Phone: (504) 280-5609FAX: (504) 280-3898E-mail: [email protected]
F-3

A p p e n d i x G
Completed Surveys
As of this publication, 150 surveys have been conducted and published by BMP at the companies listedbelow. Copies of older survey reports may be obtained through DTIC or by accessing the BMP Web site.Requests for copies of recent survey reports or inquiries regarding BMP may be directed to:
Best Manufacturing Practices Program4321 Hartwick Road, Suite 400
College Park, MD 20740Attn: Anne Marie T. SuPrise, Ph.D., Director
Phone: 1-800-789-4267FAX: (301) 403-8180
Litton Guidance & Control Systems Division - Woodland Hills, CA
Honeywell, Incorporated Undersea Systems Division - Hopkins, MN (now Alliant TechSystems, Inc.)Texas Instruments Defense Systems & Electronics Group - Lewisville, TXGeneral Dynamics Pomona Division - Pomona, CAHarris Corporation Government Support Systems Division - Syosset, NYIBM Corporation Federal Systems Division - Owego, NYControl Data Corporation Government Systems Division - Minneapolis, MN
Hughes Aircraft Company Radar Systems Group - Los Angeles, CAITT Avionics Division - Clifton, NJRockwell International Corporation Collins Defense Communications - Cedar Rapids, IAUNISYS Computer Systems Division - St. Paul, MN
Motorola Government Electronics Group - Scottsdale, AZGeneral Dynamics Fort Worth Division - Fort Worth, TXTexas Instruments Defense Systems & Electronics Group - Dallas, TXHughes Aircraft Company Missile Systems Group - Tucson, AZBell Helicopter Textron, Inc. - Fort Worth, TXLitton Data Systems Division - Van Nuys, CAGTE C3 Systems Sector - Needham Heights, MA
McDonnell-Douglas Corporation McDonnell Aircraft Company - St. Louis, MONorthrop Corporation Aircraft Division - Hawthorne, CALitton Applied Technology Division - San Jose, CALitton Amecom Division - College Park, MD (now Northrop Grumman Electronic Systems Division)Standard Industries - LaMirada, CA (now SI Manufacturing)Engineered Circuit Research, Incorporated - Milpitas, CATeledyne Industries Incorporated Electronics Division - Newbury Park, CALockheed Aeronautical Systems Company - Marietta, GALockheed Missile Systems Division - Sunnyvale, CA (now Lockheed Martin Missiles and Space)Westinghouse Electronic Systems Group - Baltimore, MD (now Northrop Grumman Corporation)General Electric Naval & Drive Turbine Systems - Fitchburg, MARockwell Autonetics Electronics Systems - Anaheim, CA (now Boeing North American A&MSD)TRICOR Systems, Incorporated - Elgin, IL
Hughes Aircraft Company Ground Systems Group - Fullerton, CATRW Military Electronics and Avionics Division - San Diego, CAMechTronics of Arizona, Inc. - Phoenix, AZBoeing Aerospace & Electronics - Corinth, TXTechnology Matrix Consortium - Traverse City, MITextron Lycoming - Stratford, CT
1985
1986
1987
1988
1989
1990
G-1

Resurvey of Litton Guidance & Control Systems Division - Woodland Hills, CANorden Systems, Inc. - Norwalk, CT (now Northrop Grumman Norden Systems)Naval Avionics Center - Indianapolis, INUnited Electric Controls - Watertown, MAKurt Manufacturing Company - Minneapolis, MNMagneTek Defense Systems - Anaheim, CA (now Power Paragon, Inc.)Raytheon Missile Systems Division - Andover, MAAT&T Federal Systems Advanced Technologies and AT&T Bell Laboratories - Greensboro, NC and Whippany, NJResurvey of Texas Instruments Defense Systems & Electronics Group - Lewisville, TX
Tandem Computers - Cupertino, CACharleston Naval Shipyard - Charleston, SCConax Florida Corporation - St. Petersburg, FLTexas Instruments Semiconductor Group Military Products - Midland, TXHewlett-Packard Palo Alto Fabrication Center - Palo Alto, CAWatervliet U.S. Army Arsenal - Watervliet, NYDigital Equipment Company Enclosures Business - Westfield, MA and Maynard, MAComputing Devices International - Minneapolis, MN (now General Dynamics Information Systems)
(Resurvey of Control Data Corporation Government Systems Division)Naval Aviation Depot Naval Air Station - Pensacola, FL
NASA Marshall Space Flight Center - Huntsville, ALNaval Aviation Depot Naval Air Station - Jacksonville, FLDepartment of Energy Oak Ridge Facilities (Operated by Martin Marietta Energy Systems, Inc.) - Oak Ridge, TNMcDonnell Douglas Aerospace - Huntington Beach, CA (now Boeing Space Systems)Naval Surface Warfare Center Crane Division - Crane, IN and Louisville, KYPhiladelphia Naval Shipyard - Philadelphia, PAR. J. Reynolds Tobacco Company - Winston-Salem, NCCrystal Gateway Marriott Hotel - Arlington, VAHamilton Standard Electronic Manufacturing Facility - Farmington, CT (now Hamilton Sundstrand)Alpha Industries, Inc. - Methuen, MA
Harris Semiconductor - Palm Bay, FL (now Intersil Corporation)United Defense, L.P. Ground Systems Division - San Jose, CANaval Undersea Warfare Center Division Keyport - Keyport, WAMason & Hanger - Silas Mason Co., Inc. - Middletown, IA (now American Ordnance LLC)Kaiser Electronics - San Jose, CAU.S. Army Combat Systems Test Activity - Aberdeen, MD (now Aberdeen Test Center)Stafford County Public Schools - Stafford County, VA
Sandia National Laboratories - Albuquerque, NMRockwell Collins Avionics & Communications Division - Cedar Rapids, IA (now Rockwell Collins, Inc.)
(Resurvey of Rockwell International Corporation Collins Defense Communications)Lockheed Martin Electronics & Missiles - Orlando, FLMcDonnell Douglas Aerospace (St. Louis) - St. Louis, MO (now Boeing Integrated Defense Systems)
(Resurvey of McDonnell Douglas Corporation - McDonnell Aircraft Company)Dayton Parts, Inc. - Harrisburg, PAWainwright Industries - St. Peters, MOLockheed Martin Tactical Aircraft Systems - Fort Worth, TX (now Lockheed Martin Aeronautics Company)
(Resurvey of General Dynamics Fort Worth Division)Lockheed Martin Government Electronic Systems - Moorestown, NJSacramento Manufacturing and Services Division - Sacramento, CAJLG Industries, Inc. - McConnellsburg, PA
City of Chattanooga - Chattanooga, TNMason & Hanger Corporation - Pantex Plant - Amarillo, TXNascote Industries, Inc. - Nashville, ILWeirton Steel Corporation - Weirton, WVNASA Kennedy Space Center - Cape Canaveral, FLResurvey of Department of Energy, Oak Ridge Operations - Oak Ridge, TN
1991
1992
1993
1994
1995
1996
G-2

2004
Headquarters, U.S. Army Industrial Operations Command - Rock Island, IL (now Operational Support Command)SAE International and Performance Review Institute - Warrendale, PAPolaroid Corporation - Waltham, MACincinnati Milacron, Inc. - Cincinnati, OHLawrence Livermore National Laboratory - Livermore, CASharretts Plating Company, Inc. - Emigsville, PAThermacore, Inc. - Lancaster, PARock Island Arsenal - Rock Island, ILNorthrop Grumman Corporation - El Segundo, CA
(Resurvey of Northrop Corporation Aircraft Division)Letterkenny Army Depot - Chambersburg, PAElizabethtown College - Elizabethtown, PATooele Army Depot - Tooele, UT
United Electric Controls - Watertown, MAStrite Industries Limited - Cambridge, Ontario, CanadaNorthrop Grumman Corporation - El Segundo, CACorpus Christi Army Depot - Corpus Christi, TXAnniston Army Depot - Anniston, ALNaval Air Warfare Center, Lakehurst - Lakehurst, NJSierra Army Depot - Herlong, CAITT Industries Aerospace/Communications Division - Fort Wayne, INRaytheon Missile Systems Company - Tucson, AZNaval Aviation Depot North Island - San Diego, CAU.S.S. Carl Vinson (CVN-70) - Commander Naval Air Force, U.S. Pacific FleetTobyhanna Army Depot - Tobyhanna, PA
Wilton Armetale - Mount Joy, PAApplied Research Laboratory, Pennsylvania State University - State College, PAElectric Boat Corporation, Quonset Point Facility - North Kingstown, RIResurvey of NASA Marshall Space Flight Center - Huntsville, ALOrenda Turbines, Division of Magellan Aerospace Corporation - Mississauga, Ontario, Canada
Northrop Grumman, Defensive Systems Division - Rolling Meadows, ILCrane Army Ammunition Activity - Crane, INNaval Sea Logistics Center, Detachment Portsmouth - Portsmouth, NHStryker Howmedica Osteonics - Allendale, NJ
The Tri-Cities Tennessee/Virginia Region - Johnson City, TNGeneral Dynamics Armament Systems - Burlington, VT (now General Dynamics Armament and Technical Products)Lockheed Martin Naval Electronics & Surveillance Systems-Surface Systems - Moorestown, NJFrontier Electronic Systems - Stillwater, OK
U.S. Coast Guard, Maintenance and Logistics Command-Atlantic - Norfolk, VAU.S. Coast Guard, Maintenance and Logistics Command-Pacific - Alameda, CADirectorate for Missiles and Surface Launchers (PEO TSC-M/L) - Arlington, VAGeneral Tool Company - Cincinnati, OH
University of New Orleans, College of Engineering - New Orleans, LABender Shipbuilding and Repair Company, Inc. - Mobile, ALIn Tolerance - Cedar Rapids, IAABC Virtual Communications, Inc. - West Des Moines, IAResurvey of Electric Boat Corporation, Quonset Point Facility - North Kingstown, RIUnited Defense, L.P. Ground Systems Division - Aiken, SCAuto-Valve, Inc. - Dayton, OH
United Defense, L.P. Armament Systems Division - Aberdeen, SDTOMAK Precision - Lebanon, OHRB Tool & Manufacturing Company - Cincinnati, OHForest City Gear - Roscoe, ILCALCE Electronic Products and Systems Center - College Park, MDU.S. Army Aviation & Missile Command, Automation Division-Integrated Materiel Management Center -
Redstone Arsenal, AL
1997
1998
1999
2000
2001
2002
G-3
2003
G-4
Northrop Grumman Electronic Systems - Baltimore, MDRaytheon Integrated Air Defense Center - Andover, MA
Raytheon-Louisville - Louisville, KYMidwest Metal Products - Cedar Rapids, IARockwell Collins - Cedar Rapids, IA
2005
2006


















