Basic models, animations and unsolved problems in welding
80
1 Phase Transformations & Complex Properties Research Group, Cambridge University, 19 August 2011 Basic models, animations and unsolved problems in welding T. DebRoy • A basic heat conduction model – benefits and limitations • Applications of heat transfer and fluid flow models Unusual weld pool shapes Weld surface profiles Effect of surface active elements Welding two plates with different sulfur contents Uphill, downhill, tilted, L and V configurations Weld metal composition change Why Sievert’s Law cannot be directly applied in welding • Tailoring weld geometry Thanks to: A. Kumar, W. Zhang, B. Ribic, C.H. Kim, W. Pitscheneder, G. G. Roy, A. Arora, S. Mishra, T. J. Lienert, P. A. A. Khan, X. He, T. A. Palmer, A. De
Transcript of Basic models, animations and unsolved problems in welding

1Phase Transformations & Complex Properties Research Group, Cambridge University, 19 August 2011
Basic models, animations and unsolvedproblems in welding
T. DebRoy
• A basic heat conduction model – benefits and limitations• Applications of heat transfer and fluid flow models
Unusual weld pool shapesWeld surface profiles Effect of surface active elementsWelding two plates with different sulfur contentsUphill, downhill, tilted, L and V configurationsWeld metal composition changeWhy Sievert’s Law cannot be directly applied in welding
• Tailoring weld geometry
Thanks to: A. Kumar, W. Zhang, B. Ribic, C.H. Kim, W. Pitscheneder, G. G. Roy, A. Arora, S. Mishra, T. J. Lienert, P. A. A. Khan, X. He, T. A. Palmer, A. De

2Phase Transformations & Complex Properties Research Group, Cambridge University, 19 August 2011
• Heat transfer and melting
• Evaporation of elements & dissolution of gases
• Solidification &structural changes
• Flow of liquid metal
Basic models in welding
Models the essential physical processes
“Essential” => of interest to many for meaningfulunderstanding of the process and the weld metal
• Properties

3Phase Transformations & Complex Properties Research Group, Cambridge University, 19 August 2011
Rosenthal model for heat conduction in welding - a most widely used basic model
Rosenthal model for heat conduction in welding
Analytical solution to calculate temperature fields, cooling rates and weld geometry
Widely used - simple, phenomenological and insightful
But ignores convection which is the main mechanism of heat transfer in many cases
“For an engineer in search of a theory, the simpler the better”(paraphrased)
Professor D. Brian Spaldingpicture from http://www.cham.co.uk/about.php

4Phase Transformations & Complex Properties Research Group, Cambridge University, 19 August 2011
Four main difficulties of heat conduction models
"Everything should be made as simple as possible, but not simpler."
— Albert Einstein
From: http://rescomp.stanford.edu/~cheshire/EinsteinQuotes.html

5Phase Transformations & Complex Properties Research Group, Cambridge University, 19 August 2011
Y, mm
Z,m
m
-4 -2 0 2 401234
1000K
1745K
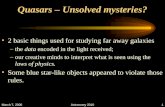
304 stainless Laser-arc hybrid
21Cr-6Ni-9Mn steelElectron beamFriction stir welding
Aluminum alloy AA2524
Laser beam welding
NaNO3
Steel
Al-5182
Problem 1: diversity of weld shapes cannot be predicted from heat conduction equation
All these shapes have been explained considering convective heat transfer

6
Problem 2: weld orientation effect cannot be explained
This effect has been explained considering convective heat transfer

7
Problem 3: The effects of minor alloying elements cannot be explained ignoring convection
The effects of oxygen and sulfur has been explained considering convective heat transfer
1900 W
(d)(c)
1900 W
(d)(d)(c)(c)
5200 W
(a) (b)20 ppm sulfur 150 ppm sulfur
5200 W
(a) (b)(b)20 ppm sulfur 150 ppm sulfur
* Minor changes in composition => major changes in geometry* Does not always happen!

8
“…the heat conduction equation has been found to be inadequate in representing experimental cooling curves” SVENSSON, GRETOFT and BHADESHIA, An analysis of cooling curves from the fusion zone of steel weld deposits, Scand. J. Metallurgy, vol. 15, pp. 97-103, 1986.
Problem 4: Heat conduction equations overpredict cooling rates
Convective heat transfer calculations do not have any such problems.
They recommended use ofempirical correlations
The heat conduction equations predict high temperature gradients and cooling rates because mixing of hot and cold liquids is ignored.

9Phase Transformations & Complex Properties Research Group, Cambridge University, 19 August 2011
Heat and fluid flow models and their diverse applications

10Phase Transformations & Complex Properties Research Group, Cambridge University, 19 August 2011
GTA weld pool with deformed free surface

11Phase Transformations & Complex Properties Research Group, Cambridge University, 19 August 2011
Heat and fluid flow models - diverse applications
The Main EngineTransient, three dimensional, heat, mass and
momentum transfer numerical model
Transient temperature and velocity fields, mixing of consumables, heating and
cooling rates, weld geometry
Solidification parameters, solidification growth rates, temperature gradients etc.
Output
Phase transformation in the fusion and heat affected zone Grain growth in the heat affected zone
Inclusion type, size and distributionPore structure, gas dissolution etc
Applications
Welding ProcessesGas tungsten arc (GTA), Gas metal arc (GMA), Laser (conduction &keyhole), Electron beam, GTA-Laser hybrid, Friction stir welding
Deformed free surface, loss of alloying elements, composition change etc.

12Phase Transformations & Complex Properties Research Group, Cambridge University, 19 August 2011
Many more applications
1. Fusion zone (FZ) and heat affect zone (HAZ) geometries2. Grain size and topological features in the HAZ3. Evolution of inclusion composition and size distribution4. Evolution of microstructure in both FZ and HAZ5. Control of cooling rates6. Composition change owing to selective vaporization of
alloying elements7. Control of hydrogen and nitrogen in steel weldments8. Joining of dissimilar materials including steels of different
surface active elements such as sulfur and oxygen9. Prevention of macro-porosity in laser welding10. Enhancing fatigue property through improved surface
finishing

13
1. Understanding unusual weld pool shapes

14Phase Transformations & Complex Properties Research Group, Cambridge University, 19 August 2011
Arora, Roy, and DebRoy, Scripta Materialia, 2009
Wavy weld pool boundary
Hemispherical boundaryArc welding of Al 5182 Zhao, DebRoy, Met. Trans B, 2001
Concave at the center Laser melting of NaNO3Limmaneevichitr, Kou, Welding Journal, 2000
Convex at the center Arc welding of steelElmer, Palmer, Zhang, DebRoy, STWJ, 2008

15Phase Transformations & Complex Properties Research Group, Cambridge University, 19 August 2011
Arora, Roy, and DebRoy, Scripta Materialia, 2009
Wavy weld pool boundary
High Marangoni number, Ma, leads to formation of wavy weld pool boundary
=Ma =Ma =Ma
forceViscousforcetensionSurface
αμγΔ
=)dT/d(TL
Ma =
= L Characteristic lengthΔT Temperature differencedγ/dT First derivative of surface
tension wrt temperatureα Thermal diffusivityμ Viscosity

16Phase Transformations & Complex Properties Research Group, Cambridge University, 19 August 2011
Origin of wavy weld pool boundary
==
0.014Pr15400Ma
==
8.2Pr77600Ma
==
0.012Pr298000Ma
Marangoni (Ma) and Prandtl (Pr) numbers can be used to predict the shape of the wavy weld pool boundary
==
1.3Pr37400Ma
forceViscousforcetensionSurface
Ma =
ratediffusionThermalratediffusionViscous
Pr =
Marangoni number (Ma)
Pra
ndtl
num
ber(
Pr)
100 102 104 106 108 101010-3
10-2
10-1
100
101
Arora, Roy, and DebRoy, Scripta Materialia, 2009

17
2. Surface profiles

18Phase Transformations & Complex Properties Research Group, Cambridge University, 19 August 2011
Why study surface profile?
Improper parameters ⇒ poor mechanical properties ⇒ defects ⇒ failure
θ hθ - weld toe angleh - weld reinforcement height
Stre
ss ra
nge
Cycles to crack initiation
increasing θ
Stre
ss ra
nge
Cycles to crack initiation
increasing h

19Phase Transformations & Complex Properties Research Group, Cambridge University, 19 August 2011
Development of bead profile in GMA welds

20Phase Transformations & Complex Properties Research Group, Cambridge University, 19 August 2011
Calculated and experimental GMA bead shape
Experimental data from Kim and Na, Welding J., 1995 (5) 141s
Fusion boundary
3 mm
(C)
260 A25 mm
Fusion boundary
3 mm
(C)
260 A25 mm

21
Effect of welding parameters on the solidified surface profile
49o
2.842.7913.20Exp.
47o
3.952.8212.60Exp.
53o
5.053.1211.32Exp. Calc.Calc.Calc.
Test case C(260 A, 25 mm)
Test case B(280 A, 20 mm)
Test case A(300 A, 15 mm)
49o50o59oToe angle - θ
2.904.005.00Penetration (mm) – P2.802.803.02Bead Height (mm) – h13.2412.8211.20Bead width (mm) - W
Wh
P
θ

22
3. Effect of surface active elements

23Phase Transformations & Complex Properties Research Group, Cambridge University, 19 August 2011
dxdT
dTd
dxd
⋅σ
=σ
=τ
Negative orpositive
Negative
Convection in Fe and Fe-S Melts
⎟⎠⎞
⎜⎝⎛
∂∂
∂γ∂
+∂∂
∂γ∂
=∂∂
μxC
CxT
Tf
zu
L

24Phase Transformations & Complex Properties Research Group, Cambridge University, 19 August 2011
High power welding - sulfur affects penetration
20 ppm sulfur 150 ppm sulfur
Minor changes in composition major changes in geometry
5200 WPe >> 80
20.0 cm/s
2236
K
2000
K
1620
K
2108
K
1900
K
20.0 cm/s16
20K

25Phase Transformations & Complex Properties Research Group, Cambridge University, 19 August 2011
2.0 cm/s
1620
K
1700
K
1727
K
20 ppm sulfur 150 ppm sulfur
Minor change in composition Insignificant change in geometry
Low power welding - sulfur doesnot influence penetration
1900 WPe << 1
1720
K
1700
K
1620
K0.5 cm/s

26Phase Transformations & Complex Properties Research Group, Cambridge University, 19 August 2011
Variable penetration - summary
Experiments
Modeling
• reveal what happens: sometimes thedepth changes with % S
Modeling is a path to understand the science of welding
• surface active elements improve penetration only when convectionis important ( high Pe )
• but do not reveal why

27
4. Welding two plates with different sulfur contents

28
Identifying factors affecting weld pool geometry
Distribution of sulfur on the top surface
304L 303
I = 150 A, V = 10.5 V, Welding speed = 1.7 mm/s
S = 0.003 wt% S = 0.293 wt%
I = 101 A, V = 9.6 V, Welding speed = 1.7 mm/s
S = 0.024 wt%304RL
S = 0.003 wt%304L
304L
304RL
The arc shifts towards the low sulfur side
High SLow S
S gradient

29
Sulfur distribution in the weld
60 62.5 65 67.5 70 72.5 75 77.5 80Y-axis (mm)
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
Sulfu
r (w
t%)
Calculated ResultsExperimental Results
Case 2
Weld pool edges:Left edge at 66.6 mmRight edge at 74.2 mmPlates join at 72.7 mm
0.03 0.08 0.13 0.18 0.23 0.28Sulfur (wt%)
0
0.2
0.4
0.6
0.8
1
1.2Z-
axis
(mm
)
Experimental ResultsCalculated Results
Case 2
Welding conditions: 150 A, 10.8 V, welding speed is 1.7 mm/sNo significant sulfur concentration gradient=> Not much influence on weld bead shift
High SLow S
S gradient
EPMA results

30
Reason for arc shift
+ ++ e-
e-
e-
Electrode
Arc + +e-
e-
Electrode
Arc
M+M+
Low S High S
• Sulfur covers more surface on high sulfur side => less metal sites on the surface.
• Sulfur has strong interaction with low ionization potential metals like Mn. Higher the sulfur the more it prevents ionization.

31
Incorporating arc shift
Maximum penetration occurs approximately below the arc
location
Amount of arc shift is approximated by length AB
Empirical relation for amountof arc shift
0 0.5 1 1.5 2 2.5 30
0.5
1
1.5
2
2.5
3
Cen
ter L
ine
Shift
(CLS
), m
m Experimental dataLinear fit
( ) ( )0.420.24RL J/mm -wt%,
UVICC
42.024.019.0 ⎟
⎠⎞
⎜⎝⎛ ×
×−×

32
Temperature and velocity fields & Sulfur distribution
Welding conditions: 150 A, 10.8 V, welding speed is 1.7 mm/s
No significant sulfur gradient except very close to the edges
Fair agreement between the calculated and experimental
weld pool geometry

33
5. Uphill, downhill, tilt, L and V configurations

34
14001000
800 600
600
800
1000
1400
1785
100 cm/s5 mm
600
60010001400
1745
800
1000
1400
100 cm/s
5 mm
Welding direction
y
xz
X = 0mm
X = 5mm
Arc position at x = 0
Welding torch
X = 0 mm
X = 0 mm
1745
1785
1400
1000 60
0
600800 10001400
100 cm/s
5 mm
X = 5 mm
600800100014001745
178514
00
1000
800
600
X
100 cm/s5 mm
X = 5 mm
Welding ConditionsI = 362 AV = 33 V
Uw = 4.2 mm/sCTWD = 22.2 mmwf = 211.7 mm/s
Temperatures: in KelvinWeld pool boundary: 1745 K
uLPe 120= =α
u: Liquid velocityL: Weld pool widthα: Thermal diffusivity
Effect of tilt angle

35
Effect of lift angle
1
2
3
Z(cm
)
23
45
6
X (cm)
0
1Y(cm
)
1000140017
85
1000
1745
1400
1745
800
800
YX
Z
50 cm/s
Electrode
1
2
3
Z(cm
)
23
45
6
X (cm)
0
1Y(cm
)
800
10001400
1785
10001400
1745
1745
800
YX
Z
50 cm/s
Electrode
T1900178517451100800600500
25 cm/s
T1900178517451100800600500
25 cm/s

36
I = 362 AV = 33 VU = 4.2 mm/swf = 211.7 mm/s
I = 250 AV = 29 VU = 7.0 mm/swf = 150.0 mm/s
I = 362 AV = 33 VU = 6.4 mm/swf = 211.7 mm/s
I = 322.6 AV = 32 VU = 5.3 mm/swf = 190.5 mm/s
Weld bead geometry
I = 362 A, V = 33 VU = 4.2 mm/swf = 211.7 mm/s
Weld bead is depressed in thecenter during downhill weldingHump formation duringuphill weldingMore penetration duringuphill welding
Y (cm)-0.5 0 0.5 1
V-shape, 10 Uphill
V shape, Horizontal
oV-shape, 10 Downhillo

37Phase Transformations & Complex Properties Research Group, Cambridge University, 19 August 2011
6. Composition change

38
Pronounced weld metal composition change
Temperature field and weld pool size are important factors

39
Composition change is more pronounced at low powers – why?

40
High Power Welding
Laser Beam
Base Metal
Weld Pool
Why is the composition change more pronounced at low powers?
• Pool size increases strongly with increase in power – alloyingelement loss is spread over a larger volume
• Most of the evaporation takes place under the beam
Low Power Welding
Laser Beam
Base Metal
Weld Pool

41
Temperature from Vapor Composition
Vaporization rate of AVaporization rate of B=
pA
pB√ (MB/MA)
JA
JB= = f (T)
Laser beam
Molten pool
Vapor flux
Base metal
DepositQuartz tube

42
Temperature from Vapor Composition
1600 2000 2400 2800 3200 3600Temperature (K)
0
5
10
15
20
25
30
J Fe/
J Mn
10.8
3125 K
Vaporization rate of AVaporization rate of B=
pApB
√(MB/MA)JA
JB=

43
Temperature from Vapor Composition
2485243523080.313
3060309027610.210530 W,4.0 ms pulse
2865300528790.325
3110312532700.2601067 W,
3.0 ms pulse
Temperature from JCr/ JMn
(K)
Temperaturefrom JFe/ JMn
(K)
Peak temperature from numerical
heat transfer (K)
Spot radius (mm)Power and pulse

44
Model Validation
-0.5
-0.5
0
0
0.5
0.5
1.1 1.11.2 1.21.3 1.31.4 1.41.5 1.5
x (mm)
z(m
m)
500 mm/s1697 K
-0.5
-0.5
0
0
0.5
0.5
1.1 1.11.2 1.21.3 1.31.4 1.41.5 1.5
x (mm)
z(m
m)
500 mm/s
1697 K
Laser power: 1967 W and pulse duration: 3 ms.
Experimental and Calculated Weld Pool Cross Sections
(a) beam radius: 0.43 mm
(b) beam radius: 0.57 mm

45
Main Metallic Species in the Vapor
Power Density (W/mm2)
Wei
ghtP
erce
ntof
Cri
nV
apor
(%)
2000 3000 4000 50000
10
20
30
40
50
Calculated valueExperimental value
Iron and chromium were the dominant species in the vapor
Power Density (W/mm2)
Wei
ghtP
erce
ntof
Fein
Vap
or(%
)
2000 3000 4000 500020
30
40
50
60
70
80
Calculated valueExperimental value

46
1000 2000 3000 4000 5000 6000 7000Power Density (W/mm2)
-0.6
-0.4
-0.2
0
0.2
0.4
0.6
Com
posi
tion
Cha
nge
(%) Fe
MnCrNi
Weld Metal Composition Change
Initial concentrations:Mn: 1 wt% , Cr: 18.1 wt%,
Ni: 8.6 wt%, Fe: 72.3 wt% %100
mV
m)i(%V)i n
1ii
io
(% ×Δ−ρ
Δ−ρ=
∑=
V: volume of weld pool ρ: density of liquid metal Δmi: weight loss of element i n: number of vapor species
Final weight percent of element i:
Assumption: uniform weld pool composition resulting from strong recirculating flow

47
Fe Mn Cr Ni-0.6
-0.4
-0.2
0
0.2
0.4
0.6w
t. %
y
yExperimental valueCalculated value
Laser power: 1067 W, pulse duration: 3.0 ms, and beam radius: 0.225 mm.
Change of Composition of Weld Pool

48Laser power: 1067 W, pulse duration: 3.0 ms, and beam radius: 0.325 mm
Composition Change of Weld Pool Microprobe trace
0
0.5
1
1.5
2
2.5
0 400 800 1200 1600Distance (µm)
Con
cent
rati o
n of
Mn
(wt.
%)
Con
cent
ratio
n of
Cr
(wt.
%)
14
16
18
20
22
24
0 400 800 1200 1600Distance (µm)

49
Recoil and Surface Tension ForcesLaser power: 1067 W, pulse duration: 3.0 ms, and beam diameter: 0.405 mm.
∫ Δπ= Br
0r dr)r(Pr2FRecoil force:
σπ= 0s r2FSurface tension force:
x (mm)
Tem
pera
ture
(K)
0 0.1 0.2 0.3 0.41500
2000
2500
3000
3500
0.1 ms0.4 ms
1 ms3 ms
mushy zone
Recoil force > Surface tension force => Expulsion of metal drops

50t > 2.6 ms, Recoil force > Surface tension force => Expulsion of metal drops
0 0.5 1 1.5 2 2.5 3Time (ms)
0
200
400
600
Forc
e (g
m-c
m/s
ec 2
)
Recoil force
Surface tension
Recoil and Surface Tension Forces

51Progressive deformation of the free surface
Free Surface Deformation
x (mm)
z(m
m)
-0.4 -0.2 0 0.2 0.41.1
1.2
1.3
1.4
1.5
600 mm/s
1697 K
x (mm)
z(m
m)
-0.4 -0.2 0 0.2 0.41.1
1.2
1.3
1.4
1.5
600 mm/s1697 K
x (mm)
z(m
m)
-0.4 -0.2 0 0.2 0.41.1
1.2
1.3
1.4
1.5
600 mm/s
1697 K
x (mm)
z(m
m)
-0.4 -0.2 0 0.2 0.41.1
1.2
1.3
1.4
1.5
1697 K600 mm/s
1 ms 2 ms
3 ms 4 ms

52
3 4 5 6 7 8 9 10 11 12Power density (kW/mm 2)
0
0.1
0.2
0.3
0.4
0.5l/d
No expulsionExpulsion
l
d
Free Surface Deformation

53
Critical Laser Power Density
3.0 ms pulse 4.0 ms pulse
Critical laser power density:
8.0 kW/mm2
Critical laser power density:
7.0 kW/mm2
0 0.5 1 1.5 2Laser Power (kW)
0
0.2
0.4
0.6
0.8
1
Spot
Dia
met
er (m
m)
Heavy expulsionIntermittent expulsionVaporNo vapor
4.0
7.010.0
0 0.5 1 1.5 2 2.5Laser Power (kW)
0
0.2
0.4
0.6
0.8
1
Spot
Dia
met
er (m
m)
Heavy expulsionIntermittent expulsionVaporNo vapor
8.0
6.0
10.0
4.0

54
Effects of Welding Variables
1 3 5 7 9Pulse Duration (ms)
0
4
8
12
16
20Po
wer
Den
sity
(kW
/mm
2)
Heavy expulsionIntermittent expulsionVaporNo vapor

55Phase Transformations & Complex Properties Research Group, Cambridge University, 19 August 2011
7. Dissolution of gases

5656
Nitrogen Dissolution In The Weld Pool
Nitrogen concentration in the weld metal is much higher than that predicted by Sieverts’ law
But why?

5757
Nitrogen dissolution from a plasma environment
SYSTEM GAS/METAL PLASMA/METAL
SPECIES N2/Fe
LAW SIEVERTS’ LAW ??
/FeNN,,N,N,N *2
*22
+
SYSTEM
GAS/METAL
PLASMA/METAL Source of N Gas
Thermal Dissociation
Thermal Dissociation Electron Impact Electromagnetic Effects
Partial Pressure
12 N 2 (g) → N (g )
PN = K eqTs PN 2
1 / 2
PN > K eqTs PN 2
1 / 2
PN = K eqTd PN 2
1 / 2
Ts = Sample Temperature Td = Temperature at which N2(g) dissociates

5858
Nitrogen - Iron System
DIATOMIC NITROGEN MONATOMIC NITROGEN

5959
Physical modeling with isothermal metal drops
Pump andPressure Control
Pressure Gauge
Gas Mixture
SampleSample Holder
PlasmaPower Source,RF Generator
Fibre Optic Cable
Computer System
EmissionSpectrograph
CCD Detector
CCD Detector ControllerDetector Interface
WaterNitrogen
PrismOpticalPyrometer

6060
Enhanced dissolution of nitrogenin isothermal metal drops
• Nitrogen solubilities up to 30 times larger than Sieverts’ Law predictions.• Small changes in sample temperature cause large variations in N.

6161
Emission spectroscopy of glow discharges
He-1%N2
• Experimental verification for the presence of species in the plasma phase.

6262
Nitrogen dissolution in the weld pool
Much higher than Sieverts’ law values of nitrogen concentration can be predicted by a two temperature model
But how?

6363
• Dissociation temperatures are 100-215 K above the sample temperatureBut welds are not isothermal!
N(wt.%) = PN 2 exp − 1R
ΔG Td°
Td+
ΔG Ts°
Ts
⎛
⎝ ⎜ ⎜
⎞
⎠ ⎟ ⎟
⎛
⎝ ⎜ ⎜
⎞
⎠ ⎟ ⎟
Two temperature model – useful and simple back of the envelop estimation of concentration

6464
Inside Arc Column Outside Arc Column[ ] )ppm(N)g(N → [ ] )ppm(N)g(N22
1 →
[ ] ⎟⎟⎠
⎞⎜⎜⎝
⎛−=
°ΔRT
GN
)g(NexpPN [ ] ( )⎟⎟⎠
⎞⎜⎜⎝
⎛−=
°ΔRT
G2/1N
)g(2N2 expPN
z
y
x
0dydc =
[N] = 20 ppm
[N] = 20 ppm
Nitrogen concentrations at the weld pool surface

6565
Species concentrations in the plasma
Species concentrations in Ar-5%N2 plasma
Important species: Ar, N2 and N
s

6666
Calculation of nitrogen concentration in the weld pool
Main tasks:
Compute temperature and velocity fields in the weld pool
Compute species concentrations in the plasma above the weld pool
Compute nitrogen concentrations on the weld pool surface
Compute nitrogen concentrations in the entire specimen

6767
Comparison between modeling andexperimental results
TRAVEL SPEED: 0.847 cm/sec
Modeled results with nitrogen supersaturations between 50 and 75% higher than Sieverts’ Lawcalculations for P(N2) =1 atm correspond well with experimental results.

68
Many other applicationshttp://www.matse.psu.edu/modeling

69Phase Transformations & Complex Properties Research Group, Cambridge University, 19 August 2011

70Phase Transformations & Complex Properties Research Group, Cambridge University, 19 August 2011
Tailoring weld geometry – has been done
Tailoring structure and properties?

71
Designer welds via multiple paths
Requirements: Geometry, cooling rate, or microstructure
Variable set 1
Variable set 2
Variable set 3
Variable set 4
Variable set 5
Variable set 6
Variable set 7
Variable set 8
Target weld geometry, cooling rate or other attributes

72
Tailoring weld geometry
Desired weld pool geometry
Genetic algorithm
Genetic Algorithm
Calculated weld pool geometry
⎟⎟⎠
⎞⎜⎜⎝
⎛
rrr UU,
VV,
IIofSets
2
e
c2
e
c
1ww
1pp
O2(f) ⎟⎟⎠
⎞⎜⎜⎝
⎛−+⎟
⎟⎠
⎞⎜⎜⎝
⎛−=

73
Tailoring weld attributes
Target: Form a weld of the following dimensions:
Penetration : 1.23 mm Width : 4.47 mm
This weld was actually fabricated by GTA welding
7 mm/sWelding Speed
11.2 VVoltage140 ACurrent
1.23 mm
4.47 mm
Bag, De and DebRoy, Materials and Manufacturing Processes., 2009

74
Objective function
( )2
obs
obsc2
obs
obsc
ppp
www
fO ⎟⎟⎠
⎞⎜⎜⎝
⎛ −+⎟
⎟⎠
⎞⎜⎜⎝
⎛ −=
W – weld pool width
P – weld pool penetration
Superscript c – computed values
Superscript obs – experimentally observed values
{ } { }***321}{ vVI
vv
VV
IIffff
mxmnmn
=⎭⎬⎫
⎩⎨⎧
=≡
f – welding variable set
I – Current
V - Voltage
v– welding speed
Subscript mn– minimum allowed value
Subscript mx – maximum allowed value
Bag, De and DebRoy, Materials and Manufacturing Processes., 2009

75
Objective function with I*, V* and v*
O(f) for the initial population O(f) after ten generations
Eight alternate welding conditions achieved after
fifteen generations
Bag, De and DebRoy, Materials and Manufacturing Processes., 2009

76
Multiple combinations of welding parameters result in roughly the same target geometry
Target geometry: penetration = 1.23 mm, width = 4.47 mmI = 140 A, V = 11.2 V, Welding speed = 7 mm/s
4.551.248.610.5166.5(8)4.451.234.812.5106(7)4.631.28912.6149(6)4.531.238.214.4117(5)4.341.189.610.3163(4)
1.251.24
1.24
Penetration(mm)
4.605.110.6135(3)4.577.111.5140(2)
4.544.39.8134(1)
Width(mm)
U(mm/s)
V(Volt)
I(amp)
Individual solutions
Bag, De and DebRoy, Materials and Manufacturing Processes., 2009

77
Geometries of fabricated welds
4.54 mm
1.24 mm
(1)
134 A, 9.8 V, 4.3 mm/s
4.60 mm
1.25 mm
(3)
135 A, 10.6 V, 5.1 mm/s
4.57 mm
1.24 mm
(2)
140 A, 11.5 V, 7.1 mm/s
4.34 mm
1.18 mm
(4)
163 A, 10.3 V, 9.6 mm/s
Bag, De and DebRoy, Materials and Manufacturing Processes., 2009

78
Geometries of fabricated welds
4.53 mm
1.23 mm
(5)
117 A, 14.4 V, 8.2 mm/s
4.63 mm
1.28 mm
(6)
149 A, 12.6 V, 9 mm/s
4.45 mm
1.23 mm
(7)
106 A, 12.5 V, 4.8 mm/s
4.55 mm
1.24 mm
(8)
166.5 A, 10.5 V, 8.6 mm/s
Bag, De and DebRoy, Materials and Manufacturing Processes., 2009

79
Multiple sets of welding variables can produce a target geometry
Arc welding of SS304 to produce 4.47 mm wide and 1.23 mm deep pool
1.251.244.654.558.610.5166.5
1.211.234.264.454.812.5106.1
1.301.284.904.639.012.6149.0
1.191.234.234.538.214.4117.0
1.221.184.604.349.610.3163.0
1.271.254.784.605.110.6134.8
1.211.244.894.577.111.5140.3
1.201.244.814.544.39.8134.0
measuredcomputedmeasuredcomputed
Penetration (mm)Width (mm)Velocity (mm/s)
Voltage(V)Current (A)
Obtained by GA Obtained by experiments

80
Thank you very much
More models, animations and papersat http://www.matse.psu.edu/modeling