Automotive Industries - Dfma
4
fOR • • A mer ica's ne we st "secret weapon" boosts qu ality, lowers costs and beats the Jap anese at t he ir o wn game. by GERRY KOBE F or years Japan has been accused of doing cheap imitations of US designs. But noth in g coul d be further from the tr ut h. In fact, th e Jap an ese have been careful NOT to copy American designs, op ti ng in st ead to look at how th e product can be made bett er a nd ea sie r.Asa re su lt ,J apan ese produ cts reflect a high degree of sim- plicity and quality, while offering an inexpensive alt ern at ive. The name of this approach is Design For Manufacture and Ass emb ly or DFMA. And it' s becoming a way of life in many American industries. "One of my customers- a tr uck ma nufac- turer - went from 800 parts to 120 on one assembly, and quality improved dramaticall y," says DFMA expert San dy Mun ro, president of MTS for Productivity Inc. "Also,a machine tool com pa ny we ' ve wor ked with went from 120 part s down to f our!" Alth ough existing automotive exam- CURRENT HEADLAMP ASSEMBLY pies may be less dram atic, a good illus- tration might be one-piece door sta mp- ings (Fig. 1), which Japanese aut o- makers pioneered in th e early 1980s. Then current American designs were using a complicated thr ee-piece config- ur ation th at added cost and quality- robbing variability to th e door - a mis- take the Japanese resolved. In simple terms, theJapanese were using DFl'i1A prin ciples to ask the question: How can we design complexity (cost) out, and quality in? As simple as t hat question sounds, it DFA HEADLAMP ASSEMBLY Ford Ranger head/amp benefits from DFMA analysis. Number of parts reduced 22% . assembly cost reduced 52% , materials reduced 2% Reprinted from Automotive Industries, March 1990 issue.
-
Upload
sunil-prabha -
Category
Documents
-
view
83 -
download
7
Transcript of Automotive Industries - Dfma

fOR
••
America's newest "secret weapon" boosts quality, lowerscosts and beats the Japanese at their own game.
by GERRY KOBE
For years Japan has been accusedof doing cheap imitations of USdesigns. Bu t noth in g coul d befur ther fro m the truth .
In fact , the Japanese h avebeen care ful NOT to copy Americandesi gn s , opti ng in stead to look athow the produ ct can be made bettera nd easier . As a res u lt , J apaneseproducts reflect a high degree of simplicity and quality, while offering an
inexpensive alternat ive.The name of this approach is Design
Fo r Ma nu fact u re and Assembly orDFMA. And it' s becoming a way of lifein many Amer ican industries. "One ofmy cu stome r s - a truck manufacturer - went from 800 parts to 120 onone assembly, an d quality improveddr amat ically, " says DFMA exper tSandy Munro , president of MTS forProductivity Inc. "Also, a machine toolcom pa ny we 've worke d wit h we n tfrom 120 parts down to four!"
Alth ough existing automotive exam-
CURRENTHEADLAMPASSEMBLY
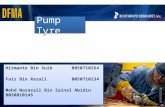
pies may be less dram atic, a good illustr ation might be one-piece door stampin gs (Fig. 1), wh ich J apanese automakers pioneered in the early 1980s.Then current American designs wereusing a complicated three-piece configuratio n t hat added cost and qual ityrobbing variability to th e door - a mistake the Japanese resolved. In simpleterm s, the Japanese were using DFl'i1Aprinciples to ask t he quest ion: Howcan we design complexity (cost) out ,and quality in?
As simple as that question sounds, it
DFAHEADLAMPASSEMBLY
Ford Ranger head/amp benefits from DFMA analysis. Number of parts reduced 22% . assembly cost reduced 52% , mater ials reduced 2%
Reprinted from Automotive Industries, March 1990 issue.

Fig. 1Credit: Harbour Report
MULTI·PIECEDDORPANELS
has taken a long tim e for domesti c au tum ak er s to catch on to t he scen-t ofJ apa n's success. And now th a t t heyhaUl' caught on, automukers must pnaitio n themsel ves to implemen t wha tthey've learned .
The first order of business, then . isto formulate "clean sheet" product lift,cycle s th at are compet it ive with t heJapanese -curr ently four year s .Chrysler ' s De nn is Pa wley, ge ne ra lmanager, advanced manufacturing engineering, notes, " ..You're limited asto what you can do hy maintaining thesame platform. New technologies thatallow for a more efficient manufacturing process cannot be implemented un less designed int o the product. "
Pa wley's ins ight illustrates how theJ a pa nese ca pitalize on their quickt urnaround time to ta ke advan tage ofne w mater ials , designs and man ufact uring methods . When cost -cutt ingtech nology is avai lable, t he J apaneseincorporate it quickly. In contrast, curren t domestic pr oduct life cycles runfro m eigh t to 10 years for a com pleteredesign, often at a cost of being nonresponsive to customer needs.
That's t he bad news.The good new s is that su ccessful
O~E mel0001 PINEL
QII/J·pmCII aoor dnsign W<1.~ p io/1l'f'm rl byJilp dllfls e, Offt!l S lowe, cos l, IHSS v<I",iIJ/iJlyIhiJlI IJWII/·plix e dos/gn
1H' l\·l A is gro wing rapidly in tlw USauto industry. In fnct , wlu-n compan-dto thu co mh int-d t' ffo r t s of till' Big"'l'hn-r-, .Japa n may -for ont"t' - find itself playing" catch-up.
On one end of the scale, Chrysler isfocu sin g" its IH'MA efforts on majoroperutio ns : s t a m ping and t rim!c hass is /final assem bly . Rol a ndMue lle r , manager of manu facturin gfea s ibility at Chrysler' s a dvan ce dmfg.opcraticns says, "We had a philosophy at one point, and t hat was duringthe K-ca r program. Th e philosop hywas to maximize the size of t he sta mpings and minimize t he n umbe r ofpart s. We ha ve reversed on th at ," heconfides. "Now we want to mini mizethe number of stamping operat ions."
Chrysler has learn ed one of the mostimportant lessons of DF:VlA, and t ha tis to analyze the entire process to determine where the greatest gains canbe made. In this case , their analysis reveal ed t hat t he costs of makin g largepanels - requiring up to nine stampingoperations -negatively offset the savings of a reduced part count. In con trast , body panels for the up comingLH platform are running at an average3.9 hits , and will be done in higher effi-
ciency transfer presses.The sa me pla tform also promise s
improved techniques for fina l assembly. Joh n Hinckley, program managerfor Chry sler 's LH-LX platfor ms, saysth e new vehicle was designed to elimina te the need for workers to per formoperations over their hea ds . " \Ve decided we wanted to ta ke t he chassisand build it [engine, front suspension,exhaus t system, brak es , etc. l atground leve l. whe re we can get goodlighting, load parts simply, and get ourtools on it. And we wa nt ed to build iton a pallet. " Hinckley then offers tha tt he body an d chassis will be assembleda utoma t icall y , usingal l vertica l at-
DFMA DESIGN TIPS
SandyMunro, presidentof MTS forProductivity, Inc. offers these designtips :
TEST /'ONMINIMUMNUMHEH OPPARTS
Do purt s move relative to eachether?
• Must tht~!it' part s be made of different materials?
• Would combination uf tbcse partsprevent assembly or disassembly ofother parts'!
• lias se r vicing of the assemblybf>t'll adversely affected'!
• If the answer to all que stions isno, cons ider combining t he parts.
GOOD DESIGN PRINCIPLES• Teamwork -the difference be
tween good and bad designs.• Minimize the number of parts.• Des ign so the assembly process
can be completed in a layered fashion - preferably from above.
• Consider easy part handling.• Design mating parts that are easy
to insert and align.• Avoid expensive fastening opera
tions; i.e. screwing.• Avoid part designs that will cause
tangling with identical parts.• Make part symmetrical to aid in
automatic orientation.• If symmetry can't be achieved, ex
aggerate asymmetrical features .• Avoid adjustments.

-.£i..g.2 ArtCredit:Harbour Report
Japan pioneeredlap-jOints toreplaceflanged buttjoints, Designmaintainsjomt quality while allowing forpanel variation
DFMAtachments - ef fectively reducing assembly time and improving qua lity.
No S ilve r Bullets?One of the more promising applica
tions of DFMA comes in the form ofsoft ware program s-run on PCs that allow engineers to do a part-bypart design for manufacture and assembly analysis. And of the syste msavailable , one- Boothroyd Dewhurst - distinguished itself among engineers as being the most comprehensive and pov....erful. Moreover, wediscover ed that for the past severalvears , thi s svste m has been named the;' Nu mber One technology" a t Ford,and is current ly spreading throughGM like wildfire.
We contacted Gary Cowger, man ufacturing manager at Cadillac and corporate cham pion of the Boot hroydDewhu rst approach. " BD! [BoothroydDewhurst Inc.] soft ware is ano t hertoo l - t hat ' s a ll ," Cowger says." There's no one great big t hing thatyou go out and learn , and that 's par t oft he problem - people t hi nk t her e 's asilver bullet. "
Cowger 's poi nt is well taken, bu tsince he pu t on his best poker facewhen t he to pic tu rn ed to BD! - wethink he might be sandbagging. You bethe judge.
" It 's magic," boasted a B-O-C engineer who spoke on condition of anonymity . " It's spre ading lik e cr azyaround here!"
" Getting the voice of the assemblerup front," says Cowger , " It 's th e littlethings - th e bunts and th e singles."
"You guys hit a home run "...hen youkeved in on this," said a nam el essD"-leo employee. "This is hot stuff! "
SECTIONA·FLANGEO JOINT
" DFM is an ena bling tec hnology,"Cowge r opine s, " It 's evo lutionaryrat her t han revolutionary."
" It's like we're re-learning the design process," says a secretly satisfiedC·p·C user . "Only this time we'll do itright!"
"It's the removal of two screv...'s here,or the addition of a lap joint (Fig. 21there that makes a difference," saysCowger.
" I can't ta lk about it , but BD! hasmade a big difference...real big!" saysa Saturn insider.
"You're looking for minutes ...evenseconds," Cowger offered.
"We' ve pulled 35<;7, out of th e assern bly t ime on th a t [1993 GM]car."-satisfied BDI user.
Silve r Bu llets!If we had any doubts in our minds
that we were onto so met hing, t heywere gone by the time we left the officeof Don Smith, senior computer applicat ions engi neer at Ford's roboti cscente r . Ford ha s been invo lved wit hBooth royd Dewhurst DFMAprinciplessince Sa ndy Mu nro-now with MTSfor Product ivity - brought it to th ecompany in 1983.
" Look at the compari son (Fig. 3) between th e 1980 Fairmont/Zephyr ACunit and the DFA'd redesign in 1986,"Smith boast s. "The numbers are dramatie , but we usually tell people to expect a 20<;7,·30<;7, improvement. "
We spoke with Munro about Smith'sclaims and he was even more optimist ic. " Whe n I was at Ford we used tothink that if we got a 15<;7, redu ction we
SECTION A·LAP JOINT
were rea lly doing something. But everytime we looked at an assembly we gotanother 15<;7, . Now [ won't accept 15<;7,anymore, I look for 40<;7" 60<;7, and insome cases 100 <;7, - that' s wh ere weeliminate a sub-assembly completelyand do something else."
Smith points out that th e softwarehelps balance out th e relati onship between ass embly and manufactu ring." It may cost a little more to man ufacture a more complex part ," Sm ithsays, " But th e point is thi s: If the newpart cost s more to make, you have toconsider how much it would have costt o assemble th e old one . Inva r iably,when you compare unified parts toseparate, the unified part is cheaper."
Smith says that as of the 1990 modelyear , virtually every vehicle in production at Ford has had some involvementwith DFl\l A. Som e cars like Tauru s!Sab le had extensive analysis (40<;7, ofveh icle), an d yet it probab ly won't beuntil MY 1994 that For d produ ces aveh icle t hat has bee n analyzed frombum per to bumper . Even so, side-byside comparisons reveal that a typicalTaurus has hund reds fewer part s th ana GM· 10 car - most of them fasteners'
If you have doubts t hat there is apayback in such an extensive process - and there is s till resi stance toDFMA- Mu nro ca n ease your fears." One of the years I was at Ford I wasnominated for an award and we had tofind out how much DFl\IA had saved ordeferred in cost s,"l\lunro says . " Whenwe came up with a figur e of $1.2 billion, that let us know it was th e rightthing to do."
Fueled by Mu nro' s numbers, weas ked Smith to talk us through theBD! analysis process- a request thathe an swered with a full-blown demonstration of the system.
Unlike ot her an alysis systems on themarket, one of t he virtues th at recommend s BD! is that it uses te rms thatcan be ea sily under st ood . It deals indollars and cents, minutes and seconds -words th at are meaningful.
The first th ing th e program asks iscost per hour, so it can calculate yourlabor costs. Then it wants to know ifyou wish to analyze the part during as-

DFMA1980 " FOX" AlC EVAPORATOR
Ford Ale evaporator was analyzed with BDI software . Assembly shows 20% quality improvement, 59% part reduction . 22% cost savings.
into the system, the software prod ucesa cha rt that - aside from doubling as apr ocess sheet - evaluates design efficiency and highligh ts parts that couldbe eliminated. Th e design er can thengo back a nd evaluate t he software'srecommendati ons, in t eract in g wit ht he program so th at he can assess th eimprovements.
If it sounds simple, that's because itis. Admittedly, we've only been given at humbnail ske t ch of how on e of t hesoft ware program s opera tes. What wehaven ' t ment ioned is t hat t h is pro gram is jus t part of a series of modulesthat work toget her to conside r : DFMA;Assembly System Economics and Machine Simulat ion; Design for Robot As·sembly; Design for Automatic Assembly and Handling.
In addit ion, BDI has software packages for : small metal stampings; plast ic in ject ion mo ld in g; ma chini n g;pr int ed circuit s. Future programs willinclude powdered metals, d ie cast ingan d possibly large pa nel ma nipulat ion.
Mu n ro says DFMA has impa ct edevery t hing he's tried it on , a nd t hatt he biggest gains are yet to be made." I' ll tell you wha t, if you really want tofind a way to where the big money is,"Munro says, " look at those sub-assemblies th at th e au to compan ies farmedout because they couldn ' t find a way tomanufacture th em economically. Looka t those prod uct s wit h DFMA a ndyou' ll be looking at cost reducti ons of50'70 or 60%."
Becau se Mu nro is unable to t alkabou t his current involvemen ts, he offers a challenge : " I' m looking for acompany that has a product that at onetim e had a large market share, but hasfallen on hard t imes. I' m willing to donate my t ime t o t urn t he companya rou nd in exc hange for ha vin g thefreedom to talk about how it was done.If th at happ ens, the n you'll hear a really amazing story!"
To accept t he ch allenge or lea rnmore about DFMA contact:Sandy MunroMTS for Productivity911 W. Big BeaverTroy, MI 48084313-362-5 110(Tell h im AI sent you). [i!]
1986 " FOX" A/ C EVAPORATOR(DFA PROPOSAL)
Accns 129 PARTS !
j'~~"} HU ff" ~
(:OII.~ evA_ATOII
CASf
iP.'>1/'J:).~ Ul'PU us•.
~HUf_
Of.Il0n
~"
you tojusti fy the reason for the design .It does t h is by asking th ree basic
quest ions: 1. Does th is part need to beseparate becau se it moves relative topar t s already assembled? 2. Does itneed to be a different material or isola ted from parts al ready asse mb led?3. Wou ld co mbini ng t h is par t wit hpreviou s part s ma ke asse mbly ordisassembly impossible? Ifyou answer"yes" to any of th e quest ions, th e soft ware accept s th at the pa rt must be separate. But if you were able to answer" no," when the soft ware is finishedwith its ana lysis it will flag the part asa can didate for eliminat ion .
As each part is added, the softwarelooks closely at any " irregular" answers . For instance, if you were to answer that a part was difficult to grasp,the program would want to know why.In this case a window appears and askswha t sort of pr oblem it is. Is the parthea vy? Oily? Does it t a ngle ea s ily?Nest s with ot her pa rts? Too flexible?Sharp? Too small? etc. The programth en considers how much time the special handling adds to assembly, and figures it into th e cost of t ha t step.
When all the parts have been logged
f VA~()"'TOR CAS(cOWU U S,
Fig. 3 Credit: Ford
sembly or disassembly. The reason fort his feature is to accommodate analyzing exist ing designs - which you can dodur ing disassembly -or new designsas they are being bui lt.
For demonst rat ion purposes, Smithchose to analyze during assembly.
The first prompt is to name the initi al part in the assembly, in t his case a" block." It t hen a sks in format iona bout t he block su ch a s: I s it rotational? What are its dimensions? Is iteasy t o gra sp? Inserti on sy mmetry?(when t he par t is in correct insert ionposit ion, how many degrees must it berotated before it is in correct positionagain)? Is there a clear view of matinglocations? Good access? Easy to align?an d so on .
As each qu est ion is answered, t heprogram builds a " profile" of the partto determine the cost of assembly, andthe necessary relat ionship of that partto those aro und it .
As t h e n ex t par t is b ro u ght in toplace, t he software "examines" its relat ionship to the first part . Aod sincethe " key" to the soft wa re is that itkeeps track of parts that are potent ialca ndidates for eliminat ion , it forces