Automotive engineering curriculum development: case study for ...
16
uncorrected proof J Intell Manuf DOI 10.1007/s10845-009-0329-z Automotive engineering curriculum development: case study for Clemson University Laine Mears · Mohammed Omar · Thomas R. Kurfess Received: 5 May 2008 / Accepted: 20 February 2009 © Springer Science+Business Media, LLC 2009 Abstract The automotive manufacturing industry has 1 transitioned in the past 20 years from a central technical focus 2 to an integrated and globally distributed supply chain. As car 3 makers outsource not only a greater portion of their manufac- 4 turing, but also their technical design responsibility, a more 5 thorough understanding of both design and manufacturing 6 changes’ effect on total vehicle and total production system 7 performance and cost is critical. The distribution of tech- 8 nical responsibility in automotive manufacturing has moti- 9 vated the development of a specific curriculum in Automotive 10 Engineering at Clemson University in South Carolina, USA, 11 with core focus on the interaction between systems, both 12 in design and manufacturing. In this development, a detailed 13 survey of automotive Original Equipment Manufacturers and 14 major suppliers was carried out. The differences in perceived 15 need between these organization types is explored, and the 16 incorporation of these perceived needs to a new Automotive 17 Engineering curriculum is presented. 18 Keywords 19 Introduction 20 The motor vehicle industry is the largest manufac- 21 turing industry in the United States. No other single 22 industry is linked so much to the US manufacturing 23 sector or directly generates so much retail business 24 L. Mears · M. Omar · T. R. Kurfess (B ) Campbell Graduate Engineering Center, International Center for Automotive Research, Clemson University, 343 Campbell Graduate Engineering Center, 4 Research Drive, Greenville, SC 29607, USA e-mail: [email protected] L. Mears e-mail: [email protected] and employment. (Center for Automotive Research 25 (Economics and Business Group) 2003) 26 The automotive manufacturing industry has transitioned in 27 the past 20 years from a centralized technical focus to an 28 integrated and globally distributed supply chain. As car 29 makers outsource not only a greater portion of their man- 30 ufacturing, but also technical design responsibility, a more 31 thorough understanding of both design and manufacturing 32 changes’ effect on total vehicle and total production system 33 performance and cost is critical. An understanding of sys- 34 tems integration, or focus on the interfaces between sys- 35 tems, is essential for the future success of automotive 36 manufacturing. 37 The automotive sector specific to the United States is in 38 transition as well. The market for automobiles produced by 39 international manufacturers is increasing, as shown in Fig. 1 40 (Automotive News 2008). 41 International auto makers, employing a “build where they 42 buy” philosophy bring to the manufacturing market new 43 products, methods and cultures that must interface with local 44 labor and suppliers. This cultural level of systems integration 45 presents another dimension of understanding for the interface 46 of systems. 47 Additionally, consideration must be given to the geog- 48 raphy of plant construction and regional trends of automo- 49 tive manufacturing. In the 1990s, the total population of 50 Alabama, Georgia, Mississippi, South Carolina, Tennes- 51 see, and Texas (the six southern automobile manufactur- 52 ing states), increased by 7.5 million people or 19.7%, while 53 that of the Northern automobile manufacturing states (Illi- 54 nois, Indiana, Michigan, Missouri, Ohio, and Wisconsin) 55 increased by only 3.6 million people or 7.7% (Hill and 56 Brahmst 2003). In the period from 1998–2001, the number of 57 vehicle registrations in the South Atlantic states increased by 58 123 Journal: 10845-JIMS Article No.: 0329 MS Code: CollabR&D-04 TYPESET DISK LE CP Disp.:2009/10/8 Pages: 16 Layout: Larg Author Proof
Transcript of Automotive engineering curriculum development: case study for ...

unco
rrec
ted
proo
f
J Intell ManufDOI 10.1007/s10845-009-0329-z
Automotive engineering curriculum development: case studyfor Clemson University
Laine Mears · Mohammed Omar · Thomas R. Kurfess
Received: 5 May 2008 / Accepted: 20 February 2009© Springer Science+Business Media, LLC 2009
Abstract The automotive manufacturing industry has1
transitioned in the past 20 years from a central technical focus2
to an integrated and globally distributed supply chain. As car3
makers outsource not only a greater portion of their manufac-4
turing, but also their technical design responsibility, a more5
thorough understanding of both design and manufacturing6
changes’ effect on total vehicle and total production system7
performance and cost is critical. The distribution of tech-8
nical responsibility in automotive manufacturing has moti-9
vated the development of a specific curriculum in Automotive10
Engineering at Clemson University in South Carolina, USA,11
with core focus on the interaction between systems, both12
in design and manufacturing. In this development, a detailed13
survey of automotive Original Equipment Manufacturers and14
major suppliers was carried out. The differences in perceived15
need between these organization types is explored, and the16
incorporation of these perceived needs to a new Automotive17
Engineering curriculum is presented.18
Keywords �19
Introduction20
The motor vehicle industry is the largest manufac-21
turing industry in the United States. No other single22
industry is linked so much to the US manufacturing23
sector or directly generates so much retail business24
L. Mears · M. Omar · T. R. Kurfess (B)Campbell Graduate Engineering Center,International Center for Automotive Research, Clemson University,343 Campbell Graduate Engineering Center, 4 Research Drive,Greenville, SC 29607, USAe-mail: [email protected]
L. Mearse-mail: [email protected]
and employment. (Center for Automotive Research 25
(Economics and Business Group) 2003) 26
The automotive manufacturing industry has transitioned in 27
the past 20 years from a centralized technical focus to an 28
integrated and globally distributed supply chain. As car 29
makers outsource not only a greater portion of their man- 30
ufacturing, but also technical design responsibility, a more 31
thorough understanding of both design and manufacturing 32
changes’ effect on total vehicle and total production system 33
performance and cost is critical. An understanding of sys- 34
tems integration, or focus on the interfaces between sys- 35
tems, is essential for the future success of automotive 36
manufacturing. 37
The automotive sector specific to the United States is in 38
transition as well. The market for automobiles produced by 39
international manufacturers is increasing, as shown in Fig. 1 40
(Automotive News 2008). 41
International auto makers, employing a “build where they 42
buy” philosophy bring to the manufacturing market new 43
products, methods and cultures that must interface with local 44
labor and suppliers. This cultural level of systems integration 45
presents another dimension of understanding for the interface 46
of systems. 47
Additionally, consideration must be given to the geog- 48
raphy of plant construction and regional trends of automo- 49
tive manufacturing. In the 1990s, the total population of 50
Alabama, Georgia, Mississippi, South Carolina, Tennes- 51
see, and Texas (the six southern automobile manufactur- 52
ing states), increased by 7.5 million people or 19.7%, while 53
that of the Northern automobile manufacturing states (Illi- 54
nois, Indiana, Michigan, Missouri, Ohio, and Wisconsin) 55
increased by only 3.6 million people or 7.7% (Hill and 56
Brahmst 2003). In the period from 1998–2001, the number of 57
vehicle registrations in the South Atlantic states increased by 58
123
Journal: 10845-JIMS Article No.: 0329 MS Code: CollabR&D-04 TYPESET DISK LE CP Disp.:2009/10/8 Pages: 16 Layout: Larg
Au
tho
r P
ro
of

unco
rrec
ted
proo
f
J Intell Manuf
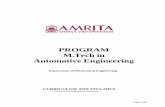
Fig. 1 North American sales of light vehicles by international firmswith US production facilities. This sales trend continues to increase asmore US plants are constructed by foreign firms. 2007–2009 data wereforecast. (Automotive news)
Fig. 2 Automobile manufacturing employment by region. Over5 years, southern employment increased by 26%, while Northernemployment declined by 10% (Hill and Brahmst 2003). This trend con-tinues today
2.7%, while the Northern states’ share of total registrations59
dropped by 3.4% (Hill and Brahmst 2003). Due to high cost60
of transporting vehicles regionally to sales markets, these61
figures translate directly to an increase in automotive manu-62
facturing employment in the South. Figure 2 shows a regional63
increase in the number of manufacturing employees in South-64
ern states.65
Today we see a need for educating tomorrow’s automo-66
tive engineers through an industry with such profound effect67
on the global economy. The increasing need for understand-68
ing systems integration, the widening of the culture within69
the automotive industry, and the regional trend of increased70
automotive manufacturing in the South has motivated the71
development of a new Automotive Engineering curriculum72
at Clemson University.73
In the following sections, we present a motivation for74
the study of Automotive Engineering as a systems integra-75
tion practice by studying the need for quality improvement76
and current trends of availability and use of information in77
furthering flexibility and reconfigurability in manufacturing78
enterprise. A case study is presented of development of a new79
graduate program curriculum built on the concept of systems80
Fig. 3 Progressive sheet stamping process using intelligent program-ming. The intelligent system with no prior process knowledge outputessentially the same process that had been developed through years ofexperience
integration, with input from industrial original equipment 81
manufacturers and suppliers. Engineering design tools are 82
applied to develop a technical, business and cultural frame- 83
work of a curriculum to educate the next generation of auto- 84
motive industry leaders. 85
Recent manufacturing developments in the automotive 86
industry 87
Intelligent quality improvement 88
One platform upon which to consider study of the concept 89
of systems integration is in the analysis of quality uniformity 90
across different suppliers to the automotive OEM, and appli- 91
cation of intelligent manufacturing systems to ensure this 92
quality consistency. Vosniakos et al. (2005) apply intelligent 93
logic programming for process planning in the automotive 94
domain of progressive-die sheet metal forming. The system 95
generates and makes use of stored knowledge to check manu- 96
facturability, plan the phases of the process, and to verify 97
tooling designs; process validation output is shown in Fig. 3. 98
This approach is part of a new technological direc- 99
tion in manufacturing to incorporate design considerations 100
directly and automatically in the process. Another applica- 101
tion of information use in providing quality uniformity is 102
Balic’s intelligent programming of computer numerical con- 103
trol (CNC) turning (Balic et al. 2006). The system augments 104
part computer-aided design (CAD) data with a genetic algo- 105
rithm tool selection and cycle planning routine. This is an 106
evolution of earlier work in expert system development using 107
GA (Balic and Abersek 1997). Intelligent process planning 108
is also addressed by Wang through the integrated intelligent 109
process planning system (IIPPS) (Wang 1998). Results of 110
such work are applicable across the supply base in a flexible 111
manufacturing framework, insuring better quality supplier to 112
supplier as designs evolve and market demands change. 113
123
Journal: 10845-JIMS Article No.: 0329 MS Code: CollabR&D-04 TYPESET DISK LE CP Disp.:2009/10/8 Pages: 16 Layout: Larg
Au
tho
r P
ro
of

unco
rrec
ted
proo
f
J Intell Manuf
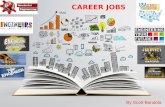
Fig. 4 Communication architecture for manufacturing health. Legacysystems such as programmable logic controllers (PLCs), CNCs androbotics are interfaced across a common object linking and embed-ding for process control (OPC) network which may utilize Microsoft
message queuing (MSMQ). Such a structure enables interoperabilityof systems with different data formats. Data are managed through aStructured Query Language (SQL) database, and analysis applicationsinterface through reporting services
An intelligent approach to quality uniformity in the area114
of materials is given by Brezocnik et al. (2002). They sim-115
ilarly use genetic programming to derive the flow stress of116
steel in bulk forming. Based on experimental data, a model of117
forming efficiency evolves, yielding accurate material prop-118
erties that can be fed back to the process for improved quality119
consistency.120
Tolerance is another area to address when dealing with121
quality uniformity. Berruet et al. (1999) address tolerance122
evaluation for flexible manufacturing systems (FMS). This123
work evaluates the potential for failure in FMSs, and pre-124
scribes the addition of flexible elements to the system in areas125
of failure sensitivity. This approach not only addresses qual-126
ity consistency, but also supply chain reliability.127
Rokach and Maimon (2006) present a new data mining128
algorithm for discovering patterns in complex manufactur-129
ing processes. Traditional data mining techniques are more130
difficult to apply to manufacturing data due to unbalance dis-131
tribution of the target value and small training sets. The new132
algorithm is applied to manufacturing quality improvement,133
and can be used as an enabling tool to improve quality con-134
sistency across suppliers for both α (producer) and β (con-135
sumer) risks. Te-Sheng et al. (2006) also address data mining136
for assessment of manufacturing yield rate for a semicon-137
ductor operation. This approach is warranted due to process138
complexity and interaction between operations.139
A fuzzy selection algorithm for quality-based invest-140
ments by suppliers is presented by Gungor and ArIkan141
(2007) in order to obtain the highest quality value. Fuzzy set142
theory is used to select investments from engineering, mar-143
keting, supply quality, quality certification, inspection, tech-144
nology and training. Such a system supports consideration of145
poorly-defined or linguistic considerations when selecting a 146
quality investment. In all of these cases, a broader under- 147
standing of systemic interaction effects is warranted. 148
Digital technology in the manufacturing enterprise 149
The ease of information generation and its use in the man- 150
ufacturing process has been enabled by advances in digital 151
technology. Filos and Banahan (2001) review digital tech- 152
nology development in research and technological develop- 153
ment organizations, and the importance of properly using 154
these technologies to leverage the interlinked relationships 155
of information and knowledge to both research and econ- 156
omy. The “unforeseen opportunities” that access to this infor- 157
mation stream allow support intelligent manufacturing in 158
the form of interoperability standards between suppliers and 159
automotive OEMs. These include both open internet stan- 160
dards for new information generation as well as middleware 161
standards to interface legacy systems. 162
Digital technologies applied to workflow management in 163
manufacturing are also becoming better formalized. Supply 164
chain logistics and factory-level monitoring systems are able 165
not only to report workflow data, but also to diagnose defi- 166
ciencies and monitor overall manufacturing system health. 167
Architectures such as the factory throughput analysis system 168
in Fig. 4 are enabled by advances in information management 169
technology. 170
Cenesiz and Esin (2004) treat protocol analysis for net- 171
working intelligent devices within the manufacturing sys- 172
tem via controller area network (CAN) bus. This bus 173
system, originally developed by Robert Bosch Corpora- 174
tion for automotive in-vehicle communication is shown to 175
123
Journal: 10845-JIMS Article No.: 0329 MS Code: CollabR&D-04 TYPESET DISK LE CP Disp.:2009/10/8 Pages: 16 Layout: Large
Au
tho
r P
ro
of

unco
rrec
ted
proo
f
J Intell Manuf
Fig. 5 Activity and data flow in manufacturing. Design, process planand production activities can benefit from a neutral data model (Feng2003)
be useful as a highly-reliable and low-cost alternative in176
factory communication systems, and is amenable to network-177
ing multiple real-time systems.178
The National Institute of Standards and Technology179
(NIST, US Dept. of Commerce) has been deeply involved180
with standardization of communication methods and proto-181
cols among software, design, manufacturing and production182
planning systems. Feng (2003) highlights the criticality of183
the data incompatibility problem as design and manufactur-184
ing systems become more global and more highly vertically-185
integrated. A process planning activity model is developed186
to create a framework context to identify deficiencies in data187
flow and requirements at different process levels; high-level188
relationships are represented in Fig. 5.189
The process planning activity model is exemplified on190
data flow for a CNC machining process. Such a standard191
also promotes interoperability of supplier software systems192
and leads to improved quality consistency. López-Ortega also193
addresses machining-specific common language using STan-194
dard for Exchange of Product data (STEP) data standard195
implemented in Java classes (Lopez-Ortega and Ramirez196
2005). This standard allows process planning in the context197
of resource sharing in flexible systems. Typical resources to198
be managed in an automated flexible system are given in199
Table 1.200
Process planning systems are also treated by Hsieh201
and Wu (2000) in analysis of error sensitivity in classical202
computer-integrated deterministic production planning mod- 203
els. Information always contains uncertainty, and this effect 204
can be directly accounted for in planning if it is accessible. 205
Treatment using probabilistic methods in a production exam- 206
ple shows improved planning performance. 207
Intelligent support of manufacturing flexibility 208
A further development supported by digital technology 209
enablers is flexibility in manufacturing. The flexible man- 210
ufacturing system (FMS) offers benefits over traditional pro- 211
cesses by their capability to respond to changing market, 212
volume and demand conditions with minimal quality, cost 213
and delivery (QCD) impact. Mehrabi et al. (2002) offer a 214
comprehensive review of trends and outlooks for this devel- 215
oping area of manufacturing systems. Over 60% of man- 216
ufacturing experts in this study claim that the FMS is not 217
living up to expectations; a primary opinion is that training, 218
software and communications are areas for improvement for 219
FMSs and for the new generation of reconfigurable manu- 220
facturing system (RMS). An aim of the Clemson AEP is to 221
develop technical skill and expertise in the area of flexible 222
systems. 223
Wang and Deng address the FMS as a system of machin- 224
ing centers with material handling and automatic storage 225
incorporating real-time decision making under a formal 226
architecture (Jiacun and Yi 1999). Such an architecture offers 227
scalability in FMS design. Rahimifard and Newman (1999) 228
note the evolution of information systems in manufacturing 229
and their role in enabling flexibility. 230
Hauser and De Weck (2007) argue that demand fluctu- 231
ations and component specification changes have exposed 232
the need for embedding more flexibility in manufacturing 233
systems and processes. This is greatly prevalent in the 234
automotive manufacturing industry, where the market is 235
characterized by fragmentation, volatility and product plat- 236
forming. A qualitative comparison of representative manu- 237
facturing processes is given in Fig. 6. 238
Table 1 Automated resources of a FMS
Flexible manufacturing resource Acronym Description
Automated guided vehicle AGV Battery-powered, automatically-steered vehicles that follow definedpathways in the floor. They are used to move unit loads between loadand unload stations
Automatic storage and retrieval system ASRS A storage system that performs storage and retrieval operations withspeed and accuracy under a defined degree of automation
Computer numerical control CNC Numerical control machine tools whose operation is based on adedicated computer.
Robot none General-purpose, programmable machine possessing certainanthropomorphic characteristics, the most obvious of them is themechanical arm
Resources are effectively allocated when production plans are made on a common data system such as STEP (Lopez-Ortega and Ramirez 2005)
123
Journal: 10845-JIMS Article No.: 0329 MS Code: CollabR&D-04 TYPESET DISK LE CP Disp.:2009/10/8 Pages: 16 Layout: Larg
Au
tho
r P
ro
of

unco
rrec
ted
proo
f
J Intell Manuf
Fig. 6 Manufacturing flexibility space. Processes are compared forflexibility on scales of changeover time, productivity and variable vs.fixed costs (Hauser and De Weck 2007)
Such comparison can be quantitatively used for process239
selection and identification of areas for new process devel-240
opment.241
Human factors in manufacturing development242
Ultimately, the described areas of manufacturing develop-243
ment are driven in the automotive industry by the coupled244
evolution of digital technology advancement (knowledge245
availability), flexible manufacturing, and increased global246
competition. Zargari et al. (1999) completed a detailed survey247
of Society of Manufacturing Engineers College Fellows and248
awardees to ascertain the collective expert opinion regard-249
ing current state of US Manufacturing curricula. The first250
point noted by the study is that manufacturing expertise and251
domestic manufacturing capability are vital to the economic252
stability of the United States. The pool of qualified manu-253
facturing employees as a whole is decreasing due to both254
reduced involvement in Manufacturing Engineering (slow-255
ing of the “runner” in the competitive race) and increasing256
complexity of technological systems (receding finish line). 257
Almost 90% of responding Outstanding Young Engineer a- 258
wardees believe that there is a lack of competency because of 259
the distance between education and real world applications 260
(Zargari et al. 1999). The expert consensus was that engi- 261
neering graduates need not only a technical background, but 262
also have the ability to communicate clearly and positively, 263
and to manage complex interrelated systems. 264
This recognized need motivates the education of a new 265
class of integration engineer, familiar with intersystem 266
effects among design, manufacturing and market, as well as 267
the effective use of knowledge in automotive development. 268
Automotive engineering program at Clemson University 269
The Automotive Engineering Program (AEP) at Clemson 270
University is a graduate-level engineering program founded 271
on the needs of the automotive industry. The master of sci- 272
ence (MS) program responds to the professional needs of 273
the industry, while doctoral research programs contribute to 274
the economic future of the industry in the state, nation and 275
world through advancements in automotive and manufac- 276
turing technology. Primary goals of the AEP are to develop 277
students’ communication, leadership, project management, 278
business and critical-thinking skills, ethical judgment, global 279
awareness, and scientific and technological knowledge as it 280
relates to the automotive sector. 281
The guiding vision of the AEP is to be thePremier research 282
and education program for automotive engineering and mo- 283
torsports. This vision is supported through a dedicated satel- 284
lite campus known as the Clemson University-International 285
Center for Automotive Research, a 330-acre research park 286
housing automotive industry research centers and the home 287
of the AEP, the Campbell Graduate Engineering Center 288
(CGEC, see Fig. 7). 289
Fig. 7 Campbell graduate engineering center (Clemson University). The automotive engineering program is housed in this 90,000 ft2 research andeducation center
123
Journal: 10845-JIMS Article No.: 0329 MS Code: CollabR&D-04 TYPESET DISK LE CP Disp.:2009/10/8 Pages: 16 Layout: Large
Au
tho
r P
ro
of

unco
rrec
ted
proo
f
J Intell Manuf
To achieve and support this vision, the program will290
adhere to the primary theme Interdisciplinary research291
and education focused on complex systems integration292
using the automobile and its manufacturing environment293
as a platform. The theme is characterized by the following294
principles:295
• Interdisciplinary Character,296
• Industry Involvement,297
• International Orientation / Participation,298
• Student development / accomplishment mentorship,299
• Delivering exceptional value to sponsors,300
• Responsibility and contributions to society,301
• Supporting economic development in South Carolina,302
and303
• Contributing to Clemson’s vision and goals.304
The program is developed in order to address the afore-305
mentioned needs, particularly the understanding of the306
relationships between design, manufacturing and quality,307
ability to leverage process intelligence with process inter-308
operability, and establishing the fundamental framework for309
the automotive engineer to think and design at the systems310
level.311
Critical factors312
The interaction studies for the needs of the automotive indus-313
try resulted in a number of key critical factors lacking in the314
automotive engineer. These were taken from both OEM and315
Supplier interviews, and the results differed greatly in terms316
of technical versus organizational competence.317
Critical factors: original equipment manufacturers318
The major classes and subjective areas highlighted by OEMs319
are given in Table 2. These areas are representative of auto-320
motive-specific subjects perceived by the OEMs to be lacking321
in graduates from traditional engineering programs.322
These subjects encompass not only technical knowledge323
and ability, but also proper use of these technical tools given324
production volumes, market conditions and maturity of tech-325
nology. Integration of technologies and systems is a key326
theme.327
Critical factors: major automotive suppliers328
The suppliers perceived a much greater need in the area of329
organizational “soft skills” for interacting with OEMs and330
providing smooth service within the supply chain. In this331
context, the term “soft skills” represents interpersonal, crea-332
tive and positive non-technical abilities, not to be confused333
Table 2 Automotive OEM perceived education need areas
Vehicle development: process and integration tools and methods
Vehicle architecture
Development process and tools
Vehicle testing
Problem solving methods and tools
Quality methods
Cost structures
Manufacturing: process, tools and development: focus on OEMmanufacturing
Supplier integration
Flexibility in manufacturing
Quality methods in manufacturing
Launch: preparation, management, project cost justification
Manufacturing technology integration
Management of cross-functional teams, synchronicitydisciplines+schedules
Financial evaluation of manufacturing+development projects and totalvehicle business cases
Electronics: from integration into vehicle to service and MMI
System integration for electronics
Board-net, test diagnosis and analysis in development+manufacturing+service
Electronics component manufacturing
Communication electronics, MMI (incl. ergonomics of vehicleoperation)…
Software design and logistics
Quality in software development
Development of controls
Subsystems: from functions to component, materials+manufacturingprocesses: prepares mainly to work for a parts supplier
Parts design and manufacturing (Why use castings?)
Subsystems/ components materials (basic and advanced)
Manufacturing processes depending on the volume
Combustion+fundamentals of power trains+power integration
Alternative energy
Vehicle market concepts technology concept evaluation
Vehicle+market customer behavior
Vehicle business cases
Vehicle dynamics simulations
Body and suspension simulations
Aerodynamics simulations
The automotive interests are organized roughly by developmental stageof the vehicle
with soft computing in intelligent systems. Supplier per- 334
ceived needs are presented in Table 3. 335
These perceived needs are highly organizational and man- 336
agement-oriented with virtually no technical content. Based 337
on the major topical areas, an implicit need for integra- 338
tion capability is shown, but never explicitly voiced by the 339
suppliers. 340
123
Journal: 10845-JIMS Article No.: 0329 MS Code: CollabR&D-04 TYPESET DISK LE CP Disp.:2009/10/8 Pages: 16 Layout: Larg
Au
tho
r P
ro
of

unco
rrec
ted
proo
f
J Intell Manuf
Table 3 Automotive SupplierPerceived Education NeedAreas. The supplier interests areshown by organizationalcategory
Communication Multi-cultural issues
Report writing—presentations well integrated Multi-cultural management
Teaching how to communicate through people How product is used across cultures
Communication through layers of management Collaboration tools—work together
Communicate orders and why they were given Policies
How to present and sell Liability issues—Risk assessment
Future modes of communication Social issues related to the vehicle
Effective modes of communication Economics of public choice
Communication—transmitting and receiving Policy—trade, regulation, environment
Effectively communicating Navigating policy and financial issues
Communication as a means for cultural diversity Business
Use of technology in communication Negotiation
How to create an environment such thatcommunication can occur effectively
Who is the customer? internal vs. externalcustomers
Writing skills: technical and creative Thinking out of the box—whole picture
Assertiveness (when to speak—how to be heard) Look beyond the car—but at total impact
Ability to define customer needs clearly Look at it as a business
Leadership Design and mfg. effects on society
Leadership/team skills Honor code, ethics
Listening skills Problem solving
Cultural aspects/differences Balance the how and why issues
Internal marketing Sustainable development
Interpersonal dynamics Creativity
Presenting ideas in a non-confrontational manner Solution is only one step—must keep going
Money is the best motivator How to think and how to learn
Negotiation skills Problem solving methodology
Leadership roles Integration tools
Pre-selling, internal marketing Systems view
Project management Critical thinking skills
Project management (keeping on schedule) Life cycle issues
Innovation and entrepreneurship Diversity in problem solving
Innovation is a value proposition Quality tools such as six sigma
Concepts related to innovation Design to cost/value
How to think about innovation Rapid design/rapid experimentation
Value of innovation Ability to function in uncertain conditions
Critical factors: comments on disparity between OEM and341
supplier perceived need342
It is interesting to notice that “Supplier Integration” is only343
a single item in the OEM educational strategy, though sup-344
plier issues represent a significant portion of OEM effort345
and cost. The OEM main focus is on technical integration346
of vehicle architecture, electronics, software, simulation and347
production systems.348
Alternatively, the Supplier needs approach is highly349
organizational and management-oriented. These types of350
skills are not typically core to an engineering curriculum,351
and the effect in the supplier workplace is demonstrated.352
Interestingly virtually no technical needs are given, even353
as the current market trend of vehicle development and 354
manufacture is putting a higher technological burden on the 355
supplier. 356
The different perceived needs of OEM and supplier have 357
driven the development of a holistic Curriculum incorpo- 358
rating hands-on practical experience, research, and a set of 359
courses that address integration of technical and organiza- 360
tional needs for producing the next-generation Integration 361
Engineer to serve the Automotive industry. This engineer 362
will be an individual capable of specializing in a few key 363
areas, but with the understanding of the effects that his deci- 364
sions have on the system as a whole from the standpoints 365
of functional performance, environmental robustness, total 366
system cost, business strategy, and marketability. 367
123
Journal: 10845-JIMS Article No.: 0329 MS Code: CollabR&D-04 TYPESET DISK LE CP Disp.:2009/10/8 Pages: 16 Layout: Large
Au
tho
r P
ro
of

unco
rrec
ted
proo
f
J Intell Manuf
Incorporation of intelligent methods to satisfy368
perceived needs369
In the Clemson AEP, needs in particular areas are addressed370
with an emphasis on intelligent methods, specifically product371
development planning/realization and manufacturing sys-372
tems education. In product design and planning, systems-373
level needs identified by the OEM are addressed using digital374
manufacturing tools such as and ergonomic analysis. These375
tools give a modeled view approximating reality without the376
cost of prototype development and testing. This digital anal-377
ysis is incorporated to the product development and launch378
aspects of the curriculum.379
Similarly, intelligent approaches are included in instruc-380
tion and practical projects in the manufacturing area to381
address needs identified by both OEM and suppliers such382
as flexible and reconfigurable manufacturing system design,383
use of product and process information in inspection design,384
and system robustness to uncertain conditions. Additionally,385
digital representations of manufacturing processes are used386
for process planning, force and power analysis, and develop-387
ment of interactive cost models.388
Application of design tools to curriculum development:389
background and current state390
A new curriculum must be approached systematically if it is391
to be successful. Miller (1998) highlighted the problem of392
lack of “real-world” preparation of new engineering gradu-393
ates going to industry, and points to a number of factors con-394
tributing to the disparity. Curricula have traditionally been395
slow to respond to industry needs, and have not kept pace396
instructionally with technological advances, particularly in397
manufacturing programs. Of primary importance in incor-398
porating industrial internships in the field of study to provide399
practical knowledge and understanding not attainable in the400
classroom. Additionally, Miller notes a lack of instruction in401
necessary “soft skills” necessary for functioning in an indus-402
trial environment, but not typically taught in traditional pro-403
grams. Primarily noted:404
• opportunities for students to interact on teams,405
• explicit instruction on communication skills,406
• explicit teaching of process skills such as creative prob-407
lem solving and project management,408
• application of skills to engineering problems,409
• better understanding of interaction effects in both com-410
plex products and organizations (seeing the big picture),411
and412
• ability to question current practices.413
A methodology for curriculum development using design414
tools was proposed by Shea and West (1996), who applied415
Table 4 Areas of engineering curriculum importance (Shea and West)
Rating (/ 5.00)
Topical areas
Engineering economics 4.13
Quality management 4.04
Design process 4.03
Statistics 4.03
Planning and control 3.99
Critical attributes
Communication skills 4.60
Problem solving skills 4.45
People skill 4.45
Commitment to objective 4.13
Continuous improvement 4.12
High ethical standard 3.83
IME topics 3.72
Business operations 3.64
Design skills 3.38
Engineering fundamentals 2.92
multi-objective programming to satisfy educational objec- 416
tives while meeting the university, college, accreditation and 417
course sequence constraints of the engineering curriculum. 418
They developed a multi-objective model, then identified five 419
of nineteen topical areas and ten critical attributes decided as 420
important for graduates. These are shown in Table 4. 421
Note that “soft” skills not traditionally taught explicitly 422
in engineering are most highly rated. Shea used a simpli- 423
fied weighting scheme to develop test curricula emphasizing 424
different areas. 425
Shih (1994) identified global competition, increasing tech- 426
nology and the need for agility as motivators for improving 427
the manufacturing engineering curriculum. This led to his 428
development of the integrated manufacturing systems engi- 429
neering (IMSE) discipline, where some program focus is 430
given to tools and techniques for managing integrated sys- 431
tems, namely: 432
• Computer-Integrated Manufacturing (CIM), 433
• Concurrent Engineering (CE), 434
• Total Quality Management (TQM), and 435
• Reengineering. 436
These tools have been integrated to the instructional curricu- 437
lum at Clemson University, and were also used themselves to 438
take a scientific approach in development of the curriculum 439
itself. Though the described tools are outmoded today, the 440
methodology can still be successfully applied. 441
Thom et al. (2002) also apply design tools such as weigh- 442
ted objectives, Quality Function Deployment, and func- 443
tional decomposition directly to curriculum development at 444
123
Journal: 10845-JIMS Article No.: 0329 MS Code: CollabR&D-04 TYPESET DISK LE CP Disp.:2009/10/8 Pages: 16 Layout: Larg
Au
tho
r P
ro
of

unco
rrec
ted
proo
f
J Intell Manuf
Purdue University. They cite the benefits as being able to445
improve complex and coupled organizational systems such446
as curricula using a structured methodology. The curricu-447
lum is treated as analogous to a complex manufactured prod-448
uct. This approach overcomes a number of challenges for449
traditional curriculum reviews, namely implementation of a450
systematic approach and having a quantitative measure of451
curriculum success.452
Previously at Clemson University, Beasley et al. (1995)453
created and applied a design optimization approach for454
undergraduate scientific curriculum development. Such a455
curriculum requires optimization of course offerings subject456
to external constraints such as ABET requirements, bud-457
gets, facilities available, faculty time and industrial advi-458
sory board recommendations. A curriculum was developed459
first by identifying key organizational elements across the460
4-year window, then through iterative identification and461
topical coverage development for individual courses. This462
approach was expanded to include quality-related continu-463
ous improvement concepts applied to develop a systematic464
framework for assessing and improving existing engineering465
curricula (Beasley et al. 1996). These techniques continue466
to be used in Clemson University Mechanical Engineering467
today, and will be applied in periodic reviews of the Auto-468
motive Engineering curriculum.469
More recently, Lerman (2008) has pointed to the need for470
critical analysis of targeted skills in education programs. He471
points out that programs which continue to assume a needed472
skill set based on data of decades ago cannot compete in473
today’s competitive business environment where foci such as474
agility and flexibility have replaced traditional success val-475
ues. The conclusion is that skills required for a given market476
must be actively studied with the industry of that market to477
provide an occupation-focused education plan.478
Borthwick et al. (2000) undertook a study in the Australian479
automotive service industry to identify skill shortcomings to480
be addressed through education programs. The data were col-481
lected through focus groups with industry representatives to482
the Australian Chamber of Commerce and Industry (ACCI),483
the Australian Industry Group (AIG) and the Business Coun-484
cil of Australia (BCA). They also examined the impact of485
training through hands-on apprenticeship and higher educa-486
tion class work on the resultant skill set.487
Emadi and Jacobius (2004) give a detailed review of a cur-488
riculum development for automotive electric power drives at489
the Illinois Institute of Technology. This undergraduate pro-490
gram places teams of students in the role of design teams491
for electric power integration to vehicles. This need of iden-492
tifying and practicing issues with integration of new sys-493
tems to existing platforms was also cited as a critical need in494
our curriculum development study. Education development495
for adapting and maintaining electrical systems to conven-496
tional vehicles was also addressed by Oklahoma’s Mid-Del497
Technology Center (Lee and Stephens 2004). Curriculum 498
developers formed partnerships with businesses and Depart- 499
ment of Defense facilities for input on areas of education for 500
electric vehicles. Additionally, partnerships resulted in dona- 501
tions of Toyota Prius, Honda Insight and GM EV-1 vehicles 502
to be used as practical study subjects. 503
McGrath (2007) highlights the important role of global- 504
ization in motivating higher-skill-set curricula, particularly 505
for the automotive industry. He uses the case of automotive 506
globalization and resultant commercial proliferation within 507
South Africa as a prime motivator for improved higher 508
education curriculum development in partnership with this 509
important industry. Van Der Linde (2000) also addresses 510
the relationship of education and employee marketability in 511
South Africa, stressing the need for education programs to 512
be sensitive to changes in national industry, and to adjust 513
curricula as needed to continue providing viable employees. 514
Much as the automotive industry competes in an arena of 515
agility today, so must education programs be actively seek- 516
ing information and reinventing their programs in response 517
to change. 518
Guerra-Zubiaga et al. (2008) highlight the importance of 519
collaborative learning methods (i.e., integration of education 520
with industrial or practical influences) to improve engineer- 521
ing education. The case study undertaken is that of collab- 522
orative design tools such as those in the product lifecycle 523
management (PLM) class of tools emerging as a necessary 524
approach for managing automotive developmental informa- 525
tion. They specifically point out deficiencies of programs 526
that do not elicit feedback from the end customer (automo- 527
tive industry), specifically: 528
• Inability to generalize new knowledge from previously 529
known concepts; 530
• Inability to recognize variations of previously known con- 531
cepts, when taken out of the context in which they were 532
learnt; 533
• Inability to apply known methodologies to ‘open-end’ 534
problems, i.e., when the specific question to be answered 535
is unfocused. These problems arise frequently in engi- 536
neering design; 537
• The available channels for receiving information are 538
almost restricted to audio-visual, associated to short-term 539
memory and poor insight; 540
• Essential life-enduring skills such as creativeness, 541
reflexiveness, abstractiveness, etc., remain undeveloped 542
(Guerra-Zubiaga et al. 2008). 543
The conclusion of this review is that application of tradi- 544
tional learning environments (i.e., classroom and textbook) 545
do not address the specific needs of open problem require- 546
ments development, integration of complex systems, and 547
the creativity required to address these problems. These 548
123
Journal: 10845-JIMS Article No.: 0329 MS Code: CollabR&D-04 TYPESET DISK LE CP Disp.:2009/10/8 Pages: 16 Layout: Large
Au
tho
r P
ro
of

unco
rrec
ted
proo
f
J Intell Manuf
newly-defined required skills have been taken to heart in the549
design of the Clemson University Automotive Engineering550
program. The AEP was originated through extensive interac-551
tive workshops with automotive industry OEM and supplier552
partners beginning in late 2003. The primary activities were553
undertaken to answer the question “what is lacking in the554
engineers you hire from traditional Mechanical Engineering555
and Electrical Engineering programs?”556
Application of design tools to curriculum development:557
Clemson University558
For the Clemson University graduate Automotive Engineer-559
ing Program, a number of program requirement ideation tools560
and metrics were used, including decision matrices, affinity561
diagrams, and most notably the Quality Function Deploy-562
ment matrix (Kogure and Akao 1983). This tool correlates563
end user (automotive OEMs and suppliers) requirements564
with specific program features (classes, education tracks and565
research areas).566
To develop the QFD for the Automotive Engineering pro-567
gram, a series of interviews over the period 2000–2002 were568
conducted to elucidate the perceived requirements of grad-569
uates for industry. The interviews were undertaken with a570
major Original Equipment Manufacturer, BMW AG, as well571
as Tier-1 and Tier-2 suppliers, most notably Michelin North572
America and The Timken Company. Results of these inter-573
views were grouped by capability class and used to drive574
program development. An example of the QFD tool used for575
program evaluation is shown in Fig. 8.576
As shown by this table, the capability requirements identi-577
fied through OEM interview and focus groups are addressed578
by different courses. The tool is used to verify that all required 579
capabilities are addressed in the curriculum (all rows should 580
have one or more entries), and that no extraneous offerings 581
are included (no columns should be blank or sparse). An 582
equivalent activity was undertaken for the input offered from 583
interaction with primary automotive supplier partners. Pro- 584
gram educational structure is described in Sect. ??. 585
Program structure 586
The AEP consists of core offerings as a requirement for all 587
graduates, and a variety of technical and business offerings 588
that allow the student freedom to specialize in certain areas 589
while achieving the identified objective outcomes. 590
Core classes 591
Core education requirements are embodied in a set of base 592
courses, covering fundamental skills identified during the 593
requirements embodiment phase of program development. 594
These primary skill sets imparted by the core class 595
requirements are as follows. 596
• Project Management for Design and Manufacturing. Pro- 597
ject management is an essential skill for ability to operate 598
in the automotive design and manufacturing environment; 599
• Overview of Automotive Systems. Students are presented 600
with an overview of major automotive systems, their func- 601
tions, constituent components and interfaces with the envi- 602
ronment. Particularly stressed is functional decomposition 603
of systems and a study of the interfaces between systems. 604
Fig. 8 QFD for deployment of OEM capability requirements to automotive engineering curriculum. The first two categories of capability studyare shown; 8×× designation represents the catalog course numbers
123
Journal: 10845-JIMS Article No.: 0329 MS Code: CollabR&D-04 TYPESET DISK LE CP Disp.:2009/10/8 Pages: 16 Layout: Larg
Au
tho
r P
ro
of

unco
rrec
ted
proo
f
J Intell Manuf
This study of interfaces and interactions leads directly to605
the concept of systems integration;606
• Systems Integration Concepts and Methods. A critical607
explicit approach to the study of interactions between sys-608
tems and subsystems is undertaken to provide the student609
with foundational knowledge of the effect decisions have610
on the system as a whole. Exemplary case studies are pre-611
sented that embody the integrated nature of the modern612
vehicle;613
• Applied Systems Integration. The concepts learned dur-614
ing the overall course of study are applied in a laboratory615
course, where students are presented with an open-ended616
design problem spanning multiple domains of specializa-617
tion. The emphasis is on global system design optimization618
in an open design space; both vehicle and manufacturing619
systems are treated.620
Technical emphasis: track courses621
Technical breadth and depth is introduced to students through622
a number of courses grouped by focus tracks. The tracks and623
current planned courses are given in Table 5.624
Technical track courses in Manufacturing Processes are625
presented on a product platform. Representative automotive626
components and their function are presented as a context for627
manufacturing process selection and analysis. Automation,628
supply chain and intelligent manufacturing concepts are pre-629
sented, and all concepts are reinforced with industry interac-630
tion (tour or in-class discussion).631
Previous treatment of interdisciplinary manufacturing632
instruction with involvement of industry was presented by633
Deisenroth and Mason (1996) in design of an aerospace634
manufacturing course with the aircraft, its subsystems and635
components as the platform of study. They also integrated636
transition of instruction from a process focus to a manufac-637
turing systems focus, and included cost drivers and manu-638
facturing selection topics for an integrated approach.639
Technical emphasis: function and system approaches640
The Master’s degree professional program has two major641
“stems” or directions of study based on the student inter-642
est and final employment objective. The Function stem643
is designed primarily to meet the needs of the automo-644
tive tier 1 and tier 2 suppliers for individuals with knowl-645
edge and skills to integrate two or more technical areas.646
The System stem primarily meets the needs of automotive647
OEMs for individuals having knowledge and skills to man-648
age and integrate people, technologies, and suppliers at dif-649
ferent stages of the vehicle development/production process650
chain.651
Table 5 Technical track courses in the AEP
T1 vehicle materials and structures mechanics
AuE 853: Crash analysis methods and crashworthiness
AuE 855: Structural/thermal analysis methods forautomotive structure, systems, and components
AuE 866: Advanced materials for automotive applications
T2 vehicle electronics, mechatronics and computer systems
AuE 825: Automotive sensors and actuators
AuE 826: On board diagnostics and reliability
AuE 827: Automotive control systems design
T3 vehicle design and integration, methods and tools
AuE 846: Tire behavior and its influence on vehicle performance
AuE 847: Vehicle suspension systems design and analysis
AuE 848: Vehicle braking systems
AuE 849: Automotive chassis design
AuE 875: Vehicle development and realization
AuE 876: Mass customization design for vehicles
AuE 877: Light-weight vehicle systems design
AuE 884: Body and interior design
AuE 885: Vehicle layout engineering and ergonomic design
T4 vehicle manufacturing and production
AuE 867: Vehicle manufacturing processes I
AuE 868: Vehicle manufacturing processes II
T5 vehicle performance (vehicle physics)
AuE 850: Automotive stability and safety systems
AuE 805: Ground vehicle aerodynamics
AuE 886: Vehicle noise, vibration and harshness
AuE 887: Methods for vehicle testing
T6 vehicle power systems and transmission
AuE 816: Engine combustion and emissions
AuE 817: Alternative energy sources
AuE 828: Fundamentals of vehicle drivelines and power trainintegration
Courses for tracks T1–T6 that are shown in italic have been developedand taught; others are either in development or planned for development
• Function Stem. The function stem emphasizes technical 652
competence in two or three specialization areas as noted 653
in the defined technical tracks; 654
• System Stem. The system stem replaces two technical 655
track courses with courses chosen from the following: 656
AuE 831: New Vehicle Conception, Market and Technol- 657
ogy Identification, Concept Validation 658
AuE 832: Vehicle Development and Integration Processes, 659
Methods and Tools 660
AuE 833: Automotive Manufacturing Process Develop- 661
ment, Methods and Tools 662
AuE 834: Automotive Production Preparation, Manage- 663
ment and Launch 664
AuE 835: Vehicle Electronics Integration—A Process 665
Chain Perspective 666
123
Journal: 10845-JIMS Article No.: 0329 MS Code: CollabR&D-04 TYPESET DISK LE CP Disp.:2009/10/8 Pages: 16 Layout: Large
Au
tho
r P
ro
of

unco
rrec
ted
proo
f
J Intell Manuf
The objective of Systems-stem courses is to provide the667
students with a more detailed knowledge and experiences668
as related to various stages in the vehicle development/669
production process chain.670
Business emphasis671
To provide the students with the foundations of business,672
economics, policies etc. as pertinent to the automotive indus-673
try, a requirement of two business courses is imposed. One674
is chosen from a traditional business school offering, while675
a second business course specific to the automotive indus-676
try has been developed through Clemson’s Spiro Center for677
Entrepreneurial Leadership. This course, titled Autovation678
is designed to engage graduate-level engineering students679
in emerging trends and technologies in the automotive sec-680
tor. The first semester provides an introduction to emerg-681
ing automotive competition and modern market demands;682
emphasis is placed on the development of economically via-683
ble alternative fuel sources (primarily hydrogen fuel cells).684
The second semester focuses on applying the lessons from685
the first semester; students design products and detailed busi-686
ness plans addressing these issues. Both courses are centered687
around teams of students working to understand and develop688
entrepreneurial skills.689
This two-course approach requires the student to be690
founded in business concepts while exploring the latest busi-691
ness aspects and considerations within Automotive Engi-692
neering. The curriculum does allow flexibility, so students693
can specialize in a number of traditional business areas while694
being exposed to entrepreneurship and new automotive mar-695
ket developments and trends.696
Incorporation of practical experience to curriculum697
An additional program need identified through industrial698
partner input is graduates with practical experience and699
knowledge. This need is addressed from two directions. First,700
a program requirement of 2 years of industry experience is701
imposed. This allows education of the student at a higher702
level of understanding. Common terminology, professional703
relationship ability, and an understanding of the industrial704
environment serve as practical prerequisites for the program.705
A second approach to this need is an underlying theme706
throughout courses of hands-on involvement with equipment707
and systems under study, as well as interaction with indus-708
trial partners through guest speaking, plant tours, internships709
and a required industrial internship.710
Jiles compares curriculum development incorporating711
integrated practical education with the traditional final cap-712
stone project approach, identifying “common deficiencies”713
of traditional graduates as noted by industry (Jiles et al.714
2002):715
• poor understanding of manufacturing processes, 716
• a desire for more “high tech” solutions, 717
• lack of design capability, 718
• lack of appreciation for alternatives, 719
• lack of knowledge of value engineering, 720
• lack of appreciation for variation, 721
• poor perception of the overall project engineering pro- 722
cess, 723
• narrow view of engineering and related disciplines, 724
• weak communication skills, and 725
• lack of experience working in teams. 726
These needs have traditionally been treated by a single “cap- 727
stone” course at the end of the curriculum, an approach which 728
has merit but is not effective in preparing students for indus- 729
try as these needs increase and new practical needs identified 730
(e.g., design of flexible systems). Jiles developed the “VID” 731
approach, which parallels that of R&D teams in industry, and 732
applies it to a Materials Science curriculum incorporated to 733
Nondestructive Evaluation center sponsored by the National 734
Science Foundation (NSF). 735
Another education area in need of integrated practical 736
instruction is process instrumentation and control. Amadi- 737
Echendu and Higham (1997) describe an approach to curric- 738
ulum development in this area, transitioning the technology 739
from an “artisan” approach given by employers after hire to 740
a more scientific treatment obtained in the educational pro- 741
gram. The program collaborates with industry and profes- 742
sional society to offer instruction in practical, usable areas. 743
Schneider et al. (2005) address the practicality of instruc- 744
tion for development of a software engineering curriculum. 745
Industry input is solicited specifically from working gradu- 746
ates of the curriculum under development to find deficien- 747
cies, particularly software training that was required after 748
employment. Additionally, soft skill deficiencies were noted 749
as shown in Table 6. Though this data is from the software 750
industry, it highlights the perception of graduates from pro- 751
grams of complex system study as needing additional prac- 752
tical training after graduation. This is the same case with 753
the complex mechanical, electrical and software systems of 754
the automotive industry, motivating industry-based practical 755
input in the curriculum. 756
Mativo (2005) describes curriculum development in a 757
materials-based curriculum where the previous practice of 758
highly theoretical instruction was eschewed in favor of a bal- 759
anced approach of theory and practical experience with dif- 760
ferent materials in manufacturing. The addition of instruction 761
in current software used in industry develops graduates that 762
enter the workforce with a strong combination of knowledge 763
and skill. Tapper (2001) additionally noted the importance of 764
involving industry directly in engineering curriculum devel- 765
opment, particularly where laboratory equipment will be 766
highly utilized. 767
123
Journal: 10845-JIMS Article No.: 0329 MS Code: CollabR&D-04 TYPESET DISK LE CP Disp.:2009/10/8 Pages: 16 Layout: Larg
Au
tho
r P
ro
of

unco
rrec
ted
proo
f
J Intell Manuf
Table 6 Curriculum participant soft skill self-evaluation
Very little (%) Not much (%) Neutral (%) Much (%) A great deal (%)
Project management 14 5 38 33 10
Quality assurance 5 0 19 57 19
Teamwork 5 0 19 33 43
Risk management 10 33 33 24 0
Design 5 19 24 38 14
Requirements elicitation and documentation 0 5 19 38 38
Coding 0 0 10 33 57
Conflict resolution 14 29 38 10 10
Graduates of a software curriculum generally rated soft skill development in their education program as low, requiring additional development afteremployment
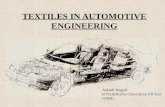
Fig. 9 Web-based instruction on electro-discharge machining. Current research results are demonstrated graphically, with time-based trend ofcritical process parameters. This is an on-demand web application (Yao et al. 2005)
The AEP curriculum developed at Clemson incorporates768
the hands-on “profound” experience described by Tapper,769
with the ability to be flexible to changing technology require-770
ments of industry. Knowledge that is today obtained by771
automotive engineers during their first years of employment772
is instead offered within the graduate curriculum, reducing773
learning time after graduation and making graduates imme-774
diately more usable to industry.775
Incorporation of parallel research to curriculum776
Research within an academic program is the impetus driving777
new technology development. As new areas of technology778
become increasingly important. It is necessary to begin edu-779
cation of these technologies and methods as they are being780
realized; development of the student and development of the781
technology will run in parallel.782
Yao et al. (2005) describe an example of this concept783
applied to an integrated research and education program in784
non-traditional manufacturing (NTM) methods. In addition785
to teaching of recent research results, digital technologies786
are also incorporated, both enriching the educational expe-787
rience and disseminating information to a broader audience.788
Examples of web-based technologies incorporated include789
Java applets, Shockwave animations, VRML animations, and 790
QuickTime movies to demonstrate concepts. The essence of 791
this program is its multidisciplinary nature, covering the inte- 792
gration aspects of mechanical, electrical, chemical and bio- 793
logical domains. An example of digital instruction materials 794
is given in Fig. 9. 795
Current state of development 796
As of this writing, the Master’s graduate education program 797
with 30 students has been realized for three full semesters. 798
Additionally, 20 Ph.D. students have been involved for over 799
2 years; these students will be the first students to obtain a 800
doctoral degree in the field of Automotive Engineering from 801
an American university. 802
There are a total of 50 students and 10 full-time fac- 803
ulty, and together we occupy the newly-constructed Camp- 804
bell Graduate Engineering Center. AuE course plans have 805
been vetted through focus groups with industrial partners 806
and Mechanical Engineering faculty as described; the first 807
year of courses is complete and the next is set to begin. Fur- 808
thermore, the faculty focus groups review the offered courses 809
in light of the students’ response, which is collected through 810
written student surveys and one on one discussions with the 811
123
Journal: 10845-JIMS Article No.: 0329 MS Code: CollabR&D-04 TYPESET DISK LE CP Disp.:2009/10/8 Pages: 16 Layout: Large
Au
tho
r P
ro
of

unco
rrec
ted
proo
f
J Intell Manuf
program student association. Also, the faculty discuss any812
new additions to the current offerings in light of new gov-813
ernmental regulations, new technologies or changes in the814
industry operating environment.815
The current course offerings focus on four different816
core areas; automotive manufacturing processes and sys-817
tems, vehicle performance, vehicular electronics and auto-818
motive power-train systems and technologies. The courses819
that support these foci are sequenced to couple with the820
core course offerings. The program is expected to gradu-821
ate its first generation masters students in the summer of822
2009.823
Industry focus824
There is heavy industrial involvement with the program, not825
only through course development input, but also direct con-826
tributions to courses in the forms of guest lectures, sponsored827
factory tours and in-kind equipment and software donations.828
Additionally, the industrial collaborators provide real-life829
case studies for the students to analyze and propose solutions;830
such activities include past and current challenges within the831
automotive industry.832
Additionally, an aligned intelligent manufacturing rese-833
arch plan is being carried out with industrially-sponsored834
projects. A number of consortia are also forming around835
the program, including the Clemson University Vehicular836
Electronics Consortium and the newly forming Automotive837
Industrial Partner Consortium, where manufacturers can join838
to drive research directions and take advantage of open results839
while maintaining intellectual property rights.840
Cultural awareness841
A final aspect of the curriculum unique to an Automo-842
tive Engineering graduate program is a cultural immer-843
sion requirement, whereby every student will be involved844
in a 6-month foreign residence internship with a partner845
company or international government research laboratory.846
While students get practical industrial research experience,847
they are also exposed to international culture and “learn by848
doing” cultural integration within the automotive environ-849
ment. This international internship also entails a language850
requirement, either previously spoken or through an intensive851
summer learning program. The cultural education side helps852
the students to operate effectively within a global environ-853
ment through improving their communication skills across854
different cultures and their understanding of the different855
habits and traditions across the world. Plans to improve the856
cultural educational aspect within the program is to incorpo-857
rate a cultural seminar series.858
Comments on curriculum 859
The Automotive Engineering graduate curriculum at Clem- 860
son University has been designed to incorporate exposure to 861
the practical aspects of a career in Automotive Engineering. 862
Particularly stressed is the integration of top-down systems- 863
level instruction exemplified on practical industrial projects, 864
and exposure of students to international cultural experience 865
in a technical environment. The curriculum is developed with 866
input from OEM and supplier representatives of the automo- 867
tive industry, highlighting needs that depart from traditional 868
technical instruction, such as business-product relationships 869
and interpersonal skills in a multicultural environment. 870
Additionally, the role of intelligent systems is included in 871
the curriculum design. Digital product design and the inter- 872
operability of digital systems in the product development 873
process are included in the product realization area. Intelli- 874
gent tools included in the manufacturing systems area include 875
intelligent inspection, information use between inspection 876
and manufacturing process, and digital representations of 877
manufacturing processes used for process analysis, planning 878
and control. 879
Conclusions 880
In this paper, we present a critical need for education of sys- 881
tems-level thinkers in the global automotive industry, evi- 882
denced by the relatively recent transformation of vehicle 883
manufacturing from a centralized function to a widely-dis- 884
tributed supplier network. The influx of international auto- 885
motive makers with a “build where you buy” philosophy has 886
increased the need for global and cultural understanding of 887
manufacturing and business processes in the North Amer- 888
ican sector. A growing area for automotive manufacturing 889
and resultant global technical understanding is in the South- 890
east US. This understanding is manifested in the increased 891
management and use of information for improving process 892
quality and flexibility. The greater availability of this product 893
and process knowledge, coupled with the fact that there is a 894
decrease in the number of advanced manufacturing gradu- 895
ates, has motivated a new program focused on systems-level 896
thinking for the global automotive industry. 897
The Automotive Engineering Program under development 898
at Clemson University—International Center for Automotive 899
Research is a comprehensive degree program designed under 900
the theme of systems integration, a concept that transcends 901
traditional integration studies such a Design for Manufac- 902
turing or Functional Decomposition techniques. The new 903
era of systems integration focuses on development of the 904
Integration Engineer, a graduate that analyzes and makes 905
decisions with innate knowledge of those decisions’ effect 906
on aligned systems. This skill is applied not only across 907
123
Journal: 10845-JIMS Article No.: 0329 MS Code: CollabR&D-04 TYPESET DISK LE CP Disp.:2009/10/8 Pages: 16 Layout: Larg
Au
tho
r P
ro
of

unco
rrec
ted
proo
f
J Intell Manuf
manufacturing systems integration within design, but also908
functional integration of design as systems become more909
complex, supply chain integration as technical responsibility910
becomes more distributed, and cultural integration as infor-911
mation-enabled collaboration links geographically-disparate912
organizations.913
The contributions that this paper highlights are914
• The contrast in perceived needs of automotive original915
equipment manufacturers vs. those of suppliers to the916
OEMs. OEM needs were for more technical thinkers able917
to understand the effect of decisions in one domain on the918
performance in another. Supplier issues centered mainly919
on need for leadership, interpersonal and communication920
abilities;921
• Development of a graduate-level program addressing922
both systemic technical issues, and education of technical923
leaders able to function in an interpersonal and intercul-924
tural global automotive environment;925
• Incorporation of intelligent concepts in manufacturing926
to the curriculum, focused on product development and927
manufacturing systems areas. For product development,928
information from the digital design model is shared to929
dynamic analysis and manufacturing planning functions.930
In the manufacturing systems area, intelligent tools are931
exercised in the areas of inspection design and planning,932
digital process modeling and application to process plan-933
ning and control.934
As evidenced by interviews and interactions with vehicle935
manufacturers and suppliers, this approach is greatly needed936
in today’s automotive manufacturing environment. As vehi-937
cle development and manufacturing becomes more frequent938
with shorter lead times, coupled with increased competitive939
pressures, the understanding, knowledge and use of integra-940
tion techniques will define the automotive technical leaders941
of tomorrow.942
References943
Amadi-Echendu, J. E., & Higham, E. H. (1997). Curriculum develop-944
ment and training in process measurements and control engineer-945
ing. Engineering Science and Education Journal, 6(3), 104–108.946
Automotive News. (2008). Global market data book. Retrieved Feb 12,947
2009 from http://www.autonews.com/datacenter.948
Balic, J., & Abersek, B. (1997). Model of an integrated intelligent949
design and manufacturing system. Journal of Intelligent Manu-950
facturing, 8(4), 263–270.951
Balic, J., & Kovacic, M., et al. (2006). Intelligent programming952
of CNC turning operations using genetic algorithm. Journal of953
Intelligent Manufacturing, 17(3), 331–340.954
Beasley, D. E., & Biggers, S. B., et al. (1995). Curriculum development:955
An integrated approach. Atlanta, GA, USA: IEEE.956
Beasley, D. E., Elzinga, D. J., et al. (1996). Curriculum innovation and957
renewal. Washington, DC: American Society for Engineering958
Education (Washington, DC 20036, United States).959
Berruet, P., & Toguyeni, A. K. A., et al. (1999). Tolerance evalua- 960
tion of flexible manufacturing architectures. Journal of Intelligent 961
Manufacturing, 10(6), 471–484. 962
Borthwick, J., & John, D., et al. (2000). Evidence of skill shortages 963
in the automotive repairs and service trades. Leabrook: National 964
Centre for Vocational Education Research. 965
Brezocnik, M., & Balic, J., et al. (2002). Genetic programming 966
approach to determining of metal materials properties. Journal 967
of Intelligent Manufacturing, 13(1), 5–17. 968
Cenesiz, N., & Esin, M. (2004). Controller area network (CAN) for 969
computer integrated manufacturing systems. Journal of Intelligent 970
Manufacturing, 15(4), 481–489. 971
Center for Automotive Research (Economics and Business Group). 972
(2003). The contribution of the international auto sector to the US 973
economy. Ann Arbor, MI: University of Michigan Transportation 974
Research Institute. 975
Deisenroth, M. P., & Mason, W. H. (1996). Curriculum development 976
in aerospace manufacturing. Washington DC: American Soci- 977
ety for Engineering Education (Washington, DC 20036, United 978
States). 979
Emadi, A., & Jacobius, T. M. (2004). Interprofessional projects in 980
advanced automotive power systems: An integrated education 981
and research multidisciplinary approach. IEEE Transactions on 982
Education, 47(3), 356–361. 983
Feng, S. C. (2003). A machining process planning activity model 984
for systems integration. Journal of Intelligent Manufactur- 985
ing, 14(6), 527–539. 986
Filos, E., & Banahan, E. (2001). Towards the smart organization: 987
An emerging organizational paradigm and the contribution of 988
the European RTD programs. Journal of Intelligent Manufactur- 989
ing, 12(2), 101–119. 990
Guerra-Zubiaga, D., & Elizalde, H., et al. (2008). Product life- 991
cycle management tools and collaborative tools applied to an 992
automotive case study. International Journal of Engineering Edu- 993
cation, 24(2), 266–273. 994
Gungor, Z., & ArIkan, F. (2007). Using fuzzy decision making sys- 995
tem to improve quality-based investment. Journal of Intelligent 996
Manufacturing, 18(2), 197–207. 997
Hauser, D. P., & DeWeck, O. L. (2007). Flexibility in compo- 998
nent manufacturing systems: Evaluation framework and case 999
study. Journal of Intelligent Manufacturing, 18(3), 421–432. 1000
Hill, K., & Brahmst, E. (2003). The auto industry moving south: An 1001
examination of trends (pp. 1–14). Ann Arbor, MI: Center for 1002
Automotive Research, University of Michigan. 1003
Hsieh, S., & Wu, M.-S. (2000). Demand and cost forecast error sensi- 1004
tivity analyses in aggregate production planning by possibilistic 1005
linear programming models. Journal of Intelligent Manufactur- 1006
ing, 11(4), 355–364. 1007
Jiacun, W., & Yi, D. (1999). Incremental modeling and verification 1008
of flexible manufacturing systems. Journal of Intelligent Manu- 1009
facturing, 10(6), 485–502. 1010
Jiles, D. C., & Akinc, M., et al. (2002). Vertically integrated engineer- 1011
ing design for combined research and curriculum development in 1012
materials engineering and nondestructive evaluation. Brunswick, 1013
MN: AIP. 1014
Kogure, M., & Akao, Y. (1983). Quality function deployment and 1015
CWQC in Japan. Quality Progress, 16(10), 25–29. 1016
Lee, B., & Stephens, S. (2004). Oklahoma’s Mid-Del Tech center 1017
meets the electric vehicle training challenge (IT Works). Tech- 1018
niques, 79(4), 60(2). 1019
Lerman, R. I. (2008). Building a wider skills net for workers: A range 1020
of skills beyond conventional schooling are critical to success in 1021
the job market, and new educational approaches should reflect 1022
these noncognitive skills and occupational qualifications. Issues 1023
in Science and Technology, 24(4), 65(6). 1024
123
Journal: 10845-JIMS Article No.: 0329 MS Code: CollabR&D-04 TYPESET DISK LE CP Disp.:2009/10/8 Pages: 16 Layout: Large
Au
tho
r P
ro
of

unco
rrec
ted
proo
f
J Intell Manuf
Lopez-Ortega, O., & Ramirez, M. (2005). A STEP-based manufactur-1025
ing information system to share flexible manufacturing resources1026
data. Journal of Intelligent Manufacturing, 16(3), 287–301.1027
Mativo, J. M. (2005). Curriculum development in industrial tech-1028
nology: Materials science and processes. Portland, OR: Ameri-1029
can Society for Engineering Education (Chantilly, VA 20153,1030
United States).1031
McGrath, S. (2007). Transnationals, globalisation and education and1032
training: Evidence from the South African automotive sec-1033
tor. Journal of Vocational Education and Training, 59(4), 575–589.1034
Mehrabi, M. G., & Ulsoy, A. G., et al. (2002). Trends and perspectives1035
in flexible and reconfigurable manufacturing systems. Journal of1036
Intelligent Manufacturing, 13(2), 135–146.1037
Miller, M. H. (1998). Industry internships as a tool for curriculum1038
development. Seattle, WA: ASEE (Washington, DC, USA).1039
Rahimifard, S., & Newman, S. T. (1999). Application of informa-1040
tion systems for the design and operation of flexible machining1041
cells. Journal of Intelligent Manufacturing, 10(1), 21–27.1042
Rokach, L., & Maimon, O. (2006). Data mining for improving the qual-1043
ity of manufacturing: A feature set decomposition approach. Jour-1044
nal of Intelligent Manufacturing, 17(3), 285–299.1045
Schneider, J.-G., Johnston, L., et al. (2005). Curriculum development in1046
educating undergraduate software engineers—Are students being1047
prepared for the profession? Brisbane: Institute of Electrical and1048
Electronics Engineers Computer Society (Piscataway, NJ 08855-1049
1331, United States).1050
Shea, J. E., & West, T. M. (1996). A methodology for curriculum devel-1051
opment using multi-objective programming. Miami, FL: Elsevier.1052
Shih, S. C. (1994). An application of computer-integrated manu-1053
facturing, concurrent engineering, and total quality management1054
concepts to the critical thinking in design curriculum development
for integrated manufacturing systems engineering. 1994 ASEE 1055
Annual Conference. Edmunton: ASEE. 1056
Tapper, J. (2001). Industry driven curriculum development, the key to 1057
successful courseware. Albuquerque, NM: American Society for 1058
Engineering Education (Washington, DC 20036, United States). 1059
Te-Sheng, L., & Cheng-Lung, H., et al. (2006). Data mining using 1060
genetic programming for construction of a semiconductor man- 1061
ufacturing yield rate prediction system. Journal of Intelligent 1062
Manufacturing, 17(3), 355–361. 1063
Thom, M., & Crossley, W., et al. (2002). The application of 1064
structured engineering design methodologies to engineering cur- 1065
riculum development. Boston, MA: Institute of Electrical and 1066
Electronics Engineers. 1067
Van Der Linde, C. H. (2000). A new perspective regarding capac- 1068
ities of educational institutions to create work (bibliography 1069
included). Education, 121(1), 54. 1070
Vosniakos, G. C., & Segredou, I., et al. (2005). Logic program- 1071
ming for process planning in the domain of sheet metal forming 1072
with progressive dies. Journal of Intelligent Manufacturing, 16(4– 1073
5), 479–497. 1074
Wang, K. (1998). An integrated intelligent process planning sys- 1075
tem (IIPPS) for machining. Journal of Intelligent Manufactur- 1076
ing, 9(6), 503–514. 1077
Yao, Y. L., & Cheng, G. J., et al. (2005). Combined research and cur- 1078
riculum development of nontraditional manufacturing. European 1079
Journal of Engineering Education, 30(3), 363–376. 1080
Zargari, A., Hayes, R., et al. (1999). Curriculum development in 1081
manufacturing technology: A survey of Society of Manufactur- 1082
ing Engineers (SME) college fellows. Charlotte, NC: American 1083
Society for Engineering Education (Washington, DC 20036, 1084
United States). 1085
123
Journal: 10845-JIMS Article No.: 0329 MS Code: CollabR&D-04 TYPESET DISK LE CP Disp.:2009/10/8 Pages: 16 Layout: Larg
Au
tho
r P
ro
of