•stPzz,. 6 - DTIC · ULTRASONIC WELDING PROCESS AND EQUIPMENT(}~' FOR CONSTRUCTION OF...
74
1111 I.J •stPzz,. ll J .. .. , , • !• .n. 6 ,,, . !I t,) ULTRASONIC WELDING PROCESS AND FOR CONSTRUCTION OF ELECTRON-TUBE MOUNTS Weld Evaluation Report Metallurgical Examination of Welds on Finished Tubes June 1966 _ Contract No. DA-36-039-sc867 4'1 Order No. 19063-PP-62-81-H Placed by Industrial Engineering Division United States Army Electronics Command - · 225 South Eighteenth Street Philadelphia, Pennsylvania AEROPROJ ECTS INCORPORATED West Chester, Pennsylvania
Transcript of •stPzz,. 6 - DTIC · ULTRASONIC WELDING PROCESS AND EQUIPMENT(}~' FOR CONSTRUCTION OF...

1111 ---~~-------------------------------------
I.J
•stPzz,. ll ~' J .. .. ,
, • !• .n. 6 ,,, . !I t,)
ULTRASONIC WELDING PROCESS AND EQUIPMENT(}~'
FOR CONSTRUCTION OF ELECTRON-TUBE MOUNTS
Weld Evaluation Report Metallurgical Examination of Welds on Finished Tubes
June 1966 _
Contract No. DA-36-039-sc867 4'1
Order No. 19063-PP-62-81-H
Placed by
Industrial Engineering Division
United States Army Electronics Command
- · 225 South Eighteenth Street
Philadelphia, Pennsylvania
AEROPROJ ECTS INCORPORATED West Chester, Pennsylvania

1111>---------------------------------------------
I
'
•
AEROPRO~ECTS INCORPORATIED
ULTRASONIC WELDIN(!_ PROCESS AND EQUJJmNT FQR CONS~UCTION OF ELECTRON-TUBE MOUNTS
Weld Evaluation Report Metallurgical Examination of Welds on Finished Tubes
~e objective of this program was to design and construct prototype welding equipment and associated accessories to perform by ultrasonic techniques some of the major critical welding operations required in the assembly of electron tubes.] • P· ·,, ,- ~~
Contract No. DA-36-039-ec86741 Order No. 19063-PP-62-81-H
· Specifications SCS-114A, ECIPPR-15 and MJL-E-l/1121A
Report Approved by:~,~
I
;/

1111---------------------------------------------..o.~
•
•
AEROPROJI;~T$ INCOI'!PORr\TED
ABSTRACT
} The sample lot of 100 TYpe 6080WB electron tubes, fabricated as the end-product of this program, was subjected to heater-cycling, shook, fatigue, 2000-hour life, stability and survival, and electrical acceptance tests. After testing, tubes were examined physically and metallographically to determine cause of failure. Of the 35 failures, 7 rejects were attributable to weld defec{s/ Failures due to inadequacies in this first effort with ultrasonic we d ng tooling can be minimized or eliminated through further optimization of t~epecial tooling beyond that provided for under the scope of this program. )The~ results demonstrate the potential capability of the ultrasonic welding process in electron-tube manufacture.!
[ s... ~ 4--~~ ...~. ... ,.~ C.-!h.A.i:r..cu.t IJA. ~b wf) ~'l- ~c 2 b 7 ~ \ t- ...... ~ ~\~~~~J.J.,;j._.~ £.-.J
iii

llld-----------------------------------------------,.j..(
.1
AEROPROJECTS INCORPORATED
TABLE OF CONTENTS
ABSTRACT ••• • • . . . . . . I INTRODUCTION • • 0 • • • • • • • 0 • • • • • • •
A. B.
Electron Tube Type 6o80WB • Fabrication • • • • • • • •
. . . . . • 0 • 0 • • . . . • .g 0 •
II TEST RESULTS AND METALLURGICAL EXAMJNATION • . . . . . . . . A. Heater-Cycling Test. . . . • . . . . . . • . . . . • B. Shock Teet . . • . . . . . • . . • • . . • . • . . . c. Fatigue Test . • . . . . • . • • • . • . • • • • 1). 2000 .. Hc:~Ur Life Test • . . • . • . • • . • . • E. Other Tests . • • . • . . • . • • • . . • . • .
III CONCLUSIONS o••••••eooo•ooo•q•oca•
APPENDIX A - ASSEMBLY SEQUENCE FOR ULTRASONICALLY WELDED 6080WB ELECTRON TUBES
APPENDIX B - TEST DATA FOR ULTRASONICALLY WELDED ELECTRON TUBES
iv
. . . . . . . • . . . . •
Page
iii
1
1 2
3
3 6
10 12 18
19

I lid
,
Figure
1
2
3
4
5
6
7
8
9
10
11
AEROPRO~ECTS II'ICI;ORPORATED
LIST OF' FIGURES
Geometry of Weld Between Heater Connector and Stem Lead • •
Photomicrograph of Stem Lead (Nickel) Welded to Heater Con-nector (Nickel-Plated Steel) • • • • • • • • • • • • • •
Photomicrograph of Heater Wire (TUngsten) in Sleeve (Nickel) WeJ,ded to Heater Connector (Nickel-Plated Steel). • • • • • •
Area of Heater Wires in Sleeves Welded to Heater Connectors •
Broken Weld Between Heater Connector and Stem Lead 0 0 ct 0 ct
Short Circuit Between Bottom Grid Lateral and Cathode Sleeve.
Cracked Stem Base and Shattered Glass Pillows • • • • • • $ •
Cracked Stem Base . . 0 0 0 0. • . . " • • 0 • . . . Short Circuit Between Grid Lateral and Cathode . . . . Crack in Bulb Base e e e • • e e e ct e e • • G • e e e d • •
Broken Weld Between Heater Conneetor and Stem Lead . . .
5
5
7
7
8
8
9
9
11
11
13
12 Broken Weld Between Heater Connector and Stem Lead 13
13· Broken Weld Between Top Cathode Connector and Cathode Sleeve. 14
14 Broken Connector Between Snubber Support Rod and Bottom
15
16
17
18
19
Table -I
Cathode Connector • • • • • • • • • • • • • • • • • • • • 14
Comparison of Cage Position in Damaged and Normal TUbe . ' . ..
Satisfactory Heater Wire Welds • • • • ct
Octal Base Pins, Not Soldered . . . . . Oetal Base Pins, Not Soldered •••••o.oe•o••eso
Short Circuit Between Grid Lateral-and Cathode . . LIST OF' TABLES
Summary of Test Results for Sample Lot of 6o80WB Electron 'I'tlbe S 0 01 0 5- 41 G .0 e e a 0 o • • • • • a • 8 $ • e o
v
15
15
16
16
17
4

I lid
AEROPROJECTS INCORPORATED
I. INTRODUCTION
The application of ultrasonic welding to the construction of electron tube mounts has been demonstrated with success. This accomplishment, in an area where ultrasonic welding equipment and techniques had never been previously applied, must be regarded as a pioneering effort. As could be expected, the tooling and the level of precision in assembly of· tube components could not rival the standard manufacturing technology; which has been developed over a period of thirty or more years. Indeed, shortcomings in the performance of several completed tubes have been traced directly to straightforward errors in assembly, such as positioning. The causes of the defects found in a sample lot of 100 electron tubes during qualification tests have been sought by electrical measurements and by physical and metallurgical examination, to obtain information which would lead to improved assembly procedures for production manufacturing in the future.
A. Electron Tube Type 60'80WB
The electron tube type selected by the U. S. Army Electronics Command for ultrasonic welding stuqy was the 6080WB twin triode, which has a record of rejects and failures due to metallic spatter caused by conventional welding techniques and defective welded joints. In addition, the diversity of materials and joint geometries presented in this tube would be useful in considering conditions for ultrasonic welding of other electron tubes.
The investigations carried out to design and construct tooling and to establish techniques for accomplishing the required joints have been described in the quarterly progress reports and ara not reviewed here. How~
ever, it is emphasi1ed that no significant redesign of the 6o80WB construction was undertaken and that components normally used in standard manufacture were used throughout the program. It became evident as the work pro~ ceeded that a change in the design of several components would simplify or eliminate various complex tooling problems which arose; however, such redesign was not contemplated within the scope of the program. Two modifications, however, were made during initial investigations: (1) elimination of the grid radiator and (2) a change in the geometry of the getter-to-snubber support joint. Consistent weld strength was not attained in joints made to the carbonized nickel grid radiator, and the radiator and intermediate ceramic spacer were eliminated from the tube since operation would not be affected thereby. The cross-wire weld geometry of the getter frame and snubber support rod resulted in intermittent damage to the components. By changing this joint to a parallel-wire geometry, strong consistent welds were obtained with no adverse effects on tube performance.
1

Ill.
AEROPROJECTS INCORPORATED
With these exceptions, all geometries evolved over the years for resistance-welding assembly of the 6o80WB tube were employed in the ultrasonic welding fabrication. Since hardness of the metallic components is not closely controlled by vendors of such items and since ultrasonic welding is somewhat more sensitive to material hardness (temper) than resistance welding, several of the standard components required hydrogen annealing to insure uniformity and consistency of material properties.
B. Fabrication
Pilot production of the 6080WB electron tube mounts was performed with a "SONOWELD" Model W-6oO-TSR ultrasonic welder equipped with special welding tips and fixtures. The work was carried out by Tung-Sol Electric Incorporated at Bloomfield, New Jersey, with Aeroprojects personnel assisting. The assembly sequence, delineating the tip and anvil tooling required, is shown in Appendix A, Table A-I. The photographs in Appendix A illustrate the progressive construction of the tube mount and the welding tooling employeds (The numbers in the photographs refer to the assembly sequence numbers in Table A-I.)
2

I lid
AEROPROJECTS INCORPORATED
II. TEST RESUL'IS AND METALLURGICAL EXAMINATION
The sample lot of 100 tubes was tested in accordance with the schedule presented in the Fourteenth Quarterly Progress Report (Table II, p. 5). All tests were performed in accordance with the applicable paragraphs of TSS MIL-E-1/1121 (9/9/60) and witnessed by Mr.·s. Zucker, USAECOM, Production and Procurement Directorate, Fort Monmouth, New Jersey, or the USAECOM resident inspector at the Tung-Sol Bloomfield facility. Test results are summarized in Table I. Complete test data are presented in Appendix B.
Tubes which had been subjected to heater-cycling tests, shock tests, fatigue tests, and 2000-hour life tests were examined physically and metallographically to determine the reasons for failure. (There are·no endpoint requirements for the 2000-hour life test, only for 1000-hours under MIL-E-1/1121.) At least half the total number of satisfactory tubes from each test series were examined, together with at least half of those which failed the test requirements.
A. Heater•eyaling Tea~
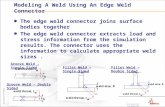
All twenty 6o80WB alectran tubes subjected to heater cycling sucessfully met the end-point requirements. Ph1Bical examination of the heater-lead connection and heater connector/stem lead welds disclosed no indication of damage in these ~as. A source of potential difficulty, which was realized in the shock and fatigue test groups (see Sections B and c), is the insufficient length of the stem leads (pins 7 and 8) which are welded to the heater connectors. It was documented in the quarterly progress reports that the lead wires of the glass stems required manual crimping, trimming, and bending into proper orientation to match the various connectors of the cage assembly. Although this is normally a precision machine operation, in the present case the required crimp in the stem lead made it impossible to use Tung-Solrs in-plant stem-lead-forming machine without modification of the bending and trimming dies. Forming and trimming the leads by hand introduced alignment errors in the stem-cage assembly. In the case of the heater leads, they had all been cut too short and a full area weld between the lead and the connector was not possible. Because the preparation of additional glass stems with crimped and correctly trimmed leads would have delayed schedules established for completion of the tube fabrication, the short leads were used. Figure 1 shows the geometry of the heater connector/stem lead weld. Only the bottom corner of the connector could be welded to the lead without undue distortion of the heater connectors.
A photomicrograph of the heater connector/stem lead joint is shown in Figure 2. The section was taken longitudinally (parallel to the stem lead

Test
Heater Cycling
Shock
Fatigue
Life - 2000 hl'*
Stability and Survival Rate
Electrical (Acceptance Inspection)
AEROPRO.,IECTS INCORPORATIIil)
Table I
SUMMARY OF TEST RESULT~ FOR SAMPLE LOT OF' 6080WB ELECTRON TOBES
Tested Rejects Reasons for Rejections
20 0
15 8
20 19
20 7
0
10 1
2 - broken welds (heater connector/stem lead) 5 - high Ep (plate voltage) values 2 - cracks in glass stem
5 - broken welds 2 - heater connector/stem lead 1 - top cathode connector/cathode sleeve 1 - snubber support rod/bottom cathode
connector 1 - several; cage displaced
1 - high Ep before test; satisfactory after test
6 - high Ep before test 4 - high Ep after test 2 - cracks in glass envelope 4 - short circuit (grid lateral/cathode) 2 - high transconductance in Section 2
2 - pins not soldered; failed before 1000 hrs 1 - short circuit (grid lateral/cathode) 2 - heater/cathode leakage 3 - high grid current
1 - high Ep in y position
* There are no end-point requirements specified for a 2000-hour test, only for a 1000-bour test. Only two tubes failed to meet these requirements at 1000 hours (and these two had unsoldered base pins)o
4

AEROPROJECTS INCORPORATED
Figure 1
GECMETRY CF WELD BE'IWEEN HEATER CONNECTOR AND STEM LEAD
Tube 142 Magnification: JX
Figure 2
PHOTCMICROORAPH CF STEM LEAD (NICKEL) WELDED TO HEATER CONNECTOR (NICKEL-PLATED STEEL)
Tube 89 Magnification: lOOX Etch: KCN + (NHI1)2s 2o8 Longitudinal Sec~ion
5
4Heater wire sleeve
4Weld
•Heater connector

1111
AEROPROJE:CTS INI;:ORPO"-ATED
axis) and shows excellent bonding. A photomicrograph (Figure 3) of the weld between the heater wire sleeve (nickel) and the heater connector (nickelplated steel) shows good bond quality between the sleeve and the connector. The sleeve is normally pressed to the ends or the heater wires in the heater subassembly operation, and a mechanical bond (crimp) is established between the heater wire and sleeve. The photomicrograph indicates that welding of the inner sleeve surfaces has been accomplished. A photomicrograph of the heater wire/sleeve/connector area (Figure 4) shows proper spacing of the leads and projection of the ceramic insulator beyond the edge of the cathode sleeve.
B. Shock Test
Eight failures out of fifteen tubes shook-tested were reported by TungSol. Two samples were rejected because of defective welds (tubes 114 and 118 open filament), two tubes developed cracks in the glass stem (tubes 114 and 119), and the remaining five reject tubes failed to meet the required end-point values during vibration testing.
Tubes 114 and 118 both had open filament-connector joints. Figure 5 shows the broken heater connector weld of tube 118. As pointed out in discussion of the heater cycling tests, the length of the stem leads was not sufficient to permit full contact with the connector. The right-hand connector in Figure 5 indicates the small area of contact; the left-hand connector shows the open joint. Examination of the broken weld indicated thinning of the connector tab in the joint area (an unsatisfactor,y joint-condition), resulting from imprecise alignment of the mating partse The righthand connector joint, although not broken, suffers from the same misalignment difficulties and does not represent a:satisfactory geometry.
Tube 118 contained a grid-cathode short in section 2 of the triode, in addition to the open filament-connector joint. Figure 6 shows the bottom grid lateral (left side of photograph) in contact with the cathode sleeve. Evidence of rubbing contact is indicated by transfer of gold (from the grid lateral) to the surface of the nickel cathode.
The cracks in the glass base of tube 114 are shown in Figure 7. These cracks. appear to have originated during the stem lead crimping operation and propagated during the shook test. Although the stem leads were examined after crimping and prior to assembly, the incipient cracks 9 if present, were undetected. The cracked stem of tube 119 (Figure 8) appears to be a normal shrinkage failure and does not show the shattered glass pillows surrounding the leads as for tube 114.
Comparison of the five tubes having high plate-voltage (Ep) values with tubes that successfully passed the shock test requirements indicated no significant difference in_the physical arrangement of the anode-grid-cathode
6

llld
AEROPROJECTS INCORPORATED
Figure 3
PHOTOMICROGRAPH CF HEATER WIRE ('IUNGSTEN) IN SLEEVE (NICKEL) WELDED TO HEATER CONNECTOR (NICKEL-PLATED STEEL)
'fube 89 Magnification: lOOX Etch: 2 percent Natal Transverse Section
Figure 4
AREA CF HEATER WIRES IN SLEEVES WELDED TO HEATER COONECTORS
'fube 89 Magnification: JX
7
insulator
sleeve

Ill" -·--------------------------------------------+-+ AEROPROJECTS INCORPORATED
Figure 5
BROKEN WELD BE'IWEEN HEATER CONNECTOR AND STEM LEAD
Left-hand weld broken Tube 118 Magnification: 3X
Figure 6
SHORT CIRCUIT BE'IWEEN BOTTCJvt GRTIJ LATERAL AND CATHODE SLEEVE
Tube 118 Magnification: 5X
8

AEROPROJECTS INCORPORATED
Figure 7
CRACKED STEM BASE AND SHATTERED GLASS PILLCMS
Tube 114 Magnification: 3X
Figure 8
CRACKED STEM BASE
Tube 119 Magnification: 3X
9

AEROPROJECTS INCORPORATED
sections. Since the Ep values are measured during vibration (dynamic) testing, the results indicate a condition which cannot be detected by static phyaical examination.
The most likely cause of the high plate voltage was the lack of restraint of the grid in the modified tube design. In the original design, grid radiators are welded to the top of the grid side rods, effectively locking the grid assembly between the ceramic spacers (the grid is secured to the bottom ceramic spacer by grid eyelets). When the grid radiators were deleted from the tube for ultrasonic welding, no provision was made to secure the grid rods at the topo Consequently the grid assembly was free to move, since the only restraint was imposed by the bottom eyelets and the grid connectors attached to the stem leads. Substitution of grid eyelets for the grid radiator on the top ceramic spacer would have prevented the grid from "floatingo" However, since this situation was not recognized during tube fabrication and testing conducted at Tung-Sol, there was no opportunity to initiate remedial action.
Other tube defects also might have been prevented by securing the grid in place. The short circuit of tube 118 (Figure 6) after shock test probably resulted from displacement of the grido The shift in position of the grid can be observed in the spacing between the grid eyelet and bottom ceramic spacer (Figure 5).
c. Fatigue Test
Of the twenty tubes apportioned for the 96-hour fatigue test, only one successfully met the end-point requirements. Seven tubes had high Ep values in the pre-fatigue vibration test. One of these was within limits after the fatigue test; this was the tube that successfully met en4-point requirements. Four of these seven also developed short circuits. Four additional tubes indicated high Ep values after the fatigue test. Two of the remaining tubes indicated high transconductance in Section 2, two contained cracks in the glass envelope, and five contained broken welds.
The cause of the seven pre-fatigue test high Ep values could not be determined by physical examination, but can probably be ascribed to the floating grid assembly described above under Shock Test. The four additional failures after testing may also be due to the floating grid.
The grid-cathode shorts indicated in tubes 143, 144, 149, and 154 were observed by examination of tubes. In the case of tube 154 (Figure 9), the hot cathode melted the grid lateral in the area of contact. The cracked bulb of tube 148 (Figure 10) most likely was caused by residual stress or incipient cracking during the bulbing operation.
10

111:1
AEROPRO.JECTS INCORPORATED
Figure 9
SHORT CIRCUIT BE'lWEEN GRID LATERAL AND CATHODE
Tube 154 Magnification: 5X
Figure 10
CRACK JN BULB BASE
Tube 148 Scale: l/2X
11

II II
AEROPROJECTS INCORPORATED
Broken welds are illustrated in Figures 11-14. The two defective heater connector/stem lead welds (Fi~res 11 and 12) are attributable to the short stem lead misalignment conditions already described. The open top cathode connector tab shown in Figure 13 represents the only defective weld in this area within the entire group of tubes tested. The open cathode in Section 1 (Figure 14) was caused by a fracture at the edge of the weld between the snubber support rod and bottom cathode connector (stem lead). The break was caused by excessive thinning of the cathode connector resulting from welding deformation.
A more drastic example of weld failure is shown in Figure 15. Tube 151 contains fractures in the heater connectors and a bottom cathode connector as well as bending and twisting distortion of the remaining stem lead connectors. Comparison with a typical tube indicates that the entire cage assembly of tube 151 had been pulled away from the stem leads. It is doubtful that the fati~e test was responsible for the gross displacement of the cage within the bulb, and the cause of this defect can presumably be ascribed to loosening of the cage assembly by connector breakage during testing and subsequent damage during handling and/or shipping (the tubes were returned by commercial carrier to Aeroprojects from Tung-Sol for these analyses).
D. 2000-Hour Life Test
Twenty tubes were subjected to the 2000-hour life test. After the 1000-hour point, two tubes failed to meet standard (MIL-E-1/1121) 1000-hour endpoint requirements. One tube (101) had failed at 280 hours; the other (104) met requi:rements at 760 hours but failed at 1020 hours. After 2000 hours, five more tubes failed to meet the 1000-hour requirements. All five had developed defects between 1500 and 2000 hours. Inspection of the welded joints in these seven tubes and in the remaining thirteen indicated that all ultrasonic welds survived the 2000-hour operation with no apparent adverse effects.
Both tubes that developed defects below 1000 hours indicated an open heater circuit. Examination showed that all welds associated with the heaters were satisfaetor.y (Figure 16), but that the base pins on both tubes had not been soldered (Figures 17-18). The open heater circuits are ver.y probably a result of this omission, and cannot be ascribed to defects associated with construction of tube mounts.
Of the five tubes that developed defects between 1500 and 2000 hours, one tube (100) developed a short circuit between the grid lateral and the cathode sleeve (Figure 19). Contact between the grid and cathode may have resulted either from mechanical damage or from elevated temperature distortion. A similar defect was observed in five tubes subjected to shock or fatigue testing (Figures 6 and 10).
12

I lid
AEROPROJECTS INCORPORATED
Figure 11
BROKEN WELD BE'IWEEN HEATER CONNECTOR AND STEM LEAD
Left-hand weld broken Tube 153 Magnification: Sx
Figure 12
BROKEN WELD BE'IWEEN HEATER CONNECTOR AND STEM LEAD
Tube 137 Magnification: Sx
13

111 .. -------------------------------------------.....-
AEROPROJECTS INCORPORATED
Figure 13
BROKEN WELD BETWEEN TOP CATHODE CONNECTOR AND CATHODE SLEEVE
Only one of the dual connector straps broken Tube 139 Magnification: 5X
Figure 14
BROKEN CONNECTOR BETWEEN SNUBBER SUPPORT ROD AND BOTTCl1 CATHODE CONNECTOR
Tube 155 Magnification: 5X
14

111,1---------------------------------------------...w.
Displaced Cage Tube 151
Cage in Normal Position Tube 135
Figure 15
AEROPRO~ECTS INCORPORATED
CCMPARISON OF CAGE POSITION IN DAMAGED AND NORMAL TUBE
Note broken stem lead welds in damaged tube. Scale: l/2X
Figure 16
SATISFACTORY HEATER WIRE WELDS Tube 101 Magnification: 5X
15

111"1-----------------------------------------------lllliol
Figure 17
OCTAL BASE PINS, NOT SOLDERED
Arrows indicate heater pins Tube 101 Magnification: 3X
Figure 18
OCTAL BASE PINS, NOT SOLDERED
Arrows indicate heater pins Tube 104 Magnification: 3X
16
AEROPROJECTS INCORPORATED

llld ~-------------------------------------------------.,..
AEROPROJECTS INCORPORATED
Figure 19
SHORT cmcUIT BE'IWEEN GRID LATERAL AND CATHODE
Tube 100 Magnification: 3X
17

I lid----------------------------------------------., AEROPROJECTS INCORPORATED
Tubes 78 and 91 developed high grid current, tube 79 developed heatercathode leakage, and tube 88 developed both. Both these conditions reflect minute changes in the relative positions of the components and/or degradation of the materials (e.g., heater insulator) during operation. Observation of the causes is virtually impossible, because the tube mount cannot be disassembled for inspection without damaging or distorting the components.
Since the acceptance specification test is for 1000 hours, data on the performance of normal production tubes for a 2000-hour life test are not available. Hence no definite conclusions can be drawn regarding comparative tube performance at the 2000-hour operation level. However, since no significant changes were made in either tube geometry or materials, no differences are anticipated in the electrical characteristics of production tubes made by ultrasonic welding and resistance welding, unless ultrasonic welding results in degradation of the welded junctions and/or elevated temperature creep or distortion of metal components. It is significant that all 18 tubes tested (not counting the two with unsoldered base pins) met the end-point test requirement for the 1000-hour life test after 1500 hours. Over 70 percent (13) of the test group (18) were operative within specification values after 2000 hours.
E. Other Tests
Stability and survival rate tests and acceptance inspection tests were carried out on the remainder of 6o80WB tubes (see Appendix B). Of these 25 tubes, only one (156, high Ep in y-position) failed to meet end-point requirements. No physical or metallurgical examination was carried out on these tubes.
18

Ill;! ~~ ·-~ -~--------~-------------------------------------~1
AERQPROJEC:T& INC:ORPORATED
III. CONCLUSIONS
The fabrication, testing, examination and analysis of the ultrasonically welded 6080WB (modified) electron tubes has clearly indicated the feasibility and potential capability of the ultrasonic welding process in electron tube manufacture, and a limited production capability for the 6o80WB tube using this technique was established.
During the course of the tube fabrication, several problem areas were revealed wherein further work effort and experience will be of value:
1. Although all the metallic components were successfully joined by ultrasonic welding, the ceramic (AlSiMag) spacers normally used in production tubes were subject to fracture during the snubber-tosnubber rod welding. An alternative spacer material may alleviate this condition and allow the snubber welds to be made ultrasonically (as they were before the Fotoceram spacer was replaced with the AlSiMag spacer).
2. The configuration of the stem leads should be modified to permit better alignment with the various connecting tabs.
3. The grid frame should be secured to the top spacer by grid eyelets.
4. Second generation fixturing will insure very substantially improved alignment between components during welding.
5. Welder design and tooling should be re-examined in light of the experience gained in this work and of the advances made in equipment and techniques during this programs In this connection, a welding machine incorporating an axial-drive transducer-coupling system (as opposed to the wedge-reed system employed in the standard 6oO-watt welder used in this program) will simplify tooling requirements substantially without compromising accessibility or welding performance.
6. Proficiency in welder operation and tube assembly must be developed by operating personnel.
The results of this work indicate that a major proportion of the failures could have been averted by better control and skill in the assembly operation. Of the 35 defective tubes, including 5 that failed to meet 1000-hour end-point requirements after 2000 hours, only 7 rejects were directly attributable to weld defects or weld failure. It is possible that some of the remaining failures may have originated indirectly from this welding operation, such as residual stresses or microscopic distortion of components which finally led to short circuits or out-of-limit electrical
19

lll,l ... _____________________________________________ .,j..l
AEROPROJECTS INCORPORATED
conditions, but the floating grid seems a more likely origin for such defects. Sixteen of the 35 defective tubes (approximately 46 percent) indicated high Ep values. Detection and elimination of the cause for these defects wcmld logically be pursued during additional tube fabrication and test. Since complete test data are available for only selected lots of the initial 100 tubes, the exact cause of these failures cannot be determined.
The following is concluded:
1. The feasibility of ultrasonically welding electron tube components to produce acceptable assemblies has been demonstrated with a slightly modified 6080 WB twin triode.
2. One hundred 6080WB tubes were assembled with generally standard components used in current manufacturing procedures and subjected to acceptance and qualification tests according to MIL-E-l/1121A. Only 7 failures resulting from welding defects were encountered in the test group.
3. Failure of 16 tubes to meet the required Ep end points specified in MIL-E-l/1121A was due to causes which were not directly disclosed by this investigation, but which appear to be associated with failure to secure the grid assembly.
4. All the ultrasonically welded connections in the 6080WB were accomplished with a standard 6oo~watt ultrasonic welder. Special welding tips and tools were designed, fabricated, and adapted to the standard welder to accomplish welds in the various joint geometries of the 6080WB tube elements without significant modification of the tube design.
20

AEROPROJECTS INCORPORATED
APPENDIX A
ASSEMBLY SEQUENCE FOR ULTRASONICALLY WELDED 6080WB ELECTRON TUBES

AEROPROJECTS INCORPORATED
Table A-I
SUMMARY OF ASSEMBLY SEQUENCE
Sequence No. Tip Anvil Operation -lA T-1 A-1 Weld cathode tabs to cathode sleeves (2 required)
Subassembly
lB
lC
Subassembly
2
3A
3B
Subassembly
4C
Subassembly
5A
Subassembly
5B
6A
6B
6c
T-1
'!'-1
T-2
T-2
T-2
T-3
T-3
T-3
T-1
T-1
T-4
T-4
T-4
A-1
A-1
A-2
A-2
A-2
A-2
A-2
A-2
A-1
A-1
Assemble two sleeves into top sp~aer
Weld looped cathode tab to sleeve
Repeat above on second sleeve
Assemble tube cag~
Crimp anode eyelets to anode support rods
(17876) Weld anode connectors (17877) to anode support rods
Weld anode eyelets to anode support rods
Weld grid eyelets (2) to grid supports
Weld outside grid connectors (17882) to grid supports
Assemble right-hand heater connector
Weld inside grid connectors (17883) to grid supports
Assemble heaters in cathode sleeve
Insert heater wire sleeves (8)
Weld alternate heater sleeves to right-hand heater connector
Insert left-hand heater connector
Weld alternate heater sleeves to left-hand heater connector
r-1 Weld grid connectors to pins 1 and 4
Weld ancde connectors to pins 2 and 5
Weld cathode coJmectors to pins 3 and 6 and heater connectors to pins 7 and 8
(Continued)
A-1

IIIII -------------------------------------------~
Seilenoe No. 7A
7B
BA
BB
9A
9B
10
lll~
llB*
T-4
T-4
T-4
T-1
T-1
T-6
T-5
T-5
Anvil
A-?~ A-4 ~ p..
A-4?. ~ A-4 8 p..
A-2
A-2
A-6
A-S'
A-S'
AEROPROJECTS INCORPORATED
Table A-I (Concluded)
Operation
Weld cathode connector to snubber support rod
Weld cathode connector to snubber support rod
Weld top cathode connector to snubber support rod
Weld top cathode connector to snubber support rod
Weld cathode tab to cathode connector (anvil insert inverted)
Weld cathode tab to cathode connector (anvil insert inverted)
Weld getter to snubber support rod
Weld snubber to snubber support rods
Weld snubber to snubber support rods
*Final tube assemblies utilized resistance welding because of propensity of ceramic epacers to cracking.
A-2

II II
AEROPROJECTS INCORPORATED
ILLUSTRATED ASSEMBLY SEQUENCE
Assembly Sequence lA
Welding cathode tab to cathode sleeve
Assembly Sequence lB
Welding cathode tab looped through AlSiMag spacer to cathode sleeve
Assembly Sequence lC
Repeat of lA and lB on twin cathode sleeve
Assembly Sequence 3A
Welding anode connectors to anode support rod
A-3

II II
AEROPROJECTS INCORPORATED
Assembly Sequence JB
Welding anode eyelets to anode support rods
Assembly Sequence 4A
Welding grid eyelets to grid support
Assembly Sequence 4B
Welding outside grid connector to grid support
Assembly Sequence 4c
Welding inside grid connector to grid support
A-4

111,1
AEROPROJECTS INCORPORATED
Assembly Sequence 5A
Welding heater wire sleeves to right-hand heater connector
Assembly Sequence 5B
Welding heater sleeves to left-hand heater connector
Assembly Sequence 6A
Welding grid connectors to stem leads (pins 1 and 4)
Assembly Sequence 6B
Welding anode connectors to stem leads (pins 2 and 5)
A-5

AEROPROJECTS INCORPORATED
Assembly Sequence 6c
Welding cathode connectors to pins 3 and 6 Welding heater connectors to pins 7 and 8
Assembly Sequence 7A
Welding cathode connector to snubber support rod (Section 2)
Assembly Sequence 7B
Welding cathode connector to snubber support rod (Section l)
Assembly Sequence BA
Welding top cathode connector to snubber support rod (Section 2)
A-6

llld --
AEROPROJECTS INCORPORATED
Assembly Sequence 8B
Welding top cathode connector to snubber support rod (Section 1)
Assembly Sequence 9A
Welding cathode tab to cathode connector (Section 1)
Assembly Sequence 9B
Welding cathode tab to cathode connector (Section 2)
Assembly Sequence 10
Welding getter to snubber support rod
A-7

llld
AEROPROJECTS INCORPORATED
Assembly Sequence llA*
Welding snubbers to snubber support rods (position 1)
Assembly Sequence llB*
Welding snubbers to snubber support rods (position 2)
* The AlSiMag spacers were prone to cracking and fracture during this welding operation. Tubes fabricated for test employed resistance welds between the snubbers and snubber support rods.
A-8

II II
AEROPROJECTS INCORPORATED
APPENDIX B
TEST DATA FOR ULTRASONICALLY WELDED ELECTRON TUBES

1111
Preproduction Test for Tube Type 6080WB
Using Ultrasonic Welding Techniques
The Ultrasonic Welding Equipment Was Developed by
Aeroprojects Inc., West Chester, Penn.
Tung-Sol Electric Inc. is the Sub-Contractor
for Aeroprojects Inc.
Date of Test: Started 3-9-66
CQmpleted 5-2~.-66
Witnessed By:
Mr. Simon Zucker., Is. Army Electronic Command
Mr. ~ohn Thomas, Aeroprojects Inc.
Mr. Ralph George, Mgr. Applications Dept .. , Tung-Sol Electric Inc.
Performed at Tung-Sol Electric Inc. in
Bloomfield, N. J. and Livingston, N. J.
B-1

60 LIST OF TEST FACILITIES
NAME OF APPLICANT: TUNG-SOL ELECTRIC INC. DATE: 20 January 1966 TESTING FACILITY: Tung-Sol Electric Inc. SPEC. NO: MIL-E-lE ADDRESS: 200 Bloomfield Ave., Bloomfield, N. J. AMEND: 2 SUPPLEMENT:
S?EC. TYPE SERIAL DESCRIPTION ANO USE EQPT LIMITS DATE AND PARA. EQPT. MFR. OR OR (Include Dimensions, Measurin~t Devices (Include Multiple ACQJRACY FREQ OF
MODEL. INVENN0~0RY and Controls as applicable) Ranges) CALIBRATION
~I A Bridge Tung-Sol 39-0-0 5;E2648- Measurement of tube character- N/A N/A N/A Console A-364 istics, including dynamic
~arameters by the use of a Gen Radio Modell661A vacuum tube:, bridge
4. 10.9 Vacuum tub General 1661A All5 Measurement of transconductanc .02 to 50,0 DO ±2'%. Jan. 10, 19 66 Bridge Radio at Ike j..Unhos Quarterly
4. 10.10 Vacuum Tub ~ General 1661A All5 Measurement of plate resistanc 500 to 20 ±2'7. Jan. 10, 19 66 Bridge Radio at Ike meg. Quarterly
4. 10.11. ~ Vacuum Tub General 1661A Al15 Measurement of amplification .001 to +2'%. Jan. 10, 19 66 Bridge Radio factor at Ike 10,000 Quarterly
4. 10.4 DC Voltmet r Greibach 540 2600 Measurement of various 0-1.5/3/7.5/ ±1/2'%. Jan. 10, 19 66 electrode potentials 15/30/75/150/ Quarterly
300/750V DC
4. 10.4.1 DC Milli- Greibach 540 2596 Measurement of plate current 0-1.5/3/7.5/ ±1/2'%. Jan. 10, 19 66 ammeter 15/30/75/150/ Quarterly
300 Ma DC
4. 10.4.3 DC Milli- Greibach 540 2597 Measurement of screen current 0-1.5/3/7.5/ ±1/2'%. Jan. 10, 19 66 aumeter 15/30/75/150/ Quarterly
300 Ma DC

tJ:j I
w
10
4.
4.
4.
4.
FEC. PARA.
31
10.8
10.5.2 & 10.5.3
10.4.1
LIST OF TEST FACILITIES
NAME OF APPLICANT: TUNG-SOL ELECTRIC INC. DATE: 20 January 1966 TESTING FACILITY: Tung-Sol Electric Inc. SPEC. NO: MIL-E-lE ADDRESS: 200 Bloomfield Ave., Bloomfield, N. J. AMEND: 2 SUPPLEMENT:
TYPE SERIAL DESCRIPTION AND USE EQPT LIMITS DATE AND EQPT. MFR. OR OR (Include Dimensions, Measuring Devices (I nc:l ude Multiple ACQJRACY FREQ OF
MODEL INVENN0~0RY and Controls as applicable) Ranges) CALIBRATION
Variable Cali dyne A-88 85 Sinusoidal Shaker with 100 1bs. Output "" 100 +5'7. Jan. 5, 1966 Frequency force rating, with sweep freq. 1bs. - force (A"Ccelerat on Shaker provisions and facilities for max. Quarterly
X,Y, and Z orientations; Freq. Range • +20'7. equipped with Servo control to 5 to 2500 (Frequencyt maintain either constant acce1e cycles ation or constant amplitude vs. frequency; complete with power supply for tube under test.
AC Volt Weston 741 53554-1 Measurement of filament volt. 0-3/7.5/15/30/ 1'7. Jan. 5, 1966 Meter 75/150V AC Quarterly
DC Volt Weston 741 53554-2 Measurement of Eel volt. 0-3/7.5/15/30/ 1'7. Jan. 5, 1966 Meter 75/150V DC Quarterly
DC Volt Weston 741 53554-3 Measurement of plate volt. 0-15/30/75/ 1'7. Jan. 5, 1966 Meter 150/300V DC Quarterly
DC Volt Weston 741 53554-4 Measurement of Ec2 volt. 0-15/30/75/ 1'7. Jan. 5, 1966 Meter 150/300V DC Quarterly
DC Milli- Weston 741 50175-5 Measurement of plate current 0/30/75/150 • ~ 1'7. Jan. 5, 1966 ammeter Quarterly

S?EC. PARA.
l2 11
.10.8
.10.5.2 &
.10.5.3
.10.4.1
28R~
NAME OF APPLICANT:
TESTING FACILITY:
ADDRESS:
EQPT. MFR.
LIST OF TEST FACILITIES
TUNG-SOL ELECTRIC INC. Tung-Sol Electric Inc.
DATE:
SPEC. NO: 20 January 1966 MIL-E-lE
60'
200 Bloomfield Ave!, Bloomfield, N. J. AMEND: 2 SUPPLEMENT:
TYPE SERIAL DESCRIPTION AND USE EQPT LIMITS OR OR (lnclude Dimensions, Measu.rinR Devices (Include Multiple ACOJRACY
MODEL INVEN~TORY and Controls as applicable) Ranges)
Insulation Tung-Sol N/A E-8099A- Measurement of insulation At 100 volts IE, N/A Resistance 332 resistance of electrodes. 0-1/10/100/
Resistance is computed from 1000/lOK/ R•...!... 100,000 megs.
I At 300 Volts E, Multiply above by 3; at 500 volts E, mult. above by 5.
AC Voltmete Weston 476 N/A Measurement of filament volt. 0-4/8/40/80/ z2't 120V AC
DC Voltmete Weston 301 N/A Measurement of interelectrode o-5oov Dc ±2't voltage
DC Micro- RCA WV-84A 1030 Measurement of interelectrode o-.Ol/.1/1/lO' ±5't 81111leter current 100/1000 J1&
DC
DATE AND FREQ OF
CALIBRATION
N/A
Jan. 5, 196 6 Quarterly
Jan. 5, 196 6 Quarterly
Prior to each use

LIST OF TEST FACILITIES
NAME OF APPLICANT: TUNG-SOL ELECTRIC INC. DATE: 20 January 1966 TESTING FACILITY: Tung-Sol Electric Inc. SPEC. NO: MIL-E-IE
ADDRESS: 200 Bloomfield Ave., Bloomfield, N.J. AMEND: 2 SUPPLEMENT:
s=- ~c. TYPE SERIAL DESCRIPTION AND USE EQPT LIMITS DATE AND PAP..A. EQPT. A.~ FR. OR OR (Include Dimensions, Measuring Devices (Include Multiple ACQJRACY FREQ OF
MODEL JNVEJgORY and Controls as app I icable) Ranges) CALIBRATION
.10.4.~ DC Milliam- Greibach 540 2598 Measurement of anode 13 0-1.5/3/7.5/ ±l/2t Jan. 10, 196 6 meter current 15/30/75/150/ Quarterly
300 Ma DC
.10.8 DC Milliam- Greibach 540 2599 Measurement of DC filament 0-75/150/300/ ±1/2"1. Jan. 10, 196 6 meter current 750/1500/300( Quarterly
Ma DC
4 .10.6.' DC Micro- Greibach 700 2602 Measurement of control grid 0-.3/. 75/1. 5J ±1/2"1. Jan. 10, 196 6 ammeter current 3/7.5/15/30/ Quarterly
75 }.La DC
4 .10.4. DC Micro- Griebach 700 2601 Measurement of low level 0-1.5/3/7.5/ ±1/2"1. Jan. 10, 196 6 ammeter plate current 15/30/75/1501 Quarterly
300/750/1500 j.LSOC
4 .10.8 AC Voltmete Weston 924 4358 Measurement of AC filament 0-7.5/15/30/ ±lt Jan. 10, 196 6 voltage 75/150V AC Quarterly

S?!::C.
P.!.~A.
1301 &
1336
4. 10.15
4 .10.15
4 .10.15
28R3
LIST OF TEST
NAME OF APPLICANT: TUNG-SOL ELECTRIC INC.
TESTING FACILITY: Tung-Sol Electric Inc.
FACILITIES
DATE: 20 January 1966
SPEC. NO: MIL-E-lE ADDRESS: 200 Bloomfield Ave., Bloomfield, N.J. AMEND: 2 SUPPLEMENT:
TYPE SERIAL DESCRIPTION AND USE EQPT LIMITS EQPT. MFR. OR OR (Include Dimensions, Measuring Devices (Include Multiple ACCURACY
MODEL INVEJ·gORY and Controls as applicable) Ranges)
Heater- Tung-Sol Code 688 10688 Measurement of heater-cathode N/A N/A Cathode leakage Leakage Set
DC Volt- Hickok 68-- 035 Measurement of heater-cathode o-5oov +2% meter potential
DC Micro- Weston 301 0484 Measurement of heater-cathode 0-200J..la DC ±2% anuneter leakage current
AC Volt- Hickok 69X 046 Measurement of filament 0-lOV AC ±2% meter voltage
DATE MlD FREQ OF
CALIBRATION
N/A
10-23-65 Semi-annual ly
10-23-65 Semi-annual ly
10-23-65 Semi-annual ly

.... ~M NUS..U ,R.:v • .-II .. J)
U.S. DEPARTMENT OF COMMERCE NATIONAL BUREAU OF STANDARDS
WASHINGTON, D.C. 20234
NATIONAL BUREAU OF STANDARDS
REPORT OF CALIBRATION K-2 POTENTIOMETER
Leeds and Northrup Serial No. 526758 Catalog No. 7552
Submitted by
Tung-Sol Electric Inc. Bloomfield, New Jersey
Tests of the adjustments of the main dial, the standard-cell dial 1 the slide-wire, and the factors of this potentiometer were made in November 1965 1 at a room temperature of about 23°C. With the current adjusted so as to produce a potential difference between the standard-cell terminals equal to the reading of the standard-cell dial, the potential difference between the "E.M.F." terminals can be expressed by the following equation:
E = F(l+f)[D+d+O.OOOl(D +d)] s s
Here E is the potential difference between the "E.M.F." terminals expressed in the same unit as the electromotive force of the stand-
jird cell used with the instrument; F, D, and D are the factor, main dial, and slide-wire readings respectively; f 1
5 d1 and d are the corrections to these readings. The corrections are to be !aken from the following tables:
Factor Switch Reading F and Correction f
,...!_ f
1 0.00000
0.1 + .00001
0.01 .0000
211.01/187059

llld------------------------------------------------
K-2 Potentiometer (L&N Serial No. 526758)
Factor Switch Setting
1.0
0.1
0.01
Page 3
0.005% E or lO~v, whichever is greater.
0.007% E +0.2 of the smallest subdivision of the slide wire.
0.015% E +0.2 of the smallest subdivision of the slide wire.
To obtain this accuracy, however, in case E is less than 0.02 volt usually it will be necessary to correct for thermoelectromotive forces within the potentiometer and within the circuit of the connected galvanometer.
When the reading of'the factor switch is changed, the current through the potentiometer should be readjusted, if necessary, to produce a potential difference between the standard-cell terminals equal to the reading of the standard-cell dial.
Test No. 211.01/187059 Date: December 21 1965
Reference: :BI::.'1:5'J'03 ..
For the Director
Chester Peterson, Chief Resistance and Reactance Section Electricity Division Institute for Basic Standards
B-8

I I:
CERTIFICATE for
WESTOl'I STAI'TDARD CELL SERIAL N0 ....... ~?.2§" ...
Thb is the unsaturated form of Weston Cadmium Cell. By direct comparison at the Weston I.abor~tories, with normal cells standardized by the National Bureau of Standards, the electromotive force of this cell is 1. 01897 2 5. 0
................................ Absolute Volts at ................ ·c Absolute Volt: The value of the emf certified is based upon the Absolute Volt agreed upon by the International Committee on Weights and Mea.."llres and adopted by the National Bureau of Standards, January 1st, 1948. It is maintained by the saturated form of Weston Cadmium Cell, known as the Westorl Normal Cell, the emf of which is 1.018636 Absolute Volts at 2o·c. Tempcratnrt CoefficJent: The temperature coefficient of this cell is less than 0.00001 per degree centigrade, and considered negligible for ordinary changes in temperature.
Effect of Time anti Use: The electromotive force of standard cells decreases slightly with use and time. For purposes of instrument standardization the error produced by this change is negligible if the cell is properly used. For measurements requiring great precision, for example 0.02 per cent or better, or if there is a possibility of the cell having been misused, it is recommended that the cell be returned for recertification at intervals of one or two years.
PRECAUTIONS
a. The cell should not be exposed to temperatures below 4°C or above 40°C. b, Although the temperature coefficient is negligible, small but appreciable errors result if the
cell is subjected to sudden changes in temperature, or to unequal heating. It should be kept at a reasonably constant temperature sufficiently 1ong to permit all parts of the cell to reach the same temperature, and sources of heat should be kept at a cfutance.
c. Standard cells should not be used in circuits where the cell current is continuous or at any time in excess of 0.0001 ampere. To limit the current it is desirable to have a protecting resistor connected in series with the cell, at least until a balance with an opposing emf is nearly obtained.
d. When sending the cell for recertification or for any other reason, it should be packed with great care to prevent shock during shipment. Any damage resulting from improper packing must be the responsibility of the sender.
WARRAN1Y
This product is warranted to be of good workmanship and quality and free from defects in manufacture. Our liability is limited to repairing such defects, provided it is returned prepaid to the Repair Service Division, Weston Instruments, Division of Daystrom, Incorporated, Newark , New Jersey within one (1) year after delivery to the original purchaser. We- shall not
be liable for consequential damages. This warranty is in lieu of all other warranties, guaranties, liabilities or obligations, statutory or implied, to the original purchaser or to any other person •
.riarch 3 o, 191)5
Dat'?J''Jj'"""""""'""'"fJ"""'H""'"""""' . ~ c ~ By .. ~;». ... ~ Approved
1 ............. ::.':':.~;$-.. .................... .
,. .......
WESTON INSTRUMENTS. INC. 614 Frelinghuysen Ave., Newark, N.J. 07114
PIUNT'&D lit U, I. A.
i!
ii 'I ~ 1
,.
·i I!
II

,OR~ N85-441 (REV • .-n-a)
U.S. DEPARTMENT OF COMMERCE NATIONAL BUREAU OF STANDARDS
WASHINGTON. D.C. 20234
NATIONAL BUREAU OF STANDARDS
REPORT OF CALl BRA TION
MULTIRANGE SHUNT Tung-Sol Electric Serial No. T-S No. 1
Submitted by
Tung-Sol Electric Inc. Bloomfield, New Jersey
Measurements were made on this shunt box in December 1965, at a room temperature of about 22°C. The resistance of each section was determined as a four terminal resistor, using the binding post marked "-" as a common current and potential terminal. The binding posts marked "MILLIAMPERES" was used as the other potential terminal. The resistance values, in ohms, were found to be as follows:
Positive Terminal
1.5 3 7.5
15 30
Resistance
1000.120 499.901 199.704 99.9904 so. 0044
At the time of calibration, and under the conditions specified it as unlikely that the values given above were in error by more than 0.005 percent. This uncertainty estimate includes all~ance for both systematic and random errors occurring in the calibration ~rocedure.
Test No. 211.01/187113 Date: December 6, 1965 Order No. BL-15302
For the Director
~-Chester Peterson, Chief Resistance and Reactance Section Electricity Division
B-10

',1111------------------------------------------------· P'O"M NBS,....CU ,,.n, ....... ,l
U.S. DEPARTMENT OF COMMERCE
NATIONAL BUREAU OF STANDARDS
WASHINGTON, D.C. 20234
NATIONAL BUREAU OF STANDARDS
REPORT OF CALl BRA TION
MULTI-RANGE STANDARD RES IS TOR FOR CURRENT MEASUREMENTS Leeds and Northrup Company
Serial No. 526162
Submit ted by
Tung-Sol Electric Company 200 Bloomfield Avenue
Bloomfield, New Jersey
The resistance of the several sections of this standard, when measured in November, 1965, after temperature equilibrium had been attained under the conditions specified below, had the following values.
Room Temperature Test Current Resistance
oc Amperes Ohms
23 1.5 0.2 X 1.00052 0.6 o.s X 1.00064 0.3 1 X 1.00050 0.15 2 X 1.00039 0.06 5 X 1.00038 0.03 10 X 1.0004
3 0.015 20 X 1.00034
It is very unlikely that the above values of resistance are in error by more than 0.01 percent. This figure includes an allowance for both the random and systematic errors of the calibration processa
211.03/187058 Your Order No. BL-15302 . November 24, 1965
For the Director by
F.L,#~ F. L. Hermach, Chief Electrical Instruments Section Electricity Division Institute for Basic Standards
R-11

IIIli-' ----------------------------------------------
PORN NBS...q .... v. •-11-41)
U.S. DEPARTMENT OF COMMERCE
NATIONAL. BUREAU OF STANDARDS
WASHINGTON, D.C. 20234
NATIONAL BUREAU OF STANDARDS
REPORT OF CALIBRATION
VOLT BOX Leeds and Northrup Company
Serial No. 525223
Submitted by
Tung-Sol Electric Inc. 200 Bloomfield Avenue
Bloomfield, New Jersey
This volt box was tested at rated voltage in December, 1965, the room temperature and relative humidity being 23°C and 451., respectively. The values Qf ratio given in the table were obtained under the test CQnditions aet fQrtb in this report.
Voltage Range Voltage Ratio
750 500 X 0.99990 300 200 X 1.00000
150 lQQ X 1.00002
75 50 X 1.00007
30 20 X 1.00010
15 lQ X 1.00009
7.5 5 X 1.00007
3 2 X 1.00001
Measurements indicate that large changes in ratio arise from selfheating. The value given in the table for the 750/1.5 ratio at rated voltage was obtained two hours after voltage was first applied. During this interval, the value of this ratio increased rapidly from 500 x 1.00004 to a maximum of 500 x l.OOOlo within the first ten minutes and then gradually decreased to its equilibrium value given in the table. The remaining ratios were measured in aucceesion after equilibrium was reached on the given range.
211.0)/187060
- 2

Tung•Sol Electric Inc. Volt Box Serial No. 525223
- 2 •
It is very unlikely that the above values of ratio are in error by more than 0.005 percent. This figure includes an allowance for both the random and systematic errors of the calibration process. However, because of relatively large heating effects, the above values should not be relied upon to this accuracy unless the conditions in use duplicate those stated in this report.
211.03/187060 Order No. BL-15303 December 20, 1965
For the Director by
F. L. Hermach, Chief Electrical Instruments Section Electricity Division Institute for Basic Standards
B-11

__ , .. ,, ... .... .... ,
U.S. DEPARTMENT OF COMMERCE NATIONAL BUREAU OF STANDARDS
INSTITUTE FOR BASIC STANDARDS BOULDER, COLORADO 80301
REPORT OF CALIBRATION CAPACITANCE STANDARD
No. 117665
Submitted by:
Tung-Sol Electric, 'Incorporated Bloomfield, New Jersey
In order to make this capacitor compatible for measurement on NBS instl."umentation, it was necessary to utilize a 12.-inch length of coaxial cable and an adaptor from the female UHF connectors to a Western Electric Type 358-A connector. This adapting equipment was connected to terminals "F" and "L" of the main capacitor as required to complete the calibration. The stated accuracy of the measurements includes any en·ors contributed by the use of the adapting equipment.
The direct capacitance values, given in the table, were obtained at 465 kHz under ambient conditions of approximately 2.3° C and 40 percent relative humidity.
Test No. Date:
Capacitor Termination
H to F with L open H to L, cap on F H to L, 100 unit on F H to L, 1000 unit on F H to L, 10000 unit on F H to L, 1 unit on F H to L, 2. unit on F H to L, 3 unit on F H to L, 4 unit on F
802.875 January 7, 1966
Reference: P. O. No. BL-15304
Direct Capacitance picofarads
8.66±0.03 3. 308 ::1:: o. 010 o. 619 ::1:: o. 002. o. 0764 ::1:: o. 0003 o. 00748 ::1:: o. 00007 0.1060 :1; 0.0004 0.2.2.19::1::0.0007 o. 3403 :1; o. 0011 0.4390 :1; 0.0013
For the Director, Institute for Basic Standards
/ (;(. ((.) lttcLY K. R. Wendt, Chief High Frequency Calibration Services Radio Standards Engineering Division Radio Standards Laboratory
~---&

Ill,[
Page 1 ot 2
Tung-sol Electric, Inc. Electron Tube Division
Bloomfield Measurements Dept.
Measurements Calibration and Standardization Policies
A. Primary Standards
,....1. Voltage
Issue Date: Hlrch S, 1964
Jt:u ~ 1fiJ 14-2. ~-t..r ~
Two Weston standard cells, model4. Calibrated annually by Weston (traceable to NBS)
2. Resistance
i' One L & N, type K-2 potentiometer One L & N V$lt box, type 7S91 One L & N shunt box, type 4390 Two T-5 shunt boxes
All above calibrated annually b7 NBS.
3. Capacitance
,. •• '•
,. .. , ,, •• ' .
Eleven standard capacitors, from apprx •• 008 'Dt to 2S pt. Calibrated annuallY by NBS.
4. Frequency
Beckman/Berkeley WWV receiver, model 90S. Calibrated at each use-at least month17-against WWV (NBS).
B. Secondary (Working) Standards
l.Standard Meter Cart (Mobile)
a. DC voltage and current
Four Weston model 1 meters. (1/4 ~.). Calibrated monthly aiJlinst the primar7 standards.
b. AC voltage
Two Weston model 341 meters. (1/4 %). Calibrated mont~ against the primary- standards.
2. AC current
Weston model 622 thermocouple meter. (1/4 %). Calibrated monthl.y against the primar.r standards.

111·1
Page 2 of 2
3. Resistance
L & N Wheatstone Bridge, model 53051 type S-2 (el%). Calibrated mnthly against the primary standards.
4. Capacitance
RCA capacitance Bridge, model 731 CM (1%). Calibrated/'totlTf// y against the pri111a.ry standards.
S. Frequency
Beckman/Berkeley Counter, model 7370,6and Transfer Oscillator, model 7580. (1 part in 10 ). Calibrated monthly against the primar.y standards.
6. R.F. Power
Hewlett-Packard Calorimetric Power meter, model 434A (5%). Calibrated monthly against the primary standards.
c. Measurements Test EqUipment Calibration
All test equipment is calibrated against the working standards on a continuous round-robin basis, (coming to about four times a year). As soon as a complete calibration of all equipment has been finished, another round of calibrations is started, etc.
A separate calibration data sheet is maintained tor each meter, showing dates and results of calibration.
JG/e• ~
J. Ginsberg
Supervisor of Engineering Services.
B-16

"'t'l ELECTRON TUBE DIVISION BLOOMFIELD MEASUREMENTS DEPT. :QUESTED8Y ~~<>u~.\ It..e. r.o A .;LOOlo't ESTED PER SPEC i "~=-G.l) PG.2) (PG.3 DATA s 1-1 E E T IRIDGE No. __________ _
MOUNT TUBES h. D nt
~ting
xnmeral mits
LOT ____ _
PROD. DATE ____ _
DATE RECEIVED•----
DATE COMPLETED 3 -Jo -" L

-· ~ · n ELECTRON TUBE DIVISION EQUESTEO BY A,., o ~ot.~ ~ · r.o A~ o 0(,;,1 ESTED PER SPEC.'1L'- ~ i ;;. 4(PG.l) PG.2) (PG.3 DATA s 1-1 E E T
BLOOMFIELD MEASUREMENTS DEPT. TYP£ 1 bo~w~
LOT ____ _
PROD •. DATE.__ ___ _

llld -~-------·-------------------------------------.!
TUNG-SOL ELECTRIC INC. CHATHAfw~ ELECTRONICS DIVISION I TITLE:
TYPE:
ITEM HO.
I SPEC. NO: I ! PARA NO: I I
Vti312ArloN ;:/irtGcJE..
1
., _!01~-e-1 ltz,J7 . · -- OT NO: TR. NO:
&of{ c (}) (~. 23 4-1-1
I I I
LIVINGSTON, N. J.
DATE:
24MttA~(, PAGE NO:
·-
2 -ru/i~vi'i (L..o D -~~/JES Mf. Rk£.1 ' I 7 /2~ J'3o 13~
s I I 9 I I
10 : 1 I
14 i !
15 I l i !
16" : -rUi3E 14 V -1
AIR.i I 17 t4f! --18 I ! ;f) - OP/i-N H 'r=A-rE/<. 19 IJ"3 - OPEN 1-.I{;ATE R 20
21 I !
22
23 I j
24 : ! :
25 I I 26
27 I I
28 i l 29 I i 30
31 I I I
32 I i 33 I I 34
35 36
! l /~-; / I
SIGNATURES,
TinES: ~'-(JtfU,~~ J; J,-__;:.(' /Ht..-Lf ,. >'L D 5 A /-e A h4S -I


I
~r~ur~no a,· ;c\-t".~:' ,, -:''b_-+.¥c. ~v A.to:)C.1 TtSTtO r£1;, sr£dfJ4..·6·J/fftZ~t'.l,PG.t) PG.2l---(PG.3,.._ __ DATA SI-IEET
LOT __ _
---~ r-r ,-r

1t£Ot·r,, to a·, kLZilic'tf."'·d·lL~:. ~A~o~f.1 TESTE, t:R Sr£.::/fJA..·II·t/JJt2/t.i ~PG ll- - .... (PG.2) .. ___ .. (PG.3}--- ··- DATA SHEET
8114 ••
··· .. ·o··~·-· --~·-- ----~-----------r"""""="'""""=""="""' · .c"""""""'
TYPE I ------··- ·--··--·····--·-·. -·-····

-· t':1:__ ; .2..!. 2.0 {g8f1() " ?/0
--- ~-~ :!;: ;;;;_ ! o. 3~ u 18'0 -~11PQ_
--- r 1-~ /p'7(,o '7oo I o .. :z..t" ~ 1oo iJ,(pS'o ---
-·-·- ·- _o_~ L/t '130 __ fo~&-0 _ _ _ __ ~.'3(, IP??o ;,t,s-c
6·'-f• ?oco {gr-1o 0.38' ?o /0 &9 7o
_ _ff_tf __ ~~~ 71J{) 7a3a
___ . (·2!1_ ?ISO 1110 ___ _ .1~ 3S" ·7 .l.lo '1/IJO
I -~ 7 ..21o 119o ---- (), 1./s- '7.2/D ?ItO ___ _ .!·'IS" '7.l.l.o 12 3o __ _ _ .A_.tr¥' 7~ro 7.J..?o _____ . tJ-ll. -=-7.=:.z-=-?-=-o _1___:.7..;:::1-=-Si_o a:1 1~ ,~·ll:.._ ?.ll/~ 72Jo
2.11 j,(()
/.10
o.3c e>.~q
(J,J;'
o~l:;'
/.i_o .,.t{o ().$?
1-¥0 D.,s-, /.14
0. ;la'
o. i/2..
0• "2... o,;.r o,q D· '/J
fAtf7o &3~o
G'l1o 61./'f.P (9 '-/Of IJ,JSU
(p 310 ~Jso
IDS1-4 ".s-oo (J~,j'O ~~-hO --~~-s-o bS"oo
(,~t{O ~¥'0
cPcPso (pi.( So
(;.~-10 lltf'lo (p f{l(d ~ftfo
?OJiJ 11JIO
1110 7f.:f#
?oro '1 ol/o ?t (,o _ 7tz.~
7tt/o ?100
1)/(J ?Jf'O ? .. No 'lltrD ?J.t./o 71. 'l.O
TUNG-SOL
.s~~l) -
0,7t O/o '),Si)
0·7Y J.trj,., i.f:JfJ.s- ),L/l.
o.-8o cr.o,6 . .l. ii--0,J ".],tiL/
8. J 2- 1·7/s: ;),97~.,2. -;.I./, .z_.
o.-~J 6·Y~ 9 ~-'I!J\ ~.1/t s.y (i., 3; 3-cS-ft, 9 :J-t/6
.2.~ .... J,"/,1,$" (;, 17 ;J.c{;' ,, .)
2-'0, "- ~Vt.s:-I, .2.0 ~·¥-6
:1. 1a i/.0.? ~
:J,'(2._
l./0 t.l-t~/s.j' ;2. 3t J.q~ O/o 1.ch.o j,s-4
1·6/.t.f· ---
O·S'7 ,-.s;o/.1 ;J,L{'2..
f, 7~ S·'lb-;1 -;7/r.i ;J.t/q 0.~7 3 •• hi" :·%, ;J.C/3 o.rb 1·->&,q "·b/'/.L. :; ·4'1 0.5-7 3·J_h,q 2·YJ.S' .2. t/'1:. (J.Ij J.. 3-•lv.~ ;J.f'h.,y :1.. i/tJ .1),:23' l.%9 J,Sb,
•I ;J.f1 6.q "·%.o j,.L,&_ L. :t,4q __ ..
ELFC:TRir. JNr.
---l---1-~-!----l---1---1---l--------·--0 0 /.5".).()r:;
o·gg- OdO R33~o
i. oo I .to ioo t'OO
/. (,C /.~0 /()O~oc
/.00 o. 77 /oorm :l .. g-o /, 7D /ooor.o ---;2.Jo J,2q /0000()
J.•Jo i.tfJ ioocoo i.(; 0 .2.,$'0 lcoooo
/. 7o (),b 2 /oooo.:.
0 0 ioooc --· O,:J.f' I • r,o loo v~o>c ldv J,Jo I OtJ QOO
{./0 :J, 01 /ooooc
/./0 3.:w /00()0()
/. 8'0 :2.1/a /00 000
") ,.1.o ], 9D loo~Po
:1.10 J. '10 ICt.fJOO --1·5'0 4(.3~- . 100100
l1~b0" i3:J-J 18?oo 0
2/Hoo 'l/1(;0 I2S"OH' --=--·1--- /0 ~ lb7f0 Jooooo 1~7o<J
:2/t>ooO ioocoo I" '1co~
.2.0":> 1-=-..:..__1-- :l~, !--1-
l.:::..::;...t..::..-I..;_;~..:.......J-~~-1---1 (Jo'O
~"~I -""-'-:........_I-- 7"0 ,--= JJi./0 looouo 3(l0CO
3ifPU too c•Q l$'7oo
'i33oo /occoo / .2S'C(J C ---·--
·lo~tO --,~oocc ( oocc 0 if7H
iS0° -/.s-v,~o /oc,cc '13bo --ISOC~o too &r:. ~~-oco .:too~
iB'?'O 7t<fo 1.}-00.<J 0 -- -
IIi 'l'ot Jooooo /tp'lCtJ _J_Q_'?_ 1-~co !
i:l -
-tf'Ji{o /U()DCO 17~-q --'3vc,o fOqifr;.~ g-IJ
J ~bOC lila '' 1o -
'~:) -I 117t?o ioowa tnoo 1. : 71-o. -ikJo ;19{/! r7 ,::1 J'- 0
:Jr'(c ifiO DDo .:Jooc ; IO:l,o
~- -· ' -
il1111 i OiUC 2tbO .( i)QO ;
I ..,,,. A,. z. 0·'/1 '/J.J-o ?t8o o., 'I ='<ti'I.J,q ;J.tf3 ~Jo i/.lo ).oooc &j,rro H3o ;lOo
!w -----
~ _J. 2.2...,_7~lf0::1!..::-j...!.;?.J~Si::...li:_J._:_.!..!...._J...:.~.:....~...:.:.!:::..:....-J-.;:_.;..;:_,:~ j-..!.!::.:::.:...j..::.::.~-J..::..::..:.;_t---1--·-:·---
~. 1 I~ : :;._l==l,---l---l---l---ll~--t,---l--~---l---l---l---1---~-----1---1---1---'1--:1-
TYPF I

/SOc-0 /.uoo :2/{:)Dij
IVOOO I ooooo ;l../bOO
J..2Sll IOOOOD .:2SC(J
4.l'/D {00 ODD S'"W.o
Uoo i00DN 33(41
:2.160 /IJOooo :2SOO
A\eroge ~ . 11-----i Te,t Bv -------1-----------------------------·-·-----,~...--·----··-"" .,. .......

I
l b c:i{tQ\
--- - - (PG.3}--- -- DATA SHEET lOT _______ _
PROD. DATE __ _
~Rif'i\.F ~o. --- DATE RECEIVED~O_-,~
:." ,";T TUBE.S ~0 DATE COMPLETED_~-22-"(,
T ... ~ .. r F:: IL"!&iiturJ~:L.._J-.w..s:s;,:.~J /i~~~..J---a....lt:.C!r.4lila~!---lif..:~-,~~Q.:......Jd~ Rolin~;~ rd .lc-'!1 1
_ _ " -f..
Commer- _ S" 1
cia 1/0P<I~ 11~ . - · !1
Limits MJc.~~~~OL'!'~~L~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~--~~~~~--~Line & Page ~~ Spec
Tube No. ·,"'/.//. ~
--8-f' 1 _0s-o {Qfdpo uWo 3. oo lPff'S'V t--=--=--=---l-- ~..:::.,--I...,-..'---T--I----"----... 1 /. Oj__ ~'ir'lo 4?qo 0, 1tf ?o).o
i_/.[o_ __ toq1o fQff'fD J.oo 1o1o , 0.1~- &fr8"0 fD't'l<> O.S"? 10tf0
' rJ, t..( o ....::.fo..:...r.:..._:.z. o_ lR lr~ i--=-=--=----J.....;....;:....::....:..._1 _ ___;:;__1--=--..:-=-~.........L.-¥1'-1 , I __ _ 1 Q. 37J£# &--oo _ & 1 'lo f--'--'--'--=--
____ o ,~.2. 1 _~ ']_q_o '1'0 ....:...:..c=--- 7ota ~~--'~-=--'~'-1-::-~.._ 1 _ ____:__._ 1_-=----
/8'.)00
/OOIJOO
/OODOV
I IJDOOO
J I>OC'O"
/00000
----·------ -51100 2./']00 'f/Ji.fDD 0 --Soocc /()OCOD :2~occ
3'7:>~ lvoooc ::2./(,C --G""S"SV iocovv 33~ if..2'l_o. I DOO()O 3~'00
·-- _ a.f_L i & 1~0- _6'731} ~----~ ---/ Q~-2Y ~~s-o (D<,to t.o~ B-1'fv _5_o_o_ !_oo_iN_o __ __ ,1soo ___ _
13.~0i(s,f30 ft>?ao J.t/0 Sl?'.ro. "333- .too~~K~-s;.~
__ 'l_l_ __ lk'~~-v_ / 1~JOO lo¥&o ~1
..:.1...::.0.:...Ia_o_1
....:.(JJ..:..911:....o_f.loo/;..;. L/1-0~1--,--l~~ __ lc.f?uo :2ttouo 23J'oo 3i3oo --~-- : __ 1
___ ·_f?·9'1 1oQo 70UJ oAqq 1otto ~9fr0 OJtiJ l---'--!.i-"'-l ----=---- toovoo 'I~-STJoS.5-6u~ 3¥'/oo1 __
1_LQ?.: ---1-
--- __ ~iK_ 11§0 70j-0 0. q Y }Oft>a _ 7030. (), tf3 1..,..-L---7'-"'--1--~~ 1 ..:..=..-L-=-=- --=--- /00000 booo IOOOoQ_ 3'/-to ___ _ ;J._o_o 1 ____ _
____ _ 0.S8" 1_1130 10'!0 1-----'- ~=---I 1 _ ___;_:::....
1 _ ___::_ ____ /OOQOO foS.2o IOOOoo L/J-1.{ --~0.
11 ___ _
____ _p, '1-Y 1
: 718'0 11~-o tooooo I01oo IOO lao li 360 Yo.:> _
__ __ 0.3~ j _1!20 71/D /OOiiUO 3Slo ICOooo :2~-oo _n_~ ___ _ __ _ ().1%_: _-1.2~ ]I~
1-=..;._,___ /80000 8"3t./D Lfl'70iJ 7S"PC f_2P_~ __
d,3K" 1;J..o0 1/ErV IODDOD 3S7~o 3~0o0 I to2.o
1 ~. 2~ 12 30 l!!fJ I-=--- 9311 /SfJ:) _____ _ t- ~-- C!W ...:"1:..::).():::..::..0 _, __ - 1:.....1_:.tf_D-_J..-:__:_:::......l . ...:...:...;~.,_--l--.._ l-....!...loE:..:....j-----<-~j-:...:....:....::..1-_:.-1--=--.:....._ 1.;..;..:......;.._ ~ ooo 6-~t•-» ·~ I.J1. '
Control Limits
Test By ~~-_____ ! - _ ____:. _____ _
__ , 1184 ,. TYPE

I Tl ~ 1--" ·- - ~ .,;. - .}.--,-:: i(.~i);:~!~; -~!~·~4.·7t: ,) . .:'\. ·1..? .c, ..... •,•..ffi ;· ·F!:zr~-·-_·--. .... -., . :!.3.,1 . , Z.\1 -~'( ~1·/::.-
.. ,, ~ :~<:::.. --'-2--
-· ----- ·----.. ·~-
---~- .2.P' :J..1h, ~..'i!l. ___ "i~!f
~~~~ 'j....._;fi_ '}..1/3' ---
.3.~ .?~r. __ ---~:.k
,1.~ ~. '17_ C>_ 11- 0--.!.3'. .!!~r ·~~
e> 5:81,3.¥ 7..'/-b lz..~ ~- «/11> 3-~ -- --c.-- ----
~~~ ~-l.?~ 3.C ___ ~f~o __ ..Li~ _ _____.,. ___
~ S:J;; (i 2·n> ____ J.__
--·-
!-~~t. 3-S"tJ ·- ----3-'h
~~1--· !3-.k_ ~o/s:.s- _2.-.:.~L. j-:~-;:_ ,2. S'l
!~ --------.- .a..s-o -------·-
~rL I
.t:Jj
. I (Jl
-
,J,""
-,.~-;-2.~/)
3;,~ ----
YJ--~
0\
!_;-.,: •.•
-;-~,-~~-~ .... - . ... ---~- -- . 1- ........ - ---- --~ .......... - ---- ----- -----
r(·.• r:;,
----
- ---
--- ---~------ r·- ---- ---------,------ --·- ·------1-----1-----1---·-· -·- -··--~---·--·-------------------~------------------------
-------
~\-1..( .. , -~J~-::.:.L; _1 "-' ~~-L·-"-·
.>:".:..""::l_ ... S.fs._?:.. :.i
;s-"J~ . ( .)- :?>
_11.1:..<-. f.., ' ... ./~:.:.~·-~-
----· ---..-- --""~..- -~ ... -----.-...- ..--... .. -.....-.- ~¥---- --·----·- -------- -------. ---·----~
D () .26"'~ _ --~ :Jct>OtJ ~oi?OO~ ___ --~-- -·--·
0 _l._f~.:... --- 71'-foo ~~ "l!_.f'~_ /?D(O) ___ [(:!_Q_ ---
J..-2.1' J../0 ---- .
~.a(_ /./() I -----
./·~--- l-L~. . 1· 7(J- :1., I c> -------~'Jb '2-.JI!j
----3.1~ '2, O() --- ---S:u 3.7t.) --- ----
!13~- :l.Jd --·-··-
D 0 --· --
-~- ~.1/IJ -----
o. 3.00 --- -----_f!._.!i_ . S:/IJ __ .. 0·28 6.30
·-·---- -- --- ---..,..._. __ ... ____ . 0 _'1.!_6_~-
_g!_!:_?_ Ill Ot) -----f!0f~- l~.oo -·r--0,,, /.60
!1::.!~ . . 2-1t~) - ----·~ :..:.">-'··-
---· . ---------- ----
----:--- ---- -----·· ... ·- •... , --------------,----~---~ --- -·------ --------1-- --r-,-- ..


tD I 1\) ())
-------- --------------,F--------TYPE I

RE, r LD B'l :Pc~~t:'.;. i.J..~N~ .Y.L.J A.lo;lC.f TE~ . ,) PER SrH:/f/4...·4·/j//,2//"! (f'G.l).. ~PG.2)--- -· (F'G.3~----- DATA SHEET
LOT __
TYPE I

.. ,. TYPE I

'"t"" . ELECTRON TUBE DIVISION
TREEQSTUEESTD PEDERBYSPEC~. :=;}:; PuG.l)~ A
200 "Cf ~ tPG.2) (PG.3\ ' \ q_ ~ ~t ~~~ iT, et_
BRIDGE No. \....- SPECIAL FEATURE~!J,'\1:\~.~elef'\..• ·u~9o.-.,c~\L \tj~\~ ... ~
BLOOMFIELD MEASUREMENTS DEPT. LOT ____ _
PROD. DATe-S: ___ _
AMOUNT TUBES _.,. \100 lo\~_s J ~1/.'3 ./ b J (oo&Q w ~ DATE RECEIVED J -II-' L
DATE COMPLETED . i I,-~ ' ~S'""' ~S- ~_... ~
~;Cc:~o4tc~ 1. TL~,c....J ~9' ~~~ a. J!.c.l S&.c.. ~ l-l•x /AO.... - -
~,. ~OJ ?.., ?o - -. ;t;:,.a P.y~f' ~...-.3 tJ-:1~ --
une & ~3 'P~, -?>
~:~~.ofl~,, ~ .1/Aj.tO•t../~•'o.?$ </,lo,O, <4./,f:J,, i."'.I~A./.10.1~~1/.75" , A/,1/ • .Y _,..,/' \.._1_.1J.'f V , 1-/.to.C, ~.10• rY,Io.1J 1 r•I:J •T· D .. .. ·, · 1 • .... '\ " ·y . ..; \\
Tube No. ~ IY.e~ ';;;,.JrfL\II'IIa \ t...~Ci \:.,+._g_ -lerl:. lla~~ !F ~'t,;a w l=>o~• ~"~"'"'~ krf~ \q~'T ~ c:.Jis1 'P~T ~b1 \;-h l~· ~;h- Uoi' J It- JIO Jc:;~t 0.~ ;}.-) 2t2ko ~ £./7 l}foo o,k.. /.'?o $.to 7~..9o t..S"7c
) .3~ /o7 liS 0.3 Q,C. t,CJJo b.i~b s/s- a,Jo Q,Js o,)-7 3 . .f~ t.,yo .21!..E.. --~ _JaJ- _U_!L_ o.'/ ~.(, /,'io ~ 3/3 ~' ~- D.J<... ;J.oi o.~S"f.f'~-o )2..t:
.. ~ 2lt 107 II~ 0.3 d.f. (,4,o /,jlo <./8 1N'JIJ1 Otic ____ 1 o.y~ J.,Ji L1.10 ~
) .2'1 IJ& flo o,s- ~.(. f.I.Jo bSJi:> s-/.s- IS ~il q,ls,. 2oSb 7/JIO ~.a~ 1·YJ &97o ~&7c ~ .5~ lo7 llo o.y .2·' &.,7., ~4 11/o o.k. 7.2o'O 2~ ___ 1 ______ ~.')o J. 3;;' ~-~
~ 3£. /0) 113 0.(, ,X.(. A:x>o ~__£/:(_ 7/S" Q,k. 7il'/O JYoo /.Yj 1·83 7/oo ~ 1
• .~9 _ __jj_;}._ Jo .3 {)_,_"']_ .:~.~ l«S'o ~ 4~ O,(c 7.220 7.::>70 __ Q.d.i_ J, 81 7.(. ~o ~ ) 110 ~~~ 111. o.s= OJ.(, /boo~ ~# ~1'1 Q,Js;, 7/10 7«70 -- Q,7Z.. o.83 ')oro~ JltJ lf.l ~~~- ~~~- n x :J·S 73Yo '8~ c lo o/o 0,/c;., ?..Joo '13o 0,1y ~.CJ;( )-=\S'Q ~
--~- '"5 II£ 1:10 ~ o2·S" 21-.~ :l1.E_ 3/3 olo O,k ___ /LLQ__ ]//O ________ J, 1/ o.~b 7.ol3o ~ 1) 13_1 llo 1/o o.~ :J.-;;- '~~o b8'~--o ~/S" .sb 0·1~ Jo4o 2o1o __________ o.oo J,'t,b9Sol'-.~ ~ JgJ.._lj~ U~ O·V ~·'!'" /,)lo_ "7:;"'c~ o/9 Orlc:.. (pj2o biSO __ O.S"'J O . .l, l:.iZo 1.'1")~ ~ 1'il/ }/O l«.o J,o -..s- 7o7q ~ liJ6- o/o O,k.., )J~ (,S"oo __ 0."/2_ J,oB- 7t.2o JtD.;
~ 1~$ Uo //-;;- O,'J .;J.$ 7/So_ Ai/40 ~ <JJt, O.k.. 79l'o 7~"o f:>, 2o 0,?..] 7~oo ~
~ ~
-- ---1---1---------1--- ---1---1---1--- --- ---1---1---1---l---l---l---·l--
~--- }J_o-/q_(J iT't~b.a. I.Jo ~ (,f.-~ 1fo_ e ~I) h~ve 9zcJ aiJ.:>tJ~ CO#In' :f~,., I t,W.._ 0! ~, .. J.~~c::.:.J..r=~-- ---1·--1---1--
~~ e5:> Al/-+u~.l. .,.e?f ~},,f,~- .1. ~".c,.,;Vd) Lle-~S'\- E"'cJ)'o,~" •:¥ - ~
1-----r----1-----1----r----1·----
Control Limits
Test By
1184 ,.
/
u 0 TYPE I

Line & Page of Spec.
Tube No.
0 ,y 7cil)o
O, I &&"to O.S )/20
~'----- Jji'O /,o 2o9o Q, t. 'ijo o.s= Juo
o.x- ~..-,(jo
o.S' 7.iZ c~
,,oo
IP2~t2
'"~-~ 1!9.it0 ~00
'1_18_-:l
~1"0
)o /0
"S'"O
i'3: -~ o o o/o ok /o/o ~I" W's--CJ/o o/o
-dL s/~ i'k il'l ~ o/o _i/:L ~~~
o.~ .:~,.~ i_oo20 cil~~o
o1t< ;;..'i_ l~o'O l$6"00
o.~ ~-~ lrJ.•oo SllO'D
o,k. a ."i' /.l'Od )l~O o,cc ~.~ 1/..?~~oa ~0000
o,J<:.. ~·"'
)l_'i_o »~.3~0
O.k.. ~·S l~loo /t,:J.Sli
o.t<. «.(p l0'-22 SflQ. o,k. ~.,..
~G.oO /L/_p_~
;2l"bo~ ~.:22o o.f~
~st;)OO /O (2QO 01<;
9oooo (..}{.oo o,l<.
1/o ')Qoc t.fl.~o o.~
/Sooo 1.~000 Otic;.
Li'JOO /ft)oO __Q,L
~);,-o 3.'iJ_o ~ t2S"ooo l.t.So :J __Q_Js_
~00 ~}Yo ~
D.L il.·Y D.l o.o o.o Q,O
o.o .2.·2 o.S"
,;A.j 0.,2 o.q'f ~· 1s-~ ~., o. "'" __.L!....L..__1 ~~.!...._1 .--=0:...:..JI:....:~:.......j~ I, ~l, ~
c;2.0 ,.,~ £.6-; J.lZ. l,.l,,
0.\) O.b& --=--=-=--1 ---'"'-..!!!<.ll.... 1---L'..:...J' 7'--"3=--1 ~ • \ ' .l .J 1 o.o o.o 0.~
'0."/
~.~
o.,, 0.1~
{).SI
~
o.s-)
o.t.f ~·ol a..J~
1·'/o ~!1..'--~
l·l/3 Z..)., <t~3
J,"'>l I• q Z. ~ • Jo
O,,f ll. •OV ~
,__,~.H....I:.I-L~-I-....t..:..._;__.I-..::D..:...;• k=- I 3o.:> w~,!o o[o o/o O•k -..~ '-;2,ro 21Vo /)f.oo J:J.~'O'O O.v o.o o."Z... Q.f.$' .3.o 3 ~.11 ~
-- 1---1------1---1--1-- ------- -- -- -- -- --1---1---1---1--·
1--1-- -----1----1---1---- --1---1--- --- --- --- ---1---1---1---1--
l------~----~---l-----l----+----l-----~----~-----·l----l----l-----~--1-----~------11------l------::-----l-----
/ ,7
{\ TYPE I

._..;.., B'Y &._•l'f•)t:J_~ X.,.. i>.o ,;:tt~~ON TUBE DIVISION BLOOMFIELD MEASUREME~EPT. ,;::.__ __ _
TESTED PER SPECij 1)11~/A- (PG.l)'-----{PG.2) (PG.3) D AI A sHE E.l E b,.~ '~"" \e~\ c~+) LOT ____ _ BRIDGE No. ~~U. ~S~~ooo.> \"'SJt.;'ll&,;JI;, l.l. of'T'•H · '•Joo. DATE
AMOUNT TUBES SPECIAL FEATURES .J~'-"'- .·cr:1l~~ \Ue..\cl.-\]'\J'-e5 -T~ -~~W~ DATE RECEIVED ________ _
T,.o ~ ~ Ito DATE COMPLETED .i!l-j-:f. \. _~_ti~~--.~P~~~:~~j~~~~yf,~.~bt,~~~\~~~~~~~~----r---r---1---~----l----l·---l·--~----r-~·----II--~,----~---~--·I-Commer- ~u_ . • i_ Y.~. ~. bs clal "' ~ ,...._ SbQ.,..~ ~. ~ ,p ~
Limits ~A.Jc ~\/o..c. Ifill '1/..::ac,::..~*':Ll\J,UQDIIC._I---1·--1 ~ch ~+1. ID~ ~l ---l----i·--~--l·--l---~---1---1---1--~1---1--~--
Line & Page of Spec.
fa,, ~ l- ~'t<- 1.. ~4 L
Tube No.
<l ''"- f.Q l3~
~ I~ 0·0 lo o
-~A a.·o 1~0 ~ ,;sc; R. ~ 1 ~ i:)
? '"'\) le. 0 p<:> ~ Jl.) o.~ 10~
( tlo '\.. I lb 'f
' '""(. ,;_ Jl .. '7
l·~
_)Gt· " .
l·O ~-.J
Z.IO
IS'O :1.~-.,:,
/70
\.;-.::>) 'i~
~ -.S' ~.:) $"";::,
___R__t:L_ to-::>
tO=> ~'!"
fDb ~'0
) lil \) IQ~
13'"0 Jl~
:l70 ~;:)
2.~~ 1/0
--
1---1---1---1-- --- ---1---l-- -----1---1-------
-- --
-- 1---1---1---1---- ------ ---·--1---1-- --
--1--1--l-- ------ --- --- --- --- --- ---1---1---1·--
'";) --1--1---- --·1----1---1·--- ---1---1 --4.---"f- -------- ----1---1---L-
~ --- ---1---1-- ---1---1---r----t---1--1-- --------1--1----1---1--
1~ --"r-tf---- ---~---l----1----l---t---l---11---l---l---l---l---r---1---t---I---1---!---1--Ji -- ---1---1--- --- ---1--- ----1---1---1--- ------ 1----- --- ---1---1--1---1--
~--- --- ---1---1-----ol, ---
~
Control
_um_it_s _ tJQ-k \ "'~ ,~... l~l od"'~ 0{ 1 s+ \;,~~~ .Vib.~) ~os. A'l'eroge
Test By
TYPE I

111'----------------------------------------------+
DISTRIBUTION LIST
No. of Copies
2
1
3
1
1
1 1
10
1
Advisory Gr~p on Electron Devices ?46 Broadway - 8th Floor New York, New York 10013
Commander Aeronautical Systems Division Wright~Patterson Air Force Base Dayton, Ohio
~------·
Commanding General U. S. Army Electronics Command 225 South 18th Street Philadelphia, Pennsylvania 19103 Attn: .AMSEL-PP-IED-26
Commanding General U. s. Army Electronics Command Fort Monmouth, New Jersey 07703 Attn: .AMSEL-PP-E-CMD-1
Director u. S. Army Electronics Laboratories Fort Monmouth, New Jersey Attn: AMSEL-RD-PR, Chief, Tube
Techniques Branch Attn: Chief, General Tubes Branch Attn; Chief, Gaseous Electronics
Section, Bldg. S-53
Commander Defense Documentation Center Cameron Station Alexandria, Virginia 22314 Attn: TISIA-J..
Canadia~ Liaison Officer A~ Materiel Command Tempo 7, Room 106 7 Washington, D. c. 20315
1 Eitel-MoCullqugh, Inc. 301 Industrial Way San Carlos, California Attn: Mr. H~ M. Bailey
a
No. of Copies
1
1
1
1
1
1
1
1
AEROPROJECTS INCORPORATED
Chief, Bureau of Ships Department of the Navy Washington 25, D. c. Attn: 691A
Amperex Electronic Corporation 230 Duffy Avenue Hicksville, Le I., New York Attn: Mr. Alex Mitchell
Bell Telephone Laboratories, Inc. Technical Information Library Whippany· Laboratory Whippany, New Jersey 07981
The Bendix Corporation Red Bank Division Eatontown, New Jersey Attn: Mr. Joseph F. Bozzelli
Bomac Laboratories, Inc. Salem Road Beverly, Massachusetts Attn: Mr. Richard S. Briggs
Burroughs Corporation Electronic Tube Division P. 0. Box 1226 Plainfield, New Jersey Attn: Mr. Roger Wolfe
Allen B. DuMont Laboratories, Inc. 750 Bloomfield Avenue Clifton, New Jersey Attn: Mr. Robert Deutsch
Edgerton, Germeshausen & Grier, Inc. Crosby Drive Bedford 15, Massachusetts 01730 Attn: Mr. s. Goldberg

11 .• ---------------------------------------------------------------------
No. of Copies
1
1
1
1
1
1
1
AEROPROJECTS INCORPORATED
DISTRIBUTION LIST (Continued)
Electronic Enterprises, Inc. 65-67 Seventh Avenue Newark 4, New Jersey Attn: Mr$ Richard Bloemeke
Electrons, Ine. 127 Sussex Avenue Newark 3, New Jersey Attn: Mr. E. K. Smith
General Electric Company 316 East Ninth Street Owensboro, Kentucky Attn: Mr. W. T. Millis
Oulton Industries, Inc. 212 Durham Avenue Metuchen, New Jersey Attn: Mr. Daniel Abrams
HUggins Laboratories 999 East Argues Avenue Sumcyvale, California Attn: Mr. R. A. Huggins
HUghes Aircraft Vacuum Tube Products 2020 Short Street oeeanside, Califo:rnia Attn: Mre James SUtherland
International Telephone & Tele~raph Corporation
Electron Tube Division p. 0. Box 100 Easton, Pennsylvania Attn: Mr. R. F. Mann
b
No. of Copies
1
1
1
1
1
1
1
1
Lionel Electronic Laboratories, Inc. 1226 Flushing Avenue Brooklyn 37, New York
Litton Engineering Laboratories P. 0. Box 949 Grass Valley, California Attn: Mr. Charles V$ Litton
Litton Industries Electron Tube Division San Carlos, California Attn: Mr. James H. Weber
Machlett Laboratories, Inc. 1063 Hope Street Springdale, Connecticut Attn: Dr. H. D. Doolittle
Metcom, Inc. 76 Lafayette Street Salem, Massachusetts Attn: Mr. Richard Broderick
Microwave Associates, Inc. South Street Burlington, Massachusetts Attn: Dr. L. Gould
Microwave Electronics Corporation 4061 Transport Street Palo Alto, California Attn: Dr. Stanley Kaisel
Ohio State University Department of Metallurgy Columbus, Ohio Attn: Mr. Frederick J. Fraikor
II

111''---------------------------------------------1-
1
1
1
1
l
1
1
AEROPROJECTS INCORPORATED
DISTRIBUTION LIST (Continued)
Penta Laboratories, Inc. 312 North Nopal Street Santa Barbara, California Attn: Mr. R. L. Nor~on
Philoo Corporation Lansdale Division Cburch Road Lansdale, Pa. Attn: Mr. F. Mayoek
Polarad Electronics Corporation 43-20 Thirty-fourth Street Long Island City, New York Attn: Dr. D. L. Jaffe
Radio Corporation of America Electron Tnbe Division Lancaster, Pennsylvania Attn: Mr. Roy E. Nelson
Radio Corporation of America Electron Tnbe Division 415 SQuth Fifth Street Harrison, New Jersey Attn: Mr. Clarence West
R~heon Company CClllp. Division 20 Seton Street Waltham, Massachusetts Attn: Mr. Paul R. Keeler
s. F. D. Laboratories, Inc. 800 Rahway Avenue Union, New Jersey Attn: Dr. Joseph Saloom
Sonotone Corporation Box 200 Elmsford, New York Attn: Dr. L. G. Hector
c
No. of Copies
1
1
1
1
l
1
1
1
1
Sperry Electronic Tube Division Sperry Rand Gainesville, Florida Attn: Mr. John Whitford
Sylvania Electric Products, Inc. Emporium, Pennsylvania Attn: Mr. Vincent Grubbe
Tucor, Inc. 59 Danbury Road Wilton, Connecticut Attn: Mr. R. White
Tung-Sol Electric, Inc. 200 Bloomfield Avenue Bloomfield, New Jersey Attn: Mr. Max Yarmovsky
United Electronics Comp~ 42 Spring Street Newark, New Jersey Attn: Dr. John Beers
Varian Associates 611 Hansen Way Palo Alto, California Attn: Dr. Richard Nelson
The Vietoreen Instrument Company 5806 Hough Avenue Cleveland 3, Ohio Attn: Mr. Ben Ol~on
Watkins-Johnson Company 3333 Hillview Avenue Palo Alto, California Attn: Dr. Rolf Peter
Westinghouse Electric Corporation Electronic Tnbe Division Box 284 Elmira, New York Attn: Mr. B. w. Sauter

111,4------------------------AEROPROJECTS INCORPORATED
DISTRIBUTION LIST (Continued)
No. ot Copies
1
1
1
1
1
1
1
1
U. S. Army Ordnance Frank:ford Arsenal Bridge & Tacony Streets Philadelphia, Pennsylvania 19137 Attn: Mr. Frank Hussey
Metal Joining Section 1323, 64-1
Battelle Memorial Institute 505 King Avenue ~ Columbus 1, Ohio Attn: Mr. c. M. Jackson
Westinghouse Electric Corporation Youngwood, Penneyl vania Attention: Mr. 0z1ie Jaeger
Clevite Transistor A Division of Clevite Corporation 200 Smith Street Waltham 54, MassaeQusette Attention: Mro Sam Rabinovitz
Rome Air Development Center Grit:fiss Air Force Base, New York Attention: Mr. Lo Gubbins, RASGR
Hamilton Standard Division United Aircraft Corporation Windsor Locks, Connecticut Attn: Mr. John Dudenhoe:fer
Project Director
Mr. c. w. Irish Marketing Section Lamp Metals & Components Dept. General Electric Company 21800 Tungsten Road Cleveland 17, Ohio
Radio Corporation of America Somerville, New Jersey Attention: Mr. R. Wicke
d
No. o:f Copies
l
1
l
1
2
l
1
1
1
Raytheon Manufacturing Company Chelms:ford Street Lowell, Massachusetts Attention: Mr. w. w. Robinson
Sprague Electric Company 87 Marshall-street North Adams, Massachusetts Attention: Mr. w. Bell
Texas Instruments, Ina. Semiconductor Components Division Post Office Box 5012 Dallas 22, Texas Attention: Semiconductor Library
Transitron Electronic Corporation 168-182 Albion Street Wake:field, Massachusetts Attention: Dr. D. Bakalar
Western Electric Company Marion and-Vine Streets Laurel dale, Pennsylvania Attention: Mr. Robert Moore
Delco Radio Division Kokomo, Indiana Attention: Dro Fo E. Jaumot, Jr.
Bendix Corporation Semiconductor Division Holmdel, New Jersey Attention: Dro Robert Meijer
Motorola, Inc. 5oo5 East McDowell Road Phoenix, Arizona Attention: Mr. James LaRue
Pacific Semiconductors, Inc. 14520 S. Aviation Blvd. Lawndale, Cali:fornia Attention: Dr. He Qo North
II

No. of Copies
1
1
l
1
1
1
1
AEROPROJECTS INCORPORATED
DISTRIBUTION LIST (Continued)
General Electric Company Electronic Park Syracuse, New York Attention: Mr. T. F. Kendall
Bldg. 7, Room 152
Bureau of Weapons Department of the Navy Washington 25, D. c. Attention: Mr. Roy G. Gustafson
RRMA-24, Materials Div.
The Rem bar Company, Inc. 67 Main Street Dobbs Ferry, New York Attention: Mr. E. Dietz
Fairchild Semiconductor Corp. 545 Whisman Road Mountain View, California Attentions Mr. Ralph Lee
Radio Corporation of America Electronic Components and Devices Lancaster, Pennsylvania Attn: Mr. Edward L. Romero
General Electric Company Schenectady, New York Attn: Dr. Harold R. Day
Building 5, Room 323
Arinc Research Company 1700 "K" Street - NW Washington, D. c. - 20006 Attn: Mr. Robert Reed
No. of Copies
1
1
1
1
1
1
1
Sylvania Electric Products, Inc. Div. of General Telephone Corp. Sylvania Lighting Products Div. 60 Boston Street Salem, Massachusetts Attn: Mr. Rufus L. Briggs,
Project Eng.-3C
ITT Industrial Laboratories 3700 East Pontiac Fort Wayne, Indiana Attn: M. F. Toohig
Manager, TUbes and Sensors
Thermo Electron Engr. Corpo 85 First Avenue Waltham, Massachusetts Attn: Mr. To Johnson
Raytheon Company Second Avenue Waltham, Massachusetts Attn: Dr. Colin Bowness
R~theon Company Route 128 Burlington, Massachusetts Attn: Mr. Geoge Freedman
Ferrotec Company 217 California St. Newton, Massachusetts Attn: Mr. Paul Rutledge
ITT Research Institute 10 W. 35th Street Chicago 16, Illinois Attn: Mr. S. L. Blum
II

111"----------------------AEROPROJECTS INCORPORATj!:O
DISTRIBUTION LIST (Concluded)
No. of Copies
1
1
Electron Taohnologr, Incorporated 626 Sahayler Avenue Kearny, New Jersey Attention: Mr. Stanley Kook
Eon Corporation 175 Pearl Street Brooklyn, New York Attention: Dr. Gu.stav Weinberg
No. of Copies
1
l National Aeronautics & Space Administration Head, Operation Section Scientific & Technical Information Division (SAK/DL) 4833 Rugby Avenue Bethesda, Maryland 20014
l National Aeronautics & Space Administration Lewis Research Center 21000 Brook Park Road Cleveland, Ohio 44135 Attention: Mr. Davies
Mail Code: 500-309
1 Commanding Officer Harry Diamond Laboratories Washington 25, D. c. Attention: Mr. H. o. Chandler
1 General Electric Co. Pickup Tube Operation Room 165, Bldg. 6 Electronics Park Syracuse, N. Y. Attn: Mr. Philip Oakes
1 Charles Eo McBurney U. S. Army Production Equipment Agency Rock Island Arsenal Roak Island, Illinois 61202 Code: AMX PE-MT
f
Commanding General U. s. Army Electronics Command R and D Directorate Ft. Monmouth, New Jersey Attn: AMSEL-RD-0
Engineering Support Services Dept.
Mro Lo L. Kaplan
II